Контрольная работа: Макроструктура металлов
Макроструктура металла (от макро... и лат. stuctura - строение), строение металла, видимое невооружённым глазом или с помощью лупы, то есть при увеличениях до 25 раз. М. изучают на плоских образцах - темплетах, вырезанных из изделия или заготовки, а также на изломах изделия. Для выявления М. поверхность темплета тщательно шлифуют, затем травят растворами кислот или щелочей. При исследовании М. можно обнаружить нарушения сплошности металла (раковины, рыхлость, газовые пузыри, расслоения, трещины и т.д.), выявить распределение примесей и неметаллических включений, форму и расположение кристаллитов (зёрен) в разных частях изделия, а иногда даже особенности строения отдельных зёрен металла (см. Металлография). Изучение М. позволяет сделать заключение о качестве заготовки и правильности ведения технологического процесса при литье, обработке давлением или сварке изделия. В некоторых случаях качество металла характеризуется видом излома, позволяющим установить, как проходит поверхность разрушения (по телу или по границам зёрен), выяснить причины разрушения и т.д.
Микроструктура металла (от микро... и лат. structura - строение), строение металла, выявляемое с помощью микроскопа (оптического или электронного). Металлы и сплавы состоят из большого числа кристаллов неправильной формы (зёрен), чаще всего неразличимых невооружённым глазом. Зёрна имеют округлую или вытянутую форму, могут быть крупными либо мелкими и располагаться друг относительно друга в определённом порядке или случайно. Форма, размеры и взаимное расположение, а также ориентировка зёрен зависят от условий их образования. Часть микроструктуры металла, имеющая однообразное строение, называемое структурной составляющей (например, избыточные кристаллы, эвтектика, эвтектоид, в частности для железоуглеродистых сплавов аустенит, феррит, цементит, перлит, ледебурит, мартенсит). Количественное соотношение структурных составляющих сплава определяется его химическим составом и условиями нагрева и охлаждения.
Металловедение - научная основа изысканий состава, способов изготовления и обработки металлических материалов с разнообразными механическими, физическими и химическими свойствами. Уже народам древнего мира было известно получение металлических сплавов (бронзы и др.), а также повышение твёрдости и прочности стали посредством закалки. Как самостоятельная наука металловедение возникло и оформилось в 19 веке, вначале под названием металлографии. Термин металловедение введён в 20-х гг.20 в. в Германии, причём было предложено сохранить термин "металлография" только для учения о макро - и микроструктуре металлов и сплавов. Во многих странах металловедение по-прежнему обозначают термином "металлография", а также называют "физической металлургией".
Твердость - сопротивление металлов вдавливанию. Твердость металлов не является физической постоянной, а представляет собой сложное свойство, зависящее как от прочности и пластичности, так и от метода измерения. Т. м. характеризуется числом твёрдости. Наиболее часто для измерения Т. м. пользуются методом вдавливания. При этом величина твёрдости равна нагрузке, отнесённой к поверхности отпечатка, или обратно пропорциональна глубине отпечатка при некоторой фиксированной нагрузке. Отпечаток обычно производят шариком из закалённой стали (методы Бринелля, Роквелла), алмазным конусом (метод Роквелла) или алмазной пирамидой (метод Виккерса, измерение микротвёрдости). Реже пользуются динамическими методами измерения, в которых мерой твёрдости является высота отскакивания стального шарика от поверхности изучаемого металла (например, метод Шора) или время затухания колебания маятника, опорой которого является исследуемый металл (метод Кузнецова - Герберта - Ребиндера). Числа твёрдости указываются в единицах НВ (метод Бринелля), HV (метод Виккерса), HR (метод Роквелла), где Н от английского hardness - твёрдость. Поскольку при определении твёрдости методом Роквелла пользуются как стальным шариком, так и алмазным конусом, часто вводятся дополнительные обозначения - В (шарик), С и А (конус, разные нагрузки). По специальным таблицам или диаграммам можно осуществлять пересчёт чисел твёрдости (например, число твёрдости по Роквеллу можно пересчитать на число твёрдости по Бринеллю). Выбор метода определения твёрдости зависит от исследуемого материала, размеров и формы образца или изделия и др. факторов.
Твёрдость весьма чувствительна к изменению структуры металла. Измерениями микротвёрдости пользуются при изучении механических свойств отдельных зёрен, а также структурных составляющих сложных сплавов.
Для относительной оценки жаропрочности металлических материалов иногда пользуются так называемой длительной твёрдостью (или микротвёрдостью), измерение которой производят при повышенной температуре длительное время (минуты, часы) начертить диаграмму железо – цементит.
Равновесное состояние железоуглеродистых сплавов в зависимости от содержания углерода и температуры описывает диаграмма состояния железо - углерод. На диаграмме состояния железоуглеродистых сплавов (рис.1) на оси ординат отложена температура, на оси абсцисс - содержание в сплавах углерода до 6,67%, то есть до такого количества, при котором образуется цементит Fе3С. По диаграмме состояния системы железо - углерод судят о структуре медленно охлажденных сплавов, а также о возможности изменения их микроструктуры в результате термической обработки, определяющей эксплуатационные свойства. На диаграмме состояния Fe - Fе3С приняты международные обозначения. Сплошными линиями показана диаграмма состояния железо - цементит (метастабильная, так как возможен распад цементита), а пунктирными - диаграмма состояния железо - графит (стабильная).
Рассматриваемую диаграмму правильнее считать не железоуглеродистой (Fe - С), а железоцементитной (Fe - Fе3С), так как свободного углерода в сплавах не содержится. Но так как содержание углерода пропорционально содержанию цементита, то практически удобнее все изменения структуры сплавов связывать с различным содержанием углерода.
Компоненты системы железо и углерод - элементы полиморфные. Основной компонент системы - железо.
Углерод растворим в железе в жидком и твердом состояниях, а также может образовать химическое соединение - цементит Fе3С или присутствовать в сплавах в виде графита.
В системе железо-цементит (Fe - Fе3С) имеются следующие фазы: жидкий раствор. твердые растворы - феррит и аустенит, а также химическое соединение - цементит.
Феррит может иметь две модификации - высоко - и низкотемпературную. Высокотемпературная модификация d-Fe и низкотемпературная - a-Fe представляют собой твердые растворы углерода, соответственно, в d - и a - железе.
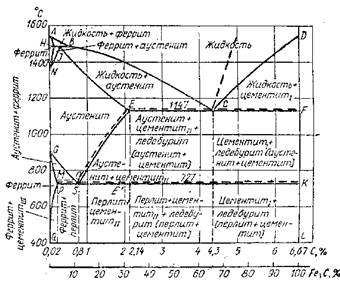
Диаграмма состояния Fe-C.
Предельное содержание углерода в a-Fe при 723°С - 0,02%, а при 20°С - 0,006%. Низкотемпературный феррит a-Fe по свойствам близок к чистому железу и имеет довольно низкие механические свойства, например, при 0,06% С:
s = 250 МПа;
d - 50%;
y= 80%;
твердость - 80...90 НВ.
Аустенит g-Fe - твердый раствор углерода в g-железе. Предельная растворимость углерода в g-железе 2,14%. Он устойчив только при высоких температурах, а с некоторым примесями (Мn, Сг и др.) при обычных (даже низких) температурах. Аустенит обладает высокой пластичностью, низкими пределами текучести и прочности. Твердость аустенита 160... 200 НВ.
Цементит Fе3С - химическое соединение железа с углеродом, содержащее 6,67% углерода. Между атомами железа и углерода в цементите действуют металлическая и ковалентная связи. Температура плавления ~1250°С. Цементит является метастабильной фазой; область его гомогенности очень узкая и на диаграмме состояния он изображается вертикалью. Время его устойчивости уменьшается с повышением температуры: при низких температурах он существует бесконечно долго, а при температурах, превышающих 950°С, за несколько часов распадается на железо и графит. Цементит имеет точку Кюри (210°С) и обладает сравнительно высокими твердостью (800 НВ и выше) и хрупкостью. Прочность его i растяжение очень мала (s =40 МПа).
В системе железо - цементит имеются две тонкие механические смеси фаз - эвтектическая (ледебурит) и эвтектоидная (перлит).
Ледебурит является смесью двух фаз g-Fe + Fе3С, образующихся при 1130°С в сплавах, содержащих от 2,0 до 6,67%С, и наблюдается визуально как структурная составляющая железоуглеродистых сплавов, главным образом, чугунов. Ледебурит обладает достаточно высокими прочностью (НВ>600) и хрупкостью.
Перлит (до 2,0%С) представляет собой смесь a-Fe + Fе3С (в легированных сталях - карбидов), образующуюся при 723°С и содержании углерода 0,83% в процессе распада аустенита, и наблюдается визуально как структурная составляющая железоуглеродистых сплавов. Механические свойства перлита зависят от формы и дисперсности частичек цементита (прочность пластинчатого перлита несколько выше, чем зернистого):
s=800...900 МПа;
d< 16%;
НВ 180. .,220.
Диаграмма состояния Fe - Fе3С (рис.1) является комбинацией диаграмм простых типов. На ней имеются три горизонтали трехфазных равновесий: перитектического (1496°С), эвтектического (1147°С) и эвтектоидного (727°С).
Все линии на диаграмме состояния соответствуют критическим точкам, то есть температурам, при которых происходят фазовые и структурные превращения в железоуглеродистых сплавах.
Линия ABCD - линия начала кристаллизации сплава (ликвидус), линия AHJECF - линия конца кристаллизации сплава (солидус).
В области диаграммы HJCE находится смесь двух фаз: жидкого раствора и аустенита, а в области CFD - жидкого раствора и цементита. В точке С при содержании 4,3%С и температуре 1130°С происходит одновременная кристаллизация аустенита и цементита и образуется их тонкая механическая смесь - ледебурит. Ледебурит присутствует во всех сплавах, содержащих от 2,0 до 6,67%С (чугуны).
Точка Е соответствует предельному насыщению железа углеродом (2,0%С).
В области диаграммы AGSF находится аустенит. При охлаждении сплавов аустенит распадается с выделением по линии GS феррита, а по линии SE - вторичного цементита. Линии GS и PS имеют большое практическое значение для установления режимов термической обработки сталей. Линию GS называют линией верхних критических точек, а линию PS - нижних критических точек.
В области диаграммы GSP находится смесь двух фаз - феррита и распадающегося аустенита, а в области диаграммы SEE' - смесь вторичного цементита и распадающегося аустенита.
В точке S при содержании 0,8%С и при температуре 723°С весь аустенит распадается и одновременно кристаллизуется тонкая механическая смесь феррита и цементита - перлит.
Линия PSK соответствует окончательному распаду аустенита и образованию перлита. В области ниже линии PSK никаких изменений структуры не происходит.
Структурные превращения в сплавах, находящихся в твердом состоянии, вызваны следующими причинами: изменением растворимости углерода в железе в зависимости от температуры сплава (QP и SE), полиморфизмом железа (PSK) и влиянием содержания растворенного углерода на температуру полиморфных превращений (растворение углерода в железе способствует расширению температурной области существования аустенита и сужению области феррита).
Диаграмма стабильного равновесия Fe - Fе3С, обозначенная на рис.1 пунктиром, отображает возможность образования высокоуглеродистой фазы - графита - на всех этапах структурообразования в сплавах с повышенным содержанием углерода. Диаграмма состояния стабильной системы железо - графит отличается от метастабильной системы железо-цементит только в той части, где в фазовых равновесиях участвует высокоуглеродистая фаза (графит или цементит).
На диаграмме состояния различают две области: стали и чугуны. Условия принятого разграничения - возможность образования ледебурита (предельная растворимость углерода в аустените):
• стали - до 2,14% С, не содержат ледебурита;
• чугуны - более 2,14% С, содержат ледебурит.
В зависимости от содержания углерода (%) железоуглеродистые сплавы получили следующие названия:
• менее 0,83 - доэвтектоидные стали;
• 0,83 - эвтектоидные стали;
• 0,83...2 - заэвтектоидные стали;
• 2...4,3 - доэвтектические чугуны;
• 4,3...6,67 - заэвтектические чугуны.
3 Для заданных материалов приведите состав, свойства и примеры применения:
25ХГСА, У10А, 25Х13Н2, А20, ВЧ100, АМг2, текстолит.
Характеристика материала 25ХГСА.
| Марка: | 25ХГСА |
| Заменитель: | 20ХГСА |
| Классификация: | Сталь конструкционная легированная |
| Применение: | ответственные сварные и штампованные детали, применяемые в улучшенном состоянии: ходовые винты, оси, валы, червяки, шатуны, коленчатые валы, штоки и другие детали. |
Химический состав в% материала 25ХГСА.
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.22 - 0.28 | 0.9 - 1.2 | 0.8 - 1.1 | до 0.3 | до 0.025 | до 0.025 | 0.8 - 1.1 | до 0.3 |
Температура критических точек материала 25ХГСА.
|
Ac1 = 755, Ac3 (Acm) = 840, Ar1 = 690 |
Механические свойства при Т=20oС материала 25ХГСА.
| Сортамент | Размер | Напр. |
sв |
sT |
d5 |
y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % |
кДж / м2 |
- |
| Сталь | 30 | Ц | 690 | 520 | 25 | 67 | 1830 |
Закалка 890oC, масло, Отпуск 600oC, вода, |
| Сталь | 80 | Ц | 630 | 400 | 24 | 67 | 1860 |
Закалка 890oC, масло, Отпуск 600oC, вода, |
| Лист отожжен. | 500-700 | 16 | ||||||
| Пруток | Æ 15 | 1080 | 835 | 10 | 40 | 590 |
Закалка 880oC, масло, Отпуск 480oC, вода, |
| Твердость материала 25ХГСА после отжига, |
HB 10 - 1 = 217 МПа |
| Твердость материала 25ХГСА нормализованного, |
HB 10 - 1 = 149 - 207 МПа |
Физические свойства материала 25ХГСА.
| T |
E 10 - 5 |
a 10 6 |
l | r | C |
R 10 9 |
| Град | МПа | 1/Град | Вт/ (м·град) |
кг/м3 |
Дж/ (кг·град) | Ом·м |
| 20 | 2.13 | 35 | 7850 | 306 | ||
| 100 | 2.06 | 12.2 | 36 | 7830 | 496 | 338 |
| 200 | 1.94 | 13 | 37 | 7790 | 504 | 415 |
| 300 | 1.87 | 13.6 | 37 | 7760 | 512 | 501 |
| 400 | 1.75 | 14 | 39 | 7730 | 533 | 573 |
| 500 | 1.68 | 14.2 | 34 | 7690 | 554 | 660 |
| 600 | 1.63 | 14.4 | 32 | 7650 | 584 | 830 |
| 700 | 1.43 | 14.5 | 31 | 7610 | 622 | 1000 |
| 800 | 1.3 | 12.3 | 29 | 693 | 1100 | |
| T |
E 10 - 5 |
a 10 6 |
l | r | C |
R 10 9 |
Технологические свойства материала 25ХГСА.
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
| Свариваемость: | |
| без ограничений | - сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг |
Характеристика материала У10А.
| Материал | Документ | Заменитель 1 | Заменитель 2 | Заменитель 3 | |
| Сталь У10А | ГОСТ 1435-99 | Сталь У12 | Сталь У12А | ||
| Плотность | 7810 кг/м. куб. | ||||
| Назначение | инструмент-метчики,рашпили, надфили, пилы, матрицы, калибры, топоры | ||||
| Модуль упругости | E=208000 МПа | ||||
| Модуль сдвига | G=81000 МПа | ||||
| Свариваемость | Не применяется для сварных конструкций | ||||
| KVmet | 1.000 | ||||
| Xmat | 0.100 | ||||
| Температура ковки | Начала 1180, конца 800. Охлаждение заготовок сечением до 100 мм на воздухе, 101-300 мм - в яме. | ||||
| Химический состав | Кремний: 0.17-0.33, Марганец: 0.17-0.28, Медь: 0.20, Никель: 0.20, Сера: 0.018, Углерод: 0.96-1.03, Фосфор: 0.025, Хром: 0.20, | ||||
| Склонность к отпускной способности | не склонна | ||||
| Шлифуемость | хорошая | ||||
| Механические характеристики | ||||||
| Состояние | Сигма-В, МПа | Сигма-Т, МПа | Кси,% | Дельта,% | НВ | Доп. |
| отжиг 770гр | 750 | н/д | н/д | 10 | 207 | |
| закалка 770гр (вода), отпуск 200гр (воздух) | н/д | н/д | н/д | н/д | HRCэ65 |
Характеристика материала 25Х13Н2
| Марка: | 25Х13Н2 |
| Классификация: | Сталь коррозионно-стойкая обыкновенная |
| Применение: | детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия, подвергающиеся действию слабоагрессивных сред |
Химический состав в % материала 25Х13Н2.
| C | Si | Mn | Ni | S | P | Cr | Ti | Cu |
| 0.2-0.3 | до 0.5 | 0.8-1.2 | 1.5-2 | 0.15-0.25 | 0.08-0.15 | 12-14 | до 0.2 | до 0.3 |
Механические свойства при Т=20oС материала 25Х13Н2.
| Сортамент | Размер | Напр. |
в |
T |
5 |
| KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % |
кДж / м2 |
- |
| Пруток | 830 | 10 | Отжиг |
Физические свойства материала 25Х13Н2.
| T |
E 10-5 |
106 |
| | C |
R 109 |
| Град | МПа | 1/Град | Вт/ (м·град) |
кг/м3 |
Дж/ (кг·град) | Ом·м |
| 20 | 18 | 7680 | ||||
| 100 | 11.6 | 19 | ||||
| 200 | 12.0 | 20 | ||||
| 300 | 12.4 | 22 | ||||
| 400 | 12.8 | 24 |
Характеристика материала А20
| Марка: | А20 |
| Заменитель: | А12 |
| Классификация: | Сталь конструкционная повышенной обрабатываемости |
| Применение: | мелкие детали машин и приборов, малонагруженные детали сложной конфигурации, к которым предъявляются требования высокой точности размеров и качества поверхности, после цементации и цианирования - малонагруженные детали, к которым предъявляются требования износостойкости и повышенного качества поверхности. |
Химический состав в % материала А20.
| C | Si | Mn | S | P |
| 0.17-0.24 | 0.15-0.35 | 0.7-1 | 0.08-0.15 | до 0.06 |
| Твердость материала А20 горячекатанного | HB=168 |
| Твердость материала А20 калиброванного нагартованного | HB=217 |
Технологические свойства материала А20.
|
Свариваемость: | не применяется для сварных конструкций. | |
|
Флокеночувствительность: | чувствительна. | |
|
Склонность к отпускной хрупкости: | не склонна. | |
|
Свариваемость: |
|||
| без ограничений | - сварка производится без подогрева и без последующей термообработки | ||
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке | ||
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг | ||
| Материал | Документ | Заменитель 1 | Заменитель 2 | Заменитель 3 |
| ВЧ100 | ГОСТ 7293-85 | ВЧ80 |
| Плотность | 7200 кг/м. куб. |
| Назначение | станины, корпуса, кронштейны, опоры, плиты, крышки, траверсы, колосники |
| Модуль упругости | E=185000 МПа |
| Модуль сдвига | G=85000 МПа |
| Свариваемость | Не применяется для сварных конструкций |
| KVmet | 0.600 |
| Xmat | 0.070 |
| Kshl | 0.800 |
|
Марка: |
АМг2 |
|
Классификация: |
Алюминиевый деформируемый сплав |
|
Виды поставки, предлагаемые предприятиями-рекламодателями: Лист, труба, шестигранник, круг, квадрат, проволока. |
|
|
Применение: |
для изготовления полуфабрикатов (листов, лент, полос, плит, профилей, панелей, труб, проволоки, штамповок и поковок) методом горячей или холодной деформации; коррозионная стойкость высокая |
|
Готовая продукция, предлагаемая предприятиями-рекламодателями: МосСталь. , Металлпромресурс. |
| Механические характеристики | ||||||
| Состояние | Сигма-В, МПа | Сигма-Т, МПа | Кси,% | Дельта,% | НВ | Доп. |
| растяжение | 1000 | 700 | 5 | н/д | 250 |
Химический состав в% материала АМг2.
|
Fe |
Si |
Mn |
Ti |
Al |
Cu |
Mg |
Zn |
Примесей |
- |
|
до 0.4 |
до 0.4 |
0.2 - 0.6 |
до 0.1 |
95.3 - 98 |
до 0.1 |
1.8 - 2.8 |
до 0.2 |
прочие, каждая 0.05; всего 0.1 |
Fe+Si<0.6 |
Примечание: Al - основа; процентное содержание Al дано приблизительно
Механические свойства при Т=20oС материала АМг2.
|
Сортамент |
Размер |
Напр. |
в |
T |
5 |
|
KCU |
Термообр. |
|
- |
мм |
- |
МПа |
МПа |
% |
% |
кДж / м2 |
- |
| Пруток отожжен. |
190 |
80 |
25 |
65 |
900 |
|
|
Твердость материала АМг2, |
HB 10 - 1 = 45 МПа |
|
Твердость материала АМг2 нагартованного, |
HB 10 - 1 = 60 МПа |
Физические свойства материала АМг2.
|
T |
E 10 - 5 |
10 6 |
|
|
C |
R 10 9 |
|
Град |
МПа |
1/Град |
Вт/ (м·град) |
кг/м3 |
Дж/ (кг·град) |
Ом·м |
|
20 |
0.71 |
|
|
2680 |
|
47.6 |
|
100 |
|
24.2 |
159 |
|
963 |
|
|
200 |
|
27.6 |
|
|
|
|
|
T |
E 10 - 5 |
10 6 |
|
|
C |
R 10 9 |
Технологические свойства материала АМг2.
|
Свариваемость: |
|
|
без ограничений |
- сварка производится без подогрева и без последующей термообработки |
|
ограниченно свариваемая |
- сварка возможна при подогреве до 100-120 град. и последующей термообработке |
|
трудносвариваемая |
- для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг |
4. Изучите условия работы заданных изделий и требований, предъявляемых к ним, выберите марку материала для их изготовления, выбор обоснуйте, назначьте термическую или химико-термическую обработку (если она необходима).
Болт, станина станка, протяжка, сварной топливный бак, ёмкость для самых агрессивных веществ.
Болт - [от нижнем. bolt (e)], крепёжная деталь для разъёмного соединения частей машин и сооружений в виде стержня с резьбой на одном конце и шести - или четырёхгранной головкой на другом. Конструкции Б. весьма разнообразны в зависимости от назначения болтового соединения. Б. изготовляют из углеродистой, низколегированной или специальной стали, латуни и др.
Протяжка - многолезвийный металлорежущий инструмент для обработки сквозных отверстий и наружных поверхностей деталей на протяжных станках. В зависимости от формы обрабатываемой поверхности различают П.: цилиндрические, гранёные (квадратные, шестигранные и др.), шлицевые, шпоночные, наружные плоские, наружные фасонные.
У П. для внутреннего протягивания (рис., а) зубья, расположенные на режущей части (постепенно возвышающиеся), выполняют основную работу по срезанию припуска. Калибрующая часть П. имеет от 3 до 8 зубьев; первый из них срезает очень малый слой металла и придаёт отверстию окончательную форму, остальные являются запасными (работают после переточек П).П. для наружного протягивания (рис., б) изготовляются в виде прямоугольного бруска; имеют режущую и калибрующую части. Кроме режущих, применяют выглаживающие П., которые не режут, а выравнивают и уплотняют металл; уплотнённый слой обладает высокой износостойкостью. Зубья выглаживающих П. не имеют углов резания; такие зубья делают иногда на калибрующей части режущей П.
5. Дайте определения следующим понятиям:
Ликвация, методическая печь.
Ликвация - (от лат. liquatio - разжижение, плавление) (геол), процесс разделения первоначально однородного магматического расплава при понижении температуры на две разные по составу несмешивающиеся жидкости. В результате кристаллизации последних образуются разные по составу минеральные агрегаты (горные породы и руды). Во 2-й половине 19 в. Л. рассматривалась как одна из форм дифференциации магмы, в результате которой возникали различные родоначальные магмы, дававшие начало всему разнообразию изверженных горных пород. В дальнейшем, в результате экспериментальных данных по силикатным системам, изучения металлургических шлаков и стекол, а также петрографических наблюдений, области приложения Л. для объяснения геологических процессов сильно сократились. Многие исследователи допускают Л. при образовании магматических сульфидных руд (см. Ликвационные месторождения, Магматические месторождения). Ликвационный способ образования допускается также в отношении камерных пегматитов, вариолей в вариолитах, некоторых рудообразующих растворов и пр. Явления Л. в силикатных расплавах, особенно в богатых летучими компонентами (фтор, вода, бор), подтверждены экспериментально американскими (О.Ф. Татлом и Дж. Фридманом) и советскими (Д.П. Григорьевым, О.А. Есиным, Я.И. Ольшанским и др.) геологами.
Методическая печь - проходная печь для нагрева металлических заготовок перед прокаткой, ковкой или штамповкой. В М. п. заготовки, уложенные поперёк печи, передвигают навстречу движению продуктов сгорания топлива; при таком противоточном движении достигается высокая степень использования тепла, подаваемого в печь. Заготовки проходят последовательно 3 теплотехнические зоны: методическую (зону предварительного подогрева), сварочную (зону нагрева) и томильную (зону выравнивания температур в заготовке). Сварочная зона может состоять из нескольких последовательных зон отопления с дополнительным подводом топлива в каждую зону. Для заготовок небольшого сечения томильная зона не обязательна. М. п. классифицируют по числу зон отопления (2-, 3-, 4-, 5-зонные), по способу транспортирования нагреваемых заготовок (толкательные и с подвижными балками), по конструктивным особенностям (с нижним обогревом, с наклонным подом и т.д.). М. п. отапливают газообразным или жидким топливом с помощью горелок или форсунок, которые устанавливают главным образом на торцевых стенах сварочной и томильной зон; реже горелки располагают на боковых стенах и своде. В М. п. поддерживают неизменную во времени и переменную по длине печи температуру. В сварочной и томильной зонах температура почти постоянна, а в методической - падает к началу печи. Толкательные М. п. для нагрева заготовок толщиной до 120 мм делают с наклонным подом, для нагрева более крупных заготовок - с горизонтальным подом. При нагреве заготовок толщиной свыше 120 мм применяют нижний обогрев, в результате чего заготовки нагреваются с двух сторон. Перспективны М. п. с подвижными балками (см. Печь с шагающим подом). В таких печах между заготовками имеется зазор, и они обогреваются с трёх или четырёх сторон, благодаря чему нагрев протекает быстрее и равномернее, уменьшается окисление и обезуглероживание металла. М. п. с подвижными балками - высокомеханизированный агрегат; при ремонтах и остановках печь легко может быть освобождена от заготовок. При эксплуатации таких печей исключены трудоёмкие ручные операции по очистке пода. М. п. обычно имеют рекуператоры для нагрева воздуха или воздуха и газа, а также котлы-утилизаторы. Основные характеристики М. п. приведены в табл.
6. Классификация металлорежущих станков.
Металлорежущие станки являются распространенными производственными машинами, предназначенными для механической обработки заготовок из металла режущими инструментами. Путем снятия стружки заготовке придаются требуемая форма, размеры и чистота поверхности. На электромашиностроительных заводах механическая обработка занимает значительное место в общем процессе изготовления электрической машины в условиях крупносерийного и массового производства. В зависимости от характера выполняемых работ, вида применяемых инструментов и формы образуемой поверхности металлорежущие станки подразделяются на следующие девять групп:
1) токарные;
2) сверлильные и расточные;
3) шлифовальные;
4) комбинированные;
5) зубо- и резьбообрабатывающие;
6) фрезерные;
7) строгальные и долбежные;
8) отрезные;
9) разные. Внутри групп станки подразделяются на типы (модели). В зависимости от технологических возможностей обработки деталей разных размеров, форм и от характера организации производства различают станки:
1) универсальные и широкого назначения, служащие для выполнения различных операций (например, точения, сверления, нарезания резьбы и др.) и способов обработки (например, фрезерования и растачивания отверстий) при обработке изделий многих наименований и типоразмеров; такие станки применяются при штучном и мелкосерийном производстве в ремонтных цехах, мастерских и т.д.2) специализированные, предназначенные для обработки деталей, сходных по форме, но имеющих различные размеры; такие станки используются в серийном производстве;
3) специальные, служащие для обработки деталей одного типоразмера; станки такого вида применяются в крупносерийном и массовом производствах.
По массе и размерам различают станки: нормальные, имеющие массу до 10-103 кг; крупные - массой от 10 до 30-103 кг; тяжелые - от 30 до 100-103 кг и уникальные - свыше 100×103 кг. По точности обработки различают станки нормальной, повышенной, высокой и особо пышкой точности (прецизионные).
Список литературы
1. Фетисов Г.П., Карпман и др. - Материаловедение и технология металлов, М., Высшая школа, 2002г.
2. Никифоров В.М. - Технология металлов и конструкционные материалы, М., Высшая школа, 1986г.
3. Адаскин А.М., Зуев В.М. - Материаловедение (металлообработка), М., Академия, 2003г.
4. Кузьмин Б.А. - Технология металлов и конструкционные материалы, М., Высшая школа, 1989г.
5. Лахтин Ю.М. - Основы металловедения, М., Металлургия, 1988г.
| Свойства легированных сталей. Испытание на твёрдость по Бринеллю | |
|
Министерство образования и науки Российской Федерации Санкт-Петербургский государственный университет сервиса и экономики ИНСТИТУТ СЕРВИСА ... Сера нерастворима в железе, она образует с ним соединение FeS - сульфид железа. при взаимодействием с железом образуется эвтектика ( Fe + FeS ) с температурой плавления 9880 С ... При твердости металлов менее 450 единиц для измерения твердости применяют стальные шарики или шарики из твердого сплава. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Исследование применения сплавов системы Al-Mg-Si для производства ... | |
|
ОГЛАВЛЕНИЕ Введение Литературный обзор по теме диплома Сплавы системы Al - Si - Mg Сплавы системы Al - Mg - Si Жаропрочность поршневых литейных ... По этой причине все сплавы, кроме № 2R, обладают высокой твёрдостью - HB ~ 150.160 МПа (таблица 4). После нагрева да 150 и 200оС твёрдость понизилась в результате распада твёрдого ... Плотность сплавов достаточно низкая (2,55.2,63 г/см3), очевидно, что она может быть ещё более снижена с помощью оптимизирования содержания тяжелых металлов - Zr, Ni, Fe в сплаве (в ... |
Раздел: Рефераты по металлургии Тип: реферат |
| Методические особенности изучения темы "Железо" на уроках ... | |
|
ВВЕДЕНИЕ Железо играло и играет исключительную роль в материальной истории человечества. Первое металлическое железо, попавшее в руки человека, имело ... Наибольшее практическое значение имеют красные железняки (руда гематит, Fe2O3; содержит до 70% Fe), магнитные железняки (руда магнетит, Fe3О4; содержит 72,4% Fe), бурые железняки ... Примерно 90% используемых человечеством металлов - это сплавы на основе железа. |
Раздел: Рефераты по педагогике Тип: курсовая работа |
| Системы технологий | |
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ ХАРЬКОВСКИЙ НАЦИОНАЛЬНЫЙ ЭКОНОМИЧЕСКИЙ УНИВЕРСИТЕТ В.Н. ОРЕХОВ СИСТЕМЫ ТЕХНОЛОГИЙ ПРОГРАММА КУРСА, ПРАКТИКУМ ... При охлаждении жидкого сплава железо-углерод в нем образуются кристаллы аустенита - твердого раствора углерода в y-Fe. Структурным элементом сплава железо-углерод является также цементит-карбид железа с содержанием углерода 6,67%. |
Раздел: Промышленность, производство Тип: учебное пособие |
| ... в курсе школьного предмета химии на предмете углерода и его соединений | |
|
Приложение 1 Конкретные примеры о методах реализации межпредметных связей. 1. Вопросы межпредметного содержания: а) Вспомните (из курса географии ... 7. Соединение углерода с металлами. б) Составить диаграмму влияния давления и температуры на растворимость оксида углерода 4 (из курса физики). |
Раздел: Рефераты по химии Тип: реферат |