Контрольная работа: Изобразительная информация
Раздел: Рефераты по журналистике
Тип: контрольная работа
Оглавление
1. Изобразительная информация. Типы изобразительных оригиналов. Технические требования к изобразительным оригиналам
2. Системы электронного растрирования и растровые структуры
3. Изготовление форм высокой печати на основе фотополимерных композиций
4. Характерные особенности оттисков при плоской офсетной печати и требования к их качеству
5. Применение способов отделки в книжном производстве
Список литературы
1. Изобразительная информация. Типы изобразительных оригиналов. Технические требования к изобразительным оригиналам
Оригинал для полиграфических изданий - это текстовый или графический материал, прошедший редакционно-издательскую обработку и являющийся основой для создания любого печатного издания средствами полиграфического производства[1].
Авторский
оригинал
– это текстовый и изобразительный материал, подготовленный автором (коллективом
авторов) для передачи в издательство для последующей редакционно-издательской
обработки.
Издательский оригинал – текстовый или изобразительный материал, прошедший
редакционно-издательской обработки, подписанный в набор (в печать)
ответственными лицами издательства для изготовления печатной формы на
полиграфическом предприятии.
Оригинал-макет – это издательский оригинал, каждая страница которого совпадает со страницей будущей книги по числу строк и, в частности, по строкам. Оригинал-макет может быть машинописным (напечатанным на обычной конторской пишущей машинке), подписанным в набор и печать и отсылаемым в типографию для набора и печати.
Репродуцируемый оригинал-макет (РОМ) – это оригинал, подготовленный для изготовления фотоформы или печатной формы фотомеханическим способом или сканированием как изображение. В последнее время с распространением компьютерного набора и компьютерных издательских систем этот вид оригиналов широко применяют для печати оперативных малотиражных однокрасочных изданий (авторефератов, материалов конференций, листовок).
Качество оригинала определяют качество изобразительной репродукции. Только безукоризненный оригинал создает предпосылки для хорошего конечного результата. Небольшие недостатки оригинала могут быть устранены ретушью; любое значительное вмешательство чревато опасностью искажения изображения. Поэтому к качеству оригиналов для репродуцирования предъявляются очень высокие требования.
При классификации оригиналов исходят из трех главных критериев:
1. Полутоновый или штриховой оригинал - характер сигнала, создающий изображение аналоговый или двоичный (бинарный). Примечание: к штриховым оригиналам следует отнести все текстовые оригиналы.
2. Непрозрачный или прозрачный оригинал - принцип образования и передачи сигнала. Изображение воспринимается в отраженном или проходящем свете. 3. Черно-белый или цветной оригинал - особенности спектра сигнала, создающего изображения.
4. Изобразительный или текстовый оригинал – воспринимаемая информация изображения образная или логическая (текстовая).
Каждый оригинал издания в соответствии с этими критериями относят к определенной группе[2].
Наиболее общие ограничения, которые накладывает полиграфический технологический процесс, изложены в нормативной документации в виде требований к оригиналам, предназначенным для репродуцирования в полиграфии (см. ОСТ 29.106-90). Несоблюдение требований, предъявляемых к оригиналам, предназначенным для воспроизведения полиграфическими средствами, приводит к резкому увеличению работ по ретуши промежуточных изображений до получения оттиска в печатной машине.
При классификации
оригиналов в группы по технологической сложности для ретуши были учтены
качественные и количественные показатели оригиналов, изложенные в ОСТ 29.106-90
в виде требований. Классификация проведена только для работ с плоскими
изобразительными оригиналами, изготовленными фотографическим способом или
рисованием и предназначенными для полиграфического репродуцирования.
Классификация не распространяется на произведения живописи и графики, не
созданные специально для полиграфического репродуцирования, на уникальные
документы, имеющие историческую или научную ценность, а также на оригиналы с
растровой структурой и созданные компьютерной графикой. Требования к качеству
готовых полиграфических репродукций с указанных оригиналов определяются
издательством, художником и полиграфическим предприятием.
Классификация не распространяется также на оригиналы, не соответствующие требованиям ОСТ 29.106-90. Некоторые особые требования ОСТа, сильно увеличивающие объем ретуши при их несоблюдении, приведены ниже. Не допускаются выворотные тексты с шириной штриха менее 0,5 мм, для которых в многокрасочных репродукциях необходимо оставлять пробелы более, чем в одной печатной форме.
Штриховые элементы должны быть интенсивно черными, иметь резкие края и быть выполненными на бумаге или картоне, оптическая плотность которых не более 0,15. Оптическая плотность штриховых элементов должна быть не менее 1,5. Масштаб воспроизведения штриховых оригиналов должен быть не менее 33%, и не более 100%. Увеличение, выходящее за пределы 100%, должно быть согласовано с типографией. Оно не должно, привести к ухудшению резкости краев штрихового элемента изображения.
Ширина штриховых элементов на оригинале в зависимости от масштаба воспроизведения на оттиске должна быть такой, чтобы на репродукции она была не менее 0,1 мм. Расстояние между штриховыми элементами на оригинале должно быть такого размера, чтобы на репродукции это расстояние было не менее 0,2 мм. Штриховые непрозрачные многоцветные оригиналы для многокрасочных репродукций, на которых элементы цветного изображения в виде заливок или контурных линий и штрихов соприкасаются или частично совмещаются, должны быть выполнены цветами, хорошо отделяемыми при стандартном процессе цветоделения, с конкретным указанием печатных красок для всех элементов.
Если цвета на оригинале при стандартном процессе цветоделения четко не отделяются, то оригинал должен быть изготовлен в виде отдельных черно-белых рисунков для каждой краски. Они должны быть снабжены приводочными крестами и образцами (эталонами) красок (цвета).
Полутоновые одноцветные непрозрачные оригиналы, изготовленные фотографическим способом, должны быть выполнены в виде черно-белого (без цветного оттенка) изображения на гладкой белой фотобумаге. Оригиналы должны иметь резкое изображение в необходимых деталях с зоной размытого перехода в масштабе репродукции не более 100 мкм, если нерезкое изображение не требуется специально. На оригиналах не должна быть визуально заметна зернистость, если это не предусмотрено заказчиком.
Желательно, чтобы полутоновые оригиналы как одноцветные, так и многоцветные, имели хорошее градационное качество, т.е. содержали максимум деталей в средних тонах изображения. Наилучшими по градационному содержанию следует считать оригиналы, которые по отношению содержания деталей изображения имеют оценку «мало» (или «средне») в светах, «много» в средних тонах, «мало» («средне») в тенях. При этом не допускаются фотоотпечатки с явной потерей сюжетно-важных деталей в светах и тенях изображения[3].
На многоцветных оригиналах, изготовленных фотографическим способом, должны обеспечивать нейтральность серых цветов и отсутствие цветной вуали. Допускается отклонение от нейтральности (или вуаль) в виде цветного тона, соответствующего цветному тону коррекционного светофильтра с зональной оптической плотностью не более 0,2. Не допускаются оригиналы с явной потерей сюжетно важных деталей в светах и тенях изображения (если это не уникальные экземпляры).
Глянцевые фотоотпечатки должны иметь равномерный глянец по всей поверхности. Классификация в зависимости от технологии, применяемой при репродуцировании. В полиграфии широко применяют технологию минимизации цветных красок и замена черной (технологии МЦК, UCR, GCR, ICR, UCA, CCI) при воспроизведении цветных оригиналов. Рассмотрим, как требования этой технологии определяют по классам отдельные оригиналы.
Классификация проведена только для работ с плоскими (двумерными) изобразительными оригиналами, изготовленными фотографическим способом или рисованием и предназначенными для полиграфического репродуцирования. Классификация не распространяется на оригиналы, не соответствующие требованиям, изложенным в ОСТ 29.106-90.
Цветные полутоновые оригиналы - это картины, эскизы, электронные изображения или фотографии: 1) живописные оригиналы; 2) цветные изображения на фотобумаге; 3) цветные фотографические диапозитивы (слайды) и 4) электронные изображения, созданные на компьютере или полученные с использованием цифровых камер. Оригиналы, содержащие светлые изображения, состоящие из чистых и ярких спектральных тонов, такие как желтые, оранжевые, зеленые, голубые, синие, пурпурные, фиолетовые и красные, не требуют применения технологии МЦК, так как все цветные элементы, входящие в структуру изображения, могут быть созданы одной или двумя красками, применяемыми в триадной печати. Присутствие в изображении в небольшом количестве темных пятен не предопределяет применение технологии МЦК. Изображения, выполненные в темных тональностях, с участием зачерненных цветов, с наличием в большом количестве темных пятен и особенно фоновых участков черных, темно-коричневых и оливковых тонов рационально записывать с применением технологии МЦК. При репродуцировании такого типа изображений технология МЦК проявляет свои достоинства в полной мере.
2. Системы электронного растрирования и растровые структуры
В первые годы распространения языка программирования PostScript (начиная с 1985 г.) основные критические замечания в его адрес касались непосредственно процесса растрирования. Обнаруженные проблемы были связаны в первую очередь с возникновением нежелательных муаровых картин, ухудшавших изображение в системах вывода высокого уровня. Муар возникал из-за неподходящего сочетания частоты и угла поворота растровой структуры – явления, уже хорошо известного в полиграфии.
В то время, когда в технологии фоторепродукционных процессов во избежание появления легко обнаруживаемых глазом муаровых узоров были определены и стандартизированы углы поворота и частоты растровых структур (в соответствии со стандартом DIN 16547, технологии электронного растрирования еще не существовало. Стандарт базируется на углах поворота 0, 15, 45 и 75° для желтой, голубой, черной и пурпурной красок соответственно. Эти углы можно установить без каких-либо трудностей в процессе проекционного или контактного растрирования. Опыт показал, что стандарт DIN имеет свои недостатки. Так, например, угол поворота для черной краски не всегда устанавливается на 45°, а интервал 15° между растровыми структурами для желтой и голубой красок является не идеальным, а скорее всего, компромиссным. Ситуация может быть улучшена посредством структур с эллиптической формой растровой точки.
Наконец, проблема электронного растрирования заключается в необходимости реализации особой системы растрирования (углы поворота и частоты растровых структур) посредством пиксельной матрицы, используемой в фотовыводных (экспонирующих) устройствах. Как известно, любой из способов перевода исходного аналогового сигнала в цифровую форму сопровождается возникновением ошибок квантования. Цифровое значение сигнала в пределах интервала квантования может приобретать единственное, наперед заданное значение, соответствующее уровню квантования (но только не величину, находящуюся внутри интервала квантования). В результате квантования возникают отклонения, которые могут оказаться незаметными для невооруженного глаза, однако могут стать причиной муара в четырехкрасочной печати[4].
RT (Rational-Tangent)-растрирование (растрирование по методу рациональных тангенсов)
Суть данного метода может быть легко объяснена. До сих пор мы рассматривали элементарную растровую ячейку как простой квадрат, который может быть повернут на произвольный угол. Тем не менее при цифровом растрировании элементарная растровая ячейка в действительности должна рассматриваться как двухмерная пиксельная сетка, поскольку частично урезанные пиксельные ячейки получить невозможно. Даже правильная квадратная форма элементарной растровой ячейки получается только в отдельных случаях, таких, например, как использование угла поворота 0° (рис.1). При любом повороте элементарной растровой ячейки ее углы оказываются "занятыми" соседними пикселями. Таким образом, допустимыми являются лишь такие углы, для которых края повернутой растровой ячейки имеют как по вертикали, так и по горизонтали целочисленное пиксельное расстояние (рис. 2). Поскольку отношение этих расстояний описывается тангенсом и в данном случае является числом рациональным, процесс растрирования называется растрированием с рациональными тангенсами (RT-растрированием). Отличительной особенностью данного типа растрирования является то, что все растровые ячейки имеют одну и ту же форму, при этом доступно только несколько углов поворота и значений частот растровых структур (рис. 3).
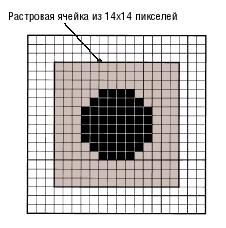
Рис. 1 Растровая ячейка из 14х14 = 196 пикселей с площадью растровой точки в 52 пикселя (примерно 26,5%), расположенная под углом 0_. Такой угол легко воспроизводится в матрице ФВУ
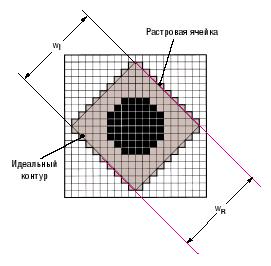
Рис. 2 Растровая ячейка под углом 45о. Её контур отличается от идеального (ширина ячейки wR > wl)
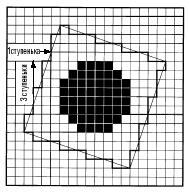
Рис. 3 Геометрия растровой ячейки, повернутой на угол с рациональным тангенсом: 18,4 и 71,6о вместо стандартных углов 15 и 75о
На рис. 4 приведена схема расположения элементарных растровых ячеек в записывающей системе ФВУ (рис.3). Становится очевидным, что последовательность из трех пикселей по вертикали и одного пикселя по горизонтали образует угол наклона 18,4° (в то время как последовательность из одного пикселя по вертикали и трех по горизонтали дает угол 71,6°).
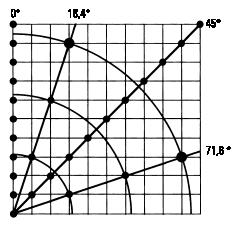
Рис. 4 Отклонения углов поворота и частот растровых структур с рациональным тангенсом от идеальных (угол 18,4о вместо идеального угла 15о и угол 71,6о вместо идеального угла 75о, частоты растрирования см. табл. 1)
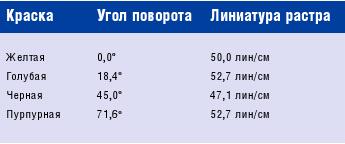
Таблица 1
Пример различий в линиатурах растрирования при использовании углов поворота с рациональными тангенсами (RT- растрирование)
Соединение узловых точек в пределах четверти круга показывает, что точки пересечения для углов 0 и 45° смещены относительно углов 18,4 и 71,6°. Это приводит к различным частотам растровых структур цветоделенных изображений, что показано в табл. 1.
Суперячейки
Чем больше растровая ячейка, тем точнее можно устанавливать углы поворота. Однако применение ячеек увеличенных размеров нежелательно, так как снижение линиатуры приводит к растровой структуре, которая обнаруживается невооруженным глазом, и, более того, ячейка больших размеров является причиной потери разрешения при воспроизведении мелких деталей. Поэтому суперячейка – это не просто увеличенная ячейка, её следует рассматривать исключительно как объединение нескольких отдельных ячеек в одну увеличенную площадку (рис.5). Отдельные ячейки могут принимать в суперячейке различные размеры и форму. Эти отличия компенсируются в пределах суперячейки. В целом растрирование с суперячейками обеспечивает более точную аппроксимацию стандартных углов поворота (рис. 6).
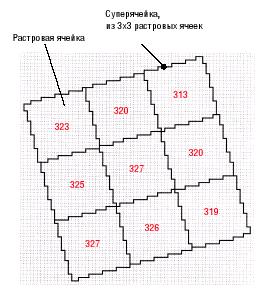
Рис. 5 Несколько растровых ячеек (3х3), объединенных в суперячейку. Цифры указывают на число пикселей в ячейке
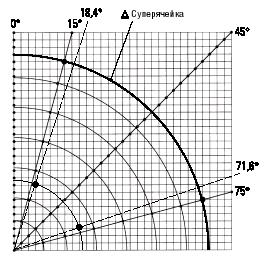
Рис. 6 Расчетом суперячеек можно приблизиться к идеальным углам поворота при применяемых линиатурах
В то время как растровый процессор обработки изображений в процессе растрирования по типу RT рассчитывает форму растровой точки только один раз (все точки имеют одну и ту же форму), расчеты суперячеек являются более сложными. Каждая ячейка в пределах суперячейки имеет свою форму, что приводит к необходимости расчета каждой элементарной ячейки посредством интерпретатора. Такие операции требуют увеличения как времени обработки, так и объемов памяти. Фирма Adobe ввела технологию суперячейки в интерпретатор PostScript (1-го уровня) и во все интерпретаторы PostScript (2-го уровня) под названием Accurate Screens (точное растрирование). Но поскольку этот метод сильно увеличивает время обработки, а повышенная точность пользователями не всегда востребована, данная функция не является установкой по умолчанию[5].
Технология Accurate Screening активизируется посредством специальных указаний PostScript, которые генерируются программой приложения. Кроме большого увеличения времени обработки, растрирование по методу Accurate Screening также требует больших объемов памяти. Фирма Adobe обходит трудности, связанные со сложностью расчетов суперячейки посредством использования специального аппаратного обеспечения. Сопроцессор PixelBurst разгружает основной процессор RIP и выполняет, наряду с растрированием, еще и другие специальные задачи, например, связанные с повышением скорости.
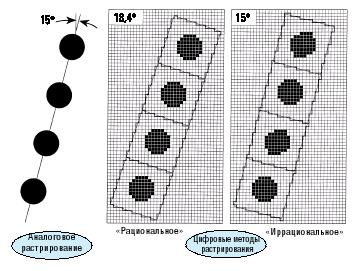
Рис. 7 Сравнение структур аналогового растрирования с получаемыми методами цифрового «рационального» и «иррационального» растрирования
Другие производители программных продуктов предложили варианты растрирования, также основанные на идее суперячейки: фирма Linotype-Hell (в настоящее время Heidelberg) назвала свое решение HQS Screening, а фирма Agfa назвала свою систему Balanced Screening.
Растрирование по методу иррациональных тангенсов
Фирма Linotype-Hell развила принцип суперячейки и назвала его "иррациональным" растрированием. Данная технология использует те углы поворота и линиатуры растров, которые уже доказали оптимальное качество для ранних моделей фирменных репросканеров Hell. Главное отличие методов "рационального" и "иррационального" растрирования заключается в разнице между рациональными и иррациональными числами. Основой "иррационального" растрирования служит матрица, в которой расстояние между центрами растровых точек точно соответствует некоторому определенному значению, например, 166,66 мкм при линиатуре 60 лин/см. Метод "иррационального" растрирования удовлетворяет также требованиям установки идеальных углов поворота, но при этом форма растровой точки периодически изменяется из-за изменения порядка чередования пикселей. Например, через три или четыре пикселя по вертикали и один пиксель по горизонтали (рис. 8).
Частотно-модулированное растрирование
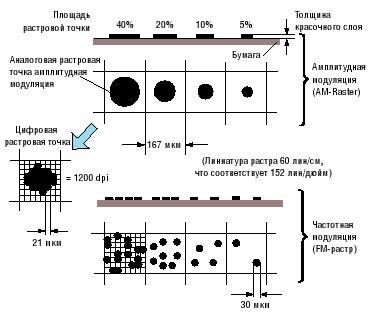
Рис. 8 Частотно-модулированное растрирование (FM) в сравнении с амплитудно-модулированным растрированием (АМ) с цифровой структурой растровой точки
В то время как процессы, базирующиеся на идее суперячейки, подчинены приведению углов поворота растровых структур как можно ближе к стандартным, частотно-модулированное растрирование (FM-растрирование) в принципе не имеет углов поворота. Данная технология была уже рассмотрена в разделе 1.4.3, где пояснялось, что в отличие от обычных периодических растровых структур передача тонов здесь осуществляется за счет создания средней плотности при полностью случайном распределении растровых точек малых размеров. Таким образом, метод частотно-модулированного растрирования можно отнести также к способам случайного или стохастического растрирования.
3. Изготовление форм высокой печати на основе фотополимерных композиций
Существенным фактором развития флексографской печати стало внедрение фотополимерных печатных форм. Их применение началось в 60-е годы, когда фирма «Дюпон» представила на рынок первые пластины для высокой печати «Дайкрил». Однако во флексо их можно было использовать для изготовления оригинальных клише, с которых делали матрицы, а затем резиновые формы методом прессования и вулканизации. С тех пор многое изменилось[6].
Сегодня на мировом рынке флексографской печати наиболее известны следующие производители фотополимерных пластин и композиций: BASF, DUPONT, Oy Pasanen & Co и др. Благодаря использованию высокоэластичных форм, данным способом возможна печать на различных материалах при создании минимального давления в зоне печатного контакта (речь идет о давлении, которое создается печатным цилиндром). К числу таковых относятся бумага, картон, гофрокартон, различные синтетические пленки (полипропилен, полиэтилен, целлофан, полиэтилентерефталат лавсан и др.), металлизированная фольга, комбинированные материалы (самоклеящиеся бумага и пленка). Флексографский способ используется преимущественно в сфере производства упаковки, а также находит применение при изготовлении издательской продукции. Например, в США и Италии около 40% от общего числа всех газет запечатываются флексографским способом на специальных флексографских газетных агрегатах.
Существует два типа формного материала для изготовления флексографских форм: резиновый и полимерный. Изначально формы изготавливались на основе резинового материала, и качество их было низким, что делало, в свою очередь, низким качество оттисков флексографской печати в целом. В 70-х годах нашего столетия впервые была представлена фотополимеризующаяся (фотополимерная) пластина в качестве формного материала для флексографского способа печати. Пластина позволяла воспроизводить высоколиниатурные изображения до 60 лип/см и выше, а также линии толщиной от 0,1 мм; точки диаметром от 0,25 мм; текст как позитивный, так и негативный от 5 пиксел и растровые 3-, 5- и 95 - процентные точки; тем самым позволив флексографии составлять конкуренцию «классическим» способам, особенно в сфере печати на упаковке. И, естественно, фотополимерные пластины заняли лидирующее положение в качестве формного флексографского материала, особенно в Европе и в нашей стране.
Резиновые (эластомерные) печатные формы могут быть получены способом» прессования и гравирования. Необходимо отметить, что сам формный процесс на основе эластомеров трудоемок и не экономичен. Максимально воспроизводимая линиатура составляет порядка 34 лин/см, т.е. репродукционные возможности данных пластин находятся на низком уровне и не отвечают современным требованиям к упаковке. Фотополимерные формы позволяют воспроизводить как сложные цветовые и переходы, различные тональности, так и растровые изображения с линиатурой до 60 лин/см при довольно-таки небольшом растаскивании (увеличении тоновых градаций). В настоящее время, как правило, фотополимерные формы изготавливаются двумя способами: аналоговым — посредством экспонирования УФ-излучения через негатив и удаления незаполимеризованного полимера с пробелов при помощи специальных вымывных растворов на основе органических спиртов и углеводородов (например, при помощи вымывного раствора фирмы BASF Nylosolv II) и посредством так называемого цифрового способа, т. е. лазерного экспонирования специального черного слоя, нанесенного поверх фотополимерного, и последующего вымывания не проэкспонированных участков. Стоит отметить, что в последнее время в этой области появились новые разработки фирмы BASF, позволяющие удалять полимер в случае аналоговых пластин при помощи обыкновенной воды; или же напрямую удалять полимер с пробелов при помощи лазерного гравирования в случае цифрового способа изготовления форм.
Основой фотополимерной пластины любого типа (как аналоговой, так и цифровой) является фотополимерный, или так называемый рельефный слой, благодаря которому и происходит образование возвышающихся печатающих и углубленных пробельных элементов, т. е. рельефа. Основой фотополимерного слоя является фотополимеризующаяся композиция (ФПК). Основными компонентами ФПК, оказывающими значительное влияние на печатно-технические характеристики и качество фотополимерных печатных форм, являются следующие вещества.
1) Мономер — соединение сравнительно невысокого молекулярного веса и низкой вязкости, содержащее двойные связи и, следовательно, способное к полимеризации. Мономер является растворителем или разбавителем для остальных компонентов композиции. Изменяя содержание мономера, обычно регулируют вязкость системы.
2) Олигомер — способное к полимеризации и к сополимеризации с мономером ненасыщенное соединение большего, чем мономер, молекулярного веса. Это вязкие жидкости либо твердые вещества. Условием их совместимости с мономером является растворимость в последнем. Считается, что свойства получаемых при отверждении покрытий (например, фотополимерных печатных форм) определяются главным образом природой олигомера.
В качестве олигомеров и мономеров наибольшее распространение находят олигоэ-фир- и олигоуретанакрилаты, а также различные ненасыщенные полиэфиры.
3) Фотоинициатор. Полимеризация винильных мономеров под действием УФ-излучения в принципе может протекать без участия каких-либо других соединений. Такой процесс называется просто полимеризацией и протекает довольно медленно. Для ускорения реакции в композицию вводят небольшие количества веществ (от долей процента до процентов), способных под действием света генерировать свободные радикалы и/или ионы, инициирующие цепную реакцию полимеризации. Такой тип полимеризации называется фотоинициированной полимеризацией. Несмотря на незначительное содержание фотоинициатора в композиции, ему принадлежит исключительно важная роль, определяющая как многие характеристики процесса отверждения (скорость фотополимеризации, широту экспонирования), так и свойства полученных покрытий. В качестве фотоинициаторов находят применение производные бензофенона, антрахинона, тиоксантона, асцилфосфиноксиды, пероксипроизводные и т. д[7].
Пластина nyloflex АСЕ предназначена для высококачественной растровой флексографской печати в таких областях, как:
- гибкая упаковка из пленки и бумаги;
- упаковка для напитков;
- этикетки;
- предварительное запечатывание поверхности гофрокартона.
Имеет наибольшую твердость среди всех пластин nyloflex — 62° Shore А (шкалы по Шору А). Основные достоинства:
- изменение цвета пластины при экспонировании — сразу же видна разница между экспонированными / не проэкспонированными участками пластины;
- большая широта экспозиций обеспечивает хорошее закрепление растровых точек и чистые углубления на выворотках, маскирование не требуется;
- короткое время обработки (экспонирование, вымывание, завершающая обработка) экономит рабочее время;
- широкий интервал тоновых градаций на печатной форме позволяет одновременно печатать растровые и штриховые элементы;
- хороший контраст печатных элементов облегчает монтаж;
- качественный краскоперенос (особенно при использовании водных красок) позволяет равномерно воспроизвести растр и плашку, а снижение необходимого объема переносимой краски делает возможным печать плавных растровых переходов;
- высокая твердость при хорошей стабильности, передача высоколиниатурных растровых переходов при использовании технологии «тонких печатных форм» в сочетании с компрессионными подложками;
- устойчивость к износу, высокая тираже-стойкость;
- устойчивость к озону предотвращает образование трещин.
Пластина показывает прекрасный краскоперенос, особенно при использовании красок на водной основе. Кроме того, она хорошо подходит для печати на шероховатых материалах.
Nyloflex АСЕ могут поставляться следующей толщины:
АСЕ 114-1,14 мм АСЕ 254-2,54 мм
АСЕ 170-1,70 мм АСЕ 284-2,84 мм
Пластина имеет небольшую твердость (33° по Шору А), что обеспечивает ее хороший контакт с шероховатой и неровной поверхностью гофрокартона и сводит к минимуму эффект «стиральной доски». Одно из главных достоинств FAC-X — прекрасный краскоперенос, особенно для красок на водной основе, используемых при печати на гофрокартоне. Равномерная пропечатка плашек без высокого давления печати способствует уменьшению прироста градаций (растискиванию) при растровой печати и повышению контрастности изображения в целом. Кроме того, пластина имеет ряд других отличительных особенностей:
- фиолетовый оттенок полимера и высокая прозрачность подложки облегчает контроль изображений и монтаж форм, при помощи липких лент, на формный цилиндр; — высокая прочность пластины на изгиб исключает отслаивание полиэфирной подложки и защитной пленки;
- форма хорошо очищается как до, так и после печати.
Пластина nyloflex FAC-X является однослойной. Она состоит из светочувствительного фотополимерного слоя, нанесённого для стабильности размеров на полиэфирную подложку.
Nyloflex FAC-X поставляются толщиной 2,84 мм, 3,18 мм, 3,94 мм, 4,32 мм, 4,70 мм, 5,00 мм, 5,50 мм, 6,00 мм, 6,35 мм.
Глубина рельефа пластин nyloflex FAC-X устанавливается предварительным экспонированием обратной стороны пластины на 1 мм для пластин толщиной 2,84 мм и 3,18 мм и в интервале от 2 до 3,5 мм (в зависимости от каждого конкретного случая) для пластин толщиной от 3,94 мм до 6,35 мм.
С пластинами nyloflex FAC-X можно получать линиатуру растра до 48лин/см и интервал градаций 2-95% (для пластин толщиной 2,84 мм и 3,18 мм) и линиатуру растра до 40 лин/см и интервал градаций 3-90% (для пластин толщиной от 3,94 мм до 6,35 мм). Выбор толщины пластины руководствуется как типом печатной машины, так и спецификой запечатываемого материала и воспроизводимого изображения.
Фотополимерная пластина digiflex II была разработана на основе первого поколения пластин digiflex и сочетает в себе все преимущества цифровой передачи информации и еще более простую и легкую обработку. Преимущества пластины digiflex Ii:
1) отсутствие фотопленки, благодаря чему возможны прямая передача данных на печатную форму, охрана природы и экономия времени. После снятия защитной пленки на поверхности пластины становится видимым черный слой, чувствительный к лазерному излучению инфракрасного диапазона. Изображение и текстовая информация могут записываться непосредственно на этом слое с помощью лазера. В местах, на которые воздействует лазерный луч, черный слой разрушается. После этого печатная форма подвергается засветке УФ-лучами по всей площади, вымывается, сушится и происходит окончательная засветка.
2) оптимальная передача градаций, позволяющая воссоздать малейшие оттенки изображения и обеспечивающая высокое качество печати;
3) низкие монтажные затраты;
4) высочайшее качество печати. Основу экспонируемых лазером фотополимерных печатных форм составляют печатные формы nyloflex FАН для высокохудожественной растровой флексографской печати, которые покрываются черным слоем. Лазерное и последующее обычное экспонирование выбираются таким образом, что достигается существенно более низкие приращения градаций. Получаются результаты печати исключительно высокого качества.
5) уменьшенная нагрузка на окружающую среду. Отсутствует обработка пленок не используются химические составы для фотообработки, замкнутые узлы экспонирования и вымывания с замкнутыми устройствами регенерации приводят к уменьшению вредного влияния на природу.
Область применения пластин для цифровой передачи информации широка. Это бумажные и пленочные мешки, гофрированный картон, пленки для автоматов, гибкие упаковки, алюминиевая фольга, пленочные пакеты, этикетки, конверты, салфетки, упаковка для напитков, картонажные изделия.
Nyloflex Sprint — новая для российского рынка пластина из серии nyloflex. В настоящий момент проходит испытания на ряде производственных полиграфических предприятий России. Это специальная водовымывная пластина для печати УФ-красками. Вымывание при помощи обыкновенной воды имеет смысл не только с позиции защиты природы, при этом еще значительно сокращается время на обработку по сравнению с технологией использующей органический вымывной раствор. Пластина nyloflex sprint требует всего 35-40 мин на весь процесс лишения печатной формы. Вследствие того, что для вымывания нужна только чистая вода, nyloflex sprint позволяет экономить и на дополнительных операциях, ведь использованная вода может вылиться прямо в канализацию без фильтрации или дополнительной очистки. А тем, кто уже работает с водовымывными пластинами и процессорами nyloprint для изготовления форм высокой печати, даже не требуется покупки дополнительного оборудования.
4. Характерные особенности оттисков при плоской офсетной печати и требования к их качеству
Сегодня наиболее распространенным видом плоской печати является офсетная печать. Оттиски плоской офсетной печати характеризуются следующими особенностями[8].
1. При рассматривании оттиска через лупу видно, что красочный слой распределяется практически равномерно по всей площади печатных элементов. Равномерное нанесение краски обеспечивает одинаковую насыщенность печатных элементов оттиска. Однако из-за возможного растискивания краски и неровностей офсетной (немелованной) бумаги края печатных элементов на оттиске могут получаться немного волнистыми и рваными. На плашках штриховых изображений, напечатанных на офсетной немелованной бумаге, печатная краска ложится неравномерно из-за неровностей запечатываемой бумаги.
2. Полутоновые изображения воспроизводятся на оттиске с помощью растровых элементов, отличающихся по площади, форме и цвету. В самых светлых участках они достигают минимальных размеров (1-3%) и могут отсутствовать в бликах на изображении. В большинстве случаев форма мелких и средних растровых элементов приближается к круглой. Стоит отметить, что в офсетной печати обычно используются растровые структуры более высоких линиатур, чем в высокой печати, хотя в последнее время применение в высокой печати фотополимерных печатных форм уменьшило это различие.
3. Многоцветные полутоновые изображения на оттиске, как правило, воспроизводятся в четыре краски. На оттисках полутоновые изображения содержат растровые элементы четырех цветов (желтой, пурпурной, голубой и черной красок), которые в средних тонах выделяются как отдельные или частично друг друга перекрывающие точки (пятна). При этом растровые элементы каждой краски имеют такое же строение, как и при однокрасочной печати, а растровые структуры повернуты относительно друг друга на определенный угол для уменьшения муара. Особенно это заметно в светах и полутонах. В тенях растровые элементы каждой краски почти полностью накладываются друг на друга. В некоторых случаях применяется шестикрасочная офсетная печать, и тогда на оттиске наблюдаются растровые элементы шести цветов (например, желтый, зеленый, пурпурный, голубой, синий или красный и черный).
4. На оборотной стороне оттисков нет рельефа, как это часто наблюдается у оттисков высокой печати, так как при печати бумага соприкасается всей своей поверхностью с эластичной резинотканевой пластиной, а не с рельефными печатающими элементами, как при способе высокой печати.
5. При офсетной печати в качестве запечатываемого материала могут быть использованы бумага, картон, металлизированная бумага, фольга, самоклеющаяся пленка и жесть.
6. Печатные краски в офсетной печати всегда изготавливаются на базе масел. Поэтому, пока оттиски еще до конца не высохли, можно уловить характерный запах растительных масел.
7. Очень тонкие линии на оттиске получаются неровными и разрывными из-за использования в процессе печатания увлажняющего раствора.
При традиционной офсетной печати с увлажнением капельки краски и увлажняющего раствора не могут четко ложиться на печатную форму, в точности повторяя изображение оригинала, если на форме очень мелкие элементы и тонкие штрихи, например стохастический растр, сложные конфигурации из тонких непрерывных линий — гильюши. Мелкие элементы пропадают, а тонкие штрихи и гильюши получаются на оттиске разорванными.
5. Применение способов отделки в книжном производстве
С древнейших времен переплет рассматривался как важное товарное «свойство» книги, которое определяется совокупностью объективно существующих товарных признаков: конструкции переплета, фактуры переплетного материала, характера и способа его украшения, мастерства исполнения переплета и т. п.
Таким образом, не только содержание книги важно для того, чтобы она хорошо продавалась. Чтобы с содержанием познакомился читатель, его нужно чем-то привлечь, и эта задача вполне по силам книжной одежде-переплету. По числу предметов одежды книга не уступает человеку, или, точнее — представительницам прекрасной половины человечества. Можно назвать, по крайней мере, 10 вещей книжного гардероба, которые необходимы для создания привлекательного образа книги и, соответственно, 10 способов увеличить ваши доходы на книжном рынке.
Бумвинил — отличный современный материал для качественного переплета. Благодаря ПВХ-покрытию цвет обложки книги получается глубоким и насыщенным. Эффект глубины цвета можно усилить,если выбрать бумвинил с печатью. Бумвинил на книге можно сравнить с кожаным плащом на моднице с той только существенной разницей, что бумвинил намного экономичнее кожи. Поэтому повышение качества книжного издания с помощью бумвинила не будет связано с увеличением производственных издержек, и вы не будете в убытке. Сегодня в России популярны два производителя бумвинила — комбинаты искусственных кож в Кирове и в Иваново. Компания «Затон» уже много лет является официальным представителем этих комбинатов и поставляет бумвинил для типографий по цене производителей со своего склада — удобно и выгодно!
Способ второй — ледерин
Ледерин — это хлопчатобумажная ткань, на лицевую сторону которой нанесено нитроцеллюлозное покрытие. Ледерин плотнее и прочнее бумвинила за счет тканевой основы, хорошо подходит для изготовления энциклопедий, справочников, альбомов большого формата, архивных папок и удостоверений. Книга в ледерине напоминает человека в дорогом кожаном пальто с оригинальным тисненым рисунком. Даже мягкие пастельные тона ледерина выглядят «сочными» и не проигрывают своим коллегам из основной цветовой палитры, что дает массу возможностей для фантазий и экспериментов вашему дизайнеру! Ледерин — это тоже переплетный материал отечественного производства, а потому цена на него очень демократичная.
Способ третий — коленкор
Коленкор представляет собой хлопчато-бумажную ткань, на обе стороны которой нанесенокрахмально-каолиновоепокрытие. Коленкор можно назвать одним из старейших, проверенных временем переплетных материалов. Изобретенный в Англии в 1825 году, коленкор уже с 1840-х годов получил широкое распространение в русском переплетном деле. Применение коленкора позволило изготавливать красивые, прочные и вместе с тем экономичные по цене переплеты, разнообразные по цвету, характеру и способу отделки. С одинаковым успехом коленкор использовали (и продолжают использовать по сей день) для изготовления как цельных, так и составных переплетов (в сочетании с кожей или бумагой) как массовой книги, так и роскошных подарочных изданий. Особый эффект коленкору придает проступающий рельеф фактуры ткани.
Способ четвертый. Матовая или глянцевая пленка для ламинирования.
Даже скромная бумажная обложка книги заметно преобразится после ламинирования пленкой. Так, как преображается женщина, сделавшая легкий make-up. На сегодняшний день у полиграфистов популярна пленка для ламинирования LOMOFILM, устойчивая к истиранию, продавливанию и разрыву.
Способы с пятого по восьмой. Используйте полиграфическую марлю, нитки, каптал и ляссе!
Полиграфическая марля, естественно, не является внешним элементом декори-рования книги. Марлю (Marli в переводе с древнефранцузского — кружево или тюль, с краем, украшенным зубчиками кружев) наряду с капталом скорее можно сравнить с изящной кружевной «нижней одеждой» для книги, которая не заметна, но без которой книга через какое-то время просто развалится в руках и впечатление от красивого переплета будет испорчено. Именно шитьё блока нитками на марле обеспечивает наивысшую прочность скрепления книжной конструкции. Поэтому опытные полиграфисты всегда используют марлю при создании изданий, рассчитанных на средний и большой срок службы. Обработка блоков, сшитых нитками в тетради, завершается операциями приклейки ленточки-закладки (ляссе), корешкового материала (полиграфической марли) и капталобумажной полоски.
Цветная ленточка-закладка или ляссе — завершающий штрих в оформлении любого подарочного издания.
В 2005 г. собственное производство марли начала петербургская компания «Затон», с успехом представившая свой новый продукт на международной выставке «Полиграфинтер» в Москве. В настоящее время марля — один из главных «хитов» ассортимента этой компании. Марля производства компании «Затон» отлично зарекомендовала себя почти во всех типографиях России и даже на рынке стран Ближнего зарубежья.
Способ девятый. Фольга.
Блестящее тиснение — самый яркий, эффективный и беспроигрышный элемент отделки переплета. Золотые или серебряные изображения на обложке мгновенно привлекают внимание и нравятся всем. Чтобы эти изображения не тускнели и не стирались со временем, фольга, с помощью которой выполняется горячее тиснение, должна быть очень хорошего качества. Недавно на российском полиграфическом рынке появилась фольга DoT (Dominant technologies — ведущие технологии) производства Германии — новое слово в области применения полимеров и специального сырья для создания покровного слоя фольги. Фольга DoT абсолютно универсальна и великолепно теснится на всех видах поверхностей: тканевых материалах, ПВХ, лаковой поверхности, пленке для ламинирования, бумаге и картоне. Новый продукт быстро завоевывает российский полиграфический рынок не только своими замечательными техническими свойствами, но и конкурентоспособной ценой, которую фирма-производитель предложила своему эксклюзивному представителю — петербургской компании «Затон».
Способ десятый. Полиграфическая проволока
Полиграфическая проволока незаменима при производстве газет, журналов, школьных тетрадей. От качества полиграфической проволоки зависит внешний вид готового изделия. Стальная проволока с блеском — превосходный выбор для того, чтобы изделие смотрелось достойно. На хорошую проволоку можно и не обратить внимание, а вот ржавая или промасленная точно испортят впечатление: жирные пятна на тетрадях учителя не переносят! Отечественные предприятия проволоку с блеском не производят, зато импортная гальванизированная широко представлена на российском полиграфическом рынке. Оптимальное решение — проволока производства Германии с идеальной калибровкой и высокой прочностью на разрыв.
Список литературы
1. Бакшин В.В. Оформление газет разного типа. – М., 2006. – 144 с.
2. Балаш А.В. Техника оформления газетной полосы. – Минск, 2007. – 211 с.
3. Волкова В.В. Дизайн рекламы. – М., 2005. – 321 с.
4. Галкин С.И. Оформление газеты и журнала: от элемента к системе. – М., 2004. – 402 с.
5. Гуревич С.М. Газета и рынок: как добиться успеха. – М., 2008. – 212 с.
6. Кирсанов Д. Веб-дизайн. – СПб, 2006. – 199 с.
7. Киселев А.П. Основные понятия и термины газетного оформления. – М., 2008. – 201 с.
8. Накорякова К.М. Редактирование материалов массовой информации. – М., 2004. – 266 с.
9. Паркер Р. Как сделать красиво на бумаге. – СПб, 2008. – 211 с.
10. Пикок Джон Издательское дело. – М., 2008. – 245 с.
11. Попов В. В., Гуревич С. М. Производство и оформление газеты. – М., 2007. – 250 с.
12. Попов В.В. Общий курс полиграфии. – М., 2006. – 290 с.
13. Романычева Э.Т., Яцук О.Г. Дизайн и реклама. / Компьютерные технологии. – М., 2006. – 217 с.
14. Рудер Э. Типографика: Руководство по оформлению. – М.: Книга, 2007. – 355 с.
[1] Попов В.В. Общий курс полиграфии. – М., 2006. – 290 с.
[2] Рудер Э. Типографика: Руководство по оформлению. – М.: Книга, 2007. – 355 с..
[3] Рудер Э. Типографика: Руководство по оформлению. – М.: Книга, 2007. – 355 с.
[4] Рудер Э. Типографика: Руководство по оформлению. – М.: Книга, 2007. – 355 с.
[5] Попов В.В. Общий курс полиграфии. – М., 2006. – 290 с.
[6] Пикок Джон Издательское дело. – М., 2008. – 245 с.
[7] Пикок Джон Издательское дело. – М., 2008. – 245 с.
[8] Пикок Джон Издательское дело. – М., 2008. – 245 с.
| Разработка технологии изготовления монометаллических форм | |
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Московский государственный университет печати Факультет полиграфической технологии Специальность 281400 ... Ѭ стабильность качества воспроизведения изображения во всем тираже, что обусловлено отсутствием таких нестабильных процессов, как увлажнение печатных форм (в офсетной печати) или ... При воспроизведении изображения в две и более красок необходимо, чтобы при изготовлении растровых диапозитивов для каждой краски растр был повернут на некоторый угол. |
Раздел: Издательское дело и полиграфия Тип: дипломная работа |
| Полиграфическая промышленность как материально-техническая база ... | |
|
Реферат Полиграфическая промышленность как материально-техническая база развития издательского дела Содержание Введение 1. Правила зрительного ... Полиграфия отличается от других способов отображения - светокопирования, переносом красочного слоя из определенного резервуара для печатных красок на воспринимающую поверхность ... Растровая печать - это печать оттисков со специальной формы, отличающейся тем, что на ней изображения составляют растровые элементы. |
Раздел: Рефераты по журналистике Тип: реферат |
| Автоматизированные системы обработки информации и управления | |
|
Государственный комитет российской федерации по высшему образованию Нижегородский технический колледж Лаборатория современного технического офисного ... Поместить оригинал изображением вниз в верхнем правом углу стекла оригинала и закрыть крышку. Для обработки информации фотонаборный аппарат оборудуется процессором растрового изображения RIP, который функционирует как интерпретатор PostScript в растровое изображение. |
Раздел: Рефераты по информатике, программированию Тип: реферат |
| Металлизированные краски и их основные особенности | |
|
Министерство образования российской федерации Санкт-Петербургский институт Московского государственного университета печати. Факультет Полиграфических ... По качеству передачи металлического блеска и степени глянца оттиски, полученные с использованием данных красок, которые можно наносить через модифицированную лаковую башню офсетной ... При печати тиражей больше 5 тыс. оттисков рекомендуется применять прошедшие термообработку офсетные монометаллические пластины, так как абразивные металлические частицы пигмента ... |
Раздел: Рефераты по журналистике Тип: курсовая работа |
| Проектирование технологии печатных процессов переиздания книги | |
|
МИНИСТЕРСТВО НАУКИ И ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Северо-Западный институт печати Санкт-Петербургского государственного университета технологии и ... И наконец, говоря о гибридной печати, следует отметить, что сочетание офсетного способа с другими способами печати (трафаретной, цифровой), а также со способами облагораживания ... Благодаря использованию высококачественного алюминия и налаженой обработки его поверхности пластины обладают прекрасными печатными свойствами, требуя в процессе печати низкого ... |
Раздел: Рефераты по журналистике Тип: курсовая работа |