Курсовая работа: Втулка переходная
Раздел: Промышленность, производство
Тип: курсовая работа
Министерство образования РФ
ГОУ СПО
Верхнесалдинский авиаеталлургический колледж
Специальность:1201″Технология машиностроения″
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ
ПО ДИСЦИПЛИНЕ: "ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ "
КП-ТМ-04-14-10-ПЗ
РАЗРАБОТАЛ: ЛУЖИН А.С.
ГРУППА ТМ-404
РУКОВОДИТЕЛЬ: СТОРОЖКОВА Л.С.
2006
СОДЕРЖАНИЕ
Введение
1. Обоснование технических решений
1.1 Описание условий работы и анализ технологичности конструкции детали
1.2 Определение типа производства
1.3 Анализ заводского технологического процесса
1.4 Технико-экономическая оценка выбора метода изготовления заготовки
1.5 Выбор баз
1.6 Проектирование технологического маршрута обработки детали
1.7 Определение операционных припусков, допусков, межоперационных размеров и размеров заготовки
1.8 Определение расхода металла
1.9 Определение режимов резания, мощности основного и вспомогательного времени
1.10 Оформление операционных карт и карт эскизов
1.11 Описание конструкции и расчет станочного приспособления
1.12 Описание конструкции и расчет контрольно-измерительной оснастки
1.13 Описание конструкции и расчет режущего инструмента
2 Организация работы участка
2.1 Определение необходимого количества оборудования
2.2 Определение количества производственных рабочих
2.3 Определение количества вспомогательных рабочих, ИТР, СКП, МОП
2.4 Организация ремонта оборудования
2.5 Организация техники безопасности (по ССБТ) и противопожарные мероприятия
Библиографический список
ВВЕДЕНИЕ
Задачи экономии металла, повышения производительности труда, повышения качества и точности поверхности деталей является основной задачей для технологов-машиностроителей.
Технология машиностроения это прикладная наука, которая изучает, как человек с помощью различных приемов воздействует на различные материалы, создавая новые и более точные детали, которые применяют при сборке прогрессивного оборудования.
В технологии машиностроения используются теоретические и практические выводы связанных с ней дисциплин: металлорежущие станки и инструменты, резание металлов, основы взаимозаменяемости и технические измерения.
Ученые определяют основные направления в развитии технического прогресса, который характеризуется не только непрерывным появлением принципиально новых технологических процессов, но и непрерывной заменой существующих процессов более точными, производительными и экономически выгодными.
Решение этих технологических задач осуществляется на основе внедрения в производство полной автоматизации и механизации технологических процессов, широкого внедрения новой техники и дальнейшего роста квалификации кадров.
Самое важное направление в машиностроении является выбор экономичных и технологичных форм и видов заготовок с максимально уменьшиными припусками на обработку и уменьшением технологических отходов.
В данном проекте представлен технологический процесс изготовления детали " ВТУЛКА ПЕРЕХОДНАЯ". Приведена детальная разработка производства, способствующего уменьшить затраты времени на изготовление данной детали. Применение новейших технологий, применение многоинструментальных станков с ЧПУ позволяет снизить степень участия человека в технологическом процессе, за счет замены ручного труда механизированным.
1. ОБОСНОВАНИЕ ТЕХНИЧЕСКИХ РЕШЕНИЙ
1.1 ОПИСАНИЕ УСЛОВИЙ РАБОТЫ, АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ
На чертеже изображена деталь " ВТУЛКА ПЕРЕХОДНАЯ". Деталь изготовляется из стали 5ХНМ (ГОСТ 5950-73) массой 12 кг. Чертеж выполнен в масштабе.
Деталь служит в качестве опоры для закрепления различных видов матриц на гидравлических горизонтальных прессах при прессовании легких сплавов.
Деталь представляет собой тело вращения, габаритные размеры которого составляют Ø 180х102мм. Втулка состоит из двух поверхностей: цилиндрической Ø170 мм. и конической с углом 6˚±10΄. На левом торце детали выполнено 4 глухих резьбовых отверстия: резьба М24х1 глубиной 32 мм. На правом торце втулки есть проточка Ø170 мм., шириной 10 мм. к центру, глубиной 0,5 мм. и выполнено конусное углубление Ø140 мм. (угол наклона равен 4˚±10΄) глубиной 40 мм. На боковой поверхности детали на расстоянии 62 мм. просверлено отверстие Ø16 мм. глубиной 38 мм. Деталь имеет центральное сквозное отверстие Ø34 мм..
Точность взаимного расположения поверхностей детали в технических условиях не указана, следовательно, составляющие втулки не должны отклоняться от центральной оси. Чисто обработки поверхности (шероховатость), за исключением указанной на поверхности, Rz 40. Согласно техническим требованиям деталь подвергается термообработке до поверхностной твердости HRC 42-46.
ХАРАКТЕРИСТИКА СТАЛИ 5 ХНМ.
Деталь изготавливается из стали 5ХНМ. Назначение - молотовые штампы паровоздушных и пневматических молотов с массой падающих частей свыше 3 т. ,прессовые штампы и штампы машинной скоростной штамповки при горячем деформировании легких цветных сплавов; блоки матриц для вставок горизонтально-ковочных машин.
Химический состав:
C-углерод 0.50-0.60 %;
Si-кремний 0.10-0.40%- придает коррозийную стойкость;
Mn- марганец 0.50-0.60% – повышает твердость;
S- сера <0.030%;
P- фосфор <0.030%;
Cr – хром 0.50-0.80% – способствует износостойкости;
Ni – никель 1.40-1.80% – повышает вязкость, придает коррозийную стойкость;
Mo- молибден – 0.15-0.30% – повышает теплостойкость;
Cu – медь <0.030%;
Механические и технологические свойства:
Теплостойкость - 590˚С;
Обрабатывается резаньем в отожженном состоянии при 289 НВ и σв= 900 Н/мм2: коэффициент резания Кv.тв = 0.6; Кv.б.р. =0.3
Не применяется для сварных конструкций;
Имеет высокую износостойкость при трении.
Вид поставки:
Прутки и полосы – ГОСТ 5950-73.
Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно значительно уменьшить в зависимости от правильного выбора заготовки оптимальных режимов резания и правильной подготовки производства. На трудоемкость изготовления детали большое влияние оказывают ее конструкция и технические требования на изготовление. При анализе на технологичность конструкции детали необходимо произвести оценку в процессе проектирования тех процесса.
- Конструкция детали состоит из стандартных и унифицированных конструкторских элементов.
- Размеры и поверхности детали имеют соответственно оптимальную степень точности и шероховатость.
- Обрабатываемые поверхности открыты, доступны для подвода режущего инструмента при врезании и для его вывода.
Деталь состоит из "стандартного" набора поверхностей: это цилиндрические поверхности, метрические резьбы, что позволяет использовать стандартный инструмент и приспособления.
- Показатели базовой поверхности детали обеспечивают точность установки, обработки и контроля. Конструкция детали обеспечивает применение типовых и стандартных технологических процессов.
Деталь считаем технологичной.
1.2 ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Тип производства и соответствующие ему формы организации труда определяют характер технологического процесса, и отражается при его построении.
Виды производства.
-Единичное - характеризуется тем, что изготавливаемая продукция выпускается в небольших количествах, поэтому на станках выполняются разнообразные операции, периодически не повторяющиеся. На предприятиях с единичным производством применяют преимущественно универсальное оборудование, разделяя его по групповому признаку. Технология производства характеризуется применением универсального режущего и измерительного инструмента.
-Серийное - характеризуется изготовлением деталей повторяющимися партиями. В зависимости от количества деталей в партии, их характера и трудоемкости, частоты повторяемости серий в течение года различают мелкосерийное, среднесерийное, крупносерийное. На предприятиях серийного производства значительная часть оборудования состоит из универсальных станков, оснащенных как специальными, так и универсально-наладочными и сборочными приспособлениями, что позволяет снизить трудоемкость и удешевить производство.
-Массовое - характеризуется установившимся объектом производства, что при значительном объеме выпуска продукции обеспечивает возможность закрепления операций за определенным оборудованием с расположением его в технологической последовательности и с широким применением специализированного и специального оборудования, механизацией и автоматизации технологического процесса при строгом соблюдении принципа взаимозаменяемости, обеспечивающего резкое сокращение времени, затрачиваемого при сборочных работах.
В соответствии с ГОСТ 3.1108-74 определение типа производства ведется по коэффициенту закрепления операции
На проектируемом участке обработки детали расположены станки различных моделей в количестве 25 штук при следующем количестве закрепленных за ними операций:
Ср.ток.=18 m ток.=1
Ср.коор.св.=7 Mкоор.св.=1
Кз.о.=1(18*1+17*1)/(18+17)=1
Коэффициент закрепления операции равен 1, что соответствует массовому производству.
1.3 АНАЛИЗ ЗАВОДСКОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Изменение действующего маршрутного технологического процесса обосновано тем, что:
-обработка детали осуществлялась на универсальных станках: токарном, сверлильном, фрезерном и шлифовальном в условиях единичного производства;
- в избранном варианте массового изготовления детали экономически целесообразно применение многоинструментальных станков с числовым программным управлением (ЧПУ);
- применение резцов, сверл оснащенных пластинками из твердых сплавов позволят увеличить стойкость инструмента, увеличить скорость резания и получить экономию средств и времени.
Такой подход к обработке:
-во-первых, сокращает время на установку, закрепление и выверку приспособлений, заготовок и режущего инструмента;
-во-вторых, повышает производительность и качество обработки, так как станочник выполняет систематически одни и те же переходы.
1.4 ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ОЦЕНКА ВЫБОРА МЕТОДА ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ
Заготовкой - называют исходный материал, из которого должна быть изготовлена та или иная деталь. Чем ближе форма заготовки к форме заданной детали, тем меньше потребуется средств и времени на обработку детали, тем меньше металла уйдет в стружку, а это имеет экономическое значение – уменьшение себестоимости детали.
Исходной заготовкой для данной детали экономически целесообразно применить калиброванный пруток по ГОСТ2590-88, так как форма заготовки наиболее близка к форме детали. Калиброванный пруток это разновидность сортового проката.
Прокатную продукцию всех видов получают из стальных слитков, отливаемых в металлические формы - квадратного, прямоугольного и других сечений - в сталеплавильных цехах заводов. Из слитков, обычно большего сечения, требуемый профиль получается не сразу, а за большее или меньшее количество переходов. Сущность прокатки заключается в обжатии металла между двумя цилиндрическими валками, вращающимися в разные стороны; при этом уменьшается высота полосы, изменяется форма поперечного сечения и увеличивается длина. Для придания металлу нужной формы в валки врезают ручьи, образующие в каждой совместно работающей паре валков калибры, через которые при прокатке проходит металл.
Прокатке подвергается металл, как в горячем, так и холодном состояниях. Прокатка сопровождается изменением свойств деформируемого металла.
1.5 ВЫБОР БАЗ
Важным условием получения точности размеров и взаимного расположения поверхностей детали является правильный выбор установочных баз.
Установочной базой называется одна или одновременно несколько поверхностей заготовки, по которым она устанавливается в приспособлении для придания ей заданного положения относительно станка. Установочная база лишает заготовку или деталь трех степеней свободы- перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Принятые установочные базы должны обеспечить правильное взаимное расположение поверхностей детали и надежное закрепление её в процессе обработке. Для этого, при выборе установочных баз, руководствуемся следующими правилами:
- заготовку нельзя снимать со станка до тех пор, пока неподготовлена чистовая база для следующей установки;
- если заготовка обрабатывается не по всем поверхностям, то в качестве черновой базы следует принять необрабатываемую поверхность;
- обработку поверхностей с точным взаимным расположением можно вести за одну или несколько установок, но обязательно от одной установочной базы.
ОПЕРАЦИЯ 010
Установку производим в трехкулачковом самоцентрируещем патроне с вылетом заготовки 54мм. Установочной базой служит цилиндрическая поверхность, в будущем подвергаемая обработке.
ОПЕРАЦИЯ 015
Установку производим в трехкулачковом самоцентрируещем патроне с вылетом заготовки 45мм. Установочной базой служит ранее обработанная поверхность, в будущем подвергаемая обработке.
ОПЕРАЦИЯ 020
Установку производим в тисах станочных с применением специальных призматических губок. Установочной базой служит ранее обработанная поверхность Ø184, в будущем подвергаемая обработке.
ОПЕРАЦИЯ 030
Установку производим в трехкулачковом самоцентрируещем патроне с вылетом заготовки 54мм. Установочной базой служит ранее обработанная поверхность, поэтому применяем "сырые" кулачки.
ОПЕРАЦИЯ 040
Установку производим в трехкулачковом самоцентрируещем патроне с вылетом заготовки 54мм. Установочной базой служит ранее обработанная поверхность, поэтому применяем "сырые" кулачки.
1.6 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ОБРАБОТКИ ДЕТАЛИ "ВТУЛКА ПЕРЕХОДНАЯ"
Таблица 1.1.6.1- Проектирование технологического маршрута обработки "Втулка переходная"
| Операция переход | Содержание операции | Оборудование | Приспособление, вспомогательный инструмент | Режущий измерительный инструмент |
| 005 | Заготовительная | |||
| 010 А1 |
Токарная Торцевать заготовку |
Станок токарный с ЧПУ 16К20Т1 | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80 |
Резец проходной отогнутый с твердосплавной пластинкой ВК8 ГОСТ 18877-73 |
| А2 | Сверлить центровочное отверстие Ø5мм | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80, патрон для концевого инструмента ГОСТ 13065-67 | Сверло центровочное комбинированное без предохранительного конуса Р 18 ГОСТ 14952-75; штангенциркуль ШЦ -1 ГОСТ 166-80; | |
| А3 | Сверлить отверстие Ø20мм на глубину 105 мм. | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80, патрон для концевого инструмента ГОСТ 13065-67 |
Сверло твердосплавное Т15К6 ГОСТ 22735-77 штангенциркуль ШЦ -1 ГОСТ 166-80; |
|
| А4 | Рассверлить отверстие Ø30мм на глубину 105 мм. | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80, патрон для концевого инструмента ГОСТ 13065-67 |
Сверло твердосплавное Т15К6 ГОСТ 22735-77 штангенциркуль ШЦ -1 ГОСТ 166-80; |
|
| А5 | Расточить отверстие Ø80мм на глубину на 40мм | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80, | Резец расточной для глухих отверстии ГОСТ 18883-73; штангенциркуль ШЦ -1 ГОСТ 166-80. | |
| А6 | Точить НЦП с Ø190 до Ø184 на длину 50мм. | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80. |
Резец проходной упорный с твердосплавной пластинкой ВК8 ГОСТ 18877-73 штангенциркуль ШЦ -1 ГОСТ 166-80. |
|
| 015 Б1 |
Токарная торцевать заготовку |
Станок токарный с ЧПУ 16К20Т1 | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80. |
Резец проходной отогнутый с твердосплавной пластинкой ВК8 ГОСТ 18877-73 |
| Б2 | Точить НЦП с Ø190 до Ø170на длину 54мм. | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80. |
Резец проходной упорный с твердосплавной пластинкой ВК8 ГОСТ 18877-73 штангенциркуль ШЦ -1 ГОСТ 166-80. |
|
| Б3 | Расточить внутреннее отверстие с Ø30-34 мм на глубину на 65мм | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80. | Резец расточной для глухих отверстии ГОСТ 18883-73; штангенциркуль ШЦ -1 ГОСТ 166-80. | |
| Б4 | Снять фаску 5х45˚ Ø170мм | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80. |
Резец проходной отогнутый с твердосплавной пластинкой ВК8 ГОСТ 18877-73 |
|
|
020 В1 |
Координатно-сверлильная Сверлить отверстие Ø16мм на глубину 15 мм. |
Многоинструментальный координатно-расточной станок 2Д450АМФ2 | Патрон для концевого инструмента ГОСТ 13065-67 |
Сверло спиральное твердосплавное Т15К6 ГОСТ 22735-77 штангенциркуль ШЦ -1 ГОСТ 166-80; |
| В2 | Рассверлить отверстие Ø23мм на глубину 32мм. | Патрон для концевого инструмента ГОСТ 13065-67 |
Сверло спиральное твердосплавное Т15К6 ГОСТ 22735-77 штангенциркуль ШЦ -1 ГОСТ 166-80; |
|
| В3 | Нарезать резьбу М24х1 | Патрон для концевого инструмента ГОСТ 13065-67 |
Метчик машинно-ручной с твердосплавной пластинкой Т15К6 ГОСТ 3266-81 штангенциркуль ШЦ -1 ГОСТ 166-80; |
|
| В4 | Сверлить отверстие Ø8мм на глубину 63мм | Патрон для концевого инструмента ГОСТ 13065-67 |
Сверло спиральное твердосплавное Т15К6 ГОСТ 22735-77 штангенциркуль ШЦ -1 ГОСТ 166-80; |
|
|
025 Г1 |
Координатно-сверлильная Сверлить отверстие Ø8мм на глубину 38 мм. |
Многоинструментальный координатно-расточной станок 2Д450АМФ2 | Патрон для концевого инструмента ГОСТ 13065-67 |
Сверло спиральное твердосплавное Т15К6 ГОСТ 22735-77 штангенциркуль ШЦ -1 ГОСТ 166-80; |
| Г2 | Сверлить отверстиеØ16 на длину 38 мм. | Патрон для концевого инструмента ГОСТ 13065-67 |
Сверло спиральное твердосплавное Т15К6 ГОСТ 22735-77 штангенциркуль ШЦ -1 ГОСТ 166-80; |
|
|
030 Е1 |
Токарная Расточить отверстие с Ø80 мм до 136 мм. |
Станок токарный с ЧПУ 16К20Т1 | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80, | Резец расточной для глухих отверстии ГОСТ 18883-73; штангенциркуль ШЦ -1 ГОСТ 166-80. |
| Е2 |
расточить отверстие под углом 4˚ ±10 ΄ до Ø140мм. |
|||
| 035 | Термическая | |||
|
040 Д1 |
Токарная Точить НЦП под углом 6˚±10 ΄ |
Станок токарный с ЧПУ 16К20Т1 | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80, |
Резец проходной упорный с твердосплавной пластинкой ВК8 ГОСТ 18877-73 штангенциркуль ШЦ -1 ГОСТ 166-80. |
| Д2 | Точить проточку Ø170мм длиной 10 мм к центру заготовки глубиной 0.5мм | Трехкулачковый самоцентрирующий патрон ГОСТ2675-80, |
Резец проходной упорный с твердосплавной пластинкой ВК8 ГОСТ 18877-73 штангенциркуль ШЦ -1 ГОСТ 166-80. |
|
| 045 | Слесарная | |||
| 050 | Промывка | |||
| 055 | Маркировка | |||
| 060 | Контроль | |||
| 065 | Упаковка |
1.7 ОПРЕДЕЛЕНИЕ ОПЕРАЦИОННЫХ ПРИПУСКОВ, ДОПУСКОВ, МЕЖОПЕРАЦИОННЫХ РАЗМЕРОВ И РАЗМЕРОВ ЗАГОТОВКИ
Припуски на механическую обработку, их допуски, размеры исходной заготовки выбирают в зависимости от экономической точности принятого способа обработки, конфигурации изделия и вида заготовки, при этом надо учитывать следующее:
- допуск припуска должен обеспечиваться выбранным оборудованием;
- поле допуска должно быть согласовано с размером соответствующего ему припуска;
- допуск надо задавать " в тело" заготовки от номинального промежуточного размера.
Для расчета операционных и промежуточных припусков на механическую обработку и для определения размеров заготовки применяются два метода: аналитический и справочный.
Определяю промежуточные размеры и припуски при обработке отверстия Ø140 Н9 и длиной 40мм.
Составляю технологический маршрут для обработки поверхности.
Операция 010 сверление, рассверливание и черновое растачивание.
Операция 030 получистовое растачивание и чистовое растачивание.
ОПЕРАЦИЯ 010 При сверлении в заготовке отверстия Ø20 мм. сверлом возможно отклонение от формы и размеров Тдi=0.33 мм.((1) стр.205 табл.4.41,(2) стр.27 табл.13).
Минимальный припуск на обработку будет равен:
Zmin свер.=Д свер.
Zmin свер.=20 мм.
Максимальный припуск на сверление можно опредилить по формуле:
Zmax свер.=Дсвер.+Тдi
Где Дсвер.- диаметр сверла
Тдi- допуск на припуск при сверлении
Zmax свер.=20+0.33=20.33мм.
После сверления рассверливаем отверстие сверлом Ø30мм. Возможное отклонение Тдi=0.39 мм. .((1) стр.205 табл.4.41,(2) стр.27 табл.13).
Минимальный припуск на рассверливание равен:
Zmin рассвер.= Драссвер.+ Zmax свер.
Где Драссвер.- диаметр сверла
Zmax свер. – максимальный припуск на предыдущей операции
Zmin рассвер.=30-20.33=9.67мм.
Определим максимальный припуск на рассверливание по формуле:
Zmax рассвер.= Драссвер.+ Тдi
Где Драссвер.- диаметр сверла
Тдi- допуск на припуск
Zmax рассвер.=30+0.39=30.39мм.
Расточка отверстия Ø30-80мм, допуск на припуск Тдi=0.54мм. .((1) стр.205 табл.4.41,(2) стр.27 табл.13).
Определим минимальный припуск на черновое растачивание:
Zmin раст черн. = Драст. - Zmax рассвер.
Где Драст- номинальный размер на данной операции
Zmax рассвер. – максимальный припуск на предыдущей операции
Zmin раст черн. = 80-30.39=49.61 мм.
Определим максимальный припуск на растачивание:
Zmax раст черн. = Драст.+ Тдi
Где Драст.- номинальный диаметр обработки
Тдi – допуск на припуск
Zmax раст черн. =80+0.54=80.54 мм.
ОПЕРАЦИЯ 030 При установке детали в трехкулачковом патроне возможно смещение заготовки от оси вращения Тдi = 200 мкм.((1)стр.411 табл. 15.1)
Расточим заготовку Ø80-136.
Минимальный припуск на обработку равен:
Zmin раст получист. = Драст.- Zmax i-1+ Тдi
Где Драст.- номинальный диаметр обработки
Zmax i-1.- максимальный припуск на предыдущей операции
Тдi- биение при установке.
Zmin раст получист. =136-80.54+0.2=55.66мм.
Максимальный припуск на получистовое растачивание определяется по формуле:
Zmax раст получист. = Драст.+ Тдi+ Тдi1
Где Тдi1 – допуск на растачивание равен 0.63мм. ((1) стр.205 табл.4.41,(2) стр.27 табл.13).
Zmax раст получист. =136+0.2+0.63=136.83мм.
Оконьчательная чистовая расточка должна обеспечить размер 170(+010) Н9.
Минимальный припуск на чистовое растачивание определится по формуле:
Zmin раст чист. = Драст.- Zmax раст получист.+Тдi
Где Драст.- номинальный диаметр чистовой обработки
Zmax раст получист – максимальный припуск на предыдущей операции
Тдi – допуск на чистовое растачивание равен 40 мкм ((1) стр.205 табл.4.41,(2) стр.27 табл.13).
Zmin раст чист. =140-136.83+0.04=3.21мм.
Рассчитаем максимальный припуск на чистовое растачивание. Для 9 квалитета (Н9) значение допуска соответствует +100 мкм, тогда припуск равен:
Zmax раст чист= Дчист.+0.1
Zmax раст чист=140.1
Общий припуск равен сумме межоперационных припусков:
Zmax общ.=140.1мм.
Zmin общ.=140мм.
1.8 ОПРЕДЕЛЕНИЕ РАСХОДА МЕТАЛЛА
Сталь 5ХНМ р=7.8 гр/см2
Заготовка Ø190 длина равна 110 мм.
V=ΠR2L
V=3.14*952*110=3117.235см3
V1(+)=3.14*852*63=14292496 см3
V2(+)=3.14*(952-852)*47=265.644 см3
V1(-)=(3.14*122*32)*4=57.87648 см3
V2(-)=3.14*172*62=56.26252 см3
V3(-)=3.14*(702-672)*40=51.6216 см3
V4(-)=3.14*82*38=7.63648 см3
V5(-)=3.14*42*62=3.11488 см3
Vдет=(V1(+)+V2(+))-(V1(-)+V2(-)+V3(-)+V4(-)+V5(-))=1694.8936-176.51196=1518.38164 см3
Pдет=Vдет*р
Рдет= 1518.38164*7.8=11843.4гр.=11.8434кг
Рзаг=3117.235*7.8=24314.433гр=24.314433кг
КИМ=Рдеет /Рзаг*100%
КИМ=11.8434 /24.314433*100% ≈50%
1.9 ОПРЕДЕЛЕНИЕ РЕЖИМОВ РЕЗАНИЯ, МОЩНОСТИ, ОСНОВНОГО И ВСПОМАГАТЕЛЬНОГО ВРЕМЕНИ
Операция 010 токарная.
УСТАНОВ А переход 1.
Торцевать заготовку Ø190мм.
1.1 Расчет глубины резания. t=2мм (припуск по тех.процессу).
1.2 Резец проходной отогнутый с твердосплавной пластинкой Т15К6 ГОСТ 18877-73(Т=120 мин.,φ=45˚, φ΄= 45˚).
1.3 Выбор подачи. S=0.35-0.7мм/об. ((1) стр.117 табл.3.23)
Выбираем S=0.35
1.4 Выбор скорости резания Vтаб.=199м/мин ((1) стр.124табл.3.32)
1.5 Выбор поправочных коэффициентов на скорость резания К1=0.75; К2=0.87;К3=0.81;К4=0.65. К=(0.75*0.87*0.81*0.65)/4=0.77.
1.6 Расчет оптимальной скорости резания с учетом поправочных коэффициентов Vопт=Vтаб.*К=0.77*199=153.23м/мин≈150м/мин.
1.7 Рассчитываем частоту вращения шпинделя
N=1000*Vопт /Д*П= 1000*150/190*3.14=251об/мин.
1.8 Корректируем частоту вращения шпинделя по паспортным данным станка, и выбираем Nф=250об/мин.
1.9 Рассчитываем фактическую скорость резания
Vф=(П*Д*Nф)/1000=3.14*190*250/1000=149м/мин
1.10 Рассчитываем силу резания (Кст.=150)
Pz=K*t*s=150*2*0.35=90кгс
1.11 Рассчитываем мощности резания
Nрез=Рz*Vф/60*102=3.6кВт
1.12 Рассчитываем мощность на валу шпинделя станка
Nшп= η *Nэл=0.75*22=16.5кВт
Где η- КПД станка
Nэл- мощность на валу электродвигателя
1.13 рассчитываем количество проходов. Nрез<Nшп, 3.6кВт<16.5- резание за один проход возможно. Так как обработку производим начисто то i=2.
1.14 Рассчитываем длину рабочего хода резца
Lрез=L1+L2=95+0=95
Где L1-длина обрабатываемой поверхности
L2-величина перебега равная 0((1)стр 420 табл.17.1)
1.15 Рассчитываем основное время на обработку
Тосн=Lрез/s*Nф=0.6мин.
Твсп=1/3Тосн=0.2
ОПЕРАЦИЯ 020
xУСТАНОВ В переход1.
Сверлить отверстие диаметром 16мм. на глубину15мм.
1.1 Определим длину рабочего хода инструмента ℓр.x=ℓп+ℓр,
где: ℓр- длина сверления; ℓп- величина перебега равная 2мм. ((2)стр.403 табл.16).
ℓр.x=15+2=17
1.2 Инструмент- сверло спиральное с твердосплавной пластинкой Т15К6 ГОСТ 22735- 77.
1.3 Определим стойкость инструмента Тр=Тм*λ,
где: Тм- стойкость в минутах основного времени станка равное 30мм. ((2) стр.404 табл. 17); λ-коэффициент времени резания,
λ= ℓр/ ℓр.x=0.9,так как λ>0.7, то Тр=Тм=30мин.
1.4 Определим подачу сверления Sтаб.=0.05мм/об.((2)стр.409. табл.26)
1.5 Определяем скорость резания Vрез=40м/мин.((2)стр.409. табл.26)
1.6 Определяем частоту вращения шпинделя и минутную подачу:
n= 1000* Vрез/π*Д=1000*30/3.14*16=2546об/мин,
принимаю 2000об/мин.
Sмин= Sтаб.* n = 127.3мм/мин
1.7 Опредилим основное время на обработку:
То= ℓр.x/ Sмин=17/127.3=0.13мин.
1.11 РАСЧЕТ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Станочными приспособлениями называются дополнительные устройства к металлорежущим станкам, позволяющие наиболее экономично в заданных производственных условиях обеспечить заложенные в конструкции детали требования к точности размеров, формы и взаимного положения обрабатываемых поверхностей детали.
На проектируемом участке применяется приспособление тисы станочные с пневмозажимом.
Определим силы резания при сверлении заготовки 5ХНМ(σ =900Н/мм2) сверлом диаметром 23мм.
Подача
s=0.27мм/об.
α=90˚
Q=Рz*(sin(α/2)*Д1/n*ƒД)*К,
где: Рz- сила резания 980Н,
α- угол призмы губок ,
ƒ – коэффициент трения равен 0.25((3)стр.84.см. по тексту),
Д1- диаметр сверления равен 23мм.,
Д-диаметр зажимаемой поверхности равен 184мм.,
К- коэффициент запаса равен К=К1+К2+К3+К4=1.5
К1-коэффициент учитывающий качество поверхности заготовки равен 1,
К2- коэффициент учитывающий затупление инструмента равен 1,
К3- коэффициент учитывающий увеличение сил резания при прерывном характере работы равен 1
К4- коэффициент учитывающий постоянство сил зажима,
(все коэффициенты берем в (3) стр.84 см. по тексту.)
n- число зубьев инструмента.
Подставив значения в формулу находим Q:
Q=980*1*23/2*0.25*184=245Н
По справочнику выбираем пневмоцилиндр по ГОСТ15608-81((2)стр.167 ,табл.10):
Дцилиндра- 100мм.,
Дштока-25мм.,
Сила на штоке 2.49кН,
Давление сети 0.39МПА,
Анализируя данные считаем, что пневмоцилиндр выбран правильно.
1.12 ОПИСАНИЕ КОНСТРУКЦИИ И РАСЧЕТ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОЙ ОСНАСТКИ
Измерительные средства, применяемые для промежуточного контроля заготовки и окончательного контроля детали (изделия), в зависимости от типа производства могут быть как стандартными, так и специальными.
Измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки.
По конструкции и принципу действия универсальные измерительные инструменты и приборы разделяются на меры длины, штангенинструмента, микрометрические инструменты и приборы.
Для обработки детали "втулка переходная" на проектируемом механическом участке понадобятся следующие виды измерительных средств: штангенциркуль ШЦ - II ГОСТ 166 -80 и штангенциркуль ШЦ - I ГОСТ 2675– 80, калибр-скоба ГОСТ 18362-71.
При массовом производстве основными средствами контроля размеров являются предельные калибры и шаблоны.
Калибрами называют бесшкальные измерительные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей детали. Калибры не определяют числового значения измеряемой величины, а только устанавливают годность или негодность детали. В промышленности определяют предельные калибры, то есть калибры, имеющие наибольший и наименьший предельные размеры. В соответствии с этими размерами калибры имеют две измерительные поверхности проходной и непроходной частей.
На калибрах нанесены размер, квалитет, а также допустимые отклонения. Они должны обязательно совпадать с размером, квалитетом и отклонениями измеряемой детали.
К достоинствам предельных калибров относятся долговечность, а также простота и достаточно высокая производительность контроля.
В качестве проектируемого измерительного инструмента выбираю калибр-скобу для измерения вала Æ170 с полем допуска h6. По ГОСТ 25347-82 нахожу предельные отклонения: они равны: es=+0мкм, ei= - 19мкм.
Следовательно:
dmax.=170+0=170мм.
dmin=170-0.19=169.981мм.
Находим допуски по ГОСТу 24853-81: H1=5мкм., Z1=4мкм., Нр=2мкм.
Наименьший размер проходной новой калибр-скобы :
Прmin= dmax.- Z1-0.5Н1=170-0.004-0.5*0.005=169.9935мм.
Размер калибра ПР проставляемый на чертеже равен 169.9935+0.005. Исполнительные размеры: наименьший 169.9935мм, наибольший 169.9985мм.
Определяем размеры калибра НЕ: наименьший размер непроходного калибра равен:
НЕmin= dmin-0.5*Н1=169.981-0.5*0.005=169.9785мм.
Размеры калибра НЕ проставляемые на чертеже: наименьший 169.9785мм, наибольший 169.9835мм.
1.13 ОПИСАНИЕ КОНСТРУКЦИИ И РАСЧЕТ РЕЖУЩЕГО ИНСТРУМЕНТА
В данном курсовом проекте рассчитывается режущий инструмент метчик. Метчики предназначены для нарезания внутренних резьб диаметром от 2 до 50мм. по конструкции и применению номенклатура метчиков достаточно разнообразна: машинно-ручные, гаечные, конические, сборные, специальные и др. Для расчета метчика необходимы исходные данные, которые берутся в ГОСТах: размеры цилиндрических метрических резьб для диаметров от 1 до 600мм: ГОСТ 9150-81, 8724-81, 24705-81, допуски на резьбу ГОСТ 16093-81.
Исходные данные возьмем в (4) стр.112 табл.6.1.
Д- номинальное значение наружного диаметра гайки, равный 24мм;
Д2- номинальное значение среднего диаметра гайки, равный 23.350мм;
Д1- номинальное значение внутреннего диаметра гайки, равный 22.917мм.
р- шаг резьбы, равен 1мм;
Н- теоретическая высота профиля резьбы, равная 0.8660254*р≈0.866;
Н1- средняя высота профиля резьбы, равная 0.5412659*р≈0.541;
R=0.1443276*р≈0.144;
d=24мм. номинальный наружный диаметр метчика;
d2=23.350мм. номинальный средний диаметр метчика;
распределение нагрузки – 100%.
Рассчитываем предельные размеры диаметра гайки с учетом степени точности резьбы:
Д2max.=Д2+ES=23.350+0.170=23.520мм.
Д1max.=Д1+ES=22.917+0.236=23.153мм.
Определяем значение диаметра метчика по переднему торцу:
dт=Д1-(0.1…0.35)
dт=22.917-0.2=22.717мм.
Назначаем длину режущей части:
ℓр=6р=6мм. ((4) стр.112 табл.6.1.)
Определяем внутренний диаметр метчика:
d1=Д1+0.055р=22.917+0.055*1=22.972мм.
Определяем угол φ наклона режущей части и толщину срезаемого слоя
tgφ=(d-dт)/2ℓр=(24-22.717)/12=0.106917,
φ=6˚6΄(табл. Брадиса)
а=р/(n*tgφ), где n- число перьев метчика, принимаем равным 4. ((2)стр.529см. по тексту).
а=1/4*0.106917=2.338мм.
рассчитываем калибрующую часть:
ℓ=ℓр+ℓк, она выбирается с учетом запаса на переточку при заточке по задней поверхности, после всех переточек калибрующей части ℓ должна составлять 1/2диаметра резьбы. Д=24, ℓк=0.5*24=12мм.
принимаем ℓк=15мм. ((2)стр.531см. по тексту).
ℓ=15+6=21мм.
наиболее распространенной формой затылования является Архимедова спираль.
К=(π*d/n)*tgα, где α-10˚
γ-6˚. ((2)стр.530 табл.10)
К= (3.14*24/4)*0.1763=3.323
Определим диаметр хвостовика
dx=d1-1=22/917-1=21.917мм.
2. ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
2.1 ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ
Для проектирования участка цеха необходимо знать потребное количество оборудования, что позволит определить узкие места в цехе и наметить мероприятия по их ликвидации.
Чтобы рассчитать количество металлообрабатывающего оборудования, необходимо определить годовой объём выпуска изделия, время, затраченное на операцию, эффективный годовой фонд производственного времени единицы оборудования.
Сначала рассчитаю следующие виды фондов времени:
- календарный фонд – 365 дней;
- количество выходных дней (суббота и воскресенье) – 104 дней;
- праздничные дни – 12 дней;
- продолжительность смены – 8 часов;
- количество смен – 2;
- коэффициент, учитывающий время пребывания станка в ремонте – 0,95.
- количество предпраздничных дней- 4дня.
Определяю номинальный фонд времени:
Fн=365-104-12=249 дней,
а эффективный годовой фонд времени равен:
Fд=(Fн*8-п.п.д.*1)*z*Кр;
где: п.п.д. – количество предпраздничных дней;
z - количество смен;
Кр - коэффициент, учитывающий время пребывания станка в ремонте.
Fд=(249*8-4*1)*2*0.95=3777.2
Количество оборудования нахожу по формуле, приемлемой для серийного производства.
Ср=Тш*N/60*Fд;
где: Тш.. – сумма штучного времени на операцию;
N – годовая программа выпуска;
Ср010=26*50000/60*3777.2=5.74
На токарную операцию 010 принимаю 6 станков.
Ср015=11.3*50000/60*3777.2=2.50
На токарную операцию 015 принимаю 3 станка.
Ср020=17*50000/60*3777.2=3.75
На координатно-сверлильную операцию 020 принимаю 4 станка.
Ср025=13*50000/60*3777.2=2.8
На координатно-сверлильную операцию 025 принимаю 3станка.
Ср030=22*50000/60*3777.2=4.8
На токарную операцию 030 принимаю 5 станков.
Ср045=15.5*50000/60*3777.2=3.4
На токарную операцию 045 принимаю 4 станка.
Расчётное количество станков равно:
Ср.общ.=5.74+2.50+3.75+2.8+4.8+3.4=22.99
Принятое количество станков равно:
Ср.прин.=6+3+4+3+5+4=25
Определяю коэффициент загрузки на участке:
Кз.010=5.74/6*100%=95%;
Кз.015=2.5/3*100%=83%;
Кз.020=3.75/4*100%=93%;
Кз025=2.8/3*100%=93%;
Кз030=4.8/5*100%=96%;
Кз.045=3.4/4*100%=85%.
Кз.общ.=22.99/25*100%=91%.
Принимаю на токарные операции 18 станка, на координатно-сверлильные операции 7 станков.
Кроме того, на планируемом мною участке механического цеха предусматриваю также один заточной станок.
На основании коэффициента загрузки количество принятого оборудования составляю сводную таблицу и диаграмму.
Диаграмма коэффициента загрузки оборудования
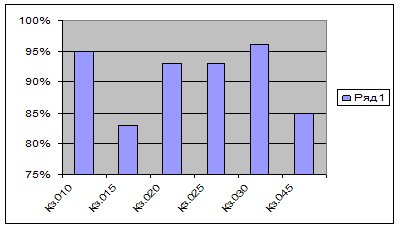
Таблица № 1.2.1.1 Сводная ведомость оборудования
| Модель станка | Кол.станков | Габаритные размеры | Мощность электродвигателей, кВт | Цена станка, тыс. руб |
Общие затраты на станок с монтажом руб. |
Общие затраты на все станки, руб. | |
| Одного станка | Всех станков | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Токарный с ЧПУ 16К20Т1 | 18 | 2470 ´ 2760 | 10.0 | 180 | 550000 | 632500 | 11385000 |
| Координатно-сверлильный 2Д450АМФ2 | 7 | 2760 Х 2360 | 2 | 14 | 623000 | 716450 | 5015150 |
| Универсально- заточной 3Б642 | 1 | 2330 Х 1660 | 1.5 | 1.5 | 300000 | 345000 | 345000 |
2.2 ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ПРОИЗВОДСТВЕННЫХ РАБОЧИХ
Все работающее на предприятии делятся на две категории:
- промышленно-производственный персонал, занятый производством и его обслуживанием;
- персонал непромышленных организации, в основном работники жилищно-коммунального хозяйства, детских и врачебно- санитарных учреждении, принадлежащих предприятию.
К рабочим относят работников предприятия, непосредственно занятых созданием материальных ценностей или оказанием производственных и транспортных услуг.
Рабочие подразделяются на основные и вспомогательные.
ППП- это работники предприятия непосредственно связанные с процессом производства (выполнением работ, оказанием услуг), т.е. занятые производительной деятельностью. Независимо от сферы приложения труда весь ППП подразделяется на две категории : рабочие и служащие. Рабочие непосредственно участвуют в процессе производства продукции: управляют машинами, механизмами, установками, наблюдают за работой автоматического и робототехнического оборудования, осуществляют ремонт, регулирование, наладку машин, выполняют погрузочно - разгрузочные работы.
Для расчета численности рабочих используют три метода:
- по норме времени: Чрнt=Нt*N/Fэф.*α (чел.);
- по норме выработки: Чр.выр.=N*Нвыр./Fэф.*α (чел.);
- по норме численности: Чяв.=Но*А*С, Чсп.=Чяв.*Ксс. (чел.).
Для расчета численности работников предприятия или участка, а также фонда заработной платы необходимо рассчитать эффективный фонд рабочего времени в планируемом периоде.
Данный показатель определяется при расчете баланса рабочего времени одного рабочего, и производится с целью более эффективного использования трудовых ресурсов предприятия и повышения количества эффективного фонда времени.
Списочный состав- отражает движение численности всех работающих. Средне-списочный состав служит для определения численности работников за определенный период. Под явочным составом понимают число работающих, которые фактически явились на работу для выполнения производственного задания.
Расчет баланса рабочего времени одного рабочего.
Таблица 1.2.2.1 Баланс рабочего времени одного рабочего в днях.
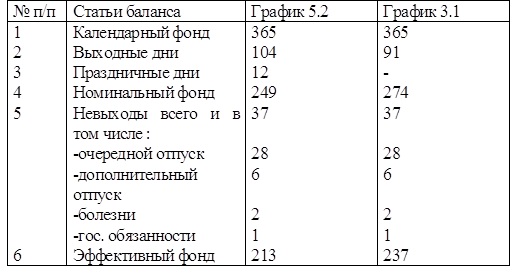
4. Нф.=365-116=249 дней, для графика 5.2
Нф.=365-91=274 дня, для графика 3.1
6. Fэф.= Нф.-невыходы;
Fэф.= 249-37=212 дней, для графика 5.2
Fэф= 274-37=237 дней, для графика 3.1
7. Ксс.пр.=Нф/Fэф
Ксс.пр.= 249/212=1.17
Ксс. непр.=Кф./Fэф
Ксс. непр.= 365/212=1.7, для графика 5.2
Ксс.пр.=Нф/Fэф
Ксс.пр.=274/237=1.15
Ксс. непр.=Кф./Fэф
Ксс. непр.=365/237=1.54, для графика 3.1
Выбираем график 5.2 для основных рабочих;
Выбираем график 3.1 для ремонтных служб.
Расчет численности основных рабочих
В составе рабочих выделяют две группы: основных и вспомогательных. К основным относят рабочих непосредственно занятых изготовлением продукции.
На участке обработки детали "втулка переходная" работают 18 токарей, 7 сверловщиков и 1заточник.
Таблица 1.2.2.1.1 Расчет численности основных рабочих.
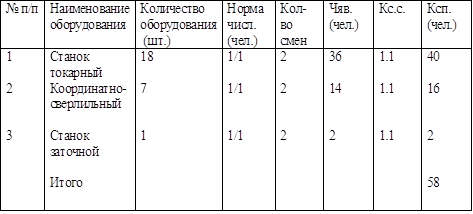
Расчет численности основных рабочих рассмотрю на примере расчета численности основных рабочих на токарных станках. Если норма численности станка всего 1 человека, Кс.с.= 1.1, количество смен С=2, норма численности Нч.=1/1.
Определяю явочную численность Чяв.
Чяв.=Нч.*С*А;
Где: А-количество агрегатов.
Чяв.= 1/1*2*18=36 чел.;
Определяю списочный состав на токарные станки.
Ксп.=Чяв.*Кс.с.;
Ксп.=36*1.1=39.6чел.
Принимаем 40 человек.
Остальные расчеты приведены в таблице 1.2.2.1.1
Расчет численности вспомогательных рабочих
В составе рабочих выделяют две группы: основных и вспомогательных. Вспомогательные- это рабочие которые обслуживают производственные процессы (наладчики, электрики, слесари, контролеры, крановщики).
Таблица 1.2.3.1 Расчет численности вспомогательных рабочих.
| № п/п |
Специа- льность |
Кол-во оборуд. (шт.) |
Норма обслуживания | Кол-во смен |
Чяв. (чел.) |
Кс.с. |
Чсп. (чел.) |
|
1 2 3 4 5 |
Слесарь Электрик Крановщик Контролер Наладчики Итого |
26 26 1 1 25 |
2/26 2/26 1/1 1/1 1/7 |
3 3 2 2 2 |
6 6 2 2 7.14 |
1.1 1.1 1.1 1.1 1.1 |
6.6(7) 6.6(7) 2.2(3) 2.2(3) 8 28 |
Пример расчета численности вспомогательных рабочих привожу на расчете количества слесарей. Количество оборудования обслуживаемого слесарями равно26, норма обслуживания 2/26 , количество смен 3.
Определяю явочную численность:
Чяв.=Нобс.*А*С;
где: Нобс.- норма обслуживания; А- количество оборудования; С- количество смен.
Чяв.=(2/26)*26*3=6 чел.
Определяю списочную численность:
Чсп.=Чяв.*Кс.с.; Чсп.=6*1.1=6.6 чел.
Остальные расчеты приведены в таблице 1.2.3.1
Расчет численности служащих и МОП
В группе служащих выделяются следующие категории работающих:
-руководители- занимают должности руководителей предприятия, а также их заместители ;
- специалисты- состоят из работников занятых выполнением инженерно- технических, экономических, бухгалтерских и других функции ;
- служащие осуществляют подготовку и оформление документов, учет контроль, заняты хозяйственным обслуживанием и делопроизводством (секретари и кассиры).
Младший обслуживающий персонал – это лица занимающие должности по уходу за служебными помещениями, а также по обслуживанию работающих и служащих.
Таблица 5.2.3.1 Расчет численности служащих и моп.
| № п/п | Должность | Количество (чел.) |
|
1 2 3 4 5 6 |
Начальник цеха Ст. мастер См. мастер Технолог Экономист Нормировщик Итого |
1 1 4 1 1 1 9 |
| МОП | ||
| 1 | Уборщик | 2 |
Соотношение различных категории работников в их общей численности характеризует структуру персонала предприятия, цеха, участка.
2.4 ОРГАНИЗАЦИЯ РЕМОНТА ОБОРУДОВАНИЯ
Постепенное изнашивание металлорежущих станков в процессе эксплуатации проявляется в снижении точности станка, появлении повышенного шума, возникновении неполадок и отказов. Поддержать станки в работоспособном состоянии и восстановить утраченные в процессе эксплуатации технические показатели можно только путём периодического осмотра и ремонта.
На предприятии действует система планово - предупредительного ремонта, сущность которого заключается в том , что через определённое число отработанных часов каждого агрегата производят его профилактические осмотры и различные виды планового ремонта. Основной задачей системы является удлинение межремонтного срока службы оборудования, снижение расходов на ремонт и повышение его качества.
Существует три вида планово - предупредительных ремонтов:
- послеосмотровые;
- периодические;
- принудительные.
Наиболее распространёнными являются периодические ремонты, когда для каждого станка составляют план с указанием сроков и объёма ремонтных работ.
Периодические осмотры проводят слесари - ремонтники согласно плану ремонта. При этом проверяют работу всех механизмов, производят их регулировку, выявляют состояние и степень износа узлов. Станки повышенной точности проверяют на точность. При осмотре выявляют все дефекты и неисправности оборудования, но устраняют только такие, наличие которых не позволяет нормально эксплуатировать оборудование до ближайшего планового ремонта. Осмотры производят, как правило, в нерабочее время.
Периодический ремонт может быть текущим, средним, капитальным. Текущий ремонт - ремонт, при котором заменяют или восстанавливают небольшое число изношенных деталей, срок службы которых равен межремонтному периоду или меньше его, и регулируют механизмы.
Средний ремонт — это ремонт, включающий в себя операции текущего ремонта и дополнительные мероприятия по восстановлению предусмотренных ГОСТами или техническими условиями точности, мощности и производительности оборудования на срок до очередного среднего или капитального ремонта. При среднем ремонте заменяют изношенные детали, срок службы которых равен или меньше межремонтного периода. При этом обязательно производят проверку на точность.
Капитальный ремонт - ремонт, при котором производят полную разборку станка, ремонт базовых деталей, замену и восстановление всех
изношенных деталей и узлов в целях возвращения агрегату первоначальной точности, мощности и производительности. Кроме периодических плановых ремонтов может быть неплановый ремонт, который не предусмотрен графиком и вызван аварией оборудования.
Период между двумя капитальными ремонтами называют ремонтным циклом, а период времени между очередными плановыми ремонтами - ремонтным периодом.
При определении трудоемкости ремонтных работ целесообразно пользоваться нормативами времени в часах на одну ремонтную единицу. Так для металлообрабатывающего оборудования на одну ремонтную единицу оценивается (3) гл. 3.5 стр. 141:
- промывка в 0,35 часа;
- проверка на точность в 0,4 часа;
- плановый осмотр в 0,85 часа;
- осмотр перед капитальным ремонтом в 1,1 часа;
- малый ремонт в 6,1 часа;
- средний ремонт 23,5 часа;
- капитальный ремонт 35 часов.
Структура межремонтных циклов, количество ремонтов, осмотров оборудования и их чередование зависит от характеристики оборудования и года его выпуска.
Продолжительность межремонтного цикла металлообрабатывающих станков в отработанных станко-часах нахожу по формуле (3) гл.3.5, стр. 141.
Тр.ц. = bп ´ bм ´ bу ´ bт ´ А , где
bп =1,3 - коэффициент учитывающий тип производства;
bм =0,7 - коэффициент, учитывающий род обрабатываемого материала;
bу =1,1 - коэффициент, учитывающий условия эксплуатации оборудования; bт =1 - коэффициент учитывающий массовую категорию станка; А - длительность номинального цикла (24 000 ч.).
Таким образом, при указанных условиях продолжительность межремонтных циклов в часах равна:
Тр.ц. = 1,3´0,7´1,1´1´24000 = 24024 ч.
Так как, оборудование на планируемом участке загружено на 91% , то продолжительность межремонтного цикла в годах определяем с учётом коэффициента сменности и коэффициента загрузки оборудования.
Тр.ц.г. = Тр.ц. /( Рд´Кс´Кз ), где
Рд = 3777.2 ч.- номинальный фонд времени; Кс = 1,2 - коэффициент сменности работы оборудования; Кз = 0,91- коэффициент загрузки оборудования.
Для токарных станков:
Тр.ц.г. = 24024/(3777.2´1,2´0,91)= 6 лет.
Для координатно-сверлильных станков:
Тр.ц.г. = 24024 /(3777.2 ´1,2´0,93) = 6 лет.
Определяем продолжительность межремонтного периода в станко-часах (3) гл. 3.5, стр.142:
Тм.р. = Тр.ц. /(nс + nм + 1) , где
nс =1 - количество средних ремонтов;
nм =4 - количество малых ремонтов.
Тм.р. = 24024/(1+ 4 + 1) = 4004 ч.,
а в течение месяца на токарный и координатно-сверлильный станки:
Тм.р. = 12´Тр.ц.г. /(nс + nм + 1) == 12´6/(1+4+ 1)= 12 мес.
Определяем продолжительность межосмотрового периода в станко-часах [(3) гл. 3.5 стр. 142]:
Тм.о = Тр.ц. /(nс + nм + nо + 1), где
По = 6 – количество смотров.
Тм.о= 24024/(1+4+6+1) = 2002 ч.
А в месяцах соответственно на токарный и координатно-сверлильный станки:
Тм.о.м. = 12´6/(1 + 4 + 6 + 1) = 6 мес.
Коэффициент цикличности вычисляю по формуле
Кц. - П/Тр.ц.г.
При длительности ремонтного цикла 6 лет коэффициент цикличности будет равен:
- для капитального ремонта Кд.к. = 1/6 = 0,16;
- для среднего ремонта Кц.с. = 1/6 = 0,16;
- для малых ремонтов Кц.м. = 4/6 = 0,6;
- для осмотров Кц.о. = 6/6=1.
Определяем затраты времени в часах на данный вид ремонта одного станка по формуле:
Тг = Тр.ц´Кц
Для капитального ремонта:
Тг.ток. = 24024´0,16 - 3843,84 ч.
Тг.коорд. = 24024´0,16 = 3843,84 ч.
Для среднего ремонта
Тг.ток. = 24024´0,16 = 3843,84 ч.
Тг.коорд.. = 24024´0,16 = 3843,84 ч.
Для малого ремонта
Тг.ток. = 24024´0,6 = 14414,4 ч.
Тг.коорд.. = 24024´0,6 = 14414,4 ч.
Для осмотров
Тг.ток. = 24024´1 = 24024 ч.
Тг.коорд.. = 24024´1 = 24024 ч.
Расчётные величины являются исходными для планирования работ по техническому уходу и ремонту оборудования на участке и количества рабочих ремонтно-механического цеха службы главного механика. На основании расчётных данных составляем план-график планово-предупредительного ремонта оборудования на весь ремонтный цикл на одну единицу оборудования.
График ППР токарного станка модели 16К20Т1
Таблица 1.2.4.1
| Годы | 2006 | 2007 | 2008 | 2009 | 2010 | |||||
| Месяцы | I | VII | XII | VI | XI | V | X | IV | XI | III |
| Виды ремонтных работ |
О2 |
М2 |
О3 |
C1 |
О4 |
М3 |
О5 |
М4 |
О6 |
К |
График ППР координатно-сверлильного станка 2Д450АМФ2
Таблица 1.2.4.2
| Годы | 2006 | 2007 | 2008 | 2009 | 2010 | |||||
| Месяцы | III | IX | II | VIII | I | VII | XII | VI | XI | V |
| Виды ремонтных работ |
О2 |
М2 |
О3 |
C1 |
О4 |
М3 |
О5 |
М4 |
О6 |
К |
2.5 Организация техники безопасности (по ССБТ), противопожарные мероприятия
На каждом промышленном предприятии должны быть обеспечены безопасные условия труда для работающих. Основное значение техники безопасности заключается в обеспечении безопасности труда без снижения его производительности.
Техника безопасности - комплекс организационных мероприятий и технических средств, предотвращающих воздействие на работающих опасных производственных факторов. Опасным производственным фактором считают фактор, воздействие которого на работающего, в определенных условиях, вызывает травму или внезапное резкое ухудшение здоровья. Вредным считается фактор, воздействие которого приводит к снижению работоспособности или заболеванию.
Безопасность труда обеспечивается путем соблюдения комплекса требований к общим для многих производств факторов. Конкретные мероприятия по созданию безопасных условий труда регламентируются специальными правилами и нормами по охране труда, которые могут быть едиными (межотраслевыми) или отраслевыми. Единые правила и нормы утверждаются соответствующими органами совместно или по согласованию с профсоюзными организациями. Отраслевые правила и нормы утверждаются в установленном порядке Министерствами, органами государственного надзора совместно или по согласованию с центральными комитетами соответствующих профессиональных союзов. Среди правил и норм важное место принадлежит системе стандартов безопасности труда (ССБТ). Эта система устанавливает общие требования и нормы по видам вредных и опасных производственных факторов, методы оценки безопасности труда, требования безопасности к производственным процессам, оборудованию, приспособлениям к средствам защиты работающих и предусматривает разработку стандартов.
Организация и руководство работой по охране труда на предприятии осуществляется главным инженером, которому непосредственно подчинен отдел (бюро) по технике безопасности.
Работники этого отдела выполняют контроль за соблюдением руководителями цехов, участков и других подразделений законодательства по охране труда, инструкций , правил и норм по технике безопасности, устанавливают сроки устранения выявленных недостатков, а в необходимых случаях запрещают выполнение работ на участке, где условия труда явно опасны для жизни и здоровья работающих.
В дополнение к работе, проводимой штатным административно-техническим персоналом, профсоюзный комитет организует общественный контроль по охране труда на предприятии через соответствующие комиссии и общественных инспекторов. Комиссия по охране труда комплектуется из числа рабочих, инженерно-технических работников и работников медицинских пунктов. Они контролируют выполнение администрацией трудового законодательства и мероприятий коллективного договора по технике безопасности.
Важным условием исключения травматизма и несчастных случаев является проведение системы инструктажей по технике безопасности для работников предприятия, строгое соблюдение и массовая пропаганда правил безопасных приемов работы. С этой целью на предприятии проводятся три вида инструктажей: вводный, на рабочем месте и текущий. Вводный инструктаж проводится для всех вновь поступающих на работу и включает ознакомление с общим характером производства и обязанностями по соблюдению техники безопасности, индивидуальными защитными средствами. Непосредственно в цехе мастер участка проводит инструктаж на рабочем месте, знакомит рабочего с конкретными обязанностями, с правилами безопасной эксплуатации оборудования и так далее. Текущий инструктаж проводится периодически по установленному графику.
Общие требования безопасности к металлорежущим станкам относятся к защитным устройствам, органам управления, устройствам для установки и закрепления заготовок на станках и другое. Эксплуатируемое оборудование должно быть в исправном состоянии. Проходы между станками на планируемом мной участке свободны. Все передачи (зубчатые, ременные, цепные и другие) имеют специальные ограждения на высоте 2м. от уровня пола. Оборудование, работающее с выделением пыли (шлифовальные и заточные станки), размещены отдельной группой.
Предохранительные устройства служат для предупреждения аварий и поломок, связанных с опасностью травмирования рабочих. Эти аварии могут быть вызваны перегрузкой станков, чрезмерным превышением скоростей движения. Металлорежущие станки снабжены тормозными устройствами, позволяющими быстро остановить шпиндель станка. Сигнализация об опасности предупреждает о наступающей опасности световыми или звуковыми сигналами. Дистанционное управление позволяет прервать производственный процесс на расстоянии для предотвращения возможных аварий.
Безопасность работы станочника во многом зависит от правильной организации его рабочего места и поддержание последнего в нормальном состоянии. В опасных местах на стенах участка предусмотрено вывешивание предупредительных иллюстрированных надписей, как например "Высокое напряжение - опасно для жизни", "Надевай очки", "Удаляй стружку крючком и щёткой".
К важным средствам укрепления организма относятся соблюдение рационального режима труда и отдыха и выполнение гигиенических правил на производстве. Правильный режим чередования труда и отдыха обеспечивается действующим трудовым законодательством (ТК, стр. 91), согласно которому продолжительность рабочей недели не может превышать 40 часов. Сверхурочная работа разрешается лишь в исключительных случаях и только с согласия профсоюзного комитета (ТК, стр. 99).
При работе на металлорежущих станках, одной из причин профессиональной вредности является воздействие на тело работающего смазывающе-охлаждающих жидкостей. Оздоровительные мероприятия на разработанном участке в основном сводятся к оборудованию станков щитками, экранами и другими приспособлениями, препятствующими разбрызгиванию и облегчающими утекание жидкости в специальные приемники. Для защиты кожного покрова рук при работе с минеральными маслами предусмотрено применение паст, содержащих вещества, легко растворимые в воде и образующие при этом на поверхности кожи защитный слой, непроницаемый для масел. Мытье рук при помощи мыла и горячей воды не обеспечивает
удаления с кожного покрова масла, поэтому рабочие обеспечиваются специальным моющим мылом на основе чистой глины.
Особое место в промышленном травматизме занимают ранения глаз металлической стружкой и абразивными частицами, поэтому используются в работе индивидуальные средства защиты. К ним относятся: устройство защитных экранов и щитков из органического стекла, индивидуальные средства защиты – очки и прозрачные экраны.
Высокая температура в помещении особенно при повышенной влажности и незначительном движении воздуха может вызвать нарушение терморегуляции организма и, как следствие, тепловой удар, головную боль, недомогание. Поэтому, согласно ГОСТ 12.1.016-79. производственные помещения должны хорошо проветриваться. Зимой в механических цехах температура должна быть в пределах 16¸18° С. Лучшая вентиляция в механических цехах – естественная, осуществляемая через световые фонари в крышах и форточках окон. Также на участке предусмотрена искусственная приточно-вытяжная вентиляция местного назначения возле шлифовальных и заточных станков.
При плохом освещении у рабочего быстро устают глаза, притупляется внимание, следствием чего нередко бывают несчастные случаи. Для обеспечения нормального естественного освещения цех имеет высокие окна, необходимую ширину пролета и большие световые фонари в крыше. Этому способствует также светлая поверхность стен и потолков. Искусственное освещение на участке и на рабочих местах достаточное, равномерное и не дает ярких бликов и резких теней. Помимо общего освещения, рабочие места оборудованы лампами местного освещения , питаемые током напряжением 36 В. Нежелателен свет слева ни в коем случае недопустим прямо в глаза. Грязные запыленные окна плохо пропускают солнечный свет. Покрытое пылью стекло электролампы значительно снижает освещенность помещения. Поэтому на разработанном участке планируется очищать стекла окон, арматуру и лампы не реже двух раз в месяц.
Электробезопасность.
Станки оснащены средствами, обеспечивающими электробезопасность работы при нормальном и аварийном состоянии электрооборудования. В процессе эксплуатации станка осуществляют периодический контроль состояния изоляции. Помимо изоляции, недоступность к токоведущим частям обеспечивается их ограждением, выполняемом в виде ниш шкафов. Дверцы последних сблокированы с вводным выключателем таким образом, что исключена возможность включения последнего при открытой дверце во время осмотра и наладки электрооборудования. При закрытии дверцы происходит автоматическое восстановление блокировки .
Электробезопасность при аварийном режиме электрооборудования станка обеспечивается защитным заземлением, занулением и защитным отключением.
Перед работой станочник должен убедиться в исправности электрической части станка и в его надежном заземлении. При обнаружении напряжения на металлических нетоковедущих частях станка, оборванных мест в контактных соединениях заземляющих проводов, а также если электродвигатель работает от двух фаз, нужно немедленно вводным выключателем обесточить станок, вызвать дежурного электромонтера и доложить о неисправности мастеру.
К средствам защиты относятся ограждения, изоляция токоведущих частей, а также применение малого напряжения. Схема электрооборудования станка присоединяется к силовой сети посредством вводного пакетного переключателя или автомата.
Пожарная безопасность.
Источником пожара могут оказаться искры, перегретые узлы станков, открытый огонь и так далее. Наиболее вероятным источником воспламенения является электрооборудование станков. Наиболее частыми причинами, когда электрические установки являются источниками воспламенения, являются: короткие замыкания в электропроводках и электрическом оборудовании; токовые перегрузки последних; большие переходные сопротивления. Наиболее опасны короткие замыкания, вызывающие перегрев токоведущих частей и плавление проводов, возникновение электрических искр и дуг. Это вызывает воспламенение изоляции, в результате чего могут загореться близко расположенные горючие материалы.
Согласно ГОСТ 12.1.039-82 нужно соблюдать правила пожарной безопасности, предписанные соответствующими инструкциями предприятия. Огнеопасные материалы хранятся в специально отведенных для этого помещениях и местах. По окончании работы и при перерывах обязательно выключить все электродвигатели станка и местное освещение.
В помещении, где расположен участок механической обработки, развешаны схемы эвакуации людей и ценных предметов, документации при пожаре. Также в специальных шкафах размещены пожарные краны и рукава с посадками для управления струей воды, щиты с инструментами, огнетушителем.
При пожаре нужно выключить все электродвигатели и вызвать пожарную команду. До ее прибытия пожар следует тушить собственными силами, пользуясь цеховыми средствами тушения: огнетушителями, песком и так далее. Горящий бензин, керосин, смазочные масла следует тушить пенными огнетушителями. При пожаре нельзя выбивать стекла окон, так как при этом увеличивается приток кислорода, что способствует усилению огня. На участке организована добровольная пожарная дружина, на которую возлагаются: контроль над соблюдением и выполнением на участке противопожарного режима работы; надзор за исправным состоянием первичных средств пожаротушения, вызов пожарных команд. В инструкциях предусматриваются общие меры пожарной безопасности в зависимости от характера технологического процесса. Ответственность за соблюдение пожарной безопасности на участке возлагается на старшего мастера. При пожаре нужно соблюдать спокойствие и выполнять все распоряжения руководителей производства.
Важной частью противопожарных мероприятий является профилактика, которая предусматривает методы предупреждения пожаров. Прекращение распространения огня во время пожаров зависит от правильной планировки здания, применение конструкций и материалов соответствующей огнестойкости устройство противопожарных преград, разрезов.
Для безопасности эвакуации людей, находящихся в здании при возникновении пожара, предусматривается не менее двух выходов наружу. Двери, предназначенные для эвакуации, должны открываться в сторону выхода из здания. Здание оборудовано наружными металлическими пожарными лестницами. При монтаже электросети и электрооборудования предусматриваются устройства для автоматического выключения при коротком замыкании, как всей сети, так и отдельных её участков.
Выключатели, в которых по условиям эксплуатации происходит: прерывание тока, закрыты кожухами – искрогасителями. Для защиты от механических и химических повреждений провода прокладывают в резиновых или стальных трубах, имеющих внутри изоляцию. Для электролампы применяются специальные абажуры (светильники).
Также предусмотрены пожарные извещатели, которые обеспечивают быстрое сообщение о пожаре с указанием места его возникновения. На планируемом участке находятся автоматические дымоизвещатели, реагирующие на пламя, искры, дым.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Справочник токаря: Учебное пособие для нач. проф. Образования/ Людмила Ивановна Вереина.- М.: Издательский центр "Академия", 2002.
2. Краткий справочник металлиста/Под общ. ред. А.Е.Древаля, Е.А. Скороходова.-4-е изд., перераб. и доп.-М.:Машиностроение, 2005.
3. Дипломное проектирование в машиностроительных техникумах: Учеб. Пособие для техникумов. 2-е изд., перераб. и доп.- М.: Высшая школа,1986.
4. Руководство по курсовому проектированию металлорежущих инструментов: Учеб. Пособие для вузов по специальности " Технология машиностроения, металлорежущие станки и инструменты"/ Под общ. ред. Г.Н.Кирсанова-М.: Машиностроение, 1986.
5. Четырехзначные математические таблицы: Для общеобразоват. Учеб. заведений. – 3-е изд., стереотип. Брадис В.М.- М.: Дрофа, 2000.
6. Допуски и посадки: Учеб. пособие для студентов машиностроительных специальностей высших технических заведений.- М.: Машиностроение, 1992.
7. Болотин Х.Л., Костромин Ф.П. Станочные приспособления. Изд. 5, перераб. и доп. М.: Машиностроение,1973.
8. Данилевский В.В. Технология машиностроения. Изд.3-е, перераб. и доп. Учебник для техникумов. М.: Высшая школа, 1972.
9. Фрумин Ю.Л. Комплексное проектирование инструментальной оснастки.- М.: Машиностроение, 1987.
| Разработка технологических процессов на механическую обработку вала ... | |
|
Аннотация В дипломном проекте разработан технологический процесс на механическую обработку детали "Вал первичный" с годовой программой выпуска 800 ... В проектируемом технологическом процессе деталь "Вал первичный" устанавливается на токарном станке с ЧПУ в трехкулачковом самоцентрирующем патроне. При сверлении отверстий на детали "Вал первичный" на сверлильных станках опасными факторами будут являться: подвижные узлы станка, совершающие поступательные перемещения при ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Комплексный дипломный проект: Проект участка по производству ... | |
|
Дубл. Взам. Подл. 1 2 Разраб. Лыщенко Пров Белоус Н. Контр. Трифонова М 01 Сталь 45 ГОСТ 1050-88 Код ЕВ МД ЕН Н.расх. КИМ Код загот. Профиль и размеры ... Так как при обработке аналогичной детали использовался обычный вертикально-сверлильный станок модели 2М125, а 045"ая операция предусматривает сверление отверстия, зенкование и ... Для расширения номенклатуры восстанавливаемых деталей на основе данных приспособлений можно разработать приспособление для токарно-винторезных станков с большим размером между осью ... |
Раздел: Рефераты по технологии Тип: дипломная работа |
| Разработка технологического процесса изготовления детали "Пробка ... | |
|
Кафедра Конструирования Курсовая работа по курсу: "Технология деталей и конструкционных материалов" на тему: "Разработка технологического процесса ... Данная курсовая работа по разработке технологического процесса должна содержать анализ исходных данных, анализ современных методов и оборудования, выбор метода изготовления детали ... Итак, часовые приведенные затраты на изготовление детали на токарно-винторезном меньше, чем на токарно-копировальном станке и т.к. стоимость первого гораздо меньше второго, поэтому ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Изготовление торцовой насадной фрезы | |
|
Федеральное агентство по образованию Пензенский колледж управления и промышленных технологий им. Е.Д. Басулина ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к курсовому ... Т. Резец токарный подрезной 16х25х140 Т15К6 ГОСТ 178-83; ШЦ-I ГОСТ 166-83. Для развертывания отверстия по 10 кВ заготовки - 7.9 кВ детали выбираем чистовую стадию обработки [1, к. 1, л. 2, стр. 122] Ѭ27Н7 (+0,02) |
Раздел: Промышленность, производство Тип: курсовая работа |
| Автоматизация процесса поперечной резки электротехнической стали | |
|
ВВЕДЕНИЕ Под гидроприводом понимают совокупность устройств (в число которых входит один или несколько объемных гидродвигателей), предназначенную для ... Завышенный припуск при обработке резанием приводит к росту числа проходов и толщины снимаемой стружки, что соответственно вызывает увеличение усилий резания, увеличивает ... Основными элементами резания при токарной обработке являются: скорость резания V, подача S и глубина резания t. |
Раздел: Промышленность, производство Тип: дипломная работа |