Доклад: Организация производства фанеры
ООО «Европейская фанера»
Бизнес-план
«Организация производства фанеры»
Ижевск
2007
СОДЕРЖАНИЕ
Соглашение о конфиденциальности
Резюме.
1. Описание предприятия и отрасли
1.1. Организационно-правовая форма, учредители, сфера деятельности
1.2. Краткая история развития компании, текущее состояние, цель бизнеса
1.3. Характеристика рынка, прогноз развития мирового рынка
1.4. Поддержка со стороны органов власти и льготы
1.5. Схема связей с поставщиками сырья и клиентами
2. Управление и организационный план
2.1. Команда управления и ведущие специалисты. Состав персонала
2.2. План-график работ по подготовке к организации производства большеформатной и ламинированной фанеры
3. Описание продукции (услуг)
3.1. Описание продукции и ассортимента
3.2. Основные характеристики, область применения, преимущества
3.3. Конкурирующие продукты, продукты – заменители
3.4. Возможность экспорта
3.5. Безопасность и экологичность продукции
4. Маркетинг и сбыт продукции
5. Производственный план
6. Финансовый план
6.1 Основные допущения и нормативы для финансово-экономических расчетов
6.2. Смета затрат проекта
6.3. Расходы на производство (постоянные и переменные)
6.4. Расходы на персонал
6.5. Источники финансирования и выплат
6.6. Прогнозные балансы, прогнозные отчеты о прибыли и убытках, прогнозные отчеты о движении денежных средств
6.7. Эффективность проекта
7. Риски и гарантии
Соглашение о конфиденциальности
Данный бизнес-план представляется на рассмотрение на конфиденциальной основе исключительно для принятия решения о финансировании данного проекта и не может быть использован для копирования или каких-либо других целей, а также передаваться третьим лицам.
Принимая на рассмотрение данный бизнес-план, получатель берет на себя ответственность и гарантирует возврат данной копии инициатору проекта по указанному адресу, если он не намерен участвовать в финансировании данного проекта.
Все данные, оценки, планы, предложения и выводы, приведенные по данному проекту, касающиеся ее потенциальной прибыльности, объемов реализации, расходов, нормы прибыли и ее будущего уровня, основываются на согласованных мнениях всего коллектива участников разработки проекта.
С пользователя, нарушившего указанные обязательства, могут быть взысканы убытки обладателем настоящего документа в судебном порядке в размере ущерба, причиненного разглашением информации.
Обязательство о соблюдении конфиденциальности не затрагивает случаи предоставления информации органам власти в порядке, установленном законодательством Российской Федерации.
РезюмеСегодня перед региональными лесозаготовительными и деревоперерабатывающими предприятиями региона стоят задачи реконструкции и технического перевооружения действующих линий и организация выпуска современных видов продукции на новых производствах, повышение автоматизации и производительности труда.
Настоящий бизнес-план подготовлен ООО «Еврофан». В бизнес-плане представлена информация, характеризующая организационную, финансово-экономическую и маркетинговую стороны проекта.
Цель проекта – создание предприятия по производству широкой номенклатуры продукции: фанера большеформатная нешлифованная, фанера большеформатная шлифованная, фанера большеформатная ламинированная.
Предприятие размещается в городе Глазове Удмуртской Республики.
Предприятие будет оснащено высокотехнологичным оборудованием импортного производства, позволяющим производить продукцию, отвечающую европейским стандартам, с низким уровнем расхода сырья и конкурентоспособными ценами.
Основной задачей проекта является глубокая переработка сырья-древесины для производства востребованных на рынке товаров.
Преимущества настоящего проекта перед существующими Российскими производителями в целом таковы:
· Ориентация производства на 100%-ный выпуск конкурентоспособной на мировом рынке строительной фанеры на базе приобретаемого по импорту комплекта прогрессивного технологического оборудования, гарантирующего техническую возможность обеспечения требований рынка по достижению размерно-качественных и физико-механических показателей изготовляемой фанеры.
· Возможность обеспечения технологическим сырьем в рамках региона Удмуртии.
· Высокая ликвидность березовых насаждений Удмуртии.
· Возможность кооперирования на договорных условиях по основным и вспомогательным участкам производства, включая комплексное использование древесного сырья.
· Обеспеченность поставками сырья и расходных материалов отечественного производства.
· Размещение проектируемого производства в промузле с развитой инфраструктурой при наличии производственных мощностей.
· Достаточно благоприятное географическое расположение – наличие развитой сети железнодорожных и автомобильных дорог.
Бизнес-план позволит решить такой социальный вопрос как создание дополнительных рабочих мест. Количество занятых в проекте превышает 280 человек.
1. Описание предприятия и отрасли
Организационно-правовая форма компании – общество с ограниченной ответственностью.
Предприятие зарегистрировано по адресу: Россия, Удмуртская Республика, 427620, город Глазов, ул. Советская, 49.
Уставный капитал общества составляет 100 000 000 (Сто миллионов) рублей.
Учредителями являются:
Участник 1: ОАО «Комбинат производственных предприятий». Место нахождения: Российская Федерация, Удмуртская Республика, город Ижевск, улица М.Горького, дом 54. Доля в уставном капитале – 40%.
Участник 2: ООО «ТИТАН-Леспром». Место нахождения: Российская Федерация, Удмуртская Республика, город Ижевск, улица Пойма, дом 7. Доля в уставном капитале – 49%.
Участник 3: ООО «Маркетинг. Анализ. Консалтинг» Место нахождения: Российская Федерация, Удмуртская Республика, город Ижевск, улица М. Горького, дом 54. Доля в уставном капитале – 11%.
Цель деятельности компании – создание предприятия по производству широкой номенклатуры продукции: фанера большеформатная нешлифованная, фанера большеформатная шлифованная, фанера большеформатная ламинированная с целью получения максимальной прибыли за счет выхода на рынок фанеры и экспорта в объеме, соответствующем плану производства по установленным каналам сбыта.
Основными видами деятельности являются:
§ производство большеформатной фанеры;
§ оптовая и розничная торговля;
§ финансовые операции;
§ экспортно-импортные операции и иная внешнеэкономическая деятельность в соответствии с действующим законодательством.
1.2. Краткая история развития компании, текущее состояние, цель бизнеса
Предприятие создано в декабре 2007 года.
Информация о предприятиях-учредителях.
Компания ОАО «Комбинат производственных предприятий» (ОАО «Комбин») образована в 1993 году в г. Ижевске и объединяет ряд производственных компаний, известных своей продукцией в России, в странах ближнего и дальнего зарубежья.
Срок существования общества составляет 14 лет. ОАО «Комбин» является частной компанией.
В структуру холдинга входит несколько лесозаготовительных предприятий с первичной переработкой древесины в поселках Кез, Игра, селе Красногорье и городе Глазове в составе которых имеется: лесозаготовительная техника, лесопильные цеха, ремонтно-техническая база.
ОАО «Удмуртлеспром-Холдинг» выполняет функции управляющей компании холдинговой компании ОАО «Комбинат производственных предприятий» (ОАО «Комбин»).
Исполняет функции по разработке и реализации инвестиционных проектов в области деревообработки, поиску и привлечению инвестиционных ресурсов, а также определение условий по инвестированию инвестиционных проектов реализуемых холдингом ОАО «Комбин».
Компании, входящие в структуру холдинговой компании ОАО «Комбин», имеют большой опыт работы на фанерном рынке. Осуществляются поставки фанеры за пределы России в такие компании, как Wechwood Forest Products, ZRZ LTD (Британские острова), OU-Ecopress (Эстония), Be-Ty OI (Финляндия), Альбион Бизнес Солюншз ЛТД (Ирландия), HasBelArakCan (Турция).
ОАО «Комбин» имеет большой опыт в организации фанерных производств:
§ Организация производства фанеры ООО «Увафандрев» в УР пгт. Ува, на площадях ОАО «Увадрев-Холдинг»;
§ Организация фанерного производства ООО «Немафандрев» в Кировской области пос. Нема;
§ Организация фанерного производства (гнутокленных деталей мебели) ООО «Глазовский фанерный завод» в г. Глазове УР.
Генеральным директором ОАО «Удмуртлеспром-Холдинг» является Козлов Михаил Александрович. Начал трудовой путь на Чепецком механическом заводе после окончания Пензинского политехнического института инженером-технологом, был инженером-конструктором, старшим инженером-метрологом, заместителем начальника цеха. С 1979-1989 года был депутатом Глазовского горсовета, с 1985-1995 год депутатом Верховного Совета Удмуртской Республики. С 1983-1987 годы председатель исполкома Глазовского городского Совета народных депутатов. С 1987-1989 год первый секретарь Глазовского городского комитета КПСС. С 1989-1991 год секретарь Удмуртского областного комитета КПСС по промышленности, второй секретарь ОК КПСС. С 1991 года создает Республиканский центр инноваций и делового сотрудничества, объединивший крупнейшие предприятия Удмуртии. С 1993 года создает (впервые в России!) финансово-промышленную группу (ФПГ) «Уральские заводы», в основе которой взаимовыгодное сотрудничество между предприятиями. Первый вице-президент ФПГ. С 1995-2001 год директор по экономике и финансам ОАО «Ижмаш», генеральный директор концерна «Ижмаш». С 2001 года участвовал в разработке президентской программы «Развитие Удмуртии». В 2002 году присвоено звание «Заслуженный работник промышленности Удмуртской Республики». Член совета директоров ОАО «Увадрев-холдинг». За 4 года объем производства предприятия увеличен с 900 млн. руб. до 2-х млрд. руб. Создано предприятие по ламинированию ДСП, оснащенное 2 линиями ламинирования «Зимпелькамп», «Раума-Репола». Создано и функционирует Совместное Предприятие с австрийской фирмой «Фундер» по импрегнированию, привлечено около 5 млн. EUR. Неоднократно избирался депутатом Госсовета Удмуртской Республики.
Компания «ТИТАН-Леспром» входит в группу компаний «ТИТАН». Смена брэнда – это новый уровень развития ассоциации предприятий «Хозяйственная база», который стал возможным в результате накопленных за 14 лет своего развития финансовых, организационных и производственных ресурсов и объединил все плюсы, достижения и опыт успешного бизнеса.
Управляющим группой компаний является Павел Леонидович Титов.
Среди направлений деятельности – девелопмент, проектирование, возведение, сдача в эксплуатацию, обслуживание и управление объектами, производство и поставки стройматериалов, энергетического оборудования.
Строительное управление «ТИТАНА» имеет огромный опыт проведения комплексных строительных мероприятий. Среди объектов, на которых строительное управление проводило работы: ремонт детских садов и школ, строительство торгово-офисных центров и жилых домов.
ООО «ТИТАН-Леспром» занимается лесозаготовкой, производством шпона, фанеры, плит, панелей, управлением недвижимым имуществом, производством и реализацией товаров народного потребления и продукции производственно-технического назначения, в т.ч. через собственную торговую сеть.
Директором компании является Титов Дмитрий Леонидович.
Дата образования компании «Маркетинг. Анализ. Консалтинг» январь 2001 года.
Директором ООО «МАК» является Михаил Иванович Шаршавин.
Предметами деятельности общества являются: покупка – продажа от своего имени и за свой счет всех видов движимого и недвижимого имущества; консультирование физических и юридических лиц по вопросам финансовой и инвестиционной деятельности; оказание информационных услуг физическим лицам и предприятиям всех форм собственности; посредническая деятельность в торговле недвижимостью, финансовыми и нематериальными активами; участие в капитале и прибыли других предприятий; осуществление внешнеэкономической деятельности; получение доходов от сдачи имущества в аренду; осуществление иных видов деятельности и оказание услуг гражданам, юридическим лицам в различных областях хозяйственной и производственной деятельности, не запрещенных федеральными законами.
Одна из дочерних компаний ООО «МАК» компания ООО«Внешторгдрев» является активным участником фанерного рынка и в течение трех лет поставляет фанеру и фанерную продукцию в страны дальнего зарубежья, имеет прямые контракты с такими компаниями как: «Роби» (Франция), Albert Karsten Holz (Германия), Darex Investment Corporation (Венгрия) и др.
1.3. Характеристика рынка, прогноз развития мирового рынка
Удмуртская Республика является одной из составляющих лесосырьевой базы России.
Сегодня лесной фонд республики – это 2049,3 тыс. гектаров леса, 107 участковых лесничеств, число которых в этом году в связи с реформированием отрасли сократится до 64–х, и 19 лесхозов. 46,4% территории республики покрыто лесами.
В настоящее время расчетная лесосека (участки спелого, предназначенного для вырубки леса) при норме чуть более 2 млн. кубов в год выполняется только на 45–50%. В результате, норма не выполняется, а лес переспевает, что делает его непригодным для использования.
Деревообработка в структуре продукции лесного комплекса Удмуртии составляет менее половины общего объема производства продукции, повышение степени переработки древесины – одна из важнейших задач повышения эффективности производственного потенциала лесного комплекса Удмуртии.
В 2006 году темп роста отгруженных товаров собственного производства и выполненных работ и услуг в сфере обработки древесины и производстве изделий из дерева составил 116,2 процента в сравнении с 2005 годом. В производстве мебели этот показатель достиг 108,7 процента.
Индекс промышленного производства по обработке древесины и изделий из дерева в 1 квартале 2007 года составил 100,1%. Темп роста отгруженных товаров собственного производства, выполненных работ и услуг по обработке древесины и производству изделий из дерева составил 106,4%. Это, по мнению эксперта, обусловлено увеличением выпуска продукции с высокой степенью переработки. Производство древесностружечных плит увеличилось на 4,9%, по сравнению с соответствующим периодом прошлого года, производство мебели – на 18,2%.

Темпы роста по обработке древесины и производству изделий из дерева за 9 месяцев 2007 года составили 114,5% по отношению к соответствующему периоду 2006г. Увеличился объем выпуска продукции с высокой степенью переработки - древесностружечных плит, фанеры клееной.
Проведенные исследования развития отрасли свидетельствуют об увеличении спроса на лесобумажную продукцию на внутреннем рынке Российской Федерации к 2016 году:
| - в строительстве | в 2,8 раза (пиломатериалы, фанера, плиты); |
| - в производстве мебели |
в 2,5 раза (пиломатериалы, фанера, древесно-стружечные плиты); в 7 раз (древесно-волокнистые плиты); |
| - в производстве тары | в 3 раза; |
| - в машиностроении | в 2,6 раза (фанера, пиломатериалы, плиты); |
| - в горнорудной промышленности | в 1,7 раза (крепеж, рудстойка); |
| - в полиграфии | в 3 раза. |
Как результат, потребность внутреннего рынка Российской Федерации в основных видах лесобумажной продукции к 2016 году увеличится:
§ по деловой древесине до 224,2 млн. куб. м (в 3 раза);
§ по пиломатериалам до 35,0 млн. куб. м (в 2,8 раза);
§ по фанере до 3,8 млн. куб. м (в 2,7 раза).
Темпы роста потребления древесной продукции в мире опережают темпы роста ее производства. Тем не менее, для всех стран – и развитых, и развивающихся – характерно увеличение объемов производства.
По исследованиям ФАО (Европейская экономическая комиссия при ООН) «Анализ мировых рынков до 2015 года» ожидается, что потребление фанеры и плитных материалов в мире по сравнению с 2000 годом увеличится в 2,1 раза. Также ожидается рост емкости внутреннего рынка более чем в 4 раза.
По оценке Фонда перспективных исследований и инициатив, в 2005 году наблюдалось дальнейшее повышение доли РФ на мировом рынке клееной фанеры. Эта доля составила в 2005 году 3,15% (против 2,96% в 2004 г.) Достаточно высокая конкурентоспособность продукции из РФ, главным образом за счет ценового фактора (практически вся продукция деревообработки из РФ предлагается на мировом рынке по ценам ниже, чем среднемировые цены).
Одновременно с увеличением российской доли мирового рынка произойдет рост внутреннего потребления и экспорта. В течение ближайших пяти лет доля России в мировом экспорте фанеры будет увеличиваться в большей степени за счет ухода с мирового рынка ряда производителей из Европейских стран и стран Азии, хотя в целом концентрация азиатских производителей будет увеличиваться за счет переноса части производств из развитых стран.


1.4. Поддержка со стороны органов власти и льготы
Проект реализуется в рамках целевой республиканской программы «Развитие лесопромышленного комплекса на севере Удмуртской Республики». Министерство промышленности и транспорта УР готовит документы о включении данного проекта в перечень приоритетных инвестиционных проектов в соответствии с «Порядком подготовки и утверждению перечня приоритетных инвестиционных проектов в области освоения лесов», утвержденного Министерством промышленности и энергетики РФ. Согласно данного порядка к приоритетным проектам в области освоения лесов относятся проекты по созданию или модернизации объектов лесной инфраструктуры (лесных дорог, лесных складов) и лесоперерабатывающей инфраструктуры (объектов переработки заготовленной древесины) национального проекта в области освоения лесов, суммарный объем капиталовложений которых составляет не менее 300 миллионов рублей.
Первые шаги по получению статуса приоритетных проектов уже сделаны. Получена поддержка Президента УР Александра Александровича Волкова и министра экономики УР Валерия Валентиновича Богатырева.
Участники экспертной рабочей группы министерства промышленности и транспорта решили рекомендовать инициативной группе рассматриваемого проекта подготовить и представить на рассмотрение в Министерство заявку о предоставлении в аренду границ участков лесного фонда и объемах реализации инвестиционного проекта.
Получение статуса приоритетных проектов позволяет:
§ заключать договоры аренды лесного участка в границах, установленных актом выбора, без проведения аукциона в соответствии со статьей 74 Лесного кодекса Российской Федерации;
§ установление минимального размера арендной платы за аренду лесного участка на срок окупаемости приоритетного проекта в соответствии со статьей 74 Лесного кодекса Российской Федерации.
В соответствии со статьей 2 Закона УР № 8-РЗ «О налоговых льготах, связанных с осуществлением инвестиционной деятельности» организациям, привлекающим инвестиции, а также направляющим собственные средства на создание новых, реконструкцию и модернизацию существующих производств, предоставляется льгота по уплате налога на прибыль организаций в части сумм налога, зачисляемых в бюджет Удмуртской Республики, по ставке 13,5 процента на срок окупаемости инвестиционного проекта.
В соответствии со статьей 2 Закона УР № 55-РЗ «О налоге на имущество организаций в УР» освобождаются от налогообложения имущества организации в отношении имущества, приобретенного в рамках инвестиционного проекта, в течение периода полной окупаемости проекта, но не более пяти лет с момента возникновения затрат, связанных с приобретением указанного имущества.
С 2008 года появляется возможность оказывать предприятиям лесоперерабатывающего комплекса поддержку в виде возмещения части затрат на уплату процентов по кредитам, а также лизинговым платежам за производственное оборудование. Конкурс на право получить субсидию из бюджета УР будет объявлен в декабре 2007 года.
1.5. Схема связей с поставщиками сырья и клиентами
Территория производственной площадки расположена в городе Глазове и удалена от Москвы на 1200 км. В Глазове расположена железнодорожная станция транссибирской магистрали (Москва – Владивосток) с прямым сообщением до городов Киров, Казань, Пермь, Екатеринбург и Санкт-Петербург. На расстоянии 70 км проходит федеральный автодорожный транспортный коридор Москва – Екатеринбург. Промышленная площадка создаваемого предприятия обеспечена автомобильными подъездными путями, а также железнодорожной веткой до ж/д станции г. Глазов Кировской ж/д. Наличие автомобильных и железнодорожных подъездных путей создает техническую возможность по обеспечению доставки сырья и материалов непосредственно на склады предприятия, а также производить отгрузку готовой продукции непосредственно в адрес потребителей.
Предполагается, что при выборе поставщиков решение будет приниматься исходя из цены материалов с учетом их доставки, а также возможности потенциального поставщика обеспечить бесперебойность отгрузки.
Проект предусматривает использование в качестве основного сырья фанерный кряж. Потребность в лесе составит ~ 90 тыс. м3 в год. Обеспечение сырьем будет производиться двумя способами: собственная заготовка и закуп сырья у сторонних поставщиков.
Собственное обеспечение (в пределах 50% от потребности в сырье) предусматривает заготовку и вывозку древесины. На предприятии организовывается подразделение по заготовке и вывозке леса.
Таблица Описание лесосырьевой базы в радиусе до 100 км.
|
Наименование лесхоза |
Ед. измерения |
Расчетная лесосека |
| Глазовский лесхоз | тыс. куб.м. | 161 |
| Балезинский лесхоз | тыс. куб.м. | 250 |
| Кезский лесхоз | тыс. куб.м. | 146 |
| Красногорский лесхоз | тыс. куб.м. | 82 |
| Игринский лесхоз | тыс. куб.м. | 117 |
| Селтинский лесхоз | тыс. куб.м. | 170 |
| Дебесский лесхоз | тыс. куб.м. | 50 |
| Итого расчетная лесосека в радиусе ~100 км | тыс. куб.м. | 976 |
Остальные 50% древесного сырья будут приобретаться у сторонних организаций в виде фанерного кряжа. Доставку древесины планируется осуществлять транспортом поставщиков.
Другим компонентом при производстве фанеры является смола. Основное требование по обеспечению смолой:
· Массовая доля свободного формальдегида должна гарантировать изготовление фанеры класса «Е1»;
· Ритмичность поставки в течение года.
В качестве поставщика смолы и хлористого аммония предполагается использовать совместное российско-финское предприятие «Метадинеа», успешно действующее в г. Губаха (Пермский край). Поставка может осуществляться железнодорожными цистернами.
Альтернативными источниками обеспечения смолой предусматриваются родственные предприятия отрасли, имеющие производство смол.
2. Управление и организационный план
2.1. Команда управления и ведущие специалисты. Состав персонала
Подбор специалистов и рабочих на производство планируется осуществлять из числа жителей г. Глазова, а также близлежащих городов и поселков. Численность населения города Глазов ~ 100 тыс. человек. В городе существует реальная возможность набора рабочих кадров и управленческого персонала для успешной работы предприятия. В городе Глазове развита инфраструктура учреждений образования. На данный момент это 6 высших учебных заведений, 7 учреждений среднего профессионального образования.
Отбор на вакантные должности будет производиться на основе конкурса. Условия конкурса устанавливаются отдельно для каждой категории работников по согласованию с руководителями структурных единиц.
Потребность в трудовых ресурсах определена, исходя из 3-х сменной работы предприятия. Часть рабочих должна быть обучена в училищах или на производстве по специальностям.
Для реализации проекта учредителями утверждена кандидатура Генерального директора Сидорова Андрея Викторовича. Он имеет опыт работы в сфере производства фанеры на ООО «Ковровский фанерный комбинат». Руководил монтажом, доставкой и пуском оборудования линии производства фанеры, разработкой инструкций и регламентов проведения работ, осуществлял оперативное планирование и анализировал деятельность цеха. На «Ковровском экскаваторном заводе» организовывал испытание спецтехники и лесозаготовительной техники. По данному проекту разрабатывал техническую часть бизнес-плана, осуществлял инженерные расчеты и контактировал с производителями и поставщиками оборудования.
Состав персонала по всему циклу производства фанеры
|
№ п/п |
Должность |
Кол-во человек, всего |
Кол-во человек, в смену |
| Цех по приемке, хранению и подготовки сырья к лущению | |||
| 1 | Сменный мастер | 4 | 1 |
| 2 | Крановщик - башенного крана | 8 | 2 |
| 3 | Крановщик мостового крана | 8 | 2 |
| 4 | Стропальщик | 8 | 2 |
| 5 | Транспортировщик | 4 | 1 |
| 6 | Раскряжевщик | 8 | 2 |
| 7 | Приемщик-точковщик | 2 | 2 |
| Цех производства фанеры | |||
| 8 | Начальник цеха | 1 | |
| Участок производства шпона | |||
| 9 | Сменный мастер | 4 | 1 |
| 10 | Лущильщик | 4 | 1 |
| 11 | Помощник лущильщика | 4 | 1 |
| 12 | Резчик шпона | 4 | 1 |
| 13 | Сушильщик | 16 | 4 |
| 14 | Сортировщик | 8 | 2 |
| Участок производства фанеры | |||
| 15 | Наборщик пакетов | 24 | 6 |
| 16 | Оператор горячего пресса | 16 | 4 |
| 17 | Станочник деревообрабатывающих станков | 40 | 10 |
| 18 | Оператор производства клея | 4 | 1 |
| 19 | Сортировщик – упаковщик | 8 | 2 |
|
ИТОГО по производству: |
175 |
45 |
|
| 20 | Служба главного механика | 11 | 7 |
| 21 | Служба главного энергетика | 10 | 6 |
| 22 | Операторы и транспортировщики котельной | 8 | 2 |
| 23 | Транспортный цех | 25 | 15 |
| 24 | Уборщики, дворники, подсобный рабочий | 9 | 6 |
| 25 | Технолог-лаборант | 4 | 1 |
| 26 | Отдел технического контроля | 5 | 2 |
| 27 | Склад | 7 | 4 |
| 28 | Служба сбыта | 4 | |
| 29 | АУП | 24 | |
|
ВСЕГО: |
282 |
86 |
Состав АУП ООО «Еврофан»:
|
№ п/п |
Должность |
Функции |
| 1. | Генеральный директор | Общее руководство деятельностью предприятия |
| 2. | Технический директор |
Обеспечение производственной деятельности предприятия |
| 3. | Начальник производства | |
| 4. | Главный технолог | |
| 5. | Начальник ОТК | |
| 6. | Главный энергетик | |
| 7. | Главный механик | |
| 8. | Инженер по охране труда | |
| 9. |
Начальник отдела капитального строительства |
Работа с надзорными органами, получение исходно-разрешительной документации, осуществление контроля |
| 10. | Инженер-сметчик | |
| 11. | Финансовый директор |
Финансовое и экономическое обеспечение проекта |
| 12. | Экономист | |
| 13. | Коммерческий директор |
Обеспечение торговой деятельности предприятия |
| 14. | Маркетолог | |
| 15. | Менеджер отдела продаж (2 человека) | |
| 16. | Главный бухгалтер |
Бухгалтерское сопровождение предприятия |
| 17. | Бухгалтер | |
| 18. | Кассир | |
| 19. | Юрист |
Работа с договорами, юридическое обеспечение проекта |
| 20. | Офис-менеджер | Обеспечение деятельности руководства |
| 21. | Менеджер по персоналу | Обеспечение деятельности предприятия |
| 22. | Заведующий хозяйством | Обеспечение деятельности предприятия |
| 23. | Оператор АСУ | Обеспечение деятельности предприятия |
| 24. | Инженер-снабженец (4 человека) | Материально-техническое обеспечение деятельности предприятия |
2.2. План-график работ по подготовке к организации производства большеформатной и ламинированной фанеры
|
№ |
Мероприятие |
Срок (от – до) |
Ответственный |
|||||||||||||
|
10.07 |
11.07 |
12.07 |
01.08 |
02.08 |
03.08 |
04.08 |
05.08 |
06.08 |
07.08 |
08.08 |
09.08 |
10.08 |
|
|||
|
Проектные работы |
|
|||||||||||||||
| 1. | Уточнение технологического процесса производства фанеры и рассмотрение его участниками проекта | Директор СП |
|
|||||||||||||
| 2. | Получение от продавцов оборудования исходных данных и необходимой технической документации на оборудование для разработки рабочего проекта | Директор СП |
|
|||||||||||||
| 3. | Выбор проектной организации | Директор СП |
|
|||||||||||||
| 4. | Выдача задания на проектирование | Директор СП |
|
|||||||||||||
| 5. | Оформление договора с проектной организацией | Директор СП |
|
|||||||||||||
| 6. | Подготовка технических условий на подключение к коммуникациям и источникам энергоснабжения для выдачи проектной организации | Директор СП |
|
|||||||||||||
| 7. | Проектные работы | Директор СП |
|
|||||||||||||
| 8. | Проведение государственной экспертизы проекта | Директор СП |
|
|||||||||||||
|
Финансирование |
|
|||||||||||||||
| 1. | Определение залоговой массы для оформления кредита |
|
|
|
|
|
Финансовый ди-ректор компании |
|
||||||||
| 2. | Выбор кредитно-финансовой организации |
|
|
|
|
|
Финансовый ди-ректор компании |
|
||||||||
| 3. | Оформление кредитного договора на пополнение оборотных средств |
|
|
|
|
|
Финансовый ди-ректор компании |
|
||||||||
| 4. | Выбор лизинговой компании |
|
|
|
|
|
Финансовый ди-ректор компании |
|
||||||||
|
Поставка оборудования |
|
|||||||||||||||
| 1. | Выбор продавцов оборудования | Директор СП |
|
|||||||||||||
| 2. | Проведение переговоров с продавцами оборудования по условиям цен, оплаты и поставок | Директор СП |
|
|||||||||||||
| 3. | Подготовка контрактов с поставщиками оборудования | Директор СП |
|
|||||||||||||
| 4. | Выбор транспортных организаций | Директор СП |
|
|||||||||||||
| 5. | Подготовка контрактов с перевозчиками | Директор СП |
|
|||||||||||||
|
Таможенное оформление |
|
|||||||||||||||
| 1. | Представление в таможенные органы технической документации на оборудование и согласование кодов ТНВЭД | Директор СП |
|
|||||||||||||
| 2. | Согласование с таможенными органами порядка таможенных процедур при ввозе оборудования | Директор СП |
|
|||||||||||||
| 3. | Согласование с Удмуртской таможней размещения склада временного хранения на территории создаваемого предприятия | Директор СП |
|
|||||||||||||
| 4. | Устройство склада временного хранения | Директор СП |
|
|||||||||||||
|
Подготовка к строительно - монтажным работам |
|
|||||||||||||||
| 1. | Подготовка документов для оформления градостроительного плана и получения разрешения администрации города на строительные работы | Директор СП |
|
|||||||||||||
| 2. | Выбор генподрядчика и заключение договора генподряда | Директор СП |
|
|||||||||||||
| 3. | Выбор монтажной организации и заключения договоров на монтажные и специальные работы | Директор СП |
|
|||||||||||||
| 4. | Проведение топографо-геодезической съемки промплощадки | Директор СП |
|
|||||||||||||
| 5 | Проведение геолого-изыскательских работ на участках будущих фундаментов и подземных коммуникаций | Директор СП |
|
|||||||||||||
| 6 | Уточнение существующих трасс коммуникаций и сетей с нанесением их на генплан промплощадки | Директор СП |
|
|||||||||||||
| 7 | Проведение технического освидетельствования состояния существующих строений и коммуникаций и разработка мер по повышению надежности их эксплуатации | Директор СП |
|
|||||||||||||
| 8 | Проведение технического освидетельствования состояния мощностей энергоснабжения и разработка мер по повышению их надежности и их развитию | Директор СП |
|
|||||||||||||
| 9 | Демонтаж существующего оборудования | Директор СП |
|
|||||||||||||
|
Обеспечение производства сырьем и материалами |
|
|||||||||||||||
| 1 | Разработка плана организации лесозаготовок | Директор СП |
|
|||||||||||||
| 2 | Организация собственных лесозаготовок | Директор СП |
|
|||||||||||||
| 3. | Подготовка и заключение договоров на покупку фанерного сырья | Директор СП |
|
|||||||||||||
| 4. | Выбор поставщиков смол и химматериалов и заключение договоров | Директор СП |
|
|||||||||||||
|
Кадровое обеспечение проекта |
|
|||||||||||||||
| 1 | Разработка временной структуры управления предприятием на период строительства | Директор СП |
|
|||||||||||||
| 2 | Разработка штатного расписания на период строительства | Директор СП |
|
|||||||||||||
| 3 | Разработка условий конкурса на вакансии и объявление конкурсов | Директор СП |
|
|||||||||||||
| 4 | Комплектование управленческого и рабочего персонала | Директор СП |
|
|||||||||||||
| 5 | Составление плана обучения и повышения квалификации работающего персонала | Директор СП |
|
|||||||||||||
| 6 | Комплектование групп специалистов для обучения на действующем родственном предприятии | Директор СП |
|
|||||||||||||
|
Государственная поддержка проекта |
|
|||||||||||||||
| 1 | Подготовка документов и участие в конкурсе по включению проекта в перечень приоритетных инвестиционных проектов РФ | Директор СП |
|
|||||||||||||
| 2 | Получение поддержки проекта высшего должностного лица УР | Директор СП |
|
|||||||||||||
| 3 | Обоснование требуемых объемов лесопользования для нужд предприятия и вынесение в правительственные органы вопроса закрепления за предприятием лесных участков | Директор СП |
|
|||||||||||||
| 4 | Заключение договоров аренды лесных участков на льготных условиях | Директор СП |
|
|||||||||||||
| 5 | Подготовка документов на оформление льготного налогообложение | Директор СП |
|
3. Описание продукции (услуг)
3.1. Описание продукции и ассортимента
Фанера – листовой строительный материал, состоящий из плотно склеенных слоев древесины (лущеного шпона) с однонаправленной или перекрестной структурой (специальные виды фанеры, рассчитанные на повышенное сопротивление изгибу и кручению).
Фанера имеет широкий спектр использования в строительстве, производстве мебели, транспортном машиностроении и судостроении, при изготовлении упаковки.
Свойства фанеры зависят от применяемой древесины и клея, которым слои древесины соединяются друг с другом, а также от взаимного расположения последних.
Применение для склеивания шпона синтетических клеев (формальдегидов) позволяет придавать фанере высокую прочность и водостойкость. Фанера подразделяется по видам древесины, из которой она изготовлена. Это фанера березовая, хвойная и комбинированная. Для изготовления наружных слоев фанеры применяют шпон лиственных пород: березы, ольхи, клена, ильма, бука, осины, тополя, липы. Для внутренних слоев, кроме названных, также применяют шпон хвойных пород; сосны, ели, пихты, лиственницы и кедра. Причём фанера считается сделанной из той породы, из которой сделаны её наружные слои.
Сорт фанеры определяется качеством лущеного шпона наружных слоев и обозначается сочетанием сортов шпона лицевого и оборотного слоев. По ГОСТ 3916.1-96 "Фанера общего назначения с наружными слоями из шпона лиственных пород" подразделяется на сорта: Е (элита), I (ВВВ), II (ВВ), III (СР), IV (С).
Производство фанеры в России является многономенклатурным. Фанеру и фанерную продукцию выпускают в основном по ГОСТам 14 наименований и более 30 наименований Технических условий.
По степени водостойкости клеевого соединения фанеру подразделяют на марки:
ФК – фанера водостойкая, склеенная карбамидоформальдегидными клеями;
ФСФ – фанера повышенной водостойкости, склеенная фенолоформальдегидными клеями.
По степени механической обработки поверхности фанера подразделяется на нешлифованную (НШ), шлифованную с одной стороны (Ш1) и шлифованную с двух сторон (Ш2). Кроме того, для всех видов фанеры обязательно по экологической безопасности указание класса эмиссии свободного формальдегида Е1 и Е2 (соответственно до 10 или от 10 до 30 мг/100 г сухого продукта). Качество фанеры оценивается также по пределам прочности при скалывании, статическом изгибе, растяжении образцов, содержанию влаги, наличию, структуре, цвету сучков, наличию дефектов.
Фанера бывает обычного формата – квадратная (1525x1525 мм), прямоугольная (1220x1525 мм) и большеформатная, когда одна из сторон более 1830 мм: 2440x1220, 2500x1250, 1525x3050, 1500x3000 мм. В пределах этих размеров листов возможны другие специальные размеры. Возможно изготовление, как продольного, так и поперечного расположения волокон наружных слоев. Стандартная толщина фанеры, мм: 4; 6,5; 9; 12; 15; 18; 21; 24; 27; 30; 35; 40.
Количество листов в 1 м 3
|
Размер\толщина (мм) |
3 |
4 |
7 |
8 |
10 |
12 |
15 |
18 |
| 1525х1525 | 144 | 107 | 61 | 54 | 43 | 36 | 29 | 24 |
| 1220х2440 | 112 | 84 | 48 | 42 | 34 | 28 | 22 | 19 |
Количество м 2 в м 3 для различных толщин
|
Толщина (мм) |
3 |
4 |
6 |
8 |
9 |
10 |
12 |
15 |
18 |
21 |
|
м 2 в м 3 |
333 | 250 | 167 | 125 | 111 | 100 | 83 | 67 | 56 | 47 |
3.2. Основные характеристики, область применения, преимущества
Области применения берёзовой фанеры ФСФ – строительство складских помещений, хозяйственных построек, применение в качестве опалубки, конструкционных кровельных материалов, при изготовлении тары и упаковки, декоративной упаковки, использование в транспортном машиностроении.
Для увеличения водостойкости фанеры применяют также ламинирование – покрытие фанеры по специальной технологии бумагосмоляной пленкой на основе фенолоформальдегидной смолы. Основой для ламинированной фанеры является, как правило, березовая водостойкая фанера марки ФСФ. Благодаря своим свойствам ламинированная фанера активно применяется в тех сферах, где требуется особая устойчивость к высоким перепадам температур, воздействию влаги, плесени, моющих средств, где нужна высокая износостойкость. Такие требования предъявляются в деревянном домостроении, производстве многоразовой опалубки для монолитного домостроения, производстве полов и обшивок в авто-, судо-, вагоностроении и т. д. Большой формат ламинированной фанеры имеет особое преимущество при строительстве крупномасштабных объектов. Он позволяет облегчить выполнение монтажных работ благодаря снижению количества стыков и креплений. Большеформатная ламинированная фанера применяется при строительстве мостов, производственных зданий, а также в автостроении.
Преимущества:
§ превосходная твердость поверхности
§ исключительная прочность при минимальном весе
§ повышенная водостойкость
§ красивая текстура древесины
§ высокое качество шлифовки
§ быстрый монтаж и легкая обработка
§ возможность комбинирования с другими материалами.
3.3. Конкурирующие продукты, продукты – заменители
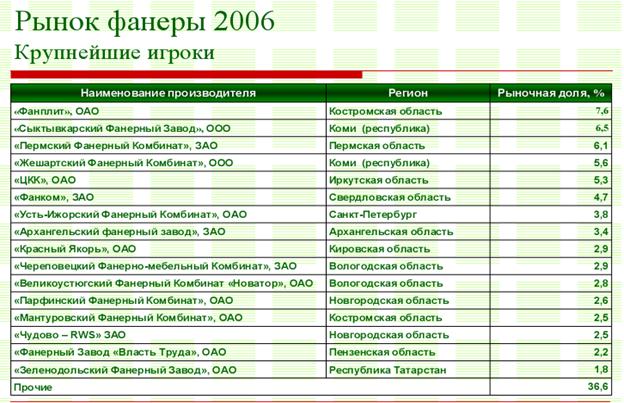
Предусмотренная к выпуску большеформатная фанерная продукция не является принципиально новой, не имеющей аналога в России. Фанера изготавливается по факту ведущими предприятиями отрасли – ООО «Фанплит» (Костромская область), ЗАО «Пермский фанерный комбинат» (Пермская область), ООО «Сыктывкарский фанерный завод» (Республика Коми), ЗАО «Жешартский фанерный комбинат» (Республика Коми), ООО «ДОК Илим Братск» (Иркутская область).
Ориентированно-стружечные плиты ОСП или OSB (Oriented Strand Board) являются материалом, который пытается занять ту потребительскую нишу, которую традиционно занимает рынок фанеры. Потребительские характеристики OSB – удельный вес, прочность, стойкость к воздействию агрессивных сред не ниже параметров фанеры.
Несмотря на рост производства OSB, масштаб применения этого вида плит в Европе и России остается пока относительно узким. Также к настоящему моменту в России не построено ни одного завода по производству OSB, поскольку для реализации подобных проектов требуемый объем инвестиций составляет около 100 млн. долларов.
3.4. Возможность экспорта
В мире производится около 68 млн. куб. м фанеры. За последние 10 лет объем производства фанеры в мире увеличился более чем на 22%. Рост характерен как для развитых, так и для развивающихся стран. При этом темпы роста потребления фанеры в мире опережают темпы роста производства, что является стимулом дальнейшего развития фанерной промышленности. Такое положение на рынке фанеры складывается под влиянием деловой активности в потребляющих отраслях промышленности большинства стран: в сфере ремонта и модернизации жилья, в промышленном и гражданском строительстве, производстве мебели, тароупаковочном производстве и машиностроении.
Проектируемое производство сориентировано на выпуск конкурентоспособной на мировом рынке большеформатной строительной фанеры с использованием приобретаемого по импорту основного технологического оборудования ведущих фирм – изготовителей оборудования данного профиля.
Сбыт проектируемой к выпуску продукции планируется как на внутренний рынок России с потенциально неудовлетворенным спросом на фанеру, так и на внешние рынки – страны СНГ и дальнее зарубежье.
Ввод в эксплуатацию мощностей по производству большеформатной фанеры в городе Глазове позволит повысить ликвидность лесного экспорта региона Удмуртии и России в целом, а так же создать надежные рабочие места.
3.5. Безопасность и экологичность продукции
Объект расположен на земельном участке промышленного назначения. Согласно СанПиН 2.2.1/2.1.1200-03 производство большеформатной фанеры по санитарной классификации относится в IV классу с санитарной зоной 100м. Фактическое расстояние от предприятия до ближайшего жилого района г. Глазова составляет около 500 м. В связи с чем на территории площадки возможно размещение производств деревообрабатывающей отрасли.
Намечаемое фанерное производство окажет определенное воздействие на окружающую природную среду (атмосферный воздух, почву). Степень воздействия намечаемого производства на окружающую среду зависит от токсичности применяемых смол при склеивании фанеры.
Основными твердыми отходами предприятия будут древесные отходы количеством до 43 тыс. м3 в год.
Вредными выделениями в окружающую среду от намечаемого производства фанеры являются:
§ формальдегид или фенол при склеивании фанеры;
§ пыль древесная при обработке древесины и фанеры;
§ оксиды углерода, азота, серы, сажа, углеводороды от автотранспорта;
§ оксиды углерода, азота, взвешенные вещества, сажа, бенз(а)пирен от дымовых труб.
Для уменьшения отрицательного влияния на окружающую среду рекомендуются следующие мероприятия:
§ в технологии склеивания фанеры применять малотоксичные смолы;
§ предусматривать очистку воздуха от древесной пыли в циклонах и в пылеулавливающих установках с рукавными фильтрами;
§ клеесодержащие стоки от промывки технологического оборудования и клеемешалок направлять в емкость – отстойник. После отстаивания и полимеризации твердого осадка отстоенная вода подается на клееприготовление, а твердый осадок в количестве 0,46 т/год по мере накопления вывозится на захоронение в места, согласованные с Санэпидстанцией;
§ обезвоженный осадок в количестве около 120 т/год при очистке секций бассейна вывозить на захоронение в места, согласованные с Санэпидстанцией;
§ исключить сброс производственных сточных вод от бассейна;
§ предусмотреть сжигание древесных отходов в термомасляной котельной;
§ предусмотреть организационные мероприятия по уменьшению выноса загрязняющих веществ поверхностными стоками с территории предприятия;
§ предусмотреть вывоз твердых бытовых отходов на свалку бытовых отходов.
§ Для оценки влияния проектируемого объекта на состояние окружающей среды определены объемы валовых выбросов загрязняющих веществ в атмосферу, виды загрязняющих веществ, их количество, источники и ожидаемые приземные концентрации загрязняющих веществ при использовании фенольной смолы.
Данные по валовому выбросу загрязняющих веществ в атмосферу
|
Наименование загрязняющего вещества (класс опасности) |
Валовый выброс загрязняющих веществ в атмосферу, т/год |
| Азота диоксид (2) | 31,114 |
| Серы диоксид (3) | 0,012 |
| Углерода оксид (4) | 337,407 |
| Взвешенные вещества (зола) (3) | 2,428 |
| Сажа (3) | 25,375 |
| Углеводороды (4) | 0,286 |
| Бенз(а)пирен (1) | 0,000105 |
| Пыль древесная | 5,247 |
| Формальдегид | 2,662 |
| Фенол (2) | 2,662 |
| Пыль абразивная (ОБУВ) | 0,0173 |
| Пыль металлическая (3) | 0,0259 |
| ВСЕГО: | 407,236305 |
Ожидаемые приземные концентрации загрязнения атмосферного воздуха с учетом фоновых
|
Наименование загрязняющего вещества. Код вещества |
Ожидаемые приземные концентрации в долях ПДК |
| Формальдегид «1325» | 0,22 |
| Фенол «1071» | 0,66 |
| Пыль древесная «2936» | 0,41 |
| Взвешенные вещества (зола) «2902» | 0,04 |
| Азота диоксид «301» | 0,23 |
| Углерода оксид «337» | 0,09 |
| Серы диоксид «330» | 0,02 |
| Сажа «328» | 0,09 |
| Углеводороды «2754» | 0,06 |
| Бенз(а)пирен «703» | 0,05 |
| Пыль абразивная «2930» | 0,06 |
| Пыль металлическая «123» | 0,08 |
В результате установлено, что ожидаемые приземные концентрации не превышают ПДК для населенных мест.
Разработан и согласован проект «Оценки Воздействия на Окружающую Среду (ОВОС)» и «Охраны Окружающей Среды (ООС)».
Филиал ФГУ здравоохранения «Центр гигиены и эпидемиологии в Удмуртской Республике в г. Глазове» выдал экспертное заключение – дополнение к проекту «Перепрофилирование ООО «Глазовский фанерный завод». Охрана окружающей среды. Оценка воздействия на окружающую среду», согласно которого проект соответствует государственным санитарно-эпидемиологическим правилам и нормам.
Федеральная служба по надзору в сфере защиты прав потребителей и благополучия человека (Территориальный отдел Управления Роспотребнадзора по УР в г. Глазове) выдал санитарно-эпидемиологическое заключение о том, что требования, установленные в проектной документации соответствуют государственным санитарно-эпидемиологическим правилам и нормативам.
4 Маркетинг и сбыт продукцииЦели маркетинга для вновь организуемого проекта на ближайший период:
§ выход на рынок фанеры с конкурентоспособными видами фанерной продукции, по своим размерно-качественным и физико-механическим параметрам наиболее полно соответствующими требованиям мирового рынка к фанере данного класса;
§ охват внутреннего рынка России по строительной фанере в объеме не менее 50% общей мощности по товару;
§ завоевание мирового рынка большеформатной строительной фанеры в объеме до 15 тыс. куб. м. в год.
Мировой рынок характеризуется стабильностью потребления фанеры.
Структура спроса на фанерную продукцию, как на внешнем, так и на внутреннем рынках меняется по факту в сторону продукции повышенного качества. В перспективе эта тенденция будет нарастать, что повлечет за собой значительное расширение рынка сбыта для конкурентоспособных видов фанерной продукции.
Предусматриваемая к выпуску настоящим проектом организации производства большеформатной фанеры в г. Глазове Удмуртской Республики экологически чистая березовая строительная фанера по своим потребительским качествам полностью соответствует требованиям мирового рынка на аналогичную продукцию.
В ходе первого этапа - этап внедрения на рынок продукции собственного производства будут решаться следующие задачи:
§ оптимизация текущей прибыли с целью снижения сроков окупаемости проекта за счет адаптации продукта в ассортиментном отношении;
§ применение экспортной составляющей в структуре сбыта.
На втором этапе будет решаться основная задача сбыта в среднесрочной перспективе – формирование прямых каналов сбыта.
Первый этап предполагает установление в рамках созданной службы сбыта долгосрочных отношений с потребителями. На этом этапе основной потребитель будет представлять собой посреднические организации – крупные иностранные операторы, осуществляющие деятельность, в том числе и на территории РФ, имея резидентное юридическое лицо. Таким образом, первый этап – это создание селективных каналов сбыта. Помимо прочего, сотрудничество с подобными организациями – недорогой способ изучения рынка как международного, так и внутреннего. Конечными потребителями в сбытовой цепочке будут являться российские и иностранные производители мебели, строительные организации.
Второму этапу предшествует комплекс маркетинговых мероприятий, делающий возможным установление прямых каналов сбыта:
§ Рыночное позиционирование: Компания позиционирует себя как одного из ведущих отечественных производителей фанеры по уровню качественных характеристик продукции, превосходящих лучшие отечественные образцы. Ставка делается на качество продукции;
§ Логистика: Компания обеспечивает логистику поставок быстрее, чем конкуренты;
§ Сегмент потребления: В среднесрочной и долгосрочной перспективе компания избирает конечным целевым потребительским сегментом как российских, так и иностранных производителей мебели и строительные организации.
§ Взаимоотношения с клиентом: Компания постоянно находится в тесном контакте со своими клиентами, обеспечивая положительные личные взаимоотношения.
§ Ценовая политика: Компания обеспечивает потребителям цены на продукцию ниже средних на рынке.
Рыночная цена не является независимой переменной, ее значение зависит от значения других элементов маркетинга, а также от уровня конкуренции на рынке и общего состояния экономики. Рассмотрим более подробно ситуацию, сложившуюся в сегменте деревообработки – фанера.
В общем случае, исходя из того, что данный рынок является рынком партнерских отношений, затраты на продвижение продукции в рассматриваемом сегменте невелики. Поскольку целью подобных мероприятий является исключительно информирование потенциальных потребителей с высокой степенью вероятности склонности к сотрудничеству, маркетинговыми затратами на готовую продукцию ложатся следующие:
• командировки коммерческого персонала с целью презентации производства и продукции перед потенциальным потребителем;
• приглашение представителей потенциального потребителя на производстве с целью презентации производства и продукции.
Помимо перечисленных мероприятий, заключающихся фактически в организации переговорного процесса можно упомянуть такие средства, как подготовка образцов продукции, презентационной полиграфии и прочих носителей информации о продукции обслуживающих все тот же переговорный процесс.
В некоторых случаях осуществляется ведение выставочной деятельности.
Определив уровень маркетинговых затрат как достаточно низкий, для того, чтобы увеличить наценку с целью их покрытия, сформулируем наиболее приемлемую стратегию ценообразования в среднесрочной перспективе для нового производителя фанеры, которая будет отличаться от сложившейся на данном рынке.
Анализ мировых цен на фанеру за последние 25 лет дает возможность говорить, что их изменение носит синусоидальный характер, с общим трендом роста. Цикл между максимальным и минимальным значением цены составлял в среднем 3–5 лет. Последний минимум цены на российскую березовую фанеру был достигнут в 2000 году, тогда кубометр в чистых ценах (без НДС) стоил в среднем 228 долларов. С 2001 года тенденция по ряду причин нарушена: средняя цена продолжает расти на протяжении последних семи лет. По прогнозам цены стабилизируются в 2008 году. При этом возможное снижение не будет столь существенным, как ранее. Главным образом, это связано с монополизацией рынка березовой фанеры российскими компаниями, истощением лесных запасов в Европе, чей рынок является для нас основным, общим ростом цен на древесину в мире, опять же ввиду снижения ее запасов. Кроме того, березовую фанеру, ввиду ее физико-механических свойств, сложно заменить фанерой из другой древесины аналогичной стоимости.
Говоря о соотношении российских и мировых (в первую очередь европейских) цен на фанеру, главным образом березовую, поскольку она составляет основу производства и экспорта, необходимо отметить, что в 2005 году они сравнялись (до этого внутренние цены были более низкими), а в 2006 году превысили мировые. И впервые, под влиянием внутрироссийских цен стоимость фанеры на европейском рынке выросла.
Особенно увеличилась цена в 2007 году: по некоторым позициям до двух раз. Средняя экспортная цена кубометра фанеры по состоянию на октябрь 2007 года составляет уже 600 долларов за кубометр, тогда как по итогам 2006 года она равнялась 371 доллару (рост порядка 60%). В основном причиной роста стало удорожание фанерного сырья и введение в России вывозных пошлин на круглый лес. Так в 2006 году хвойное сырье подорожало на 41% к предыдущему году, березовое на 23%, в 2007 году рост составил уже 59 и 38% соответственно. К тому же, за последние пять лет рост цен на фанерное сырье значительно опережал рост цен на фанеру, что в конечном итоге, сделало резкое удорожание фанеры неизбежным.
Опережающий рост цен на сырье, удорожание вывоза сырья из России (пошлины), рост внутреннего спроса на фанеру в стране приведет к тому, что цены на фанеру в ближайшее время не опустятся ниже 550 долларов за кубометр. Влияние на цену фанеры потенциальных товаров-заменителей, таких как OSB, МДФ не будет существенным, поскольку, во-первых, они не в полной мере смогут заменить ее в ряде сфер использования, и, во-вторых, производство таких товаров не вполне достаточно, значительное наращивание объемов выпуска в среднесрочной перспективе (3-5 лет) технически невозможно, как в России, так и в Европе. Производители данных плитных материалов с большой вероятностью прибегнут к конъюнктурному увеличению цен.
Динамика цен на фанеру и фанерное сырье, в долларах США.
|
Годы |
Среднегодовая цена 1 м3 экспортной фанеры |
Изменение экспортной цены, в % к пред. году |
Среднегодовая цена 1 м3 фанеры на внутреннем рынке |
Отклонение внутренних и экспортных цен (гр. 2 – гр. 3) |
Изменение цены на березовое сырье, в % к пред. году |
| 1998 | 312 | - | 283 | +29 | н/д |
| 1999 | 256 | -22 % | 173 | +83 | н/д |
| 2000 | 228 | -12 % | 171 | +57 | 9 % |
| 2001 | 237 | +4 % | 202 | +35 | 12 % |
| 2002 | 244 | +4 % | 227 | +17 | 11 % |
| 2003 | 251 | +3 % | 240 | +11 | 12 % |
| 2004 | 296 | +18 % | 288 | +8 | 15 % |
| 2005 | 346 | + 17 % | 347 | -1 | 22 % |
| 2006 | 354 | +2 % | 438 | -17 | 23 % |
| 2007, окт. | 550 | +55 % | 600 | -50 | 62 % |
Большинство коммерсантов, представляющих производителей фанеры, используют, так называемый, инверсный расчет для определения «чистой» цены, позволяющей получить предприятию необходимый размер прибыли, с тем, чтобы начать предпринимать те или иные действия по организации конкретной сделки. Имея предварительную договоренность с иностранным импортером о поставках, например, на условиях FCA, производитель, вычитая все транспортные и логистические издержки, затраты на организацию переговорного процесса, получает чистую цену, которая отличается от декларируемой прайсовой на условиях EXW. Фактически, стратегии, определяемой как ценовая, у подавляющего большинства производителей не существует.
В условиях когда на рынке появляется новый производитель продукции, уровень качественных характеристик которой на рынке имеет равномерное распределение по производителям, и, фактически дифференциация этих производителей друг от друга осуществляется за счет цен, декларирование более низкой цены с учетом масштабов производства будет являться наиболее эффективной ценовой стратегией. Основным средством дифференциации фанеры от других производителей и будет являться более низкая стоимость продукции.
Располагаем покупательской базой как по внутреннему рынку, так и по Европе, Ближнему Востоку, странам СНГ, уже налажены контакты более чем с 500 покупателями фанеры, как большеформатной, так и малоформатной в более чем в 30 субъектах Европейской территории и Урала, произведена классификация по объемам, специфике потребления. Работа велась в трех основных направлениях: с оптово-розничными продавцами, выступающими производным звеном, и двумя сегментами непосредственных потребителей – мебельными фабриками, специализирующимися на производстве мягкой мебели, и строительными организациями. В меньшей степени отработаны потребители в сегменте транспортного машиностроения (вагоностроение, производство трейлеров), требуется повторная проработка сегмента производителей каркасно-деревянных конструкций (домов, вагончиков, бытовок). Незначительно проработан сегмент производителей тары, в результате чего удалось наладить рабочий контакт с двумя производителями полуфабрикатных заготовок, тары для электрокабеля, проводов, прочего энергооборудования. Суммарно они готовы приобретать до 600 куб.м фанеры в месяц, как малоформатной, так и широкоформатной (первой отдается предпочтение). Главный минус – потребляемая фанера исключительно сорта 4/4, главный плюс – возможность поставлять некондиционную по размерам фанеру
Специфика обозначенных сегментов следующая. Среди оптово-розничных продавцов было выделено, условно, три группы потребителей. Первая – крупные федеральные сети со значительными объемами потребления и реализации, вторая – крупные региональные торговые компании, имеющие свою сеть в конкретном субъекте, третья – средние и мелкие региональные продавцы.
Отличительные характеристики первой группы – централизованное планирование закупок в рамках всей сети, с одновременным предоставлением определенной самостоятельности региональным подразделениям в рамках оперативного снабжения при необходимости. Наиболее крупные компании – ЗАО «Промстройконтракт», имеющее семь представительств в России и пять в ближнем зарубежье, ООО «Южная строительная компания» с шестью представительствами, ООО «Фанерный двор», имеющее пять представительств в России, ООО «ТД «Русская фанера» с аналогичным числом региональных точек, компания «МонолитСтройГрупп», ряд других организаций.
Исходя из опыта переговоров с представителями таких групп, можно говорить о возможности выхода на сетевой уровень при налаживании стабильных поставок в один из центров. Так переговоры с руководителем отдела снабжения ближайшего к нам отделения холдинговой компании Промстройконтракт - ЗАО «Промстройконтракт-Восток», г. Казань дали следующие результаты: компания готова стабильно закупать до 400 кубометров фанеры ежемесячно, в том числе 100 кубометров широкоформатной.
На сегодняшний момент только в республике Татарстан установлен контакт с 26 оптово-розничными продавцами городов Казани, Набережных Челнов, Альметьевска, Нижнекамска, 9 из которых (помимо ЗАО «Промстройконтракт») готовы приобретать 100 и более кубометров фанеры в месяц, как малоформатной, так и большеформатной, в том числе ламинированной. Суммарно компаниям соседней республики можно реализовывать до 1500 кубометров товара в месяц, что составляет более чем половину от ежемесячного объема выпуска фанеры первой очереди (30 тыс. кубометров в год). Структура потребления примерно следующая: до 650 кубов широкоформатной, 350 кубометров ламинированной, остальное – малоформатная фанера 1525х1525 и 1525х1220 мм. При этом в Татарстане расположены два производителя малоформатной фанеры: Зеленодольский ФЗ с объемом выпуска не менее 20 тысяч кубов в год и Поволжский фанерно-мебельный комбинат, производящий около 10-12 тысяч кубометров в год, также расположенный в Зеленодольске. Приблизительный (оценочный) сортовой состав фанеры, возможной к реализации: сорт 4/4 – 600 кубометров, 2/4, 3/4, 3/3 – порядка 300 кубов, сорта 2/3, 2/2, 1/3- порядка 250 кубометров. В любом случае, при формировании структуры реализации придется ориентироваться на сортовой состав выпускаемой нами фанеры, в зависимости от качества получаемого шпона.
В городе Ижевске можно достаточно свободно продавать до 300 кубометров малоформатной и большеформатной фанеры в месяц в совокупности, что эквивалентно 12% ежемесячного объема выпуска, однако 90 % ее будет сорта 4/4. Таким образом, Ижевский рынок, как обособленный со сложившейся структурой, не совсем оптимален с точки зрения формирования сбытовой политики. Однако в принципе такая ситуация не критична, поскольку на рынке в целом достаточно потребителей использующих в основном высокосортные сорта фанеры, либо в комбинации сортовая/не сортовая стороны (1/4, 2/4, 1/3). В основном это мебельщики – организации использующие фанеру для отделки. Собственно мебельщики – вторая целевая группа потребителей. Преимущество работы в сегменте, как конечными потребителями – более высокая цена, за счет исключения посреднического звена. Однако сотрудничество с ними более сложный в сравнении с оптовиками процесс: объемы потребления большинства средних и крупных фабрик составляют не более 60 кубометров в месяц, и приоритетная ориентация сбыта на них значительно увеличивает документооборот, разброс производственной программы, дает ряд других минусов.
Третья целевая группа – организации, специализирующиеся на строительстве и ремонте. Являясь конечными потребителями, они дают соответствующие плюсы в работе, кроме того, объемы потребления могут быть весьма значительными, особенно в части ламинированной фанеры: это основной потребительский сегмент такого товара. Однако наладить сотрудничество с крупными организациями по ряду причин весьма не просто.
При формировании каналов реализации необходимо придерживаться ряда базовых принципов. Первое – оптимальность количественной структуры продаж. Для исключения возможных негативных последствий отказа покупателей от сотрудничества, необходимо, чтобы на долю двух крупнейших партнеров приходилось не более 40% от суммарного объема реализации или не более 20 процентов на каждого - до 500 кубометров в месяц. Следующие 40 процентов должны приходиться не более чем на 5 компаний, или не более 8% на компанию – до 200 кубометров в месяц. Оставшиеся 20% объема целесообразно распределять среди 5-8 компаний – по 60 – 100 кубометров в месяц. Такая структура с одной стороны обеспечит достаточную устойчивость при смене потребителей, с другой стороны не будет слишком громоздкой: реализация будет осуществляться 12 -15 партнерам.
Второе – оптимизация продаж в зависимости от сортового состава шпона и фанеры, что описывалось чуть выше. Данный процесс может занять до полугода, однако затем структура продаж во взаимосвязи с этим фактором стабилизируется. В целом, реализация такого товара в равной степени возможна как в России, так и за рубежом, продажи будут вестись как напрямую конечным потребителям, так и через оптовые торговые компании. Наиболее значимым фактором при выборе рынков сбыта сортовой фанеры (Россия или экспорт) будет являться цена, как следствие спроса.
В значительной степени упростить задачу по реализации фанеры высоких сортов может производство однонаправленной фанеры «юникросс» (иначе – однонаправленных фанерных плит) с 3–5-ю поперечными слоями шпона, толщиной от 20 до 30 мм. Такая фанера широко используется в производстве мебельных заготовок, спрос на нее стабильно высокий, потенциальные потребители известны (в основном в Европе). Еще одним существенным плюсом производства такого товара является то, что при этом в качестве наполнителя используется большое количество низкосортного шпона, что дает в итоге увеличение доли высокосортной фанеры в общем объеме выпуска, и как следствие рост доходности. Наконец, при наличии избытков высокосортного шпона его всегда можно продать, причем по достаточно дорогой цене: кубометр шпона сорта 1-2 стоит сегодня порядка 600 евро.
Третья составляющая при планировании сбытовой политики – сочетание экспорта и внутренней реализации. Главным фактором, естественно, будет являться цена на рынках. Следует, однако, учитывать тот факт, что при экспорте мы получаем возмещение НДС, или дополнительный доход, равный его ставке. Таким образом, при равенстве цен в чистом выражении экспорт наиболее привлекателен. Наиболее реальным и оптимальным, при относительном равенстве цен, является разделение структуры продаж в пропорции 50 на 50%. В данном случае подлежащий к уплате налог будет полностью компенсирован.
Что касается имеющихся на сегодня потенциальных покупателей: нами ведутся переговоры на предмет возможного сотрудничества при запуске производства, как с зарубежными, так и с российскими потребителями товара (о чем говорилось в начале данного раздела). Мы имеем реальный опыт сотрудничества как с отечественными, так и с зарубежными компаниями: сегодня мы производим малоформатную низкосортную фанеру, высокосортные (сорта1/2, 2/2) фанерные заготовки и изделия из них для поставки в Италию.
В настоящий момент подтвердили готовность к сотрудничеству следующие российские компании:
- ЗАО «Контур», С-Пб. Фанера 1100х1100, 1220х1220, 1220х2440 сорта 4/4, толщиной 10, 12, 15, 18 мм. в количестве до 700 кубометров в месяц.
- ООО «АПМ-Урал», Екатеринбург. 1525х1525, 2440х1220, сорта 2/4, 3/4, 4/4, толщиной 4-20 мм., лам. фанера 18,21 мм, до 200 м.куб. в месяц суммарно.
- ООО «Волга-Лес», Волгоград. 1525х1525мм., сорт 2/4,3/3,4/4 – 120 м.куб., 2440х1220 мм. – до 60 м. куб., толщины 4-21 мм., лам. фанера F/F 18,21 мм. – до 60 м.куб./мес.
- ООО «МАК», Н.Новгород. 1525х1525, 2440х1220, 1525х3050, сорта 2/3, 3/3, 2/4, 4/4, толщины 3-21 мм. – до 300 м.куб., лам. фанера F/F, 18, 21 мм. – до 60 м.куб./ мес.
- ООО «Компания «Гермес», Казань, 1525х1525, 1525х1220, 2440х1220, толщина 4-21 мм., сорта 2/4, 3/4, 4/4, 90 м.куб., лам фанера F/F, 18, 21 мм. – 30-60 м.куб. в месяц.
- ЗАО «Промстройконтракт-Восток», г. Казань, 1525х1525, 2440х1220, 1525х3050 мм., толщина 3-21 мм., сорта 2/4, 3/4, 4/4, до 300 куб.м, лам фанера – до 120 м.куб. в месяц.
Суммарный объем реализации перечисленным компаниям может составлять в целом до 2000 кубометров в месяц.
Работа с иностранными компаниями и их представительствами в России выявила следующих потребителей:
- Yes-wood international, Дания (работа в ЕС). 1525х1525, 2440х1220,1525х3050, толщины 3,4,12,21,30 мм. сорта 2/2, 2/3, 4/4, лам. фанера, 100-120 кубометров в месяц с увеличением до 200 – 250, хвойная фанера, березовый шпон.
- BIAFORM, Польша. 1525х1525, 1525х3050, сорт, 2/4, 3/4, 4/4, толщина 4-30 мм, количество до 600 м. куб./мес.
- TIMBAR, Польша, 1525х1525, 2440х1220, 1525х3050, сорт 2/2, 2/4, 4/4, толщина 4-21 мм, в количестве до 300 м. куб. в месяц.
- Dis Ticared, Турция. 1525х1525, сорт 4/4, толщина 4-21 мм., в количестве до 400 м.куб в месяц.
- North Pacific Group Inc., США. 1525х1525, сорт от1/2 до 4/4, толщина от 4 до 21 мм., до 600 кубов в месяц.
- VLC Ltd., Российское представительство, С-Пб. 1525х1525, 2440х1220, сорт 2/2-основное, 1/2, 2/3, 4/4. Толщины 6, 9, 12, 15, 18 мм. До 400 кубов в месяц.
- The PENROD Company, Российское представительство. 1525х1525, 1525х3050, 2440х1220, толщина 3-21 мм. сорта 1/2 - 4/4. До 800 кубометров в месяц.
- Gatenau Holz Gmbh, Российское представительство. 1525х1525, 2440х1220, 1525х3050, толщина 3-30 мм., сорта1/2 - 4/4. До 1000 кубометров в месяц.
Указанные восемь иностранных компаний готовы закупать до 4000 тысяч кубометров различной фанеры в месяц. В общем, на российском и зарубежном рынках можно реализовывать в адрес приведенных фирм до 6000 тысяч кубометров в месяц, или 72 тысячи в год. Как упоминалось выше, имеющиеся наработки позволяют продавать в разы больше. Таким образом, при начале работы останется только оптимизировать структуру реализации, исходя из намеченных принципов работы.
3. Производственный план
Задачи проекта на среднесрочную перспективу:
§ организация производства сухого, лущеного шпона до 45 тыс. куб. м. в год;
§ организация производства большеформатной фанеры с объемами до 30 тыс. куб. м. в год;
§ организация производства ламинированной большеформатной березовой фанеры;
§ формирование штата и коллектива предприятия, обеспечивающего выпуск продукции в заданных объемах и с качественными характеристиками, обеспечивающими ее реализацию;
§ создание системы управления качеством продукции и организация технического контроля, позволяющих осуществлять продажи продукции не только на внутреннем, но и на внешних рынках.
Производство находится на площади 45 тыс. кв. м.
Промышленные здания:
§ Главный корпус фанерного производства
§ Цех производства лущенного шпона
§ Бассейн гидротермической обработки фанерного сырья
§ Здание пульта управления цеха производства лущенного шпона
§ Здание привода бревнотаски цеха производства лущенного шпона
§ Компрессорная станция
§ Станция перекачки конденсата
§ Здание дробильного отделения
§ Здание окорочного отделения
Инженерная инфраструктура.
Электроснабжение
§ Линии электропередач
§ трансформаторная подстанция
§ договор на поставку электроэнергии
Водоснабжение
§ нить водопровода
§ договор на подачу воды и прием стоков
Ливневая канализация
§ коллектор
§ наружные ливневые сети
Наружные сети связи
§ проложен кабель, телефония на 10 номеров, ADSN-канал связи Интернет
Внутренние сети связи
§ собственная мини-АТС
§ локальная вычислительная сеть
Средства механизации
§ железнодорожный тупик
§ подкрановый путь для башенного крана от операторской до натяжной станции
§ подкрановый путь для козлового крана.
Сроки реализации проектных работ и подготовки к строительно-монтажным работам отражены в плане-графике (раздел 2.2.).
§ предпроектные исследования – ноябрь- декабрь 2007г.;
§ проектирование, инженерные изыскания – ноябрь 2007г.– июнь 2008г.;
§ экспертиза проекта – июнь-июль 2008г.;
§ выбор и заключение договоров на закупку оборудования (импортного и отечественного) – октябрь – декабрь 2007г.
§ набор и обучение персонала – октябрь 2007г. – июнь 2008 г.
В течение 2008-2009 г. предполагается выход на проектную мощность, и в дальнейшем объем производства остается стабильным. Производственный цикл производства фанеры составляет 1 сутки. Плановая мощность оборудования – 60 тыс. м. куб. в год фанеры, из них 50% - ламинированной.
Планируемый график выхода на проектную мощность
куб.м.
|
Показатель |
9 месяц |
10 месяц |
11 месяц |
12 месяц |
13 месяц |
14 месяц |
15 месяц |
16 месяц |
17 месяц |
|
Шпон товарный 1-4 сорт: |
30% |
70% |
100% |
100% |
100% |
100% |
100% |
100% |
100% |
| Объем производства и реализации | 1 125 | 2 625 | 3 750 | 3 375 | 3 000 | 2 625 | 1 875 | 938 | - |
|
Фанера ФСФ |
|
|
|
10% |
20% |
30% |
50% |
75% |
100% |
|
Объем производства и реализации: |
|
|
|
250 |
500 |
750 |
1 250 |
1 875 |
2 500 |
| Фанера сорта 1/2 (ш2) | 7,50 | 15,00 | 22,50 | 37,50 | 56,25 | 75,00 | |||
| Фанера сорта 2/2 (ш2) | 25,00 | 50,00 | 75,00 | 125,00 | 187,50 | 250,00 | |||
| Фанера сорта 2/3 (ш2) | 25,00 | 50,00 | 75,00 | 125,00 | 187,50 | 250,00 | |||
| Фанера сорта 3/3 (ш2) | 35,00 | 70,00 | 105,00 | 175,00 | 262,50 | 350,00 | |||
| Фанера сорта 2/4 (ш2) | 5,00 | 10,00 | 15,00 | 25,00 | 37,50 | 50,00 | |||
| Фанера сорта 4/4 (НШ) | 35,00 | 70,00 | 105,00 | 175,00 | 262,50 | 350,00 | |||
| Фанера сорта 3/4 (НШ) | 7,50 | 15,00 | 22,50 | 37,50 | 56,25 | 75,00 | |||
| Фанера ламинированная | 110,00 | 220,00 | 330,00 | 550,08 | 825,11 | 1 100,00 |
Режим работы предприятия:
|
Показатель |
Время работы |
| Год | 330 дней |
| День | 3 смены в день |
| Смена | 8 часов в смену |
| Рабочих часов в году | 7920 |
|
Фактический коэффициент использования оборудования в зависимости от технологического процесса |
0,7-0,925 |
Общая структурная схема технологического процесса производства фанеры состоит из следующих этапов:
§ прием фанерного сырья на склад сырья,
§ сортировка сырья;
§ гидротермообработка сырья в бассейнах секционного типа;
§ окорка и распиловка фанерного сырья;
§ переработка коры корорубкой и биржевого отпада на дробилке;
§ лущение шпона на лущильных линиях;
§ переработка отходов лущения на дробилке;
§ рубка и укладка сырого шпона;
§ сушка и сортировка сухого шпона;
§ фрезерование кускового шпона;
§ ребросклеивание кускового шпона;
§ сращивание листов шпона;
§ починка листов шпона;
§ клееприготовление;
§ сборка пакетов фанеры;
§ холодная подпрессовка;
§ прессование фанеры в гидравлических прессах;
§ обрезка фанеры;
§ сортировка фанеры;
§ починка фанеры;
§ шлифовка и сортировка;
§ ламинирование фанеры;
§ упаковка и маркировка фанеры.
План-схема размещения основного технологического оборудования (Приложение 1)
Сквозной расчет подбора необходимого оборудования производился из расчета производства фанеры 30 тыс. м3 в год.
Длина бревен (max/min) – 6,5/2,6 м; Диаметр (max/min) – 0,6/0,16 м
Длина чурака - 1300 мм / 2600мм (1600мм/3200мм); Средний диаметр – 220 мм
Толщина шпона – 1,55 мм
Окорка VALON KONE
Паспорт VK820/32S* 40 м/мин d-220мм
1 мин - 3,14 (0,22м * 0,22м) / 4 * 40м/мин = 1,52 м3/мин.
Коэффициент использования работы времени оборудования – 0,85
1,52 м3/мин * 60мин * 8часов * 0,85 = 620 м3/смена
620 м3/смена * 3 * 330 = 613 800 м3/год
Линия лущения FEZER + АЛРУ (ЗАО «Технолес М)
Формат фанеры 5” * 10” (50%)
|
ИСХОДНЫЕ ДАННЫЕ |
|||
|
технологические |
|||
| 1 | Средний диаметр чурака | м | 0,22 |
| 2 | Ширина ленты шпона | м | 1,60 |
| 3 | Потери на окорку/оцилиндровку | % | 11,00 |
| 4 | Диаметр карандаша | м | 0,068 |
| 5 | Шпон-рванина | % | 30,00 |
| 6 |
Толщина шпона |
мм |
1,55 |
| 7 | Время смены карандаш/чурак | s | 5,00 |
| 8 | Время окорки/оцилиндровки | s | 2,00 |
| 9 | Длительность смены | h | 8,00 |
| 10 |
Коэффициент использования |
|
0,75 |
|
технические |
|||
| 1 |
Обороты шпинделей при лущении (макс) |
r/мм |
500,00 |
| 2 | Скорость промежуточного конвеера (макс) | м/s | 2,05 |
| 3 | Скорость входного конвеера ножниц (макс) | м/s | 1,95 |
| 4 | Скорость срабатывания ножниц | мs | 120,00 |
|
РАСЧЕТНЫЕ ПАРАМЕТРЫ (на 1 чурак) |
|||
|
технологические |
|||
| 1 | Объем производимого шпона | м3 | 0,048296 |
| в том числе: | м3 | ||
| форматный шпон | м3 | 0,033807 | |
| шпон-рванина | м3 | 0,014489 | |
| 2 | Длина ленты шпона | м | 19,47 |
| в том числе: | |||
| форматный шпон | м | 13,63 | |
| шпон-рванина | м | 5,84 | |
|
технические |
|||
| Обороты шпинделей при лущении (миним.) | r/мм | 169,37 | |
| Линейная скорость лущения | |||
| максимальная | м/s | 1,95 | |
| минимальная | м/s | 1,78 | |
|
Длина ленты шпона на максимальной линейной скорости лущения |
м | 21,70 | |
|
Длина ленты шпона на снижаемой линейной скорости лущения |
м | 2,23 | |
| Время лущения | s | 9,93 | |
| Время обработки одного чурака | s | 16,93 | |
|
Требуемая производительность ЦЗУ |
1/min |
3,54 |
|
|
ПРОИЗВОДИТЕЛЬНОСТЬ В СМЕНУ |
|||
|
Объем производимого шпона |
м3 |
61,60 |
|
|
в том числе: |
м3 |
|
|
|
форматный шпон |
м3 |
43,12 |
|
|
шпон-рванина |
м3 |
18,48 |
|
|
ПРОИЗВОДИТЕЛЬНОСТЬ В ГОД |
|||
|
Объем производимой фанеры (50%) |
м3 |
17 094 |
Формат фанеры 4” * 8” (50%)
|
ИСХОДНЫЕ ДАННЫЕ |
|||
|
технологические |
|||
| 1 | Средний диаметр чурака | м | 0,22 |
| 2 | Ширина ленты шпона | м | 1,30 |
| 3 | Потери на окорку/оцилиндровку | % | 11,00 |
| 4 | Диаметр карандаша | м | 0,065 |
| 5 | Шпон-рванина | % | 30,00 |
| 6 |
Толщина шпона |
мм |
1,55 |
| 7 | Время смены карандаш/чурак | s | 2,00 |
| 8 | Время окорки/оцилиндровки | s | 2,00 |
| 9 | Длительность смены | h | 8,00 |
| 10 |
Коэффициент использования |
|
0,75 |
|
технические |
|||
| 1 |
Обороты шпинделей при лущении (макс) |
r/мм |
500,00 |
| 2 | Скорость промежуточного конвеера (макс) | м/s | 2,05 |
| 3 | Скорость входного конвеера ножниц (макс) | м/s | 1,95 |
| 4 | Скорость срабатывания ножниц | мs | 120,00 |
|
РАСЧЕТНЫЕ ПАРАМЕТРЫ (на 1 чурак) |
|||
|
технологические |
|||
| 1 | Объем производимого шпона | м3 | 0,039647 |
| в том числе: | м3 | ||
| форматный шпон | м3 | 0,027753 | |
| шпон-рванина | м3 | 0,011894 | |
| 2 | Длина ленты шпона | м | 19,68 |
| в том числе: | |||
| форматный шпон | м | 13,77 | |
| шпон-рванина | м | 5,90 | |
|
технические |
|||
| Обороты шпинделей при лущении (миним.) | r/мм | 169,37 | |
| Линейная скорость лущения | |||
| максимальная | м/s | 1,95 | |
| минимальная | м/s | 1,70 | |
|
Длина ленты шпона на максимальной линейной скорости лущения |
м | 21,70 | |
|
Длина ленты шпона на снижаемой линейной скорости лущения |
м | 2,02 | |
| Время лущения | s | 10,02 | |
| Время обработки одного чурака | s | 14,02 | |
|
Требуемая производительность ЦЗУ |
1/min |
4,28 |
|
|
ПРОИЗВОДИТЕЛЬНОСТЬ В СМЕНУ |
|||
|
Объем производимого шпона |
м3 |
61,09 |
|
|
в том числе: |
м3 |
|
|
|
форматный шпон |
м3 |
42,76 |
|
|
шпон-рванина |
м3 |
18,33 |
|
|
ПРОИЗВОДИТЕЛЬНОСТЬ В ГОД |
|||
|
Объем производимой фанеры (50%) |
м3 |
16 951 |
Выбираем одну линию лущения.
Сушилка FEZER
1. Время сушки шпона – Z, мин.

Wн и Wк – начальная и конечная влажность шпона, % Wн = 90%; Wк = 6%
30 – первая критическая влажность шпона, соответствующая переходу от периода постоянной скорости сушки к периоду убывающей скорости.
Nр – скорость сушки в первом периоде, %/мин
При средней температуре в сушилке – 1850С - толщина шпона 1,55 мм --- Nр = 16,5 %/мин
kр – коэффициент продолжительности второго периода
При средней температуре в сушилке – 1850С - толщина шпона 1,55 мм --- kр = 0,60
kп – коэффициент породы древесины шпона; для березы kп = 1,0
Значение для Wк = 6% --- lg 30/Wк = 0,7
kц – коэффициент учитывающий направление циркуляции воздуха для средней температуры 180 – 2000 --- kц = 0,95
kс – коэффициент соплового дутья (учитывающий продолжительность сушки шпона с поперечной циркуляцией воздуха по сравнению с продолжительностью сушки шпона с сопловым дутьем) для средней температуры сушки 1850 --- kс = 2,0
Время сушки:
![]()
2. Производительность сушилки Q, м3 в смену.
![]() L
L
Q T kп kи n s b kдл
Z
T – продолжительность работы сушилки за смену, мин. T = 480 мин.
kп – коэффициент учета времени при переходе от сушки шпона одного вида к сушке другого kп = 0,95 (принимаемый в среднем).
kи – коэффициент использования времени работы сушки
kи = 0,925 (принимаемый в среднем 0,9 – 0,95).
n – число листов шпона по ширине этажа, умноженное на число этажей;
при длине ролика 6м --- 4 листа * 1,3 м; число этажей – 4.
n = 4 * 4 = 16
s – толщина листа шпона, м --- s = 0,00155 м
b – ширина листа сухого шпона, м b = 1,3 м
L – полная рабочая длина сушилки L = 18,08 м
Z – время прохождения шпона через рабочую часть сушилки, мин.
Z = 2,87 мин
kдл – коэффициент заполнения шпоном рабочей длины сушилки
kдл = 0,98 (в нормальных условиях).
Формат фанеры 4” * 8” (50%)
Q 480 0,95 0,925 16 0,00155 1,3 18,08 0,98 50% = 41,98 м3 / смену
2,87
Формат фанеры 5” * 10” (50%)
Q 480 0,95 0,925 16 0,00155 1,6 18,08 0,98 50% = 51,66 м3 / смену
2,87
Таким образом, при использовании данной сушилки можно обеспечить выпуск фанеры при толщине шпона 1,55 мм – 61 802,4 м3 фанеры в год
((37,33 + 45,95 м3/смену) * 3 смены * 330 рабочих дней + 10% усушка) / 1,65 = 61802,4
Выбираем: 1 сушилку, 9 секций, ширина загрузочного ролика 6м.
Линия ребросклеивания KUPER
Практический сменный график производительности линии ребросклеивания KUPER, в метрах кубических, в зависимости от ширины подаваемых кусков.
Из графика видно, что при ширине кусков 300 мм – производительность линии ребросклеивания – 7,2 м3 в смену.
По практической информации собранной с фанерных комбинатов, для производства 35 – 40 тыс. м3 в год фанеры 4” * 8”, необходимо ребросклеивать 6,8 – 7,0 м3 шпона в смену.
Выбираем 1 линию ребросклеивания.
Линия сращивания шпона на ус PLYTEC
30 000 м3/год фанеры * 1,65 = 49 500 м3 сырого шпона - 10% усушка = 44 550 м3 сухого шпона.
Дольки сращенной 45% - 20 047 м3; Поперечной – 55%
20 047 м3 / 330 рабочих дней / 3 смены / 8 часов = 2,53 м3 шпона в час
Коэффициент усушки (10%) Кус = 0,9
Расчет для 1 линии с 3-мя прессами:
|
|
Для формата 4”*8” (50%) |
Для формата 5”*10” (50%) |
|
Справочно, часовая производительность 1 пресса, м3 шпона в час |
0,82 |
1,29 |
|
Годовая производительность 1 пресса, м3 шпона в год |
0,82 м3 в час*8 часов*3 смены * * 330 рабочих дней * 50% = 3247 |
1,29 м3 в час*8 часов*3 смены * *330 рабочих дней * 50% = 5108 |
|
Всего объем сращенного, м3 шпона в год |
3247 / 0,45 = 7216 |
5108 / 0,45 = 11351 |
|
Всего объем фанеры в год на одном прессе, м3 в год |
7216 / 0,9 / 1,65 = 4859 |
11351 / 0,9 / 1,65 = 7644 |
|
Всего объем фанеры в год на 3-х прессах, м3 в год |
4859 * 3 пресса = 14577 |
7644 * 3 пресса = 22932 |
Выбираем 1 линию сращивания с 1-им прессом.
Клеенамазка ОММА
Объем одного листа фанеры - 1,22 * 2,44 * 0,012 = 0,0357216 м3
Рабочее время – 8 часов = 28800 сек
Эффективность – 85%
1. Подача 1 внутреннего слоя в клеенамазку – 1,2 сек
2. Время нанесения клея – 8,3 сек
3. Ручное наложение и выравнивание слоя – 2,5 сек
4. Время простоя – 0,5 сек
5. Общее время на нанесение клея на 1 слой – 12,5 сек
Общее время на формирование пакета 9-слойной фанеры (12 мм)
12,5 сек * 4 внутренних слоя (1 лицевой слой, 1 обратный и 3 слоя, добавляемые в пакет во время нанесения клея на 4 других внутренних слоя) = 50,0 сек
Производительность за 8-часовую смену 28800 сек / 50,0 сек = 576 шт
Коэффициент использования работы времени оборудования – 0,85
576 шт * 0,0357216 * 0,85 = 17,49 м3 / смену фанеры
17,49 м3 / смену * 3 смены * 330 рабочих дней = 17 315,1 м3 / год фанеры.
Выбираем 2 клеенамазки.
Прессование YAMAMOTO
Холодный пресс
Время холодного прессования – 20 мин
Непроизводительное время = время на загрузку/разгрузку + время открытия/закрытия пресса – 1мин
Расчетная толщина фанеры – 12 мм. Толщина пакета – max 14,8 мм.
Пролет – 1200 мм
Расстояние между фанерой и столом с конвейером – 500 мм
Рабочий промежуток 1200 – 500 = 700 мм
Количество пакетов в рабочем пролете 700 / 14,8 = 47 шт
Общее время работы:
330 рабочих дней * 3 смены * 8 часов * 60 мин * 0,85 = 403 920 минут в год
Коэффициент использования работы времени оборудования – 0,85
1 цикл прессования – 20 мин + 1 мин = 21 мин
403920 / 21 минут = 19 234 цикла прессования в год
Объем одного листа фанеры - 1,22 * 2,44 * 0,012 = 0,0357216 м3
19 234 * 47 * 0,0357216 = 32 292 м3 в год фанеры
Горячий пресс
Фанера ФСФ
Время прессования – 60 сек / мм
Непроизводительное время = время на загрузку/разгрузку + время открытия/закрытия пресса – 60 сек
Расчетная толщина фанеры – 12 мм
Коэффициент использования работы времени оборудования – 0,85
Общее время работы:
330 рабочих дней * 3 смены * 8 часов * 60 мин * 0,85 = 403920 минут в год
1 цикл прессования – 60 сек/мм * 12мм + 60сек = 780 сек = 13 мин
403920 / 13 минут = 31 071 циклов прессования в год
|
|
Формат фанеры 4”*8” (50%) |
Формат фанеры 5”*10” (50%) |
|
Объем одного листа фанеры |
1,22 * 2,44 * 0,012 = 0,0357216 м3 |
1,525 * 3,050 * 0,012 = 0,055815 м3 |
|
Объем фанеры в год на одной линии прессования |
31 071 * 0,0357216 * 30 этажей * 50% = 16 649 м3 в год фанеры | 31 071 * 0,055815 * 30 этажей *50% = 26 013 м3 в год фанеры |
Выбираем 1 горячий пресс, 30 этажей + 1 холодный пресс.
Форматно-обрезная линия ANTHON
Расчет производительности форматно-обрезной линии
ANTHON PVL/PVQ 33/17,5
|
Расчет производственной программы |
Формат фанеры 4”*8” |
Формат фанеры 5”*10” |
ИТОГО |
||
|
белая фанера |
ламин. фанера |
белая фанера |
ламин. фанера |
||
| Длина фанеры (м) | 1,220 | 1,220 | 1,525 | 1,525 | |
| Ширина фанеры (м) | 2,440 | 2,440 | 3,050 | 3,050 | |
| Толщина фанеры (м) | 0,012 | 0,012 | 0,012 | 0,012 | |
|
Производственная программа в м 3, из расчета общего объема производства фанеры |
30000 | 18000 | 30000 | 18000 | 96000 |
| Количество листов в указанных объемах фанеры, шт. | 839 828 | 503 897 | 537 490 | 322 494 | 2 203 709 |
Расчет производственных возможностей линии
| Количество листов в минуту, шт. | 6 |
| Минут в часе | 60 |
| Часов в рабочем дне с учетом коэффициента 0,85 | 20,4 |
| Рабочих дней в году | 330 |
| Процент производства фанеры данной толщины | 100% |
| Количество листов обрезанной фанеры, шт. | 2 423 520 |
Выбираем одну форматно-обрезную линию ANTHON.
Калибровочно-шлифовальная машина CD 6 WWS 160 (ANTHON)
Производительность шлифовального станка
1. Полистная – А лист:
![]()
![]() Алис tс Vп k k1 480 10 40 0,98
0,85 1639 6555
листов в смену.
Алис tс Vп k k1 480 10 40 0,98
0,85 1639 6555
листов в смену.
l 2,44
tс – продолжительность смены – 480 мин
Vп - скорость подачи – 10-40 м/мин;
k – коэффициент заполнения станка – 0,98
k1 – коэффициент использования рабочего времени – 0,85
l – длина шлифуемого листа – 2,44 м
2. В кубических метрах – А м3
А м3 = А лист * Vл = {1639 - 6555} * 0,0357216 = {58,55 – 234,16} м3 фанеры в смену
Vл – объем листа фанеры 1,22 * 2,44 * 0,012 = 0,0357216 м3
{58,55 – 234,16} м3 фанеры в смену * 3 смены * 330 рабочих дней =
= {58,55 – 234,16} м3 фанеры в год
Таким образом, даже на минимальной скорости подачи обеспечивается необходимый объем.
Выбираем одну калибровочно-шлифовальную машину.
Линия ламинирования
Общее время работы:
330 рабочих дней * 3 смены * 8 часов * 60 мин * 60 сек * 0,85 = 24 235 200 секунд в год
Коэффициент использования работы времени оборудования – 0,85
1 цикл прессования – 250 сек + 80 сек = 330 сек
24 235 200 / 330 = 73 440 циклов в год
|
|
Формат фанеры 4”*8” (50%) |
Формат фанеры 5”*10” (50%) |
|
Объем одного листа фанеры |
1,22 * 2,44 * 0,012 = 0,0357216 м3 |
1,525 * 3,050 * 0,012 = 0,055815м3 |
| Объем фанеры в год |
73440 * 50% * 0,0357216 * 12 этажей = 15 740 м3 в год фанеры |
73440 * 50% * 0,055815 * 12 этажей = 24 594 м3 в год фанеры |
Общий объем обрабатываемой фанеры в год 40 334 м3 в год ламинированной фанеры.
Выбираем 1 линию ламинирования.
Дробилка FEZER Пикадор 100/100
На входе: коэффициент пересчета - 50 – 65
Плотность древесины (береза – 580 кг/м3 или 0,58 тн/м3)
50 – 65 * 0,58 тн/м3 = 29 – 37,7 тонн плотной древесины в час.
33,35пл.др./час * 8 часов * 3 смены * 330 рабочих дней = 264 132тонн пл.др. в год.
На выходе:
50 – 65 * 1,9 (коэфф. пересчета) = 95 – 123,5 м3/час неплотной массы щепы.
Коэффициент использования работы времени оборудования – 0,85
109,25 м3/час * 8 часов * 3 смены * 330 рабочих дней * 0,85 = 735 471 м3 в год неплотной массы щепы.
Выбираем одну дробилку FEZER пикадор 100\100.
4 ФИНАНСОВЫЙ ПЛАН
Для технико-экономического обоснования проекта использован программный продукт исследовательско-консультационной фирмы «Альт» под названием «Альт-инвест-сумм-Строительство», версия 5.11 от 25.01.07г.
3.6. Основные допущения и нормативы для финансово-экономических расчетов
При расчете использованы следующие допущения:
§ Система налогообложения - обычная
§ ЕСН – 26%;
§ ФСС – 3,4%;
§ НДС – 18%;
§ Налог на прибыль – 24%;
§ Налог на имущество – 2,2%;
§ Земельный налог – исходя из кадастровой стоимости земли;
§ Инфляция не предусмотрена.
3.7. Смета затрат проекта
Объем и структура затрат на реализацию проекта
(в период инвестиционной фазы)
|
Показатель |
Инвестиционные затраты, руб. |
|
Здания, сооружения |
57 456 250,00 |
|
Основное технологическое оборудование, в т.ч: |
367 946 562,35 |
|
Металлоискатель (Швеция) |
740 000,26 |
|
Станок окорочный (Финляндия) |
3 812 480,00 |
|
Линия лущения (Бразилия) |
28 609 430,97 |
|
АЛРУ (Россия) |
14 280 000,00 |
|
Дробилка (Бразилия) |
3 100 000,00 |
|
Корорубка (Бразилия) |
2 000 000,00 |
|
Линия сушки шпона (Бразилия) |
34 887 600,04 |
|
Станок шпонопочиночный (Россия) |
2 436 000,00 |
|
Участок обработки лицевого шпона (Германия) |
3 000 000,00 |
|
Линия ребросклеивания (Германия) |
14 534 380,80 |
|
Автоматическая линия сращивания шпона (Финляндия) |
25 000 000,00 |
|
Термомасленная котельная (Турция) |
29 038 666,30 |
|
Водогрейная котельная (Россия) |
20 000 000,00 |
|
Погрузчики (3шт) (Россия) |
1 183 200,33 |
|
Автоматическая линия прессования (Япония) (1шт) |
61 009 584,20 |
|
Автоматическая линия шлифования фанеры (Германия) (1шт) |
21 152 052,89 |
|
Консольно-козловой кран (Россия) |
3 173 771,19 |
|
Лесовозы (3 шт.) (Россия) |
5 400 000,00 |
|
Машина трелевочная чокерная (Россия) |
2 000 000,00 |
|
Валочно-пакетирующая машина (Россия) |
4 000 000,00 |
|
Сучкорезная машина (Россия) |
3 500 000,00 |
|
Заточной станок (Бразилия) |
2 000 000,00 |
|
Клеевальци (Италия) (2шт) |
3 983 947,27 |
|
Автоматическая линия форматной обрезки фанеры (Германия) |
25 855 048,10 |
|
Автоматическая линия ламинирования фанеры (Германия) |
53 250 400,00 |
|
Проектные работы, в т.ч. |
6 347 884,58 |
|
Проектирование предприятия |
5 508 474,58 |
|
Составление сметы СМР |
132 000,00 |
|
Геологические исследования |
431 027,00 |
|
Геодезическая съемка |
276 383,00 |
|
Строительно-монтажные работы, в т.ч: |
24 741 500,00 |
|
Проведение экспертизы зданий и сооружений, коммуникаций, получение заключения на возможность использования и эксплуатации |
200 000,00 |
|
Проект, реконструкция бассейна и цеха |
24 541 500,00 |
|
Механическая и электрическая инфраструктура (Приобретение кабельной продукции, трубопроводы, электрораспределительные шкафы и т.д.) |
4 312 500,00 |
|
ИТОГО: |
460 804 696,93 |
Расходы на производство (постоянные и переменные)
| Переменные издержки 1 куб.м. шлифованной фанеры | |||||
|
№ п.п. |
Наименование статей |
расход |
Цена, руб. без НДС |
руб. |
|
|
1 |
Сырье (Кряж березовый) |
3,2 |
1 610,17 |
5 152,54 |
|
|
2 |
Материалы и комплектующие |
|
|
2 617,62 |
|
| 2.1 | Смола СФЖ | 135 | 17,00 | 2 295,00 | |
| 2.2 | Хлористый аммоний | 0,74 | 10,25 | 7,59 | |
| 2.3 | Лента стальная упаковочная | 2,09 | 30,00 | 62,70 | |
| 2.4 | Нить термопластичная | 0,42 | 60,00 | 25,20 | |
| 2.5 | Ножи лущильные | 0,00157 | 6 000,00 | 9,42 | |
| 2.6 | Пилы тв.сплавные | 0,00054 | 2 000,00 | 1,08 | |
| 2.7 | Пилы циркулярные | 0,00225 | 1 000,00 | 2,25 | |
| 2.8 | Фетр | 0,019 | 211,00 | 4,01 | |
| 2.9 | Шлиф-шкурка | 1,942 | 108,00 | 209,74 | |
| 2.10 | Шпаклевка | 0,04 | 8,00 | 0,32 | |
| 2.11 | Краска маркировочная | 0,009 | 35,00 | 0,32 | |
| 3 | Потребность в электроэнергии | 360 | 1,35 | 486,00 | |
| 4 | Потребность теплоэнергии | 1,092 | 495,00 | 540,54 | |
| 5 | Вода | 0,703 | 22,00 | 15,47 | |
|
Итого суммарные прямые издержки без НДС: |
8 812,17 |
||||
| Заработная плата | 384,36 | ||||
| отчисления | 29,4 | 113,00 | |||
|
|
ИТОГО: прямых затрат |
|
|
9 309,53 |
|
| Переменные издержки 1 куб.м. нешлифованной фанеры | |||||
|
№ п.п. |
Наименование статей |
расход |
Цена, руб. без НДС |
руб. |
|
|
1 |
Сырье (Кряж березовый) |
3,2 |
1 610,17 |
5 152,54 |
|
|
2 |
Материалы и комплектующие |
|
|
2 407,88 |
|
| 2.1 | Смола СФЖ | 135 | 17,00 | 2 295,00 | |
| 2.2 | Хлористый аммоний | 0,74 | 10,25 | 7,59 | |
| 2.3 | Лента стальная упаковочная | 2,09 | 30,00 | 62,70 | |
| 2.4 | Нить термопластичная | 0,42 | 60,00 | 25,20 | |
| 2.5 | Ножи лущильные | 0,00157 | 6 000,00 | 9,42 | |
| 2.6 | Пилы тв.сплавные | 0,00054 | 2 000,00 | 1,08 | |
| 2.7 | Пилы циркулярные | 0,00225 | 1 000,00 | 2,25 | |
| 2.8 | Фетр | 0,019 | 211,00 | 4,01 | |
| 2.9 | Шпаклевка | 0,04 | 8,00 | 0,32 | |
| 2.10 | Краска маркировочная | 0,009 | 35,00 | 0,32 | |
|
3 |
Потребность в электроэнергии |
360 |
1,35 |
486,00 | |
|
4 |
Потребность теплоэнергии |
1,092 |
495,00 |
540,54 | |
|
5 |
Вода |
0,703 |
22,00 |
15,47 | |
|
Итого суммарные прямые издержки без НДС: |
|
8 602,43 |
|||
| Заработная плата | 352,33 | ||||
| отчисления | 29,4 | 103,59 | |||
|
Итого суммарные прямые издержки |
|
|
9 058,35 |
||
| Переменные издержки 1 куб.м. ламинированной фанеры | |||||
|
№ п.п. |
Наименование статей |
расход |
Цена, руб. без НДС |
руб. |
|
|
1 |
Сырье (Кряж березовый) |
3,2 |
1 610,17 |
5 152,54 |
|
|
2 |
Материалы и комплектующие |
|
|
4 694,87 |
|
| 2.1 | Смола СФЖ | 135 | 17,00 | 2 295,00 | |
| 2.2 | Хлористый аммоний | 0,74 | 10,25 | 7,59 | |
| 2.3 | Пленка Фенольная | 175 | 11,87 | 2 077,25 | |
| 2.4 | Лента стальная упаковочная | 2,09 | 30,00 | 62,70 | |
| 2.5 | Нить термопластичная | 0,42 | 60,00 | 25,20 | |
| 2.6 | Ножи лущильные | 0,00157 | 6 000,00 | 9,42 | |
| 2.7 | Пилы тв.сплавные | 0,00054 | 2 000,00 | 1,08 | |
| 2.8 | Пилы циркулярные | 0,00225 | 1 000,00 | 2,25 | |
| 2.9 | Фетр | 0,019 | 211,00 | 4,01 | |
| 2.10 | Шлиф-шкурка | 1,942 | 108,00 | 209,74 | |
| 2.11 | Шпаклевка | 0,04 | 8,00 | 0,32 | |
| 2.12 | Краска маркировочная | 0,009 | 35,00 | 0,32 | |
| 3 | Потребность в электроэнергии | 360 | 1,35 | 486,00 | |
| 4 | Потребность теплоэнергии | 1,092 | 495,00 | 540,54 | |
| 5 | Вода | 0,703 | 22,00 | 15,47 | |
|
Итого суммарные прямые издержки без НДС: |
|
10 889,42 |
|||
|
|
Заработная плата | 415,10 | |||
|
|
отчисления | 29,4 | 122,04 | ||
|
ИТОГО: прямых затрат |
|
|
11 426,56 |
||
|
Постоянные издержки
|
|||||
|
№ |
Постоянные затраты в месяц |
ед.изм. |
Сумма, руб. |
|
|
| 1.1. | Оплата труда вспомогательного персонала | 71 | 637 356,32 | ||
| 1.2. | Оплата труда АУП | 28 | 606 896,55 | ||
| 1.3. | отчисления | 29% | 365 810,34 | ||
| 1. | Итого ФОТ | руб. | 1 610 063,21 | ||
| 2 | Амортизация оборудования | руб. | 374 631,95 | ||
| 3 | Содержание оборудования | руб. | 200 000,00 | ||
| 4 | Связь, интернет | руб. | 50 000,00 | ||
| 5 | Электроснабжение непроизводственных помещений | руб. | 10 000,00 | ||
| 6 | Вода на хозяйственно-бытовые нужды | руб. | 17 416,67 | ||
| 7 | Коммунальные расходы | руб. | 558 085,00 | ||
| 8 | Охрана | руб. | 50 000,00 | ||
| 9 | Транспортные услуги | руб. | 50 000,00 | ||
| 10 | Прочие административные расходы | руб. | 50 000,00 | ||
| 11 | Реклама | руб. | 100 000,00 | ||
| 12 | Командировочные | руб. | 50 000,00 | ||
| 11 | Непредвиденные расходы (7 % от всех затрат) | руб. | 2 352 385,66 | ||
|
ИТОГО: |
5 472 582,49 |
|
|||
3.8. Расходы на персонал
В соответствии с технологическим процессом и штатным расписанием затраты по персоналу составляют 3865 тыс. руб. в месяц.
3.9. Источники финансирования и выплат
Финансирование проекта предполагается осуществлять за счет следующих источников:
Здания, сооружения – за счет вкладов в уставный капитал участников Общества. Участники Общества (ОАО «Комбин» и ООО «МАК») вносят в уставный капитал следующее имущество:
§ здание столярного цеха;
§ здание лесопильного цеха;
§ здание дробильного отделения столярного цеха;
§ станция перекачки конденсата столярного цеха
Оценочная стоимость имущества составляет 57 456 тыс. руб.
Основное технологическое оборудование – предполагается использование услуг лизинговых компаний. Лизинг используется для приобретения основного технологического оборудования для производства шпона и фанеры.
Общая стоимость оборудования, приобретаемого в лизинг составляет 367 947 тыс. руб. При расчете лизинговых платежей в целях составления бизнес-плана были сделаны следующие предположения: срок лизинга – 7 лет, первоначальный взнос составляет – 0% от стоимости приобретаемого оборудования.
За весь период действия договоров лизинга общая величина платежей составит 707 929 тыс. руб.
Лизинговые платежи включены в затраты предприятия.
Проектные работы – финансирование за счет денежных вкладов в уставный капитал участников Общества
Строительно-монтажные работы – финансирование за счет денежных вкладов в уставный капитал участников Общества
Механическая и электрическая инфраструктура – финансирование за счет денежных вкладов в уставный капитал участников Общества.
Размер уставного капитала Общества составит 112 659 млн. руб., в т.ч. денежными средствами – 55 203 млн. руб.
Дополнительно для реализации проекта требуется привлечение кредита на пополнение оборотных средств. Сумма кредитов, необходимых для пополнения оборотных средств, составляет 59 355 тыс. руб.
Для целей расчета принято допущение, что возврат кредитов и лизинговых платежей имеет приоритет перед возвратом средств акционерам.
3.10. Прогнозные балансы, прогнозные отчеты о прибыли и убытках, прогнозные отчеты о движении денежных средств
Отчеты представлены в приложениях 2-4.
3.11. Эффективность проекта
Показатели эффективности реализации проекта:
Чистая приведенная стоимость – 698 274 тыс. руб.;
Внутренняя норма рентабельности – 181,2%;
Период окупаемости дисконтированный – 1,8 года.
Анализ показателей проекта позволяет сделать вывод о его полной финансовой состоятельности. Проект обеспечивает заданную норму рентабельности при достаточно осторожных ценах на производимую продукцию. Коэффициенты ликвидности и платежеспособности говорят о том, что предприятие способно своевременно и в полной мере отвечать по своим финансовым обязательствам, как краткосрочным, так и долгосрочным.
Свободные денежные средства, рассчитанные исходя из баланса доходов и расходов предприятия, составляют резерв, которым могут быть покрыты неучтенные в данном проекте расходы и риски.
4. Риски и гарантииДля данного проекта можно выделить четыре группы риска:
§ конъюнктурные риски;
§ ресурсные риски;
§ финансовые риски,
§ институциональные риски.
Конъюнктурные риски связаны со структурными и количественными изменениями спроса и предложения и динамикой цен. Для данного проекта можно выделить следующие конъюнктурные риски:
§ усиление конкуренции;
§ появление на рынке конкурентов путем перепрофилирования уже имеющихся. Риски изменения рынка, связанные с непрогнозируемыми факторами его колебаний, которые могут повлечь за собой остановку проекта: изменения в условиях продажи производимой после реализации проекта продукции; снижение спроса или резкое колебание цен; существенное изменение условий поставки необходимых для реализации проекта материалов и оборудования, связанное с ростом цен или трансформацией спроса на используемые сырье и материалы. Этот риск очень мал, так как за расчетную цену приняты не максимальные цифры, а конъюнктура рынка позволяет «выбирать» потребителей.
Ресурсные риски:
§ неэффективность менеджмента;
§ кадровые риски;
§ технические, связанные со строительством, вводом в действие и эксплуатацией проекта (замораживание незавершенного строительства, задержка ввода в строй, технические неполадки при пуске и эксплуатации и др.);
§ технологические – выход из строя одной из единиц технологического оборудования, в результате чего могут быть сорваны контрактные обязательства перед покупателями; отсутствие взаимозаменяемости основного технологического оборудования.
Для сведения к минимуму данного вида риска техническому состоянию придается первостепенное значение. Наличие определенных технологических запасов также сводит к минимуму технологический риск остановки оборудования. Техническое состояние технологического оборудования контролирует в процессе эксплуатации непосредственно оператор данного станка (линии), механик предприятия. Ежегодно выполняется профилактический ремонт с привлечением специалистов.
Конъюнктура внешнего рынка способствует тому, что заготовительные предприятия готовы отгружать на экспорт продукцию низкого передела и доля такой продукции высока. При подобной ситуации потребитель сырья поставлен в конкурентные условия по отношению к экспортерам и вынужден платить заготовителю за приобретенное сырье цену, определяемую экспортным сегментом рынка этого высоколиквидного продукта. При осуществлении проекта этот негативный фактор будет устранен путем создания собственной лесозаготовительной базы.
Кроме того, производственная площадка расположена в регионе, обладающем одним из самых высоких показателей лесистости в РФ и сырьевая база, расположенная на удалении не более 150 км, уже позволят успешно развиваться проекту.
Сильная сторона проекта – отсутствие импортируемых сырьевых компонентов.
Финансовые риски:
§ риск увеличения инвестиционных издержек;
§ увеличение инвестиционной фазы – сроков приобретения импортного оборудования;
§ налоговые риски.
Институциональные риски:
· Военные действия или гражданские беспорядки, влекущие за собой остановку проекта;
· Изменения текущего законодательства или системы налогообложения;
· Резкий рост инфляции или обменного курса валют и др.
В большинстве случаев риски принимают на себя специальные организации, т.е. финансово-кредитные институты, специализирующиеся на страховании подобного типа рисков.
| Обоснование необходимости реконструкции ОАО "ФанДОК" | |
|
ВВЕДЕНИЕ В настоящее время деревообрабатывающая промышленность находится в кризисном состоянии. Это также коснулось и производства фанеры. Обращает на ... В свою очередь, расход древесины на изготовление 1 м3 фанеры в условиях существующего технологического процесса с его случайными возмущениями будет определяться совокупностью ... На фанерных предприятиях используется такой показатель, как удельный расход фанерного сырья на производство 1 м3 сырого и сухого шпона и фанеры. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Технологический процесс производства фанеры | |
|
Введение Учебная практика по технологии отраслевого производства предназначена для закрепления теоретических знаний путем практического знакомства с ... Пример обозначения берёзовой фанеры с внутренними слоями из берёзового шпона, марки ФСФ с сочетанием сортов шпона наружных слоёв ІІ/ІІІ, классом эмиссии Е1, шлифованной с двух ... При сборке пакетов слои шпона, расположенные симметрично нейтральной оси (по толщине фанеры), должны быть из древесины одной породы и одинаковой толщины, должны иметь одно ... |
Раздел: Промышленность, производство Тип: отчет по практике |
| Проектирование технологического процесса участка сортировки шпона и ... | |
|
федеральное агентство по образованию сыктывкарский лесной институт - филиал ГОУ ВПО "Санкт-Петербургская государственная лесотехническая академия ... В свою очередь, расход древесины на изготовление 1 м3 фанеры в условиях существующего технологического процесса с его случайными возмущениями будет определяться совокупностью ... На фанерных предприятиях используется такой показатель, как удельный расход фанерного сырья на производство 1 м3 сырого и сухого шпона и фанеры. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Экономическая оценка использования отходов лесной отрасли Иркутской ... | |
|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Байкальский государственный университет экономики и права Кафедра экономики и управления бизнеса Специальность ... Так, в2008 году по сравнению с 2007 годом спад объемов заготовки древесины произошел на 4,1 млн. м3, производства пиломатериалов на 0,16 млн. м3, фанеры на 8,6 тыс. м, ДВП на 4,8 ... Отходы шпона, фанеры, Двп - для |
Раздел: Рефераты по экономике Тип: дипломная работа |
| Древесина и ее производные, применяемые в народном хозяйстве | |
|
Контрольная работа По дисциплине: "Древесиноведение с основами лесного товароведения" Вариант 18 Санкт-Петербург 2008 - 2009 уч. год Содержание 1 ... Лущеный шпон (ГОСТ 99) используется для изготовления слоистой клееной, декоративной фанеры, облицовки поверхности изделий из древесины. Листы шпона рассортировываются по породам, сортам, по толщине, ширине, длине и упаковываются в пакеты массой не более 50 кг (пакет сверху закрывают обложками из листа фанеры или ... |
Раздел: Рефераты по ботанике и сельскому хозяйству Тип: контрольная работа |