Лабораторная работа: Методы обработки и сборки бортов верхней одежды
МЕТОДЫ ОБРАБОТКИ И СБОРКИ БОРТОВ
ВЕРХНЕЙ ОДЕЖДЫ
Методические указания
к выполнению лабораторной работы
для студентов швейного, вечернего и заочного
факультетов спец. 1105 и 1112
Иваново 1986
ЛАБОРАТОРНАЯ РАБОТА
МЕТОДЫ ОБРАБОТКИ И СБОРКИ БОРТОВ ВЕРХНЕЙ ОДЕЖДЫ
Цель работы: Поучение способов и последовательности обработки и сборки бортов.
I. СОДЕРЖАНИЕ РАБОТЫ
1.1. Детально ознакомиться с содержанием процессов обработки и сборки бортов в различных видах изделий.
1.2.Выбрать способы обработки и сборки бортов конкретного изделия.
1.3.Составить графическую схему сборки бортов изделия.
1.4.Разработать технологическую карту обработки бортов.
1.5.Зарисовать несколько сборочных схем бортов различных по методам обработки, используемым материалам и оборудованию.
1.6.Выбрать направление совершенствования процессов обработки и сборки бортов.
2. ВОПРОСЫ ДЛЯ ПОДГОТОВКИ К РАБОТЕ
2.1.Какие требования предъявляются к качеству обработки бортов верхней одежды?
2.2.Каким образом достигается в бортах верхней одежды формоустойчивость, малая растяжимость?
2.3. Из каких этапов состоит обработка и сборка бортов?
2.4.Какие операции выполняются при обработке бортов?
2.5.Какое назначение выполняет бортовая прокладка в верхней одежде?
2.6.Какие перспективные материалы могут быть использованы при изготовлении бортовой прокладки?
2.7.Какие операции выполняются при обработке и сборке бортовой прокладки?
2.8. Провести сравнительный анализ клеевого и ниточного методов сборки бортовой прокладки.
2.9. Какие существуют способы соединении полочки с бортовой прокладкой? Их сравнительный анализ.
2.10. Каковы технические условия операции "прокладывание кромки по краю борта" и от каких факторов они зависят? Какие могут возникнуть дефекты при несоблюдении этих условий?
2.11. Каковы технические условия операции "обтачивание полочки подбортом" и от каких факторов они зависят? Какие могут возникнуть дефекты от невыполнения этих условий?
2.12.Какое оборудование применяется при обтачивании полочки подбортом? Дать сравнительную характеристику...
2.13.Какие существуют способы отделки края борта? Их сравнительный анализ.
2.14.Какие клеевые материалы применяются для закрепления швов обтачивания бортов?
2.15.Каковы технические условия выполнения операции "выметывание края борта"?
2.16. В чем заключается особенность обработки бортов в изделиях с цельновыкроенными подбортами по сравнению с обработкой бортов в изделиях с отрезными подбортами?
2.17. В каком направлении следует совершенствовать процесс обработки и сборки бортов?
3. МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Борта являются наиболее трудоемким узлом в верхней одежде. Их обработка составляет 20...25 % от общей затраты времени на изготовление изделия. От качества обработки бортов в большой степени зависит внешний вид изделия.
Процесс обработки бортов можно разделить на три этапа: обработка подбортов, обработка бортовой прокладки, сборка бортов,
3.1. Обработка подбортов
Подборта различаются по форме и размерам в зависимости от вида изделия и модели.
В целях экономии материала подборта допускается выкраивание с надставками согласно ОСТ. Надставки притачивают к подбортам швом шириной 7..10 мм. Швы разутюживают или расстрачивают.
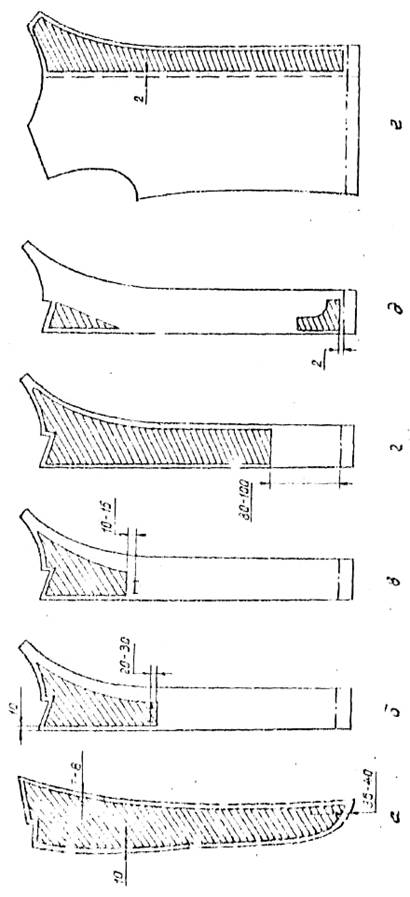
Для повышения формоустойчивости подборта могут быть дублированы прокладочной тканью с клеевым покрытием. Прокладку располагают, по всей поверхности, по отдельным участкам или в углах (рис.3.1).
В изделиях из пальтовых тканей и в изделиях, изготовляемых без подкладки, внутренние срезы подбортов окантовывают полоской подкладочной ткани или специальной тесьмой.
В моделях с внутренней застежкой на подборте обрабатывают петли.
3.2. Обработка бортовой прокладки
Метода обработки бортовой прокладки в значительной степени определяется ее конструкцией, которая зависит от вида изделия и применяемых материалов.
Прокладки могут быть однослойными и многослойными.
В женских, детских пальто и костюмах чаще применяют однослойные прокладки, но в отдельных, моделях используют дополнительный плечевые прокладки в области груд (рис.3.2).
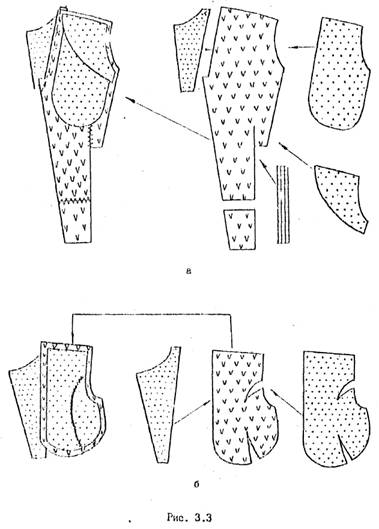
В мужских пальто прокладки, в основном, многослойные, состоящие из двух - четырех слоев (рис.3.3а), Для повышения устойчивости формы в области груди применяют волосяные накладки.
|
|
В изделиях с дублированными полочками используют облегченные бортовые прокладки, состоящие из основного слоя и дополнительных накладок. Лацкан выкраивают цельнокроеным с основным слоем или отрезным (рис.3.3,б).
При изготовлении мужских костюмов в настоящее время наибольшее распространения получили три типа формирования пакета.
1. Пакет состоит из слоя клеевой прокладочной ткани для фронтального дублирования ткани верха и увеличенной плечевой накладки.
2. Пакет, кроме слоя клеевой прокладочной ткани для фронтального дублирования и плечевой накладки, содержит один (первый) слой бортовой прокладки.
3. Пакет включает и себя слой прокладочной ткани для фронтального дублирования материала верха, первый слой бортовой прокладки, волосяную накладку, второй (дополнительный) слой бортовой прокладки и плечевую накладку. При этом каждый из слоев составляющих пакет, имеет определенное направление нити основы по отношения к направлению нити основы ткани верха.
Наибольшее предпочтение отдается пакетам 1 и 2, которые отвечают современным требованиям моды, требующей большей мягкости и подвижности конструкции изделия.
В швейной промышленности при изготовлении бортовых прокладок используется широкий ассортимент прокладочных материалов. В качестве основного и дополнительного слоев бортовой прокладки применяют полушерстяную бортовую ткань, льняные и полульняные ткани, нетканые материалы с клеевым покрытием и без него.
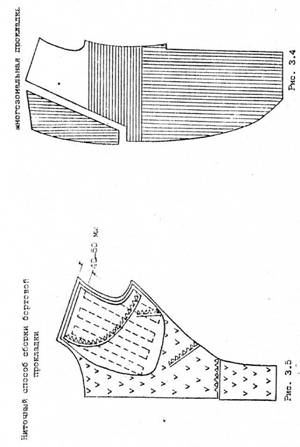
Перспективным является использование многозанальных прокладочных материалов с заданными свойствами в которых имеются плотность и жесткость на определенных участках (рис. 3.4.)
Использование многозональной клеевой прокладки позволяет получить устойчивую форму изделия без применения многослойного пакета бортовой прокладки, уменьшить массу, улучшить внешний вид, сократить затраты времени и повысить производительность труда.
| Схема сборки бортовой прокладки для женских и детских изделий |
Основной слой и дополнительные накладки бортовой прокладки соединяют ниточными, клеевыми или комбинированными способами.
Обработка бортовых прокладок начинают со стачивания выточек и притачивание надставок. Выточки и надставки стачивают швом встык или накладным швом шириной 10 мм. на стачивающей машине или на машине с зигзагообразной строчкой.
Вытачки допускаются стачивать одновременно с соединением основного слоя и дополнительных накладок бортовой прокладки.
Накладки соединяют с основным слоем бортовой прокладки на стачивающей машине или машине зигзагообразной строчкой. При изготовлении мужских изделий на ботовую прокладку по разметкам, выполненным в раскройном цехе, укладывают прокладку из волосяной ткани, затем второй слой прокладки и плечевую накладку. Все детали скрепляют одной строчкой вдоль по середине. Бортовую прокладку можно выстегивать со стороны дополнительных накладок или со стороны основного слоя в зависимости от расположения накладок по отношению к полочке и подкладке изделия. Строчки прокладывают на расстоянии 10…20 мм, начиная от середины бортовой прокладки. Выстрачивание выполняется без отрыва нити, строчки не должны доходить до плечевых срезов на 40…50мм (рис.3.5.).
В женских и детских изделиях плечевые накладки соединяют с основным слоем бортовой прокладки долевыми или поперечными строчками, с расстоянием между углами 20мм. Строчки не должны доходить до плечевых срезов на 40…50 мм (рис 3.2).
После выстегивания бортовую прокладку формуют на прессе со специальными подушками, затем уточняют ее размеры по вспомогательным лекалам.
При клеевом способе сборку и формование бортовой прокладки на прессах со специальными подушками без предварительного соединения дополнительных клеевых накладок (рис.3.3).
Операцию производят отдельно для правой и левой бортовой прокладки. Такой способ обработки обеспечивает значительное сокращение трудоспособности за счет совмещения операций сборки и формования, улучшения производительности труда и улучшении качества.
Отрезной лацкан из материала с клееным покрытием притачивают к бортовой прокладке накладным швом шириной 10 мм так, чтобы клеевое покрытие было обращено к изнаночной стороне полочки. Строчку прокладывают по лацканам с неклеевой стороны (рис.3.3).
В изделиях с дублированными полочками по линии отрезного лацкана к cpезу бортовой прокладки притачивают на стачивающей машине клеевую кромку располагая ее клеевым покрытием в сторону полочек.
В изделиях из тканей с полиэфирными волокнами на бортовую прокладку на участке бортов и лацканов вместо кромки настрачивают прокладку из коленкора. Строчку прокладывают ан расстоянии 5..7 мм. от внутренних срезов прокладки, внешние срезы коленкоровой прокладки должны выступать за срез борта на 7...9 мм (рис.3.6).
3.3. Сборки бортов
Последовательность сборки бортов зависит от модели, конструкции, используемых материалов.
Основными операциями по сборке бортов является: формование полочек и соединения их с бортовой прокладкой; прокладывание кромки; соединение подбортов с полочками; отделка края борта.
3.3.1 Соединение полочек о бортовыми прокладками
Операцию можно выполнить ниточным, клеевым и комбинированным способом.
Соединение полочек с бортовой прокладкой может осуществляться строчкой временного крепления на специальной машине однониточного цепного стежка. Строчки прокладывают по лицевой стороне полочки. Первая строчка проходит через центр выпуклости груди (от плечевых срезов до боковых карманов). Вторая - параллельно линии бортов (на расстоянии 30...35 мм от срезов) и сгибам лацканов (на расстоянии 20 мм в сторону пройм). Третья - по горловине, плечевым срезам (па расстоянии 50...60 мм от них), проймам, внутренним срезам прокладки (на расстоянии 30...40 мм от них; (рис.3.7).
Такой способ соединения не обеспечивает достаточной эффективности.
Бортовую прокладку накладывают на полочку, уравнивая срезы деталей по линиям горловины, плечевым срезам и срезам пройм так, чтобы срезы прокладок располагались от срезов полочки на расстоянии по горловине от сгиба лацкана до уступа 12...15 мм, в уступах, и лацканах 10...11 мм, в бортах 12…15 мм, внизу - на 5 мм выше линии подгиба низа (рис.3.8).
При обтачивании по бортовой прокладке, срезы прокладки в бортах располагают на одном уровне со срезами полочек.
Бортовую прокладку без клеевого покрытия соединяют с полочками на стачивающей машине с ножом по линии сгиба лацканов на участке, равном 2/3 их длины, по краям горловины, борта, плечевых срезов. и срезов пройм или по отдельным из указанных участков. Строчку прокладывают с лицевой стороны полочек на расстоянии 5мм от указанных срезов (при прокладывании строчки по линии сгиба лацканов нож отключают) (рис.3.8.,3.9.).
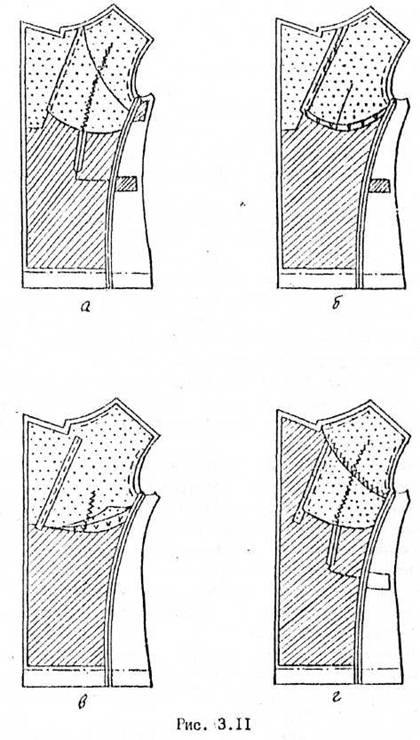
Многозональную прокладку приклеивают к полочке на прессе со специальными подушками с одновременным формованном. Прокладку располагают на расстоянии 5 мм от всех срезов полочки (рис.3.10). Способ обеспечивает высокую эффективность и хорошее качество узла. Бортовую прокладку с клеевым покрытием соединяют с полочками на прессе со специальными подушками. Для этого полочки укладывают на подушку пресса, бортовую прокладку клеевой стороной на изнаночную сторону полочки, на бортовую прокладку дополнительные клеевые накладки и соединяют путем прессования. Такой способ позволяет одновременно выполнить сборку клеевых деталей бортовой прокладки, соединение бортовой прокладки с полочкой, формования полочки и бортовой прокладки.
В изделиях с дублированными полочками соединение бортовой прокладки производиться аналогично (рис.3.11).
3.3.2 Прокладывание кромок
Кромку прокладывают для закрепления формы края борта и предохранения его от растяжения в процессе эксплуатации изделия.
Клеевую кромку прокладывают утюгом с натяжением, выпуская ее край по борту и лацкану на 5...6 мм за срезы бортовой прокладки. Величина посадки края борта на кромку зависит от ткани, формы лацкана, модели изделия. Ориентировочная посадка: по горловине и уступу лацкана - 2 мм, по срезу лацкана до верхней петли - 5...6 мм, по борту между петлями - 2 мм, в нижней части борта 2...3 мм, по линии изгиба лацкана 4...5 мм. От срезов полочки края кромки должны располагаться на следующем расстоянии: по горловине - ...10 мм, по уступу и лацкану 5 мм, по борту - 7 мм, по низу на 2 мм выше линии подгиба низа (рис.3.12).
Несоблюдение технических условий при прокладывании кромки снижают качество изготовления изделия, так как могут возникнуть следующие дефекты:
- при неодинаковом натяжении кромки на правом и левом бортах получается разная длина полочек;
- при недостаточной посадке края на кромку борта внизу полочек расходятся;
- при чрезмерной посадке края на кромку полочки внизу находят одна на другую больше, чем на ширину полузаноса.
В изделиях с дублированными клеевой прокладкой полочками, в пиджаках, жакетах и куртках из шерстяных тканей с повышенным содержанием синтетических волокон, в изделиях с клеевыми бортовыми прокладками края бортов обрабатывают без кромок.
3.3.3 Соединение подбортов с полочками
Соединение подбортов с полочками может производиться различными способами в зависимости от ассортимента, конструкции изделия, вида поверхности ткани, толщины ткани, модели.
В изделиях из ткани в полоску или клетку, в которых требуется подгонка рисунка по краю борта, подборта вручную наметывают на полочку, делая посадку в зависимости от способности ткани к усадке и формы лацканов.
Для тканей с небольшим содержанием синтетических волокон подборта наметывают на полочки, посаживая в углях лацканов на 5…7 мм, по краю лацкана 4…5 мм, по краю борта между петлями – 2 мм. В нижних углах полочек подборта наметывают с натяжением, посаживая полочку на 2...4 мм. Посадку подбортов сутюживают на участке 30..40 мм от срезов.
При недостаточной посадке подборта может возникнуть дефект - концы лацкана не прилегают к изделию. При излишней посадке подборта возникает излишняя слабина подбортов на участке лацкана. После наметывания производят обтачивание полочки подбортом на стачивающей машине с ножом. Верхние и нижние углы бортов предварительно обмеляют по вспомогательному лекалу. Обтачивание производят по полочке.
Наиболее распространен способ обтачивание бортов на специальной машине без предварительного наметывания подбортов. На полочках намечают линии обтачивания углов лацкана и низа бортов. Подборта складывают с полочками лицевыми сторонами внутрь и обтачивают по полочкам на специальной машине с ножом и механизмом, обеспечивающим посадку подбортов в местах, предусмотренных конструкцией. В верхних и нижних углах обтачивание производится по намеченным линиям, на остальных участках в зависимости от предыдущей обработки- Если изделие обработано с кройкой - обтачивают по кромке на расстоянии I мм от ее внешнего края. В изделиях без кромки - на расстоянии 6...7 мм от среза полочки при обработке бортов в "чистый край" и на 3...4 мм - при обработке с отделочной строчкой по краю борта.
Соединений дублированных полочек с бортовой прокладкой
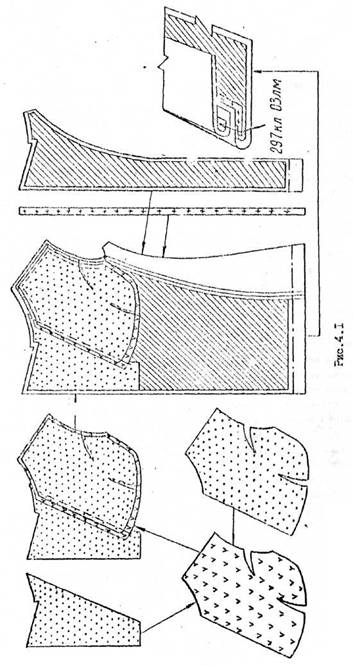
Обтачивание бортов подбортами можно производить одновременно с притачиванием кромки, используя специальную машину типа 297 кл. ОЗЛМ со специальным приспособлением марки 3-82 ЦНИИШП для прокладывания кромки.
Нижние углы полочек обтачивают при обработке края борта или при соединении подкладки с подбортами.
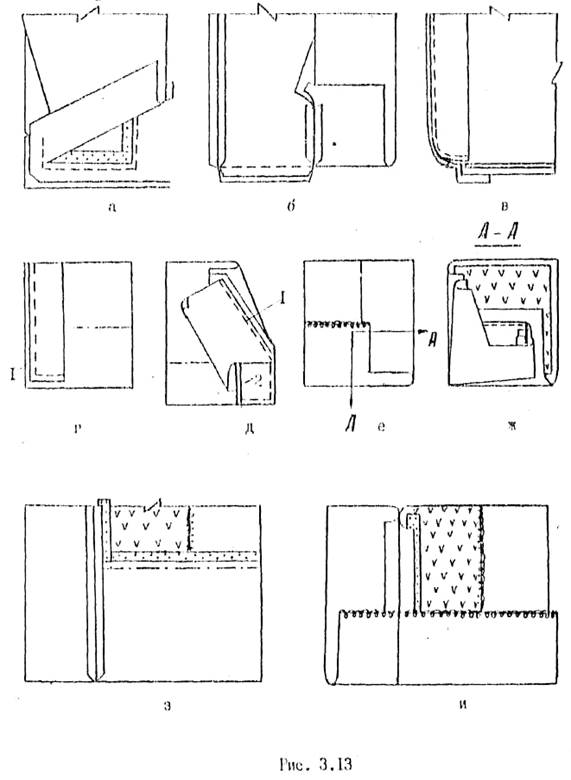
В изделиях из толстых тканей с притачанной по низу подкладкой при обтачивании бортов и нижних углов полочек одновременно притачивают подборта к низу полочек и к припуску на подгиб изделия, не доводя строчку (по надсечкам) до срезов низа на 15... 20 мм. Ширина шва 5 мм. Строчка должна проходить на 1...1.5 мм ниже линии подгиба низа, а в концах надсечек - на расстоянии 1 мм от срезов (рис.3.13.а,б).
В пиджаках, жакетах, куртках нижние углы бортов обтачивают, заканчивая строчку на расстоянии 20...30 мм от внутреннего среза подбортов. Окончательно углы обрабатывают при соединении изделия с подкладкой (рис.3.13,в).
В изделиях с отлетной по низу подкладкой подборт выкраивают по длине с учетом припуска на подгиб низа изделия. Борта и низ обтачивают обычным способом (рис.3.13.г, строчка 1). Зятем припуск на подгиб низа подборта перегибают по линии сгиба лицевой стороной внутрь, стачивают до рассечки на внутренней стороне подборта швом шириной 10 мм (рис.3.14.д, строчка2). Углы подсекают и вывертывают на лицевую сторону (рис.3.13.е.ж).
В женских и детских изделиях борта обтачивают до нижнего среза полочек. После разутюживания швов обтачивания бортов низ изделия и подборта подгибают по намеченной линии, заутюживают и подшивают на специальной машине, заканчивая строчку посередине ширины подбортов (рис.3,13.з.и).
Наиболее объективным методом является соединение подбортов с полочкой на полуавтомате 360 кл. ПМЗ. Такой метод применяется при обработке моделей с отделочной строчкой по краю борта.
На полуавтомате производят обтачивание бортов и лацканов подбортами с одновременным выполнением посадки, прокладыванием клеевой кромки и обрезанием шва.
Обработка нижних углов бортов
В этом случае изменяется последовательность сборки деталей. Полочки соединяют с бортовой прокладкой после операции обтачивания полочки подбортом. Соединение производят на специальном прессе с зажимами. Бортовую прокладку укладывают на полочке так, чтобы ее срезы располагались под кромкой. При прессовании происходит одновременно подгибании и фиксирование припуска на подгиб низа изделии с помощью специального загибочного устройства. Затем по линиям горловины, срезам пройм и борта полочки с бортовой прокладкой соединяют на стачивающей машине на расстоянии 5 мм от срезов.
Край бортов приутюживают на специальном прессе с шаблонами, образуя кант на участке лацканов и сторону полочек, на участке бортов - в сторону подбортов.
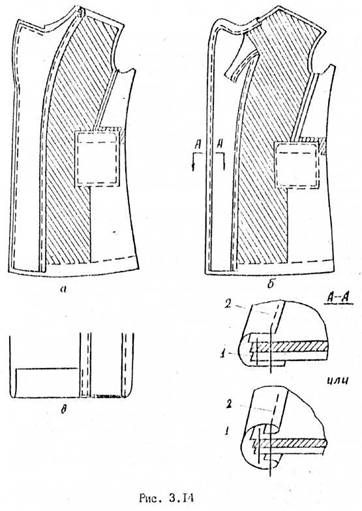
При изготовлении изделии из пальтовых тканей соединение подбортов с полочками можно производить одновременно с окантовыванием срезов. Подборта складывают с полочками изнанкой внутрь, уравнивая срезы, и стачивают на машине с ножом на расстоянии 4...5 мм от срезов. Стачивание производят по полочке, углы лацканов намечают по вспомогательному лекалу (рис.3.14а). Затем борта окантовывают специальной тесьмой или полоской ткани с помощью окантовывателя (рис.3.146).
Для обработки нижних углов подборта отгибают, складывая их лицевой стороной с полочками, и обтачивают борта по линии подгиба низа на стачивающей машине с ножом, доводя строчку до внутренних краев подбортов и отключая нож на расстоянии 15...20 мм от них. Углы внизу бортов вывертывают на лицевую сторону, подборта настрачивают на припуск подгиба низа, прокладывая строчку по окантовке (рис.3.14.в).
3.3.4 Отделка края борта
Швы в углах лацканов и бортов обрезают, оставляя припуск 1,5..2,0 мм, в концах уступов делают надсечки.
Обработка края борта окантовкой
При обработке краев бортов с отделочной строчкой углы вывертывают на лицевую сторону. Углы, края бортов и лацканов выправляют и выметывают, а низ изделия заметывают на специальной машине.
Лацканы выметывают со стороны полочек, борта - со стороны подбортов. При выметывании образуют кант: в лацканах (от уступа до мерной петли) - из подбортов шириной 1...1,5 мм, в бортах - из полочек шириной 1..2 мм. В изделиях из толстых тканей ширина канта равна 3 мм,
В изделиях с застежкой доверху борта и уступы выметывают со стороны подбортов, образуя кант из полочки.
Внутренние срезы подбортов приметывают к полочкам на специальной машине на расстоянии 25...35 мм от срезов подборта. Борта и низ приутюживают и прокладывают отделочную строчку.
При обработке краев борта без отделочной строчки "в чистый край" швы обтачивания бортов подрезают на участке лацканов со сторона полочек, на участке бортов со стороны подбортов, оставляя припуск 2...3 мм, и прикрепляют на стачивающей машине, машине потайного стежка, клеевой пленкой, клеевой нитью или паутинкой.
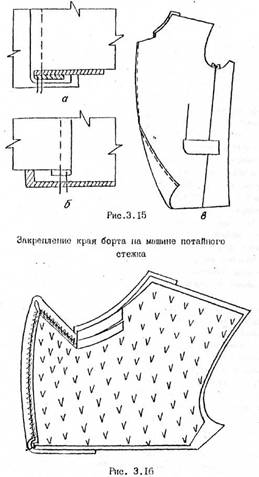
При прикреплении швов на стачивающей машине углы бортов и лацканов вывертывают на лицевую сторону. Строчку прокладывают с лицевой стороны изделия на расстоянии 1..2,5мм от швов обтачивания. В изделиях с лацканами строчку на участке лацканов прокладывают по полочкам (рис.3, 15.а), на участке бортов - по подбортам (рис.3. 15.б), предварительно сделав рассечки шва на уровне перегиба лацканов и внизу бортов. В изделиях с застежкой доверху строчку прокладывают по подбортам.
В изделиях с неклеевой бортовой прокладкой производят подшивание шва обтачивания борта к бортовой прокладке на машине потайного стежка (рис.3.16).
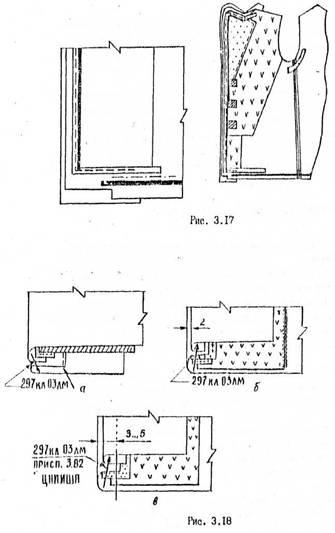
Клееную пленку прокладывают на специальной машине по полочке после разутюживания шва обтачивания борта.
Внешний край пленки располагают на расстоянии 1 мм от строчки обтачивания бортов, внизу на расстоянии 3 мм от линии подгиба низа. Ширина пленки 5 мм (рис.3.17).
Закрепление края борта на стачивающей машине
При прикреплении швов обтачивания борта клеевой нитью ее прокладываю на стачивающей машине па припуск шва подборта со стороны, обращенной к бортовой проклейке, перед вывертыванием углов. Клеевую нить заправляют в шпульку челночного комплекта (рис.З,8а).
Клеевую паутинку в виде полоски шириной 12…15 мм притачивают при обтачивании бортов, прокладывая ее со стороны полочек или подбортов (рис.3.18.б).
Дальнейшая обработка состоит из вывертывании, выметывании приутюживании краев бортов.
Края борта без отделочной строчки можно обрабатывать вспушкой на специальной машине после его выметывания (рис.3.18.в).
В бортах с цельновыкроенным подбортом при сборке обтачиваются углы в уступах лацканов и внизу бортов. Закрепление края борта производиться аналогично обработке с отрезными подбортами.
Основными направлениями совершенствования обработки бортов является унификация методов обработки и совершенствование конструкции деталей одежды.
Унификация методов обработки будет способствовать максимальному применению специальных высокопроизводительных; машин, замене ручных операций машинными.
Совершенствование конструкций бортовых прокладок должно идти в направлении ликвидации лишних швов, вытачек, устранения многослойности. Перспективным является использование многозональных прокладок, обладающих различными физико-механическими и формовочными свойствами по зонам. Применение многозональных прокладок создает возможность полной ликвидации дополнительных прокладок, совмещения операция дублирования и формования полочек, уменьшения массы изделия и улучшение внешнего вида одежды. Весьма важным является дальнейшая разработка новых материалов для прокладок. Высокие показатели упругих и прочностных свойств имеет прокладочный армированный нетканый материал неткарм, представляющий собой пакет, состоящий из 2-х слоев клееных нетканых материалов и расположенных между ними капроновых волокон.
Закрепление края борта клеевой пленкой
В изделиях из облегченных тканей и тканей рыхлых структур в качестве прокладки возможно использование специальной неармированной плоскостабилизированной полиэтиленовой сетки. Использование этих прокладок позволит осуществить переход к малооперационной технологии
Применение полочек с цельновыкроенными подбортами сокращает расход ткани, повышает производительность труда, улучшает качество, так как устраняет дефекты, возникающий при обработке обтачного шва, искривление, излишнее утолщение краев, неровный кант и т.д.
В целях улучшения качества и повышения эффективности изготовления бортов необходимо использовать параллельные и параллельно - последовательные методы их обработки. Перспективным является оборудование, с помощью которого одновременно возможно выполнение нескольких операций, например, обтачивание края полочки подбортов, посадка подборта по отдельным участкам, подрезание края шва, прокладывание кромки.
4. порядок выполнения и оформление работы
4.1. Получить задание на методы обработки и сборки бортов верхней одежды.
4.2. Ознакомиться по образцам с особенностями обработки и сборки бортов мужской, женской и детской одежды.
4.3.По специальной литературе и нормативно-технической документации выбрать оборудование, режимы и методы обработки и сборки бортов конкретного изделия по заданию преподавателя.
4.4.Составить графическую схему сборки бортов данного изделия
4.5.Разработать технологическую карту обработки узла.
4.6.Перечислить направления совершенствования выбранных методов обработки о указанием ожидаемой эффективности от их применения.
4.7.Зарисовать сборочные схемы обработки бортов с различными способами отделки края.
|
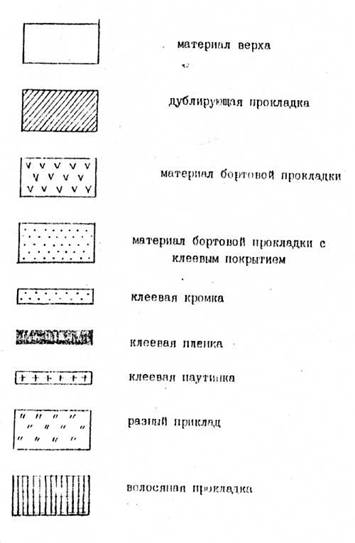
Условные обозначения
Отчет по лабораторной работе должен включать следующие разделы:
1.Краткую характеристику метода обработки и сборки борта заданной модели.
2.Графическую схему сборки узла.
3.Технологическую карту узла по форме таблицы 4.1.
Таблице 4.1
Технологическая карта
| Наименование изделия | ||||
| Вид ткани | ||||
| Наименование узла | ||||
| № неделимой операции | Содержание неделимых операций | Технические условия выполнения | Эскиз | Оборудование |
4.Направление, совершенствования выбранных методов обработки по форме табл.4.2
Таблица 4.2
Направление совершенствования выбранных методов обработки
| Наименование детали или узла | Рассмотренный метод обработки | Рекомендуемое совершенствование | Ожидаемый эффект |
5.Зарисовку сборочных схем с указанием используемых материалов, применяемого оборудования и приспособлений, используя условные обозначения (рис.4.I).
ЛИТЕРАТУРА
1.Основы промышленной технологии поузловой обработки верхней одежды/ Т.И.Куликова, Л.А.Досова, К.Г.Гущина и др. - М.: Легкая индустрия, 1976. - 560 с.
2.Лабораторный практикум по технологии швейных изделий /К.Х.Меликов, Л.Н.Флерова и др. - М.: Легкая индустрия, 1977. - 271 с.
3.Справочник по швейному оборудованию/ И.С.Зак, И.К.Горохов и др. - М.: Легкая индустрия, 1981. - 272 с.
4.Савостицкий Л.В., Меликов Е.Х. Технология швейных изделий. - М.: Легкая и пищевая пром-сть, 1982.- 439 с.
5. ОСТ 17-240-73 Костюмы мужские и для мальчиков. Общие технические условия - Срок ввод. 01.07.82. - изм. №6 - 30 взамен МРТУ 17-209-67. - Введ. 01.04.71. - II с. УДК 687.112. Группа МЗЗ (47) СССР
6. ОСТ 17-238-73 Пальто, полупальто женские и для девочек. Общие технические условия: взамен МРТУ 17-211-67. - Введ. 01.04.74.- II с. УДК 687.172.2 Группа М34 (47) СССР
7.ОСТ 17-551-75 Изделия швейные высшего качества. Общие технические условия: - Взамен МРТУ 17-760-69. - Внед. 01.04.77. -Пс.
8.ОСТ I7-287-73 Пальто, полупальто мужские и для мальчиков. Общие технические условия: взамен МРТУ 17-212-67. - внед. 01.10.74- 11 с.
9. Типовая техническая документация по конструированию, технологий изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении женских пальто. -М.: ЦНИИТЭИлегпром, 1983. 320с.
10. Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении мужских пальто. – М.: ЦНИИТЭИлегпром, 1983. - 280 с.
11. Типовая техническая документация по конструированию, технологии изготовления, основным и прикладным материалам, применяемым при изготовлении детских пальто. -М.: ЦНИИТЭИлогнром,1982. -293 с.
12. Зак И.С., Воронин Е.И, Подгурский Л. Н. Комплексная механизация процессов сборки швейных изделий.- М.: Легкая и пищевая пром-сть, 1982. - 184с.
13. ОСТ 17-835-80 Изделия швейные. Технические требования к стежкам, строчкам и швам. - Введ. с 01.01.81 до 01.01.86. - 78 с. УДК 687.053.688 Группа МЗО СССР
14. Применение фронтального дублирования в производстве швейных изделий. Обзорная информация. Швейная пром-сть. Выпуск 2. М.: ЦНИИТЭИлегпром, 1981. - 63 с.
15. Веселов В.В., Колотилова Г.В. Химизация технологических процессов швейного производства. - М.: Легпромбытиздат, 1985. - 125 с.
| Проектно-конструкторская документация на семейство моделей женской ... | |
|
Содержание Введение 1. Проектно-конструкторская часть 1.1 Техническое задание 1.1.1 Анализ моделей - аналогов 1.1.2 Предъявление требований и ... прокладочных материалов - бортовая прокладка, прокладки в нижний воротник, подборта; 4). В верхней одежде полностью дублируется полочка, подборт, верхний воротник, нижний воротник, листочки и срезы деталей низа изделия, низа рукавов, срезов пройм, горловины. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Особенности оценки качества швейных изделий | |
|
Введение Швейные товары - это одежда и изделия, не относящиеся к одежде. -постельное и столовое бельё. Наибольший удельный вес среди швейных изделий ... Подборт - (целъновыкроенный или отрезной) - деталь переда или полочек для обработки краев борта швейного изделия. Внешние признаки: край среза борта или между петлями правого и левого бортов неодинаковое. |
Раздел: Рефераты по менеджменту Тип: дипломная работа |
| Разработка молодежного комплекта | |
|
Содержание Введение 1. Исходные данные для разработки конструкции 1.1 Задание на разработку 1.2 Техническое описание модели 1.3 Размерные признаки 2 ... - лекала деталей изделия, служащих для обработки краев (подборт, обтачка, верхний воротник); При последовательном методе обработки рабочий инструмент (машина, утюг и др.) воздействуют на детали, обрабатывая последовательно один уча сток за другим (последовательное ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Изготовление изделия из искусственного меха | |
|
Курсовая работа Изготовление изделия из искусственного меха Кострома 2009 Введение В современном мире моды очень распространены различные виды верхней ... Для предохранения краев деталей изделия из искусственного меха на трикотажной основе от растяжения, в процессе обработки и носки, в борта, плечевые срезы, проймы и срезы горловины ... Прокладку с полочками соединяют на машине потайного стежка, прокладывая строчку по внешнему срезу, располагая ее на расстоянии 2,0-2,5 см от среза. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Технология изготовления одежды | |
|
Лабораторная работа №1 Тема: изготовление одежды из натуральной кожи Цель работы: изучить технологию изготовления одежды из натуральной кожи, на ... Тесьму - молнию накладывают при выполнении отделочной строчки по краям рамки, или соединяют с обтачкой клеевым способом. При обработке края борта накладным швом с одним закрытым или двумя открытыми срезами тесьма - молния вкладывается между деталью переда подбортом, далее прокладываются отделочные ... |
Раздел: Промышленность, производство Тип: лабораторная работа |