Дипломная работа: Модернизация основного оборудования блока регенерации растворителя на установке депарафинизации масел
Аннотация
Дипломный проект посвящен модернизации основного оборудования блока регенерации растворителя на установке депарафинизации масел.
Дипломный проект состоит из пояснительной записки и графической части.
В пояснительной записке приведены: обзор литературы и производственные данные, технико-экономическое обоснование проекта; устройство и принципы работы проектируемого оборудования, технологический и прочностной расчеты; освещены вопросы по экономике и организации производства; безопасности и экономичности проекта; ремонту и монтажу оборудования.
В графической части разработаны: технологическая схема установки, сборочный чертеж колонны; сборочный чертеж тарелки, сборочный чертеж теплообменника; чертежи деталей; расположение оборудования; таблица технико-экономических показателей.
Пояснительная записка представлена на листах.
Графическая часть представлена на листах формата А1.
Содержание
Введение
1 Характеристика вопроса по литературным и производственным данным. Технико-экономическое обоснование выбора проектных решений.
1.1. Характеристика исходного сырья и готового продукта.
1.2. Обзор существующих методов регенерации растворителя
1.3.Выбор конструкции проектируемых аппаратов
1.4. Технико-экономическое обоснование проекта
2 Описание технологии производства и конструкций разрабатываемого оборудования
2.1.Устройство и принцип работы колонны
2.2.Устройства и принцип работы теплообменника
2.3.Выбор конструкционных материалов.
3. Расчеты технологического оборудования.
3.1.Технологический расчет колонны.
3.2.Технологический расчет теплообменника.
3.3.Прочностной расчет основных элементов оборудования.
3.3.1.Расчет колонны.
3.3.2.Расчет теплообменника.
4.Расчет и выбор стандартизированного вспомогательного оборудования.
4.1.Подбор насоса.
4.2.Подбор емкости.
5. Монтаж оборудования.
5.1.Монтаж колонны.
5.2.Монтаж теплообменника.
6. Ремонт оборудования.
6.1.Годовой график ППР.
6.2.Ремонт колонны.
6.3.Ремонт теплообменника.
7. Технология изготовления фланца.
8. Автоматизация технологического процесса, выбор средств контроля и регулирования параметров
8.1.Описание технологической схемы блока регенерации растворителя.
8.2.Анализ технологического процесса.
8.3.Разработка совмещенной технологической схемы и выбор основных
средств контроля и регулирования
9 Безопасность и экологичность проекта.
9.1.Характеристика опасных и вредных производственных факторов.
9.2. Санитарно-гигиенические мероприятия
9.3. Электробезопасность. Защита от статического электричества.
Молниезащита.
9.4.Пожарная безопасность.
9.5. Экологичность проекта
9.6. Безопасность в условиях чрезвычайных ситуаций
10. Экономика и организация производства.
10.1. Организационная часть.
10.2. Экономическая часть.
Заключение.
Список использованной литературы.
Приложения.
Приложение 1. Опись чертежей.
риложение 2. Колонна. Спецификация.
Приложение 3. Тарелка. Спецификация.
Приложение 4. Теплообменник. Спецификация.
Введение
До настоящего времени около 90% мирового производства смазочных масел производится на установках депарафинизации. Процесс депарафинизации заключается в удалении из масел высокозастывающих твердых углеводородов – парафинов, с целью получения масел с достаточно низкими температурами застывания.
Депарафинированные масла должны обладать свойствами подвижности (или текучести) при температуре из применения. Свойства подвижности необходимо для применения масел при низких температурах в зимних условиях, для облегчения процесса запуска двигателей, для уменьшения износа трущихся поверхностей деталей двигателей, для возможности обеспечения нормальной циркуляции в аппарате с целью отвода тепла, выделяемого его рабочими узлами. В процессе депарафинизации получают средневязкое, вязкое, высоковязкое, остаточно депарафинированные масла и соответственно выделяются нежелательные компоненты масел в виде гача.
Установка депарафинизации состоит из следующих блоков :
1) отделение кристаллизации – для захолаживания масел;
2) отделение регенерации – предназначено для регенерации растворителя (ацетона) из воды и масел;
3) фильтровальное отделение – для отделения твердых углеводородов;
4) холодильного отделения.
Целью дипломного проекта является повышение производительности блока регенерации растворителя установки 39/2, а также решения вопросов монтажа и ремонта оборудования, безопасности и экологичности проекта, экономики и организации производства.
1. Описание принципиальной технологической схемы блока регенерации растворителя
1.1. Характеристика исходного сырья и готового продукта
В качестве исходного сырья блока регенерации используется обводненный ацетон. В таблице № 1.1.приведены характеристики исходного сырья и готового продукта.
Характеристики исходного сырьятаблица № 1.1.
| Наименование | Номер государственного или отраслевого стандарта | Показатели качества, обязательные для проверки | ННорма |
| Сырье: обводненный растворитель (ацетон) | _____ | Содержание воды, % об, не более | 440 |
| Продукт: ацетон | ГОСТ 2868-89 |
Массовая доля ацетона, % об, не менее |
998 |
Ацетон – целевой продукт блока обезвоживания растворителя, представляет собой простейший кетон, бесцветная, легко подвижная жидкость с характерным запахом.
Продукт – ацетон должен отвечать требованиям по ГОСТ 2868-89 по следующим показателям :
а) молекулярный вес – 58,08;
б) плотность при 20˚С, г/см³ - 0,7908;
в) температура кипения при атмосферном давлении, ˚С – 56,2
1.2. Обзор существующих методов регенерации растворителя
В настоящее время подавляющее большинство смазочных масел производится на установках депарафинизации. Процесс депарафинизации заключается в удалении из масел высокозастывающих твердых углеводородов – парафинов, путем его захолаживания и фильтрации через барабанные вакуум-фильтры. Для того, чтобы вязкость масла перед процессом фильтрации уменьшилась, его разбавляют растворителями. Наиболее широкое применение получили такие растворители как ацетон, МЭК. В процессе производства растворитель насыщается водой и к дальнейшему использованию не пригоден, то есть необходимо разделение смеси растворитель-вода. Для разделения любой исходной смеси на две части применяется схема полной ректификационной колонны. В таком аппарате сырье подается в середину колонны, дистиллят обогащенный низкокипящими компонентами отбирается сверху, а остаток обогащенный высококипящими компонентами – снизу колонны. Для создания жидкостного орошения колонна имеет конденсатор вверху и кипятильник внизу. Для выделения небольшого количества высококипящих или легколетучих компонентов или фракций применяют неполные ректификационные
колонны, укрепляющие и отгонные. В укрепляющую колонну сырье подается в паровой фазе под нижнюю тарелку колонны. В полных ректификационных колоннах наряду с подогревателем или вместо его подается водяной пар. В нашем случае, необходимо полное разделение исходной смеси, поэтому выбираем схему полной ректификационной колонны.
1.3. Выбор конструкции проектируемых аппаратов
Выбор конструкции колонны
Выбор проектируемой колонны проводим на основе опыта эксплуатации аналогичных ректификационных колонн [4]. Для удаления воды из растворителя применяются почти исключительно аппараты колонного типа. Основной задачей при проектировании является оптимальный выбор контактных устройств, которые подразделяются на два основных вида :
- тарельчатые контактные устройства ( колпачковые, клапанные, ситчатые и т.д.);
- насадочные компактные устройства (насыпная насадка, регулярная насадка, вакуумная насадка и т.д.).
При выборе конструкции рабочих элементов колонных аппаратов необходимо считаться с такими факторами как гидравлическое сопротивление, диапазон изменения расходов по жидкой и газовой фазе, при котором аппарат работает устойчиво, простота конструкции и надежность эксплуатации.
На основании технико-экологических показателей и данных заводских испытаний для данного процесса регенерации растворителя наиболее эффективными являются колпачковые тарелки. Поэтому в качестве элемента новизны при модернизации ректификационной колонны вносим замену устаревших S-образных тарелок на колпачковые тарелки. В связи с этим получаем увеличение производительности на 20%, увеличивается степень разделения смеси.
Выбор теплообменника.
Теплообменные аппараты предназначены для проведения процессов теплообмена при необходимости нагревания или охлаждения технологической среды с целью ее обработки или утилизации теплоты.
Теплообменные аппараты можно классифицировать по следующим признакам:
- по конструкции аппараты, изготовленные из труб кожухотрубчатые , «труба в трубе», оросительные, погруженные змеевиковые, воздушного охлаждения); аппараты, поверхность теплообмена которых изготовлена из листового материала с поверхностью теплообмена, изготовленной из неметаллических материалов;
- по назначению – холодильники, подогреватели, испарители, конденсаторы ;
- по направлению движения теплоносителей прямоточные, противоточные, перекрестного тока и др.
Теплообменники типа «труба в трубе» и змеевиковые стальные в общем объеме теплообменной аппаратуры составляют около 8%, а оросительные около 2%. Доля спиральных и пластинчатых теплообменников и АВО пока не велика.
Наиболее большое распространение получили кожухотрубчатые теплообменники. Они бывают следующих видов :
- теплообменники с неподвижными трубными решетками (тип Н). В кожухе размещен трубный пучок, теплообменные трубы которого развальцованы в трубных решетках. Трубная решетка жестко соединена с кожухом. С торцов кожух аппарата закрыт распределительными камерами. Кожух и камеры соединены фланцами. Особенностью этих аппаратов является то, что трубы жестко соединены с трубными решетками, а решетки приварены к корпусу (кожуху). В связи с этим исключена возможность взаимных перемещений труб и кожуха.
Теплообменники типа Н отличаются простым устройством и сравнительно дешевы, однако им присущи два крупных недостатка
во-первых, наружная поверхность труб не может быть очищена от загрязнения механическим способом;
во-вторых, область применения теплообменных аппаратов типа Н ограничена возникновением в кожухе и трубах аппарата так называемых температурных напряжений. По этой причине теплообменники типа Н используют при небольшой разности температур (менее 30˚С) кожуха и труб, при этом возможна так называемая самокомпенсация конструкции.
- теплообменники с U-образными трубами. В кожухотрубчатых аппаратах этой конструкции обеспечивается свободное удлинение труб, что исключает возможность возникновения температурных напряжений. В аппаратах типа U обеспечивается свободное температурное удлинение труб: каждая труба может увеличиваться в длину независимо от кожуха и соседних труб. Разность температуры стенок труб по ходам в этих аппаратах не должна превышать 100˚С.
Преимущество конструкции аппарата типа U – возможность периодического извлечения трубного пучка для чистки наружной поверхности труб или полной замене пучка. Однако следует отметить, что внутренняя поверхность труб в этих аппаратах неудобна для механической очистки. Поскольку механическая обработка (очистка) внутренней поверхности труб в аппаратах типа U практически невозможна, в трубное пространство таких аппаратов следует направлять среду, не образующую отложений, которые требуют механической очистки.
Один из распространенных дефектов теплообменника типа U - нарушение герметичности узла соединения труб с трубной решеткой из-за весьма значительных изгибающих напряжений, возникающих от массы труб и протекающих в них средах. Так же недостатком является относительно плохое заполнение кожуха трубами из-за ограничений, обусловленные изгибом труб, что уменьшает поверхность теплообмена.
К существующим недостаткам аппаратов типа U следует отнести невозможность замены труб (за исключением крайних труб) при выходе их из строя, а также сложность размещения труб особенно при большом их числе.
- теплообменные аппараты с плавающей головкой (тип П). В теплообменниках с плавающей головкой теплообменные трубы закреплены в двух трубных решетках, одна из которых неподвижно связана с корпусом, а другая имеет возможность свободного осевого перемещения, последнее исключает возможность температурных деформаций кожуха и труб.
Выбираем для нагрева исходной смеси теплообменник с U-образными трубками.
1.4 Технико-экономическое обоснование проектируемой установки
В предлагаемом дипломном проекте рассматривается установка депарафинизации масел 39/2 существующего производства с использованием растворителей , мощностью по сырью 236600 т. в год.
В качестве базового варианта для регенерации растворителя на установке депарафинизации масел был принят блок регенерации. В качестве аппаратурного оформления блока – Колонна К-8, желобчатые тарелки в этой колонне морально и физически устарели.
В данном проекте вместо существующих желобчатых предлагается установить колпачковые тарелки, с более высоким КПД и повышенной производительностью в 1,2 раза выше прежних (желобчатых). Кроме того, с переходом на 2 годичный цикл работы оборудования, увеличивается количество рабочих дней.
Предлагаемый проект не требует перестройки зданий, увеличения количества работающих.
Анализ себестоимости продукции по двум вариантам до и после показывает на снижение себестоимости продукции, увеличения рентабельности, улучшении технико – экономических показателей(см. таблицу 10.17), за счёт увеличения выхода конечного продукта с 175712 т/год до 183396т/год(на 7,7 тыс.т/год).
Определим ориентировочным экономическим расчётом срок окупаемости предлагаемых капитальных вложений, Ток, лет, по формуле:
![]() ,
,
где ![]() = 4862,7тыс.руб. –
дополнительные капитальные вложения, тыс.руб.;
= 4862,7тыс.руб. –
дополнительные капитальные вложения, тыс.руб.;
![]() =183396т/год – выпуск
годовой продукции по Проекту, т/год;
=183396т/год – выпуск
годовой продукции по Проекту, т/год;
![]() = 14,194тыс.руб. –
себестоимость единицы продукции по Аналогу, тыс.руб.;
= 14,194тыс.руб. –
себестоимость единицы продукции по Аналогу, тыс.руб.;
![]() = 14,146 тыс.руб. – себестоимость
единицы продукции по Проекту, тыс.руб.
= 14,146 тыс.руб. – себестоимость
единицы продукции по Проекту, тыс.руб. ![]()
Срок окупаемости в течении 1 года. Приведённые показатели свидетельствуют о целесообразности предлагаемого проекта.
2. Выбор конструкции проектируемого аппарата
В дипломном проекте были разработаны два аппарата: ректификационная колонна и теплообменник с U-образными трубками.
2.1. Устройство и принцип работы колонны
Тарельчатый колонный аппарат (см. чертеж БРР 01.00.000.СБ) состоит из вертикального корпуса, эллиптического днища, крышки и жестко скрепленной с корпусом опорной обечайки цилиндрической формы , в свою очередь состоит из пяти царг. Обводненный растворитель подается на 7-ю тарелку кетоновой колонны К-8. В низ колонны подается острый пар. С верха колонны К-8 пары растворителя со следами воды конденсируются и охлаждаются в конденсаторе – холодильнике Т-17(Т-20). Затем охлажденный конденсат направляется в емкость Е-6 для дальнейшего использования. Вода из нижней части колонны К-8, содержащая следы растворителя, дренируется автоматически в ПЛК.
![]() 2.2.Устройство и принцип работы теплообменника
2.2.Устройство и принцип работы теплообменника
Теплообменник типа U (см. чертеж БРР 02.00.000.CБ) состоит из кожуха и трубного пучка. Трубная решетка соединена фланцевым соединением с кожухом и распределительной камерой. Камера закрыта эллиптической крышкой. При нагревании трубки удлиняются за счет U-образного исполнения.
Теплообменник нагрева исходной смеси работает следующим образом : пар через штуцер проступает в трубное пространство теплообменника, по мере продвижения по трубам пар нагревает исходный раствор который подается в межтрубное пространство. Нагретый исходный раствор выходит из теплообменника и направляется в колонну.
2.3. Выбор конструкционных материалов
В качестве конструкционных материалов для изготовления аппаратов выбираем листовой прокат, а для изготовления патрубков – трубный прокат.
Основным критерием при выборе конструкционного материала для химической аппаратуры является его химическая и коррозионная стойкость в рабочей среде. Наряду с этим к конструкционным материалам одновременно предъявляются требования высокой механической прочности, жаростойкости, сохранение пластичных свойств при высоких и низких температурах. Необходимо также учитывать физические свойства материалов (теплопроводность, линейное температурное расширение), а также некоторые другие соображения технико-экономического порядка, такие как дефицитность, стоимость материала. Также должна обеспечиваться хорошая свариваемость материалов.
Среда в колонне – обводненный растворитель (ацетон), температура рабочей среды 100˚С, давление - 0,02 МПа. В теплообменнике – в трубном пространстве пар, в межтрубном обводненный растворитель, которые малоагрессивны.
Выбираем материал для изготовления аппаратов в целом [4], – сталь ВСт 3сп по ГОСТ 380-88. Эта сталь хорошо свариваемая, обладает хорошей коррозионной стойкостью в данной среде. Способ сварки для днищ с обечайкой - стыковкой с двухсторонним сплошным проваром, выполненными автоматической сваркой. Материал проволоки Св-08 по ГОСТ 2246-70, марка флюса АН-348 по ГОСТ 9087- 69 .
Для сварки патрубков, фланцев к корпусу аппарата выбираем способ сварки , вручную электродуговой сваркой. Тип марки электродов Э 42 по ГОСТ 0467-70. Крепежные детали для фланцевых соединений по ГОСТ 7798-70, гайки по ГОСТ 5915-70. Материал сталь 35.
3. Технологический расчет проектируемого оборудования
3.1 Технологический расчет ректификационной колонны
3.1.1 Целью расчета является составление материального и теплового балансов, определение диаметра и высоты колонны
3.1.2.Исходные данные
Исходная смесь – ацетон-вода
Производительность по исходной смеси – 1 кг/с
Содержание низкокипящего компонента :
- в исходной смеси ХF = 40% ;
- в дистилляте ХD = 98% ;
- в кубовом остатке ХW = 0,005%
Схема материальных потоков показана на рис. 3.1.
3.1.3.Материальный баланс ректификационной колонны
Расчет ведем согласно [6]
GF = GD + GW(3.1)
XF GF = XD GD + XW GW
Схема материальных
потоков показана. ( Рисунок 3.1.)![]()
Откуда находим :
GW = ![]() кг/с
кг/с
GD = GF – GW = 1- 0,6 = 0,4 кг/с
3.1.4Определение числа тарелок
Построим кривую равновесия и определим температуры в колонне. На основании справочных данных о температурах кипения [6] , равновесных составах жидкости и пара для смеси ацетон – вода строим кривую температур кипения смеси в координатах t – x,y, и кривую равновесия в координатах x - y (см. рисунок 3.2., 3.3.)
| x | 0 | 5 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 |
| y | 0 | 60,3 | 72 | 80,3 | 82,7 | 84,2 | 85,5 | 86,9 | 88,2 | 90,4 | 94,3 | 100 |
| t | 100 | 77,9 | 69,6 | 64,5 | 62,5 | 61,6 | 60,7 | 59,8 | 59 | 58,2 | 57,5 | 56,9 |
По кривой температур кипения t = f (x) имеем :
- температура в кубе колонны tw = 99˚C
- температура дистиллята tD = 56˚C
- температура кипения исходной смеси tF = 65˚C
Определяем минимальное и рабочее флегмовое число.
Минимальное флегмовое число определяем по формуле :
Rmin = 
![]() , (3.2)
, (3.2)
где ![]()
![]() - мольные доли легколетучего
компонента соответственно в исходной смеси и дистилляте, кмоль/кмоль смеси,
- мольные доли легколетучего
компонента соответственно в исходной смеси и дистилляте, кмоль/кмоль смеси, ![]() - концентрация легколетучего компонента в паре,
находящемся в равновесии с исходной смесью, кмоль/кмоль смеси.
- концентрация легколетучего компонента в паре,
находящемся в равновесии с исходной смесью, кмоль/кмоль смеси.
Мольная доля легколетучего компонента в исходной смеси определяется по формуле :
![]()
 ; (3.3.)
; (3.3.)
где МA = 58 – молекулярная масса ацетона [6],
Мв = 18 - молекулярная масса воды.
Получим :
Аналогично
Тогда :
Рабочее флегмовое число определяем по формуле:
R = 1,3∙Rmin + 0,3 (3.4.)
R = 1,3∙0,252 + 0,3 = 0,63
Уравнение рабочих линий :
а) для верхней (укрепляющей) части :
![]()
![]() ; (3.5.)
; (3.5.)
![]() ;
; ![]()
б) для нижней (исчерпывающей) части :
![]()
![]() , (3.6.)
, (3.6.)
![]() , где F –
относительный мольный расход питания.
, где F –
относительный мольный расход питания.
Относительный мольный расход питания определяем по формуле :
![]()
![]() (3.7. )
(3.7. )
![]() ,
, ![]()
Действительное число тарелок определяем по формуле:
![]() , где
, где ![]() - коэффициент полезного действия
тарелки [6]. (3.8)
- коэффициент полезного действия
тарелки [6]. (3.8)
![]() шт.
шт.
Принимаем действительное
число тарелок ![]()
![]() = 19 шт.
= 19 шт.
3.1.5 Тепловой баланс колонны
Расход тепла, отдаваемого охлаждающей воде в дефлегматоре – конденсаторе
QD = GD(1+R)∙ ![]() (3.9.)
(3.9.)
где rD - удельная теплота конденсации паров в дефлегматоре, Дж/кг.
Удельная теплота конденсации паров в дефлегматоре определяем по формуле :
![]()
![]() (3.10.)
(3.10.)
где ![]() =516,1 кДж/кг – удельная теплота конденсации ацетона при Т=56˚С ;
=516,1 кДж/кг – удельная теплота конденсации ацетона при Т=56˚С ;
![]() кДж/кг – удельная теплота конденсации воды при Т=56˚С.
кДж/кг – удельная теплота конденсации воды при Т=56˚С.
![]() = 0,94∙516,1+(1-0,94)∙2351,5=626,2 кДж/кг
= 0,94∙516,1+(1-0,94)∙2351,5=626,2 кДж/кг
QD = 0,4∙(1+0,63)∙626,2∙10³ = 408282,4 Вт
Расход тепла, получаемого в кубе - испарителе от греющего пара.
Qк = QD
+ GD∙CD∙![]() +GW∙CW∙tW- GW∙CF∙tF+QПОТ (3.11.)
+GW∙CW∙tW- GW∙CF∙tF+QПОТ (3.11.)
где Qпот≈ 0,03∙QК – тепловые потери колонны в окружающую среду.
QК =1,03∙(408282,4+0,4∙2346,4∙56+0,6∙4190∙99-1∙3268,2∙65)=497294,76 Вт
Расход тепла в паровом подогревателе исходной смеси :
Q = 1,05∙GF∙CF∙(tF - tпар) (3.12.)
Q = 1,05∙1∙3226,3∙(65-25)=135504,6 Вт
Расход тепла, отдаваемого охлаждающей воде в водяном холодильнике дистилляте
Q = GW∙CW∙(tw-tкон)(3.13.)
Q = 0,6∙4190∙(99-25)=186036 Вт
Расход греющего пара, имеющего Рабс=0,3 МПа
а) в кубе - испарителя
![]() =
= ![]() , (3.14)
, (3.14)
где ![]() =2141∙103
=2141∙103 ![]() - удельная теплота конденсации греющего
пара.
- удельная теплота конденсации греющего
пара.
![]() =
=![]()
в) в подогревателе исходной смеси
![]() =
= ![]()
Всего 0,24+0,07 = 0,31 кг/с = 1116 кг/ч
Расход охлаждающей воды при нагреве ее на 20˚С
а) в дефлегматоре
![]()
 (3.15)
(3.15)
б) в водяном холодильнике дистиллята
![]()
в) кубовый остаток (вода) не охлаждается, а сливается в ПЛК.
Всего
0,005+0,0004=0,0054 ![]() = 19,44 м3/ч
= 19,44 м3/ч
3.1.6 Определение диаметра колонны
Диаметр колонны определяется по формуле :
D =![]() , (3.16)
, (3.16)
где V – объемный расход проходящего по колонне пара, м3/с,
ω – скорость пара, ![]()
Объемный расход проходящего по колонне пара определяется по формуле :
 , (3.17)
, (3.17)
где ![]() ˚С = 350,65К – средняя температура в колонне.
˚С = 350,65К – средняя температура в колонне.
![]()
Средние концентрации жидкости :
а) в верхней части колонны :
б) в нижней части колонны :
Средние концентрации пара находим по уравнениям рабочих линий :
а) в верхней части колонны :
![]()
б) в нижний части колонны :
![]()
Средние температуры пара определяем по диаграмме t- x,y :
а) при ![]()
![]() ˚С
˚С
б) при ![]()
![]()
![]() ˚C
˚C
Средние мольные массы и плотности пара :
а) ![]()
![]() кг/кмоль
кг/кмоль
б) ![]()
![]()
ρ
Плотность воды и ацетона в жидком
состоянии приблизительно равны. Температура в верху колонны при ![]() равняется 56˚С, а в кубе - испаряется при
равняется 56˚С, а в кубе - испаряется при ![]() равняется 99˚С.
равняется 99˚С.
Плотность жидкого
ацетона при 56˚С ![]() = 750,4
= 750,4 ![]() , воды при 99˚С приблизительно равна
, воды при 99˚С приблизительно равна ![]() кг/м3 .
Принимаем среднюю плотность жидкости в колонне
кг/м3 .
Принимаем среднюю плотность жидкости в колонне
![]() =
= ![]() кг/м3
кг/м3
Скорость пара определяем
по формуле : ![]()
 (3.18)
(3.18)
где С = 0,058 – коэффициент [6].
ω = 0,058![]()
Тогда D =![]() м
м
Принимаем D = 0,5 м
Определим диаметр штуцера вывода паров по формуле :
d =  d =
d = ![]() м
м
Принимаем диаметр штуцера вывода паров d = 0,05 м
3.1.7 Расчет высоты колонны
Высоту колонны определяем по формуле :
Н= НС+НК+НТ, где (3.19)
НС = 1000 мм – высота сепарационного пространства [6].
НК = 1700 мм – высота кубовой части
НТ - высота тарельчатой части
Высоту тарельчатой части определяем по формуле:
НТ= (n-1)∙h, (3.20)
где h’ = 0,5 м и h” =0,3 –расстояние между тарелками
H’T = (14-1)∙0,3= 3,9м ; H”T = (6-1)∙0,5= 2,5м ; НТ = H’T+ H”T=3,9+2,5=6,4м
Тогда Н=6,4+1+1,7=9,5м
3.1.8 Расчет гидравлического сопротивления тарелок
Гидравлическое сопротивление тарелок колонны определяется по формуле :
![]() , (3.21.)
, (3.21.)
где ![]() - полное гидравлическое сопротивление одной тарелки,
- полное гидравлическое сопротивление одной тарелки, ![]() ;
;
n = 19 шт – число тарелок в колонне.
Полное гидравлическое сопротивление одной тарелки определяется по формуле :
![]() (3.22.)
(3.22.)
где ![]() - гидравлическое сопротивление одной тарелки,
- гидравлическое сопротивление одной тарелки, ![]() ;
;
![]() - гидравлическое сопротивление газожидкостного слоя,
- гидравлическое сопротивление газожидкостного слоя, ![]() ;
;
![]() - гидравлическое сопротивление, обусловленное силами
поверхностного натяжения,
- гидравлическое сопротивление, обусловленное силами
поверхностного натяжения, ![]() .
.
Гидравлическое сопротивление сухой тарелки определяется по формуле :
![]() , (3.23.)
, (3.23.)
где ![]() = 4,5 - коэффициент[6];
= 4,5 - коэффициент[6];
![]() - скорость пара в патрубке колпачка, м/с
- скорость пара в патрубке колпачка, м/с
Скорость пара в патрубке колпачка определяется по формуле :
![]() =
= ![]() (3.24.)
(3.24.)
![]() =4,5∙
=4,5∙![]()
![]()
Гидравлическое
сопротивление газожидкостного слоя на тарелке определяется по формуле : ![]() =g∙
=g∙![]() ∙ho , (3.25.)
∙ho , (3.25.)
где ho= 0,075м – высота светлого слоя жидкости на тарелке.
![]() = 9,81∙875∙0,075=644
= 9,81∙875∙0,075=644 ![]()
Гидравлическое сопротивление, обусловленное силами поверхностного натяжения, определяем по формуле :
![]() (3.26.)
(3.26.)
где σ = 39,6 ∙ 10-3 Н\м – поверхностное натяжение жидкости при средней температуре в колонне 77,5˚С.
dЭ = 0,07 м – диаметр патрубка колпачка.
![]()
![]()
![]() =913,6+644+2,26=1559,86
=913,6+644+2,26=1559,86 ![]()
Тогда
![]() = 1559,86∙19 = 29637,34
= 1559,86∙19 = 29637,34![]() ≈0,029 М
≈0,029 М![]()
3.1.9 Расчет брызгоуноса жидкости
Расчетная схема приведена на рисунке 3.4
Относительный брызгоунос определяется по формуле:
 ; (3.27.)
; (3.27.)
где σ =39,6·10-3 Н/м –поверхность натяжения жидкости;
ω = 1,36 м/с –скорость пара в рабочем сечении аппарата;
hт=0,3 м –расстояние между тарелками;
R1=23·10-5 –коэффициент [9];
n1=1,16 –показатель степени [9];
hпн= высота пены на тарелке ;
Высота пены определяется по формуле:
![]() ; (3.28.)
; (3.28.)
R2=0,23 –коэффициент [9];
R3=4,4·10-2 –коэффициент [9];
R4=4,6 –коэффициент [9];
ρ=1,61 кг/м3 –плотность пара;
hсл – высота подпора жидкости над сливным порогом;
hпор – высота сливного порога на тарелке;
Высоту подпора жидкости над сливным порогом определяем по формуле:
 ; (3.29.)
; (3.29.)
где![]() , – действительный расход жидкости,протекающий через
переливное устройство;
, – действительный расход жидкости,протекающий через
переливное устройство;
ρж=854,6 кг/м3 – средняя плотность жидкости в колонне;
Gж=5040 кг/ч –нагрузка по жидкости;
Тогда:
![]() ;
;
П=0,4м – периметр слива [9];
Тогда:
 ;
;
Высота сливного порога определяется по формуле:
hпор= hг.б- hсл+ hпр+ hу ; (3.30.)
где hсл – высота глубины барботажа , м ;
hпр – высота прорези в колпачке , м ;
hу – высота установки колпачка , м ;
Высота глубины барботажа определяется по формуле :
 ; (3.31.)
; (3.31.)
где Р=0,12 МПа –абсолютное давление в аппарате;
Тогда:
![]() ;
;
Высота открытия прорези в колпачке определяется по формуле:
 ; (3.32.)
; (3.32.)
где m = 11 – количество колпачков на тарелке ;
z = 16 – количество прорезей в колпачке ;
в = 0,004 – расчетная ширина прорези ;
 ;
;
Тогда:
hпор= 0,049-0,017+0,021+0=0,07 м
Тогда:
![]() ;
;
 ;
;
y=0,035 кг⁄кг ‹ [y]=0,1 кг⁄кг [9] , следовательно брызгоунос жидкости в пределах нормы .
3.1.10 Расчет переливного устройства
Расчет переливного устройства сводится к выполнению условия:
а)
![]() ; (3.33.)
; (3.33.)
где Fпер=0,045 м2 – площадь перелива тарелки [9] ;
Lm = 5040 кг/кг= 1,4 кг/с – массовый расход жидкости ;
ρж = 854,6 кг/м3 – средняя плотность жидкости в аппарате ;
Hмт=0,3 м – расстояние между тарелками ;
R1 = 0,25 – коэффициент [9];
R2= 0,65 – коэффициент [9];
Тогда :
![]() ;
;
Условие выполняется.
б)
![]() ; (3.34.)
; (3.34.)
где lпер = 0,4 м – периметр слива тарелки ;
Q = 0,035 м – зазор между основанием тарелки и нижней крышкой сливного стакана.
![]() ;
;
Условие выполняется.
Работа переливного устройства обеспечивается.
3.1.11 Определение толщины тепловой изоляции
Рассчитаем толщину теплоизоляции по формуле :
![]() где
где
![]() -температура изоляционного материала со стороны
колонны, ˚С
-температура изоляционного материала со стороны
колонны, ˚С
![]() -температура изоляционного материала со стороны
окружающей среды, ˚С
-температура изоляционного материала со стороны
окружающей среды, ˚С
![]() - температура окружающего воздуха, ˚С
- температура окружающего воздуха, ˚С
![]() = 0,09 – теплопроводность изоляционного материала,
Вт/м2
= 0,09 – теплопроводность изоляционного материала,
Вт/м2
![]() = 9,3∙0,058∙
= 9,3∙0,058∙![]() - коэффициент теплоотдачи от внешней поверхности
теплоизоляции в окружающую среду, Вт/м2∙К
- коэффициент теплоотдачи от внешней поверхности
теплоизоляции в окружающую среду, Вт/м2∙К
![]() = 9,3∙0,058∙35=18,8 Вт/м2∙К
= 9,3∙0,058∙35=18,8 Вт/м2∙К
![]() =
= ![]() ; (3.35.)
; (3.35.)
![]() =
= ![]() ;
;
Толщина теплоизоляции ![]() = 0,055м
= 0,055м
3.2.Технологический расчет теплообменника
3.2.1 Целью расчета является определение основных размеров теплообменника
3.2.2 Исходные данные для расчета
Расход обводненного растворителя Gp = 1кг/с ;
Начальная температура обводненного растворителя : t1н= 15˚С;
Конечная температура обводненного растворителя : t1к = 65˚С
Нагрев осуществляется насыщенным паром, давлением р=0,1 МПа, с температурой t2н = 99,1˚С.
3.2.3 Расчет ведем согласно [6]
Расчетная схема теплообменника показана на рисунке 3.3.
3.2.4 Схема распределения температур в теплообменнике
Qn = 99,1˚C ↔ Qn = 99,1˚C
t1н = 15˚C → t1кон = 65˚C
![]() ˚C
˚C ![]() ˚C
˚C
![]()
![]()
Средний температурный напор при противотоке :
 ;
; ˚С
˚С
3.2.5 Определение тепловой нагрузки
Q=GP∙CP∙(t1k-t1н), (3.35.)
где СР =3268,2 Дж/кг∙К – теплоемкость обводненного растворителя
Q=1∙3268,2∙(65-15) = 163410 Вт
3.2.6 Выбор теплообменника
По рекомендации /6/ принимаем коэффициент теплопередачи от пара к жидкости Кор = 250 Вт/м2К.
Ориентировочную поверхность теплообменника определяем по формуле :
Fор=![]() , (3.36.)
, (3.36.)
где К=250 Вт/м2К – минимальное ориентировочное значение коэффициента теплопередачи.
F = ![]()
Принимаем теплообменник типа ТУ имеющий следующие характеристики [6]:
D=325 мм ; ![]() =20x2 мм; z=1
=20x2 мм; z=1
F=12,5 м2 ; L=2,0м
3.2.7 Уточненный тепловой расчет теплообменника
Скорость движения обводненного растворителя в межтрубном пространстве определяем по формуле :
ωP = ![]()
![]() (3.37.)
(3.37.)
где ![]() м2 – площадь проходного сечения по
межтрубному пространству
м2 – площадь проходного сечения по
межтрубному пространству
![]()
![]() кг/м3 – плотность
обводненного растворителя
кг/м3 – плотность
обводненного растворителя
ωP = ![]() м/с
м/с
Критерий Рейнольдса : Rep =![]() , (3.38.)
, (3.38.)
где γ = 0,364∙10-6 м2∙с - кинематическая вязкость обводненного растворителя.
Rер![]()
Критерий Прандтля.
Рr = ![]()
![]() , где
, где ![]() Вт/м∙К – теплопроводность
обводненного растворителя
Вт/м∙К – теплопроводность
обводненного растворителя
Рr = ![]()
Коэффициент теплопередачи к обводненному растворителю
![]() =
=![]()
![]() =
= ![]() Вт/м2∙К
Вт/м2∙К
Коэффициент теплопередачи от конденсирующего пара, согласно [6],
![]() = 10000 Вт/м2∙К
= 10000 Вт/м2∙К
Коэффициент теплопередачи
определяем по формуле :![]()
К=  , где (3.39.)
, где (3.39.)
Где λ =46 Вт/м∙К – теплопроводность углеродистой стали
![]() - термическое сопротивление обводненного растворителя
- термическое сопротивление обводненного растворителя
![]() - термическое сопротивление со стороны пара
(конденсата)
- термическое сопротивление со стороны пара
(конденсата)
Тогда К= Вт/м2К
Вт/м2К
Требуемая поверхность теплообменника составляет :
F=![]() F=
F=![]() м2
м2
Согласно [6] следует, что
подходит кожухотрубчатый теплообменник с U-образными трубками длиной L=2,0 м и номинальной поверхностью ![]() =12,5
м2 .
=12,5
м2 .
При этом запас Δ=![]() =25%
=25%
3.3. Прочностной расчет основных элементов оборудования
3.3.1 Расчет ректификационной колонны
3.3.1.1 Целью расчета является определение толщины стенки обечайки корпуса аппарата, работающего под внутренним давлением.
3.3.1.2 Исходные данные для расчета
- внутренний диаметр обечайки D=0,5 м
- рабочая температура Т=100˚С
- рабочее давление Р= 0,02 МПа
- материал обечайки сталь ВСт3сп
3.3.1.3 Расчет обечайки аппарата
Толщина обечайки корпуса аппарата определяется из условия прочности и устойчивости. Расчет ведем согласно [7],
Исполнительная толщина обечайки аппарата
S≥Sp+С(3.40.)
Где Sp – расчетная толщина обечайки , м;
С=С1+С2+С3 – суммарная прибавка к расчетной толщине стенки, м;
С1= 0,002м – прибавка для компенсации коррозии и эрозии.
С2= С3=0 – прибавка для компенсации минусового допуска и технологического допуска соответственно.
Расчетная толщина обечайки аппарата определяется по формуле :
Sp = ![]() , где φ =1 – коэффициент прочности сварного шва (3.41.)
, где φ =1 – коэффициент прочности сварного шва (3.41.)
[σ] = 149 МПа – допускаемое напряжение для стали ВСт3сп при t=100˚C
Sp = ![]()
S ≥ 0,0011+0,002 = 0,0032 м
Принимаем толщину стенки обечайки S=5 мм
Пробное давление определяем по формуле :
Рпр = 1,25∙р∙![]() , (3.42.)
, (3.42.)
где [σ]20 = 154 МПа – допускаемое напряжение для стали
ВСт3сп при t=20˚C
Рпр
= 1,25∙0,02∙![]() МПа.
МПа.
Давление при гидроиспытании определяем по формуле :
Рг.u = Рпр +Pг , где Pг = ![]() =1000∙9,81∙9,5=0,09
МПа (3.43.)
=1000∙9,81∙9,5=0,09
МПа (3.43.)
Рг.u =0,08+0,09=0,17 МПа
Проверяем выполнение условия :
Рг.u < P∙1,35![]() Рг.u < 0,02∙1,35
Рг.u < 0,02∙1,35![]() МПа 1,02>0,028 (3.44)
МПа 1,02>0,028 (3.44)
Условие не выполняется, следовательно нужно производить расчет при гидроиспытании.
Толщина стенки обечайки при гидроиспытании определяется по формуле:
Sp1 =![]() , (3.45.)
, (3.45.)
где ![]() - допускаемое напряжение при гидроиспытании. (3.46.)
- допускаемое напряжение при гидроиспытании. (3.46.)
![]() МПа – предел текучести для стали ВСт3сп при t = 20˚C
МПа – предел текучести для стали ВСт3сп при t = 20˚C
![]() МПа, тогда Sp1
=
МПа, тогда Sp1
= ![]()
S≥0,0013+0,002=0,0033 м
Исходя из конструктивных соображений принимаем толщину стенки обечайки S=0,009 м, так как обечайка изготавливается из трубы ø529x9 мм.
Проверяем выполнение условия устойчивости обечайки по формуле:
![]() где F –
осевая сжимающая сила МН; (3.47.)
где F –
осевая сжимающая сила МН; (3.47.)
![]() - допускаемая осевая сжимающая сила, МН;
- допускаемая осевая сжимающая сила, МН;
М – изгибающий момент, действующий на колонну от ветра МН∙м;
![]() - допускаемый изгибающий момент от ветровой нагрузки,
МН∙м;
- допускаемый изгибающий момент от ветровой нагрузки,
МН∙м;
Допускаемая осевая сжимающая сила рассчитывается по формуле :
 , (3.48)
, (3.48)
где ![]() - допускаемая осевая сжимающая сила из условия
- допускаемая осевая сжимающая сила из условия
прочности, МН; (3.49.)
![]() -допускаемая осевая сжимающая сила из условия
устойчивости Мн; (3.36)
-допускаемая осевая сжимающая сила из условия
устойчивости Мн; (3.36)
Допускаемая осевая сжимающая сила из условия местной устойчивости в пределах упругости определяется по формуле :
 (3.50.)
(3.50.)
Допускаемая осевая сжимающая сила из условия общей устойчивости в пределах упругости определяется по формуле :
 ; (3.51.)
; (3.51.)
Где Е=1,91∙105 МПа – модуль продольной упругости
![]() =2,4 – коэффициент запаса прочности.
=2,4 – коэффициент запаса прочности.
![]() = 2,83∙ℓпр/(D+S–c) – гибкость ,(3.52.)
= 2,83∙ℓпр/(D+S–c) – гибкость ,(3.52.)
где ℓпр = 23,4 – приведенная расчетная длина обечайки
ℓпр = 2∙9,=19 м (3.53.)
![]() =
= ![]() , тогда
, тогда
![]() =
= 
 МН
МН
![]() = min
= min![]() =0,44
МН
=0,44
МН
![]() = π∙(0,5+0,009-0,002)∙(0,009-0,002)∙149=1,7 МН
= π∙(0,5+0,009-0,002)∙(0,009-0,002)∙149=1,7 МН
![]() =
= МН
МН
Допускаемый изгибающий
момент определяется по формуле![]() :
:
 ,
,![]() (3.54.)
(3.54.)
Где ![]() = 0.25π∙D∙(D+S-c)∙(S-c)∙
= 0.25π∙D∙(D+S-c)∙(S-c)∙![]() - допускаемый изгибающий момент из условия прочности
, МН∙м (3.55.)
- допускаемый изгибающий момент из условия прочности
, МН∙м (3.55.)
 - допускаемый изгибающий момент из
- допускаемый изгибающий момент из
условия устойчивости в пределах упругости, МН∙м
![]() =0,25∙3,14∙0,5∙(0,5+0,009-0,002) ∙(0,009-0,002)
∙149=0,21 МН∙м
=0,25∙3,14∙0,5∙(0,5+0,009-0,002) ∙(0,009-0,002)
∙149=0,21 МН∙м
![]() =
= МН∙м
МН∙м
 МН∙м
МН∙м![]()
![]()
![]()
Осевая сжимающая сила в рабочих условиях определяется по формуле:
![]() , где
, где
![]() - вес обечайки колонны, МН(3.56.)
- вес обечайки колонны, МН(3.56.)
![]() (3.57)
(3.57)
![]() = 7850 кг/м3 – плотность углеродистой стали
;
= 7850 кг/м3 – плотность углеродистой стали
;
![]() = 0,0025 м3 – объем днища;
= 0,0025 м3 – объем днища;
![]() = 0,0118 МН- вес внутренних устройств (3.58.)
= 0,0118 МН- вес внутренних устройств (3.58.)
![]() = 0,0014 МН – вес среды в аппарате
= 0,0014 МН – вес среды в аппарате
![]() = 2∙0,31∙0,008∙7850∙9,81=381,96Н=0,000381
МН
= 2∙0,31∙0,008∙7850∙9,81=381,96Н=0,000381
МН
![]() = 0,011 Мн – вес изоляции
= 0,011 Мн – вес изоляции
![]() =
= ![]() МН
МН
![]() = 0,0139+0,000381+0,0118+0,0014+0,011=0,03848
МН
= 0,0139+0,000381+0,0118+0,0014+0,011=0,03848
МН
Для определения изгибающих моментов, для разных состояний аппарата воспользуемся программой расчета изгибающего момента от ветровой нагрузки
« STR 3» на ЭВМ. Данные расчета приведены на рисунке 3.2.
Подставляя полученные данные в формулу (3.47) получаем
- условие устойчивости аппарата в рабочих условиях :
![]() получим
получим ![]() <1
<1
Устойчивость обечайки при S= 0,009 м обеспечивается
|
колонного типа постоянного по высоте сечения
(расчет произведен по программе STR3. ВЦ Д/Ф НГТУ 2008г.) |
||
|
Исходные данные для расчета |
||
| 1 | Внутренний диаметр корпуса аппарата, м | 0.5000 |
| 2 | Наружный диаметр корпуса аппарата, м | 0,5300 |
| 3 | Толщина стенки обечайки корпуса, м | 0.0090 |
| 4 | Суммарная прибавка к расчетной толщине стенки обечайки, м | 0.0020 |
| 5 | Высота аппарата (от уровня земли), м | 13.9800 |
| 6 | Высота постамента (от уровня земли), м | 0.0000 |
| 7 | Высота опоры (от уровня земли), м | 4.0000 |
| 8 |
Вес аппарата в рабочих условиях (включая вес обслуживающих площадок, изоляции, внутренних устройств и рабочей среды, МН |
0.0481 |
| 9 | Вес аппарата при гидроиспытаниях (включая вес жидкости, заполняющей аппарат), МН | 0.0543 |
| 10 |
Минимальная нагрузка аппарата от собственного веса в условиях монтажа (после установки аппарата в вертикальное положение, МН |
0.0357 |
| 11 |
Максимальная нагрузка аппарата от собственного веса в условиях монтажа, МН |
0.0467 |
| 12 | Наружный диаметр опорного кольца, м | 0.7500 |
| 13 | Коэффициент неравномерности сжатия грунта | 70.0000 |
| 14 | Модуль продольной упругости материала аппарата при рабочей температуре, МПа | 0.191Е+06 |
| 15 | ------------------------- при температуре 20˚С, МПа | 0.199Е+06 |
| 16 | Нормативный скоростной напор ветра на высоте 10 метров над поверхностью земли, МПа | 0.0003 |
| 17 | Число участков (вместе с опорой) | 20.00 |
| 18 | Число площадок обслуживания | 4.00 |
|
Определение расчетных усилий от ветровых нагрузок для аппарата колонного типа постоянного по высоте сечения |
|
| (расчет произведен по программе STR3. ВЦ Д/Ф НГТУ 2008г.) | |
|
Исходные данные для расчета |
|
|
19. Высота ј-й от уровня земли (начиная с верху) |
20. Сумма всех проекций ј-й площадки на плоскость, перпендикулярную к направлению ветра. |
|
Х (1) = 13.2500 Х (2) = 11.2500 Х (3) = 8.7500 Х (4) = 4.0000 |
А (1) = 1.5000 А (2) = 1.5000 А (3) = 1.5000 А (4) = 1.5000 |
|
Результаты расчета (по программе STR3) |
|
| Расчетные изгибающие моменты от действия ветровых нагрузок | |
|
М1- в рабочих условиях ; М2 – в условиях гидроиспытания; М3 – в условиях монтажа (минимальная нагрузка от собственного веса) ; М4 - в условиях монтажа (максимальная нагрузка от собственного веса) ; |
|
|
Сечение аппарата Z-Z |
Сечение аппарата Y-Y |
|
М1 – 5.12512Е-02 М2 – 5.09076Е-02 М3 – 1.88534Е-02 М4 – 5.11770Е-02 |
М1 – 8.24998Е-02 М2 – 8.19395Е-02 М3 – 2.99189Е-02 М4 – 8.23847Е-02 |
3.3.1.4 Расчет эллиптического днища аппарата
Целью расчета является определение толщины днища аппарата, нагруженного внутренним избыточным давлением. Расчетная схема днища показана на рисунке 3.3
Данные для расчета :
- внутренний диаметр днища D=0,5м
- рабочее давление Р = 0,02 МПа
- рабочая температура Т= 100˚С
- материал днищасталь ВСт 3 сп
Расчетная толщина стенки днища определяется из условия прочности [7].
Исполнительная толщина стенки днища аппарата определяется по формуле:
S≥![]() +c
+c
Расчетная толщина стенки днища определяется по формуле:
![]() =
=![]() , (3.59.)
, (3.59.)
где R=D –для эллиптических днищ с Н=0,25 D
![]() =149 МПа – допускаемое напряжение для стали ВСт 3 сп
при Т=100˚С
=149 МПа – допускаемое напряжение для стали ВСт 3 сп
при Т=100˚С
![]() =
=  S≥0,0001+0,002=0,0021
м
S≥0,0001+0,002=0,0021
м
Принимаем толщину стенки днища S=5 мм.
Из приведенных выше расчетов, видим, что необходимо производить расчет при гидроиспытании.
Толщина днища при гидроиспытании определяется по формуле :
![]() =
=![]() (3.60.)
(3.60.)
Sp≥ 0,0013+0,002=0,0033 м
Принимаем толщину стенки днища S=0,008м из условия лучшей свариваемости.
3.3.1.5 Расчет укрепления отверстия
Целью расчета является укрепление отверстия в стенке корпуса колонны, работающего под внутренним давлением.
Расчетная схема приведена на рисунке 3.4.
Данные для расчета :
нутренний диаметр обечайки D=0,5м
- исполнительная толщина стенки обечайки S=0,009м
- диаметр условного прохода штуцера dу = 250 мм
Расчет ведем согласно [8],
Отверстие считается одиночным, если ближайшее к нему отверстие не оказывает на
него влияния, и удовлетворяет условию :
в ≥![]() (3.61.)
(3.61.)
где в =0,5м – расстояние между смежными отверстиями
![]() = 0,5м – расчетный диаметр укрепляемого элемента для
цилиндрической обечайки, тогда :
= 0,5м – расчетный диаметр укрепляемого элемента для
цилиндрической обечайки, тогда :
в ≥![]() =0,12м
=0,12м
0,5>0,12 – условие (3.49) выполняется.
Определяем диаметр отверстия, не требующего укрепления, считая, что все отверстия аппарата являются одиночными.
 , (3.62.)
, (3.62.)
Где ![]() = 0,0013м – расчетная толщина стенки обечайки
= 0,0013м – расчетная толщина стенки обечайки
S = 0,009м – исполнительная толщина стенки обечайки
![]() = 2∙
= 2∙![]()
То есть отверстие dу = 250мм не требует укрепления.![]()
![]()
3.3.1.6 Расчет опоры
Целью расчета является выбор стандартной опоры и расчет ее элементов.
Расчетная схема показана на рисунке 3.5.
Данные для расчета :
- внутренний диаметр обечайкиD=0,5м
- рабочая температура t = 100˚C
- материал опоры сталь ВСт 3 сп
Определяем максимальную и минимальную приведенные нагрузки для выбора стандартных опор.
![]() , где (3.63.)
, где (3.63.)
М1 = 82499 Н – изгибающий момент в нижнем сечении опорной обечайки в рабочих условиях.
М2 = 81939 Н- изгибающий момент в нижнем сечении опорной обечайки в условиях гидроиспытания.
F1 = 48100 H- осевая сжимающая сила в рабочих условиях.
F2 = 54300 H - осевая сжимающая сила в условиях гидроиспытания.
![]()
![]() (3.64.)
(3.64.)
где М3 = 29918 Н – изгибающий момент в нижнем сечении опорной обечайки в условиях монтажа (без теплоизоляции);
F3 = 35700 Н – осевая сжимающая сила в условиях монтажа (без теплоизоляции)
![]()
По найденным ![]() и
и ![]() в соответствии [ 3 стр. 288] выбираем
опору типа
в соответствии [ 3 стр. 288] выбираем
опору типа
3 – 500 –160 –80 – 4000 ОСТ 26 – 467–78.
Опора имеет следующие параметры :
D1 = 700 мм, D2 = 450 мм, Dб = 620 мм ;
d = 45 мм, d1 = 70 мм , d = М30, n=10, S1 = 9 мм
S2 = 20 мм, S3 = 20 мм, h = 300 мм
Проверка опоры для рабочих условий.
Прочность сварного соединения опоры с корпусом определяется условием:
![]()
![]() (3.65.)
(3.65.)
где ![]() = 149 МПа – допускаемое напряжение для материала
корпуса аппарата в сечении z-z при t = 100˚С;
= 149 МПа – допускаемое напряжение для материала
корпуса аппарата в сечении z-z при t = 100˚С;
![]() = 149 МПа – допускаемое напряжение для материала опоры
в сечении z-z при t =
100˚С.
= 149 МПа – допускаемое напряжение для материала опоры
в сечении z-z при t =
100˚С.
![]() = 0,7 – коэффициент прочности сварного шва [ 3 стр. 306]
= 0,7 – коэффициент прочности сварного шва [ 3 стр. 306]
![]() = 9 мм – расчетная толщина сварного шва , тогда
= 9 мм – расчетная толщина сварного шва , тогда
![]()
32,4 МПа<104,3 МПа – условие выполняется.
Проверяем условие устойчивости в сечении y-y
![]() (3.66.)
(3.66.)
где  - допускаемая осевая сжимающая сила, МН(3.67.)
- допускаемая осевая сжимающая сила, МН(3.67.)
![]() - допускаемая осевая сжимающая сила из условия
прочности, МН; (3.54)
- допускаемая осевая сжимающая сила из условия
прочности, МН; (3.54)
 - допускаемая осевая сжимающая
- допускаемая осевая сжимающая
сила из условия устойчивости, МН;(3.68.)
где ![]() - допускаемое напряжение для стали ВСт 3 сп при t=20˚С
- допускаемое напряжение для стали ВСт 3 сп при t=20˚С
Е = 1,99∙105 МПа – модуль продольной упругости;
D = 0,5м – диаметр нижней части опоры.
![]() = 3,14∙(0,5+0,009-0,002) ∙(0,009-0,002) ∙154=1,72
МН
= 3,14∙(0,5+0,009-0,002) ∙(0,009-0,002) ∙154=1,72
МН
![]() =
= 
 МН
МН
Допускаемый изгибающий момент находим по формуле:
 (3.69.)
(3.69.)
![]() (3.70.)
(3.70.)
 (3.71.)
(3.71.)
Тогда ![]() МН∙м
МН∙м
 МН∙м
МН∙м
 МН∙м
МН∙м
Проверяем выполнение условия устойчивости сечения: Y-Y
![]()
0,28<1 – условие выполняется
Проверка ширины и толщины опоры кольца
Ширина кольца: ![]() = 0,5∙
= 0,5∙![]() (3.72.)
(3.72.)
Она должна удовлетворить условию:
 , (3.73.)
, (3.73.)
где ![]() - болтовой окружности диаметр.
- болтовой окружности диаметр.
![]() =10 МПа – допускаемое напряжение сжатия бетона
фундамента (марка 500 СНиП 131-6г )[3стр.302],
=10 МПа – допускаемое напряжение сжатия бетона
фундамента (марка 500 СНиП 131-6г )[3стр.302],
Тогда ![]() =
= ![]()
![]() >
>![]() = 0,027м – условие выполняется
= 0,027м – условие выполняется
Толщина нижнего опорного кольца S2 = 0,02 м и должна удовлетворять условию:
S2 ≥ ![]() =
=  (3.74.)
(3.74.)
Где х1 –
коэффициент определяемый в зависимости от параметра ![]()
Принимаем ![]() = 1 [3 стр. 309]
= 1 [3 стр. 309]
х1 = 0,5
![]() = 0,5∙(D1-D*-S1) – ширина кольца выступающая наружу от обечайки опоры, (3.75.)
= 0,5∙(D1-D*-S1) – ширина кольца выступающая наружу от обечайки опоры, (3.75.)
где D*= 0,5м – диаметр опоры.
![]() = 0,5∙(0,75-0,5-0,009) = 0,121м
= 0,5∙(0,75-0,5-0,009) = 0,121м
![]() =
= ![]() - напряжение сжатия в бетоне, МПа (3.76.)
- напряжение сжатия в бетоне, МПа (3.76.)
![]() =
= ![]() МПа
МПа

![]() >
> ![]() = 0,0135м – условие выполняется.
= 0,0135м – условие выполняется.
оверка опоры для условий гидроиспытаний:
Проверка прочности сварного шва (соединения) корпуса с опорой выполняется
по формуле:
![]()
![]() (3.77.)
(3.77.)
![]() МПа
МПа
3,26 МПа < 107,8 МПа – условие выполняется.
Проверка устойчивости в сечении Y-Y выполняется по формуле :
![]() (3.78.)
(3.78.)
По формулам (3.67.) – (3.71.) для сечения Y-Y имеем:
![]() МПа ;
МПа ; ![]() МН∙м
МН∙м
Проверяем выполнение условия :
![]() - условие устойчивости выполняется.
- условие устойчивости выполняется.
Проверка ширины и толщины опорного кольца по формуле (3.79.):
![]()
![]() = 0,175м >
= 0,175м > ![]() =0,027м – условие выполняется.
=0,027м – условие выполняется.
Расчетная толщина опорного кольца определяется по формуле (3.80)
![]() = 0,015м
= 0,015м
![]() >
>![]() = 0,015м – условие выполняется.
= 0,015м – условие выполняется.
Расчет показал, что выбранная опора обладает достаточной прочностью и устойчивостью.
3.3.1.7 Расчет болтов фланцевого соединения
Целью расчета является проверка болтов фланцевого соединения на прочность. Расчетная схема приведена на рисунке 3.6.
Данные для расчета:
![]() = 500мм
= 500мм ![]() =40мм z = 16
=40мм z = 16
![]() = 640мм
= 640мм ![]() = М 20
= М 20
![]() = 600мм
= 600мм ![]() =23мм
=23мм
![]() = 562мм
= 562мм ![]() = 2м
= 2м
Материал фланца - сталь ВСт 3 сп. Материал прокладки - паронит марки ПОН. Материал болтов – сталь 35.
Расчет вспомогательных величин.
Эффективная ширина прокладки :
![]() =21,2мм
=21,2мм
Характеристику прокладки принимаем по [11]
m=2,5
![]() 20 МПа – удельное давление обжатия;
20 МПа – удельное давление обжатия;
![]() = 130 МПа – допускаемое
удельное давление;
= 130 МПа – допускаемое
удельное давление;
К = 0,9 – коэффициент обжатия.
![]() = 2∙103 МПа – условный модуль сжатия
= 2∙103 МПа – условный модуль сжатия
Податливость прокладки находим :
![]() =
=  МН/м(3.81.)
МН/м(3.81.)
Податливость болтов находим:
![]() - расчетная длина болта, м (3.82.)
- расчетная длина болта, м (3.82.)
где ![]() =
=![]() - длина болта между опорными поверхностями головки болта и гайки, м (3.83.)
- длина болта между опорными поверхностями головки болта и гайки, м (3.83.)
![]() = 2∙40+2=82 мм = 0,082м
= 2∙40+2=82 мм = 0,082м
![]() = 82 + 0,28∙20 = 87,67мм = 0,0876м
= 82 + 0,28∙20 = 87,67мм = 0,0876м
![]() , (3.84.)
, (3.84.)
где ![]() - расчетная площадь поперечного сечения болта по
внутреннему диаметру резьбы,
- расчетная площадь поперечного сечения болта по
внутреннему диаметру резьбы, ![]() =16 – число болтов
=16 – число болтов
![]() =
= ![]() МН/м
МН/м
Параметры фланца
Эквивалентная толщина
втулки ![]()
Коэффициенты:
![]() (3.85)
(3.85)![]()
![]() (3.86.)
(3.86.)
![]() (3.87.)
(3.87.)
![]()
 (3.88.)
(3.88.)
Угловую податливость фланца находим:
![]() (3.89.)
(3.89.)
Где ![]() (3.90.)
(3.90.)
![]() МПа – модуль продольной упругости для стали.
МПа – модуль продольной упругости для стали.
ВСт 3 сп при t = 20˚C
![]() =
=![]() м/Н∙мм
м/Н∙мм
Плечи момента находим:
![]() (3.91.)
(3.91.)
![]()
Коэффициент жесткости фланцевого соединения
Фланцевое соединение , нагруженное внутренним давлением:
![]() (3.92.)
(3.92.)
![]()
![]() (3.93.)
(3.93.)
Расчет нагрузок.
Равнодействующая внутреннего давления:
![]() (3.94.)
(3.94.)
Находим реакцию прокладки в рабочих условиях:
![]() (3.95.)
(3.95.)
Находим нагрузку, возникающую от температурных деформаций:
![]() +2
+2![]() (3.96.)
(3.96.)
![]() =
=![]()
 , (3.97.)
, (3.97.)
где ![]() ˚С – температура фланца (3.98.)
˚С – температура фланца (3.98.)
![]()
![]() ˚С – температура болтов
˚С – температура болтов
![]() (3.85)
(3.85)
Болтовая нагрузка Рб в условиях монтажа принимается большей из следующих значений:
 , (3.99.)
, (3.99.)
где M=0 – изгибающий момент
F=0 – осевая сжимающая сила
![]() = 1,74∙50783+35432+4925,4=128719,82Н
= 1,74∙50783+35432+4925,4=128719,82Н
![]() = 0,5
= 0,5![]() (3.100.)
(3.100.)
![]() =
= ![]() (3.101.)
(3.101.)
Приращение нагрузки в болтах в рабочих условиях находим:
![]() (3.102.)
(3.102.)
![]() = (1-1,74)∙50783 - 4925,4= -42504,82Н
= (1-1,74)∙50783 - 4925,4= -42504,82Н
Расчет болтов
Проверяем прочность болтов в условиях монтажа:
![]() (3.103.)
(3.103.)
![]() , (3.104.)
, (3.104.)
где ![]() МПа – допускаемое напряжение для болтов при t=20˚C
МПа – допускаемое напряжение для болтов при t=20˚C
![]() МПа - допускаемое напряжение для болтов при t=100˚C
МПа - допускаемое напряжение для болтов при t=100˚C
![]() =
= ![]() МПа < 130 МПа
МПа < 130 МПа
![]() =
= ![]() МПа< 126 МПа
МПа< 126 МПа
Условие выполняется.
3.3.2. Расчет теплообменника
3.3.2.1 Целью расчета является определение толщины стенок кожуха, толщины трубной решетки, расчет опор
3.3.2.2 Исходные данные
Наружный диаметр кожуха D=325мм
Диаметр трубок d=20x2мм
Шаг отверстий в решетке ![]() = 0,026м
= 0,026м
Давление трубы (избыточное) :
в межтрубном пространстве
![]() = 0,02МПа
= 0,02МПа
в трубном пространстве ![]() = 0,1МПа.
= 0,1МПа.
Расчетная температура :
в межтрубном пространстве![]() ˚С
˚С
в трубном пространстве ![]() ˚С
˚С
Материал деталей сталь ВСт 3 сп
Расчетная схема приведена на рисунке 3.7.
3.3.2.3 Расчет обечайки кожуха
Толщину стенки кожуха определяем по формуле:
 , (3.105.)
, (3.105.)
где ![]() =151,2 МПа - допускаемые напряжения при t = 65˚С для стали ВСт 3 сп
=151,2 МПа - допускаемые напряжения при t = 65˚С для стали ВСт 3 сп
![]() =
=![]()
Для условий гидроиспытаний в качестве расчетного принимают пробное давление из условия
![]() (3.106.)
(3.106.)
![]() = 154 МПа – допускаемое напряжение для стали ВСт 3 сп при
t = 20˚С.
= 154 МПа – допускаемое напряжение для стали ВСт 3 сп при
t = 20˚С.
![]()
Тогда: ![]()
Исполнительную толщину стенки кожуха принимаем Sк = 8мм.
Допускаемое внутреннее избыточное давление определяется по формуле:
![]() , (3.107.)
, (3.107.)
где с – прибавка для компенсации коррозии и эрозии.
Для материалов, стойких к данной среде, при отсутствии данных о проницаемости рекомендуется принимать с = 2мм.
![]() .
.
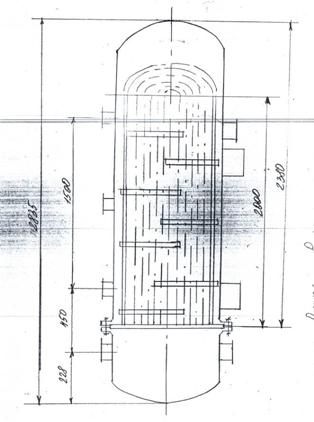
Рисунок 3.7. Расчетная схема аппарата
Допустимое внутреннее избыточное давление существенно превышает рабочее давление и давление гидроиспытаний.
3.3.2.4 Расчет трубной решетки
Толщину трубной решетки, исходя из условий закрепления труб развальцовкой с обваркой, определяем по формуле [8]:
![]() (3.108.)
(3.108.)
![]() = 0,02м - наружный диаметр трубок
= 0,02м - наружный диаметр трубок
![]() = 0,026м - шаг отверстий в решетке
= 0,026м - шаг отверстий в решетке
![]() =
= ![]() > 0,01м
> 0,01м
Толщина трубной решетки, исходя из условий прочности решетки:
 (3.109.)
(3.109.)
φ0 – коэффициент ослабления решетки отверстиями.
![]() = 0,415м – средний диаметр прокладки.
= 0,415м – средний диаметр прокладки.
φ0 =
![]() , (3.110.)
, (3.110.)
где ![]() = 20,8мм – диаметр отверстий в решетке
= 20,8мм – диаметр отверстий в решетке
φ0 =
![]()
![]() = 0,238∙0,415∙
= 0,238∙0,415∙![]()
Исполнительную толщину трубной решетки с учетом прибавки на коррозию из конструктивных соображений принимаем Sp = 20мм.
3.3.2.5 Расчет седловых опор аппарата
Вес аппарата с учетом
теплоизоляции принимаем ![]() . Усилия на опоры будут максимальными
при гидроиспытаниях аппарата.
. Усилия на опоры будут максимальными
при гидроиспытаниях аппарата.
Вес жидкости определим по формуле :
![]()
тогда общая нагрузка на опоры:
![]()
По [6] выбираем: опора 20-167-1, число опор 2 шт, L=2600мм, D=325мм, Н=85мм,
а = 500мм, е = 1000мм, в =180мм
Нагрузка балки определяется по формулам:
 ; (3.111.)
; (3.111.) ![]() (3.112.)
(3.112.)
![]() =
= 
![]() = 2,983
= 2,983![]()
Опорное усилие: ![]() (3.113.)
(3.113.)
Момент над опорами : ![]() (3.114.)
(3.114.)
![]()
Максимальный момент между опорами:
![]() (3.115.)
(3.115.)
![]() -
- ![]()
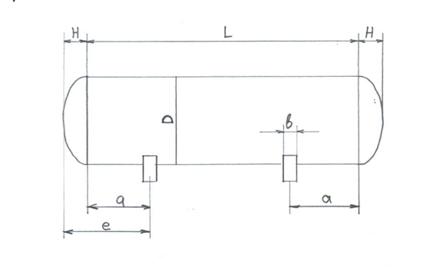
Рисунок 3.8. К расчету седловых опор
Поперечное усилие в сечении над опорами :
 (3.116.)
(3.116.)
Проверим несущую способность обечайки в сечении между опорами :
Условие прочности :
![]() , (3.117.)
, (3.117.)
Где К9 = 1,1 – коэффициент, учитывающий частичное заполнение жидкостью
![]() <151 МПа
<151 МПа
Условие выполняется.
Проверим несущую
способность обечайки в области опорного узла. Для этого определим параметры: ![]() =2,83
=2,83![]() (3.118.)
(3.118.)
![]() =
= ![]() (3.105)
(3.105)
Общее осевое мембранное напряжение изгиба, действующее в области опорного узла
![]() (3.119.)
(3.119.)
![]()
Условие прочности:
![]() ,(3.120.)
,(3.120.)
где ![]() - допускаемые опорные усилия от нагружения в осевом и
окружном направлениях.
- допускаемые опорные усилия от нагружения в осевом и
окружном направлениях.
 , (3.121.)
, (3.121.)
где К10 = 0,25 - коэффициент, учитывающий влияние ширины пояса опоры.
К12 = 0,84 - коэффициент, учитывающий влияние угла охвата.
![]() - предельные напряжения изгиба, МПа
- предельные напряжения изгиба, МПа
![]() , (3.122)
, (3.122)
Где ![]() и
и ![]() - коэффициенты:
- коэффициенты: ![]() =1,2 ;
=1,2 ; ![]() =1
=1
![]() =1,2
=1,2![]() , тогда
, тогда

 , где
, где
К14 = 0,46 - коэффициент, учитывающий влияние угла охвата.
К16 = 0,96 - коэффициент, учитывающий влияние расстояния до днища
К17 = 0,29 - коэффициент, учитывающий влияние ширины пояса опоры.
![]() - предельные напряжения изгиба, МН
- предельные напряжения изгиба, МН
![]() =
=![]() , где
, где ![]() = 0,52 ;
= 0,52 ; ![]() = 1 (3.123.)
= 1 (3.123.)
![]() = 0,52
= 0,52![]()
![]() =
= 
Тогда условие ![]() имеет вид
имеет вид
![]() , т.е. условие выполняется.
, т.е. условие выполняется.
Условие устойчивости:
 (3.124.)
(3.124.)
Где Fe - эффективное осевое усилие от мембранных напряжений, действующих в области опоры:
![]() , К13 = 0,17; К15 =1 (3.125.)
, К13 = 0,17; К15 =1 (3.125.)
![]() = 4047
= 4047![]()
Допускаемую осевую силу определяем по формуле:
 , где (3.126.)
, где (3.126.)
![]() - допустимая осевая сила из условия прочности, МН
- допустимая осевая сила из условия прочности, МН
![]() - допустимая осевая сила из условия устойчивости, МН
- допустимая осевая сила из условия устойчивости, МН
![]() =
=![]() (3.127.)
(3.127.)
![]() =3,14∙(0,325+(8-2)∙10-3)∙(8-2)∙10-3∙151=0,9
МН
=3,14∙(0,325+(8-2)∙10-3)∙(8-2)∙10-3∙151=0,9
МН
![]() =
=![]() (3.128.)
(3.128.)
тогда 
Допускаемый изгибающий момент определим по формуле:
 (3.129.)
(3.129.)
Где ![]() - допускаемый момент из условия прочности, МН∙м
- допускаемый момент из условия прочности, МН∙м
![]() - допускаемый момент из условия устойчивости, МН∙м
- допускаемый момент из условия устойчивости, МН∙м
![]() = 0,25∙D∙
= 0,25∙D∙![]() (3.130.)
(3.130.)
![]() = 0,25∙0,325∙0,94=0,08 МН∙м
= 0,25∙0,325∙0,94=0,08 МН∙м
![]() =
= ![]() (3.131.)
(3.131.)
![]() =
=![]()
Допускаемая поперечная сила:
 , (3.132.)
, (3.132.)
Где ![]() - допускаемая поперечная сила из условия прочности, МН
- допускаемая поперечная сила из условия прочности, МН
![]() - допускаемая поперечная сила из условия
устойчивости, МН
- допускаемая поперечная сила из условия
устойчивости, МН
![]() = 0,25∙π∙D∙(S-c)∙
= 0,25∙π∙D∙(S-c)∙![]() (3.133.)
(3.133.)
![]() = 0,25∙3,14∙0,325∙(8-2)∙10-3∙151=0,23
МН
= 0,25∙3,14∙0,325∙(8-2)∙10-3∙151=0,23
МН
![]() =
= (3.134.)
(3.134.)
![]() =
=
![]()
огда условие примет вид :
 <1
<1
Условие выполняется.
Таким образом, принятая толщина стенки кожуха обеспечит прочность и устойчивость обечайки кожуха в местах установки опор без подкладных листов.
4. Расчет и выбор стандартизированного вспомогательного оборудования
4.1. Подбор насоса
Подберем насос для подачи обводненного растворителя.
Исходные данные:
- Расход экстракта V=1,2∙10-3 м3/с
- Плотность ![]() = 850 кг/м3
= 850 кг/м3
- Вязкость ![]() = 0,65∙10-3 Па∙с
= 0,65∙10-3 Па∙с
Геометрическая высота подъема экстракта Н1 = 10м,расчет ведем согластно [11];
Общий напор, развиваемый насосами считаем так:
![]() (4.1)
(4.1)
Где Р1 и Р2 - давление в пространстве нагнетания и всасывания, Р1 = Р2
![]() - напор , затрачиваемый на создание скорости или
преодоления трения и всех местных сопротивлений.
- напор , затрачиваемый на создание скорости или
преодоления трения и всех местных сопротивлений.
![]() =
=![]()
 (4.2)
(4.2)
Где ![]() - коэффициент трения
- коэффициент трения
![]() - сумма коэффициентов всех местных сопротивлений.
- сумма коэффициентов всех местных сопротивлений.
Принимаем скорость
движения жидкости в нагнетательном трубопроводе ![]()
Тогда диаметр трубопровода:
![]() =
=![]() ;
; ![]() =
= 
Принимаем трубу ![]()
Уточняем скорость:

![]() =
= 
Величина критерия Рейнольдса:
![]() ;
; ![]() =
=![]() (4.3)
(4.3)
Принимаем шероховатость
труб ![]()
![]() , для стальных труб с незначительной
коррозией.
, для стальных труб с незначительной
коррозией.
Величины: ![]() ;
; ![]()
Имеем ![]() <
<![]() <
<![]() , т.е. течение происходит в зоне для которой
, т.е. течение происходит в зоне для которой ![]()
 (4.4)
(4.4)
Принимаем длину
трубопровода ![]() =40м
=40м
Трубопровод имеет 8 отводов с углом φ = 90˚С, 7 вентилей прямоточных и измерительную диафрагму, тогда:
![]()
![]() =
=![]()
Н=15+0,63=15,63м
Мощность потребляемая насосом.
![]() ;
; ![]() кВт
кВт
Выбираем насос НК 8/30, с характеристикой:
![]() м3/с ; Н=24м ;
м3/с ; Н=24м ; ![]() = 4 кВт; n = 48,3 с-1
= 4 кВт; n = 48,3 с-1
4.2. Подбор емкости
Подберем емкость сбора растворителя.
Необходимый объем емкости определим по формуле :
![]() , (4.5)
, (4.5)
где G = 0,4 кг/с – расход растворителя;
![]() кг/м3 – плотность раствора;
кг/м3 – плотность раствора;
![]() = 10800 с – время заполнения емкости;
= 10800 с – время заполнения емкости;
![]() = 0,8 – коэффициент заполнения.
= 0,8 – коэффициент заполнения.
![]()
Выбираем емкость [6]
диаметром D = 1800м, номинальный объем ![]() ,
,
Н=2550мм
5. Монтаж оборудования
5.1. Монтаж колонны.
5.1.1 Исходные данные
Колонна имеет диаметр 500мм и длину 13980мм, масса колонны 3640 кг. Место установки: Нижегородская область, г.Кстово, промзона, завод ОАО «ЛУКОЙЛ-Нижегороднефтеоргсинтез».
5.1.2. Выбор способа монтажа
При выборе способа монтажа колонны учитываем длительность работ и приведенные затраты.
Наиболее экономично вести подъем колонны краном способом скольжения. При подъеме аппарата способом скольжения очень мал объем подготовительных работ. Но при таком способе грузоподъемность крана должна быть больше массы аппарата, а вот высота вылета стрелы может быть меньше высоты аппарата.
Подъем колонны осуществляется краном «Камаз-JONES» грузоподъемностью 25 тонн, который обладает хорошей проходимостью и маневренностью, и может передвигаться с грузом на крюке, а удельное давление на грунт невелико.
5.1.3 Описание технологии монтажа
Перед проведением работ должна быть подготовлена монтажная площадка, изготовлены фундаменты, площадка покрыта сборными железобетонными плитами. При монтаже выполняют строповку ниже вершины аппарата за специальные монтажные упоры, но выше центра тяжести. Аппарат выкладывают относительно фундамента таким образом, чтобы точка крепления и ось фундамента находились на одной окружности описываемой стрелой крана (рисунок 5.1).
Подъем ведут в такой последовательности:
Сначала поднимают вершину аппарата при одновременном подтаскивании его нижней части лебедкой или трактором. Для обеспечения горизонтального перемещения нижняя часть укладывается на монтажные сани. Скорость подтаскивания согласовывается со скоростью подъема, чтобы грузовой полиспаст находился в вертикальном положении. Плавный переход в вертикальное положение в этом случае производят после того, как аппарат в наклонном положении устанавливают на фундамент. Перевод осуществляется с помощью тормозной системы, которая начинает работать, когда достигается неустойчивое равновесие аппарата. После установки колонны на фундамент, производится нивелировка и окончательная выверка вертикального положения колонны и крепление его к основанию анкерными шпильками. Вертикальность колонны выверяют по уровню или отвесу.
5.1.4 Характеристика применяемого грузоподъемного оборудования и такелажной оснастки
Для монтажа колонны выбираем кран марки «Камаз-JONES» со следующими характеристиками:
- максимальный вылет стрелы – 28 метров;
- высота стрелы – 20 метров;
- грузоподъемность – 25 тонн.
При монтаже колонны использовались троса марки ТК 6x61 со следующими характеристиками:
- диаметр – 12 мм;
- площадь сечения – 564,9 мм2 ;
- разрывное усилие – 11350 кг.
Соответствие между вылетом стрелы, грузоподъемностью и радиусом приведены в таблице 5.1.
5.2. Монтаж теплообменника
Теплообменный аппарат устанавливают на фундамент, который представляет из себя два железобетонных столба с анкерными болтами под опоры.
Теплообменник устанавливают на подвижную и неподвижную опору, поэтому болты перемещаются в овальном отверстии подвижной опоры в направлении температурного удлинения аппарата. Гайки на болтах не затягивают на 1÷2 мм, чтобы аппарат мог свободно перемещаться в горизонтальной плоскости [18].
Монтаж теплообменника осуществляется с помощью крана «Камаз-JONES». Вертикальность аппарата выверяют по уровню или отвесу, а горизонтальность только по отвесу. Чтобы исключить влияние местных неровностей корпуса на качество выверки, уровень следует прикладывать к привалочным поверхностям фланцев корпуса или в нескольких местах к корпусу [18].
После установки и выверки производят контрольную разборку аппарата. При этом проверяют наличие прокладок, комплектность съемных деталей, правильность их взаимного расположения, наличие зазоров, расстояния мест вальцовки труб в трубных решетках.
При гидравлическом испытании контролируется плотность соединений и прочность аппарата.
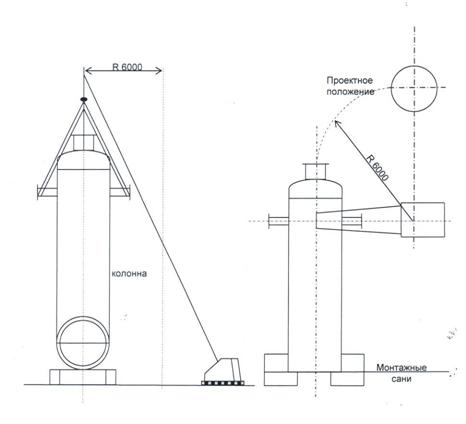
Рисунок 5.1. Схема монтажа колонны
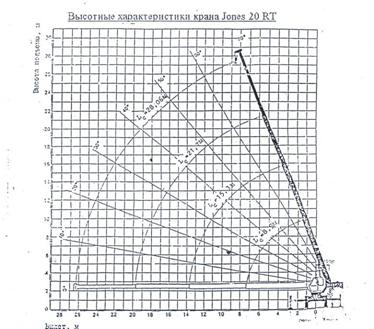
Рис.5.2 Высотные характеристики крана Jones 20 RT
6. Ремонт оборудования
6.1. Годовой график ППР
Годовой график ППР блока регенерации представлен в таблице 6.1.
6.2. Ремонт колонны
6.2.1 Подготовка колонны к ремонту
Перед началом ремонта полностью отключаются аппараты и трубопроводы установки от рабочей части схемы цеха. Остановку колонны осуществляет эксплуатационный персонал. Колонна пропаривается паром, а затем продувается инертным газом.
Отключение колонны от коммуникаций заглушками производит ремонтный персонал согласно соответствующей в цехе схеме установки заглушек под руководством начальника цеха. После подготовительных операций (пропарка, промывка) открываются люки колонны. Люки нужно открывать в строгой последовательности, начиная с верхнего когда колонна находится под паром, для предотвращения тока воздуха через колонну при одновременном открытии нижнего и верхнего люков. После пропаривания колонна промывается водой и проветривается. Проветривание необходимо для охлаждения колонны и доведения концентрации продуктов в ней до допустимых санитарных норм. После окончания проветривания нужно провести анализ проб воздуха, взятых из колонны на разных высотных отметках. К работам внутри колонны разрешается приступить только тогда, когда анализ покажет, что концентрация вредных газов и паров не превышает предельно допустимых санитарных норм.
Перед проведением капитального ремонта до остановки агрегата, механик цеха или мастер по ремонту оборудования, выполняющий ремонт, обязан составить дефектную ведомость, которая должна отвечать типовым объемам работ. Подготовленный к ремонту аппарат принимает механик цеха от начальника смены по акту передачи оборудования в ремонт. Перед проведением такого ремонта, за сутки до начала работ механик цеха обязан письменно поставить в известность начальника цеха в необходимости остановки и подготовки аппарата к ремонту в указанное и согласованное время с начальником цеха сроком. Выполнение работ фиксируется механиком в ремонтном журнале.
6.2.2 Текущий ремонт
В ходе выполнения текущего ремонта колонны производятся следующие виды работ:
- наружный осмотр аппарата;
- частичная смена шпилек и гаек;
- ремонт изоляции аппарата.
6.2.3 Капитальный ремонт колонны
Царговые колонны при капитальном ремонте демонтируются на отдельные царги, демонтируются внутренние устройства колонны(тарелки), производится чистка колпачков, при необходимости производится полная замена колпачков, при сильном износе производится полная замена тарелки.
Ремонт колонны заканчивается ее испытанием. При гидравлическом испытании колонна заполняется водой при открытой воздушке, установленной в верху колонны. Появление воды в воздушке свидетельствует о заполнении колонны. После закрытия воздушки давление в колонне медленно повышают до контрольной величины. При этом давлении аппарат выдерживается 5 минут, затем давление снижают до рабочего. Аппарат считается выдержавшим гидроиспытание если не обнаружено:
а) течи, трещин, потения в сварных швах и на основном металле;
б) течи в фланцевых соединениях;
в) видимых остаточных деформаций;
г) падения давления по манометру.
ГРАФИК ППР
|
Наименование Оборудования, номер позиции на технологической схеме |
Дата и вид последнего ремонта (КР) | Нормативы ресурса между ремонтами и ТО, час | Нормативы простоя в ремонте и ТО, час | График ремонтов и ТО | Годовой простой в ремонте и ТО, час | Годовой фонд рабочего времени, часы | |||||||||||||||
| январь | февраль | март | апрель | май | июнь | июль | август | сентябрь | октябрь | ноябрь | декабрь | ||||||||||
| КР | ТР | ТО | КР | ТР | ТО | ||||||||||||||||
| Ректификационная колонна К-8 | 29.04.06 | 69120 | 2880 | - | 240 | 48 | - | - | - | - | тр | - | - | - | тр | - | - | - | тр | 144 | 8496 |
| Дренажная емкость Е-10 | 29.04.06 | 69120 | 2880 | - | 240 | 48 | - | - | - | - | тр | - | - | - | тр | - | - | - | тр | 144 | 8496 |
| Емкость исх раствора Е-7а | 29.04.06 | 51840 | - | 2160 | 96 | - | 18 | - | - | то | - | - | то | - | - | то | - | - | то | 72 | 8566 |
| Емкость растворителя Е-6 | 29.04.06 | 51840 | - | - | 54 | 8 | - | - | тр | - | тр | - | тр | - | тр | - | тр | - | тр | 48 | 8596 |
|
Теплообменник Т-18, 20 |
29.04.06 | 51840 | - | - | 54 | 8 | - | - | тр | - | тр | - | тр | - | тр | - | тр | - | тр | 48 | 8596 |
| Насос подачи исходной смеси Н-12 (Н-13) | 29.04.06 | 17280 | 1440 | - | 48 | 8 | - | - | - | - | тр | - | - | - | тр | - | - | - | тр | 24 | 8596 |
| Насос подачи флегмы Н-10 | 29.04.06 | 17280 | - | - | - | тр | - | - | - | тр | - | - | - | тр | 24 | 8596 | |||||
| Насос дренажный Н-9 | 29.04.06 | 17280 | - | - | - | тр | - | - | - | тр | - | - | - | тр | 24 | 8596 |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
6.3. Ремонт теплообменника
6.3.1 Характеристика дефектов
В процессе длительной работы теплообменный аппарат подвергается загрязнению и износу. Поверхность теплообменника покрывается накипью и маслом.
С увеличением отложений возрастает термическое сопротивление стенки и ухудшается теплообмен.
Износ теплообменного аппарата выражается в следующем:
1) уменьшение толщины стенки корпуса, днища, трубных решеток;
2) выпучины и вмятины на корпусе и днищах;
3) свищи, трещины, прогары на корпусе, трубках и фланцах;
4) увеличение диаметра отверстий для труб в трубной решетке;
5) прогиб трубных решеток и деформация трубок;
6) нарушение термоизоляции.
6.3.2 Подготовка теплообменника к ремонту
Подготовка к ремонту включает в себя выполнение следующих мероприятий:
- снижают избыточное давление до атмосферного и аппарат освобождается от продукта;
- отключается арматура и ставятся заглушки на всех проводящих и отводящих трубопроводах;
- проводится продувка водяным паром с последующей промывкой водой и продувкой воздухом;
- выполняется анализ на наличие ядовитых и взрывоопасных продуктов;
- составляется акт сдачи в ремонт.
6.3.3 Текущий ремонт теплообменника
При текущем ремонте выполняются следующие виды работ:
а) снимается крышка с распределительной камеры для проверки исправности перегородки;
б) производится ревизия запорной арматуры;
в) частичная замена изоляции.
6.3.4 Капитальный ремонт теплообменника
При капитальном ремонте выполняются следующие виды работ:
1) работы выполняемые при текущем ремонте;
2) выявление дефектов вальцовки и сварки гидравлическим испытанием на рабочее давление;
3) частичная смена или отключение дефектных трубок, крепление труб вальцовкой или сваркой, для чего извлекают трубный пучок из корпуса теплообменного аппарата с помощью тракторной лебедки и автомобильного крана.
Демонтаж производится в следующей последовательности:
- снимаются крышки теплообменного аппарата;
- проводится предварительный сдвиг трубчатки;
- тракторной лебедкой трубный пучок извлекается из аппарата;
- при помощи хомутов и стропов трубчатка подвешивается к крюку автомобильного крана, который после окончательного извлечения трубного пучка опускает его на прицеп для транспортировки на место очистки и ремонта. При ремонте трубного пучка допускается установка пробок на 15% трубок. Применение бывших в употреблении трубок допускается , если они потеряли вследствие износа не более 30% первоначального веса.
4) Чистка внутренней поверхности корпуса аппарата и его дефектация. Корпус аппарата, имеющий различные выпучены и вмятины выправляется ударами кувалды по медной прокладке. Если невозможно устранить указанные выше дефекты ударами и нагревом, то поврежденные участки удаляются или на них ставят накладки. Свищи и трещины устраняются путем заварки или постановкой накладок с предварительным удалением дефектного участка. При помощи цветной дефектоскопии определяют протяженность и положение концов трещин, обнаруженных в корпусе. Эти концы до заварки засверливаются сверлами диаметром 3÷5 мм. Несквозные трещины глубиной не более 0,4 толщины стенки разделываются под заварку односторонней вырубкой на максимальную глубину трещины со снятием кромок под углом 50-60˚. При трещине более 100мм сварку проводят обратноступенчатым методом. Сквозные и несквозные трещины глубиной более 0,4 толщины стенки разделывают на всю толщину вырубкой зубилом или газорезкой. При появлении гнездообразных трещин поврежденные места вырезаются и закрываются заплатами без острых углов. Заплаты ввариваются заподлицо с основным металлом. Площадь заплаты не должна превышать 1/3 площади листа аппарата.
Чистка межтрубного пространства осуществляется химическим методом без вскрытия и разборки теплообменника 5-15% раствором соляной кислоты с добавкой ингибитора. По окончании ремонта проводится гидроиспытание.
7. Технология изготовления фланца
Исходные данные:
Рабочий чертеж детали.
Материал детали – сталь ВСт 3 сп
Заготовка – листовой прокат.
Маршрут изготовления фланца приведен на чертеже. Припуск на размеры заготовки фланца составляет 10 мм.
Определение режимов наружного продольного точения с ø470 до ø460 мм.
Величину подачи определяем в соответствии с рекомендациями при черновом точении в зависимости от глубины резания и диаметра детали. Глубина резания t =
2 мм. Принимаем подачу S = 1,1 мм/об.
Скорость резания определяем по формуле :
![]() ,
,
где ![]()
![]()
![]()
![]() = 340 - коэффициент
= 340 - коэффициент
x = 0,15 - коэффициент
y = 0,45 – коэффициент
Т= 60 мин – среднее значение стойкости режущего инструмента
m = 0,2 - коэффициент
![]() - общий поправочный коэффициент на скорость резания
- общий поправочный коэффициент на скорость резания
![]() =
= ![]()
Для расчетов ![]() можно применить :
можно применить : ![]() ≈1
≈1
тогда ![]() =
=![]() м/мин
м/мин
Частота вращения заготовки определяется по формуле :
n= ![]() , где
, где
D = 470 мм – диаметр обрабатываемой поверхности.
Подставляем численные значения, получим :
n = ![]() об/мин
об/мин
Определяем тангенциальную составляющую усилия резания по формуле:
![]() , где
, где
Cp = 300 – коэффициент
x = 1,0 – коэффициент
y = 0,75 – коэффициент
n = - 0,15 – коэффициент
Kp - общий поправочный коэффициент на скорость резания
![]() Kp =
Kp =![]() ,
,
где ![]() = 0,98
= 0,98
![]() = 1,15 коэффициент, учитывающий влияние геометрических
= 1,15 коэффициент, учитывающий влияние геометрических
![]() = 1 параметров режущей
части инструмента на усилие резания.
= 1 параметров режущей
части инструмента на усилие резания.
![]() = 1
= 1
![]() -коэффициент, учитывающий влияние механических свойств
обрабатываемого материала на усилие резания.
-коэффициент, учитывающий влияние механических свойств
обрабатываемого материала на усилие резания.
![]() =
=![]()
![]() =
=![]()
Кp = 0,86∙0,98∙1,15∙1∙1=0,97
![]()
![]()
![]()
![]() = 10∙300∙21∙1,10,75∙129-0,15∙0,97=2989,15Н
= 10∙300∙21∙1,10,75∙129-0,15∙0,97=2989,15Н
Мощность резания N, кВт, определяется по формуле: N = ![]()
N = ![]() кВт
кВт
Необходимая мощность на приводе станка определяется по формуле:
Nст =![]() , где η = 0,85 – КПД привода
станка.
, где η = 0,85 – КПД привода
станка.
Nст = ![]() кВт.
кВт.
По справочнику в зависимости от мощности привода и размеров заготовки подбираем станок токарно-винторезный модели 16 К 25, с мощностью эл. двигателя главного привода 11 кВт.
Расчет технической нормы времени.
Штучное время для нашей операции определяется по формуле :
![]() , где
, где
![]() - время оперативное, мин
- время оперативное, мин
![]() - процент от оперативного времени, выражающий время технического
обслуживания
- процент от оперативного времени, выражающий время технического
обслуживания
![]() = (0,8 ÷ 2,5)%
= (0,8 ÷ 2,5)% ![]()
![]() - процент от оперативного времени, выражающий время
организационного обслуживания рабочего времени,
- процент от оперативного времени, выражающий время
организационного обслуживания рабочего времени, ![]() =(2÷13) %
=(2÷13) % ![]() ;
;
![]() - процент от оперативного времени, выражающий время
перерывов на отдых,
- процент от оперативного времени, выражающий время
перерывов на отдых,
![]() =(4 ÷ 6)%
=(4 ÷ 6)% ![]() .
.
На основе рекомендации принимаем:
![]() =1,5% ;
=1,5% ; ![]() =8 % ;
=8 % ; ![]() = 4,5 %.
= 4,5 %.
Время оперативное определяется по формуле :
![]()
![]()
Где ![]() - основное время, затраченное на изготовление детали,
мин
- основное время, затраченное на изготовление детали,
мин
![]() -вспомогательное время, вспомогательные действия
рабочего непосредственно связанные с основной работой.
-вспомогательное время, вспомогательные действия
рабочего непосредственно связанные с основной работой.
![]() =
=![]() , где L =
32мм – ширина обрабатываемой поверхности
, где L =
32мм – ширина обрабатываемой поверхности
![]() = 5 мм – величина врезания и перебега инструмента.
= 5 мм – величина врезания и перебега инструмента.
n = 88 об/мин – число оборотов
S= 1,1- мм/об – подача
Тогда получим: ![]() =
=![]() мин
мин
На основе проверочных данных вспомогательное время на весь комплекс действий для обработки заготовки на токарно-винторезном станке 16К25 составляет:
![]() =5 мин
=5 мин
Тогда оперативное время составляет :
![]() =5 + 0,38 = 5,38 мин.
=5 + 0,38 = 5,38 мин.
Определим штучное время для данной операции:
![]() = 5,38
= 5,38![]() мин
мин
Заключение
В проекте разработано основное оборудование блока регенерации растворителя установки депарафинизации масел колонна и теплообменник. В колонне взамен S-образных тарелок использованы колпачковые тарелки с повышенным КПД, кроме того, с переходом на двухгодичный цикл работы оборудования, увеличивается количество рабочих дней, что позволило увеличить выпуск готовой продукции с 175712 т/год до 183396 т/год.
Принятые в проекте решения подтверждены технологическими и прочностными расчетами.
Экономические расчеты показали целесообразность замены изношенного оборудования: себестоимость снизилась с 3830 руб/тон до 3710 руб/тон; уровень рентабельности увеличился с 30,5% до 34,7% (на 4,2%). Годовая прибыль выросла на 30997 тыс. руб., при сроке окупаемости капитальных вложений в течение одного года.
Принятые в проекте решения подтверждены технологическими и прочностными расчетами. Экономические расчеты показали целесообразность модернизации: снизилась себестоимость продукции, срок окупаемости составил 1,0 год;
Годовая прибыль выросла на 30997 тыс. рублей.
СПИСОК ЛИТЕРАТУРНЫХ ИСТОЧНИКОВ
1. Гальперин Н.И. Основные процессы и аппараты химической технологии. - М.: Химия, 1981. - 812 с.
2. Основные процессы и аппараты химической технологии: Пособие по
проектированию / Под ред. Ю.И.Дытнерского. - М.: Химия, 1991.- 494 с.
3. Примеры и задачи по курсу "Машины и аппараты химических
В.М. Ульянова; НГТУ Н.Новгород, 2003. - 391с.
4. Саблина З И. Состав и химическая стабильность моторных топлив. М. Химия. 1972 г -277с.
5.Генкин А. Э. Оборудование химических заводов. Учебное пособие. - М.:
Высшая школа . 1986. - 280 с.
6. Дытнерский Ю,М. Процессы и аппараты химической технологии. Ч.2 Массообменные процессы и аппараты. - М.: Химия, 1995.
7. Плановский А, Н, Рамм В. Н., Коган С. З. Процессы и аппараты химической технологии. Учебник для вузов 3 изд. М. Химия 1987г. 496 с.
8. Павлов К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу
процессов и аппаратов химической технологии. - Л.: Химия, 1981. - 560 с.
9. Лащинский А.А. Конструирование сварных химических аппаратов:
Справочник. - Л.: Машиностроение, 1981. - 382 с.
10. ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчёта на
прочность.
11. ГОСТ 24755-89.Сосуды и аппараты. Нормы и методы расчёта на
прочность укрепления отверстий.
12. ГОСТ 24756-81. Сосуды и аппараты. Нормы и методы расчёта на
прочность. Определение расчётных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий.
13. ОСТ 26-291-94. Сосуды и аппараты стальные сварные.
Общие технические условия.
е.Общие технические условия.
14. ОСТ 26-373-78. Нормы и методы расчёта на прочность фланцевых
соединений сосудов и аппаратов.
15. Дятлов В.Н. Коррозионная стойкость металлов и сплавов: Справ. - М.:
Машиностроение, 1984. - 352 с.
16. Система технического обслуживания и ремонта оборудования
предприятий химической промышленности. - М.: Химия, 1986. - 352 с.
17. Гальперин М.И., Артемьев В.И., Местечкин Л.М. Монтаж
технологического оборудования нефтеперерабатывающих заводов. - М.:
Стройиздат, 1982. - 352 с.
нефтеперерабатывающих заводов. - М.: Химия, 1988.
19. Справочник технолога-машиностроителя. - М.: Машиностроение,
1985. - 496 с.
18. Фарамазов С.А. Ремонт и монтаж оборудования химических и
нефтеперерабатывающих заводов. - М.: Химия, 1988.
19. Справочник технолога-машиностроителя. - М.: Машиностроение,
1985. - 496 с.
20. Автоматизация технологических процессов.- М.: Химия, 1988. - 382с
21. Технологическая схема установки 39/2 с автоматизацией процесса
ОАО "ЛУКОЙЛ-Нижегороднефтеоргсинтез"
22. ГОСТ 12.0.003-74. Система стандартов безопасности труда. Опасные,
вредные производственные факторы. Классификация. - М.: Издательство стандартов, 1974.
23. Регламент установки. ПЛАС. Технологическая карта. Материалы
преддипломной практики. Основная часть расчётно-пояснительной
записки к дипломному проекту.
24. СНиП 2.04.09-84. Пожарная автоматика зданий и сооружений. – М.:
ЦИТП Госстроя СССР, 1985.
25. ГОСТ 12.1.007-76. Вредные вещества. Классификация и общие
требования безопасности. - М.: Изд-во стандартов, 1976.
26. Лазарев Н.В. Вредные вещества в промышленности. – Л.: Химия, 1976.
27. Средства индивидуальной защиты: Справ. / Под ред. Каминского С.Л.
Л.: Химия, 1989.
28. Сафонова Н.А. Спецодежда и спецобувь. – М.: Химия, 1984.
29. ГОСТ 12.10.05-88. Система стандартов безопасности труда. Общие
требования к воздуху рабочей зоны. - М.: Изд-во стандартов,1988.
30. Методические указания по выполнению расчетной части раздела "Охрана
труда" в дипломных проектах. Ч.1 и 2 / ГПИ. Горький:, 1983 (4).
31. СНиП 2.04.05-91. Отопление, вентиляция и кондиционирование. – М.: ГП
ЦПП, 1994.
32. ГОСТ 12.1.003-83. Шум. Общие требования безопасности. – М.: Изд-во
стандартов, 1983.
33. ГОСТ 12.1.012-90. Вибрационная безопасность. Общие требования. – М.:
Изд-во стандартов, 1990.
34. СНиП 23-05-95. Естественное и искусственное освещение. – М.:
Минстрой России, 1995.
35. Правила устройства электроустановок. (ПУЭ). – М.: Энергоатомиздат,
1985.
36. Статическое электричество в химической промышленности / Под ред.
Сажина Б.И. – Л.: Энергия, 1977.
37. Правила защиты от статического электричества в производствах
химической, нефтяной и нефтеперерабатывающей промышленности. –
М.: Химия, 1973.
38. Инструкция по проектированию и устройству молниезащиты зданий и
сооружений (РД 34.12.122-87). – М.: Госстрой, 1983.
39. Баратов А.Н., Иванов Е.Н. Пожаротушение на предприятиях химической и нефтеперерабатывающей промышленности. – М.: Химия, 1979.
40. Правила устройства и безопасной эксплуатации сосудов, работающих
под давлением. (ПБ 10-115-96). – М.: ПИО ОБТ, 1996.
41. Пожарная опасность веществ и материалов, применяемых в химической промышленности. Справ. / Под ред.Рябова И.В. - М.: Химия, 1970.
42. Справочник нефтепереработчика. / Под ред. Ластовкина Г.А., Радченко
Е.Д., Рудина М.Г. - Л.: Издательство Химия, 1986.
43. ГОСТ 12.1.011-78. Смеси взрывоопасные. Классификация. – М.: Изд-во
стандартов, 1978.
44. НПБ 105-95. Определение категорий зданий и помещений по
взрывопожарной опасности. - М.: Главное управление Государственной
противопожарной службы МВД России, 1996.
45. Строительные нормы и правила. Нормы проектирования.
Противопожарные нормы. (СНиП 2-01.02-85). – М.: ЦИТП Госстроя
СССР, 1986.
46. Торочешников Н.С. и др. Техника защиты окружающей среды. – М.:
Химия, 1981.
47. Атаманюк В.Г., Ширшев Л.Г., Акимов Н.И. Гражданская оборона. – М.: Высшая школа, 1986.
48. Тихомиров М.И. Гражданская оборона предприятий химической
промышленности. – М.: НИИТЭХИМ, 1970.
49. СНиП II-11-77 . Защитные сооружения гражданской обороны. – М.:
ЦИТП Госстроя СССР, 1985.
50. Методические указания по выполнению организационно-экономической части дипломных проектов конструкторского направления для студентов спец. 170500 всех форм обучения / НГТУ; Сост.: Л.Е. Зимина и др. Н.Новгород, 2002. - 14 с.
51. Калькуляция продукции установки39/2 и её экономические показатели
ОАО "ЛУКОЙЛ-Нижегороднефтеоргсинтез"
52. Колонные аппараты: Каталог / ЦИНТИхимнефтемаш, М., 1978. - 30 с.
53. Стандартные, кожухотрубчатые теплообменные аппараты общего
назначения: Каталог / ЦИНТИхимнефтемаш, М., 1978. - 14 с.
54. Стандарт предприятия. Проекты (работы) дипломные и курсовые. Общие требования к оформлению пояснительных записок и чертежей. СТП 1-У НГТУ-04 / НГТУ Н.Новгород, 2004. - 25с.
55. Попова Г.Н., Алексеев С.Ю. Машиностроительное черчение. Справ. -
СПб.: Политехника, 1999. - 453 с.
56. ГОСТ 2.001-93 ЕСКД. Общие положения.
57. ГОСТ 2.105-95 ЕСКД. Общие требования к тестовым документам.
58. Дипломные проекты конструкторского направления: Метод. указания по дипломному проектированию для студентов спец. 170500 всех форм обучения / НГТУ; Сост.: А.И. Пронин и др. Н.Новгород, 2004. - 43 с.
![]() , где
, где
С1П = 3,83 тыс.руб. Себестоимость единицы продукции по Аналгу, тыс.руб.;
С2n = 3,71 тыс.руб. Себестоимость единицы продукции по проекту, тыс.руб.;
В2 = 183369 т/год – выпуск готовой продукции по проекту, тыс.руб.
![]() тыс.руб.
тыс.руб.
В период капитального ремонта смонтированы новые тарелки в К-8, теплообменник с У-образными трубками, новые киновские сборки, общей стоимостью капитальных затрат – 2703,96 тыс.руб.
Определим ориентировочным экономическим расчетом окупаемости предполагаемых капитальных вложений, Ток, лет по формуле:
![]()
 1 год
1 год
Срок окупаемости в течение 1 года. Приведенные показатели свидетельствуют о целесообразности и эффективности предлагаемой модернизации
1. Описание технологии производства и конструкций разрабатываемого оборудования
В дипломном проекте были разработаны два аппарата: ректификационная колонна и теплообменник с U-образными трубками.
1.1. Устройство и принцип работы колонны
Тарельчатый колонный аппарат (см. чертеж БРР 01.00.000.СБ) состоит из вертикального корпуса, эллиптического днища, крышки и жестко скрепленной с корпусом опорной обечайки цилиндрической формы. Обводненный растворитель подается на 17-ю тарелку кетоновой колонны К-8. В низ колонны подается острый пар. С верха колонны К-8 пары растворителя со следами воды конденсируются и охлаждаются в конденсаторе – холодильнике Т-17(Т-20). Затем охлажденный конденсат направляется в емкость Е-6 для дальнейшего использования. Вода из нижней части колонны К-8, содержащая следы растворителя, дренируется автоматически в ПЛК.
![]() 2.2.Устройство и принцип работы теплообменника
2.2.Устройство и принцип работы теплообменника
Теплообменник типа U (см. чертеж БРР 03.00.000.CБ) состоит из кожуха и трубного пучка. Трубная решетка соединена фланцевым соединением с кожухом и распределительной камерой. Камера закрыта эллиптической крышкой. При нагревании трубки удлиняются за счет U-образного исполнения.
Теплообменник нагрева исходной смеси работает следующим образом : пар через штуцер проступает в трубное пространство теплообменника, по мере продвижения по трубам пар нагревает исходный раствор который подается в межтрубное пространство. Нагретый исходный раствор выходит из теплообменника и направляется в колонну.
2.4. Выбор конструкционных материалов
В качестве конструкционных материалов для изготовления аппаратов выбираем листовой прокат, а для изготовления патрубков – трубный прокат.
Основным критерием при выборе конструкционного материала для химической аппаратуры является его химическая и коррозионная стойкость в рабочей среде. Наряду с этим к конструкционным материалам одновременно предъявляются требования высокой механической прочности, жаростойкости, сохранение пластичных свойств при высоких и низких температурах. Необходимо также учитывать физические свойства материалов (теплопроводность, линейное температурное расширение), а также некоторые другие соображения технико-экономического порядка, такие как дефицитность, стоимость материала. Также должна обеспечиваться хорошая свариваемость материалов.
Среда в колонне – обводненный растворитель (ацетон), температура рабочей среды 100˚С, давление - 0,7 МПа. В теплообменнике – в трубном пространстве пар, в межтрубном обводненный растворитель, которые малоагрессивны.
Выбираем материал для изготовления аппаратов в целом – сталь ВСт 3сп по ГОСТ 380-71. Эта сталь хорошо свариваемая, обладает хорошей коррозионной стойкостью в данной среде. Способ сварки для днищ с обечайкой - стыковкой с двухсторонним сплошным проваром, выполненными автоматической сваркой. Материал проволоки Св-08 по ГОСТ 2246-70, марка флюса АН-348 по ГОСТ 9087- 69 .
Для сварки патрубков, фланцев к корпусу аппарата способ сварки тавровый, вручную электродуговой сваркой. Так электродов Э 42 по ГОСТ 0467-70. Крепежные детали для фланцевых соединений по ГОСТ 7798-70, гайки по ГОСТ 5915-70. Материал сталь 35.
6. Ремонт оборудования
6.1. Годовой график ППР
Годовой график ППР блока регенерации представлен в таблице 8.1.
6.2. Ремонт колонны
6.2.1 Подготовка колонны к ремонту
Перед началом ремонта полностью отключаются аппараты и трубопроводы установки от рабочей части схемы цеха. Остановку колонны осуществляет эксплуатационный персонал. Колонна пропаривается паром, а затем продувается инертным газом.
Отключение колонны от коммуникаций заглушками производит ремонтный персонал согласно соответствующей в цехе схеме установки заглушек под руководством начальника цеха. После подготовительных операций (пропарка, промывка) открываются люки колонны. Люки нужно открывать в строгой последовательности, начиная с верхнего когда колонна находится под паром, для предотвращения тока воздуха через колонну при одновременном открытии нижнего и верхнего люков. После пропаривания колонна промывается водой и проветривается. Проветривание необходимо для охлаждения колонны и доведения концентрации продуктов в ней до допустимых санитарных норм. После окончания проветривания нужно провести анализ проб воздуха, взятых из колонны на разных высотных отметках. К работам внутри колонны разрешается приступить только тогда, когда анализ покажет, что концентрация вредных газов и паров не превышает предельно допустимых санитарных норм.
Перед проведением капитального ремонта до остановки агрегата, механик цеха или мастер по ремонту оборудования, выполняющий ремонт, обязан составить дефектную ведомость, которая должна отвечать типовым объемам работ. Подготовленный к ремонту аппарат принимает механик цеха от начальника смены по акту передачи оборудования в ремонт. Перед проведением такого ремонта, за сутки до начала работ механик цеха обязан письменно поставить в известность начальника цеха в необходимости остановки и подготовки аппарата к ремонту в указанное и согласованное время с начальником цеха сроком. Выполнение работ фиксируется механиком в ремонтном журнале.
6.2.2 Текущий ремонт
В ходе выполнения текущего ремонта колонны производятся следующие виды работ:
- наружный осмотр аппарата;
- частичная смена шпилек и гаек;
- ремонт изоляции аппарата.
6.2.3 Капитальный ремонт колонны
Царговые колонны при капитальном ремонте демонтируются на отдельные царги, демонтируются внутренние устройства колонны(тарелки), производится чистка колпачков, при необходимости производится полная замена колпачков, при сильном износе производится полная замена тарелки.
Ремонт колонны заканчивается ее испытанием. При гидравлическом испытании колонна заполняется водой при открытой воздушке, установленной в верху колонны. Появление воды в воздушке свидетельствует о заполнении колонны. После закрытия воздушки давление в колонне медленно повышают до контрольной величины. При этом давлении аппарат выдерживается 5 минут, затем давление снижают до рабочего. Аппарат считается выдержавшим гидроиспытание если не обнаружено:
а) течи, трещин, потения в сварных швах и на основном металле;
б) течи в фланцевых соединениях;
в) видимых остаточных деформаций;
г) падения давления по манометру.
6.3. Ремонт теплообменника
6.3.1. Характеристика дефектов
В процессе длительной работы теплообменный аппарат подвергается загрязнению и износу. Поверхность теплообменника покрывается накипью и маслом.
С увеличением отложений возрастает термическое сопротивление стенки и ухудшается теплообмен.
Износ теплообменного аппарата выражается в следующем:
1) уменьшение толщины стенки корпуса, днища, трубных решеток;
2) выпучины и вмятины на корпусе и днищах;
3) свищи, трещины, прогары на корпусе, трубках и фланцах;
4) увеличение диаметра отверстий для труб в трубной решетке;
5) прогиб трубных решеток и деформация трубок;
6) нарушение термоизоляции.
6.3.2 Подготовка теплообменника к ремонту
Подготовка к ремонту включает в себя выполнение следующих мероприятий:
- снижают избыточное давление до атмосферного и аппарат освобождается от продукта;
- отключается арматура и ставятся заглушки на всех проводящих и отводящих трубопроводах;
- проводится продувка водяным паром с последующей промывкой водой и продувкой воздухом;
- выполняется анализ на наличие ядовитых и взрывоопасных продуктов;
- составляется акт сдачи в ремонт.
6.3.3 Текущий ремонт теплообменника
При текущем ремонте выполняются следующие виды работ:
а) снимается крышка с распределительной камеры для проверки исправности перегородки;
б) производится ревизия запорной арматуры;
в) частичная замена изоляции.
6.3.4 Капитальный ремонт теплообменника
При капитальном ремонте выполняются следующие виды работ:
1) работы выполняемые при текущем ремонте;
2) выявление дефектов вальцовки и сварки гидравлическим испытанием на рабочее давление;
3) частичная смена или отключение дефектных трубок, крепление труб вальцовкой или сваркой, для чего извлекают трубный пучок из корпуса теплообменного аппарата с помощью тракторной лебедки и автомобильного крана.
Демонтаж производится в следующей последовательности:
- снимаются крышки теплообменного аппарата;
- проводится предварительный сдвиг трубчатки;
- тракторной лебедкой трубный пучок извлекается из аппарата;
- при помощи хомутов и стропов трубчатка подвешивается к крюку автомобильного крана, который после окончательного извлечения трубного пучка опускает его на прицеп для транспортировки на место очистки и ремонта. При ремонте трубного пучка допускается установка пробок на 15% трубок. Применение бывших в употреблении трубок допускается , если они потеряли вследствие износа не более 30% первоначального веса.
4) Чистка внутренней поверхности корпуса аппарата и его дефектация. Корпус аппарата, имеющий различные выпучены и вмятины выправляется ударами кувалды по медной прокладке. Если невозможно устранить указанные выше дефекты ударами и нагревом, то поврежденные участки удаляются или на них ставят накладки. Свищи и трещины устраняются путем заварки или постановкой накладок с предварительным удалением дефектного участка. При помощи цветной дефектоскопии определяют протяженность и положение концов трещин, обнаруженных в корпусе. Эти концы до заварки засверливаются сверлами диаметром 3÷5 мм. Несквозные трещины глубиной не более 0,4 толщины стенки разделываются под заварку односторонней вырубкой на максимальную глубину трещины со снятием кромок под углом 50-60˚. При трещине более 100мм сварку проводят обратноступенчатым методом. Сквозные и несквозные трещины глубиной более 0,4 толщины стенки разделывают на всю толщину вырубкой зубилом или газорезкой. При появлении гнездообразных трещин поврежденные места вырезаются и закрываются заплатами без острых углов. Заплаты ввариваются заподлицо с основным металлом. Площадь заплаты не должна превышать 1/3 площади листа аппарата.
Чистка межтрубного пространства осуществляется химическим методом без вскрытия и разборки теплообменника 5-15% раствором соляной кислоты с добавкой ингибитора. По окончании ремонта проводится гидроиспытание.
| Расчет тарельчатой ректификационной колонны для разделения бинарной ... | |
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФГУ ВПО "ОМКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ" им. Ф. М. Достоевского Кафедра химической технологии ... Дефлегматор, предназначенный для конденсации паров и подачи орошения (флегмы) в колонну, представляет собой кожухотрубчатый теплообменник, в межтрубном пространстве которого обычно ... Для интенсификации массообмена и повышения эффективности разделения были предложены аппараты, работающие на принципе использования центробежной силы (колонны с вращающейся трубой ... |
Раздел: Рефераты по химии Тип: курсовая работа |
| Теплообменные аппараты | |
|
СОДЕРЖАНИЕ: Введение 1. Теплообменники производителя "Риден" 1. 1. Принципиальная структура пластинчатого теплообменника 1.2. Сравнение пластинчатых ... Стоимость замены уплотнений колеблется в пределах 15-25% от стоимости пластинчатого теплообменника, что экономнее аналогичного процесса замены латунной трубной группы в ... Соединение кассет с фронтальным фланцем кожуха осуществляется посредством сварки по периметру каждой кассеты с кассетной плитой, аналогично соединению труб с трубной плитой в ... |
Раздел: Промышленность, производство Тип: реферат |
| Проектирование цеха ремонта поршневых компрессоров | |
|
1. Укрупненный расчет механического цеха. 1. Исходные данные для проектирования: а) Задание на проектирование с указанием объекта производства и ... текущий ремонт (ТР) - 6, продолжительность отстаивания в цилиндре со слоем воды h ,соответствующая заданному эффекту осветления, h = 0,5 м, = 130 с. Значение комплекса (М*Н/ * *(МН/h )n) принимаем по ... |
Раздел: Рефераты по технологии Тип: реферат |
| Проект разбуривания участка в районе деятельности БП "ТЮМЕНБУРГАЗ ... | |
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ КАФЕДРА БУРЕНИЯ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН ... Выбираем предварительно тип СБТ-ТДПВ 127х9, трубы группы прочности "Д" - бурильные трубы с приварными замками диаметром 127 мм, толщиной стенки трубы 9 мм. Для предупреждения аварий, связанных с износом устьевой части колонны, можно, например, устанавливать толстостенные трубы (из трубных заготовок). |
Раздел: Рефераты по геологии Тип: дипломная работа |
| Анализ мероприятий, направленных на повышение экономической ... | |
|
СОДЕРЖАНИЕ ВВЕДЕНИЕ Глава 1. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ 1.1 Характеристика факторов, осложняющих эксплуатацию нефтепромыслового оборудования в условиях ... 1. Покрытие или облицовка длинномерных трубных плетей из 2-х или 3-х труб. В результате проведенных реформ системы повсеместно проводятся капитальные ремонты водо- и отопительных систем, при этом предпочтение отдается именно полимерной трубной продукции ... |
Раздел: Рефераты по экономике Тип: дипломная работа |