Реферат: Принципы организации многостаночного обслуживания на промышленном предприятии
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра менеджмента
РЕФЕРАТ
на тему:
«Принципы организации многостаночного обслуживания на промышленном предприятии»
МИНСК, 2008
Многостаночным (многоагрегатным) обслуживанием называется обслуживание одним или группой рабочих нескольких станков (агрегатов), при котором машино-автоматическое время работы одного станка используется для выполнения ручных (требующих присутствия рабочего) элементов операции, а также всех или части функций обслуживания рабочего места, на других станках (агрегатах).
Техническими предпосылками развития многостаночного обслуживания являются повышение уровня автоматизации используемого оборудования, улучшение системы управления оборудованием и конструкции технологической оснастки, в результате которых, уменьшается доля ручного труда по обслуживанию оборудования и увеличивается доля автоматической его работы.
Организационными предпосылками введения многостаночного обслуживания является:
- рациональная планировка оборудования на рабочем месте, обеспечивающая удобство его обслуживания;
- кратчайшие маршруты перехода от станка к станку;
- реализация наиболее эффективной системы обслуживания рабочих мест;
- изменение форм разделения и кооперации труда таким образом, чтобы большинство функций (наладка, подналадка станков, передача деталей, заточка инструментов и др.) выполнялись вспомогательными рабочими.
Экономическая целесообразность многостаночного обслуживания заключается в возможности обеспечения полной занятости рабочих-станочников и обслуживаемого ими оборудования.
Формы многостаночного обслуживания организация труда рабочих-многостаночников зависит от имеющегося оборудования и организации производства. С точки зрения технологической однородности оборудования различают обслуживание: станков-дублеров, то есть однотипных станков на которых выполняются одинаковые операции; однотипного оборудования, на котором выполняются разные операции; технологически разнородного оборудования, если в состав входят различные станки.
По соотношению длительности операций, выполняемых многостаночным комплексом, различают варианты, когда операции на всех станках равны по времени; когда длительность их неравная, но кратная; когда длительность операций не равна и не кратна.
Система обслуживания оборудования в условиях многостаночной работы может быть: циклической, нециклической и комбинированной.
Циклическое (маршрутное) обслуживание предполагает регламентированный, повторяемый в каждом цикле, обход станков по заранее определенному маршруту.
Нециклическое (сторожевое) обслуживание имеет место при обслуживании группы разнотипного оборудования, на котором выполняются операции разной длительности. В этом случае рабочий-многостаночник наблюдает за работой всех станков и подходит к тому, который требует обслуживания.
Комбинированное обслуживание представляет собой сочетание маршрутного и сторожевого видов обслуживания. Оно целесообразно для обслуживания группы станков выполняющих одноподходные операции с большой длительностью технологического цикла, и несколько станков, выполняющих относительно короткие многоподходные операции. При этом обслуживание станков с большой длительностью операций осуществляется по маршрутному способу, а остальных станков – по мере потребности.
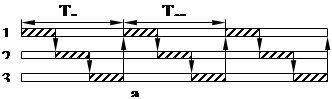
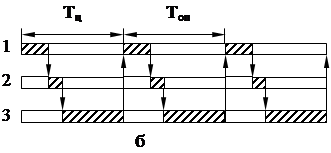
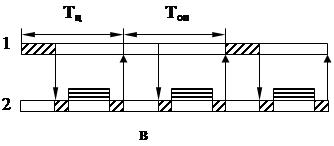
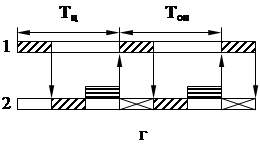
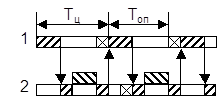
Возможные варианты многостаночного обслуживания графически представлены на рис. 1.
При обслуживании группы станков-дублеров (рис. 1а) или группы станков, на которых выполняются операции равной продолжительности (рис. 1б) рабочий и оборудование полностью загружен выполнением работы и не имеет простоев. В случае обслуживания станков, имеющих не равную, но кратную длительность операции (см. рис. 1в), может иметь место простои у рабочего. Для групп технологически разнородного оборудования, выполняющих операции неравной и некратной длительности (рис. 1г), возможны простои как рабочих, так и станков. При обслуживании станков с многоподходными операциями (рис. 1д) также возможны простои рабочего и оборудования.
Построение вышеприведенных графиков различных вариантов многостаночного обслуживания базируется на следующих расчетных основаниях.
Оперативное время выполнения операции (Топ) представляет собой сумму свободного машинного времени и времени занятости рабочего:
Топ = Тмс![]() + Тз
+ Тз![]()
|
Номер станка |
Топ |
Тмс |
Тз |
Тц |
|
1 |
6 |
4 |
2 |
6 |
|
2 |
6 |
4 |
2 |
6 |
|
3 |
6 |
4 |
2 |
6 |
|
Номер станка |
Топ |
Тмс |
Тз |
Тц |
|
1 |
7 |
5 |
2 |
7 |
|
2 |
7 |
6 |
1 |
7 |
|
3 |
7 |
3 |
4 |
7 |
|
Номер станка |
Топ |
Тмс |
Тз |
Тц |
Тпр |
|
|
1 |
6 |
4 |
2 |
6 |
- |
|
|
2 |
3 |
2 |
1 |
6 |
2 |
|
|
Номер станка |
Топ |
Тмс |
Тз |
Тц |
Тпр |
Тпс |
|
1 |
8 |
6 |
2 |
8 |
- |
- |
|
2 |
6 |
3 |
3 |
8 |
3 |
2 |
|
Номер станка |
Топ |
Тмс |
Тз |
Тц |
Тпр |
Тпс |
|
1 |
7 |
4 |
3 |
9 |
- |
2 |
|
2 |
4 |
2 |
2 |
9 |
2 |
1 |
Рис. 1. Варианты графиков многостаночного обслуживания
![]() Тз - время занятости
рабочего;
Тз - время занятости
рабочего;
Тмс – время машинно-автоматической работы станка;
Тпр - свободное время (простой) рабочего;
Тпс - простой станка
Т![]() - цикл многостаночного
обслуживания
- цикл многостаночного
обслуживания
Т![]() - оперативное время
- оперативное время
Время
автоматической работы станка (Тмс![]() ),
не перекрываемое временем занятости рабочего при работе на данном станке,
называется машинно-свободным временем и определяется по формуле
),
не перекрываемое временем занятости рабочего при работе на данном станке,
называется машинно-свободным временем и определяется по формуле
Тмс![]() = То - Тзп
= То - Тзп
или
Тмс![]() = То - (Тмр
+ Тан + Тпер),
= То - (Тмр
+ Тан + Тпер),
где То – основное (технологическое) время;
Тмр – машинно-ручная работа;
Тзп – время занятости рабочего, перекрываемое машинным временем работы на данном станке.
Время
занятости рабочего обслуживанием одного станка (Тз![]() ) складывается из следующих
элементов:
) складывается из следующих
элементов:
Тз![]() = Тв.н + Тв.п.
+ Тан + Тпер,
= Тв.н + Тв.п.
+ Тан + Тпер,
где Тв.н.– вспомогательное не перекрываемое время;
Тв.п. – вспомогательное перекрываемое время;
Тан – время активного наблюдения за работой станка;
Тпер – время на переход от станка к станку.
Общее время занятости рабочего при обслуживании группы станков (Тзрм) будет равно сумме времени занятости рабочего по каждому из обслуживаемых станков:
Тзрм = ![]() Тз
Тз![]()
![]()
где n – число обслуживаемых станков.
Основное условие эффективной организации многостаночного рабочего места можно выразить следующим соотношением:
Тмс ![]()
![]() Тз
Тз
В
случае если Тмс ![]() Тзрм у рабочего
возникает свободное время, при
Тзрм у рабочего
возникает свободное время, при
Тмс ![]() Тзрм образуются
простои оборудования.
Тзрм образуются
простои оборудования.
Таким образом, число станков, включаемых в многостаночное рабочее место не должно превышать определенного предела, с тем, чтобы по возможности не допустить как простоев рабочего, так и простоев оборудования.
Количество станков, объединенных в группу для многостаночного обслуживания, определяется следующим образом:
- для станков-дублеров и станков с равной длительностью операций:
n = ![]() + 1
+ 1
- для станков с различной длительностью выполняемых операций:
n = ![]() + 1
+ 1
где Кд - коэффициент, учитывающий возможные отклонения от нормального хода технологического процесса и необходимость микропауз в работе многостаночника. В таблице 1 приведены значения этого коэффициента.
Таблица 1
Значения коэффициента Кд
| Тип производства | Оборудование | |
| универсальное | специализированное | |
| Массовое | 0,85 | 0,9 |
| Серийное | 0,7 | 0,8 |
| Единичное | 0,65 | 0,75 |
Для правильной организации многостаночного обслуживания важное значение имеет цикл многостаночного обслуживания (Тц) - период времени, в течение которого рабочий регулярно выполняет весь комплекс работ по обслуживанию закрепленных за ним станков. Его величина рассчитывается следующим образом:
при обслуживании станков-дублеров:
Тц = Тмс![]() + Тз
+ Тз![]() .
.
Если у рабочего внутри цикла нет свободного времени, то время цикла будет равно сумме занятости по обслуживанию всех станков:
Тц = ![]() Тз
Тз![]() .
.
Такой случай характерен при обслуживании станков-дублеров (рис. 1а) и для станков, на которых выполняются операции равной длительности (рис. 1б).
В случае, когда общая занятость рабочего по обслуживанию всех станков меньше суммы машинно-свободного и занятости по обслуживанию одного станка, т.е.
![]() Тз
Тз![]() < Тмс
< Тмс![]() + Тз
+ Тз![]() ,
,
то в каждом цикле у рабочего возникают простои (Тпр). Их величина равна:
Тпр = Тц – Тзрм,
При этом продолжительность цикла составит:
Тц = Тзрм + Тпр
Такая ситуация возникает при циклическом обслуживании станков, имеющих не равную, но кратную длительность операций (рис. 1в).
В случае совпадения перерывов в работе станков и неуспеваемости рабочего их обслужить, возникают простои оборудования, т.е.
Тмс![]() < Тзрм (n – 1)
< Тзрм (n – 1)
Величину простоев каждого станка Тпс можно определить по формуле
Тпс![]() = Тц – (Тмс
= Тц – (Тмс![]() + Тз
+ Тз![]() ) или Тпс
= Тц – Топ
) или Тпс
= Тц – Топ
При этом время цикла составит:
Тц = Тмс![]() + Тз
+ Тз![]() + Тпс
+ Тпс![]()
Такая ситуация возникает при циклическом обслуживании станков, на которых выполняются операции с неравной и некратной длительностью (рис. 1г).
В случае совмещения станков с многоподходными операциями (рис. 1д), для которого характерно наличие простоев у станков и свободного времени у рабочего, цикл многостаночного обслуживания в этом случае определяют по наибольшей величине оперативного времени у одного из обслуживаемых станков.
Тц = Топ.б
+ Тпс![]() = (Тмс.б
+ Тз.б + Тпс
= (Тмс.б
+ Тз.б + Тпс![]() )
)
где Топ.б – наибольшее оперативное время у одного из обслуживаемых станков;
Тмс.б – наибольшее машинно-свободное время одного из станков;
Тз.б – наибольшая занятость обслуживанием одного из станков.
Соответственно время простоя каждого станка составит:
Тпс![]() = Тц - (Тмс
= Тц - (Тмс![]() + Тз
+ Тз![]() ).
).
Время простоя рабочего определяется по формуле
Тпр = Тц
- ![]() Тз
Тз![]()
Важным элементом эффективной организации многостаночного обслуживания является рациональная планировка, обеспечивающая кратчайший маршрут перемещения рабочего от станка к станку, хороший обзор всей группы оборудования. Размещение оборудования осуществляется в каждом конкретном случае в зависимости от особенностей оборудования и формы его обслуживания. На рис. 2 представлены типовые планировки рабочих мест и их применимость при многостаночном обслуживании.
Критерием выбора той или иной планировки являются затраты времени на подходы рабочего к станкам (Тпер). При кольцевом расположении оборудования и циклическом обслуживании:
Тпер = n![]() с х 0,015
мин,
с х 0,015
мин,
где lс – среднее расстояние между станками, м;
n – число обслуживаемых станков;
0,015 мин – норматив времени на 1 метр перехода рабочего от станка к станку.
При линейном расположении оборудования и циклическом обслуживании:
Тпер = 2![]() c(n – 1) х 0,015
мин.
c(n – 1) х 0,015
мин.
При нециклическом обслуживании среднее время перехода от станка к станку может определяться по эмпирической зависимости:
Тпер = ![]() c [ 1 + 0,333 ( n - 2)] х 0,015
мин.
c [ 1 + 0,333 ( n - 2)] х 0,015
мин.
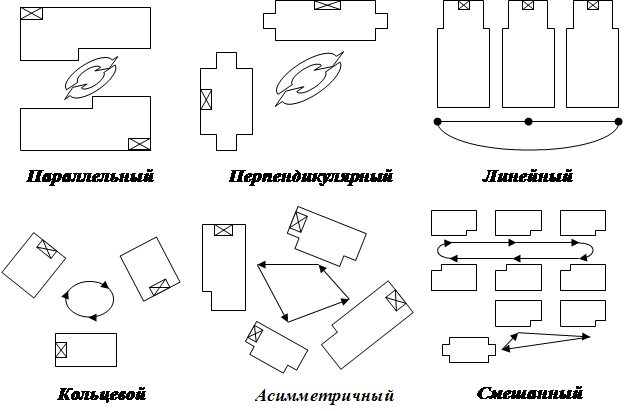
Рис. 2. Варианты планировки рабочих мест при многостаночном обслуживании
ЛИТЕРАТУРА
1. Научная организация труда на машиностроительных предприятиях. - М.: Машиностроение, 2002.
2. Научная организация и нормирование труда в машиностроении. - М.: Машиностроение, 2004.
3. Нормирование труда в промышленности. - М.: Экономика, 1999.
4. Нормирование труда /Под ред. Генкина Б.М. - М.: Экономика, 2001.