Курсовая работа: Зубчатые колеса и их изготовление
Министерство образования Российской Федерации
Уфимский государственный авиационный технический университет
Кафедра “Стандартизация и сертификация”
по дисциплине
«Метрология, нормирование точности, стандартизация и сертификация»
«Зубчатые колеса и их изготовление»
Содержание
Введение
1. Расчет и выбор посадки с зазором для гладкого цилиндрического соединения
2. Расчет посадок подшипника качения
3. Расчет предельных размеров и построение схемы расположения полей допусков деталей резьбового соединения
4. Назначение комплекса контролируемых параметров зубчатого колеса и выбор средств контроля
5. Расчет размерной цепи А-А
6. Совершенствование ГСС и перспективы вступления России в ВТО
Список используемой литературы
Введение
Данный узел является фрагментом коробки подач металлорежущего станка SUI-40. Универсальный токарно-винторезный станок SUI-40 предназначен для выполнения различных токарных работ, в том числе для нарезания метрической, дюймовой, резьбы повышенной точности.
1. Расчет и выбор посадки с зазором для гладкого цилиндрического соединения 7-13
Существующий метод расчета посадок с зазором сводится к определению наименьшего функционального зазора SminF , при котором обеспечивается жидкостное трение и наибольшего функционального зазора SmaxF, при котором еще сохранилось жидкостное трение и работоспособность соединения.
Найдем среднее давление для определения SminF и SmахF
![]()
![]()
![]()
где Fr- радиальная нагрузка;
l- длина соединения;
d- диаметр посадочной поверхности.
Определим толщину масляного слоя, при котором осуществляется жидкостное трение.
![]()
![]()
где Кжт- коэффициент запаса надежности по толщине масляного слоя (Кжт≥2);
Ra1, Ra2 –высоты неровностей поверхностей, которые после приработки соответственно равны 1-3 и 1-4, мкм;
Δg- добавка, учитывающая отклонения нагрузки, скорости, температуры от расчетных и др. факторов 2-3, мкм.
Определим величину наименьшего зазора, при котором обеспечивается жидкостное трение.


где k и m- коэффициенты, постоянные для заданного значения l/d;
µ1- динамическая вязкость смазки, Па·С;
ω- угловая скорость, равная π·n/30 рад/с.
l/d =55/35= 1,6 k=0,937 m=0,937 µ1= 0,016 ω=3,14·1400/30= 147 рад/с
По величине Smin выбирается посадка, ближайшая посадка Н9/d10 c Smin = 34 мкм.
Произведем проверку выбранной посадки на наличие жидкостного трения при наименьшем зазоре Smin.
![]()
![]()
где ψ- относительный зазор, равный Smin/d (Smin - наименьший зазор посадки выбранный по стандарту).
По таблице 2 при l/d=1,6 и CR=0,04 величина относительного эксцентриситета χ= 0,4.
+0,062
![]()
![]()
|
![]()
![]()
![]()
![]() + 0
+
+ 0
+
- -
![]()
![]()
|
![]()
-0,180
Smin T SmaxT
![]()
![]()
![]() 0 S,мкм
0 S,мкм
0,034 0,062 0,180 0,228
Smin F Smax F
Рисунок 2.1 Схема поля допуска посадки Ø35 Н9/d10
Данная посадка подходит, но при недолговременной эксплуатации этот узел выйдет из строя, тогда подбираем другую посадку Н8/d9 c Smin = 34 мкм, чтобы повысить ресурс.
Наименьшая толщина масляного слоя при этом.
![]()
![]()
![]()
Запас прочности по толщине масляного слоя.
![]()
![]()
+0,039
![]()
![]()
|
![]()
![]()
![]()
![]() +
0 +
+
0 +
![]() -
-
-
-
![]()
![]()
|
![]()
-0,142
Smin T SmaxT
![]()
![]() 0 S,мкм
0 S,мкм
0,034 0,039 0,180 0,228
Smin F Smax F
Рисунок 2.2 Схема поля допуска посадки Ø35 Н8/d9
Расчет показывает, что посадка по наименьшему зазору выбрана правильно, так как при Smin=34 мкм обеспечивается жидкостное трение и создается запас надежности по толщине масляного слоя. Следовательно, Smin можно принять SminF.
Определим величину наибольшего функционального зазора SmaxF
Для наибольшего зазора принимается tраб=50ОС и µ2=0,04 тогда:


Коэффициент нагруженности подшипника СR= (Ψ=0,228/35).
![]()
![]()
По таблице при l/d=1,6 и CR=0,9; χ= 0,4.
Наименьшая толщина масляного слоя при SmaxF.
![]()
![]()
![]()
Запас надежности по толщине масляного слоя при этом:
![]()
![]()
Таким образом, при SmaxF = 228 обеспечивается жидкостное трение.
2. Расчет посадок подшипника качения
Задан подшипник 6-308 по ГОСТ 8336-75. Данный шариковый радиальный подшипник основного конструкторского исполнения предназначен для восприятия радиальных и ограниченных осевых сил любого направления, он обеспечивает осевое фиксирование вала в двух направлениях. Не являясь самоустанавливающимся, допускает небольшие углы взаимного перекоса внутреннего и наружного колец, значения которых зависят от радиальных зазоров в подшипнике.
При одинаковых габаритных размерах подшипники этого типа работают с меньшими потерями на трение при большей частоте вращения вала, чем подшипники всех других конструкций.
Размеры подшипника 6-308:
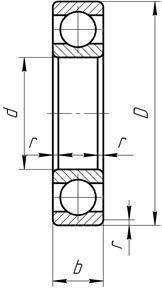
d =40мм- номинальный диаметр отверстия внутреннего кольца;
D = 90 мм - номинальный диаметр наружной цилиндрической поверхности наружного кольца;
b = 23 мм - номинальная ширина подшипника;
r = 2,5 мм - номинальная координата монтажной фаски.
Посадки подшипников качения на вал и в корпус выбирают в зависимости от типа подшипника, условий его эксплуатации, величины и характера, действующих на него нагрузок и вида нагружении колец по ГОСТ 3325-85.
Так как в коробке передач подшипник находится на промежуточном валу и фиксируется в корпусе, тип нагружения – местное.
Выбираем посадку:
- для
внутреннего кольца ![]() Ø40
Ø40![]() ;
;
- для
наружного кольца ![]() Ø90
Ø90![]() .
.
По ГОСТ 3325-85 определяем предельные отклонения разменов посадочных диаметров внутреннего и наружного колец подшипника
Для диаметра d = 40 мм, класса точности 6:
верхнее отклонение ES= 0
нижнее отклонение EI = -0,00 8
Для диаметра D= 90, класса точности 6:
верхнее отклонение es= 0
нижнее отклонение ei = -0,011
Определим предельные отклонения размеров посадочных поверхностей вала и отверстий в корпусе.
По СТ СЭВ 144-75 определим допуски посадочных поверхностей вала и отверстия в корпусе.
Для вала диаметром d = 40 мм, и полем допуска h6
верхнее отклонение es= 0
нижнее отклонение ei = -0,013
Для отверстия в корпусе диаметром D= 90, и полем допуска H7
верхнее отклонение ES= +0,030
нижнее отклонение EI = 0
Определим наибольший и наименьший натяги в соединении внутреннего кольца и подшипника с валом.
Nmax = es-EI = 0- 0=0 = ei-ES= -0,013-0,030= 0,0 43
Определим наибольший и наименьший зазоры в соединении наружного кольца подшипника с корпусом.
Smax =ЕS- ei =0,030 –(-0,013)=0,043 S min = EI - es = 0-0= 0
Таким
образом, схема расположения полей допусков колец подшипника и посадочных
поверхностей вала Ø40![]() и отверстия в корпусе Ø90
и отверстия в корпусе Ø90![]() представлена
на рисунке 3.1
представлена
на рисунке 3.1
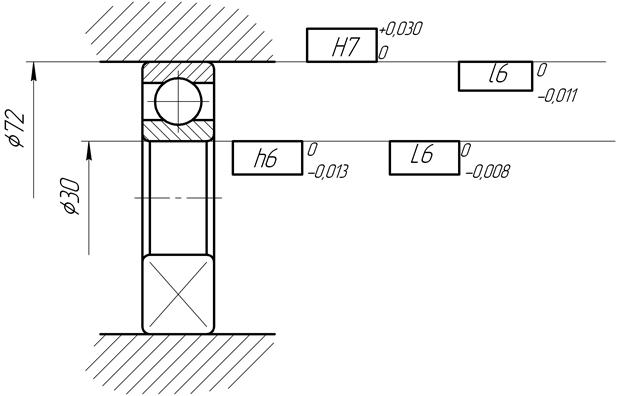
Рисунок 3.1
Исполнительные размеры:
Ø90 , Ø40
, Ø40
3. Расчет предельных размеров и построение схемы расположения полей допусков деталей резьбового соединения
Задана резьба М36х1,5
Данное резьбовое соединение находится на главном валу, значит, данная резьба испытывает толчки и вибрацию. Из-за небольшого расстояния вал закреплен гайкой без применения, каких видов стопорения-шайбы или второй гайки. Следовательно, существует опасность самосвинчивания резьбы. Поэтому, придется подобрать резьбу с натягом.
Параметры резьбового соединения
Таблица 1. Параметры резьбы
| d(D) |
D1(D1) |
D2(D2) |
P | α | H | H/8 | H/6 | H/4 |
| 24 | 34,376 | 35,026 | 1,5 |
60o |
1,299 | 0,162 | 0,217 | 0,325 |
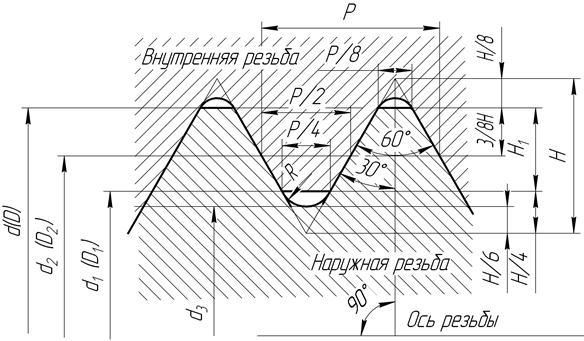
Рисунок. Элементы резьбы
d- наружный диаметр наружной резьбы (болта); D- наружный диаметр внутренней резьбы (гайки); d2- средний диаметр болта; D2- средний диаметр гайки; d1- внутренний диаметр болта; D1-внутренний диаметр гайки; Н-высота исходного треугольника; Р- шаг резьбы; R-номинальный радиус закругления впадины болта; Н1- рабочая высота профиля.
Для
обеспечения надежности крепления принимаем посадку М36 ![]() (поле допуска резьбы вала 6h, поле допуска резьбы
гайки 6Н)
(поле допуска резьбы вала 6h, поле допуска резьбы
гайки 6Н)
Определение предельных отклонений для выбранных посадок
Предельные отклонения для выбранных посадок определяем по СТ СЭВ 640-77
Таблица 2. Предельные отклонения
| Диаметры | Отклонения | |
| Наружная резьба | Внутренняя резьба | |
| Наружный (d) |
es=0 ei=-0,236 |
- EJ=0 |
|
Средний (d2) |
es=0 ei=-0,150 |
ES=+0,200 EI=0 |
|
Внутренний(d1) |
es=0 - |
ES=+0,300 EI=0 |
Определение предельных размеров
Предельные значения диаметров наружной резьбы
d2max=d2+es=35,026+0=35,026(мм)
d2min=d2+ei=35,026-0,150=34,876(мм)
d1max=d1+es=34,376+0=34,376(мм)
d1min не нормируется
dmax=d+es=36,000+0=36,000(мм)
dmin=d+ei=36,000-0,236=35,764 (мм)
Предельные значения диаметров внутренний резьбы
d2max=d2+es=35,026+0,200=35,226(мм)
D2min=d2+eI=35,026+0=35,026(мм)
D1max=d1+es=34,376+0.300=34,676(мм)
D1min d1+eI=34,376+0=34,376(мм)
Dmax= не нормируется
Dmin=d+eI=36,000+0=36,000 (мм)
Таблица 3. Предельные значения диаметров наружной и внутренних резьб
| Диаметры | Обозначения | Численные значения, мм | |
| Наружная резьба | Внутренняя резьба | ||
| Наружный |
dmax (Dmax) dmin (Dmin) |
36,000 35,764 |
- 36,000 |
| Средний |
d2max (D2max) d2min (D2min) |
35,026 34,876 |
35,226 35,026 |
| Внутренний |
d1max (D1max) d1min (D1min) |
34,376 - |
34,676 34,376 |
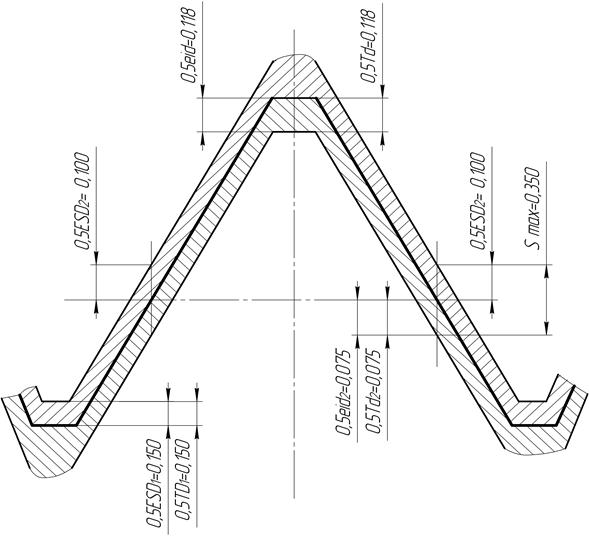
Smax=ES-ei=0.200-(-0,150)=0,350 (мм)
Smin=EI-es=0-0=0(мм)
T=ES-EI
Тогда:
0,5·esd2=0,5·0=0(мм)
0,5·ESD2=0,5·0,200=0,100(мм)
0,5·Td=0,5 (esd- eid)=0,5(0-(-0,236))=0,118(мм)
0,5·esd=0,5·0=0(мм)
0,5·eid=0,5·0,236=0,118,(мм)
0,5·TD2=0,5 (ESD2-EJD2)=05(0,200-0)=0,100 (мм)
0,5·ESD1=0,5·0,300=0,150 (мм)
0,5·sd1=0,5·0=0 (мм)
0,5·TD1=0,5 (ESD1-EJD1)=0,5(0,300-0)=0,150 (мм)
0,5·eid2=0,5·0,150=0,075(мм)
0,5·Td2=0,5 (esd2 –eid2)-0,5(0-(-0,150))=0,075(мм)
Схема расположения полей допусков изображена на рисунке 4.2
|
Рисунок. Гайка
Smin=0(мм) 
4. Назначение комплекса контролируемых параметров зубчатого колеса и выбор средств контроля
Исходные данные
m=3,0; z=40; x=0
Определим диаметр делительной окружности:
D= m·z = =3,0 ·40=120 (мм)
Диаметр окружности вершин
da=D+2m=120+2·3=126 (мм)
Выбор тех или иных контролируемых параметров зубчатых колес зависит от их требуемой точности, размера, особенностей производства и других факторов. Численные значения контролируемых параметров выбираем по СТ СЭВ 641-77.
Данное зубчатое колесо является фрагментом коробки подач работающей при высоких нагрузках, следовательно, можно применять зубчатое колесо средней степени точности. Принимаем 7-8-7D степень точности по трем нормам, вид допуска на боковой d и вид сопряжения D.
Таким образом, имеем зубчатое колесо 7-8-7D ГОСТ1643-81, исходя из этого, назначаем комплекс контролируемых параметров
Показатели кинематической точности
Fr= 0,080 - допуск на радиальное биение зубчатого венца
Fvw= 0,070 - допуск на колебание длины общей нормали;
F’’i= 0,090 - допуск на колебание измерительного межосевого расстояния за один оборот зубчатого колеса;
Fp = 0,080 - допуск на накопленную погрешность шага по зубчатому колесу.
Показатели плавности работы
f’’i= 0,034 - допуск на колебание измерительного межосевого расстояния на одном зубе;
ff-= 0,019 - допуск на погрешность профиля зуб;
fpb= ±0,024 -допуск на отклонение шага зацепления;
fpt= ±0,024 -допуск на отклонение шага.
Показатели контакта зубьев:
Для данной степени точности контролируется суммарное пятно контакта (по высоте- не менее 30%, по длине- не менее 40%)
Назначение средств контроля для выбранных параметров зубчатых колес.
Таблица 1. Средства контроля
| Измеряемый элемент | Средства измерения | |
| Специальные | Универсальные | |
| Радиальное биение зубчатого колеса | Биенеметры | Плиты с центрами, ролики и рычажно-чувствительные приборы |
| Профиль зуба | Эвольвентометры | Проекторы, большой инструментальный микроскоп |
| Суммарное пятно контакта | Контрольно-обкатные станки | Контрольные приспособления в рабочем корпусе |
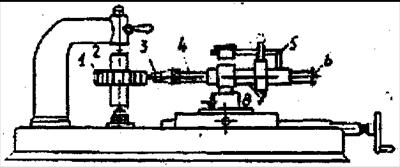
Рисунок. Биенеметр
Проверяемое зубчатое колесо1 насаживают на оправку 2. Наконечник 3 на измерительном стержне 4 перемещается под действием пружины в направляющей втулке 7 и прикрепленной к нему планкой 5 воздействует на наконечник индикатора 6. Измерения производят путем последовательного ввода наконечника АО все впадины колеса. Разность между наибольшим и наименьшими показаниями индикатора при поочередном перемещении наконечника во все впадины колеса определяет радиальное биение зубчатого венца.
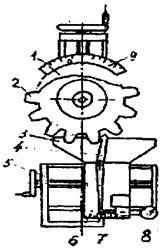
Рисунок. Эвольвентометр
Проверяемое зубчатое колесо 2 устанавливается на одной оси со сменным диском1, диаметр которого равен диаметру основой окружности колеса. Этот диск прижимается пружиной к доведенной обкатывающей линейке3, закрепленной на каретке 6 прибора. При перемещении каретки ходовым винтом5 движение (без скольжения) передается диску и вместе с ним проверяемому колесу. Над линейкой в одной вертикальной плоскости с ее рабочей поверхностью расположен измерительный наконечник рычага 4, другое плечо которого соприкасается с наконечником индикатора. По шкале 9 определяют угол развернутости проверяемого колеса, а по шкале 7 смещение каретки от исходного положения, при котором измерительный наконечник касается профиля зуба на радиус основной окружности колеса. Эвольвентометры снабжаются записывающими механизмами, регистрирующими результаты измерения в увеличенном масштабе.
Контроль пятна контакта
Качество контакта поверхности зубьев можно определить либо непосредственно в собранной передаче, либо на контрльно-обкатных станках или специальных стендах при зацеплении с измерительным колесом. Для контроля пятна контакта боковую поверхность меньшего или измерительного колеса покрывают слоем краски толщиной не более 4-6 мкм и производят обкатку колес при нормальном межосевом расстоянии. В качестве красителя применяют свинцовый сурик, берлинскую лазурь. Краску наносят на предварительно обезжиренную поверхность.
5. Расчет размерной цепи А-А
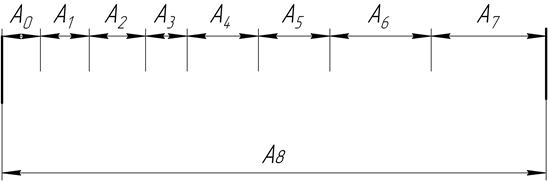
Схема размерной цепи А-А
А0- замыкающее звено;
А1,А2,А3,А4,А5,А6,А7, А8,- составляющие размеры
Таблица 6.1 Числовые размеры звеньев размерной цепи А-А
|
А0,ММ |
А1,ММ |
А2,ММ |
А3,ММ |
А4,ММ |
А5,ММ |
А6,ММ |
А7,ММ |
А8,ММ |
|
3,0-1,5 |
12 | 23 | 2,0 | 70 | 70 | 40 | 40 | 260 |
Решение прямой задачи методом обеспечения полной взаимозаменяемости.
Расположим решение в виде таблицы
Таблица 6.2 Решение прямой задачи
|
Аiном, мм |
ii.мкм |
ТАi,мкм |
Аi,мм |
| 1 | 2 | 3 | 4 |
|
А1=12 |
0,9 | 36 |
12-0,023 |
|
А2=23 |
1,31 | 52 |
23-0,039 |
|
А3=2,0 |
0,55 | 25 |
2,0-0,012 |
|
А4=70 |
1,86 | 62 |
70-0,049 |
|
А5=70 |
1,86 | 62 |
70-0,049 |
|
А6=40 |
1,56 | 52 |
40-0,039 |
|
А7=40 |
1,56 | 52 |
40-0,039 |
|
А8=260 |
3,26 | 115 |
|
|
Σ Аiном=517 |
Σ=9,78 |
ΣТ Аi=456 |

аср определим по формуле
 64 ед. допуска
64 ед. допуска
Значение аср соответствует 10-му квалитету точности
В столбце 3 таблицы 6.2 приведены допуски на размеры Аi соответствующие 10-му квалитету Сумма допусков ΣТ Аi больше допуска ТА0 на 91 мкм. Что бы удовлетворить уравнению уменьшаем допуска с А1 до А7 на 13 мкм каждый.
Номинальное значение замыкающего звена А0
Аоmin=1,5 мм Аоmax=3,0 мм
ES (A0)= +3000(мкм).
EI (A0)= +1500 (мкм).
Так как все составляющие размеры цепи являются охватывающими, назначаются отклонения всех составляющих звеньев (кроме А8) (столбец 4, таблица 6.2).Размер А8 остается резервным.
Предельные отклонения для звена А8 определяются по уравнениям
![]()
![]()
Осуществим проверку
ТА0=ЕS(A0)-EJ(A0)=3000-1500= 1500 (мкм)
ΣТ Аi=23+39+12+49+49+39+39+1250=1500 (мкм)
Допуск замыкающего звена равен сумме допусков составляющих.
Теоретико-вероятностный метод.
Определяем число единиц допуска:
ki=1 (распределение погрешностей размеров всех звеньев подчиняется нормальному закону)
Ближайшее аср= 400, что соответствует 14-му квалитету точности.
|
Аiном, мм |
ii ,мкм |
ii2,мкм |
ТАi,мм |
ТАi2,мм |
| 1 | 2 | 3 | 4 | 5 |
|
А1=12 |
0,9 | 0,81 | 36 | 1296 |
|
А2=23 |
1,31 | 1,7 | 52 | 2704 |
|
А3=2,0 |
0,55 | 0,3 | 25 | 625 |
|
А4=70 |
1,86 | 3,46 | 62 | 3844 |
|
А5=70 |
1,86 | 3,46 | 62 | 3844 |
|
А6=40 |
1,56 | 2,4 | 52 | 2704 |
|
А7=40 |
1,56 | 2,4 | 52 | 2704 |
|
А8=260 |
3,26 | 10,6 | 115 | 13225 |
ТА0= ΣТ Аi
1500=36+52+25+62+62+52+52+115=456 мкм
^ =456-1500=1044 мкм
Т.к. ТА8=115 мкм, а погрешность ^ =1044 мкм, то задача не имеет решения (нельзя компенсировать погрешность за счет резервного звена А8).
6. Совершенствование ГСС и перспективы вступления России в ВТО
Перед российской системой стандартизации, которая была оформлена как государственная в 1992 г., стоят задачи, решение которых будет содействовать ее динамичному развитию и актуализации.
Современный этап в определении дальнейшего направления стандартизации связан с коренными изменениями в политической и экономической сфере: развитие рыночных отношений, усиление степени самостоятельности предприятий, свободный выбор методов хозяйственной деятельности, интеграция экономики в мировую экономическую систему. В связи с этим потребовались серьезные поправки к основополагающим стандартам, которые установили ряд новых правил, чем теперь и руководствуются все организации, участвующие в разработке нормативно-технических документов в России. Динамика принятия новых стандартов вплоть до 1996 г. носила понижательный характер: так за 1991 г. было разработано 862 стандарта, 1992 - 794, 1993 - 293, 1994 - 596, 1995 - 120. Наряду с причинами экономического характера это объясняется и необходимостью затрат большого количества времени для пересмотра и переработки стандартов бывшего Советского Союза. В 1996 г. удалось переломить эту ситуацию.
На 1 января 1996 г. в России действовало 21560 стандартов, из них 20520 — по своему статусу межгосударственные, так как они признаны едиными для стран — участниц СНГ Евроазиатским межгосударственным советом по стандартизации, метрологии и сертификации.
Наиболее актуальные задачи перед российской стандартизацией на ближайший период — это создание и обновление нормативных документов по следующим направлениям:
• безопасность продукции и услуг для жизни и здоровья граждан и для окружающей среды;
• обеспечение высокого качества детского питания;
• снижение риска токсикологического воздействия пищевых продуктов и питьевой воды;
• защита почвы;
• создание научно обоснованных норм безопасности потенциально опасных машин, оборудования и приборов;
• утилизация отходов;
• охрана и улучшение условий труда.
Особое внимание уделяется стандартизации в сфере услуг, причем некоторые направления в этой области выбраны приоритетными по инициативе заинтересованных сторон. Это банковское дело, страхование людей и имущества, оценочная деятельность1, формирование среды жизнедеятельности инвалидов. Весьма важной задачей на ближайший период будет подготовка российских систем стандартизации и оценки соответствия к выполнению требований Всемирной торговой организации, связанных с Соглашением по техническим барьерам в торговле.
Однако по-прежнему недостаточно широко внедряются международные стандарты на системы обеспечения качества на предприятиях, в связи с чем Госстандарт РФ считает необходимым ускорение темпов в этом направлении деятельности.
Большие задачи стоят перед органами государственного контроля и надзора, поскольку число нарушений норм стандартов, выявляемое ежегодно, недопустимо велико. Вместе с тем работа госнадзора должна быть в будущем направлена и на контроль качества и безопасности импортируемой продукции и прежде всего — продовольственных товаров. В 1996 г. была принята Правительственная программа "О мерах по защите потребительского рынка Российской Федерации от проникновения на него некачественных импортных товаров", в выполнении которой Госстандарту отводится далеко не последняя роль. Так, в связи с этой проблемой в Госстандарте разрабатывается новая концепция госнадзора, которая должна полнее вписаться в рыночную экономику, чем действующая. Например, в ней предусмотрено четкое разграничение сфер деятельности органов госнадзора и федеральных органов исполнительной власти в выполнении их контрольных функций; технико-экономическое обоснование количества государственных инспекторов, необходимого для эффективной деятельности госнадзора; решение вопросов финансирования и др.
Примером удачного нового подхода к проблеме финансирования (в том числе стандартизации услуг) является начало сотрудничества Госстандарта РФ с некоторыми крупными финансово-промышленными группами и объединениями, а также банками и страховыми компаниями, которые в недалеком будущем станут активными заказчиками нормативных документов, регламентирующих их деятельность в соответствии с международными стандартами и правилами. Будучи весьма заинтересованными в создании надлежащего имиджа и понимая, что стандартизация улучшит эффективность их международных связей, коммерческие структуры обеспечат финансирование работ. Подобный договор заключен, например, между Госстандартом РФ и фирмой "Интерстандарт".
По-прежнему актуальна проблема углубления гармонизации действующих российских стандартов с международными. Активизации работ в этом направлении послужит проект "Развитие стандартизации", подготовленный Госстандартом России и Международным банком реконструкции и развития (МБРР), который будет финансировать этот проект. Доля гармонизованных стандартов в общем числе вновь принятых в 1995 г. составила 95%.
О государственной заинтересованности в развитии стандартизации и ее гармонизации с международными правилами говорит факт принятия в 1996 г. федеральной инновационной программы "Сертификация и метрология", рассчитанной до 2005 г. Учитывая неразделимость задач сертификации и метрологии от стандартизации, программа, в частности, предусматривает окончательное обновление фонда стандартов и новое направление российской стандартизации — нормативное обеспечение федеральных социальных программ. К ним относятся программы по охране и улучшению условий труда, формированию среды жизнедеятельности для инвалидов, улучшению качества питьевой воды, архивному делу и др. Социальная ориентация, связанная со стандартизацией услуг, рассматривается как главное направление в деятельности по стандартизации на данном этапе и на перспективу.
Новые области, в которые активно проникает стандартизация, — это банковская сфера, медицинское страхование, общественное питание, услуги по туризму, услуги для владельцев автотранспортных средств и бытовой радиоэлектроники. Не могут не сказаться на перспективных направлениях развития отечественной стандартизации и определенные условия для присоединения России к ВТО: гармонизация технических регламентов и национальных стандартов с международными стандартами; информационное взаимодействие с органами ВТО (прежде всего предоставление информации о национальных стандартах и технических регламентах уже на стадии их разработки).
Работа по гармонизации стандартов систематически ведется: при Госстандарте РФ создан Российский информационный центр ВТО, а вопрос о добровольности стандартов и технических регламентов требует определенного переходного периода, который, по оценкам экспертов, может продолжаться несколько лет.
Решается проблема изменения финансирования работ по стандартизации, связанная с возможностью перехода от чисто бюджетного к смешанному за счет заказов на разработку нормативных документов от различных субъектов хозяйственной деятельности.
В области госнадзора решается проблема оперативного получения и обработки данных, для чего создается автоматизированная система. К ней уже подключилось более 60 территориальных органов госнадзора.
На перспективу перед органами государственного контроля и надзора стоят задачи по совершенствованию планирования мероприятий по проверкам субъектов хозяйственной деятельности; более полному использованию мер правового воздействия, предусмотренных действующим законодательством; подготовке методических документов в области госнадзора; повышению квалификации специалистов территориальных органов.
Одну задачу следует выделить особо — реализацию на практике нового для отечественных производителей положения — разделения требований стандарта на обязательные и рекомендательные. Дело в том, что безопасность продукции — это еще не характеристика ее качества в целом. Другие показатели продукции могут быть проверены госинспектором только через процедуру идентификации, что связано с испытанием. Но закон не предусматривает оплату этих испытаний ни изготовителем, ни продавцом, ни другим заинтересованным субъектом. Таким образом, по существу не выполняется должным образом положение Закона "О защите прав потребителей", которое обязывает изготовителя предоставлять потребителю достоверную информацию о потребительских свойствах товара. Контроль же этих свойств госинспекторами в действующем законодательстве не предусмотрен. По-видимому, полезна была бы и гласность в отношении результатов проверок.
Другие задачи — это актуализация ГСС для ее полного соответствия условиям рыночной экономики; формирование технического законодательства по безопасности конкретных групп продукции, видов работ и услуг, разработка технических регламентов; формирование системы стандартов информационного взаимодействия электронных средств связи.
Для решения проблем в области стандартизации, касающихся прежде всего усиления экспортного потенциала России и вступления ее в ВТО, Госстандартом РФ в 1996 г. принят упомянутый выше проект "Развитие стандартизации", который финансируется за счет займа МБРР. Общая сумма проекта составляет 34 млн. долл., из которых МБРР оплачивает 24 млн. В качестве безвозмездной технической помощи 800 тыс. долл. предоставлено правительством Канады. В проекте сформулированы основные цели, которые определены как приоритетные: создание информационной базы по российским и международным стандартам; приведение отечественных стандартов в основных отраслях экономики в соответствие с международными требованиями; повышение эффективности сертификации отечественной продукции и проведение международной аккредитации испытательных лабораторий (центров).
Проект состоит из трех частей:
а) Создание в рамках Госстандарта России и ряда министерств и ведомств центра обработки запросов, в задачи которого входят обработка информационных запросов по стандартам; рассылка уведомлений (нотификаций); оказание технической помощи экспортерам и другое в соответствии с Соглашением по техническим барьерам в торговле. Основные пользователи центра — федеральные министерства и ведомства; региональные центры стандартизации, метрологии и сертификации; научно-исследовательские институты; международные и зарубежные национальные организации по стандартизации, метрологии, сертификации; российские и зарубежные участники международной торговли.
На организацию центра запланировано не более двух лет. Эксплуатационные расходы центра предполагается оплачивать частично из бюджета, частично за счет абонентов, причем вторая составляющая будет постоянно возрастать.
б) Гармонизация, т.е. обеспечение соответствия российских стандартов на продукцию приоритетных отраслей международным стандартам.
Процесс гармонизации сопряжен с тщательным анализом норм, требований, содержания отечественных и аналогичных международных стандартов, а также с выявлением возможности и целесообразности прямого применения международных стандартов прежде всего в производстве продукции для внешних рынков.
в) Сертификация и аккредитация. Эта часть проекта направлена на расширение возможностей для сертификации конкретных видов продукции через обучение персонала, оснащение испытательных лабораторий (центров) современным оборудованием и метрологическими приборами, что усилит возможности аккредитации в зарубежных сертификационных системах. Проект предусматривает стажировку персонала органов по сертификации и испытательных лабораторий в Организации экономического содействия и развития (ОЭСР), а также в зарубежных центрах обработки запросов по линии ВТО.
Более 20 российских министерств выразили заинтересованность проектом и направили в Госстандарт заявки на оснащение своих информационных центров необходимыми материалами.
Реализация проекта даст возможность сформировать испытательную базу для проведения сертификации продукции и услуг на уровне мировых испытательных центров; обеспечить признание результатов испытаний зарубежными партнерами; выполнить одно из основных требований Соглашения по техническим барьерам в торговле — создать информационный центр по стандартизации и сертификации; повысить эффективность применения международных стандартов в экономике России.
Список используемой литературы
1. Крылова Г.Д. «Основы стандартизации, сертификации, метрологии», Москва 2002г.
2. «Метрология. Стандартизация и сертификация. Взаимозаменяемость», г. Уфа УГАТУ 2004г.
3. Анурьев В.И. «Справочник конструктора- машиностроителя» в трех томах. Москва «Машиностроение» 1980г.
4. Калашников С.Н., Калашников А.С. «Зубчатые колеса и их изготовление», Москва, «Машиностроение» 1983г.
5. Никифоров А.Д. «Метрология. Стандартизация и сертификация» Москва, 1986г.
6.
|
|
|