Реферат: Магнитоимпульсное формообразование. Плазменная, лазерная и электронно-лучевая обработка материалов
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
"Магнитоимпульсное формообразование. Плазменная, лазерная и электронно-лучевая обработка материалов"
МИНСК, 2008
Магнитоимпульсное формообразование
Магнитоимпульсная обработка металлов (МИО) – это способ пластической деформации металлов и их сплавов, осуществляемый при прямом преобразовании электрической энергии в механическую непосредственно в самом обрабатываемом изделии. Деформация токопроводящих материалов происходит в результате взаимодействия импульсного магнитного поля, создаваемого внешним источником, с током, индуктируемым этим полем в обрабатываемой детали.
Для возбуждения импульсного магнитного поля используется токопроводящий элемент, который называется индуктором и может иметь разнообразную форму.
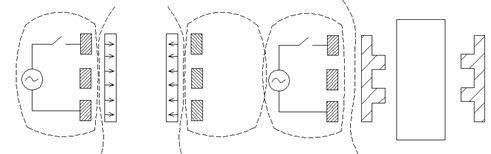
Рис.1. Магнитоимпульсная формообразование.
Проходящий по витку ток создает вокруг него магнитное поле. Если в это магнитное поле ввести проводящий контур (2), то в нем возникнут вихревые токи, величина которых пропорциональна скорости изменения магнитного потока. Взаимодействие вихревого тока в контуре с внешним магнитным полем витка приводит к появлению механических давлений за счет пондермоторных сил.
Для создания местной деформации между витком (1) и заготовкой (2) вводится металлический концентратор (3).
Давление, которое оказывает электромагнитное поле на заготовку, определяется соотношением:
 ,(1)
,(1)
где В – магнитная индукция поля в воздушном зазоре; μ – абсолютная магнитная проницаемость среды.
Давление на заготовку достигает значений 4∙109 Н/м2 (при В=1 МГс).
Формирование изделий электромагнитным полем осуществляется на установках, имеющих принципиальную схему
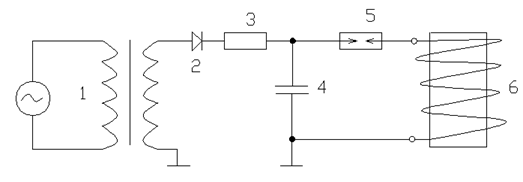
Рис.2. Принципиальная схема установки: 1 – высоковольтный трансформатор; 2 – выпрямитель; 3 – зарядное сопротивление; 4 – конденсатор; 5 – разрядник; 6 – индуктор.
Одним из основных узлов установки является индуктор, от надежности которого зависит эффективность процесса. Так как при деформациях индуктор испытывает силовое воздействие, то его изготавливают из материала, с высоким пределом текучести и высокой температурой плавления, например меди, бериллиевой бронзы, стали, вольфрама. Динамическая прочность индуктора может быть повышена за счет увеличения массивности и улучшения межвитковой изоляции.
Режимы электромагнитной обработки выбирают исходя из коэффициента формуемости различных материалов, который определяется по формуле:
![]() ,(2)
,(2)
где ρ – удельное электрическое сопротивление металла; μ – плотность металла.
К примеру для меди k=500000 Гс/м, для нержавеющих сталей k=3∙107 ГС/м.
При обработке деталей изготовленных из металлов с большим сопротивлением, на них накладывают медную фольгу или наносят гальваническим способом медь.
Достоинства электромагнитной импульсной формовки:
1. Большие скорости обработки, позволяющие формовать детали из маловязких и твердых металлов, которые не поддаются пластической деформации при обычных скоростях;
2. Отсутствие механического соприкосновения между деталью и индуктором, что дает возможность штамповать металлы с нанесенными защитными покрытиями;
3. Относительная несложность;
4. Технологическая гибкость;
5. Лучшие условия труда по сравнению с условиями труда при других методах обработки деталей давлением и т.д.
Недостатки:
1. Сравнительно низкий КПД из-за потерь на нагрев и рассеяние;
2. Сложность обработки деталей с отверстиями или пазами, мешающими прохождению тока;
3. Невысокая долговечность индукторов при работе в электрических полях высокой напряженности;
4. Сложность обработки заготовок больших толщин.
Метод магнитоимпульсной обработки используется для операций развальцовки тонкостенных металлических заготовок любых форм; опрессовки хрупких материалов; чеканки; соединения металлических деталей с неметаллическими; штамповки из металлического листа и т.д.
Электрогидравлическая обработка
Электрогидравлическая обработка материалов – это формообразование фасонных изделий из тонколистового материала с использованием направленных ударных волн высокой интенсивности, возникающих в жидкости при импульсном электрическом разряде.
Обработка заготовок происходит за счет возникновения высокого давления в зоне обработки в результате высоковольтного электрического разряда между погруженными в непроводящую жидкость электродами. За счет энергии импульсной ударной волны, распространяющейся вокруг канала разряда в рабочей среде, возникает давление до 300 Мн/м2. Основными факторами формообразования методом электрогидравлического разряда являются:
– сверхвысокие ударные гидравлические давления;
– мощные кавитационные процессы;
– ультразвуковое излучение.
Электрогидравлическая обработка осуществляется по следующей схеме:
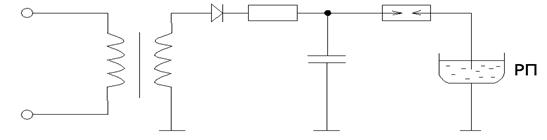
Рис.3. Принципиальная схема для электрогидравлической обработки, где РП – разрядный промежуток.
Для возбуждения разряда требуемой траектории используется различное расположение электродов, а также различные формы проволочек, закорачивающих межэлектродный промежуток.
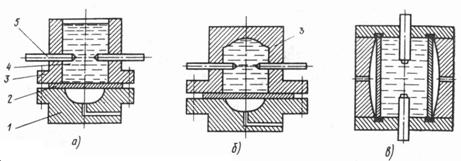
Рис.4. Схема электрогидравлической штамповки детали.
Плазменная обработка
В технологии приборостроения, радиоаппаратостроения и металлообработки плазма применяется в виде узконаправленной горячей струи, способной расплавить и испарить практически все материалы: как материалы так и не материалы.
По конструкции плазматроны разделяются на сепараторы прямого и косвенного действия.
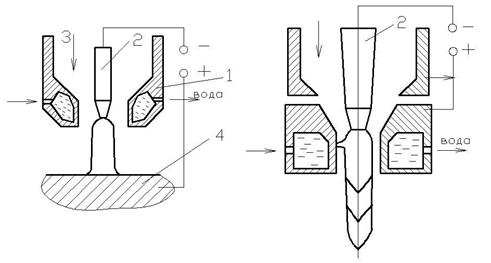
Рис.5. Устройство плазматрона: 1 – сопло; 2 – вольфрамовый электрод; 3 – ввод плазменного газа; 4 – изделие; 5 – канал для подачи присадочного порошка.
Для получения плазмы используются электролитический дуговой разряд, через который с помощью сопла продувается плазмообразующий газ (аргон, азот, воздух или их смесь). Питание плазматрона осуществляется от мощного электрического источника с напряжением 200–500 В и током 300–400 А. Необходима стабилизация дуги, чтобы горячая струя не замкнулась на сопло и не расплавила его, а также с целью некоторой фокусировки. Она осуществляется аксиальным потоком газа, либо суженными стенками охлаждаемого сопла.
Плазменная обработка используется в процессах, требующих высокотемпературного концентрированного нагрева: резка, прошивка отверстий, микро - и макросварка, нанесение покрытий, восстановление изношенных деталей, плавка.
Наплавка износостойких покрытий осуществляется с целью повышения эксплуатационных свойств детали.
Применяют порошкообразные материалы со специальными свойствами – высокой твердостью, повышенной износостойкостью, коррозионно - и термостойкостью (оксиды или карбиды бора, вольфрама). Детали получаются с дешевой сердцевиной из конструктивных материалов, а на ответственных участках создаются необходимые свойства. Значительно снижаются расходы дорогостоящих легирующих материалов. Толщина слоев может достигать нескольких мм. Технология: наносимый материал используется в виде пасты; происходит расплавление и сварка слоя наплавляемого материла с основным материалом. В этом случае применяются плазменные горелки косвенного действия.
Напыление. Напыляемый материл нагревается в плазматроне. Температура подложки в зависимости от цели напыления может быть различной. Формируются слои небольшой толщины – от нескольких мкм до одного мм. Для увеличения адгезии напыленного слоя стремятся повысить степень химического воздействия покрытия с подложкой за счет ее разогрева или введения промежуточных химически активных слоев.
Плазменная резка. Достоинства: обрабатываются любые металлы толщиной до 100–150 мм, меньшая ширина реза чем при газовой резке, лучшая поверхность, меньшая зона термических изменений. Скорость: 0,5–1,5 см/с в зависимости от толщины.
Для плазменной резки используются плазматроны прямого действия. Плазмообразующий газ – аргон, азот, водород или воздух. При микроплазменной резке ток 50–100 А, толщина резки до 8 мм, ширина реза до 1-го мм.
Лазерная обработка материалов
Общая характеристика процессов взаимодействия лазерного излучения с веществом
Лазерная обработка проводится с помощью остросфокусированного светового луча, излучаемого оптическим квантовым генератором (ОКГ). Излучение ОКГ является узконаправленным и монохроматичным. Угловая расходимость луча для рубина составляет 30΄, для стекла с примесью ниодима – 10΄.
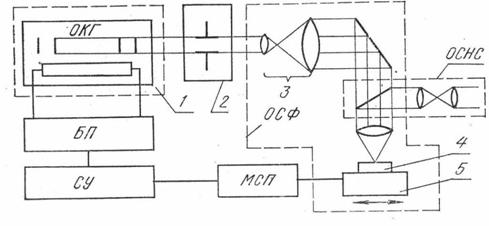
Рис.6. Схема технологической лазерной установки.
Минимальный размер пятна d0, до которого может быть сфокусирован луч ОКГ, достигает значений 1 мкм.
Процесс взаимодействия лазерного излучения с обрабатываемым материалом можно разделить на следующие стадии:
– поглощение света с последующей передачей энергии тепловым колебаниям решетки твердого тела;
– нагрев материала без разрушения, включая и плавление;
– разрушение материала путем испарения и выброса его расплавленной части;
– остывание после окончания воздействия.
Процессы обработки материалов излучением ОКГ удобно рассматривать пользуясь графиком зависимости удельного выноса вещества η от плотности поглощенного светового потока q.
Под удельным выносом веществу η понимается масса удельного вещества, приходящаяся на единицу падающей энергии.
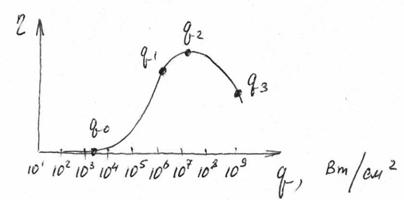
Рис.7. Зависимость выноса вещества от падающей энергии.
При малых плотностях светового потока материал лишь нагревается излучением. Приближение значения q к q0 приводит к образованию расплавленной зоны в месте локализации излучения на поверхности. Поэтому в области значений q=q0 целесообразно производить сварку материалов. По мере дальнейшего роста плотности светового потока начинается процесс разрушения материала сначала за счет испарения (при q0<q<q1), а в дальнейшем за счет испарения и выноса вещества в жидкой фазе частицами пара (при q1<q<q2). При q>109 Вт/см2 "испарительный" механизм разрушения сменяется "взрывным" и удельный вынос вещества уменьшается примерно в 5 раз.
Рассмотренная выше зависимость позволяет обосновать энергетические режимы лазерной обработки. В области потоков до q0 производится термическая обработка поверхности изделий, сопровождаемая локальным нагревом и плавлением. В области потоков от q1 до q3, сопровождаемых разрушением и выбросом расплавленной части материала, производится резка и сверление отверстий.
Для повышения точности и качества формируемых отверстий используется многоимпульсная обработка материала.
Она заключается в том, что отверстия получаются в результате воздействия серии коротких импульсов (0,1–0,2 мс), период следования которых значительно больше времени остывания материала. Положительный эффект при многоимпульсной обработке достигается за счет:
– повышении динамической прочности материала при укорочении времени термоудара;
– более равномерным по отношению к непрерывной обработке распределением остаточных напряжений по толщине материала.
При многоимпульсной обработке глубина отверстий достигает 1–5 мм и может быть в 25 раз больше диаметра.
Электронно-лучевая обработка
Электронно-лучевая обработка основана на использовании энергии потока направленных электронов для формирования поверхностей деталей путем нагрева, плавления и испарения материала в зоне обработки. Для обработки материалов электронным лучом используются специальные установки, в которых формируются мощные направленные пучки электронов. Принципиальная схема такой установки приведена на рис.8.3. Основными ее элементами являются катодный узел и системы фокусировки и перемещения луча (детали). Электронная пушка состоит из подогревного катода 1, фокусирующего электрода 14 и ускоряющего анода 2. Пучок электронов 3, испускаемых поверхностью нагретого катода 1, собирается в узкий луч фокусирующим электродом 14 и ускоряется разностью потенциалов между анодом 2 и катодом 1. Для сужения электронного пучка до необходимых размеров используются электростатические и электромагнитные линзы 4 и диафрагма 5. Пройдя через них, луч попадает на обрабатываемую деталь 10, укрепленную на рабочем столе 11. Обработка выполняется в камере 12, в которой создается глубокий вакуум (133∙10-6 Па). Наблюдение за процессом обработки проводится с помощью оптической системы 8, окуляра 13, полупрозрачного зеркала 7 и подсветки 6.
В настоящее время существуют две основные системы управления лучом. В первой системе луч движется по поверхности обрабатываемой детали, и линия обработки совпадает с траекторией движения луча. Движение луча задается либо ЭВМ, которая управляет отклоняющей системой 9, либо светокопировальным устройством, которое состоит из фотошаблона, осветительной системы и фотоэлектронного усилителя (ФЭУ). Свет, проходя через фотошаблон, попадает на ФЭУ, усиливается в нем и в качестве управляющего сигнала поступает на отклоняющую систему. В некоторых случаях по заданной программе может двигаться рабочий стол. Во второй системе луч последовательно проходит всю поверхность детали по строчкам, а специальное устройство отпирает электронную пушку лишь в местах обработки.
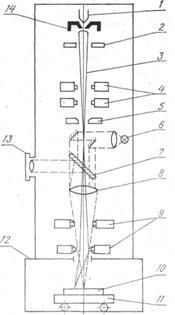
Рис.8. Принципиальная схема установки формирования направленных пучков электронов.
При воздействии электронного луча на материал электроны проникают на некоторую глубину δ. Ее величина зависит от ускоряющего напряжения U и плотности материала ρ:
![]()
![]() U2/ρ(3)
U2/ρ(3)
При проникновении электронов в материал их энергия передается электронам и ядрам атомов. Большая часть кинетической энергии электронов переходит в тепловую энергию, оставшаяся часть превращается в электромагнитное излучение фотонов, рентгеновское, излучение и эмиссию вторичных электронов.
Технологические характеристики электронно-лучевой обработки (производительность, точность, шероховатость поверхности и т.п.) во многом определяются возможностями оборудования (табл.1), энергетическими параметрами электронного пучка, свойствами обрабатываемого материала.
Таблица 1.
| Установки | U, кВ | q, Вт/см2 |
Диаметр луча, мм |
Ток луча, мА |
Выходная мощность, кВт |
| Низковольтная (сварка) | 15 - 30 | 103 - 106 | 0,05 – 1,0 | 30 - 1000 | 15 |
| Средневольтные | 50 - 70 | 106 – 107 | 0,025 – 0,0125 | 10 - 500 | 1 |
|
Высоковольтные (размерная обработка) |
100 - 200 | 107 – 109 | 0,00025 | 0,5 - 50 | 3 |
Электронно-лучевая обработка применяется при размерной микрообработке и сварке, Остросфокусированным пучком электронов можно получить минимальный диаметр отверстия 0,5 мкм, а максимальный с одного прохода – 0,2 мм. Производительность процесса при разрезании, заготовок достигает 1 мм3/мин, точность обработки – 2 – 3 мкм, шероховатость поверхности соответствует 11-му классу. Размерная обработка используется при резке и прошивании полупроводниковых материалов, изготовлении элементов пленочных и полупроводниковых интегральных схем, обработке ферритовых элементов памяти ЭВМ и т.д.
Достоинствами электронно-лучевой сварки являются: высокая чистота сварного шва, возможность получать сварные швы шириной 1 мм и менее, локальность температурного воздействия, глубокий провар, возможность сварки диэлектрических материалов. При сварке не токопроводящих материалов, например, стекла, керамики, на образец накладывают две металлические обоймы из вольфрама или молибдена, которые служат дополнительным анодом.
Электронно-лучевая сварка применяется при монтаже микросхем на печатные платы, при внутрисхемном и внутримодульном монтаже.
К недостаткам электронно-лучевой обработки следует отнести сложность технологических установок, высокую их стоимость и необходимость проведения работ в условиях глубокого вакуума.
Кроме того, неизбежное появление жесткого рентгеновского излучения требует специальных средств защиты и соблюдения строгих мер предосторожности.
ЛИТЕРАТУРА
· Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.
· Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для ВУЗов / С.Е. Ушакова, В.С. Сергеев, А.В. Ключников, В.П. Привалов; Под ред. С.Е. Ушаковой. – М.: Радио и связь, 2002. – 256с.
· Тявловский М.Д., Хмыль А.А., Станишевский В.К. Технология деталей и пе-риферийных устройств ЭВА: Учеб. пособие для ВУЗов. Мн.: Выш. школа, 2001. – 256с.
· Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред.А.М. Дольского. – М.: Машиностроение, 2005. – 448с.
· Зайцев И.В. Технология электроаппаратостроения: Учеб. пособие для ВУЗов. – М.: Высш. Школа, 2002. – 215с.
· Основы технологии важнейших отраслей промышленности: В 2 ч. Ч.1: Учеб. пособие для вузов / И.В. Ченцов, И.А.
| Лазерная технология | |
|
ПЛАН 1. История открытия 2. Принцип работы лазера 2.1 Сущность явления усиления света 2.2 Активные вещества 2.3 Резонаторы 2.4 Устройства накачки 3 ... Обработку поверхности мишени при совместном действии лазерного излучения и плазменного сгустка, образованного в газе, называют лазерно-плазменной. Обработка материалов лазерным лучом в таких условиях получила название лазерно-плазменной обработки. |
Раздел: Рефераты по физике Тип: реферат |
| Электронный луч в технологии | |
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Воронежский государственный технический университет Кафедра "Автоматизированное оборудование ... Электронный луч является одним из перспективнейших инструментов для работы в космосе, где он освобождается от существенного недостатка в наземных условиях - вакуумной камеры ... ... и электрической дуги, взрывных процессах и т. п. Поэтому технологические электронные пучки в настоящем курсовом проекте рассмотрены в сравнении их с другими источниками теплоты |
Раздел: Промышленность, производство Тип: курсовая работа |
| Безопасность жизнедеятельности | |
|
Содержание Содержание. 1 Предисловие. 4 ВВЕДЕНИЕ. 6 ОСНОВЫ БЕЗОПАСНОСТИ ЖИЗНЕДЕЯТЕЛЬНОСТИ. ОСНОВНЫЕ ПОНЯТИЯ, ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ.. 6 Раздел I ... Зоны переработки сыпучих материалов, участки выбивки и очистки отливок, сварки и плазменной обработки, обработки пластмасс, стеклопластиков и других хрупких материалов, участки ... У лазеров II класса выходное излучение представляет опасность при облучении кожи или глаз человека коллимированным пучком (пучком, заключенным в ограниченном телесном угле ... |
Раздел: Рефераты по безопасности жизнедеятельности Тип: учебное пособие |
| Лучевые методы обработки материалов | |
|
Федеральное агентство по образованию РФ Пермский государственный технический университет Кафедра: "Сварочного производства и технологии ... При электронно-лучевой сварке кинетическая энергия электронов пучка используется для того, чтобы расплавить жестко ограниченные участки примыкающих друг к другу деталей с тем ... При разработке процесса лазерной обработки отверстий необходимо: определить значения параметров лазерного излучения - энергии, длительности, расходимости пучка, числа импульсов ... |
Раздел: Промышленность, производство Тип: реферат |
| Технология обработки конструкционных материалов | |
|
Конспект лекций "Технология обработки конструкционных материалов" ЛЕКЦИЯ 1 Основы металлургического производства. Производство чугуна Основы ... Сущность процесса состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них электродный луч - пучок электронов, движущихся с большой ... Механизм процессов при лазерной сварке схож с электронно-лучевой сваркой, но не обязательно вакуумировать изделие. |
Раздел: Промышленность, производство Тип: учебное пособие |