Дипломная работа: Диплом-Нейросетевая система для управления и диагностики штанговой глубинонасосной установкой
Содержание
Техническое задание
Введение
1.Обзорная часть
1.1 Основные положения нейронных сетей
1.2 Обзор существующих систем управления ШГНУ
1.3 Обзор методов анализа работы ШГНУ
1.4 Обзор и сравнительные характеристики нейрочипов
2. Разработка и описание структурной схемы
3. Выбор и расчет блоков принципиальной схемы
3.1 Генератор тактовых импульсов
3.2 Цифро-аналоговый преобразователь
3.3 Усилитель напряжений
3.4 Фильтр нижних частот
3.5 Нейрочип
3.6 Оперативное запоминающие устройство
3.7 Постоянное запоминающие устройство
3.8 Универсальный последовательный интерфейс
3.9 Приемопередатчик
3.10 Расчет надежности
3.11 Расчет потребляемой мощности
4. Метрологическая часть
5. Технологическая часть
6. Организационно-экономическая часть
7. Безопасность и экологичность проекта
Заключение
Список литературы
Приложения
Ведомость документации
Перечень элементов
Патентная проработка
Техническое задание
Спроектировать систему для диагностики и управления штанговой глубиннонасосной установки со следующими техническими параметрами:
- надежность 0.95 за 10000ч;
- габариты 310х187х76 мм;
- потребляемая мощность, не более 3 Вт;
- температурный диапазон -50 …+ 50 ºС;
- погрешность, не более 1%.
Введение
Нефть и газ являются одними из основных видов топлива,потребляемого человечеством.Нефть добывают и используют сравнительно давно, однако начало интенсивной промышленной разработки нефтяных месторождений приходится на конец ХIХ-начало ХХ веков.
Конец ХХ столетия характеризуется резким увеличением спроса на нефть и газ и их потребления. В настоящее время около 70 % энергитической потребности в мире покрывается за счет нефти и газа.
В последнее время добыча нефти с помощью фонтанирующих скважин фактически прекратилась. Многие скважины, пробуренные на нефтеносные пласты, сразу после окончания бурения вводятся в эксплуатацию насосным способом. Непрерывно растет фонд малодебитных скважин (до 3т/сутки)
Мощность насосного оборудования на них в 4-5 раз превышает необходимую. В настоящее время в стоимости нефти эксплуатационные расходы на электроэнергию и обслуживание энергетического комплекса доходят до 45-50%. Процесс добычи нефти после геологических работ и бурения скважин начинается с выбора оборудования. Средний срок эксплуатации нефтяных скважин около 20 лет. За это время оборудование меняется несколько раз. Это объясняется не столько его физическим износом, сколько изменением дебита нефти. Когда дебит скважины становится менее 100 т/сут, устанавливается штанговая глубинно-насосная установка (ШГНУ) - станок-качалка. Есть скважины, на которых сразу после бурения устанавливаются станки-качалки. 75% скважин в России оборудованы ими. Если производительность насоса станка-качалки превышает нефтеотдачу скважины, то в настоящее время или меняют станок-качалку, или переводят ее в периодический режим работы. Причем кажущаяся экономия электроэнергии и моточасов работы оборудования при периодической эксплуатации скважин на самом деле приводит к увеличению удельного расхода электроэнергии на тонну добытой нефти и к усложнению условий эксплуатации оборудования.
Поэтому требования правильного выбора электрооборудования для нефтедобычи, автоматизация его работы, снижение затрат на эксплуатацию и ремонт оборудования являются весьма актуальными.
Интенсификация технологических процессов добычи, переработки и хранения нефти и нефтепродуктов вызывает необходимость дальнейшего совершенствования систем автоматизации нефтяных отраслей промышленности, что, в свою очередь, связано с обработкой большого объема измерительной информации. Этим объясняется широкое развитие измерительных информационных систем, предназначенных для сбора, преобразования, передачи, хранения, обработки на ЭВМ и представления в удобном для оператора виде различного рода технологической информации.
1.Обзорная часть
1.1 Основные положения нейронных сетей
Нейронная сеть является совокупностью элементов, соединенных некоторым образом так, чтобы между ними обеспечивалось взаимодействие. Эти элементы, называемые также нейронами или узлами, представляют собой простые процессоры, вычислительные возможности которых обычно ограничиваются некоторым правилом комбинирования входных сигналов и правилом активизации, позволяющим вычислить выходной сигнал по совокупности входных сигналов. Выходной сигнал элемента может посылаться другим элементам по взвешенным связям, с каждой из которых связан весовой коэффициент или вес. В зависимости от значения весового коэффициента передаваемый сигнал или усиливается, или подавляется. Элемент нейронной сети схематически показан на рисунке 1.1.-1
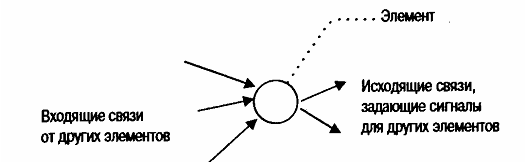
Рисунок 1.1.-1 Элемент нейронной сети.
Структура связей отражает детали конструкции сети, а именно то, какие элементы соединены, в каком направлении работают соединения и каков уровень значимости (т.е. вес) каждого из соединений. Задача, которую понимает сеть (или ее программа), описывается в терминах весовых значений связей, связывающих элементы. Структура связей обычно определяется в два этапа: сначала разработчик системы указывает, какие элементы должны быть связаны и в каком направлении, а затем в процессе фазы обучения определяются значения соответствующих весовых коэффициентов.
Весовые коэффициенты можно определить и без проведения обучения, но как раз самое большое преимущество нейронных сетей заключается в их способности обучаться выполнению задачи на основе тех данных, которые сеть будет получать в процессе реальной работы. Для многих приложений обучение является не только средством программирования сети, когда нет достаточных знаний о способе решения задачи, позволяющих выполнить программирование в традиционной форме, но часто единственной целью обучения является проверка того, что сеть действительно сможет научиться решать поставленные перед ней задачи.
С каждым процессором (т.е. обрабатывающим элементом сети) связывается набор входящих связей, по которым к данному элементу поступают сигналы от других элементов сети, и набор исходящих связей, по которым сигналы данного элемента передаются другим элементам. Некоторые элементы предназначены для получения сигналов из внешней среды (и поэтому называются входными элементами), а некоторые — для вывода во внешнюю среду результатов вычислений (и поэтому такие элементы сети называются выходными элементами). Любая вычислительная машина имеет хотя бы одно устройство ввода (например, клавиатуру), с помощью которого система получает данные из внешней среды, и устройство вывода (например, монитор), с помощью которого отображаются результаты вычислений. В случае программного моделирования реальных процессов на входные элементы обычно подаются уже предварительно подготовленные данные из некоторого файла данных, а не от непосредственно связанных с внешней средой датчиков.
Структура связей.
Структура связей отражает то, как соединены элементы сети. В одной модели (т.е. для одного типа сетей) каждый элемент может быть связан со всеми другими элементами сети, в другой модели элементы могут быть организованы в некоторой упорядоченной по уровням (слоям) иерархии, где связи допускаются только между элементами в смежных слоях, а в третьей могут допускаться обратные связи между смежными слоями или внутри одного слоя, или же допускаться посылка сигналов элементами самим себе. Возможности здесь практически бесконечны, но обычно для каждой конкретной модели сети указывается тип допустимых связей. Каждая связь определяется тремя параметрами: элементом, от которого исходит данная связь, элементом, к которому данная связь направлена, и числом (обычно действительным), указывающим весовой коэффициент (т.е. вес связи). Отрицательное значение веса соответствует подавлению активности соответствующего элемента, а положительное значение — усилению его активности. Абсолютное значение весового коэффициента характеризует силу связи.
Строение нейрона.
Одним из основных достоинств нейровычислителя является то, что его основу составляют относительно простые, чаще всего, однотипные элементы, имитирующие работу нейронов мозга. Каждый нейрон характеризуется своим текущим состоянием по аналогии с нервными клетками головного мозга, которые могут быть возбуждены или заторможены. Он обладает группой синапсов — однонаправленных входных связей, соединённых с выходами других нейронов, а также имеет аксон — выходную связь данного нейрона, с которой сигнал (возбуждения или торможения) поступает на синапсы следующих нейронов. Общий вид нейрона приведён на рисунке 1.1.-2.
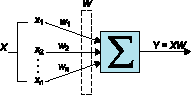
Рисунок 1.1.-2 - Общий вид нейрона.
Каждый синапс характеризуется величиной синаптической связи или её весом wi, который по физическому смыслу эквивалентен электрической проводимости. Текущее состояние нейрона определяется как взвешенная сумма его входов:
![]()
Выход нейрона есть функция его состояния: y = f(s) (2), которая называется активационной. Известны различные виды таких функций, некоторые из которых представлены на рис. 2. Одной из наиболее распространённых является нелинейная функция с насыщением, так называемая сигмоидальная (логистическая) функция:
![]()
При уменьшении a сигмоид становится более пологим, вырождаясь в пределе при a = 0 в горизонтальную линию на уровне 0,5; при увеличении a сигмоид приближается по внешнему виду к функции единичного скачка с порогом T в точке x = 0. Из выражения для сигмоида очевидно, что выходное значение нейрона лежит в диапазоне [0,1]. Одно из ценных свойств сигмоидной функции — простое выражение для её производной:
![]()
Параллелизм обработки достигается путём объединения большого числа нейронов в слои и соединения определённым образом различных нейронов между собой. В качестве примера простейшей НС приведём трёхнейронный персептрон (рисунок 1.1.-3), нейроны которого имеют активационную функцию в виде единичной пороговой. На n входов поступают некие сигналы, проходящие по синапсам на 3 нейрона, образующие единственный слой этой НС и выдающие три выходных сигнала:
![]()

Рисунок 1.1.-3 - Однослойный персепрон
Очевидно, что все весовые коэффициенты синапсов одного слоя нейронов можно свести в матрицу W, в которой каждый элемент wij задаёт величину i-ой синаптической связи j-ого нейрона. Таким образом, процесс, происходящий в НС, может быть записан в матричной форме: Y = F(XW), где X и Y — соответственно, входной и выходной сигнальные векторы, F(V) — активационная функция, применяемая поэлементно к компонентам вектора V. Теоретически число слоёв и нейронов в каждом слое может быть произвольным. Рассматривая классификацию НС, можно выделить: бинарные (цифровые) и аналоговые НС, предварительно обученные (неадаптивные) и самообучающиеся (адаптивные) нейронные сети, что крайне важно при их аппаратной реализации. Бинарные оперируют двоичными сигналами, и выход каждого нейрона может принимать только два значения: 0 либо 1.По топологической классификации НС во внимание принимается число слоёв и связей между ними. На рисунке 1.1.-4 представлен двухслойный персептрон , полученный из однослойного путём добавления второго слоя, состоящего из двух нейронов. При этом нелинейность активационной функции имеет конкретный смысл: если бы она не обладала данным свойством или не входила в алгоритм работы каждого нейрона, результат функционирования любой p-слойной НС с весовыми матрицами W (i), i = 1,2,...p для каждого слоя i сводился бы к перемножению входного вектора сигналов X на матрицу W (S) = W (1)*W (2)*...*W (p), то есть фактически такая p-слойная НС эквивалентна однослойной с весовой матрицей единственного слоя W (S): Y = XW (S).
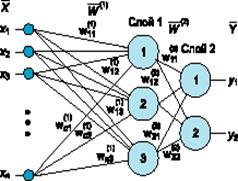
Рисунок 1.1.-4 - Двухслойный персептрон
Одним из самых важных этапов разработки нейровычислителя является обучение нейронной сети. От качества обучения зависит способность сети решать поставленные перед ней задачи. На этапе обучения кроме параметра качества подбора весовых коэффициентов, важную роль играет время обучения. Как правило, эти два параметра связаны обратной зависимостью, и их приходится выбирать на основе компромисса. Обучение НС может вестись с учителем или без него. В первом случае, сети предъявляются значения как входных, так и желательных выходных сигналов, и она по некоторому внутреннему алгоритму подстраивает веса своих синаптических связей. Во втором случае, выходы НС формируются самостоятельно, а веса изменяются по алгоритму, учитывающему только входные и производные от них сигналы.
Существует великое множество различных алгоритмов обучения, которые можно разделить на два больших класса: детерминированные и стохастические. В первом из них подстройка весов представляет собой жёсткую последовательность действий, во втором — производится на основе действий, подчиняющихся некоторому случайному процессу. Практически 80% реализованных на сегодня нейрочипов, ориентированных на задачи цифровой обработки сигналов, используют при обучении НС алгоритм обратного распространения ошибки.
Обучение по алгоритму обратного распространения ошибок.
На протяжении многих лет не знали правила, которое можно было бы использовать для корректировки весов многослойной сети в процессе управляемого обучения. Правило корректировки весов, о котором идет речь, называется алгоритмом обратного распространения ошибок. Алгоритм обратного распространения определяет два потока в сети: прямой поток от входного слоя к выходному и обратный поток — от выходного слоя к входному. Прямой поток продвигает входные векторы через сеть, в результате чего в выходном слое получаются выходные значения сети. Обратный поток подобен прямому, но он продвигает назад по сети значения ошибок, в результате чего определяются величины, в соответствии с которыми следует корректировать весовые коэффициенты в процессе обучения. В обратном потоке значения проходят по взвешенным связям в направлении, обратном направлению прямого потока. Например, в прямом потоке элемент скрытого слоя посылает сигналы каждому элементу выходного слоя, а в обратном потоке элемент скрытого слоя будет получать сигналы ошибок от каждого элемента выходного слоя.
В процессе обучения каждый входной образец будет иметь соответствующий целевой выходной образец, который должен получаться для данного входного.
В общем, целью обучения является нахождение такого набора весовых коэффициентов сети, который обеспечивает решение данной конкретной проблемы. Перед началом обучения весовые коэффициенты устанавливаются равными малым случайным значениям — например, значениям из диапазона от -0.3 до 0.3. Коротко говоря, сети предъявляется образец и вычисляется вектор ошибок, в результате чего выясняется, насколько следует изменить значения весов; процесс повторяется для каждого образца. Полный цикл рассмотрения всех имеющихся образцов называется эпохой. Все образцы подаются на рассмотрение ее снова и снова, эпоха за эпохой, пока на протяжении одной эпохи все значения реального вывода для каждого образца не попадут в допустимые рамки.
1.2.Обзор существующих систем управления ШГНУ
В последние годы созданы вполне работоспособные приборы и целые комплексы, позволяющие регистрировать результаты динамометрирования в электронной памяти этих устройств с последующей (или одновременной) обработкой их на электронно-вычислительных машинах. Программно-математическое обеспечение (ПМО) каждого комплекса имеет свое оформление, требования к исходным данным и используемые методики их обработки.
Рассмотрим системы управления ШГНУ.
Комплексная система исследования работы скважин "Анализатор".
Данная система разработана американской компанией "Есhоmеtег". Она представляет собой комплекс измерительных датчиков. Управление их работой и обработка получаемой информации производятся компьютером совместно с аналого-цифровым преобразователем. Такая система осуществляет обработку данных акустических микрофонов, датчиков давления и нагрузки, акселерометров, датчиков тока двигателя, тахометров и других измерительных устройств.
Для измерения уровня жидкости в кольцевом пространстве скважины акустическим методом эта система используется совместно с генератором импульсов, микрофоном и датчиком давления. Эти измерения используются для определения забойного давления работающей эксплуатационной скважины. А знание пластового давления и использование модели притока жидкости, с учетом определенного анализа, позволяют определять эффективный дебит скважины.
На скважинах со штанговым глубинно-насосным оборудованием данная система применима для динамометрических исследований с измерением нагрузок на полированном штоке, ускорения движения полированного штока и потребляемого двигателем электрического тока. Измерение нагрузок на полированном штоке возможно двумя способами (в зависимости от решаемой задачи).
1. Для количественного динамометрического анализа необходимы данные высокой степени точности, которые можно получить с помощью подковообразного калиброванного датчика, измеряющего механическое напряжение. Он устанавливается между траверсами канатной подвески исследуемой скважины.
2. Для получения качественной информации, позволяющей судить об эффективности работы насоса и выявлять (диагностировать) некоторые неисправности подземного оборудования, используется С-образный облегченный датчик, прикрепляемый при помощи зажима непосредственно к полированному штоку. Датчик замеряет изменение нагрузки на штангах путем замера изменения диаметра полированного штока. Если коэффициент Пуассона для стали равен примерно 0,3, то радиальное напряжение составит около ЗОУ0 от осевой нагрузки.
В обоих случаях для определения перемещения полированного штока используется очень компактный акселерометр на интегральной схеме, который встроен в датчик измерения нагрузки. Таким образом, необходим только один кабель для соединения компьютера и датчика нагрузки. Скорость движения полированного штока является результатом интегрирования сигнала ускорения акселерометра, а повторное интегрирование дает значение положения полированного штока как функции времени. Благодаря высокой скорости обработки информации компьютером, применяемым в комплексе систем "Анализатор", данные динамометрии появляются на экране сразу по мере измерения. В отдельном окне представляется график потребления электрического тока двигателем станка-качалки: анализ потребления электрического тока дает представление об уравновешенности станка-качалки.
Примеры графиков, получаемых при исследовании скважин с помощью комплексной системы "Анализатор", приведены на рисунке 1.2-1
1 — зависимость нагрузки на полированном штоке от положения балансира СКН (несколько циклов);
2 — зависимость нагрузки на полированном штоке от времени;
3 — зависимость нагрузки на полированном штоке от положения балансира СКН;
4 — зависимость тока электродвигателя привода СКН от времени;
5 — зависимость нагрузки на плунжере насоса от положения балансира СКН.
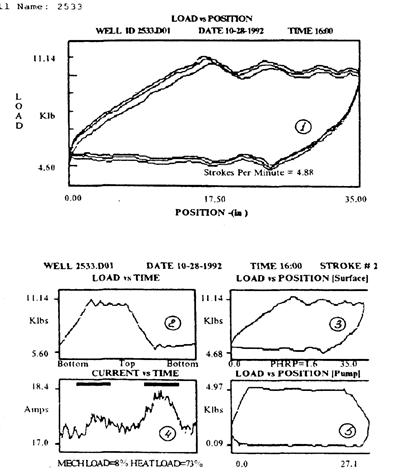
Рисунок 1.2-1 Примеры графиков, получаемых при исследовании скважин с помощью комплексной системы "Анализатор".
Комплекс СТК РНК-ЛЭП.
Система предназначена для телеуправления, телеизмерений и телесигнализации нефтяных скважин и других объектов добычи и первичной переработки нефти. Система в своем составе имеет:
- диспетчерский пункт (ДП);
- станции управления центральные (СУЦ) на распределительных подстанциях напряжением 110-35/6(10) кВ (РП);
- станции управления контролируемых пунктов (СУ КП).
На рисунке 1.2.-2 показано размещение элементов СТК РНК-ЛЭП на объектах нефтепромысла и их взаимодействие с объектами управления.
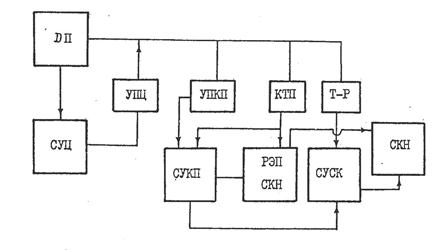
Рисунок 1.2.-1 Схема СТК РНК-ЛЭП
ДП - диспетчерский пункт, СУЦ - станция управления центральная, УПЦ, УПКП - устройства присоединения, КТП, Т-Р - комплектная трансформаторная подстанция, трансформатор, СУКП - станция управления контролируемого пункта, СУ СК - станция управления и защиты СКН при работе без РЭП СКН.
Конструктивно станции управления СТК РНК-ЛЭП представляют собой шкафы, в которых размещены кассеты с блоками. Диспетчерский пункт СТК РНК-ЛЭП оборудован ИЗМ-совместимым компьютером. Станции управления контролируемых пунктов устанавливаются на объектах телеуправления. СУ КП, имеющие проводные линии связи с диспетчерским пунктом НГДУ (СУ РП, КНС и др.), подключаются к ДП непосредственно, удаленные СУ КП подключаются к ЛЭП с помощью конденсаторного устройства присоединения и используют их в качестве физических линий связи с распределительной подстанцией 6(10) кВ (РП) и затем через СУЦ связываются с ДП. Принципиально возможно использование радиоканала для организации связи ДП-СУ КП.
Станции управления центральные на РП 35/6(10) кВ обеспечивают ретрансляцию команд и запросов диспетчерского пункта и ввод сигнала в ЛЭП через устройство присоединения к сборным шинам 6(10) кВ, а также прием и ретрансляцию данных от контролируемых пунктов, подключенных к ЛЭП. Связь ДП-СУЦ - проводная, по выделенной паре или с частотным уплотнением телефонной линии диспетчерской связи с подстанцией 35/6(10) кВ.
Технические возможности станций управления СТК РНК-ЛЭП позволяют осуществлять телесигнализацию и телеуправление (ТС и ТУ):
- станками-качалками (СКН);
- групповыми замерными установками (ГЗУ);
- кустовыми насосными станциями (КНС);
- распределительными подстанциями напряжением 110-35/6(10) кВ, РП),- другими объектами нефтедобычи и первичной переработки нефти. Примером функций ТС и ТУ могут служить следующие: включение, выключение и регулирование скорости качаний головки балансира станка-качалки, контроль потребляемой мощности, формирование ваттметрограммы двигателя, динамограммы станка-качалки, контроль количества откачиваемой жидкости, превышения давления в выкидном трубопроводе, несанкционированного доступа в СУ.
Станции управления КП позволяют оперативному персоналу связаться по телефонному каналу с диспетчером НГДУ. Программные средства СТК РНК-ЛЭП позволяют вести архивы накопленных (контролируемых параметров, ваттметрграмм, динамограмм и др.), составлять отчеты.
Устройство для диагностирования состояния скважинного глубиннонасосного оборудования (патент).
Устройство используется в области нефтедобычи. Предназначено для автоматического сбора, анализа и хранения информации о работе скважин, оборудованных штанговыми глубиннонасосными установками (ШГНУ), а также электроцентробежными насосами (ЭЦН).
Схема устройства для диагностирования состояния скважинного глубиннонасосного оборудования представлена на рисунке 1.2-3
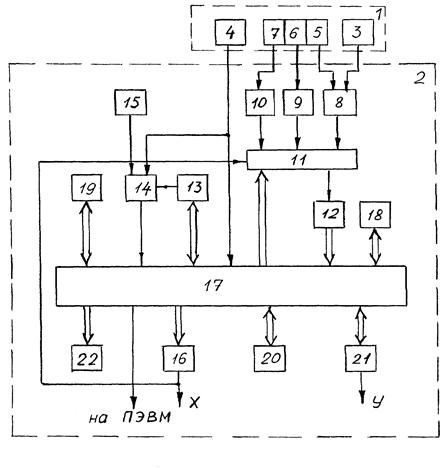
Рисунок 1.2.-3 Схема устройства для диагностирования состояния скважинного глубиннонасосного оборудования.
Для проведения диагностирования технического состояния штанговой глубиннонасосной установки все датчики устанавливают в соответствующем месте на дневной поверхности скважины, выходы датчиков подключают к входу вторичного прибора, на соответствующие тракты измерения блока регистрации 2.
Режим работы устройства выбирают с помощью клавиатуры 18. Запись информации о техническом состоянии ШГНУ производят в течение одного или кратного количества циклов работы установки. Рабочий цикл определяют по интервалу времени между двумя "мертвыми" точками положения балансира ШГНУ.
При снятии динамограммы, характеризующей работу насоса, в блоке регистрации 2 в оперативно-запоминающем устройстве 20 задается область, в которую будет заноситься информация о работе насоса, а также заносятся данные: N куста, N скважины, длина хода и период хода полированного штока. Затем запускают отсчет времени в блоке временной задержки 13, после чего запускают станок-качалку на несколько периодов, полированный шток при этом совершает возвратно-поступательное движение, как следствие - датчики усилия 3 и хода 4 полированного штока начинают формировать сигналы. По истечении времени задержки, после того, как ШГНУ вошла в установившийся режим работы, автоматически или с дистанционного пульта оператора запускается режим измерения, и сигнал с датчика усилий 3 поступает на усилитель 8 и далее через мультиплексор 11, который осуществляет коммутацию имеющихся аналоговых сигналов, - на вход аналого-цифрового преобразователя 12, а с него - на порт микропроцессорного контроллера 17. В это же время сигнал с датчика положения 4 также поступает на вход микропроцессорного контроллера 17 и на вход блока запуска измерений 14. При этом датчик положения 4 установлен на полированном штоке станка-качалки таким образом, чтобы синхронизирующий сигнал запуска измерения микропроцессорного контроллера 17 вырабатывался в блоке запуска измерений 14 только тогда, когда канатная подвеска находится в крайнем нижнем положении. По этому сигналу контроллер 17 начинает измерять время одного качания и усилие между траверсами подвески штанг. Обработка постоянно поступающей в цикле измерения информации о времени и усилии осуществляется в контроллере 17 в соответствии с заданной программой, поступающей из программного блока управления 19. После прихода с датчика положения второго синхронизирующего сигнала по цепи датчик положения 4 - блок запуска измерений 14 - контроллер 17 - генератор 16 синусоидальных колебаний информация автоматически выводится на графический индикатор 22, заносятся в память оперативно-запоминающего устройства 20 все необходимые уровни нагрузок и единичная динамограмма. При этом развертка динамограммы по оси X осуществляется по сигналу с генератора синусоидальных колебаний 16, период колебаний которого соответствует периоду одного качания. На экране графического индикатора 22 отображается одиночная динамограмма (фиг. 2), по которой определяют вес штанг Pшт, вес штанг плюс жидкости Pш+ж, минимальный (Pmin) и максимальный (Pmax) вес штанг, а также длину хода. Значения нагрузок в цифровом виде заносятся в протокол промысловых испытаний с фактическими нагрузками за период одного цикла. По полученной одиночной динамограмме в соответствии с программой, заданной программным блоком управления 19, автоматически прямо на скважине рассчитываются величина среднего дебита, утечки в клапанах насоса, производительность насоса.
Системы контроля за состоянием глубинно-насосного оборудования " СИДДОС".
Программно-аппаратный комплекс "СИДДОС", разработанный Томским НПО "СИАМ", предназначен для контроля и измерения рабочих характеристик штанговых глубинных насосов: силовых нагрузок в различных положениях полированного штока, длины хода, числа качаний, наличия утечек в глубинном оборудовании, динамограммы работы насоса. Данные измерений записываются в энергонезависимую память электронного блока и далее могут быть:
— выведены на термопечатающее устройство в виде динамограммы и цифрового отчета;
— переданы в компьютерную базу данных по проведенным исследованиям.
Телединамометрическая система контроля, разработанная Московским нефтяным институтом, представляет собой датчики усилия и перемещения, стационарно устанавливаемые на балансире СКН. Система фиксирует деформацию балансира в процессе работы СКН, пропорциональную возникающим в глубинном оборудовании нагрузкам. Информация о состоянии глубинного оборудования регистрируется в процессе обхода скважин путем подключения вторичного электронного прибора к штепсельному разъему стационарного датчика с последующей передачей в компьютер и созданием необходимой базы данных. При наличии кабельной или радиосвязи система предусматривает возможность дистанционного контроля за состоянием глубинного оборудования централизованно, с пульта диспетчера.
1.3 Обзор методов анализа работы ШГНУ
Эффективность добычи нефти способом ШГНУ в основном зависит от правильного подбора оборудования, установления оптимальных режимов откачки жидкости и степени автоматизации скважины. Контроль откачки можно проводить несколькими методами, но наиболее распространены наиболее информативны два метода: динамометрирование и ваттметрографирование.
Ваттметрографический метод.
В основе метода лежит анализ ваттметрограмм, записанных в процессе контроля за работой глубиннонасосных скважин при помощи ваттметрографов. Ваттметрограмма представляет собой зависимость потребляемой мощности ШГНУ в зависимости от положения штанги. В отличие от динамометрирования, получение ваттметрограммы не связано с применением специальных датчиков, для этого достаточен только контроль тока и напряжения.
Предположение о возможности применения ваттметрограмм для контроля за работой станков-качалок были впервые высказаны еще в 1948г. профессором Куликовским Л.Ф., но не были разработаны методики расшифровки ваттметрограмм. В настоящее время, в связи с повышенными требованиями к качеству и надежности контроля за работой станков-качалок при минимальных затратах по обслуживанию, ваттметрографический метод заслуживает внимание и дальнейшего развития. С помощью этого метода можно определить:
- состояние работы насоса;
- степень неуравновешенности станка-качалки;
- наличие отрицательных усилий, ведущих к преждевременному выходу из строя редуктора;
- степень износа и состояние отдельных узлов станка-качалки;
- состояние ремней передачи;
- степень загруженности электродвигателя.
В настоящее время существует множество технических средств контроля и управления работой технологического объекта нефтедобычи, отличающихся оригинальными техническими и конструктивными решениями и выполненными на высоком техническом уровне, но все эти системы ваттмет-рографии имеют высокую стоимость и, как правило, являются самодостаточными, т.е. данные системы трудно состыковать с уже имеющимся парком станций управления и невозможно постепенное наращивание системы.
Для создания недорогой системы ваттметрографирования необходим блок снятия ваттметрограмм со следующими параметрами:
- малая стоимость;
- малые габариты (блок должен устанавливаться во все типы существующих станций управления);
- простота установки;
- возможность подключения к существующим системам контроля.
Ваттметрграмма представляет собой зависимость потребляемой ГШН мощности в зависимости от положения лгтанги. В отличие от динамометрирования, получение ваттметрграммы не связано с применением специальных датчиков, для этого достаточен только контроль тока и напряжения.
Предположение о возможности применения ваттметрграмм для контроля за работой станков-качалок были впервые высказаны еще в 1948г. профессором Куликовским Л.Ф., но не были разработаны методики расшифровки ваттметрграмм. В настоящее время, в связи с повышенными требованиями к качеству и надежности контроля за работой станков-качалок при минимальных затратах по обслуживанию, ваттметрографический метод заслуживает внимание и дальнейшего развития. С помощью этого метода можно определить:
1. Состояние работы насоса.
2. Степень неуравновешенности станка-качалки.
3. Наличие отрицательных усилий, ведущих к преждевременному выходу из строя редуктора.
Метод динамограм.
Динамографирование скважин — это процесс получения зависимости изменения нагрузки в точке подвеса штанг от перемещения этой точки в виде замкнутых кривых, называемых динамограммами.
Динамографирование осуществляется с помощью различных типов динамографов, подразделяющихся по принципу действия преобразующего устройства на гидравлические, механические и электрические. Последние могут быть как ручными, так и автоматическими.
Изменение нагрузки на полированном штоке за время одного полного хода станка-качалки является результатом сложного взаимодействия большого числа различных факторов. Чтобы правильно читать практические динамограммы, необходимо изучить законы их образования при различных условиях работы глубинного насоса.
К наиболее простым случаям относятся следующие:
— глубинный насос исправен и герметичен;
— погружение насоса под динамический уровень равно нулю;
— цилиндр насоса целиком заполняется дегазированной и несжимаемой жидкостью из скважины;
— движение полированного штока происходит настолько медленно, что обусловливает полное отсутствие инерционных и динамических нагрузок;
— силы трения в подземной части насосной установки равны нулю.
Полученная при этих условиях динамограмма называется простейшей теоретической динамограммой нормальной работы насоса.
Процесс образования простейшей теоретической динамограммы начинает прослеживаться с хода плунжера вниз, когда он с открытым нагнетательным клапаном приближается к своему крайнему нижнему положению. В это время приемный клапан закрыт и вес жидкости принят насосными трубами, которые получили при этом соответствующее удлинение. На полированный шток действует только нагрузка от веса штанг, погруженных в жидкость. В крайнем нижнем положении плунжер останавливается и нагнетательный клапан закрывается. Этот момент на динамограмме отмечается точкой А.
При этом давление жидкости в цилиндре насоса практически равно давлению в насосных трубах над плунжером. В следующий момент полированный шток начинает двигаться вверх. Плунжер остается неподвижным по отношению к цилиндру насоса, так как упругие штанги не могут передать ему движение до тех пор, пока они не получат полного растяжения от веса столба жидкости в насосных трубах, приходящегося на площадь плунжера.
Простейшая теоретическая динамограмма нормальной работы насоса представлена рисунке 1.3.-1.

Рисунок 1.3.-1 Динамограмма нормальной работы насоса.
Величина растяжения штанг прямо пропорциональна величине воспринятой части веса жидкости. Поэтому по мере увеличения растяжения штанг нагрузка на полированном штоке растет. Та часть жидкости, которую приняли на себя штанги, снимается с труб. Вследствие этого трубы сокращают свою длину и их нижний конец, закрытый приемным клапаном, движется вверх. Так как между приемным и нагнетательным клапанами в цилиндре насоса находится практически несжимаемая жидкость, то движение нижнего конца труб вверх вызывает движение вверх и плунжера вместе с насосом.
В любой момент времени текущая величина растяжения штанг равна разности перемещений полированного штока и плунжера. Поэтому, чтобы штанги получили полное растяжение, необходимое для передачи движения плунжеру, полированный шток должен пройти путь, равный сумме растяжения штанг и сокращения труб.
Нагрузка на полированном штоке возрастает при одновременном перемещении его вверх. Поэтому процесс восприятия штангами нагрузки от веса жидкости изображается на динамограмме наклонной линией АБ. Линию АБ называют линией восприятия нагрузки.
Точка Б соответствует:
а) окончанию процесса растяжения штанг и одновременного сокращения труб;
б) началу движения плунжера в цилиндре насоса;
в) моменту открытия приемного клапана и началу поступления жидкости из скважины в цилиндр насоса.
Во время последующего движения плунжера вверх на полированный шток действует неизменная нагрузка, равная нагрузке в точке В. Поэтому динамограф прочерчивает прямую горизонтальную линию БВ, параллельную нулевой линии динамограммы.
Точка В соответствует:
а) крайнему верхнему положению полированного штока и плунжера;
б) прекращению поступления жидкости из скважины в цилиндр насоса;
в) моменту закрытия приемного клапана.
Длина линии БВ в масштабе перемещений соответствует длине хода плунжера в цилиндре насоса.
Из крайнего верхнего положения полированный шток начинает движение вниз. Однако плунжер не может двигаться вниз, так как под ним в цилиндре насоса находится практически несжимаемая жидкость. Нагнетательный клапан не может открыться, потому что давление в цилиндре насоса равно нулю, а над плунжером оно равно давлению всего столба жидкости в насосных трубах. Поэтому плунжер остается неподвижным по отношению к цилиндру насоса. Вследствие того, что плунжер стоит на месте, а полированный шток движется вниз, длина штанг сокращается и нагрузка от веса жидкости постепенно передается на трубы. Давление в цилиндре насоса увеличивается пропорционально сокращению штанг.
Воспринимая нагрузку от веса жидкости, трубы соответственно удлиняются и их нижний конец движется вниз. Так как плунжер опирается на несжимаемый столб жидкости в цилиндре насоса, то он движется вниз, оставаясь неподвижным по отношению к цилиндру насоса. Это вынужденное продвижение плунжера замедляет сокращение штанг и снятие нагрузки от веса жидкости. Поэтому штанги получают полное сокращение и полностью снимают с себя нагрузку от веса жидкости только тогда, когда полированный шток проходит расстояние, равное сумме сокращения штанг и растяжения труб от веса жидкости (отрезок ГГ\).
Вследствие уменьшения нагрузки при одновременном перемещении полированного штока вниз, происходит снятие со штанг нагрузки от веса жидкости. Этот процесс изображается на динамограмме наклонной линией ВГ. Линию ВГ называют линией снятия нагрузки.
По уже изложенным причинам линия ВГ может быть принята за практически прямую, параллельную линии АБ.
Точка Г соответствует:
а) окончанию процесса сокращения штанг и одновременного растяжения труб;
б) моменту открытия нагнетательного клапана;
в) началу движения плунжера вниз.
Во время движения плунжера вниз на полированный шток действует неизменная нагрузка, равная весу штанг, погруженных в жидкость. Поэтому динамограф прочерчивает прямую горизонтальную линию АГ, параллельную нулевой линии динамограммы.
Таким образом, простейшая теоретическая динамограмма нормальной работы насоса при упругих штангах и трубах имеет форму параллелограмма.
На основании изложенного можно сформулировать следующие характерные признаки практической динамограммы. дающие право на заключение о нормальной работе насоса:
— линии восприятия и снятия нагрузки практически могут быть приняты за прямые;
— линии восприятия и снятия нагрузки у практической динамограммы параллельны соответствующим линиям теоретической динамограммы, и следовательно параллельны друг другу;
— левый нижний и правый верхний углы динамограммы острые.
Рассмотрим типовые формы динамограмм, которые представлены на рисунке 1.3.-2.

Рисунок 1.3.-2 Типовые формы динамограмм.
1-3 -нормальная работа насоса ; 4-6 —6утечки в нагнетательной части: средняя, большая утечки; выход из строя нагнетательной части соответственно; 7-9 - утечки в приемной части: средняя, большая утечки, выход из строя приемной части соответственно; 10-12 - утечки в приемной и нагнетательной частях; 13-15 -влияние газа на работу насоса: влияние пластового газа; изменение контура; ( влияние газа и утечки в нагнетательной части соответственно; 16-18 -прихват плунжера насоса: НСН2, НСВ1 с выходом из замковой опоры, заедание песком соответственно; 19-20 -утечки в НКТ; 21-22 -фонтанирование; 23 -"высокая посадка плунжера в НСН2; 24 - то же, в НСВ1 без слива из замковой опоры; 25 - низкая посадка плунжера в НСН2; 26 -то же, в НСН1; 27, 28 - негерметичность насоса; 29 -обрыв или отворот штанг в нижней части; 30 -то же, в верхней части; 31-34 -низкий динамический уровень (33 -пробка; 34 - заедание песком)
Расшифровка динамограмм требует учета различных факторов.
Рассмотрим, например, динамограммы 23, 27, 28. Они соответственно, характеризуют, помимо высокой посадки и запаздывания закрытия нагнетательного клапана, негерметичность торцов втулок.
Так, например, динамограмма 23 показывает выход плунжера насоса НСН из цилиндра. Такая же форма динамограммы получена при разъедании у насоса НСН2 и НСВ1 одного стыка втулок в верхней части цилиндра и второго — в нижней части. Плунжер, находясь в нижней части, перекрывает разъеденную часть, и утечка не происходит, при ходе вверх он открывает путь для утечки жидкости. Динамограмма 27 указывает на разъедание стыка втулок посередине цилиндра. На динамограмме 28 показан случай, когда разъедены стыковые соединения, расположенные в таких местах, что плунжер в нижнем и в верхнем положениях перекрывает их, а утечка происходит на середине хода плунжера. На динамограмме при этом в середине хода получается провал (показан стрелками).
1.4 Обзор и сравнительные характеристики нейрочипов
Основной элементной базой перспективных нейровычислителей являются нейрочипы. Их производство ведется во многих странах мира, причем большинство из них на сегодня ориентированы на закрытое использование (то есть создавались для конкретных специализированных управляющих систем). Прежде чем перейти к рассмотрению наиболее интересных нейрочипов, остановимся на их классификации. По способу представления информации нейрочипы можно разделить на цифровые, аналоговые и гибридные.
По типу реализации нейроалгоритмов: нейрочипы с полностью аппаратной реализацией и с программно-аппаратной (когда нейроалгоритмы хранятся в ПЗУ).
По характеру реализации нелинейных преобразований: на нейрочипы с жесткой структурой нейронов (аппаратно реализованные) и нейрочипы с настраиваемой структурой нейронов (перепрограммируемые).
По возможностям построения нейросетей: нейрочипы с жесткой и переменной нейросетевой структурой.
В отдельные классы следует выделить так называемые систолитические и нейросигнальные процессоры.
Систолические процессоры (процессорные матрицы) - это чипы, как правило, близкие к обычным RISC-процессорам и объединяющие в своем составе некоторое число процессорных элементов. Вся же остальная логика, как правило, должна быть реализована на базе периферийных схем.
У нейросигнальных процессоров ядро представляет собой типовой сигнальный процессор, а реализованная на кристале дополнительная логика обеспечивает выполнение нейросетевых операций (например, дополнительный векторный процессор и т.п.).
Разработка нейрочипов ведется во многих странах мира. На сегодня выделяют две базовые линии развития вычислительных систем с массовым параллелизмом (ВСМП): ВСМП с модифицированными последовательными алгоритмами, характерными для однопроцессорных фоннеймановских алгоритмов и ВСМП на основе принципиально новых сверхпараллельных нейросетевых алгоритмов решения различных задач (на базе нейроматематики).
Рассмотрим популярные нейрочипы.
Нейросигнальный процессор NEUROMATRIX NM6403 (фирма "Модуль", Россия)
Основой NeuroMatrix NM6403 является процессорное ядро NeuroMatrixCore (NMC), которое представляет собой синтезабильную модель высокопроизводительного DSP-процессора с архитектурой VLIM/SIMD (язык Ver ilog). Ядро состоит из двух базовых блоков: 32-бит RISC-процессора и 64-бит векторного процессора, обеспечивающего выполнение векторных операций над данными переменной разрядности (патент РФ.N2131145). Имеются два идентичных программируемых интерфейса для работы с внешней памятью различного типа и два коммуникационных порта, аппаратно совместимых с портами ЦПС TMS320C4x, для возможности построения многопроцессорных систем.Вид нейрочипа NM6403 представлен на рисунке 1.4.-1.

Рисунок 1.4.-1 Нейрочип NM6403.
Основные характеристики:
тактовая частота - 40 MГц;
- 0,5-мкм КМОП-технология;
- корпус 256BGA;
- напряжение питания от 2,7 до 3,6 В;
- потребляемая мощность около 1,3 Вт при 50 МГц;
- условия эксплуатации: -60...+85C.
Процессор NeuroMatrix NM6404.
NeuroMatrix NM6404 представляет собой высокопроизводительный DSP-ориентированный RISC-микропроцессор. В его состав входят два основных блока: 32-разрядное RISC-ядро и 64-разрядное VECTOR-сопроцессор для поддержки операций над векторами с элементами переменной разрядности. NM6404 по системе команд совместим с предыдущей версией NM6403. Имеются два идентичных программируемых интерфейса для работы с внешней памятью различного типа и два коммуникационных порта, аппаратно совместимых с портами ЦПС TMS320C4x, для возможности построения многопроцессорных систем.
Особенности:
- тактовая частота - 133 MГц (8 нс - время выполнения любой инструкции);
- 0,25-мкм КМОП-технология;
- корпус PQFP256;
- напряжение питания - 2,5, 3,3, 5 В;
- потребляемая мощность - около 1,0 Вт;
- условия эксплуатации: -40...+80C.
NNP (Accurate Automation Corp.).
Процессор NNP (Neural Networks Processor ) построен по MIMD-архитектуре, то есть состоит из нескольких миниатюрных процессоров, работающих параллельно. Каждый из них представляет собой быстрый 16-разрядный вычислитель с памятью для хранения синаптических весов. Процессор имеет всего 9 простых команд. Процессоры на кристалле связаны друг с другом локальной шиной. NNP создан в коммерческих целях и доступен на рынке.
В комплект поставки процессора включены средства разработки программ, а также библиотека подпрограмм с реализованными нейросетевыми алгоритмами, такими как сети Хопфилда, сети Кохенена и другими.
Процессор выпускается на платах под шины ISA, VME. Производительность: 140 MCPS - для однопроцессорной системы и 1,4 GCPS - для 10-процессорной системы.
Нейропроцессор МА16 (Siemens).
МА16 изготовлен по 1-мкм КМОП-технологии, состоит из 610 тыс. транзисторов и выполняет до 400 млн. операций умножения и сложения в секунду. Используется в качестве элементной базы нейрокомпьютера Synaps 1 и нейроускорителей Synaps 2 и Synaps 3 (распространяемых сегодня на рынке французской фирмой TIGA TECHNOLOGIES).
МА16 представляет собой программируемый каскадируемый процессор для векторных и матричных операций. Он поддерживает на аппаратном уровне следующие операции:
- матричное умножение;
- матричное сложение/вычитание;
- нормировка результата;
- вычисление векторной нормы (метрики L1 и L2);
- вычисление векторного расстояния (мера Манхэттэна, геометрическое расстояние).
Процессор содержит 4 идентичных процессорных элемента, работающих параллельно. Входные данные имеют точность 16 бит, тактовая частота - 50 мГц. Для операций матричного умножения/сложения скорость вычислений достигает 8ґ10 8 операций/с. Программное обеспечение работает в среде UNIX/XWIND и реализовано на C++. Нейронная сеть тоже описывается на С++ или может вводится интерактивно с помощью графического интерфейса типа OSF/Motif, что позволяет визуализировать конфигурацию чипа после отображения на него структуры сети. Хорошо развиты средства тестирования и эмуляции. С 1995 года МА16 является коммерчески доступным продуктом.
MD1220 (Micro Devices).
Цифровой нейрочип MD1220 фирмы MICRO DEVICES содержит 8 нейронов с 8 связями и 16-разрядные сумматоры. Во внутрикристальной памяти хранятся 16-разрядные веса. Входы имеют одноразрядные последовательные умножители с продолжительностью такта 7,2 мкс. Средняя производительность - около 9 MCPS.
L-Neuro (Philips).
Нейропроцессор L-Neuro фирмы PHILIPS - один из первых нейропроцессоров. На сегодня широко известны две его модификации: L-Neuro 1.0 и L-Neuro 2.3. Вторая версия имеет 12 слоев, а первая - один слой из 16 одноразрядных, или двух 8-разрядных, или 4 4-разрядных, или двух 8-разрядных процессорных элементов, то есть имеет возможность работать в мультиразрядном режиме. На кристалле реализован 1 Кбайт памяти для хранения 1024 8-разрядных или 512 16-разрядных весов. Гибкая каскадируемая структура нейрочипа позволяет использовать его при реализации различных нейросетевых парадигм. При реализации 64 8-разрядных процессорных элементов средняя производительность составляет 26 MCPS (32 MCUPS).
2. Разработка и описание работы структурной схемы
Структурная схема, разрабатываемой системы представлена на рисунке 2.1
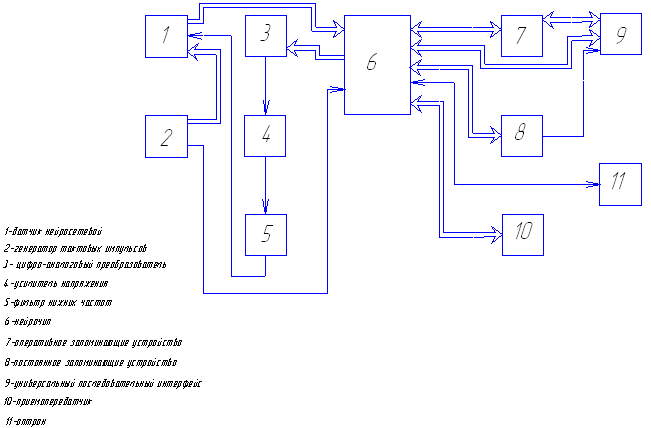
Рисунок 2.1 Структурная схема, разрабатываемой системы.
Генератор тактовых импульсов состоит из генератора, выполненного по схеме автогенератора на логических элементах с резонансной частотой 80000 кГц и счетчика-делителя частоты на 3, устраняющий фазовую нестабильность. Генератор тактовых импульсов тактирует импульсы для работы нейросетевого датчика и нейрочипа.Перед началом работы система производит самодиагностику, выполняя проверку блока обработки информации нейросетевого датчика с помощью таких блоков, как цифро-аналоговый преобразователь, усилитель напряжений и фильтр нижних частот. Самодиагностика заключается в следующем : нейрочип выдает кодовую комбинацию на цифро-аналоговый преобразователь, далее цифровой сигнал преобразуется в аналоговый сигнал. Выходное напряжение цифро-аналогового преобразователя равно 5 В, а входное напряжение аналого-цифрового преобразователя, расположенный в нейросетевом датчике равно 5 В, поэтому на выходе цифро-аналогового преобразователя расположен усилитель напряжений. Далее усиленный до необходимого уровня напряжения аналоговый сигнал поступает на фильтр нижних частот, где сигнал фильтруется от помех.И если кодовая комбинация с выхода нейрочипа совпадет с кодовой комбинацией на выходе аналого-цифрового преобразователя, то значит блок обработки информации в нейросетевом датчике исправен и система начинает работу. Цифровой сигнал с датчика поступает на нейрочип, где происходит обработка и сравнение полученных данных с эталонными значениями, записанных в постоянном запоминающем устройстве.Если данные совпадают, то результат записывается в оперативное запоминающее устройство. Если результаты не совпадают, то нейрочип выдает логический ‘0’ на вход устройства отключения электродвигателя, который выполнен на оптроне АОУ103. Его работа заключается в следующем, если станок-качалка находится в нормальном режиме работы, то на входе оптрона логическая ‘1’ светодиод и тиристор работают и в магнитном пускателе реле замкнуто, то есть электродвигатель работает. Если возникает какая-либо неисправность, то то нейрочип выдает логический ‘0’ на вход оптрона и светодиод и тиристор отключаются, и реле размыкается, электродвигатель останавливается. Параллельно информация поступает через универсальный последовательный интерфейс на пульт оператора, где по полученным значениям выстраивается динамограмма, характеризующая работу ШГНУ. И по полученной динамограмме оператор анализирует какой вид неисправности произошел.Оператор также может вносить изменения в работу системы через универсальный последовательный интерфейс или через устройство беспроводной передпчи данных.
3.Выбор и расчет блоков принципиальной схемы
3.1 Генератор тактовых импульсов
Генератор выполнен по схеме автогенератора на логических элементах DD1.1,DD1.2,DD1.3, выполнен на микросхеме К155ЛА3 c кварцевой стабилизацией частоты, кварцевый резонатор ZQ1 с резонансной частотой 80000 кГц.
Схема генератора тактовых импульсов представлена на рисунке 3.1.
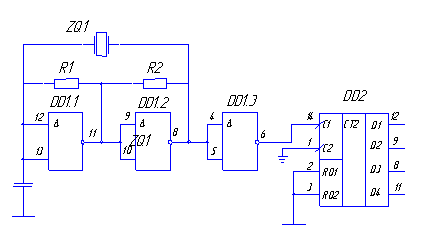
Рисунок 3.1 Генератор тактовых импульсов .
Счетчик делитель частоты выполнен на микросхеме К561НЕ10 обеспечивает деление на 3. Предназначен для устранения фазовой нестабильности частоты.
Ближайшие номиналы резисторов и конденсаторов из ряда Е192:
R1, R2: С2-34-0.125-402 Ом ±0.5%;
С1: КТ-2-300В-18 пФ±5%.
3.2 Цифро-аналоговый преобразователь
ЦАП выполнен на микросхеме AD9397 фирмы ‘Analog Devices’.Схема ЦАП представлена на рисунке 3.2.
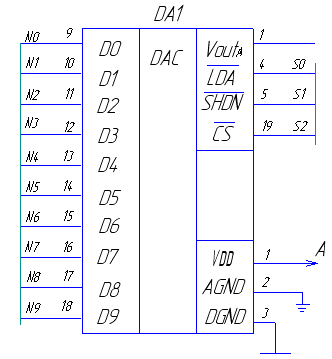
Рисунок 3.2 Цифро-аналоговый преобразователь.
Технические характеристики указаны в приложении.
3.3 Усилитель напряжений
Усилитель выполнен на основе ОУ 140УД26.
Рассчитаем его коэффициент усиления:
Uвых=10.25 В - максимальное входное напряжение АЦП
Uвх =5 В – максимальное выходное напряжение ЦАП
Ku=Uвых/Uвх=10.25/5=2.05
Схема усилителя представлена на рисунке 3.3.
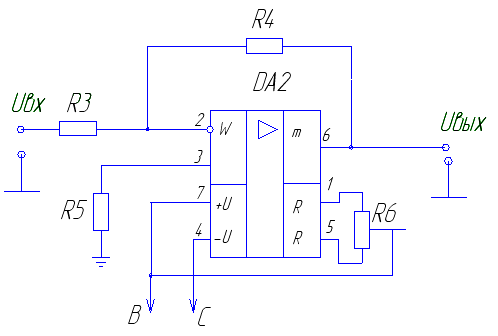
Рисунок 3.3 Усилитель напряжений.
Рассчитаем его коэффициент усиления:
Uвых=10.25 В - максимальное входное напряжение АЦП
Uвх =5 В – максимальное выходное напряжение ЦАП
Ku=Uвых/Uвх=10.25/5=2.05
Выберем R4 равным 10 кОм. Так как коэффициент усиления равен 2.05, то R3=4,89 кОм
R5= R3*R4/(R3+R4)= 3,28 кОм
Подстроечный резистор R6 примем равным 10 кОм.
Из стандартного ряда номинальных значений Е192 выберем следующие значения номиналов резисторов:
R4, R6: С2-29В-0.125-10 кОм±0.1%;
R3: С2-29В-0,125-4,87 кОм±0, 1%;
R5: С2-29В-0,125-3.28 кОм±0,1%.
Основные параметры операционного усилителя К140УД26:
Предельно допустимые значения параметров и режимов:
Uпит= ![]() 13.5…
13.5…![]() 16.5В;
16.5В;
Uвх.
сф![]()
![]() 10В;
10В;
Rн= 2КОм ;
Т= -100…+700
Электрические
параметры: Uвых max=![]() 12В Uсм=
12В Uсм=![]() 30мкВ
30мкВ
Iвх=![]() 40мА
40мА ![]() Iвх=35мА
Iвх=35мА
Iпот=4.7мА Кuу=1000000
f1=20МГц
Uвх. сф max =![]() 11В
11В
Кос.сф=114Дб
![]() Uсм/
Uсм/![]() T=0.6мкВ/С0
T=0.6мкВ/С0
ТК![]() Iвх =1нА/С0 V u вых =11В/мкс.
Iвх =1нА/С0 V u вых =11В/мкс.
3.4 Фильтр нижних частот
В измерительной технике обычно используются фильтры четных порядков, именно они наиболее удобным образом реализуются на основе ОУ.
Выбираем фильтр Баттерворта (структура Рауха).
В качестве звеньев составляющих фильтры четных порядков, используются звенья второго порядка.
Схема фильтра нижних частот представлена на рисунке 3.4.
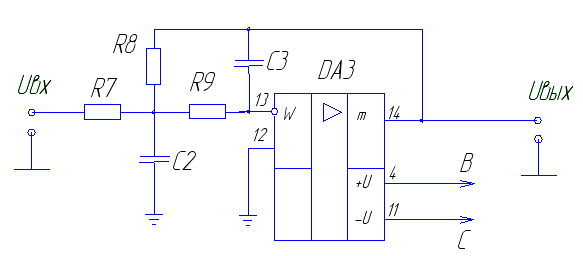
Рисунок 3.4. Фильтр нижних частот.
Исходными данными для расчёта являются частота среза фильтра fв=1Гц.
Коэффициент передачи фильтра в полосе
пропускания Кус=1, ![]() =1,41,с=1,А=1.
=1,41,с=1,А=1.
Рассчитаем значения резисторов и конденсаторов:
![]() =10 мкФ
=10 мкФ
![]() =2 мкФ
=2 мкФ
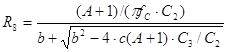 =31329 Ом
=31329 Ом
![]() =31329 Ом
=31329 Ом
![]() =40467,3 Ом
=40467,3 Ом
Из стандартного ряда номинальных значений Е192 выберем следующие значения номиналов резисторов и конденсаторов:
R7,R8: С2-29В-0,25Вт-31,6 кОм±0,1%
R9: С2-29В-0,25Вт-40,7 кОм±0,1%
С2: К77-1-100В-10 мкФ±2%
С3: К77-1-100В-2 мкФ±2%
3.5 Нейрочип
Нейрочип необходим для обучения входным эталонным сигналам и для обработки информации.
Схема нейрочипа NM6403 приведена на рисунке 3.5.
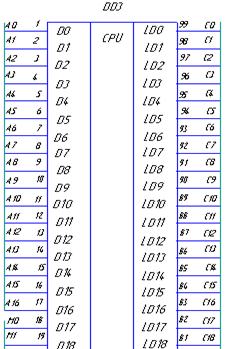

Рисунок 3.5 Нейрочип.
Основные характеристики процессора NeuroMatrix NM6403:
- тактовая частота - 40 МГц (машинный такт - 25 нс);
- число эквивалентных вентилей - 115.000;
- технология 0,5 мкм;
корпус 256BGA;
- малое напряжение питания, от 2.7В до 3.6В;
- адресное пространство - 16 Гбайт;
- формат скалярных и векторных данных:
32-разрядные скаляры;
вектора с элементами переменной разрядности от 1 до 64, упакованные в 64- разрядные блоки данных;
аппаратная поддержка операций умножения вектора на матрицу или матрицы на матрицу;
аппаратная реализация функции насыщения два устройства генерации адреса;
- регистры:
8 32-разрядных регистров общего назначения;
8 32-разрядных адресных регистров;
3 внутренних памяти по 32*64 бит;
специальные регистры управления и состояния;
- команды процессора NM6403 32- и 64-разрядные (одна команда обычно задаёт две операции);
- два 64-разрядных программируемых интерфейса для работы с любым типом внешней памяти. Каждый интерфейс поддерживает;
- обмен с двумя банками памяти разного типа (статическая или динамическая память);
- два скоростных байтовых коммуникационных порта ввода/вывода, аппаратно совместимых с портами TMS320C4x.
3.6 Оперативное запоминающие устройство
Все ОЗУ делятся на две большие группы: статические и динамические. В накопителях статических ОЗУ применяются триггерные элементы памяти. В ОЗУ динамического типа запоминающим элементом служит конденсатор, в котором информация хранится в форме наличия или отсутствия заряда.
Статические ОЗУ образуются матрицей запоминающего элемента , каждый из которых может быть установлен в одно из двух состояний, сохраняющихся при поданном напряжении питания.
Наибольшим быстродействием обладают биполярные ОЗУ, построенные на основе элементов ЭСЛ и ТТЛШ, однако эти МС имеют самый высокий уровень энергопотребления .
Схема ОЗУ представлена на рисунке 3.6.

Рисунок3.6 Оперативное запоминающие устройство.
В данном дипломном проекте ОЗУ предназначено для хранения программных настроек, весовых коэфициентов, набора динамограм, соответствующим разным видам неполадок на ШГНУ, результаты сравнения эталонных значений с полученными данными.
Основными параметрами микросхем ОЗУ являются: емкость хранящаяся в ОЗУ, быстродействие, мощность.
3.7 Постоянное запоминающие устройство
В качестве запоминающего устройства в разрабатываемом устройстве была выбрана микросхема Flash памяти – M25P80 фирмы STMicroelectronics.
Микросхема имеет встроенный последовательный интерфейс. Последовательный формат записи позволяет упростить процедуру программирования и уменьшить величину корпуса (у данной микросхемы – DIP8) и количество управляющих сигналов.
Схема, выбранного постоянного запоминающего устройства представлена на рисунке 3.7.
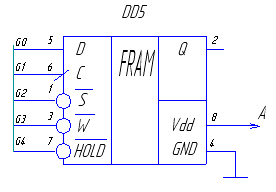
Рисунок 3.7 Постоянное запоминающее устройство.
В отличие от модулей оперативно запоминающих устройств (ОЗУ) данное решение обеспечивает сохранность информации при непредвиденном отключении питания, что позволяет исключить использование резервного питания, которое создает большие трудности в обслуживании.
Также данный выбор имеет преимущество и перед модулями перепрограммируемых постоянных запоминающих устройств (ППЗУ), так как для записи информации в ППЗУ обычно требуется подавать кратковременно напряжение, значительно большее напряжения штатного питания. Это неудобно тем, что значительно увеличивает количество элементов питания и требует добавления в схему дополнительных средств аналоговой коммутации.
Основные характеристики микросхемы Flash памяти M25P80:
· Емкость - 8 Мбит
· Запись страницы (256 байт) – 1.5 мс
· Стирание сектора (512 Кбит) – 2 с
· Полное стирание (8 Мбит) – 10 с
· Напряжение питания – 2.7-5.5 В (однополярное)
· Максимальная тактовая частота – 25 МГц
· Режим пониженного потребления – 1 мкА
· Более 100000 циклов стирания/записи для каждого сектора
· Более 20 лет хранения информации
3.8 Универсальный последовательный интерфейс
Для проектируемоой системы в качестве интерфейса был выбран USB (UniversalSerial Bus). Он удобен тем, что данный интерфейс входит в состав практически всех персональных компьютеров, выпускаемых на данный момент.
Схема, выбранного интерфейса представлена на рисунке 3.8.

Рисунок 3.8 Универсальный последовательный интерфейс.
Выбранный интерфейс позволяет производить обмен информацией в последовательном формате со скоростью до 12 Мбит/сек и хотя для самого комплекса скорость обмена не является принципиальной характеристикой, ПК используемый для ввода информации может быть критичен ко времени, отводимому на обмен.
Также данный интерфейс имеет значительное преимущество, поскольку он позволяет производить «горячее» подключение устройства к ПК. Т.е. нет необходимости производить выключение ПК, приостанавливающее выполнение текущих операций.
Конкретная микросхема – SL-11 USB Controller фирмы Scan Logic – была выбрана, поскольку у нее в относительно небольшом корпусе (28PLCC) интегрированы все необходимые компоненты: приемник, передатчик, модуль буферной памяти, параллельный микропроцессорный интерфейс. Из дополнительных элементов необходимы только кварцевый резонатор, для задания тактовой частоты внутреннего генератора, и сам разъем.
Основные характеристики USB контроллера SL-11:
- стандартный микропроцессорный интерфейс;
- поддержка канала ПДП;
- двунаправленный 8-и разрядный параллельный интерфейс;
- 256 байт памяти на кристалле;
- 4 контакта USB интерфейса;
- USB передатчик;
- 5В, 0.8мк КМОП технология;
- 28PLCC корпус.
Передатчик работает полностью в соответствии со стандартом USB версии 1.0 и может вести обмен в режиме полной скорости – 12 Мбит/сек.
3.9 Приемопередатчик
Для проектируемой системы в качестве усройства беспроводной передачи данных применен однокристальный трансивер XE1203, предназначенный для работы в диапазоне частот ISM (433МГц / 868МГц / 915МГц). Высокая степень интеграции позволяет достичь максимальной гибкости использования устройства при минимальном количестве внешних элементов. Трансивер XE1203 обеспечивает связь со скоростью передачи до 152,3 кБод и оптимизирован для приложений требующих малое энергопотребление, большую выходную мощность и высокую входную чувствительность. Схема приемопередатчика представлена на рисунке 3.9.-1.
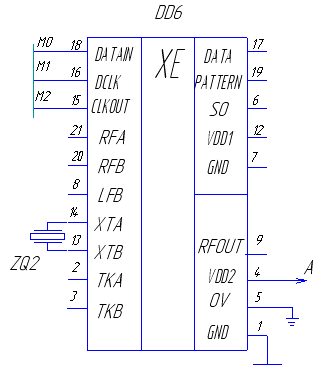
Рисунок 3.9.-1 Приемопередатчик.
Приемопередатчик функционально включает в себя приемник, передатчик, синтезатор частоты, колебательный контур и некоторые другие узлы. И для каждого блока необходимо сделать согласование цепей. В данном проекте смоделирована схема в ‘Micro-Cap Evaluation 7.0’ и произведен расчет согласования цепей передатчика. Схемы согласования цепей остальных блоков и номиналы пассивных элементов взяты с сайта производителя (www.xemics.com).
Схема согласования цепей передатчика представлена на рисунке 3.9.-2.
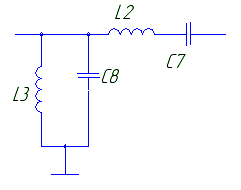
Рисунок 3.9.-2 Согласование цепей передатчика.
Рассчитаем значения конденсаторов и индуктивностей:
![]()
![]()
![]()
Примем L3=12 нГн , тогда
 , откуда
, откуда
С10=3.03 пФ
Примем L2=27 нГн, тогда
 , откуда
, откуда
С11=1.12 пФ
Смоделируем модель согласования цепей передатчика в ‘Micro-Cap’.
Схема модели представлена на рисунке 3.9.-3.
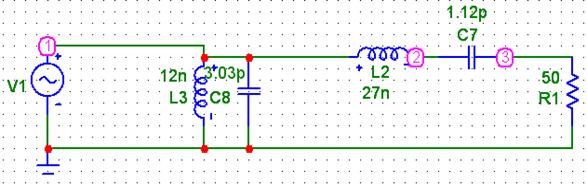
Рисунок 3.9.-3 Модель согласования цепей передатчика в ‘Micro-Cap’.
Произведем АС анализ (анализ частотных характеристик).
Полученный график представлен на рисунке 3.9.-4.
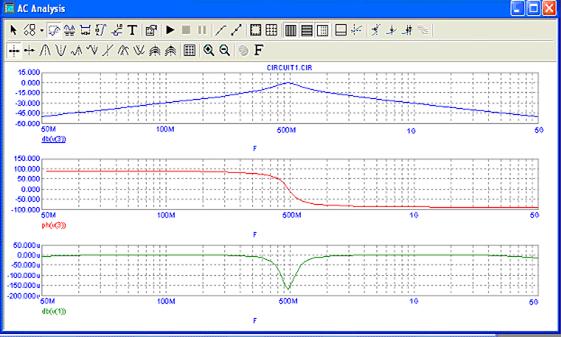
Рисунок 3.9.-4 Анализ частотных характеристик.
По графику видно, что при рассчитанных значениях конденсаторов и индуктивностей обеспечивается требуемая резонансная частота 915 МГц.
Основные технические характеристики XE1203:
- Выходная мощность: до +15 дБм на нагрузку 50 Ом (тип);
- Чувствительность входа: до -113 дБм (тип);
- Потребление: Rx=14 мА; Tx=62 мА (15 дБм);
- Напряжение питания: до 5 В;
- Скорость передачи: от 1,2 до 152,3 кБод (NRZ-кодирование);
- Режим Konnex-совместимости;
- 11-разр. Кодек Баркера;
- Встроенный синтезатор частоты с шагом 500Гц;
- Двух уровневая FSK модуляция с непрерывной фазовой функцией;
- Распознавание входных данных (используется для выхода из спящего режима);
- Система синхронизации входных данных (Bit-Synchronizer);
- Контроль уровня принимаемого сигнала (RSSI);
- Контроль частоты (FEI).
3.10 Расчет надежности
Формулы необходимые для расчета:
Интенсивность потока отказов устройства рассчитывается по формуле:
 , где
, где
![]() - интенсивность потока отказов i-го однотипного элемента;
- интенсивность потока отказов i-го однотипного элемента;
m- количество однотипных элементов;
Среднее время работы устройства обратно пропорцианально интенсивности
отказов:
 ;
;
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() ;
;
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() .
.
Расчет надежности генератора тактовых импульсов
Укажем в таблице 1 исходные данные для расчета параметров надежности.
Таблица 1.
| № |
Элемент устройства |
Кол-во элементов,m |
Интенсивность потока отказов элемента,
|
Интенсивность потока отказов всех элементов, |
| 1 | Кварц | 1 | 0.025 | 0.025 |
| 2 | Резистор | 2 | 0.15 | 0.3 |
| 3 | Конденсатор | 1 | 0.035 | 0.035 |
| 4 | Интегральная МС | 2 | 0.010 | 0.020 |
| 5 |
Многоштырьковый разъем |
1 | 0.020 | 0.020 |
| 6 | Пайка | 25 | 0.010 | 0.25 |
| 7 | Печатный проводник | 16 | 0.010 | 0.16 |
Интенсивность потока отказов всех элементов:
![]() (0.025+0.3+0.035+0.020+0.25+0.16)*
(0.025+0.3+0.035+0.020+0.25+0.16)* ![]() =0.79*
=0.79*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 125581ч
125581ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() = 12658.2*(1-0.99)=1255.8 ч
= 12658.2*(1-0.99)=1255.8 ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.8937
0.8937
Расчет надежности цифро-аналогового преобразователя
Укажем в таблице 2 исходные данные для расчета параметров надежности.
Таблица 2.
| № |
Элемент устройства |
Кол-во элементов,m |
Интенсивность потока отказов элемента,
|
Интенсивность потока отказов всех элементов, |
| 1 | Интегральная МС | 1 | 0.010 | 0.010 |
| 2 | Пайка | 17 | 0.010 | 0.17 |
| 3 | Печатный проводник | 15 | 0.010 | 0.15 |
Интенсивность потока отказов всех элементов:
![]() (0.010+0.17+0.15)*
(0.010+0.17+0.15)* ![]() =0.33*
=0.33*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 303030 ч
303030 ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() 303030.3*(1-0.99)= 3030 ч
303030.3*(1-0.99)= 3030 ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.9374
0.9374
Расчет надежности усилителя напряжений
Укажем в таблице 3 исходные данные для расчета параметров надежности.
Таблица 3
| № |
Элемент устройства |
Кол-во элементов,m |
Интенсивность потока отказов элемента,
|
Интенсивность потока отказов всех элементов, |
| 1 | Интегральная МС | 1 | 0.010 | 0.010 |
| 2 | Резистор | 4 | 0.15 | 0.6 |
| 3 | Пайка | 11 | 0.010 | 0.11 |
| 4 | Печатный проводник | 9 | 0.010 | 0.09 |
Интенсивность потока отказов всех элементов:
![]() (0.010+0.6+0.11+0.09)*
(0.010+0.6+0.11+0.09)* ![]() =0.81*
=0.81*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 123457 ч
123457 ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() 123457*(1-0.99)=
1234.6 ч
123457*(1-0.99)=
1234.6 ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.9264
0.9264
Расчет надежности фильтра нижних частот
Укажем в таблице 4 исходные данные для расчета параметров надежности.
Таблица 4.
| № |
Элемент устройства |
Кол-во элементов,m |
Интенсивность потока отказов элемента,
|
Интенсивность потока отказов всех элементов, |
| 1 | Интегральная МС | 1 | 0.010 | 0.010 |
| 2 | Резистор | 3 | 0.15 | 0.45 |
| 3 | Конденсатор | 2 | 0.075 | 0.15 |
| 4 | Пайка | 9 | 0.010 | 0.09 |
| 5 | Печатный проводник | 8 | 0.010 | 0.08 |
Интенсивность потока отказов всех элементов:
![]() (0.010+0.45+0.15+0.09+0.08)*
(0.010+0.45+0.15+0.09+0.08)* ![]() =0.78*
=0.78*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 128205 ч
128205 ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() 128205*(1-0.99)=
1282 ч
128205*(1-0.99)=
1282 ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.9134
0.9134
Расчет надежности нейрочипа
Укажем в таблице 5 исходные данные для расчета параметров надежности.
Таблица 5
| № |
Элемент устройства |
Кол-во элементов,m |
Интенсивность потока отказов элемента,
|
Интенсивность потока отказов всех элементов, |
| 1 | Интегральная МС | 1 | 0.010 | 0.010 |
| 2 |
Многоштырьковый разъем |
1 | 0.020 | 0.020 |
| 3 | Пайка | 256 | 0.010 | 2.56 |
| 4 | Печатный проводник | 71 | 0.010 | 0.71 |
Интенсивность потока отказов всех элементов:
![]() (0.010+0.020+2.56+0.71)*
(0.010+0.020+2.56+0.71)* ![]() =3.3*
=3.3*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 303031 ч
303031 ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() = 30303.03*(1-0.99)= 3030.31
ч
= 30303.03*(1-0.99)= 3030.31
ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.8179
0.8179
Расчет надежности оперативного запоминающего устройства
Укажем в таблице 6исходные данные для расчета параметров надежности.
Таблица 6.
| № |
Элемент устройства |
Кол-во элементов,m |
Интенсивность потока отказов элемента,
|
Интенсивность потока отказов всех элементов, |
| 1 | Интегральная МС | 1 | 0.010 | 0.010 |
| 2 | Пайка | 32 | 0.010 | 0.32 |
| 3 | Печатный проводник | 30 | 0.010 | 0.3 |
Интенсивность потока отказов всех элементов:
![]() (0.010+0.32+0.3)*
(0.010+0.32+0.3)* ![]() =0.63*
=0.63*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 156732 ч
156732 ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() = 47710*(1-0.99)=1567.32 ч
= 47710*(1-0.99)=1567.32 ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.8887
0.8887
Расчет надежности постоянного запоминающего устройства
Укажем в таблице 6 исходные данные для расчета параметров надежности.
Таблица 7.
| № |
Элемент устройства |
Кол-во элементов,m |
Интенсивность потока отказов элемента,
|
Интенсивность потока отказов всех элементов, |
| 1 | Интегральная МС | 1 | 0.010 | 0.010 |
| 2 | Пайка | 8 | 0.010 | 0.08 |
| 3 | Печатный проводник | 6 | 0.010 | 0.06 |
Интенсивность потока отказов всех элементов:
![]() (0.010+0.08+0.06)*
(0.010+0.08+0.06)* ![]() =0.15*
=0.15*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 675756 ч
675756 ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() = 47710*(1-0.99)= 6757.56 ч
= 47710*(1-0.99)= 6757.56 ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.8350
0.8350
Расчет надежности универсального последовательного интерфейса
Укажем в таблице 8 исходные данные для расчета параметров надежности.
Таблица 8.
| № |
Элемент устройства |
Кол-во элементов,m |
Интенсивность потока отказов элемента,
|
Интенсивность потока отказов всех элементов, |
| 1 | Интегральная МС | 1 | 0.010 | 0.010 |
| 2 | Пайка | 27 | 0.010 | 0.27 |
| 3 | Печатный проводник | 29 | 0.010 | 0.29 |
| 4 |
Многоштырьковый разъем |
1 | 0.020 | 0.020 |
Интенсивность потока отказов всех элементов:
![]() (0.010+0.27+0.29+0.020)*
(0.010+0.27+0.29+0.020)* ![]() =0.59*
=0.59*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 169491 ч
169491 ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() = 47710*(1-0.99)= 1694.91 ч
= 47710*(1-0.99)= 1694.91 ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.8725
0.8725
Расчет надежности приемопередатчика
Укажем в таблице 9 исходные данные для расчета параметров надежности.
Интенсивность потока отказов всех элементов:
![]() (0.28+0.1+0.02+0.45+0.036+0.020*1+0.57+0.3)*
(0.28+0.1+0.02+0.45+0.036+0.020*1+0.57+0.3)* ![]() =2.096*
=2.096*![]() 1/ч
1/ч
Среднее время работы устройства обратно пропорцианально интенсивности отказов:
 477101 ч
477101 ч
Время безотказной работы с заданной вероятностью (Р=0.99):
![]() = 47710*(1-0.99)=4771.01 ч
= 47710*(1-0.99)=4771.01 ч
Вероятность отказов за заданное время функционирования изделия
(t=10000 ч):
![]() 0.8102
0.8102
3.11 Расчет потребляемой мощности
Рпот = Uпот * Iпот
Мощность потребления ГТИ:
Рпот =(5В*22мА)*3+5В*31мА =265 мВт
Мощность потребления ЦАП:
Рпот=5В*125 мА =625 мВт
Мощность потребления усилителя напряжений:
Рпот=15В*4.7 мА =70.5 мВт
Мощность потребления фильтра нижних частот:
Рпот=15В*4.7 мА =70.5 мВт
Мощность потребления нейрочипа:
Рпот=3В*300 мА =900 мВт
Мощность потребления оперативного запоминающего устройства:
Рпот=5В*15 мА =75 мВт
Мощность потребления постоянного запоминающего устройства:
Рпот=3В*10 мА =30 мВт
Мощность потребления USB:
Рпот=5В*100 мА =500 мВт
Мощность потребления приемопередатчика:
Рпот=5В*40 мА =200 мВт
Мощность потребления коммутатора:
Рпот=5В*10 мА =50 мВт
Суммарная мощность потребления устройства:
Рпот=265 мВт+625 мВт +70.5 мВт+70.5 мВт +900 мВт+75 мВт+30 мВт+500 мВт+200 мВт+50 мВт=2786 мВт=2.79 Bт
4.Метрологическая часть
Погрешность проектируемой системы будет состоять из погрешностей цифро-аналогового преобразователя, усилителя напряжений, фильтра нижних частот и погрешности приемопередатчика.
Расчитаем эти погрешности.
Погрешность усилителя напряжений:
1. Погрешность, вызванная напряжением смещения:
![]()
2. Погрешность, вызванная разностью входных токов:
![]()
3. Погрешность, обусловленная нестабильностью входных сопротивлений:

или 0.00156%
4.Погрешность непостоянства сопротивлений резисторов:
 или 0.1%
или 0.1%
![]()
 или 0.1%
или 0.1%
![]()
![]()
Общая погрешность усилителя:
![]()
Погрешность цифро-аналогового преобразователя.
Погрешность ЦАП определяется погрешностью квантования и погрешностью нелинейности, которые являются аддитивными погрешностями ЦАП.
Погрешность квантования :
hкв = 5В/1024=4.88 мВ, значит
δкв = 4.88 мВ/5В*100%=0.0976%
Погрешность нелинейности :
погрешность нелинейности выбранного ЦАП можно оценить по справочным значениям нелинейности :
δнл = δкв /2=0.0976/2=0.0488%
Общая погрешность ЦАП:
![]()
Погрешность фильтра нижних частот:
ФНЧ 2-го порядка построен на основе инвертирующего усилителя.
Погрешность, вызванная разностью входных токов:
![]()
Погрешность, вызванная напряжением смещения:
![]()
Погрешность коэффициента усиления:
![]()
ΔК = 1-0,9999=0,000001
![]()
Общая погрешность ФНЧ:
![]()
Погрешность приемопередатчика:
Расчетные значения индуктивностей получились
L2р = 27 нГн, L3р =12 нГн.
Номинальные значения индуктивностей получились:
L2н = 27.1 нГн, L3н =12.1 нГн.
Тогда абсолютные величины относительной погрешности, возникающей в результате несовпадения расчетного и номинального значений индуктивностей соответственно равны:
 ,
,

![]()
Расчетные значения конденсаторов получились:
С7р = 1.12 пФ, С8р =3.03 пФ .
Номинальные значения конденсаторов получились:
С7н = 1.2 пФ, С8н =3.05 пФ .
Тогда абсолютные величины относительной погрешности, возникающей в результате несовпадения расчетного и номинального значений конденсаторов соответственно равны:
 ,
,
![]()
Общая погрешность:
![]()
Cуммарная погрешность системы:
![]()
Технологическая часть
Основные определения и технические требования, предъявляемые к печатным платам
Печатные платы (ПП) – это элементы конструкции, которые состоят из плоских проводников в виде участков металлизированного покрытия, размещенных на диэлектрическом основании и обеспечивающих соединение элементов электрической цепи. Они получили широкое распространение в производстве модулей, ячеек и блоков РЭА благодаря следующим преимуществам по сравнению с традиционным монтажом проводниками и кабелями:
- увеличение плотности монтажных соединений и возможность микроминиатюризации изделий;
- получение печатных проводников, экранирующих поверхностей и электрорадиоэлементов (ЭРЭ) в одном технологическом цикле;
- гарантированная стабильность и повторяемость диэлектрических характеристик (проводимости, паразитных емкости и индуктивности);
- повышенная стойкость к климатическим и механическим воздействиям;
- унификация и стандартизация конструктивных и технологических решений;
- увеличение надежности;
- возможность комплексной автоматизации монтажно-сборочных и контрольно-регулировочных работ;
- снижение трудоемкости, материалоемкости и себестоимости.
К недостаткам следует отнести сложность внесения изменений в конструкцию и ограниченную ремонтопригодность.
Элементами ПП являются диэлектрическое основание, металлическое покрытие в виде рисунка печатных проводников и контактных площадок, монтажные и фиксирующие отверстия. Они должны соответствовать требованиям ГОСТ 2352-86 и отраслевых стандартов.
Диэлектрическое основание ПП должно быть однородным по цвету, монолитным по структуре и не иметь внутренних пузырей и раковин, посторонних включений, сколов, трещин и расслоений. Допускаются одиночные вкрапления металла, царапины, следы от удаления одиночных невытравленных участков, точечное и контурное посветление, проявление структуры материала, которые не ухудшают электрических параметров ПП и на уменьшают минимально допустимых расстояний между элементами проводящего рисунка.
Проводящий рисунок – рисунок печатной платы, образованный проводниковым материалом.
Проводящий рисунок ПП должен быть четким, с ровными краями, без вздутий, отслоений, подтравливания, разрывов, темных пятен, следов инструмента и остатков технологических материалов. Допускаются: 1) отдельные местные протравы не более 5 точек на 1дм2 ПП при условии, что оставшаяся ширина проводника соответствует минимально допустимой по чертежу; 2) риски глубиной не более 25 мкм и длиной до 6 мм; 3) отслоения проводника в одном месте на длине не более 4 мм; 4) остатки металлизации на пробельных участках ПП, не уменьшающие допустимых расстояний между элементами.
Для повышения коррозионной стойкости и улучшения паяемости на поверхность проводящего рисунка наносят электролитическое покрытие, которое должно быть сплошным, без разрывов, отслоений и подгаров. В отдельных случаях допускаются: 1)участки без покрытия площадью не более 2 мм2 на 1 проводник, но не более 5 на плате; 2) местные наросты высотой не более 0,2 мм; 3) потемнение и неоднородность цвета покрытия, не ухудшающие паяемость; 4) отсутствие покрытия на торцах проводников.
Непроводящий рисунок – рисунок печатной платы, образованный диэлектрическим материалом.
Монтажные и фиксирующие отверстия должны быть расположены в соответствии с требованиями чертежа и иметь допустимые отклонения, определяемые классом точности ПП. Для повышения надежности паяных соединений внутреннюю поверхность монтажных отверстий покрывают слоем меди толщиной не менее 25 мкм. Покрытие должно быть сплошным, без включений, пластичным, с мелкокристаллической структурой и прочно сцепленным с диэлектрическим основанием. Оно должно выдержать токовую нагрузку 250 А/ммг в течение 3 с при нагрузке на контакты 1 ...1,5 Н и четыре перепайки выводов без изменения внешнего вида, подгаров и отслоений. После циклического воздействия изменения температур сопротивление перехода металлизированного отверстия не должно отличаться более чем на 20% от значения сопротивления в нормальных климатических условиях. Допускаются в отверстиях точечные неметаллизированные участки диаметром не более 0,2 мм. Число таких отверстий на плате не должно превышать 0,3% от общего числа. При недопустимом повреждении металлизированные отверстия восстанавливают с помощью пустотелых заклепок, и их число не должно превышать 2% от общего числа отверстий, но не более 10 шт. на ПП. Переходные несквозные металлизированные отверстия между наружными и внутренними слоями МПП должны быть заполнены смолой в процессе прессования, которая не должна иметь газовых включений и натекать на контактные площадки.
Контактные площадки представляют собой участки металлического покрытия, которые соединяют печатные проводники с металлизацией монтажных отверстии.
Печатный проводник – одна проводящая полоска или площадка в проводящем рисунке.Их площадь должна быть такой, чтобы не было разрывов при сверлении и остался гарантийный поясок меди шириной не менее 50 мкм. Разрывы контактных площадок не допускаются, так как при этом уменьшаются токонесущая способность проводников и адгезия к диэлектрику. Допускается частичное отслоение отдельных (до 2%) контактных площадок вне зоны проводников и их ремонт с помощью эпоксидного клея. Контактные площадки монтажных отверстий должны равномерно смачиваться припоем за время 3 ... 5 с и выдерживать не менее трех перепаек без расслоения диэлектрика, вздутий и отслаивания.
Основание печатной платы – элемент конструкции печатной платы, на поверхности или в объеме которого выполняется проводящий рисунок.
Заготовка печатной платы – материал основания печатной платы определенного размера, который подвергается обработке на всех производственных операциях.
Печатный монтаж – способ монтажа, при котором электрическое соединение элементов электронного узла, включая экраны, выполнено с помощью печатных проводников.
Монтажные и фиксирующие отверстия должны быть расположены в соответствии с требованиями чертежа и иметь допустимые отклонения, определяемые классом точности ПП. Для повышения надежности паяных соединений внутреннюю поверхность монтажных отверстий покрывают слоем меди толщиной не менее 25 мкм. Покрытие должно быть сплошным, без включений, пластичным, с мелкокристаллической структурой и прочно сцепленным с диэлектрическим основанием. Оно должно выдержать токовую нагрузку 250 А/ммг в течение 3 с при нагрузке на контакты 1 ...1,5 Н и четыре перепайки выводов без изменения внешнего вида, подгаров и отслоений. После циклического воздействия изменения температур сопротивление перехода металлизированного отверстия не должно отличаться более чем на 20% от значения сопротивления в нормальных климатических условиях. Допускаются в отверстиях точечные неметаллизированные участки диаметром не более 0,2 мм. Число таких отверстий на плате не должно превышать 0,3% от общего числа. При недопустимом повреждении металлизированные отверстия восстанавливают с помощью пустотелых заклепок, и их число не должно превышать 2% от общего числа отверстий, но не более 10 шт. на ПП. Переходные несквозные металлизированные отверстия между наружными и внутренними слоями МПП должны быть заполнены смолой в процессе прессования, которая не должна иметь газовых включений и натекать на контактные площадки.
Печатные платы делятся на: односторонние (ОПП), двусторонние (ДПП), многослойные (МПП) на жестком и гибком диэлектрическом основании.
Односторонняя печатная плата – печатная плата, имеющая одно основание, на одной стороне которого выполнен проводящий рисунок. ОПП характеризуются: повышенной точностью выполнения проводящего рисунка; отсутствием металлизированных отверстий; установкой изделий электронной техники (ИЭТ) на поверхность ПП со стороны, противоположной стороне пайки, без дополнительного изоляционного покрытия; низкой стоимостью.
Двусторонняя печатная плата - печатная плата, имеющая одно основание, на обеих сторонах которого выполнены проводящие рисунки и все требуемые соединения. ДПП без металлизации монтажных и переходных отверстий характеризуются: высокой точностью выполнения проводящего рисунка, использованием объемных металлических элементов конструкции (штыри, отрезки проволоки, арматура переходов и т.п.) для соединения элементов проводящего рисунка, расположенных на противоположных сторонах печатной платы; низкой стоимостью. ДПП c металлизированными монтажными и переходными отверстиями характеризуются: широкими коммутационными возможностями; повышенной прочностью сцепления выводов навесных ИЭТ с проводящим рисунком платы; повышенной стоимостью по сравнению с ПП без гальванического соединения слоев.
Многослойная печатная плата - печатная плата, состоящая из чередующихся слоев изоляционного материала с проводящими рисунками на двух и более слоях, между которыми выполнены требуемые соединения. МПП с металлизацией сквозных отверстий характеризуются: хорошими коммутационными свойствами; наличием межслойных соединений, осуществляемых с помощью сквозных металлизированных отверстий, а также, в особых случаях, с помощью переходных отверстий, соединяющих только внутренние слои; предпочтительным использованием одностороннего фольгированного диэлектрика для наружных и двустороннего – для внутренних слоев; обязательным наличием контактных площадок на любом проводящем слое, имеющем электрическое соединение с переходными отверстиями; низкой ремонтопригодностью; высокой помехозащищенностью электрических цепей; высокой стоимостью конструкции.
Технологический процесс изготовления ПП не должен ухудшать электрофизические и механические свойства применяемых конструкционных материалов.
Электрическая прочность изоляции при том же расстоянии между элементами проводящего рисунка не нарушается при напряжениях: 700 В в нормальных условиях; 500 В после воздействия относительной влажности 93±3%' при температуре 40±2°С в течение 2 сут.; 350 и 150 В после воздействия пониженного давления 53,6 и 0,67 кПа соответственно.
В процессе производства возникает деформация ПП, которая приводит к их изгибу и скручиванию, затрудняющим последующую сборку. Величина деформации определяется механической прочностью фольгированных диэлектриков, характером напряженного состояния после стравливания фольги, правильностью режимов нагрева и охлаждения.
Методы изготовления однослойных печатных плат
Методы получения печатного монтажа представляют собой сочетание определенного способа нанесения изображения печатных проводников с тем или иным способом создания токопроводящего слоя (печатных проводников).
Поэтому название метода получения печатного монтажа часто совпадает с названием способа создания токопроводящего слоя печатных проводников.
К настоящему времени известны около 200 методов получения печатного монтажа. Однако распространение получили лишь те, которые удовлетворяют современным конструкторско-технологическим требованиям и технологически не сложны. К ним относятся следующие методы: химического травления фольгированного диэлектрика, гальванохимический, переноса изображения с запрессовкой в изоляционное основание (метод временного основания), комбинированный.
Сущность химического травления фольгированного диэлектрика заключается в удалении фольги с пробельных мест в результате протекания реакции 2 FeCl3 + Cu 2 FeCl2 + CuCl.
Предварительно методом фотопечати или печатанием через сетчатый трафарет наносятся изображения печатных проводников (печатного монтажа) – кислотоупорный слой, который защищает фольгу в этих местах от действия FeCl3. Его удаляют затем промывками и нейтрализацией. Основные преимущества метода химического травления фольгированного диэлектрика: наивысшая точность и разрешающая способность (соответственно ±0,05 мм и до 10 линий на 1 мм), легкий переход производства с одной схемы на другую, отсутствие необходимости в сложном оборудовании, быстрота налаживания производства. Весьма существенным преимуществом является и то, что этот метод допускает полную автоматизацию, начиная с проектирования и заканчивая заключительными вспомогательными операциями технологического процесса. Метод широко используется в серийном производстве при большой номенклатуре сложных односторонних печатных плат. Недостатки метода: невозможность металлизации отверстий, непроизводительное расходование металла при травлении фольги, возможность воздействия химических реагентов на изоляционное основание платы.
Гальванохимический метод заключается
в создании на нефольгированном диэлектрическом основании путем химического осаждения
тонкого (1…5 мкм) токопроводящего слоя металла с последующим получением печатных
проводников и металлизацией отверстий в результате осаждения металла в соответствии
с рисунком печатного монтажа. Рисунок печатного монтажа получают различными фотохимическими
способами, например, способом офсетной печати. Гальванохимический метод не требует
сложного оборудования, технологически прост, процесс легко механизируется и автоматизируется.
Недостатки: невысокие разрешающая способность и точность, неравномерность
наращивания слоя металла, подверженность диэлектрического основания платы воздействию
химических реагентов
(растворов), большие временные затраты.
Метод переноса изображения печатного монтажа с запрессовкой в изоляционное основание (метод временного основания) заключается в получении печатных проводников на стальной матрице в гальванической ванне с последующим впрессовыванием их в изоляционное основание или в получении печатных проводников (травлением) на временном основании и в переносе затем их на постоянное основание. Данный метод сложен и не допускает изменения рисунка (в случае использования рельефной стальной матрицы), отверстия не металлизируются, процесс длительный, однако полностью исключено воздействие кислот и щелочей на диэлектрическое основание платы, и отпадает необходимость в предварительной активации его поверхности.
Комбинированный метод заключается в получении печатных проводников путем химического травления (т.е. используется фольгированный диэлектрик и избирательно удаляется металлический слой) и металлизация отверстий в основании платы гальванохимичеким методом. В зависимости от метода защиты проводящего рисунка при вытравливании меди этот способ может осуществляться в двух вариантах: негативном, когда защитой от вытравления служат краска и фоторезист, и позитивным, когда
защитным слоем служит металлическое покрытие – металлорезист. Название эти способы получили от фотошаблона, применяемого при создании защитного рельефа: в первом случае при экспонировании рисунка используется негатив печатной схемы, во втором – позитив.
Недостатком этого метода является двукратное воздействие химических реагентов на изоляционное основание, что приводит к существенному ухудшению его свойств. Во избежание этого металлизация отверстий производится до травления меди (фольги) в пробельных местах.
Метод получения печатного монтажа выбирается чаще всего технологом и является начальным и весьма важным этапом проектирования технологического процесса изготовления печатного монтажа и печатной платы в целом.
Принятый метод обусловливает маршрутную технологию, а, значит, содержание и объем работ, их трудоемкость и технологическую себестоимость, длительность технологического цикла и его подготовки.
Методы изготовления многослойных печатных плат
В многослойных печатных платах увеличивается (по сравнению с однослойными) плотность монтажа при сохранении или уменьшении габаритных размеров платы. МПП – узел, состоящий из чередующихся проводниковых и изоляционных слоев. Проводниковые слои представляют собой обычный печатный монтаж, но с меньшей шириной проводников, меньшими расстояниями между ними и контактными площадками. Совокупность проводниковых слоев соответствует электрической схеме функционального узла.
Печатный монтаж всех слоев получается чаще всего методом химического травления фольгированного диэлектрика, рассмотренного ранее. Новым при производстве МПП является лишь соединение слоев в единый пакет, которое достигается обычно склеивающим прессованием. Наиболее распространен метод попарного прессования.
При изготовлении МПП методом попарного прессования выполняются следующие операции:
- вырубка заготовок из двустороннего фольгированного диэлектрика и очистка поверхности фольги;
- получение рисунка схемы на внутренних слоях химическим методом;
- сверление, химическое и гальваническое меднение отверстий комбинированным методом;
- сборка, заполнение смолой и прессование платы;
- получение негативного изображения нанесением светочувствительного раствора;
- нанесение слоя серебра;
- очистка.
При соединении слоев МПП способом металлизации сквозных отверстий печатный монтаж всех внутренних слоев получают методом химического травления фольгированного диэлектрика. Затем внутренние и наружные слои одновременно склеивают (прессуют) в единый пакет с применением прокладочной стеклоткани.
Проектирование технологических процессов изготовления МПП выполняется в соответствии с имеющимся стандартом на типовые технологические процессы.
Печатный монтаж позволяет автоматизировать изготовление электронных узлов и блоков приборов самого разного функционального назначения.
Наибольшие возможности для полной автоматизации производства печатых плат обеспечивает гальванический метод и способ металлизации сквозных отверстий (при производстве МПП).
Прочность сцепления металлизированного слоя с изоляционным основанием проверяют методом, который невозможно реализовать как автоматический. Визуальным является входной контроль фольгированного диэлектрика, качества светочувствительного слоя, качества нанесения лака, сверления отверстий и т.д.
Измерения для контроля печатных проводников и др. участков печатного монтажа осуществляется различными методами: с отделением от диэлектрического основания или без него. В первом случае измерения производятся микрометром с ценой деления шкалы 0,002 мм. Толщина металлизированного слоя без отделения его от основания платы контролируется с помощью индикатора часового типа или микроскопа (измеряется возвышение металлизированного слоя под основанием) и косвенными методами (путем измерения омического сопротивления участка печатного проводника и с использованием β- излучения).
Визуальный контроль необходимо заменять автоматизированным, выполняющимся с помощью автоматических устройств по определенной программе с выдачей результатов контроля и корректировкой технологического процесса. Такой контроль называют управляющим.
Механическая обработка печатных плат
Механическая обработка включает раскрой листового материала на полосы, получение из них заготовок, выполнение фиксирующих, технологических, переходных и монтажных отверстий получение чистового контура ПП. Размеры заготовок определяются требованиями чертежа и наличием по всему периметру технологического поля, на котором выполняются фиксирующие отверстия для базирования деталей в процессе изготовления и тестовые элементы. При прессовании ДПП на технологическом поле образуется зона некачественной пропрессовки пакета, которая удаляется при обработке контура. Ширина технологического поля не превышает 10 мм. Малогабаритные платы размером до 100 мм размещают на групповой заготовке площадью не менее 0,05 м2 с расстоянием 5 ... 10 мм между ними. Размеры заготовок вспомогательных материалов (кабельная бумага, триацетатная пленка), используемых при изготовлении ДПП, должны превышать на 55 ... 60 мм размеры заготовок из основного материала.
Выбор метода получения заготовок определяется типом производства. В крупносерийном и массовом производстве раскрой листового материала осуществляют штамповкой на кривошипных или эксцентриковых прессах с одновременной пробивкой фиксирующих отверстий на технологическом поле. В качестве инструмента применяют вырубные штампы, рабочие элементы которых изготовлены из инструментальных легированных сталей марок Х12М и Х12Ф1 (ГОСТ 5950—73) или металлокерамического твердого сплава марок ВК15 и ВК20 (ГОСТ 3882—74). Стойкость штампов из инструментальной стали при вырубке заготовок из гетинакса толщиной 1,5 мм составляет 8 ... 10 тыс. ударов, при вырубке заготовок из стеклотекстолита—1,5—2 тыс. ударов.
Заготовки ПП в единичном и мелкосерийном производстве получают разрезкой на одно- и многоножевых роликовых или гильотинных ножницах. Применяемые ножи должны быть установлены параллельно друг другу с минимальным зазором 0,01 ... ... 0,03 мм по всей длине реза.
Фиксирующие отверстия диаметром 4 ... 6 мм выполняют штамповкой или сверлением с высокой точностью (0,01 ... 0,05 мм). Для сверления используют универсальные станки, в которых точность достигается применением кондукторов, или специальное полуавтоматическое оборудование, которое в одном цикле с обработкой пакета заготовок предусматривает пневматическую установку штифтов, фиксирующих пакет. Резание ведут спиральными сверлами из быстрорежущей стали (ГОСТ 4010—77) или твердых сплавов (ГОСТ 22736—77, 17274—71) при скорости 30 ... 50 м/мин и подаче 0,03 ... 0,07 мм/об. Биение сверла при обработке не должно превышать 0,03 мм. Повышение точности сверления фиксирующих отверстий достигается их развертыванием при скорости 10. ..30 м/мин и ручной подаче инструмента.
Монтажные и переходные отверстия получают также штамповкой и сверлением. Пробивку отверстий на универсальных или специальных штампах применяют в тех случаях, когда отверстие в дальнейшем не подвергнется металлизации и его диаметр не менее 1 мм. Правильный выбор зазоров между рабочими частями штампа, их размеров и геометрии, а также усилий при штамповке позволяет свести к минимуму образование трещин на материале и расслоений.
Металлизированные монтажные и переходные отверстия обрабатывают с высокой точностью на специализированных одно- н многошпиндельных сверлильных станках с ЧПУ.
Чистовой контур ПП получают штамповкой, отрезкой на гильотинных ножницах или на специальных станках с прецизионными алмазными пилами, фрезерованием.
Технология металлизации печатных плат
Формирование токопроводящих элементов ПП осуществляется двумя основными методами: химическим и электрохимическим. Химическая металлизация используется в качестве основного слоя при изготовлении плат аддитивным методом или как подслой перед гальваническим осаждением в комбинированных методах.
Процесс химической металлизации основан на окислительно-восстановительной реакции ионов металла из его комплексной соли и определенной среде, при которой необходимые для восстановления катионов металла электроны получают в результате окисления специальных веществ, называемых восстановителями. На диэлектрике реакция восстановления протекает при наличии па его поверхности каталитически активного слоя. Для придания диэлектрику способности к металлизации производят операции сенсибилизации и активирования.
Сенсибилизация — это процесс создания па поверхности диэлектрика пленки ионов двухвалентного олова, которые впоследствии обеспечат восстановление ионов активатора металлизации. Платы обрабатывают в растворе двуххлорисгого олова и соляной кислоты (5пС12—5 ... 10 г/л, НС1 — 20 ... 40 г/л, остальное — дистиллированная вода) в течение 5 ... 7 мин и промывают в холодной воде. При этом происходит гидролиз хлористого олова по реакции
SnС12+Н2O®Sn (ОН) С1+НС1
Sn(OH)Cl+H2O®Sn(OH)2+HCl (7.1)
Активирование заключается в том, что yа поверхности, сенсибилизированной двухвалентным оловом, происходит реакция восстановления ионов каталитического металла. Обработку проводят в растворах благородных металлов, преимущественно палладия (РdС12 — 0,5 ... 4 г/л, НС1 — 10 ... 20 мл/л, остальное - дистиллированная вода) в течение 5 ... 7 мин. На плате происходят следующие реакции:
на диэлектрике
Sn2++Pd2+ ®Pd+Sn4+ (7.2)
на поверхности фольги
Cu+Pd2+ ®Pd+Cu2+ (7.3)
Контактное выделение палладия на меди приводит к образованию барьерного слоя из рыхлой и непрочной пленки гидридов палладия, которая снижает адгезионные свойства химически осажденной меди и увеличивает переходное сопротивление. Для улучшения качества металлизации используют совмещенный раствор, в котором контактное выделение палладия существенно уменьшается. Совмещенный раствор имеет следующий состав (г/л): РdC12 — 0,8... 1, SnС12*2Н20 - 40... 70, КС1— 140…150, НС1— 150 ... 200.
После активирования и промывки платы поступают на химическое меднение.
Как видно, основными проблемами химической металлизации являются низкая производительность, сложность процесса, использование дорогостоящих материалов. Для устранения указанных недостатков разрабатываются методы беспалладиевой металлизации, например термохимический. В результате термического разложения комплексной соли гипофосфита меди на поверхности ПП и в монтажных отверстиях образуется электропроводящее покрытие, которое служит основой для электрохимического наращивания металла.
Гальваническая металлизация при производстве ПП применяется для усиления слоя химической меди, нанесения металлического резиста, например олово — свинец толщиной 8 ... 20 мкм <; целью предохранения проводящего рисунка при травлении плат, защиты его от коррозии и обеспечения хорошей паяемости; создания на части проводящего рисунка (например, на концевых печатных контактах) специальных покрытий (палладий, золото, родий и т. п.) толщиной 2.. .5 мкм. Заготовки плат, закрепленные на специальных подвесках-токоподводах, помещают в гальваническую ванну с электролитом между анодами, выполненными из металла покрытия. Режим электрохимической металлизации выбирают таким образом, чтобы при высокой производительности были обеспечены равномерность толщины покрытия и его адгезия.
Адгезия гальванического покрытия зависит от качества подготовки поверхности под металлизацию, длительности перерыва между подготовкой поверхности и нанесением покрытия, от соблюдения режимов процесса.
Для меднения ПП применяют различные электролиты. Отраслевые стандарты рекомендуют для предварительной металлизации борфтористоводородный электролит следующего состава (г/л): Сu(ВF4) -230:..250, НВF4 - 5... 15, Н3ВО3-15 ... 40. Процесс ведут при температуре 20±5°С, плотности тока 3 ...4 А/дм2, скорости осаждения 25 ... 30 мкм/ч.
Повышение объемов производства и требований к качеству ПП, усложнение аппаратуры и ее микроминиатюризация требуют развития перспективных методов электрохимической металлизации и производительного технологического оборудования.
Формирование рисунка печатных плат
Нанесение рисунка схемы на ПП необходимо для получения защитной маски требуемой конфигурации при осуществлении процессов металлизации и травления. Наиболее распространены в промышленности ссткографический (офсетной печати) и фотохимический методы.
Сеткографический метод получения рисунка ПП основан на применении специальных кислотостойких быстросохнущих красок, которые после продавливания через трафарет закрепляются на поверхности заготовки в результате испарения растворителя.
Качество наносимого защитного слоя в значительной степени определяется вязкостью используемых трафаретных красок. Ее оптимальная величина устанавливается исходя из температуры, номера сетки, характера изображения, наличия орошения формы и др.
Фотографический метод предусматривает нанесение на подготовленную поверхность заготовки ПП специальных светочувствительных материалов фоторезистов, которые разделяются на негативные и позитивные. Негативные фоторезисты образуют при воздействии света защитные маски вследствие реакции фотополимеризации, при этом облученные участки остаются на плате, а необлученные удаляются при проявлении. В позитивных фоторезистах под действием света происходит фотодеструкция органических молекул, вследствие чего облученные участки удаляются при проявлении. Фоторезисты могут быть жидкими и сухими (пленочными). Жидкие фоторезисты значительно дешевле пленочных, и для работы с ними требуется несложное оборудование. Применение пленочных фоторезистов значительно упрощает ТП (исключаются операции сушки, дубления, ретуширования), он легко поддается автоматизации, обеспечивает равномерное нанесение защитных слоев при наличии монтажных отверстий
Установка радиоэлементов на печатных платах
Установка радиоэлементов на печатных платах должна обеспечивать надежную их работу в условиях механических и климатических воздействий, указанных в ТУ на данный вид аппаратуры. Навесные элементы следует устанавливать на плате таким образом, чтобы обеспечить выполнение технологических процессов их установки, групповой пайки и исключить воздействие припоя на эти элементы.
Навесные элементы располагаются на односторонних платах с одной стороны, независимо от их назначения и габаритов, рядами в определенном порядке.
Выводы навесных радиоэлементов крепят в отверстиях печатной платы. В каждом отверстии размещают выводы только одного навесного элемента. Радиоузлы с большим количеством выводов закрепляют на плате в зависимости от их конструктивных особенностей и механической прочности платы. Переходные элементы (разъемы, переходные колодки и т.д.) от одной платы к другой устанавливаются так же, как и навесные радиоэлементы.
Крепление печатного узла в приборе, во избежании обрыва печатных проводников, не должно давать прогиба платы, но должно обеспечивать возможность легкой замены. Во избежании замыкания печатного проводника на корпус прибора, производится изоляция печатной платы от шасси прибора. Для повышения жесткости изделий на печатной плате, работающей в условиях значительных перегрузок, наиболее массивные радиоэлементы рекомендуется располагать ближе к местам крепления платы.
Металлизированные отверстия на плате обязательно зелкуют с 2 сторон. Их диаметры выбирают в зависимости от толщины платы и диаметров выводов элементов. Следует ограничить применение разных диаметров выводов на одной плате.
Расстояние от корпуса элемента до места изгиба вывода должно быть не менее расстояния, указанного в ТУ на этот элемент. Если в ТУ это расстояние не указано, оно принимается не менее 2 мм.
При применении припоя ПОС-61 или другого более низкотемпературного и времени пайки не более 2-3 секунд при толщине до 1,5 мм, пайку резисторов и конденсаторов разрешается производить на расстоянии 2,5-3 мм от корпуса.
Пайка монтажных соединений
Пайка является одним из основных элементов электромонтажных работ. Высокое и стабильное качество достигается при выполнении следующих условий:
- выбора оптимального состава флюса;
выбора состава припоя;
- обеспечения технологических требований к конструкции соединяемых монтажных элементов;
- одготовки поверхности соединяемых элементов;
- выбора наилучшего способа нагрева, обеспечивающего равномерный прогрев деталей при соединении;
- конструкции приспособления, обеспечивающего сборку и получение паяных узлов в соответствии с заданными ТУ.
Пайка производится с помощью паяльника. Для эксплуатации в заводских условиях (согласно требованиям техники безопасности) необходимо использование электропаяльника на напряжение 36В при сохранении номинальной мощности.
В процессе растворения меди в припое, происходит изменение формы рабочей части паяльника, из-за чего приходится производить его переточку.
Перед пайкой следует произвести зачистку и лужение рабочей части паяльника.
На разогретый паяльник набирается доза припоя и переносится в место соединения, которое нагревается паяльником до растекания припоя и заполнения им зазоров. Если в качестве флюса используется порошок канифоли, то он подается на место пайки на капле припоя, находящейся на этом же паяльнике. Для этого жалом паяльника с дозой расплавленного припоя прикасаются к порошку канифоли. Остатки канифоли предварительно удаляют скальпелем, а затем промывают плату спиртом или ацетоном, что увеличивает поверхностное сопротивление.
Диаметр объемного проводника должен быть от 0,5 до 0,8 мм, а подпаянных к нему проводников от микросхем 0,2 – 0,4 мм.
Концы проводников закручивают на 1-2 оборота вокруг “штанги” и подпаивают.
6 Организационно-экономическая часть
Обоснование актуальности разработки.
В организационно-экономической части данного дипломного проекта проводится расчет экономической целесообразности проектирования и изготовления нейросетевой системы для диагностики и управления штанговой глубиннонасосной установки. Разрабатываемая система может быть применена для работы в составе аппаратно программного комплекса контроля и диагностики нефтяной скважины, автоматизации работы станка-качалки, оперативного выявления аварийных ситуаций и несоответствия режимов эксплуатации оборудования, получения оперативной информации о состоянии объекта на пульт оператора .
При проектировании устройства применено такое схемное решение, которое позволяет обрабатывать данные и передавать их через последовательный интерфейс или через устройство беспроводной передачи данных на пульт оператора.
Данное устройство повышает потребительские качества, разрабатываемое устройство работает с высокой тактовой частотой, что повышает быстродействие , и как следствие более быстрая обработка данных.У разрабатываемого устройства меньше потребляемая мощность по сравнению с аналогом, что влияет на энергозатраты.
Существует спрос на устройства данного типа, имеющего много аналогов, в разных вариантах исполнения, и с различной стоимостью.
Стоимость устройства, взятого в качестве аналога, составляет 40 тыс. рублей (СКБ <<ПРОМАВТОМАТИКА >>).
6.1 Функционально-стоимостной анализ(ФСА)
Для проектируемого прибора показателями качества являются:
- надежность 0.95 за 10000ч;
- габариты 310х187х76;
-потребляемая мощность, не более 3 Вт;
- температурный диапозон -50 - +50;
Карта технического уровня системы приведена в приложении А.
Оценка показателей качества производится экспертным методом (таблица 1).
Таблица 1 - Значимость показателей качества.
|
Эксперты |
Оценка i-ого показателя качества j-ым экспертом (Bi j) |
Сумма балов |
Значимость эксперта (Зэксj) |
|||||
|
1 |
2 |
3 |
4 |
5 |
||||
| Чигвинцев С.В. | 5 | 5 | 4 | 4 | 4 | 22 | 5 | |
| Залялетдинов Э.М. | 4 | 5 | 3 | 5 | 3 | 21 | 3,41 | |
|
Значимость показателей качества (Знi) |
0.232 | 0.232 | 0.166 | 0.204 | 0.166 | ∑=1 | ||
Значимость показателей качества определяется по формуле:
Например, для 1го показателя качества:
![]() .
.
Построение функциональной схемы и определение значимостей функции.
Главная функция разрабатываемого устройства – диагностирование работы ШГНУ .
Для системы характерны следующие основные функции:
F1 – генерирование счетных импульсов.
F2 – подсчет счетных импульсов.
F3 – обработка информация.
F4 –запись кодов 1.
F5 – запись кодов 2.
F6 –вывод результатов в порт.
F7 – вывод результата на пульт оператора.
Функциональная схема ФСА
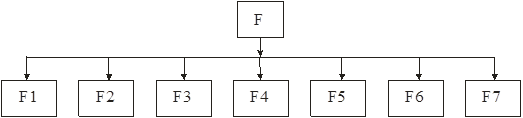
Таблица 2 – значимость функций.
|
Aав |
F1 |
F2 |
F3 |
F4 |
F5 |
F6 |
F7 |
|
УВЗН, % |
|
F1 |
1 | 1,5 | 0,5 | 1,5 | 1,5 | 1,5 | 1,5 | 9 | 18,557 |
|
F2 |
0,5 | 1 | 0,5 | 0,5 | 0,5 | 1,5 | 1,5 | 6 | 12,371 |
|
F3 |
1,5 | 1,5 | 1 | 1,5 | 1,5 | 1,5 | 1,5 | 10 | 20,619 |
|
F4 |
0,5 | 1,5 | 0,5 | 1 | 1,5 | 1,5 | 1,5 | 8 | 16,495 |
|
F5 |
0,5 | 1,5 | 0,5 | 0,5 | 1 | 1,5 | 1,5 | 6.5 | 13,402 |
|
F6 |
0,5 | 0,5 | 0,5 | 0,5 | 0,5 | 1 | 1,5 | 5 | 10,309 |
|
F7 |
0,5 | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | 1 | 4 | 8,247 |
|
Итого |
48.5 | 100 |
Варианты реализации функций.
Таблица 3 – Варианты реализации функций.
Функция |
Варианты реализации |
Оценки вариантов реализации по i – ому показателю качества, Вi k |
Значимость варианта реализации, QВАР k |
|||||
Описание |
1 |
2 |
3 |
4 |
5 |
|
||
| F1 | На логических элементах | 4 | 4 | 4 | 4 | 4 | 4* | |
| На дискретных элементах | 3 | 4 | 4 | 4 | 3 | 3,52 | ||
| F2 |
Подсчет импульсов с использованием счетчика К561НЕ10 |
4 | 4 | 4 | 4 | 4 | 4* | |
| Подсчет импульсов с использованием счетчика К155ИЕ8 | 4 | 4 | 3 | 3 | 4 | 3,63 | ||
| F3 | Нейрочип NM6403 | 4 | 5 | 4 | 4 | 4 | 4,23* | |
| Контроллер ТК166.01 | 4 | 3 | 4 | 3 | 4 | 3.53 | ||
| F4 | ОЗУ статическое | 4 | 3 | 4 | 3 | 4 | 3.53* | |
| ОЗУ динамическое | 4 | 3 | 4 | 3 | 3 | 3,37 | ||
| F5 | Реализован на M25P80(flash-память) | 4 | 4 | 5 | 4 | 4 | 4,117* | |
На микросхеме статического ОЗУ |
4 | 3 | 4 | 3 | 4 | 3.53 | ||
| F6 | USB | 4 | 4 | 4 | 5 | 5 | 4,2* | |
| RS-232 | 4 | 3 | 4 | 3 | 4 | 3,53 | ||
| F7 | Безпроводная передача данных через радиомодуль | 4 | 4 | 4 | 4 | 4 | 4* | |
| Безпроводная передача данных через bluetooth | 4 | 3 | 4 | 3 | 4 | 3,53 | ||
Примечание. Принятые для проектирования варианты реализации функций обозначены *.
Оценка вариантов реализации рассчитывается по формуле
 ,
,
где Qik - оценка kго варианта по iму показателю качества, Zi - значимость iго показателя качества.
Оценка для функции F1:
QВАР 1.1(F1)= 4*0,232+4*0,232+4*0,166+4*0,204+4*0,166=4
Совмещенная функциональная схема ФСА
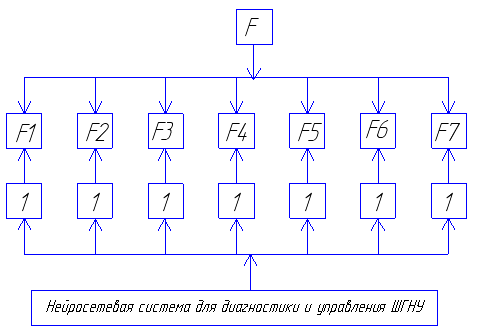
На основании выбранных вариантов реализации функций и принципиальной схемы в Приложении В указана стоимость реализации каждой функции.
Построение функционально – стоимостной диаграммы (ФСД)
Рассчитаем среднее отклонение удельного веса значимости и стоимости функции :

Таким образом, функционально – стоимостная диаграмма (ФСД) изображена на рисунке 3.
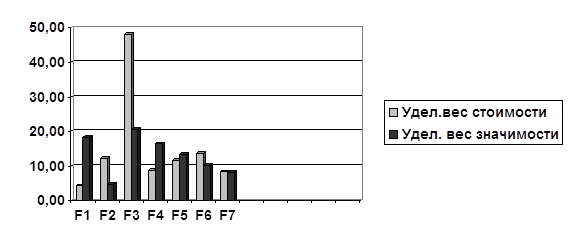
Вывод по ФСД
Из функционально-стоимостной диаграммы видно, что в основном удельный вес значимости функций больше удельного веса стоимости, что говорит о правильном выборе реализации функций. Однако функции F3, являются исключением.
Выявленное противоречие для функции F3 объясняется тем, что второй вариант реализации- применение контроллера ТК166.01 не обеспечит требуемой тактовой частоты 40МГц (2-ой показатель качества), необходимой для увеличения быстродействия, поэтому ставим 3. У контроллера выше потребляемая мощность(3-ий показатель качества) -7 Вт против 5.8 Вт, которая влияет на энергозатраты, поэтому ставим 3.
Исходные данные для расчета индексов приведены в карте технического уровня (Приложение А).
Индекс технического уровня рассчитывается по формуле:
 ,
,
Индекс научно-технической прогрессивности рассчитывается по формуле:
 ,
,
где LА, LР и LПРП - показатели качества соответственно для аналога, разрабатываемого и перспективного устройства; Знi - значимость i-го показателя качества разрабатываемого устройства, J1, J2 – соответственно сами индексы.


Экономическая часть
Расчет затрат времени на проектирование конструкторской документации Тр и на работу на ЭВМ – ТРМ, приведены в Приложении Б.
Данные о размерах налогов, минимальной заработной платы, размере оклада для данного вида работ и так далее приведены в Приложении Г.
Общее время на проектирование составляет ТР=589,4, время работы на ЭВМ ТРМ составляет 143.5 час.
Затраты на основную заработную плату проектировщика составляют:
![]() (руб).
(руб).
Дополнительная заработная плата составляет:
![]()
где Кд - коэффициент, учитывающий дополнительную заработную плату на предприятии.
![]() (руб.)
(руб.)
Доплата за районный коэффициент составляет:
![]() (руб.)
(руб.)
Общий фонд заработной платы составляет:
![]() (руб.)
(руб.)
Единый социальный налог:
ЕСН=К0(ОЗП+ДЗП+ДЗРП)
где Кесн - коэффициент, учитывающий единый социальный налог.
ЕСНК=0.26( )=3104,18 (руб.)
)=3104,18 (руб.)
Отчисления в фонд страхования от несчастных случаев составляют:
![]()
где Кос - коэффициент, учитывающий отчисления в фонд страхования от несчастных случаев.
ОФСОСК=0.005(![]() )=59,63 (руб.)
)=59,63 (руб.)
Основная заработная плата при изготовлении устройства составляет:
![]()
где Ои - оклад специалиста, осуществляющего сборку и монтаж разрабатываемого устройства, руб;
Ти - трудоемкость сборки и монтажа устройства, час;
Fu - месячный эффективный фонд времени специалиста, час;
![]() (руб.)
(руб.)
Дополнительная заработная плата составляет:
![]() (руб.)
(руб.)
Доплата за районный коэффициент составляет:
![]() (руб.)
(руб.)
Общий фонд заработной платы составляет:
![]() (руб.)
(руб.)
Единый социальный налог:
ЕСНИ=0.26(245,5+23,57+40.36)=80.45 руб.
Отчисления в фонд страхования от несчастных случаев составляют:
ОФСОСИ=0.005(245,5+23,57+40.3)=1,54 руб.
Затраты на машинное время определяются по следующей формуле:
ЗМ=ТРМЗПЭВМ
ЗМ=143.5*15=2152.5 (руб.).
Перечень материалов, необходимых для изготовления устройства, их расход и стоимость приведены в Приложении Б.
![]()
Накладные расходы составляют 12% от цены спроса:
![]() (руб.)
(руб.)
Распределение накладных расходов производится в зависимости от трудоемкости каждой фазы производства изделия.
Общее время, потраченное на производство устройства:
![]() (ч.)
(ч.)
Накладные расходы в зависимости от трудоемкости распределяются следующим образом:
на проектирование:
![]() (руб.)
(руб.)
на изготовление:
![]() (руб.)
(руб.)
Таблица 4. Себестоимость устройства.
|
Наименование статей калькуляции |
Затраты на проектирование конструкторской части |
Затраты на изготовление |
| 1.Затраты на материалы | 36 | 5814.8 |
| 2.Затраты на машинное время | 2152.5 | - |
| 3.Основная заработная плата | 9472.5 | 245.5 |
|
4.Дополнительная заработная плата |
909.36 | 23.57 |
|
9.Доплата по районному коэффициенту |
1557.3 | 40.36 |
| 6.Единый социальный налог | 3104,18 | 80.45 |
|
7.Отчисления в фонд страхования от несчастных случаев |
59.63 | 1,54 |
| 9.Накладные расходы | 4096.76 | 104.24 |
| Итого: |
ЗР=21388,23 |
ЗИ=6310,46 |
Себестоимость зависит от объема производства и определяется по формуле:
![]() (руб.)
(руб.)
Первое значение цены соответствует сумме себестоимости и величины налогов:
Определяется себестоимостью продукта и суммой налоговых сборов:
![]() .
.
где Н - рассчитанная величина налогов в соответствии с существующим в стране налогообложением.
Налог на имущество. Ни=Ки*С=0,022*27698.69=609.37 руб.
Налог на добавленную стоимость.
Нндс=Кндс*( Ни+С)=0,18*(609.37 +27698.69)=5455.45 руб.
Н=609.37 +5455.45 =6064.82 руб.
Несн=3104.18/1+80.45=3184,63 руб.
Но=59.63/1+1.54=61.17 руб.
С учетом всех налогов, сумма налогов по первой цене составляет:
Н1=6064.82 +3184,63 +61.17 =9310.62 руб.
Ц=27698.69+9310.62 =37009.31 руб.
Второе значение цены соответствует цене спроса:
ЦИСХ2=ЦС=35000 (руб.)
Ни=Ки*Ц=0,022*35000=770 руб.
Нндс=Кндс/(1+Кндс)*Ц=0.18/1,18*35000=5338.98 руб.
Балансовая прибыль:
Пр=Ц- С-Ни -Нндс = 35000-27698.69-770-5338.98 =1192.33 руб.
Налог на прибыль. Нп=Кп*Пб=0,24*1192.33 =286.16 руб.
Прибыль. П=Пб- Нп =1192.33 -286.16 =906.17 руб.
Н=5338.98 +770+286.16 =6395.14 руб.
С учетом всех налогов, сумма налогов по второй цене составляет:
Н1=6395.14 +3184.63+61.17 =9640.94 руб
Третье значение цены.
Ц=Ца*Jту=40000*1.321=52840 руб.
Ни=Ки*Ц=0,022*52840=1162.48 руб.
Нндс=Кндс/(1+Кндс)*Ц=0.18/1,18*52840=8060.34 руб.
Пр=Ц- С-Ни -Нндс = 52840-27698.69-1162.48 -8060.34 =15918.49 руб.
Налог на прибыль. Нп=Кп*Пб=0,24*15918.49 =3820.43 руб.
Прибыль. П=Пб- Нп =15918.49 -3820.43 =12098.06 руб.
Н=1162.48 +8060.34+3820.43 =13043.25
С учетом всех налогов, сумма налогов по третьей цене составляет:
Н1=13043.25 +3184.63+61.17 =16289.05 руб.
Четвертое значение цены определяется с учетом инфляции:
Цисх = Ца*S(ki* Ki),
где ki - удельный вес i – х затрат в себестоимости разрабатываемого устройства;
Ki - инфляционные коэффициенты по i – м затратам
К1 – темп инфляции по материальным ресурсам К1 = 1,133(Приложение В).
К2 – темп инфляции по заработной плате (Приложение Г).
Ц=Ца*(k1*К1+k2*К2+(1-k1-k2))=40000*(0,21*1,133+0,56*1,267+(1-0,21-0,56))=47180.9 руб.
k1=(36/1+5814.8)/ 27698.69=0,21
k2=(9472.5+909.36+1557.3+3104.18+59.63/1+245.5+23.57+40.36+80.45+1.54)/ 27698.69 =0,56
Ни=Ки*Ц=0,022*47180.9 =1037.98 руб.
Нндс=Кндс/(1+Кндс)*Ц=0.18/1,18*47180.9 =7197.07 руб.
Пр=Ц- С-Ни -Нндс = 47180.9 -27698.69-1037.98 -7197.07 =11247.16 руб.
Налог на прибыль. Нп=Кп*Пб=0,24*11247.16 =2699.32 руб.
Прибыль. П=Пб- Нп =11247.16 -2699.32 =8547.84 руб.
Н=1037.98 +7197.07 + 2699.32 =10934.37
С учетом всех налогов, сумма налогов по четвертой цене составляет:
Н1=10934.37+3184.63+61.17 =14180.17 руб
Таблица 5. Рассчитанные значения цен, прибыли, налогов.
|
Цена, (Ц) руб. |
Прибыль, (П) руб. |
НДС, (Нндс) руб. |
Налог на имущество, (Ни)руб. |
Налог на прибыль, (Нп)руб. |
Н, руб. |
ЕСН, (Несн) руб. |
ОФСОС, (Но)руб. |
Н1, руб. |
| 37009.31 | - | 5455.45 | 609.37 | - | 6064.82 | 3184.63 | 61.17 | 9310.62 |
| 35000 | 906.17 | 5338.98 | 770 | 286.16 | 6395.14 | 9640.94 | ||
| 52840 | 12098.06 | 8060.34 | 1162.48 | 3820.43 | 13043.25 | 16289.05 | ||
| 47180.9 | 8547.84 | 7197.07 | 1037.98 | 2699.32 | 10934.37 | 14180.17 |
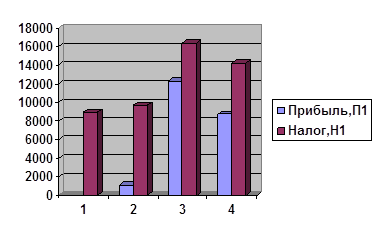
Рисунок 4 -Соотношение "прибыль – налог".
Критический объем находится по формуле:
 ,
,
где Зпост - затраты постоянные, руб.;
Зпер - переменные затраты на единицу разрабатываемого устройства, руб.;
Значение критического объема для первой цены:
![]()
![]()
По аналогии рассчитываются для остальных значений цены на разрабатываемое устройство и указаны в табл 6.
Определение экономической целесообразности разрабатываемого устройства
Коэффициент экономии определяется по формуле
 ,
,
где Зпа ,Зпр - соответственно текущие ежегодные затраты потребителя при использовании аналога и разрабатываемого устройства, руб.
Расчет затрат потребителя указан в приложении Д.
![]()
Коэффициент, учитывающий изменение цен, можно рассчитать по формуле:
Интегральный показатель конкурентоспособности составляет:
![]()
Коэффициент суммы дисконтирования равен
![]()
где Е - банковская ставка, Е=0,16;
t - срок морального старения разрабатываемого устройства;
t=3 года
Тогда:
![]() .
.
Сумма
дисконтирования: ![]()
Коэффициент аннуитета распределяет дисконтированную сумму, для которой наступил срок погашения, в равные суммы платежей (аннуитеты) с учетом процента на 3 года. Коэффициент аннуитета равен:
![]()
Чистый дисконтированный доход определяется как сумма текущих эффектов за весь расчетный период, приведенный к начальном году. Целесообразность разрабатываемого устройства определяется также с помощью трех показателей: чистого дисконтированного дохода, аннуитета, внутренней нормы доходности.
Приведенная стоимость экономии равна:
![]()
Чистый дисконтированный доход равен:
ЧДД= Эп – Цисх1 =5509.01–37009.31=-31500.3 руб.
Ежегодные платежи в счет расхода на приобретение равны:
П1 =КАн * Цисх1=0.45*37009.31=16654.19 руб.
Аннуитет равен:
Ан1=(Зпа - Зпр)-П1=(2939.2–479.8)- 16654.19 =-14194.79 руб.
При банковской ставке 16%, Е1=17%, Е2=18%,
Кд1=((1+Е1)t-1)/(Е1*(1+Е1)t);
Кд1= ((1+0,17)3-1)/(0,17*(1+0,17)3)= 2,22;
![]()
![]()
Кд2=((1+Е2)t-1)/(Е2*(1+Е2)t);
Кд2= ((1+0,18) 3-1)/(0,18*(1+0,18)3)=2,13;
![]()
![]()
![]()
Расчет амортизационных отчислений
Норма амортизации без учета фактора времени:
а=1/t=0,33.
Годовые амортизационные отчисления:
![]()
Норма амортизации с учетом фактора времени:
![]()
Амортизационные отчисления с учетом фактора времени:
![]()
Норма амортизации с учетом инфляции:
![]()
аr = ![]()
Амортизационные отчисления с учетом инфляции:
![]()
По аналогии рассчитаем экономическую целесообразность для остальных рассчитанных значений цен .
Таблица 6- Показатели, характеризующие целесообразность.
| Наименование показателей | Ед. изм | Величина показателя для исходной цены | |||
| первой | второй | третьей | четвертой | ||
| Исходная цена | Руб. | 37009.31 | 35000 | 52840 | 47180.9 |
| Прибыль | Руб. | - | 906.17 | 12098.06 | 8547.84 |
| Налоги | Руб. | 9310.62 | 9640.94 | 16289.05 | 14180.17 |
| Критический объем производства | Шт. | 1 | 1 | 1 | 1 |
| Экономия у потребителя | Руб. | 2459.4 | |||
| Экономичность устройства у потребителя | 1,83 | ||||
| Индекс технического уровня | 1,321 | ||||
| Индекс уровня научно – технической прогрессивности | 0,933 | ||||
| Интегральный показатель конкурентоспособности |
2,44 |
2.57 |
1.71 |
1.92 |
|
| Приведенная стоимость экономии | Руб. |
5509,01 |
|||
| Коэффициент, учитывающий изменение цены |
1,08 |
1.14 |
0.76 | 0.85 | |
| Коэффициент суммы дисконтирования | 2,24 | ||||
| Коэффициент аннуитета | 0,45 | ||||
| Аннуитет | Руб. | -14194.79 | -13290.6 | -21318.6 | -18862 |
| ЧДД | Руб. | -31500.3 | -29490.99 | -47330.99 | -41671.89 |
| Ежегодные платежи в счет расхода на приобретение | Руб. | 16654.19 | 15750 | 23778 | 21231.4 |
| Ежегодные амортизационные отчисления | Руб. | 12213.07 | 11550 | 17437.2 | 15569.7 |
| Суммарные амортизационные отчисления с учетом фактора времени | Руб. | 36975.85 | 34968.36 | 52311.6 | 46709.1 |
| Суммарные амортизационные отчисления с учетом темпов инфляции | Руб. | 40219.45 | 37975 | 56538.8 | 50483.6 |
Выводы
В данном разделе дипломного проекта был выполнен функционально-стоимостной анализ и произведен расчет экономической целесообразности изготовления устройства.
Рассчитали значения затрат на проектирование, сборку. Четырьмя методами была определена цена предложения, по первой цене изготовитель понесет убыток, если объем продаж будет менее 1 штуки.
Экономия у потребителя составила 2459.4 рублей.
Был выполнен анализ соотношения налогов, прибыли и цены предложения. Для второго варианта цены прибыль составляет 906.17 руб., налоги –9640.94 руб.
При увеличении цены предложения до значения 52840 руб., прибыль увеличивается в 13.35 раз, а налоги увеличиваются– в 1,69 раза.
При увеличении цены предложения до значения 47180.9 руб., прибыль увеличивается в 9.43 раза, а налоги увеличиваются– в 1,47 раза.
Таким образом, предпочтительнее является третий вариант - цена предложения равна 52840 рублей. При этом оставшаяся прибыль у производителя составит 18,1%, а налоговые отчисления – 30,8 %.
Приложение А
Карта технического уровня
|
Наименование показателей |
Едини-цы измере- ния |
Значи мость показа телей Знi |
Значения показателей | |||||
| Аналог |
Проекти- руемый |
Перспек- тивный |
||||||
| Абс. | Отн. | Абс. | Отн. | Абс. | Отн. | |||
| Надежность | 10000ч | 0.232 | 0.9 | 1 | 0.9 | 1 | 0.7 | 1.29 |
| Тактовая частота | МГц | 0.232 | 20 | 1 | 40 | 2 | 40 | 2 |
| Габариты | мм | 0.166 | 261х117х44 | 1 | 261х117х44 | 1 | 230х110х40 | 1.33 |
| Потребляемая мощность | Вт | 0.204 | 7 | 1 | 5.8 | 1.2 | 2 | 1.2 |
| температурный диапозон |
0С |
0.166 | -50 - +50 | 1 | -50 - +50 | 1 | -60 - +50 | 1.1 |
ПРИЛОЖЕНИЕ Б
Затраты времени на проектирование конструкторской части.
Конструкторская документация включает в себя графическую и текстовую части.
Затраты времени на один графический документ вычисляются по
формуле: ![]() ,
,
где ![]() коэффициент формата чертежа,
коэффициент формата чертежа,
![]() коэффициент типа производства,
коэффициент типа производства,
![]() коэффициент масштаба чертежа,
коэффициент масштаба чертежа,
![]() коэффициент применения аппликаций,
коэффициент применения аппликаций,
![]() табличное значение нормы времени на
данный документ.
табличное значение нормы времени на
данный документ.
Для единичного типа производства ![]() равен
равен ![]() .
.
При наименьшем использовании аппликаций (до 20 %) коэффициент
![]() равен
равен ![]() .
.
Для текстовой части документации затраты времени на проектирование определяются по формуле:
![]() ,
,
где ![]() количество листов раздела документации,
количество листов раздела документации,
![]() коэффициент формата чертежа,
коэффициент формата чертежа,
![]() коэффициент типа производства (единичное
производство),
коэффициент типа производства (единичное
производство),
![]() коэффициент масштаба чертежа,
коэффициент масштаба чертежа,
![]() коэффициент применения аппликаций,
коэффициент применения аппликаций,
![]() табличное значение нормы времени на
данный документ.
табличное значение нормы времени на
данный документ.
Таблица 2. Расчет трудоемкости для текстовой части
| Тип КД |
Содержание документа |
Формат | Количество элементов | Ттабл. | К |
Трасч., час. |
В т.ч. Трас- чмаш., час. |
|
|
К1 К2 К3 |
К4 | |||||||
| Пояснительная записка | Содержание | А4 | 2 | 0,5ч | 1 | 0,9 | 0,9ч | 0,1ч |
| Техническое задание | А4 | 1 | 3ч | 1 | 0,9 | 2,7ч | 0,2ч | |
| Введение | А4 | 2 | 4,3ч | 1 | 0,9 | 7,74ч | 0.5 | |
|
1.Обзор часть 1.1 Основные положения нейронных сетей 1.2 Обзор существующих систем управления ШГНУ 1.3 Обзор инструментальных модулей 1.4 Обзор и сравнительные характеристики нейрочипов 1.5 Обзор и сравнительные характеристики приемопередатчиков |
А4 | 25 | 4.3ч | 1 | 0,9 | 96,75ч | 14 | |
| 2.Разработка и описание структурной схемы | А4 | 3 | 4,3ч | 1 | 0,9 | 11,61ч | 4ч | |
|
3.Выбор и реализация блоков принципиальной схемы. 3.1Генератор тактовых импульсов 3.2 Нейрочип 3.3Оперативное запоминающие устройство 3.4Универсальный последовательный интерфейс 3.5Приемопередатчик |
А4 | 13 | 5.52 | 1 | 0.9 | 64.6 | 12 | |
| 4.Метрологическая часть | 3 | 4.3 | 1 | 0.9 | 12.9 | 3 | ||
| 5.Технологическая часть | А4 | 15 | 4.3ч | 1 | 0,9 | 64.5ч | 4 | |
| 6. Организационно-экономическая часть | А4 | 30 | 4,3ч | 1 | 0,9 | 116,1ч | 14 | |
| 7. Безопасность и экологичность проекта | А4 | 11 | 4,3ч | 1 | 0,9 | 47,3ч | 7.5 | |
| Заключение | А4 | 1 | 4,3ч | 1 | 0,9 | 3,87ч | 0.4ч | |
| Список литературы | А4 | 1 | 4,3ч | 1 | 0,9 | 3,87ч | 0.5ч | |
| Приложения | А4 | 15 | 4,3ч | 1 | 0,9 | 58,05ч | 10ч | |
| Ведомость документация | А4 | 2 | 0,2ч | 1 | 0,9 | 0,36ч | 0,1ч | |
| Перечень элементов | А4 | 1 | 0,5ч | 1 | 0,9 | 0,45 ч | 0,1 ч | |
| Патентная проработка | А4 | 1 | 4.3 | 1 | 0.9 | 3.87 | 0.1ч | |
| 423,1ч | 70.5ч | |||||||
| Итого |
Суммарное время проектирования:
![]()
![]() .
.
Суммарное время работы на ЭВМ:
![]()
![]() .
.
Приложение В
Затраты на реализацию функций
|
Функ- ция |
Состав | Кол-во, шт. | Цена, руб. |
Стоимость реализа-ции функ-ции, руб. |
Удель-ный вес стои-мости,% |
| F1 |
К155ЛА3 Резисторы Конденсатор КТ-2-18пФ. Кварц РВ-11 |
3 2 1 1 |
41 1.5 8.80 30 |
164.8 | 4.36 |
| F2 | К561НЕ10 | 1 | 180.2 | 180.2 | 4.76 |
| F3 | Л1879ВМ1 | 1 | 3000 | 3000 | 48.18 |
| F4 | HM6285 | 1 | 335.4 | 335.4 | 8.88 |
| F5 | M25P80 | 1 | 440.3 | 440.3 | 11.65 |
| F6 | SL-11 | 1 | 720.1 | 720.1 | 13.76 |
| F7 |
XE1203 ADG741 Конденсатор КТ-2-3.3пФ Конденсатор КТ-2-1.5пФ Индуктивности Кварц РВ-11 Резисторы |
1 1 4 4 4 1 1 |
162.30 29.2 9.10 8.20 6.4 30 1.5 |
317.80 | 8.41 |
| ∑ | 5778.9 | 100 |
Источники информации (цены указаны по состоянию на 10.05.2007г.):
www.radiopost.ru
www.x.ports-in-stock.ru
www.futurlec.com
www.chip-dip.ru
Затраты на вспомогательные материалы.
| Материалы | Цена на единицу материала | Расход |
Стоимость |
|
| Припой ПОС-61 |
17 |
3 |
51 | |
| Канифоль |
160 |
0.04 |
6.4 | |
| Этиловый спирт |
100 |
3 |
300 | |
| Лак монтажный |
150 |
0.1 |
15 | |
| Изготовление печатных плат |
100 |
0.7 |
70 | |
| Провод монтажный МГТФ-0.12 |
4.6 |
20 |
92 | |
| Флюс |
60 |
0.04 |
2.4 | |
| Итого | 536.8 | |||
Затраты на изготовление корпуса :1500 руб.
Стоимость трех дискет равна 12·3=36 (руб.).
Источники информации (цены указаны по состоянию на 10.05.2007г.):
www.chip-dip.ru;
www.iek.ru.
Стоимость самого дорогого элемента схемы – Л1879ВМ1 – 3000 руб.(на 10.05.07).
Стоимость того же элемента на 20.05.06 (прайс-лист «Платан») – 2654 руб.
![]()
ПРИЛОЖЕНИЕ Г
Исходные данные для выполнения организационно – экономической части
Тема выпускной квалификационной работы:
Нейросетевая система для диагностики и управления штанговой глубиннонасосной установкой.
Место прохождения преддипломной практики: УГАТУ
Цена аналога: 40000 руб.
Цена спроса: 35000 руб.
Объем спроса: 1 шт.
Разряд специалиста, производящего монтаж и сборку: 11
Оклад инженера 11 разряда: 2737,48 руб.
Отчисления в фонд страхования от несчастных случаев
4 класс, 11.10.11 Добыча сырой нефти и нефтяного (попутного) газа 0,5%
Ставка налога на имущество: 2,2%
Ставка НДС: 18%
Ставка налога на прибыль: 24%
Ставка единого социального налога: 26%
Стоимость одного часа работы на ПЭВМ: 15 руб.
Время на сборку (Ти) 15 ч
Накладные расходы составляют 12% от цены спроса
Средняя банковская ставка по кредитам: 16%
Бюджетная инфляция по РФ: 8%
Инфляционный коэффициент по заработной плате: 1,267.
Коэффициент, учитывающий дополнительную заработную плату: 0,096
Приложение Д
Для сравнения текущих ежегодных затрат у потребителя при использовании аналога и разрабатываемого устройства необходимо исследовать карту технического уровня, сравнив показатели качества, где есть различия.
- Тактовая частота : 40 МГц , повышается быстродействие и точность обработки. Для выполнения этих условий используется нейрочип, применение которого позволило отказаться от использования 3-х датчиков: датчик тока СSLA2EL-1230 руб (www.chip-dip.ru);
датчик усилия FS03- 3720 руб (www.chip-dip.ru);
датчик напряжения HPKR12- 3500 руб (www.platan.ru);
Вместо датчиков используется плата для обучения (динамограф):
ДВ802 -1200 руб. (www.micon.ru);
Срок морального старения датчиков 3 года, поэтому вводим коэффициент 0.33.
ЗПА1=(1230+3720+3500)*0.33=2838 руб.
ЗПР1=1200*0.33=396 руб.
- Потребляемая мощность: у аналога составляет 7 Вт.
Устройство работает непрерывно, поэтому при использовании аналога в течение 1 года по 24 часа в день, кол-во потребленной энергии составит 365*24*7=61320 Вт/ч, 365-кол-во рабочих дней в году, 24-кол-во рабочих часов в день, 7-потребление энергии аналогом в ваттах. Стоимость одного киловатт-часа электроэнергии для промышленных предприятий составляет 1,65 руб (www.bashkirenergo.ru).
ЗПА2=61,320*1.65=101.2 руб.
Потребляемая мощность у разрабатываемого устройства составляет 5.8 Вт.Значит кол-во потребленной энергии составит 365*24*5.8=50808 Вт/ч
ЗПР2=50.808*1.65=83.8 руб.
7.Безопасность и экологичность проекта
Обеспечение безопасности на рабочем месте оператора
В данной работе рассмотрены задачи обеспечения безопасности на рабочем месте оператора, контролирующего работу штанговой глубинно-насосной установки.
На рабочем месте должны быть предусмотрены меры защиты от возможных неблагоприятных факторов. Уровни этих факторов не должны превышать предельных значений,оговоренных нормативными документы(СН 245-71,ГОСТ12.2.032-78,ГОСТ21.889-76,ГОСТ 12.1.005-88). Эти нормативные документы обязывают к созданию на рабочем месте условий труда, при которых влияние неблагоприятных факторов на работающих либо устранено совсем, либо находится в допустимых пределах.
На работоспособность оператора могут повлиять такие факторы:
неправильное расположение оборудования и организация рабочего места, плохая освещённость рабочего места, недостаточная вентиляция воздуха, неблагоприятный микроклимат. Рассмотрим комплекс мер по устранению этих неблагоприятных факторов.
Организация рабочего места
Характер труда оператора заключается в контролировании работы штанговой глубинно-насосной установки, путем отслеживания параметров ее работы по монитору, и в случае возникновения неисправности оператор отключает электродвигатель.
Рабочее место оператора включает в себя : рабочий стол, на
котором находится необходимое оборудование(системный блок, монитор,клавиатура,принтер,мышка),кресло, окружающая обстановка, в
которой оператор проводит большую часть рабочего времени. Рабочее место должно обеспечивать ему удобное положение при работе и высокую производительность труда при наименьшем физическом и психологическом напряжении.
Организация рабочего места оператора ЭВМ должна удовлетворять следующим эргономическим и психологическим требованиям:
1) досягаемость - рациональная планировка рабочего места предполагает такое размещение всех технических средств и рабочих материалов, которое позволяет работать без лишних движений, приводящих к утомлению и лишним затратам времени. На этот счёт имеются нормативные данные, определяющие размеры зон досягаемости, в которых работа наименее утомительна, и максимальных рабочих зон, ограниченных вытянутыми руками. Зоны эти располагаются в горизонтальной и вертикальной плоскостях и зависят от роста человека. Зная их размеры, можно приступать к решению вопроса о размещении отдельных приспособлений и материалов, сообразуясь с их назначением и частотой использования;
2) обозримость - это требование организовать своё рабочее место так, чтобы все без исключения материалы в любой момент были видны. Хорошая обозримость в сочетании с постоянством мест хранения материалов, должна свести на нет потери времени на их поиск. Нормальной должна быть такая организация труда, при которой слово «искать» было бы вообще исключено из лексикона;
3) изолированность – исследования показывают прямую зависимость между степенью изолированности рабочего места умственного труда и продуктивностью работы. Ликвидируется нервное напряжение, возникающее при необходимости работать на виду;
4) достаточное рабочее пространство для оператора, позволяющее осуществлять все необходимые движения и перемещения при эксплуатации машины;
5) достаточные физические, зрительные и слуховые связи между оператором и оборудованием;
6) оптимальное размещение оборудования, главным образом средств отображения информации и органов управления, благодаря которому обеспечивается удобное положение оператора при работе;
7) четкое обозначение органов управления, элементов системы обозначения информации, других элементов оборудования, которые нужно находить опознавать, и которыми оператор должен манипулировать;
8) необходимое естественное и искусственное освещение для выполнения оперативных задач и технического обслуживания оборудования;
10) обеспечение комфорта в помещениях, где работают операторы (температурный режим, допустимый уровень акустических шумов, создаваемых оборудованием рабочего места);
11) наличие необходимых инструкций и предупредительных знаков, предостерегающих об опасности и указывающих на необходимые меры предосторожности при работе.
При проектировании письменного стола следует учитывать следующее:
- высота стола должна быть выбрана с учетом возможности сидеть свободно, в удобной позе, при необходимости опираясь на подлокотники;
- нижняя часть стола должна быть сконструирована так, чтобы оператор мог удобно сидеть, не был вынужден поджимать ноги;
- поверхность стола должна обладать свойствами, исключающими появление бликов в поле зрения оператора;
- конструкция стола должна предусматривать наличие выдвижных ящиков.
Требования
к организации и оборудованию рабочего места оператора приведены в ГОСТ 12.2.032‑78.
Высота рабочей поверхности стола для пользователей должна регулироваться в пределах
680-800 мм;
Модульными размерами рабочей поверхности стола для ПЭВМ, на основании которых должны
рассчитываться конструктивные размеры, следует считать: ширину 800, 1200, 1400 мм,
глубину 800 мм. Рабочий стол должен иметь пространство для ног высотой не менее
600 мм, шириной – не менее 500 мм, глубиной на уровне колен не менее 450 мм и на
уровне вытянутых ног – не менее 650 мм.
Кресло выполняется в соответствии с ГОСТ 21.889-76. При проектировании кресла исходят из того, что при любом рабочем положении программиста его поза должна быть физиологически правильно обоснованной, т.е. положение частей тела должно быть оптимальным. Для удовлетворения физиологических требований, вытекающих из анализа положения тела человека в положении сидя, конструкция рабочего сидения должна удовлетворять следующим основным требованиям:
- допускать возможность изменения положения тела, т.е. обеспечивать свободное перемещение корпуса и конечностей тела друг относительно друга;
- допускать регулирование высоты в зависимости от роста работающего человека ( в пределах от 400 до 550 мм );
- иметь слегка вогнутую поверхность,
- иметь небольшой наклон назад.
Рабочее
место необходимо оборудовать подставкой для ног, имеющей ширину не менее 300 мм,
глубину не менее 400 мм, регулировку по высоте в пределах до 150 мм и по углу наклона
опорной поверхности подставки до 20 градусов. Поверхность подставки должна быть
рифленой и иметь по переднемукраюбортиквысотой10мм.
Клавиатуру следует располагать на поверхности стола на расстоянии 100-300 мм от
края, обращенного к пользователю, или на специальной регулируемой по высоте рабочей
поверхности, отделенной от основной столешницы.
Для меньшего утомления глаз используется ЖК – монитор. Для удобного пользования взята беспроводная мышь и клавиатура.
Рабочее место оператора показано на рисунке 1(а- вид спереди, б- вид сверху)
1)стол;
2)стул;
3)подставка для ног;
4)системный блок;
5)монитор;
6)клавиатура;
7)принтер;
8)лоток для бумаги;
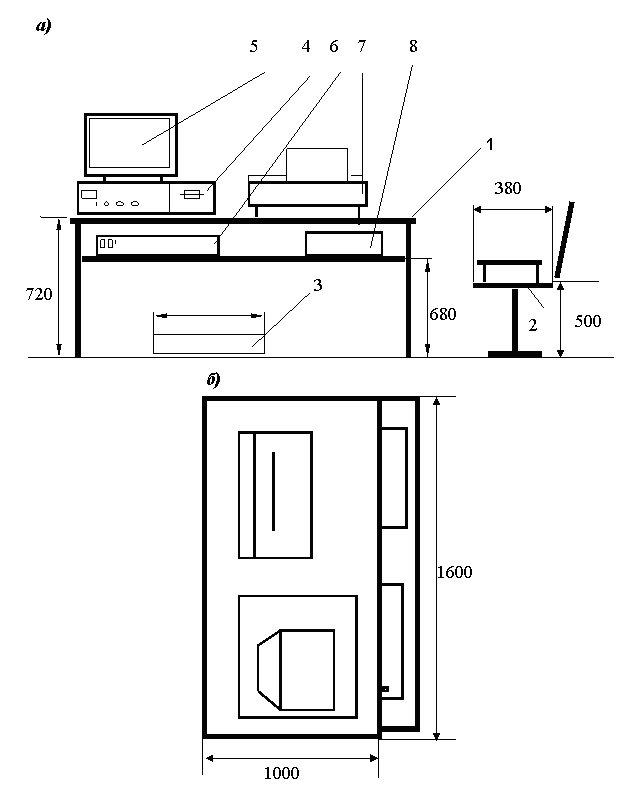
Рисунок 1
Расчет освещенности помещения
Для освещения помещений используется освещение трёх видов : естественное, искусственное и смешанное, т.е. сочетание естественного и искусственного освещения.
Искусственное освещение по функциональному назначению подразделяется на следующие виды : рабочее, аварийное, эвакуационное и охранное .
Искусственное рабочее освещение осуществляется с помощью двух систем : общего освещения и комбинированного освещения, т.е. совокупности местного и общего освещения. Основная задача оператора – контролировать работу штанговой глубинно-насосной установки, отслеживая ее параметры по монитору, т.е. работа оператора не связана с тонкой ручной работой, поэтому будет достаточно общего освещения.
Для общего освещения помещений лучше использовать люминесцентные лампы. Это обусловлено такими их достоинствами как: высокой световой отдачей, продолжительным сроком службы, малой яркостью светящейся поверхности.
Светильники с люминесцентными лампами размещаются рядами, параллельно окнам. Главными недостатками люминесцентных ламп является производимый шум от дросселей ПРА, и пульсация светового потока. Для снижения пульсации лампы, применяют многоламповые светильники, с подключением ламп к разным фазам или к смещенным фазам.
Рассчитаем общее освещение рабочего места.
Определяем минимальную освещенность 300 люкс для рабочего места .
Используем двухламповый светильник для люминесцентных ламп. Световой поток для них определяется следующим образом:
 где ,
где ,
Е – заданная минимальная освещенность, (300 лк);
К – коэффициент запаса (1,5);
S – площадь помещения( 15 м2);
Z – отношение средней освещённости к минимальной (1,1);
h - коэффициент использования светового потока; находится исходя из коэффициента отражения стен bс, коэффициента отражения пола bр, потолка bп и индекса помещения i.
Индекс помещения :
i = 
где h – высота до источника света от рабочей поверхности;
а- длина помещения (5м);
б- ширина помещения (3м).
h=H –hр-hп=4м-0.7м-0,4м=2,6м
где hр – высота от пола до рабочей поверхности;
hп - высота от пола до рабочей поверхности
i=0,72.
Примем: bр=10%;bс=50%;bп=70%.
Определим h из таблицы: h=41%
![]() лм.
лм.
Выбираем для помещения люминесцентные лампы ЛТБ40. Световой поток такой лампы составляет F1=3100 лм, следовательно для получения общего светового потока F=18109.8 лм необходимо 6 ламп.
Электрическая мощность всей осветительной системы составляет :
Робщ.
= ![]() = 240 Вт
= 240 Вт
Коэффициент пульсации освещенности:
![]() ,
,
где Еmax, Еmin, Еср - максимальное, минимальное и среднее значение освещённости за период её колебаний, лк.
Возьмем люминесцентную лампу ЛХБ приблизительно той же мощности.
Включением смежных ламп в разные фазы (группы) трехфазной электрической сети возможно добиться уменьшения коэффициента пульсации с 35 до 13%.
Расчет теплообмена в помещении
Системы отопления и системы кондиционирования следует так, чтобы чтобы ни теплый, ни холодный воздух не направлялся на людей. В производственных помещениях помимо естественной вентиляции предусматривают приточно-вытяжную вентиляцию. Основным параметром, определяющим характеристики вентиляционной системы является кратность обмена, т.е. какое количество воздуха сменится за 1 час в помещении. Расчет для помещения :
V вент - объем воздуха, необходимый для обмена;
V пом - объем рабочего помещения.
Объем помещения равен:
V помещения = а * б * h =45 м3
где h – высота помещения(3м);
а- длина помещения (5м);
б- ширина помещения (3м).
Необходимый для обмена объем воздуха L определим исходя из уравнения теплового баланса:
L * С( tуход - tприход ) * Y = 3600 * Qизбыт
Qизбыт - избыточная теплота (Вт);
С - удельная теплоемкость воздуха (1000 Дж/кгК);
Y - плотность воздуха (1.2 кг/м3).
Температура уходящего воздуха определяется по формуле:
tуход = tр.м. + ( h - 2 )t ,
где
t -
повышение температуры на 1м высоты помещения(1![]() - 5
- 5 ![]() );
);
tр.м.
- температура на рабочем месте(25 ![]() );
);
h - высота помещения(3м);
tприход
- температура поступающего воздуха(18 ![]() ).
).
tуход
= 25 + ( 3 - 2 ) 2 = 27 ![]() .
.
Qизб = Qизб.1 + Qизб.2 + Qизб.3 ,
где Qизб. - избыток тепла от разных факторов.
Qизб.1 - тепло, выделяемое осветительными приборами
Qизб.1 = Е * р ,
где Е - коэффициент потерь электроэнергии на теплоотвод (Е=0.55 );
р – мощность(240Вт).
Qизб.1 = 0.55 * 200=132 Вт
Qизб.2 - теплопоступление от солнечной энергии,
Qизб.2 =m * S * k * Qc ,
где m - число окон (2);
S - площадь окна(4 м2);
k - коэффициент, учитывающий остекление. Для двойного остекления k=0.6
Qc - теплопоступление от окон(127 Вт/м).
Qизб.2 = 2 * 4 * 0.6 * 127 = 610 Вт
Qизб.3 - тепловыделения людей
Qизб.3 = n * q ,
где q – тепло, выделяемое одним человеком(80 Вт/чел.);
n - число людей(постоянно в помещении находится 1 оператор).
Qизб.3 = 1 * 80 = 80 Вт
Qизбыт = 132 + 610 + 80 = 353 Вт
Из уравнения теплового баланса следует:
L = ![]() =353 м3
/ч
=353 м3
/ч
Объем воздуха необходимый для обмена имеет небольшую величину, поэтому воздухообмен можно обеспечить с помощью приточной вытяжной вентиляцией. Приточная вытяжная вентиляция служит для подачи свежего воздуха в помещение и для удаления из помещения загрязненного или нагретого воздуха через воздуховоды.
Классификация воздуховодов:
По давлению:
- низкого давления - до 900 Па
- среднего давления - от 900 до 2000 Па
- высокого давления - более 2000 Па
По скорости воздуха:
- низкоскоростные - до 15 м/с
- высокоскоростные - более 15 м/с.
Для небольших помещений, требующих небольшого воздухообмена применяют воздуховод с низкими давлением и скоростью.
Мероприятия по снижению шума на рабочих местах
При длительном воздействии шума и недостаточном отдыхе могут произойти стойкие патологические изменения в слуховом анализаторе и сердечно – сосудистой системе и, как следствие этого, вызвать заболевание органов кровообращения, а затем и необратимое снижение слуховой чувствительности.

Вредное влияние шума существенно сказывается на реакции работающего человека, ведет к ослаблению его внимания .
Шумовые явления обладают свойством кумуляции. Накапливаясь в организме, они все больше и сильнее угнетают нервную систему.
Вредность шума как фактора производственной среды приводит к необходимости ограничивать его уровень. Важным средством профилактики и борьбы с вредным воздействием широкополосного шума (шум, в котором звуковая энергия распределена по всему спектру частот) является соблюдение гигиенических нормативов в соответствие с ГОСТ 12.1.003-83 "Шум".
Для предотвращения неблагоприятного воздействия шума и вибрации, при сборке ПП, на организм работающих должен проводиться комплекс мероприятий, включающих технические, организационные и медико – профилактические мероприятия. Одним из основных технических мероприятий является устранение в процессе проектирования, конструирования и эксплуатации приборов и оборудования причин шума, значительное их ослабление в самом источнике образования.
К организационным мероприятиям по борьбе с шумом и вибрацией относят: ограничение времени работы при использовании ручного инструмента, создающего вибрацию. Комплекс мероприятий по борьбе с шумом и вибрацией включает организацию постоянного контроля фактического состояния шумовой и вибрационной обстановки в производственных помещениях, с одной стороны и здоровьем работающих с другой.
Широкое применение получили методы снижения шума на пути его распространения посредством установки звукоизолирующих и звукопоглощающих преград в виде экранов, перегородок, кожухов, кабин и т.д.
Микроклимат помещения
Параметры микроклимата могут меняться в широких пределах, в то время как необходимым условием жизнедеятельности человека является поддержание постоянства температуры тела благодаря свойству терморегуляции, т.е. способности организма регулировать отдачу тепла в окружающую среду.
Основной принцип нормирования микроклимата - создание оптимальных условий для теплообмена тела человека с окружающей средой. В санитарных нормах СН-245/71 установлены величины параметров микроклимата, создающие комфортные условия. Эти нормы устанавливаются в зависимости от времени года, характера трудового процесса и характера производственного помещения (значительные или незначительные тепловыделения). Для рабочих помещений с избыточным тепловыделением до 20 ккал/м3 допустимые и оптимальные значения параметров микроклимата приведены в таблице:
| Время года | Зона |
Температура воздуха, 0 C |
Относительная влажность, % |
Скорость движения воздуха, м/с |
|
Холодный период |
Оптимальная | 18 - 21 | 60 - 40 | < 0.2 |
|
Переходный период |
Допустимая | 17 - 21 | < 75 | < 0.3 |
|
Теплый пе- риод года (t > 100 C) |
Оптимальная | 20 - 25 | 60 - 40 | < 0.3 |
В настоящее время для обеспечения комфортных условий используются как организационные методы, так и технические средства. К числу организационных относятся рациональная организация проведения работ в зависимости от времени года и суток, а также организация правильного чередования труда и отдыха. В связи с этим рекомендуется на территории предприятия организовывать зеленую зону со скамейками для отдыха и водоемом (бассейны, фонтаны). Технические средства включают вентиляцию, кондиционирование воздуха, отопительную систему.
Вывод
В этой части дипломной работы были изложены требования к организации рабочего места оператора, были указаны оптимальные размеры рабочего стола и кресла, а также проведен расчет оптимального освещения помещения, расчет теплообмена. Рассмотрены вопросы микроклимата и мероприятия по снижению шума.Соблюдение этих условий позволит сохранить хорошую работоспособность в течение всего рабочего дня и повысит производительность труда.
Заключение
В данном дипломном проекте была разработана система для диагностики и управления штанговой глубинно-насосной установки, соответствующее техническому заданию.
В обзорной части были рассмотрены основные положения нейронных сетей, обзор существующих систем управления ШГНУ, обзор методов анализа работы ШГНУ , обзор и сравнительные характеристики нейрочипов.
В конструкторской части была разработана структурная схема, произведен выбор и расчет блоков принципиальной схемы, была рассчитана потребляемая мощность и надежность каждого блока.
Расчет погрешностей производится в метрологической части.
В технологической части была рассмотрена технология изготовления печатных плат.
В организационно-экономической части был произведен функционально-стоимостной анализ и произведен расчет экономической целесообразности изготовления системы.
В части безопасность и экологичность проекта рассмотрены задачи обеспечения безопасности на рабочем месте оператора, контролирующего работу штанговой глубинно-насосной установки.
В патентной проработке был произведен поиск аналогичных разработок, были выявлены основные признаки разрабатываемого объекта и прототипа, отличитильные признаки и технико-экономические преимущества разрабатываемого объекта.
Список литературы
1.Гусев В.Г., Мулик А.В. Аналоговые измерительные устройства уч. пособие; УГАТУ Уфа 1996г.
2.Гусев В.Г., Гусев Ю.М. Электроника: Учебное издание. -М.: Высшая школа, 1991. –621с.: ил.
3.Гутников В.С. Интегральная электроника в измерительных устройствах. -2-е изд., перераб. и доп.- Л.: Энергоатомиздат. Ленингр.отд-ние, 1988.-304 с.:ил.
4.Козлов Б.И. Cправочник по расчету надежности аппаратуры радиоэлектроники и автоматики,1975г.,472с.
5.Разработка и оформление конструкторской документации радиоэлектронной аппаратуры: Справочник /Романычева Э.Т., Иванова А.К., 6.Куликов А.С.и др.; Под ред. Э.Т.Романычевой. - 2-е изд., перераб. и доп. - М.: Радио и связь, 19890. - 448 с., ил.
7.Шило В.Л. Популярные цифровые микросхемы: Справочник. 2-е изд., испр.-Челябинск: Металлургия, Челябинское отд., 1989.- 352 с.:-(Массовая радиобиблиотека. Вып.111
8.Тахаутдинов Ш.Ф. Обработка практических динамограмм на ПЭВМ. Альметьевск: издательство Казанского университета. 1996 г., 66с.
9.Чаронов В.Я. Разработка автоматизированного управления электроснабжением нефтегазодобывающих комплексов.Санкт-Петербург.1995г.
10.www.chip-dip.ru
11.www.platan.ru
12.www.gaw.ru
| Интеллектуальные датчики | |
|
Введение Одной из наиболее важных проблем, возникающих при создании и эксплуатации судовых технических систем, является обеспечение требуемого ... Помещение технических средств обработки информации непосредственно к датчику логически оправдано тем, что каждый шаг обработки измерительного сигнала вдали от объекта измерения ... В процессе работы датчики выполняют анализ своей работы: при возникновении различных сбоин, нарушений и неисправностей фиксируют их место возникновения и причину, определяют выход ... |
Раздел: Рефераты по коммуникации и связи Тип: дипломная работа |
| Устройство управления вентиляторами компьютера через порт LPT | |
|
Содержание Введение 1 Общая часть 1.1 Анализ технического задания 1.2 Описание схемы электрической принципиальной 2 Исследовательская часть 2.1 ... По окончании разводки и корректировки чертежа под него кладут копировальную бумагу красящим слоем на верх и красной или зеленой шариковой ручкой обводят контуры платы, а также ... Плату обезжиривают, протерев салфеткой, смоченной спиртом или ацетоном, после чего, ориентируясь на положение отверстий, переносят на нее нитрокраской рисунок печатных проводников ... |
Раздел: Рефераты по информатике, программированию Тип: дипломная работа |
| Отчет по практике | |
|
1 Структура предприятия УППО Практика проводилась на базе предприятия УППО. Предприятие занимается производством РЭО для самолетов гражданской и ... При этом используют многослойные печатные платы (МПП), объединяющие в единую конструкцию несколько слоёв печатных проводников, разделённых слоями диэлектрика. Затем сверлят переходные и монтажные отверстия и производят их химическое меднение (рис.2,д). Далее следует удаление защитного слоя (рис.2,е) и гальваническое осаждение меди на ... |
Раздел: Рефераты по схемотехнике Тип: реферат |
| Расчет винтового насоса | |
|
КУРСОВОЙ ПРОЕКТ по теме: "ПУТИ УСОВЕРШЕНСТВОВАНИЯ ВИНТОВЫХ НАСОСНЫХ УСТАНОВОК" Введение Мировые запасы высоковязких нефтей и природных битумов огромны ... - устройства для зажима (подвески) полированного штока. - вращающейся в центраторах колонны штанг, нижний конец которой соединен с ротором насоса. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Проектирование печатных плат в P-CAD2000 | |
|
... Новгородский государственный университет имени Ярослава Мудрого Кафедра "Проектирование и технология радиоаппаратуры" ПРОЕКТИРОВАНИЕ ПЕЧАТНЫХ ПЛАТ В P ... Modify (Simple) - простая модификация, которая используется при разработке монтажных отверстий для двухслойных и многослойных ПП, но при условии, что на всех слоях размеры и ... В него входят в различных сочетаниях контактные площадки (КП), металлизированные отверстия, печатные проводники на наружных слоях и гладкие крепежные отверстия. |
Раздел: Рефераты по информатике, программированию Тип: учебное пособие |