Реферат: Вторичное измельчение и обработка глиняной массы. Тонкое измельчение глиняной массы
РЕФЕРАТ
ПО ПРОИЗВОДСТВУ
НА ТЕМУ: ВТОРИЧНОЕ ИЗМЕЛЬЧЕНИЕ И ОБРАБОТКА ГЛИНЯНОЙ МАССЫ. ТОНКОЕ ИЗМЕЛЬЧЕНИЕ ГЛИНЯНОЙ МАССЫ
Содержание
Вторичное измельчение и обработка глиняной массы
Тонкое измельчение глиняной массы
Использованная литература
Вторичное измельчение и обработка глиняной массы
Для вторичного измельчения и обработки глиняной массы применяют дырчатые вальцы, бегуны мокрого помола и глинорастиратели. В зависимости от свойств массы и требуемой степени ее обработки в технологическую линию включают ту или иную машину или две из них.
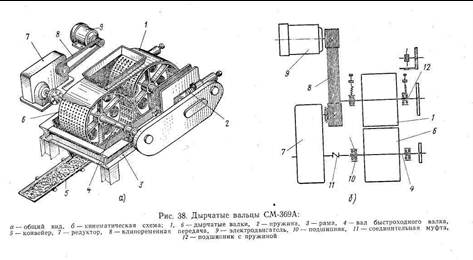
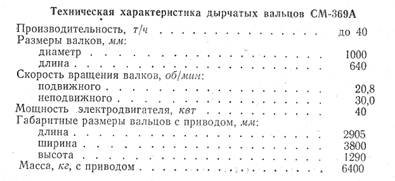
Дырчатые вальцы СМ-396 А (рис.38) состоят из двух пустотелых валков 1 и 6, вращающихся навстречу один другому. Каждый валок состоит из литого барабана со сквозными окнами на поверхности и центральной ступицы. К поверхности барабана прикреплено шесть сменных плит (бандажей) со сквозными продолговатыми или круглыми отверстиями, расположенными против окон. Оси отверстий в бандажах наклонены к образующей валков под углом 45°. Каждый ряд отверстий одного валка расположен против сплошной дорожки другого, валка.
Быстроходный валок 6 вращается на валу 4, соединенном через муфту сцепления 11 с редуктором 7 и через тексропную (клиноременную) передачу с электродвигателем 9. Подшипники 10 вала 4 укреплены неподвижно на литой раме 3, а подшипники 12 валка - в ползунах к быстроходному валку. Валок приводится в движение с помощью электродвигателя 9 через соединительную муфту 11 редуктора. В дырчатых вальцах глина раздавливается между валками, истирается и затем продавливает через отверстия, в бандажах внутрь барабана и из него скатывается на конвейер 5.
Перед обработкой массы на дырчатых вальцах, необходимо ее предварительно увлажнять. При oбработке неувлажненной полусухой глины создается неоднородная плотная структура крупных гранул. На дырчатых вальцах лучше обрабатывать глину, влажность которой близка к формовочной.
При включении в технологическую линию дырчатых вальцов качество массы улучшается, а прочность высушенных изделий возрастает.
В процессе эксплуатации дырчатых вальцов необходимо своевременно очищать отверстия в валках, не допуская их забивания. Периодически по мере выработки бандажей следует заменять их новыми. Необходимо также следить за тем, чтобы валки плотно прилегали один к другому, не образуя зазора.
Пуск и остановку дырчатых вальцов, а также общее наблюдение за ними выполняют так же, как и при эксплуатации камневыделительных вальцов.
Бегуны мокрого помола используют для вторичного измельчения плотной медленно набухающей глиняной массы при ее пластической обработке. На кирпичных заводах применяют бегуны мокрого помола с неподвижной чашей и вращающимися вокруг катками вертикального вала.
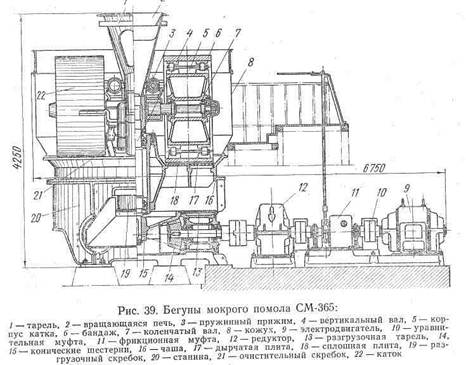
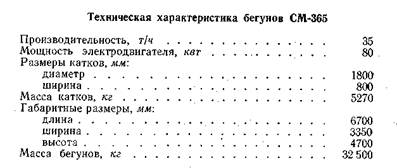
Бегуны мокрого помола СМ - 365 (рис.39) являются наиболее мощными и состоят из следующих основных узлов: станины 20, представляющей собой металлические колонны, которые связаны крестовиной; ступицы; чугунной чаши 16, в которой расположены стальные плиты 17 с овальными продолговатыми отверстиями и сплошные плиты 18; вертикального вала 4, нижним концом опирающегося на шариковый подпятник; центральной головки; двух катков 22; разгрузочной тарели 13 и кожуха 8.
Рабочим органом являются катки. Они состоят из корпуса 5 и чугунного бандажа 6. Бандаж соединяют с корпусом клиньями, которые вставляют в пазы между корпусом и бандажом и стягивают болтами. Катки вращаются одновременно вокруг горизонтальной оси и вертикального вала 4. В ступице бандажей катков установлены два подшипника для оси катка.
На ось катка насажен кронштейн со скребком 21 для очистки поверхности катка от глины катки установлены на одинаковом расстоянии от вертикального вала с тем, чтобы перекрывать большую площадь на чаши.
Бегуны снабжены устройством для увлажнения глины, состоящим из водопроводной трубы, зонта резервуара и поливных трубок.
Трубки вращаются вместе с вертикальным валом. Зонт с водопроводной трубой, расположенные над резервуаром, остаются неподвижными.
Бегуны приводятся в работу от привода, состоящего из электродвигателя 9, двухступенчатого редуктора 12 и пары конических шестерен 14 и /5. Между двигателем и редуктором установлена фрикционная муфта 11.
На шестерне 14 закреплена состоящая из двух полудисков разгрузочная тарель 13 с ограждением и окном для выгрузки глины. У разгрузочного окна над тарелью установлен скребок 19, который прикреплен к кронштейну. Бегуны включают и отключают с помощью рычага.
Масса, обработанная в чаше и продавленная сквозь отверстия в подовых решетках, поступает на разгрузочную тарель и по разгрузочному скребку выходит через разгрузочное окно.
Производительность бегунов колеблется в широких пределах в зависимости от пластичности глины, засоренности твердыми включениями, влажности массы, количества и размера отверстий. На бегунах целесообразно обрабатывать глиняную массу с влажностью, близкой к формовочной.
Степень увлажнения массы в бегунах мокрого помола определяют по внешним признакам. Нормально увлажненная глина хорошо обрабатывается и не прилипает к каткам и скребкам, переувлажненная глина прилипает к каткам, замазывает отверстия в плитках и стенки чаши. Недостаточно увлажненная глина состоит из не слипшихся между собой кусков, рассыпающихся при разминании руками.
Обработка на бегунах трудно размокаемых глин улучшается, если глину предварительно увлажняют горячей водой или паром в смесителе, установленном перед бегунами. При этом целесообразно стандартные плиты с отверстиями сечением 16X50 мм заменять плитами сечением 10x50 мм, что часто делают при производстве пустотелого кирпича и камней.
На бегунах куски глины под тяжестью катков раздавливаются, а за счет усилий сдвига, образуемого при вращении катков, куски разрываются и растираются.
Обработка массы на бегунах резко повышает связность и однородность массы. Прочность высушенных изделий, изготовленных из обработанной на бегунах массы, повышается на 30-40%, и увеличивается вследствие этого прочность готовых изделий. Количество отходов уменьшается.
Перед пуском бегунов мокрого помола следует проверять: наличие смазки на всех трущихся частях бегунов (в подшипниках муфты, катков, валов, зубчатой передачи, ползунах, полуосях катков и их направляющих), надежность крепления оградительных устройств, станины, бандажей к ступицам катков, специальных устройств для подачи смазки, полуосей катков, корпуса чаши, опорных подшипников, состояние устройства, подающего воду, скребков сбрасывающей дуги. На разгрузочной тарели надлежит прочищать отверстия в плитах, забитые твердыми включениями.
Пускают бегуны в такой последовательности. Вначале включают механизмы, отбирающие переработанный материал от бегунов, затем бегуны и после того, как их вращающиеся катки наберут полное число оборотов, включают агрегат, подающий в бегуны материал.
Обслуживание бегунов в процессе работы заключается в непрерывном наблюдении: за подачей глиняной массы, степенью ее увлажнения и качеством обработки, толщиной материала под катками (допускается увеличение ее не более 30 мм), а также за состоянием скребков.
Нельзя допускать перерывов в подаче глиняной массы в бегуны и холостого хода катков, так как в этом случае быстро изнашиваются плиты и бандажи катков.
Останавливают бегуны в следующих случаях: при появлении в агрегате ненормального шума, стука или вибрации во время перегрева электродвигателя и подшипников; при поломке какого-либо механизма бегунов, оградительных устройств или выходе из строя сигнализирующих устройств: при временном перерыве в подаче электроэнергии, угрозе или возникновении аварии; необходимости смазки или при прекращении действия загрузочных и отборочных устройств.
Перед остановкой бегунов следует прекратить подачу материала и выработать полностью оставшийся и затем выключить пусковое устройство бегунов. Отборочные устройства выключают после полной остановки катков.
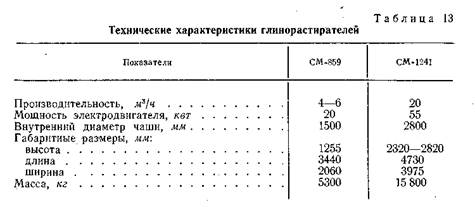
Глинорастиратели ОМ-859 и СМ-1241" (рис.40) состоят из перфорированного цилиндрического корпуса 3, рамы 2, диска 1, ворошителей 6, крыльчатых лопастей 5, скребков 4, редуктора 7, фрикционной муфты 8 и электродвигателя 9.
Глинорастиратели применяют для улучшения обработки глины преимущественно при производстве пустотелых изделий, при использовании смеси разных по свойствам глин. Глинорастиратели устанавливают после бегунов, дырчатых вальцов или после вальцов тонкого помола с целью повышения однородности массы по влажности и структуре.
Принцип действия глинорастирателей заключается в протирании и продавливании глины через перфорированный цилиндрический корпус 3 с отверстиями диаметром 10-16 мм. Диаметр отверстий в корпусе глинорастирателя зависит от необходимого качества переработки глиняной массы.
Продавленная через отверстия глиняная масса падает на вращающийся диск, с которого скребком 4 направляется для дальнейшего использования на конвейер или следующую машину. Глина, поступающая в глинорастиратель, должна быть предварительно обработана на дырчатых вальцах или бегунах. Глинорастиратели СМ-859 и СМ-1241 различаются между собой размерами, мощностью электродвигателей и производительностью. Принцип работы их одинаков.
Данные о глинорастирателях приведены в табл.13.
Перед пуском глинорастирателя проверяют количество смазки во, всех трущихся частях, устанавливают, надежно ли закреплены оградительные устройства, исправны ли скребки и крыльчатые лопасти, загрузочное и выгрузочное устройства.

До пуска глинорастирателя включают машины, установленные за глинорастирателем, затем его электродвигатель и после достижения нормального числа оборотов включают машины, питающие глинорастиратель.
В процессе работы глинорастирателя. необходимо следить за тем, чтобы он равномерно загружался, а все механизмы и оградительные устройства были исправными.
При
возникновении вибра![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ции, толчков и излишнего
шума глинорастиратель останавливают и обнаруженные дефекты устраняют.
ции, толчков и излишнего
шума глинорастиратель останавливают и обнаруженные дефекты устраняют.
Останавливают глинорастиратель в обратном порядке. Сначала выключают машины, предшествующие ему, перерабатывают находящуюся в нем глину, а затем выключают электродвигатель глинорастирателя.
Тонкое измельчение глиняной массы
Дальнейшее измельчение глиняной массы выполняют на дифференциальных вальцах тонкого помола.
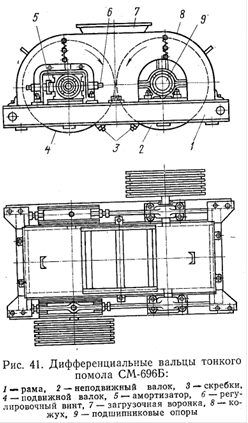
Дифференциальные вальцы тонкого помола СМ-696Б (рис.41) состоят из сварной рамы 1, гладких валков 2 и 4 и кожуха 8. Оси валков по концам заключены в подшипниковые опоры 9.
Подвижный валок 4 снабжен амортизатором 5 и регулировочным винтом 6. Валки заключены в общий кожух 8 с загрузочной воронкой 7. Для очистки от налипающей глины валки снабжены скребками 3.
Для регулирования зазора между валками и в случае попадания недробящегося материала опоры валка 4 могут перемещаться и зазор между валками увеличиваться. Каждый валок приводится в движение с помощью клиноременной передачи от индивидуального электродвигателя.
При работе вальцов материал поступает на валок с меньшим числом оборотов, затягивается в зазор между вращающимися валками и раздавливается.
Вальцы эффективно работают при соблюдении соотношения между размерами кусков материала и шириной щели (зазора) между валками не более 4: 1, диаметра валков к наибольшему размеру кусков твердого материала не более 20:
1. При влажной глине размер кусков может быть больше.
Рабочий зазор между валками должен составлять 3 мм. При большем зазоре обработка глины на вальцах значительно ухудшается.
Для обработки сырья, из которого получают тонкостенные пустотелые изделия, зазор между валками уменьшают до 2. мм, а при наличии известковых включений - до 1-1,5 мм. С этой целью применяют вальцы СМК-83 (СМ-1096) и СМК-Ю2.
Вальцы тонкого помола СМК-83 (СМ-1096) отличаются от вальцов СМ-696Б большими размерами валков, меньшей скоростью их вращения и несколько повышенной мощностью электродвигателя.
Вальцы тонкого помола СМК-102 отличаются от приведенных выше тем, что в них обеспечена жесткая фиксация зазора между валками в 1 мм, повышена скорость вращения одного из валков до 15 м1сек, увеличено соотношение скоростей вращения валков до 2:
1. Вальцы комплектуются двумя шлифовальными приспособлениями.
Приспособление состоит из станины, на салазках которой совершает возвратно-поступательное движение суппорт с шлифовальным кругом. Приводом для продольного движения суппорта служит электродвигатель и специальный червячный редуктор. Продольное движение может также осуществляться вручную от маховика. Приводной двигатель шлифовального круга установлен на суппорте. Поперечное движение суппорта осуществляется вручную посредством маховичка, который имеет установочное кольцо со шкалой. Цена деления шкалы - 0,02 мм. Направляющие и ходовой винт с трапецеидальной резьбой предохранены от повреждения и попадания пыли гофрированным кожухом.
С увеличением влажности глиняной массы, поступающей на переработку в вальцы, степень ее измельчения возрастает и соответственно возрастает прочность высушенных изделий. Поэтому наиболее целесообразно подавать в вальцы глину, влажность которой близка к формовочной.
Недостатком
вальцов тонкого помола является неравномерное изнашивание их по длине - в
средней части валков появляются ![]()
![]()
![]()
![]() глубокие кольцевые
выработки, через которые проходят крупные куски.
глубокие кольцевые
выработки, через которые проходят крупные куски.
Для, удлинения срока службы валков их рабочую поверхность наплавляют твердыми износостойкими сплавами, в том числе сталинитом. При этом используют электроды Т-590 и Т-620 обмазка которых состоит из сталинита (72%), мела (12%), плавикового (10%) и полевого шпатов (6%). После наплавки валков их протачивают.
Для предотвращения поломок в случае попадания в вальцы твердых труднодробимых или недробимых включений один валок закрепляют в подвижных подшипниках на амортизационных прижимных буферах. При попадании указанных включений подвижный валок несколько отодвигается от неподвижно закрепленного валка и пропускает недробящееся включение. Иногда вместо пружин ставят упорные пластинки, которые в случае перегрузки ломаются и дают валкам возможность раздвинуться и предотвратить поломку. Для этой же цели рабочий приводной шкив закрепляют на шпильках, которые срезаются при перегрузке, после чего шкив начинает вращаться вхолостую.
Необходимая величина зазора поддерживается пружинами, возвращающими подвижный валок в первоначальное положение после прохода нераздробленных включений. Регулируют величину зазора между валками перемещением подвижного подшипника с помощью стяжных болтов.
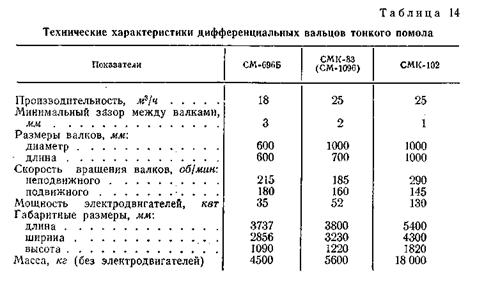
Данные о дифференциальных вальцах даны в табл.14.
При надлежащем уходе за вальцами тонкого помола и соблюдении требуемых зазоров между валками в результате обработки уменьшается трещиноватость сырца в процессе сушки и обжига.
Особенно целесообразно обрабатывать этими вальцами плотные, трудно размокаемые глины, смеси двух глин, глину с мелкими твердыми включениями, в том числе включениями известняка. При труднообрабатываемых глинах рекомендуется устанавливать последовательно два комплекта вальцов тонкого помола: с зазором до 4-5 мм на первом комплекте и 1-2 мм на втором.
Обслуживание вальцов заключается в наблюдении за загрузкой их материалом, количеством смазки и температурой нагрева подшипников (не должна быть выше 50°), за степенью износа валков, скребков и других быстроизнашиваемых деталей.
При переработке влажного материала, налипающего на валки, обязательно устанавливать скребки для очистки их поверхности. Скребки направлены по касательной к поверхности валков и должны отстоять от поверхности валков с зазором 0,5-1,0 мм.
При внезапной остановке валков вследствие заклинивания следует немедленно подать сигнал о прекращении подачи глины. и выключить электродвигатель. После остановки электродвигателя необходимо снять предохранители или вилку разрыва, валки повернуть в сторону, обратную их вращению, изъять застрявшие куски материала или попавшие посторонние предметы.
Для обычной остановки вальцов сначала отключают подачу глины, перерабатывают все сырье, находящееся в загрузочной воронке, и затем выключают электродвигатель вальцов.
Использованная литература
1. Кашкаев И.Я., Шейнман Е.Ш. Производство глиняного кирпича. Изд. 2-е, испр. и доп. М., "Высш. школа", 1974.288 с, с ил.