Курсовая работа: Модернизация патронного полуавтомата 1П756
Содержание
Введение
1. Технологическая часть
1.1 Введение
1.2 Анализ технологичности конструкции детали
1.3 Определение припусков на механическую обработку и размеров заготовки
1.4 Расчет режимов резания
1.5 Определение нормы штучного времени
2. Конструкторская часть
2.1 Назначение и область применения, технологические возможности полуавтомата
2.2 Техническая характиристика
2.3 Описание конструкции станка
2.3.1 Станина
2.3.2 Бабка шпиндельная
2.3.3 Головка револьверная
2.3.4 Каретка
2.3.5 Привод продольных подач
2.3.6 Привод поперечных подач
2.3.7 Упоры
2.3.8 Охлаждение
2.3.9 Электротрубомонтаж
2.3.10 Освещение зоны резания
2.4 Указания по мерам безопасности
2.5 Решение вопросов художественного конструирования и эргономики
2.6 Указания по эксплуатации станка
2.7 Определение сил резания
2.8 Расчет КПД привода главного движения
2.9 Расчет мощности двигателя привода главного
2.10 Расчет поликлиновой передачи
2.11 Расчет зубчатых колес
2.12 Расчет реакций опор шпиндельного узла
2.13 Проектирование гидростатических опор шпинделя
2.13.1 Принцип работы гидростатического подшипника
2.13.2 Расчет задней опоры шпинделя
2.13.3 Расчет передней опоры шпинделя
2.14 Проверка подшипников вала в револьверной головке
2.15 Проверка подшипников входного вала продольного шпиндельного блока
2.16 Проектирование гидростатических направляющих
2.16.1 Принцип работы
2.16.2 Эксплуатационные характеристики
2.16.3 Расчет гидростатических направляющих
3. Организационно-экономическая часть
3.1 Сравнительный технико-экономический анализ проектируемого и базового варианта3
3.2 Расчет капитальных затрат при модернизации патронного полуавтомата
3.3 Расчет эксплуатационных затрат
3.4 Интегральный экономический коэффициент
4. Безопасность труда и охрана окружающей среды
4.1 Анализ опасных и вредных производственных факторов при эксплуатации токарного станка
4.2 Защита от механических опасных факторов
4.3 Обеспечение электробезопасности
4.4 Обеспечение вибробезопасности
4.5 Характеристика шума и средств защиты от него
4.6 Характеристика загрязнений воздушного пространства
4.7 Пожарная или взрывная опасность
4.8 Условия труда (по психофизиологическим факторам)
Введение
Несмотря на кризисные явления, характерные в последние годы для российского станкостроения, было бы полезно проследить в каких направлениях идет развитие мирового станкостроения. Это важно еще потому, что такая информация в некоторой степени позволит потребителям сориентироваться в выборе технологического оборудовании его взаимоотношениях с его изготовителями с учетом новых экономических условий.
Анализ показывает, что наряду с такими постоянными тенденциями станкостроения, как повышение производительности, точности и расширение функциональных возможностей станков, весьма актуальны сегодня и следующие: 1) рост уровня автоматизации и внедрение «безлюдной» технологии в условиях мелкосерийного производства; 2) разработка прогрессивных технологий в области высокоскоростной и сверхпрецизионной обработки традиционных и новых материалов.
Основным видом технологического оборудования в реализации первого направления остаются станки с ЧПУ и построенные на их базе многоцелевые станки, гибкие производственные системы и автоматизированные заводы. Эффективность указанных производственных систем зависит, прежде всего, от технического уровня встраемого оборудования, т. е. металлорежущих станков.
В конструкциях металлорежущих станков нового поколения произошли существенные изменения. Значительно расширились их технологические возможности, позволяющие обрабатывать сложные детали, особенно типа тел вращения, за одну установку. Главное внимание производителей станков с ЧПУ сосредоточено на сокращении (до 12 месяцев и менее) сроков разработки концепции станков до освоения их выпуска. Существенно упрощаются конструкции станков благодаря уменьшению числа комплектующих изделий, деталей, базовых плоскостей и операций обработки, применению модульного принципа, конструирования, стандартизации крепежных элементов, расширению технологических возможностей с учетом требований конкретного заказчика. Как правило, уже при завершении конструирования станка определяется 70 % его стоимости благодаря использованию автоматизированных систем анализа разрабатываемой конструкции на ранней стадии. Над программным обеспечением подобных систем работают фирмы Великобритании, Израиля, Германии и др. Общее признание на мировом рынке получил метод Design for Assembly, разработанный фирмой Boothroyd Dewhurst Inc. (Великобритания).
Уменьшение средних размеров партий обрабатываемых деталей и соответственно увеличение числа этих партий, а также проектирование новых изделий с применением более сложных деталей обуславливают увеличение числа операций при обработке одной детали. К таким операциям относятся наружное и внутреннее точение, фрезерование, внецентровое сверление и др. Отсюда вытекает необходимость в создании многоцелевых станков с многокоординатными системами ЧПУ, а также токарных станков, обеспечивающих обработку детали с двух сторон, т. е. оснащенных двумя суппортами или двумя револьверными головками. Используются новые инструментальные магазины, в которых предусмотрены автоматическая смена инструментов, установка нового положения их вершин, контроль стойкости инструментов по времени резания или числу обработанных деталей. Для автоматизации загрузочно-разгрузочных операций в многоцелевых станках (токарных и других типов) и гибких производственных модулях широко применяются портальные роботы, которые более эффективные и просты по конструкции, чем автономные роботы. Удачным решением при автоматизации загрузки прутковых заготовок является использование магазинной подачи.
Расширяются и функциональные возможности систем ЧПУ многоцелевых станков. В этих целях, например, используют интерактивную графику для обработки детали (по данным, взятым непосредственно с чертежа). В результате оператор не записывает коды в начале программирования или при изменениях программы, а выбирает команды с помощью появляющихся на экране символов. Моделирование в масштабе реального времени обеспечивает быструю визуальную проверку необходимых параметров на всех этапах процесса обработки - от программирования до проверки качества изготовления. Интерактивная графика, примененная на семикоординатных двухшпиндельных токарных станках с двумя револьверными головками фирмы Okuma (Япония), позволяет выбрать режимы резания, а также последовательность обработки при вводе в систему ЧПУ только наименование обрабатываемого материала размеров детали.
Заслуживает внимание разработанное фирмой Septor Electronics (США) интеллектуальное устройство управления. Такое устройство не выполняет неправильную команду и с помощью светового сигнала подсказывает оператору, каков должен быть его следующий шаг. Налицо огромный прогресс по сравнению с программируемыми контроллерами (ПК), которые управляют станком по заранее разработанной жесткой программе. Проблема управления с помощью ПК заключается в том, как поступить, если происходит какой либо сбой. Из-за недостатка места для программ, которые могли бы выявить десятки тысяч возможных отказов, станки иногда совершают катастрофические ошибки, требующие многих часов или даже дней для их исправления, в то время как простой производственной системы обходится пользователю в тысячи долларов в час. Выход из этой ситуации позволяет найти интеллектуальное устройство управления, реализующее патентованную технологию, называемую «Зона логики», которая распространяется на производственные цехи посредством сети компьютеров IBM PC (или совместимых с ними).
В «Зоне логики» в качестве задания устанавливаются простые правила функционирования вместо длинных и точных программ. Затем механизмы станка уже сами решают проблемы и программируют свою реакцию на базе различных алгоритмов, включенных в систему управления, т. е. механизмы становятся «знающими», так как могут принимать собственные независимые решения.
В станках нового поколения определилась тенденция повышения частоты вращения шпинделя от 5000-6000 до 10000-30000 об/мин. В ближайшие годы высокоскоростное резание будит особенно широко применятся при изготовлении сложных цельнометаллических деталей, в ходе обработки которых до 80-90 % массы заготовки. При этом основное технологическое время, доля которого превалирует в общем объеме времени обработки, значительно сокращается. Перспективно применение высокоскоростного резания для обработки деталей простой формы. Хорошие результаты получены при высокоскоростном обтачивании валов. Область применения перспективного использования высокоскоростной обработки постоянно расширяется. Однако внедрение высокоскоростного точения в машиностроительное производство требует ряда усовершенствований во всех аспектах производственного процесса, которые можно сформулировать следующим образом.
1. Оптимизация характеристик материала, геометрических параметров и конструкций режущего инструмента, а также режимов резания для получения наилучшего соотношения между производительностью и стоимостью инструмента.
2. Разработка узлов и механизмов станка, надежно обеспечивающих высокие скорости рабочих движений. В первую очередь это относится к шпиндельным узлам и приводам подач.
3. Повышение динамических характеристик станков и исключение тепловых деформаций. Высокие скорости рабочих движений приводит к тому, что многие узлы и механизмы могут стать мощными генераторами вибраций и теплового излучения. Так в шпиндельных узлах 30-40 % мощности превращается в теплоту. Кроме того, при пуске и остановке механизмы подач могут испытывать значительные ускорения.
4. Создание надежных средств контроля состояние режущего инструмента и качества обработки с включением их в систему ЧПУ станка. Обеспечение станков микропроцессорными системами контроля состояния режущего инструмента и обрабатываемой детали.
5. Оснащение станков автоматическими устройствами для смены инструментов и заготовок, а также устройствами для автоматического отвода стружки. Последнее в настоящее время весьма актуально. Заслуживает внимание новая система охлаждения фирмы Ultiflow (США), с помощью которой газ при очень низкой температуре впрыскивается в СОЖ, поступающую под высоким давлением в зону резания. Во время обработки стружка моментально скручивается, что упрощает ее удаление.
6. Усовершенствование конструкции обрабатываемых деталей с учетом особенностей высокоскоростной обработки. Необходимо сокращать число обрабатываемых поверхностей и накладывать ограничения на допустимые диаметры отверстий. Это позволит сократить число режущих инструментов и резцедержателей и, как следствие, время смены инструмента.
7. Повышение требований к технике безопасности, исключающих травмирование обслуживающего персонала и повреждение станка летящей стружкой, осколками режущего инструмента и др.
Для станков токарной группы, предназначенных для высокоскоростной обработки, следует предусматривать оснащение патронов устройствами, автоматически изменяющими силу зажима заготовки в зависимости от скорости резания. Одним из последних достижений в области технологий сверхскоростной обработки является создание станка с частотой вращения шпинделя 30000-60000 об/мин для концевого фрезерования алюминиевых сплавов. Основной областью применения такого станка является изготовление крупногабаритных деталей фюзеляжей самолетов, при обработке которых снимается почти 90 % материала заготовки.
Безусловно, одним из главнейших направлений развития в станкостроении является дальнейший поиск конструктивных решений для создания сверхпрецизионных металлорежущих станков. Надо отдать должное станкостроителям Японии, которые на протяжении ряда лет ведут работу в этой области. За последние годы ими достигнуты следующие результаты: минимальная дискретность позиционирования узла 0,01 мкм; шероховатость поверхности Ra==0,02 мкм; точность формы 0,1 мкм (некруглость 0,03 мкм); число управляемых осей пять.
Ведущие фирмы развитых стран проводят большую работу в области производства сверхпрецизионных станков, что связано с расширением применения этого вида оборудования в аэрокосмическом, электронном и электротехническом машиностроении, авиастроении, автомобилестроении, а также при обработке новых материалов в других отраслях промышленности. Следует отметить, что еще окончательно не определились структурные и компоновочные схемы таких станков, а также конструкции составляющих их элементов (приводов главного движения и подач, систем управления, контрольно-измерительных средств), а это делает пока невозможной выработку четких рекомендаций для организации стабильного производства сверхпрецизионных станков. Но важно то, что требования которым они должны удовлетворять уже известны. Потребуется еще ряд лет на проведение научно-исследовательских и опытно-конструкторских работ в этой области, хотя сделано уже немало.
Можно отметить некоторые решения по основным узлам и механизмам, определяющим получение желаемых результатов. Применение алмазного инструмента является единственно реальным при сверхпрецизионной обработке, а перспективным считается создание новых методов, в частности электрических и химических. За основу создания сверхпрецизионных станков принимается термосимметричная конструкция. Для обеспечения высокой точности вращения главного шпинделя используются аэро- или гидростатические опоры; при этом вторые в отличие от первых обладают хорошей демпфирующей способностью, но выделяют значительно больше теплоты. Что более предпочтительно - вопрос спорный. Разработаны новые конструкции магнитных и керамических подшипников. Повышение частоты вращения шпинделя требует повышения скорости обработки информации в системе управления. Необходимо специальное программное и аппаратное обеспечение. Это диктуется тем, что при высокой частоте вращения обрабатываемое изделие оказывает ударное воздействие на инструмент. Для снижения отрицательного эффекта на шлифованные направляющие наносят специальное покрытие, обеспечивающее быструю реакцию на усилие привода, а шариковые винты оснащают высокоточными дифференциальными гайками.
Заслуживают внимание работы по создания мехатронных узлов для использования в прецизионных станках. Принципы построения таких узлов приведены ниже.
1. Принцип direct drive (прямой привод) заключается в том, что обрабатываемая деталь и режущий инструмент закрепляются непосредственно на электроприводах без промежуточных передач. Таким образом, устраняются погрешности из-за зазоров между деталями и их износа.
2. Управления электроприводами осуществляется путем варьирования частоты и мощности питающего напряжения. При этом каждый привод имеет автономное питание. Дозированном электрической энергии достигается более высокая точность, чем обеспечиваемая механическим приводом аналогичного назначения.
3. На станке с мехатронными узлами положение обрабатываемой детали и режущего инструмента постоянно контролируется с помощью датчиков высокой точности.
4. Станок с мехатронными узлами должен управляться компьютером, который является управляющим центром всей системы.
Сейчас в России по известным причинам нет возможности осуществлять глобальные проекты по рассмотренным выше проблемам, хотя эти проблемы и относятся к области фундаментальных исследований. Но решить определенный круг наукоемких вопросов по совершенствованию конструктивных элементов и разработать принципиально новые узлы станков, а также станки-стенды для апробации новых решений целесообразно. Это позволило создать научный задел в области высокоскоростных и сверхпрецизионных станков, что послужило бы основой развития российского станкостроения в недалеком будущем.
1.Технологическая часть
1.1 Введение
Обрабатываемая деталь относится к телам вращения. Твердость поверхности после термической обработки должна лежать в пределах 48...52 HRC. Требовался следующий порядок технологического процесса, до термообработки производилось черновое точение на токарном полуавтомате с ЧПУ, затем, после термообработки выполнялась чистовая обработка на шлифовальном станке.
Поэтому последовало предложение разработать соответствующее техническое обеспечение с применением режущего инструмента из сверхтвердого материала, отказавшись от обработки детали на шлифовальном станке.
Эти изменения технологического процесса дают следующие преимущества:
- сокращение производственной площади;
- сокращение численности основных и вспомогательных рабочих;
- улучшение технологичности (т. к. базирование детали осуществляется на одном приспособлении);
- снижается основное и вспомогательное время на изготовление детали.
1.2 Анализ технологичности конструкции детали
Деталь зубчатое колесо является жесткой деталью, отношение длины к наибольшему диаметру не превышает 5. При обработке детали (операции 006 и 030), до термической обработки, базирование осуществляется в трехкулачковом самоцентрирующем патроне, после термообработки в трехкулачковом патроне по сырым кулачкам. Соблюдается принцип единства баз при обработке детали.
К детали предъявляются высокие требования по точности и качеству обработанной поверхности. При обработке зубчатого венца требуется обеспечить шероховатость поверхности эвольвенты не ниже Ra 1,25. Точность обработки внешней поверхности ступицы должна соответствовать 6-му квалитету и шероховатости Ra 1,25, а внутренняя поверхность 7-му квалитету и шероховатости Ra 0,4. В конструкции детали предъявляются требования к форме и взаимному расположению поверхностей.
От качества выполнения зубчатого колеса во многом зависят эксплуатационные характеристики узла, такие как надежность, долговечность, а также вибрационные и шумовые характеристики. Зубчатые колеса работают при высоких окружных скоростях и контактных напряжениях. Это приводит к увеличению динамических нагрузок.
Основными причинами выхода из строя зубчатых колес являются высокие контактные напряжения в зоне зубчатого зацепления, смятие торцов зубьев перемещающимися шестернями, снижение усталостной прочности. Поэтому зубчатый венец колеса подвергают химико-термической обработки.
Деталь технологична с точки зрения правильности взаимного расположения поверхностей.
1.3 Определение припусков на механическую обработку и размеров заготовки
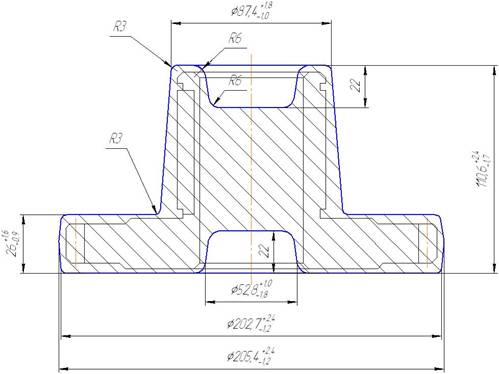
Рис. 1. Заготовка
Определяем ориентировочную расчетную массу штамповки
![]() ;
;
где GД - масса детали, кг;
Кр - расчетный весовой коэффициент, зависящий от типа детали, для зубчатых колес Кр=1,5...1,8.
![]()
![]()
Определяем группу стали.
Для стали 45Х принимаем группу стали: М2.
Определяем степень сложности заготовки: принимаем - СЗ. Определяем класс точности заготовки: принимаем - Т2.
Определяем исходный индекс заготовки: принимаем - 14. Определяем основные припуски на механическую обработку (табл.1).
Таблица1.
| Размер | Шероховатость | Основной припуск, мм |
| Диаметр 200 мм | Rz 20 | 2,5 |
| Диаметр 85 мм | Ra 0,8 | 2,2 |
| Диаметр 55 мм | Ra 0,4 | 2,0 |
| Ширина 24 мм | Ra 2,5 | 1,8 |
| Ширина 102 мм | Rz40 | 2,3 |
Конфигурацию поверхности разъёма штампа принимаем плоскую. Определяем дополнительные припуски:
• смещение штампа: где zдоп1=0,2 мм;
• отклонение от плоскостности: zдоп1=0,2 мм.
Определяем общий припуск: zобщ=zo + zдоп.
1. 200+(2,5+0,2)=202,7 мм.
2. 85+(2,2+0,2)=87,4 мм.
3. 55-(2,0+0,2)=52,8 мм.
4.24+(1,8+0,2)=26мм.
5. 102+2(2,3+0,2)=110,6мм.
Определяем допускаемые отклонения на размеры заготовки
1.
![]()
2.
![]()
3.
![]()
4.
![]()
5.
![]()
Определяем допускаемые отклонения:
• смещение штампа 0,6 мм;
• отклонение от плоскостности 0,6 мм;
• высота заусенца 7 мм.
Принимаем штамповочные уклоны:
• на наружной поверхности 5°;
• на внутренней поверхности 7°.
Принимаем радиусы закругления:
•на наружной поверхности 3 мм;
•на внутренней поверхности 6 мм.
1.4 Расчет режимов резания
Операция № 006. Токарная с ЧПУ
Установ А.
Переход №1. Рассверлить поверхность 1 диаметром 50 мм.
Исходные данные:
- сверло выбираем по ГОСТ 10903-77;
- материал режущий части: Р6М5;
- форма заточки инструмента: нормальная.
Принимаем глубину резания t=22 мм [10]. Определяем подачу:
![]() , [10]
, [10]
Sтаб= 0,50 мм/об - подача табличная;
КS = 0,84;
![]()
Определяем
скорость резания [10]: ![]()
где ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем частоту оборотов шпинделя [10]
 , [мин-1],
, [мин-1],
 мин-1,
принимаем
мин-1,
принимаем ![]() мин-1;
мин-1;
Определяем минутную подачу: ![]() ;
;
![]() мм/мин.
мм/мин.
Определяем машинное время:  ; Lр.х.=22 мм;
; Lр.х.=22 мм;
 мин.
мин.
Определяем
силу резания:  , [Н],
, [Н],
где Ртаб = 6140 Н;
Кр= 0,84;
 Н.
Н.
Определяем
мощность резания:  , [кВт],
, [кВт],
где Nтаб=4,11 кВт;
КN= 0,84;
 кВт.
кВт.
Сверлить отверстие поверхность 1 диаметром 50 мм.
Исходные данные см. выше.
Принимаем глубину резания t=38 мм [10].
Определяем
подачу: ![]() ,
,
Sтаб= 0,30 мм/об - подача табличная;
КS = 0,84;
![]()
Определяем скорость резания [10]:
![]()
где ![]()
![]()
![]()
Определяем частоту оборотов шпинделя [10]
, [мин-1],
 мин-1,
принимаем
мин-1,
принимаем ![]() мин-1;
мин-1;
Определяем минутную подачу: ![]() ;
;
![]() мм/мин.
мм/мин.
Определяем машинное время: ; Lр.х.=38 мм;
 мин.
мин.
Определяем
силу резания: , [Н],
где Ртаб = 6218 Н;
Кр= 0,84;
 Н.
Н.
Определяем
мощность резания: , [кВт],
где Nтаб=1,45 кВт;
КN= 0,84;
 кВт
кВт
Переход №2. Точить поверхность 3 диаметром 200 мм.
Исходные данные:
• резец проходной;
• материал режущей части: Т15К6;
• сечение державки: 25х25 мм;
• геометрия резца:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
• стойкость резца: Т=30 мин;
• форма передней поверхности: плоская с фаской. Определяем глубину резания : [10]
• черновой проход: t=2,00 мм;
• чистовой проход: t=0,7 мм.
Определяем
подачу [10]: : ![]() ,
,
Sтаб=0,43 мм/об - подача табличная черновая;
![]()
где
![]() - коэффициент зависящий от материала режущей части;
- коэффициент зависящий от материала режущей части;
![]() - коэффициент зависящий от способа крепления,
- коэффициент зависящий от способа крепления,
![]() - коэффициент зависящий от размера сечения державки;
- коэффициент зависящий от размера сечения державки;
![]() - коэффициент зависящий от прочности режущей части;
- коэффициент зависящий от прочности режущей части;
![]() - коэффициент зависящий от механическихсвойств обрабатываемого материала;
- коэффициент зависящий от механическихсвойств обрабатываемого материала;
![]() - коэффициент зависящий от схемы установки заготовки;
- коэффициент зависящий от схемы установки заготовки;
![]() - коэффициент зависящий от состояния поверхности заготовки;
- коэффициент зависящий от состояния поверхности заготовки;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
![]() - коэффициент зависящий от жесткости станка.
- коэффициент зависящий от жесткости станка.
![]()
![]() (черновой проход)
(черновой проход)
Для чистового прохода: Sтаб= 0,25 мм/об;
Кsм = 1,05;
Ksy=1,20;
Ksr=1,00;
Ksk=0,80.
![]()
![]() (чистовой проход).
(чистовой проход).
Определяем скорость резания [10]:
![]()
• черновой проход: Vтаб = 185 м/мин;
• чистовой проход: Vтаб = 350 м/мин.
![]()
Kvи=1,05 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров
резца;
- коэффициент зависящий от геометрических параметров
резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
![]() (черновой проход);
(черновой проход);
![]() (чистовой проход).
(чистовой проход).
Определяем частоту оборотов шпинделя [10]
, [мин-1],
•
черновой проход:  мин-1,
мин-1,
принимаем
![]() мин-1;
мин-1;
•
чистовой проход:  мин-1,
мин-1,
принимаем
![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
•
черновой проход ![]() мм/мин;
мм/мин;
•
чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=25 мм;
мин.
•
черновой проход  мин;
мин;
•
черновой проход  мин;
мин;
Переход №2. Подрезать торец поверхность 2.
Режущий инструмент см. переход №1.
Принимаем глубину резания [10]:
• черновой проход: t=2,00 мм;
• чистовой проход: t=0,5 мм.
Определяем подачу [10]:
![]() ,
,
• черновой проход: Sтаб=0,43 мм/мин,
![]()
![]()
• чистовой проход: Sтаб=0,28 мм/мин,
![]()
![]()
Определяем скорость резания [10]:
![]()
• черновой проход: ![]()
![]()
![]() ;
;
• чистовой проход: ![]()
![]()
![]() ;
;
Определяем частоту вращения пшинделя[10]:
, [мин-1],
•
черновой проход: мин-1,
принимаем
![]() мин-1;
мин-1;
•
чистовой проход:  мин-1,
мин-1,
принимаем
![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
•
черновой проход ![]() мм/мин;
мм/мин;
•
чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=75 мм;
 мин.
мин.
•
черновой проход мин;
•
черновой проход  мин.
мин.
Полученные данные сведем в таблицу 2.
Таблица 2
|
Элементы режимов резания |
Стадия обработки |
||||
Черновая |
Чистовая |
||||
| Переход №1 | Переход №2 | Переход №3 | Переход №1 | Переход №2 | |
| Глубина резания, мм | 38 | 2,00 | 2,00 | 0.7 | 0,5 |
| Табличная подача, мм/об | 0,30 | 0,43 | 0,43 | 0,25 | 0,28 |
| Принятая подача, мм/об | 0,25 | 0,46 | 0,46 | 0,25 | 0,28 |
| Табличная скорость резания, м/мин | 20,0 | 185 | 185 | 350 | 308 |
| Принятая скорость резания, м/мин | 13,44 | 224,36 | 224,36 | 424,55 | 373,6 |
|
Частота оборотов шпинделя, мин'1 |
87 | 357 | 357 | 676 | 595 |
| Минутная подача, мм/мин | 21,75 | 164,22 | 164,22 | 169 | 166,6 |
| Машинное время, мин | 1,75 | 0,15 | 0,46 | 0,15 | 0,45 |
Установ Б.
Переход №l. Рассверлить поверхность 4 диаметром 50
мм.
Исходные данные:
- сверло выбираем по ГОСТ 10903-77;
- материал режущий части: Р6М5;
- форма заточки инструмента: нормальная.
Принимаем глубину резания t=22 мм [10].
Определяем
подачу [10]: ![]() ,
,
Sтаб=0,50 мм/об – подача табличная;
![]()
![]()
Определяем скорость резания [10]:
![]()
где ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем частоту оборотов шпинделя [10]
, [мин-1],
мин-1,
принимаем ![]() мин-1;
мин-1;
Определяем минутную подачу: ![]() ;
;
![]() мм/мин.
мм/мин.
Определяем машинное время: ; Lр.х.=22 мм;
мин.
Определяем
силу резания: , [Н],
где Ртаб = 6140 Н;
Кр= 0,84;
Н.
Определяем
мощность резания: , [кВт],
где Nтаб=4,11 кВт;
КN= 0,84;
кВт.
Сверлить отверстие поверхность 4 диаметром 50 мм.
Исходные данные см. выше.
Принимаем глубину резания t=38 мм [10].
Определяем
подачу: ![]() ,
,
Sтаб=0,30 мм/об,
![]()
![]()
Определяем скорость резания [10]:
![]()
![]()
![]()
![]() ;
;
Определяем частоту вращения пшинделя[10]:
, [мин-1],
мин-1,
принимаем
![]() мин-1;
мин-1;
Определяем минутную подачу [10]:
![]() ;
;
![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=38 мм;
мин.
Определяем
силу резания: , [Н],
где Ртаб = 6218 Н;
Кр= 0,84;
Н.
Определяем
мощность резания: , [кВт],
где Nтаб=1,45 кВт;
КN= 0,84;
кВт.
Переход №2. Подрезать торец поверхность 9 [10].
Исходные данные:
• резец проходной;
• материал режущей части: Т15К6;
• сечение державки: 25х25 мм;
• геометрия резца:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
• стойкость резца: Т=30 мин;
• форма пластины: неправильная треугольная;
• способ крепления: клин-прихватом;
• форма передней поверхности: плоская с фаской.
Определяем глубину резания:
• черновой проход: t=l,7 мм;
• чистовой проход: t=0,8 мм.
Определяем
подачу: ![]() ,
,
Sтаб=0,43 мм/об - подача табличная черновая;
![]()
где
![]() - коэффициент зависящий от материала режущей части;
- коэффициент зависящий от материала режущей части;
![]() - коэффициент зависящий от способа крепления,
- коэффициент зависящий от способа крепления,
![]() - коэффициент зависящий от размера сечения державки;
- коэффициент зависящий от размера сечения державки;
![]() - коэффициент зависящий от прочности режущей части;
- коэффициент зависящий от прочности режущей части;
![]() - коэффициент зависящий от механическихсвойств обрабатываемого материала;
- коэффициент зависящий от механическихсвойств обрабатываемого материала;
![]() - коэффициент зависящий от схемы установки заготовки;
- коэффициент зависящий от схемы установки заготовки;
![]() - коэффициент зависящий от состояния поверхности заготовки;
- коэффициент зависящий от состояния поверхности заготовки;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
![]() - коэффициент зависящий от жесткости станка.
- коэффициент зависящий от жесткости станка.
![]()
- черновой проход: Sтаб= 0,22 мм/об;
![]()
- чистовой проход: Sтаб= 0,12 мм/об;
![]()
![]()
Определяем скорость резания [10]:
![]()
![]()
Kvи=1,05 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров
резца;
- коэффициент зависящий от геометрических параметров
резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
• черновой проход: Vтаб = 241 м/мин;
![]()
![]() ;
;
• чистовой проход: Vтаб = 430 м/мин;
![]()
![]() .
.
Определяем частоту оборотов шпинделя [10]
, [мин-1],
•
черновой проход:  мин-1,
мин-1,
•
чистовой проход:  мин-1,
мин-1,
принимаем
![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
•
черновой проход ![]() мм/мин;
мм/мин;
•
чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=15,25 мм;
•
черновой проход  мин;
мин;
•
черновой проход  мин.
мин.
Переход №3. Подрезать торец поверхность 8 [10].
Исходные данные:
• резец проходной;
• материал режущей части: Tl5K6;
• сечение державки: 25х25 мм;
• геометрия резца:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
• стойкость резца: Т=30 мин;
• форма пластины: неправильная треугольная;
• способ крепления: клин-прихватом;
• форма передней поверхности: плоская с фаской. Определяем глубину резания:
• черновой проход: t=l,6 мм;
• чистовой проход: t==0,4 мм.
Определяем
подачу: ![]() ,
,
![]()
где
![]() - коэффициент зависящий от материала режущей части;
- коэффициент зависящий от материала режущей части;
![]() - коэффициент зависящий от способа крепления,
- коэффициент зависящий от способа крепления,
![]() - коэффициент зависящий от размера сечения державки;
- коэффициент зависящий от размера сечения державки;
![]() - коэффициент зависящий от прочности режущей части;
- коэффициент зависящий от прочности режущей части;
![]() - коэффициент зависящий от механических свойств обрабатываемого материала;
- коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от схемы установки заготовки;
- коэффициент зависящий от схемы установки заготовки;
![]() - коэффициент зависящий от состояния поверхности заготовки;
- коэффициент зависящий от состояния поверхности заготовки;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
![]() - коэффициент зависящий от жесткости станка.
- коэффициент зависящий от жесткости станка.
![]()
- черновой проход: Sтаб= 0,26 мм/об;
![]()
- чистовой проход: Sтаб= 0,28 мм/об;
![]()
![]()
Определяем скорость резания [10]:
![]()
![]()
Kvи=1,05 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров
резца;
- коэффициент зависящий от геометрических параметров
резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
• черновой проход: Vтаб = 241 м/мин;
![]()
![]() ;
;
• чистовой проход: Vтаб = 348 м/мин;
![]()
![]() .
.
Определяем частоту оборотов шпинделя [10]
, [мин-1],
•
черновой проход:  мин-1,
мин-1,
принимаем
![]() мин-1
мин-1
•
чистовой проход:  мин-1,
мин-1,
принимаем
![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
•
черновой проход ![]() мм/мин;
мм/мин;
•
чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=57,25 мм;
•
черновой проход  мин;
мин;
•
черновой проход  мин.
мин.
Переход №4. Точить поверхность 6 диаметр 85 мм [10].
Исходные данные:
• резец проходной;
• материал режущей части: Tl 5K6;
• сечение державки: 25х25 мм;
• геометрия резца:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
• стойкость резца: Т=30 мин;
• форма пластины: неправильная треугольная;
• способ крепления: клин-прихватом;
• форма передней поверхности: плоская с фаской.
Определяем глубину резания:
• черновой проход: t=l,6 мм;
• чистовой проход: t=0,4 мм.
Определяем
подачу: ![]() ,
,
![]()
где
![]() - коэффициент зависящий от материала режущей части;
- коэффициент зависящий от материала режущей части;
![]() - коэффициент зависящий от способа крепления,
- коэффициент зависящий от способа крепления,
![]() - коэффициент зависящий от размера сечения державки;
- коэффициент зависящий от размера сечения державки;
![]() - коэффициент зависящий от прочности режущей части;
- коэффициент зависящий от прочности режущей части;
![]() - коэффициент зависящий от механических свойств обрабатываемого материала;
- коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от схемы установки заготовки;
- коэффициент зависящий от схемы установки заготовки;
![]() - коэффициент зависящий от состояния поверхности заготовки;
- коэффициент зависящий от состояния поверхности заготовки;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
![]() - коэффициент зависящий от жесткости станка.
- коэффициент зависящий от жесткости станка.
![]()
- черновой проход: Sтаб= 0,26 мм/об;
![]()
- чистовой проход: Sтаб= 0,12 мм/об;
![]()
![]()
Определяем скорость резания [10]:
![]()
![]()
Kvи=1,05 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров
резца;
- коэффициент зависящий от геометрических параметров
резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
• черновой проход: Vтаб = 241 м/мин;
![]()
![]() ;
;
• чистовой проход: Vтаб = 430 м/мин;
![]()
![]() .
.
Определяем частоту оборотов шпинделя [10]
, [мин-1],
•
черновой проход: мин-1,
•
чистовой проход:  мин-1,
мин-1,
принимаем
![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
•
черновой проход ![]() мм/мин;
мм/мин;
•
чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=78 мм;
•
черновой проход  мин;
мин;
•
черновой проход  мин.
мин.
Переход №5. Расточить отверстие поверхность 4 [10].
Исходные данные:
• режущий инструмент: резец проходной;
• материал режущей части: ВК6;
• способ крепления: качающимся элементом;
• сечение державки: круглая диаметром 26 мм;
• геометрия резца: ![]()
![]()
![]()
• стойкость резца: Т=30 мин.
Принимаем глубину резания:
• черновой проход: t=l,7 мм;
• чистовой проход: t=0,6 мм.
Определяем
подачу: ![]() ,
,
![]()
где
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
- черновой проход: Sтаб= 0,65 мм/об;
![]()
- чистовой проход: Sтаб= 0,30 мм/об;
![]()
где
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем скорость резания:
![]()
![]()
Kvи=0,95 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров
резца;
- коэффициент зависящий от геометрических параметров
резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
• черновой проход: Vтаб = 124 м/мин;
![]()
![]() ;
;
• чистовой проход: Vтаб = 380 м/мин;
![]()
![]() .
.
Определяем частоту оборотов шпинделя [10]
, [мин-1],
•
черновой проход:  мин-1,
мин-1,
принимаем
![]() мин-1
мин-1
•
чистовой проход:  мин-1,
мин-1,
принимаем
![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
•
черновой проход ![]() мм/мин;
мм/мин;
•
чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=100 мм;
•
черновой проход  мин;
мин;
•
черновой проход  мин.
мин.
Переход №6. Прорезать канавку поверхность 10 [10].
Исходные данные:
• режущий инструмент: резец канавочный;
• материал режущей части: Т14К8;
• способ крепления пластины: пайкой;
• ширина резца: 5 мм;
• стойкость инструмента: Т=45 мин.
Глубину резания принимаем равной: t=0,75 мм. Определяем подачу:
![]() ,
,
![]()
где
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Sтаб= 0,65 мм/об;
![]()
Определяем
скорость резания: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() .
.
![]()
Vтаб = 139 м/мин;
![]()
![]() ;
;
Определяем частоту вращения шпинделя [10]
, [мин-1],
 мин-1,
принимаем
мин-1,
принимаем ![]() мин-1
мин-1
Определяем минутную подачу [10]:
![]() ;
;
![]() мм/мин;
мм/мин;
Определяем машинное время [10]: ; Lр.х.=0,75 мм;
 мин.
мин.
Переход №7. Прорезать канавку поверхность 5 [10].
Исходные данные:
• режущий инструмент: резец канавочный;
• материал режущей части: Т14К8;
• способ крепления пластины: пайкой;
• ширина резца: 2,8 мм;
• стойкость инструмента: Т=45 мин.
Глубину резания принимаем равной: t=2,00 мм. Определяем подачу:
![]() ,
,
![]()
где
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Sтаб= 0,09 мм/об;
![]()
Определяем
скорость резания: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() .
.
![]()
Vтаб = 168 м/мин;
![]()
![]() ;
;
Определяем частоту вращения шпинделя [10]
, [мин-1],
 мин-1,
принимаем
мин-1,
принимаем ![]() мин-1
мин-1
Определяем минутную подачу [10]:
![]() ;
;
![]() мм/мин;
мм/мин;
Определяем машинное время [10]: ; Lр.х.=2,00 мм;
 мин.
мин.
Полученные режимы резания сводим в таблицы 3,4,5.
Таблица 3
|
Элементы режимов резания |
Стадия обработки | ||||
| Черновая | Чистовая | ||||
Переход №1 |
Переход №2 | Переход №3 | Переход №2 | Переход №3 | |
| Глубина резания, мм | 38 | 1,7 | 1,6 | 0,8 | 0,4 |
| Табличная подача, мм/об | 0,30 | 0,22 | 0,26 | 0,12 | 0,28 |
| Принятая подача, мм/об | 0,25 | 0,17 | 0,2 | 0,12 | 0,28 |
| Табличная скорость резания,м/мин | 20,0 | 241 | 241 | 430 | 348 |
| Принятая скорость резания,м/мин | 13,44 | 197,62 | 197,62 | 352,6 | 285,36 |
|
Частота оборотов шпинделя, мин-1 |
87 | 740 | 315 | 1320 | 455,76 |
| Минутная подача, мм/мин | 21,75 | 125,8 | 62,9 | 158,4 | 127,61 |
| Машинное время, мин | 1,75 | 0,12 | 0,87 | 0,1 | 0,45 |
Таблица 4
| Элементы режимов резания | Стадия обработки | ||||
| Черновая | Чистовая | ||||
Переход №1 |
Переход №2 | Переход №2 | Переход №3 | ||
| Глубина резания, мм | 1,6 | 1,7 | 0,8 | 0,6 | |
| Табличная подача, мм/об | 0,28 | 0,65 | 0,12 | 0,30 | |
| Принятая подача, мм/об | 0,2 | 0,56 | 0,12 | 0,17 | |
| Табличная скорость резания, м/мин | 241 | 124 | 430 | 380 | |
| Принятая скорость резания, м/мин | 197,62 | 136,4 | 352,6 | 418 | |
|
Частота оборотов шпинделя, мин-1 |
740 | 789 | 1320 | 2419 | |
| Минутная подача, мм/мин | 148 | 442,1 | 158,4 | 411,3 | |
| Машинное время, мин | 0,53 | 0,23 | 0,49 | 0,24 | |
Таблица 5
| Элементы режимов резания | Стадия обработки | |
| Черновая | ||
Переход №1 |
Переход №2 | |
Глубина резания, мм |
0,75 | 2,00 |
| Табличная подача, мм/об | 0,14 | 0,09 |
| Принятая подача, мм/об | 0,16 | 0,10 |
| Табличная скорость резания, м/мин | 139 | 168 |
| Принятая скорость резания, м/мин | 183,5 | 221,8 |
|
Частота оборотов шпинделя, мин-1 |
687 | 831 |
| Минутная подача, мм/мин | 109,9 | 83,1 |
| Машинное время, мин | 0,007 | 0,02 |
Операция №030. Токарная с ЧПУ [9].
Резцы оснащены пластинами из композита 01.
Уставов А.
Переход №1. Подрезать торец поверхность 2.
Переход № 2. Расточить отверстие поверхность 1.
Режимы резания установа А сведены в табл. 6.
Таблица 6
| Элементы режимов резания | Стадия обработки | ||
| Чистовая | Отделочная | ||
Переход №1 |
Переход №2 | Переход №1 | |
Глубина резания, мм |
0,15 | 0,10 | 0,05 |
| Принятая подача, мм/об | 0,20 | 0,05 | 0,05 |
| Принятая скорость резания, м/мин | 150 | 180 | 180 |
|
Частота оборотов шпинделя, мин-1 |
239 | 1042 | 286 |
| Минутная подача, мм/мин | 47,8 | 52,1 | 14,3 |
| Машинное время, мин | 1,5 | 1,9 | 5,07 |
Уставов Б.
Переход № 1. Обточить контур образованный поверхностями 4,3,5.
Режимы резания установа Б сведены в табл. 7.
Таблица 7
| Элементы режимов резания | Стадия обработки | |||||
| Чистовая | Отделочная | |||||
Переход №1 |
Переход №2 | Переход №3 |
Переход №1 |
Переход №2 | Переход №3 | |
Глубина резания, мм |
0,15 | 0,15 | 0,15 | 0,05 | 0,10 | 0,05 |
| Принятая подача, мм/об | 0,20 | 0,20 | 0,20 | 0,05 | 0,05 | 0,05 |
| Принятая скорость резания, м/мин | 150 | 150 | 150 | 180 | 180 | 180 |
|
Частота оборотов шпинделя, мин-1 |
239 | 562 | 562 | 286 | 674 | 674 |
| Минутная подача, мм/мин | 47,8 | 112,4 | 112,4 | 14,3 | 34,2 | 34,2 |
| Машинное время, мин | 1,2 | 0,56 | 0,13 | 4,02 | 2,12 | 0,44 |
1.5 Определение нормы штучного времени
Норму штучного времени определяем по формуле [10]

где
Тца - время автоматической работы станка по программе, мин;
Тв - время вспомогательной ручной работы неперекрываемое временем автоматической работы станка, мин.
![]()
где
Твуст - вспомогательное время на установку и снятие детали, мин;
Твоп - вспомогательное время, связанное с выполнением операции, мин;
Твиз - вспомогательное неперекрываемое время на контрольные измерения детали, мин.
Время на организационно-техническое обслуживание рабочего места, отдых и личные потребности определяются в % от оперативного времени.
![]()
Уставов А.
![]()
![]()

Уставов Б.
![]()
![]()

![]()
2. Конструкторская часть
2.1 Назначение, область применения и технологические возможности полуавтомата
Полуавтомат предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из черных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб с выполнением операций загрузки заготовок и выгрузки с полуавтомата готовых деталей.
Шпиндель на гидростатических опорах имеет высокие демпфирующие способности, что положительно сказывается на качестве обработанной поверхности и повышается долговечность узла.
Расположение зеркала направляющих станины в наклонной плоскости обеспечивает свободный доступ к обрабатываемой детали.
Накладные стальные закаленные направляющие продольного перемещений в сочетании с опорами качения и антифрикционными накладками гарантируют длительное сохранение точности полуавтомата.
Все органы управления сосредоточены на одном подвижном пульте управления что облегчает процесс ввода программы обработки и её корректировку.
Станок с ЧПУ может быть использован вместе с промышленным роботом агрегатной конструкции, как гибкая производственная ячейка.
Станок может быть использован в условиях серийного, мелкосерийного производства в цехах машиностроительных заводов в качестве самостоятельной единицы или в составе гибких автоматизированных участков.
Категория качества — высшая.
2.2 Технические характеристика
Таблица 8
| Наименование параметра | ||
| Наибольший диаметр изделия, устанавливаемого над станиной, мм. | 630 | |
| Наибольший диаметр обрабатываемого изделии в патроне, мм. | 500 | |
|
Наибольшая длина обрабатываемого Изделия, мм. |
320 | |
| Наибольшая глубина растачивания, мм. | 200 | |
|
Пределы частоты вращения шпинделя, об/мин. |
8-1600 | |
| Пределы продольных и поперечных рабочих подач суппорта, мм/мин. | 1-2000 | |
| Ускоренные продольные и поперечные подачи суппорта, мм/мин. | 10000 | |
| Наибольший шаг нарезаемой резьбы, мм. | 40 | |
| Конец шпинделя по ГОСТ 12523-67 | 11М | |
| Количество инструментов | 12-16 | |
| Дискретность отсчета по осям координат, мм. | 0.002 | |
| Мощность электродвигателя главного привода, кВт. | 22 | |
| Габарит полуавтомата с электрооборудованием и устройством ЧПУ, мм. | 3200*3500*2600 | |
| Габарит полуавтомата без выносного оборудования и устройства ЧПУ, мм. | 3200*2000*2600 | |
| Масса полуавтомата с электрооборудованием и устройством ЧПУ, кг. | 8500 | |
| Масса полуавтомата без выносного оборудования и устройства ЧПУ, кг. | 8000 |
2.3 Описание конструкции станка
2.3.1 Станина
Конструкция корпуса станины выполнена коробчатой формы с системой внутренних ребер, связывающих переднюю и заднюю стенки, создающих жесткость конструкции. Зеркало направляющих станины наклонено под углом 20˚к вертикали.
В головной части станины установлены:
1. Бабка шпиндельная
2. Привод продольной подачи
3. Станция смазки
На задней стенке станины смонтирован электродвигатель главного привода. Подмоторная плита снабжена винтом, обеспечивающим натяжение ремня, связывающего шкив электродвигателя со шкивом входного вала шпиндельной бабки.
В корпусе станины выполнена внутренняя полость, используемая для разводки электрооборудования, смазки и охлаждения.
Направляющие станины под каретку выполнены плоскими, накладными, стальными, закаленными. Смазка направляющих под каретку осуществляется от станции централизованной дозаторной смазки.
Между направляющими станины выполнена полость, где смонтирован винт продольной подачи с опорами и упоры, ограничителя хода каретки по оси Z.
Нижняя полость станины используется для сбора и размещения охлаждающей жидкости.
В корпусе станины имеется ниша для размещения транспортера стружки.
2.3.2 Бабка шпиндельная
Механизм шпиндельной бабки предназначен для передачи вращения от двигателя постоянного тока к шпинделю и для установки и крепления изделия в патроне. Корпус шпиндельной бабки установлен на левой части станины. Поворот шпиндельной бабки осуществляется при помощи установочных распорных винтов, опорный кронштейн которых прикреплен снизу к корпусу шпиндельной бабки. Крепление шпиндельной бабки к станине осуществляется винтами.
На передней корпуса шпиндельной бабки располагается маслоуказатель и крышка. На левом торце корпуса смонтирован привод механизма переключения ступеней, датчик для нарезания резьбы.
Шпиндель станка выполнен двухопорным. Опорами шпинделя являются гидростатические подшипники которые имеют высокие демпфирующие способности и положительно влияют на качество обрабатываемой поверхности.
Передний конец шпинделя фланцевый с быстросъемным креплением патрона.
Задний конец шпинделя имеет посадочный поясок и резьбу для крепления зажимного устройства изделия (для специальных исполнений).
Механизм шпиндельной бабки содержит зубчатые передачи, валы для их базирования, клиноременную передачу от электродвигателя главного движения.
На двух промежуточных валах шестерного механизма установлены соответственно по одному подвижному блоку, попеременное включение зубчатых колес обеспечивает кинематические настройки с передаточными отношениями 1:1, 1:4, 1:16, 0. При «0» (нулевом) положении зубчатый механизм расцеплен.
Настройка на одну из трех скоростей осуществляется механизмом управления, обеспечивающим через промежуточные детали, копир и вилку, конструктивную и кинематическую связь головки «ЭМГ-53» с подвижными блоками зубчатых колес.
Выбор скорости осуществляется автоматически по программе.
При настройки вал копиров может вращаться вручную через квадрат (при снятой головке «ЭМГ-53»).
Датчик нарезки резьбы, связывается через пластинчатую муфту с валом, который через зубчатую передачу кинематически связан со шпинделем. Зубчатая передача датчика снабжена пружинным устройством для выбора зазора зацепления.
Все валы шестеренного механизма и вал датчика нарезания резьбы смонтированы на подшипниках качения.
Зубчатые колеса выполнены из хромистой стали закалены.
Смазка механизма шпиндельной бабки осуществляется от системы циркулирующей смазки. Масло по трубопроводу поступает к маслорапределителю, смонтированному в корпусе бабки, и далее к точкам смазки и маслоуказателю.
2.3.3 Револьверные головки
На станке установлены две револьверные головки: одна четырехгранная с осью, перпендикулярной оси шпинделя; вторая дисковая восьмипозиционная с осью параллельной оси шпинделя,
Обе револьверные головки установленные на одной ползушке и находятся друг от друга на расстоянии, достаточном для обработки деталей в соответствии с паспортом станка. Револьверная головка четырехгранная с осью перпендикулярной оси шпинделя предназначена для закрепления режущего инструмента для внутренней обработки (расточки, сверления и др.).
Револьверная головка дисковая восьмипозиционная с осью параллельной оси шпинделя, предназначена для закрепления режущего инструмента для наружной обработки.
2.3.4 Каретка
Каретка предназначена для обеспечения перемещения режущего инструмента в продольном направлении. Устанавливается на направляющие станины. Удерживается каретка относительно направляющих планками, прикрепленными к плоскости корпуса каретки.
На верхней части корпуса каретки выполнены три плоские горизонтальные направляющие скольжения и две вертикальные направляющие качения под поперечную ползушку, которые выполнены в виде накладных стальных планок, жестко прикрепленных к корпусу каретки. В качестве элементов качения приняты роликовые опоры качения «танкетки», две из которых жестко прикрепленных к ползушке, а две другие крепется через клинья. Поперечная ползушка относительно направляющих удерживается привертными планками. Защита от попадания стружки и охлаждающей жидкости на направляющие ползушки обеспечивается щитками, прикрепленными к верхнему торцу ползушки. Дополнительно на торцах ползушки установлены войлочные и резиновые уплотнения.
Защита направляющих станины под каретку осуществляется посредством скребков, войлочных и резиновых уплотнений.
Для защиты винта продольной подачи к торцам корпуса каретки прикреплены щитки. Левый щиток заходит под шпиндельную бабку и закрывает винт на всей длине хода каретки.
Смазка направляющих станины осуществляется от станции импульсной системы смазки.
Каретка является несущим узлом для ряда узлов и деталей.
На верхней части каретки смонтированы: коробка конечных переключателей, направляющие под ползушку, винт поперечной подачи, поперечная ползушка. На верхнем торце корпуса каретки прикреплен кронштейн поперечной подачи и др.
Нижняя плоскость корпуса слева используется для крепления гайки винта продольной подачи.
На поперечной ползушке смонтированы два резцедержателя и поперечные упоры а так же трубопровод подачи охлаждающей жидкости, смазки и подвод электроэнергии.
2.3.5 Привод продольных подач
Привод продольной подачи располагается с левого торца станины, крепится к передней опоре винта продольной подачи и включает в себя переходный фланец, соединительную муфту и электродвигатель.
Электродвигатель с шариковым винтом соединяется напрямую.
Пара винтовая (Ø63*10)
Пара винтовая (Ø63*10)предназначена для продольного перемещения каретки станка и включает в себя шариковую винтовую пару и две опоры. Обе опоры подобны конструкции и включают в себя корпус, два комбинированных радиально-упорных подшипника.
Применения радиально-упорных подшипников в сочетании с устройством предварительной их затяжки обеспечивают получение высокой жесткости опор и винтовой пары в целом.
Левая опора используется для крепления привода продольной подачи. Конструкция гайки винтовой пары позволяет производить регулировку зазора.
Смазка обеих опор и винтовой пары осуществляется от системы импульсной смазки.
На правом конце винта имеется квадрат под ключ для вращения винта вручную.
2.3.6 Привод поперечных подач
Привод поперечных подач располагается на верхней стенки каретки включает в себя переходной фланец, соединительную муфту и электродвигатель.
Электродвигатель со встроенным тормозом соединяется с шариковым винтом поперечной подачи напрямую.
Пара винтовая (Ø50*10)
Пара винтовая (Ø50*10) предназначена для перемещения поперечной ползушки на каретке и базируется в расточках каретки.
Верхняя опора включает два комбинированных радиально-упорных подшипника. Нижняя опора включает один радиальный шарикоподшипник.
Смазка обеих опор и винтовой пары осуществляется от системы импульсной смазки.
Конструкция гайки винтовой пары позволяет производить регулировку зазора.
На нижнем конце винта имеется квадрат под ключ для вращения винта вручную.
2.3.7 Упоры
Упоры предназначены для подачи сигналов по пути от подвижных органов станка- каретки и ползушки по координатам Z, X.
В комплект упоров по каждой координате входит планка с пазами для кулачков, кулачки и электроконтактный переключатель.
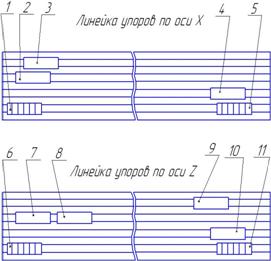
Рис.2. Планка с пазами для кулаков.
По координате X планка с пазами крепится к ползушке, электроконтактный переключатель установлен неподвижно на каретке.
По координате Z планка с пазами крепится на станине неподвижно, электроконтактный переключатель перемещается вместе с кареткой.
По каждой координате устанавливаются кулачки: по два для отключения механизма подач при аварийных режимах: по одному - для установки подвижного органа в «0», по два для ограничения хода. По оси Z устанавливается один кулачек для ограничения зоны резания.
Упоры 1,5 - для отключения механизма подач по оси X при аварийных режимах.
Упор 3 – для изменения скорости перемещения ползушки при выходе в «0» по оси X.
Упоры 6,11 - для отключения механизма подач по оси Z при аварийных режимах.
Упор 8 - для ограничения зоны резания у патрона .
Упор 9 - для изменения скорости перемещения каретки при выходе в «0» по оси Z.
Упоры 2,4 - для ограничения хода по оси X.
Упоры 7,10 - для ограничения хода по оси Z.
2.3.8 Охлаждение
Охлаждение предназначено для подачи охлаждающей жидкости на режущий инструмент в зоне резания и включает в себя емкость с насосом, механизм подводки к ползушке каретки и подвижную систему трубопроводов на ползушке. Емкость с насосом располагается в правом отсеке станины.
Подводка охлаждающей жидкости к ползушке и каретки осуществляется посредством гибких шлангов расположенных в защитных кожухах.
2.3.9 Электротрубомонтаж
Электротрубомонтаж по станку ведется в нише станины. электропроводка к каретке и ползушке осуществляется посредством гибких шлангов.
Электрошкаф навешен на станок и соединен с механизмами станка проводкой, проложенной в нише станины станка и коробах.
2.3.10 Освещение зоны резания
Освещение зоны резания осуществляется с помощью 2-х светильников, расположенных на торцевых щитах ограждения. Каждый светильник крепится шарнирно неподвижным щитам и имеет защитный козырек. светильник и козырек устанавливаются в положение, обеспечивающее оптимальную освещенность зоны резания и закрепляется неподвижно.
2.4 Указания по мерам безопасности
Безопасность труда на новом полуавтомате достигается соответствием его нормативным требованиям ГОСТ12.2.009-80; СТ СЭВ 538-77; СТ СЭВ 539-77; СТ СЭВ 540-77.
Станки обеспечены устройствами, обеспечивающими безопасность работы.
1. Ременные передачи привода главного движения закрываются кожухами, предохраняющими от травмирования при работе главного привода.
2. В желтый цвет окрашиваются внешние торцы протекторов кареток и суппортов, наружные торцевые поверхности шкивов передач и внутренняя поверхность крышки шпиндельной бабки.
3. Зона обработки имеет подвижное ограждение из листовой стали, имеющее смотровое окно из прозрачного материала с решеткой. Станок оснащен блокировкой, допускающей включение вращения шпинделя только при закрытом положении подвижного ограждения.
4. Время торможения шпинделя после его выключения при всех частотах вращения не превышает 5 с.
5. Органы управления станка снабжены фиксаторами, не допускающими самопроизвольных перемещений органов управления.
6. На электрошкафе установлен знак напряжения по ГОСТ 12.4.027-76.
7. Вводные выключатели снабжены указателем в виде мигающего индикаторного устройства, показывающего состояние его контактов.
8. На станке имеется кнопка «Стоп» (аварийная) с грибковидным толкателем увеличенного размера, установленная на панели, закрепленной на каретке станка.
9. Шкафы электрооборудования и клеммные коробки имеют исполнение по степени защищенности 1Р54 по ГОСТ 14254-80.
10. На станке применен переключатель «Стоп подачи» и «Стоп шпинделя», дающий возможность оператору при необходимости последовательно остановить подачу и вращение шпинделя без отключения станка.
11. Перемещение каретки и суппорта ограничиваются в крайних положениях блоками путевых конечных выключателей, дающих последовательно команды на останов подачи и на аварийное отключение станка.
12. Двери электрошкафов станка запираются специальными замками.
13. На станке предусмотрен специальный переключатель «Блокировка пульта управления», запираемый ключом, блокирующий возможность ввода информации с клавиатуры пульта при выключенном положении переключателя.
2.5 Решение вопросов художественного конструирования и эргономики
Художественное конструирование - неотъемлемая часть комплекса исследовательских, конструкторских, технологических работ направленных на оптимизацию системы «человек - машина».
Основой художественного конструирования является эргономика - наука, изучающая взаимосвязи человека с машиной и окружающей его предметной средой.
При проектировании станка вопросам художественного конструирования и, прежде всего, вопросам эргономики, было уделено достаточно внимания. Станок, в основном, отвечает антропометрическим, инженерно - технологическим, физиологическим и эстетическим требованиям эргономики. Наличие системы ЧПУ позволяет увеличить производительность труда и сохранить время на переналадку, а также почти исключить непосредственное участие человека в выполнении технологического процесса, т. е. позволяет более рационально распределить функции между человеком и машиной, улучшить условия труда человека, сделать его более разнообразным и творческим.
Антропометрия, физиология, инженерная психология, гигиена труда являются основными разделами эргономики, как уже говорилось ранее.
Антропометрия - обмер человека. Антропометрические данные кладутся в основу проектирования машин, орудий труда, помещений, потребительских изделий, производственной и других средств, что делает возможным правильную и эффективную эксплуатацию этих предметов. Кроме антропометрических данных, следует также учитывать состав и возрастную изменчивость организма человека, так как рабочие коллективы могут отличатся по составу (мужчина и женщина) и возрасту. Поэтому при создании оборудования и интерьера цеха должны учитываться физиологические различия (рост, вес, допустимые нагрузки и т.п.) мужского и женского организма.
Физиология изучает изменение функционального состояния человека под влиянием его рабочей деятельности. Поэтому при проектировании следует стремиться к тому, чтобы каждый конструктивный элемент машины, каждое движение, которое совершает человек на рабочем месте, были бы полностью оправданы с точки зрения физиологических требований.
Инженерная психология органически связана с конструкцией машины и дает основу для выбора лучшей её структуры. Следовательно, задача инженерной психологии - изучить возможности работы человека и машины, и лучшим образом распределить функции между ними с тем, чтобы обеспечить наилучшие условия и результаты труда.
Инженерная психология изучает такие вопросы как: проектирование органов управления машин с учётом психофизиологических особенностей человека (правило мнемоники); особенности зрительного восприятия; возможности человеческой памяти; творческое содержание труда; распределение функций между человеком и машиной;
взаимосвязи между темпераментом работающего и характером работы; скорости реакции человека на сигналы со стороны машины; условия восприятия информации и др.
При проектировании рабочего места следует учитывать анатомические параметры тела, допустимые нагрузки на руки и ноги, скорость рабочих движений оператора и скорость реагирования нервной системы на информацию (скорость реакции).
Органы управления нового полуавтомата находятся в удобной зоне обслуживания. Рукоятки отсутствуют, управление осуществляется кнопками и переключателями.
При проектировании станка было также уделено внимание его эстетическим качествам и соответствию стилевым чертам станков данного класса.
Станок обладает композиционным единством, рациональной наглядной компоновкой - все эти показатели способствуют удобству обслуживания станка.
Применение декоративных покрытий придаёт станку привлекательный внешний вид. Окраска произведена строго в соответствии с ОСТ Н06-2-72.
Покрытие выполнено по 2-му классу ГОСТ 9894-61. Рекомендуемая окраска станка - светло-серый, светло-зелёный, светло-голубые тона.
2.6 Указания по эксплуатации станка
Температура в помещении, где эксплуатируется станок. Должна быть от +15 до +40 С; относительная влажность не более 80 %.
Запыленность помещения должна быть в пределах санитарной нормы.
Станок не должен подвергаться воздействию внешнего нагрева и сильных тепловых перепадов.
Вблизи станка не должно быть шлифовальных станков, работающих без охлаждения, крупного обдирочного и кузнечно-прессового оборудования.
Установленные вблизи станка устройства, работающие с использованием токов высокой частоты, должны иметь защиту от радиопомех.
В помещениях для установки станка необходимо прокладывать шину, соединённую с низкоомным контуром заземления, для подключения проводов заземления станка. Сопротивление контура заземления не должно превышать 40м.
Станок с ЧПУ подключается к трехфазной сети переменного тока (напряжение 380 В с разбросом от -15 до +10 %, частота 50 Гц, от -1 до +1 Гц).
Для защиты от электрических помех, создаваемых работой другого электрооборудования, рекомендуется осуществлять питание устройства ЧПУ от отдельного мотор-генератора или силового трансформатора, к которым не разрешается подключать другое оборудование.
Необходимо обеспечить достаточное пространство для удобной уборки станка от стружки.
Смазывание станка должно производиться только теми маслами, которые указаны в руководстве.
Водородный показатель СОЖ должен быть в пределах рН 8...8,5.
2.7 Расчет режимов резания
Опеделение сил резания Исходные данные:
•Обрабатываемый материа: Сталь 45Х.
•Вид обработки: Наружное продольное точение.
•Режущий инструмент: Резец проходной.
•Материал режущей части: Т15К5.
•Стойкость инструмента: Т=50 мин.
Выбираем предельно допустимые глубину и подачу резания [17]:
tmax=5,8 мм; smax=1,0 мм.
Определяем скорость резания [17]
![]() ,
,
где
![]()
 - коэффициент
обрабатываемости стали,
- коэффициент
обрабатываемости стали,
![]() МПа,
МПа,
![]() ,
,
![]() -
коэффициент учитывающий влияние материала заготовки;
-
коэффициент учитывающий влияние материала заготовки;
![]() - коэффициент
учитывающий влияние материала инструмента;
- коэффициент
учитывающий влияние материала инструмента;
![]() - коэффициент
учитывающий влияние углов в плане;
- коэффициент
учитывающий влияние углов в плане;
![]() - коэффициент
учитывающий влияние радиуса при вершине;
- коэффициент
учитывающий влияние радиуса при вершине;
Сv=340 - постоянная;
m=0,2; х=0,15; у=0,45 - показатели степени.
![]()

Определяем силы резания [17]
![]()
![]()
 ,
, ![]() МПа,
МПа,
n=0,75;
![]()
![]()
![]()
![]()
![]() Cp=300; x=1; y=0,75;
n=-0,15.
Cp=300; x=1; y=0,75;
n=-0,15.
![]()
![]()
![]()
![]()
![]()
![]()
Определяем мощность резания [17]
![]()
![]()
2.8 Расчет КПД привода главного движения
![]()
где
![]() - КПД ременной передачи (1 шт);
- КПД ременной передачи (1 шт);
![]() - КПД подшипников (7шт);
- КПД подшипников (7шт);
![]() - КПД зубчатых колес (2 шт).
- КПД зубчатых колес (2 шт).
![]()
2.9 Расчет мощности двигателя привода главного движения
где N=14,6754 кВт - мощность резания;
![]() - КПД привода главного движения.
- КПД привода главного движения.
![]()
Для привода главного движения выбираем двигатель переменного тока тип 2ПФ200МГУ4, Nном=22 кВт, n=1600 мин-1.
2.10 Расчет поликлиновой передачи
Поликлиновой ремень включает в себя несколько рабочих поверхностей треугольной формы, что позволяет равномерно распределять нагрузку между ними и обеспечить постоянство расчетных диаметров шкивов. В этом их основное преимущество перед клиновыми ремнями. Небольшая высота и кордшнур из химического волокна позволяет использовать их на шкивах малого диаметра с передаточным числом до 8 и при скорости до 40 м/с. При равных условиях работы данная передача более компактна, чем с клиновыми ремнями.
Расчет ведем по [2].
Определим сечение ремня.
Определяем момент на быстроходном валу
M = 9740![]() [Hм],
[Hм],
где N – мощность, передаваемая ремнем, кВт; n1 – минимальная частота вращения быстроходного вала, мин-1.
M = 9740![]() = 134 Hм.
= 134 Hм.
Следовательно, сечение ремня Л.
Его параметры:
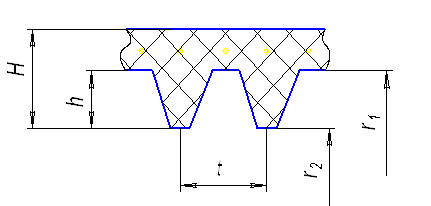
Рис. 3. Ремень поликлиновой
H=9,5 мм;
t=4,8 мм;
h=4,85 мм;
r1=0,2 мм;
r2=0,7 мм.
Определяем диметры шкивов.
Пусть диаметр меньшего шкива d1=200 мм.
Диаметр ведомого d2=i* d1=1*200=200 мм. Ближайшее значение из стандартного ряда d2=200 мм.
Уточняем передаточное значение с учетом относительного скольжения S=0,01.
 .
.
Определяем межосевое расстояние:
amin=0,55(d1+ d2)+Н=0,55(200+200)+9,5=230 мм;
amax= d1+ d2=200+200=400 мм.
Принимаем промежуточное значение a=320 мм.
Определяем расчетную длину ремня:
Lp=
![]()
 =
=
![]() мм
мм
Ближайшее стандартное значение Lp=1250 мм.
Уточняем межосевое расстояние:

где ![]() - параметры нейтрального слоя.
- параметры нейтрального слоя.
Определяем угол обхвата малого шкива d1:
![]() 180
180![]() .
.
Определяем скорость ремня:
![]() м/с.
м/с.
Определяем коэффициенты:
-
угла
обхвата ![]() ;
;
-
режима
работы ![]() ;
;
-
скорости
![]() .
.
Определяем наименьшее межосевое расстояние, необходимое для надевания ремня
аmin = а – 0,01L;
аmin = 320 – 0,01·1250= 307.5 мм.
Определяем наибольшее межосевое расстояние, необходимое для вытяжки ремня
аmax = а + 0,02L ;
аmax = 320 + 0,02·1250 = 345 мм.
Принимаем исходную длину L0 = 1600 мм и относительную длину L/L0 = 1,25.
Принимаем коэффициент длины ремня СL = 0,9+0,1L/L0=1,025.
Определяем число ребер поликлинового ремня:
z=10F/[F]10;
![]() где:
где:
[F]10 =(F10*![]() где F10 - допускаемая окружная
сила для передачи поликлиновым ремнем с десятью ребрами при передаточном
отношении i=1,
где F10 - допускаемая окружная
сила для передачи поликлиновым ремнем с десятью ребрами при передаточном
отношении i=1, ![]() , эталонной длине L0, работе в одну
смену с постоянной нагрузкой.
, эталонной длине L0, работе в одну
смену с постоянной нагрузкой.
![]() - слагаемое, учитывающее влияние
передаточного отношения.
- слагаемое, учитывающее влияние
передаточного отношения.
![]() 0Нм.
0Нм.
[F]10 =(1190*0,97*0.98)*0,73=825
Определяем исходную мощность
N0 = 22 кВт.
Определяем поправку к моменту на передаточное число
ΔМ = 4 кг·м.
Определяем поправку к мощности
ΔN = 0,001 ΔМin1;
ΔN = 0,001·4·1600
ΔN = 6.4 кВт.
Определяем допускаемую мощность [N], кВт
[N] = (N0CαCL + ΔNi)Cp;
[N] = (22· 0,97· 0.98 + 6.4)0,73 = 18кВт.
Определяем число ребер ремня
![]()
z = ![]() = 12.2 кВт.
= 12.2 кВт.
Принимаем количество ребер z=13
Номинальная мощность, передаваемая ремнем:
![]() ,
,
где ![]() - к.п.д. механизма от вала
ременной передачи до шпинделя.
- к.п.д. механизма от вала
ременной передачи до шпинделя.
Определяем ширину шкива
В = (z – l)s + 2*f,
где s – шаг ребер, мм; f – длина свободной части шкива, мм.
В = (13 – 1)4,8 + 2· 5,5 = 68.6 мм.
Определяем окружное усилие, передаваемое ремнем (по номинальной мощности):
![]()
где v=4,65 м/с – минимальная рабочая скорость ремня для данного станка.
Натяжение ветвей ремня:
![]() ;
;
Усилие, действующее на вал при работе станка:
Q=S1+S2=6650+1900=8550 H.
Определим рабочий ресурс рассчитанной клиноременной передачи:

2.11 Расчет зубчатых колес
Расчет зубчатых колес на прочность ведем по [4].
Модуль передачи должен удовлетворять условию:
 [4, раздел
3.4], где
[4, раздел
3.4], где
кF – коэффициент нагрузки;
кm = 13 – вспомогательный коэффициент для прямозубых колес;
Расчет передач на контактную выносливость
Исходя
из заданного передаточного числа U![]() 1 и отношения
1 и отношения ![]() рабочей ширины венца передачи к
начальному диаметру шестерни, определяем, исходя из того, соблюдается ли
соотношение:
рабочей ширины венца передачи к
начальному диаметру шестерни, определяем, исходя из того, соблюдается ли
соотношение:
Расчет передачи I-II (22:88)
Число зубьев шестерни z1=22, колеса z2=88.
Эквивалентное число циклов перемены напряжений:
![]() =60*492,5*10000=29,55*107
=60*492,5*10000=29,55*107
Коэффициент режима нагружения:
 0,488.
0,488.
Допускаемое напряжение на изгиб:
![]() =0,4*1350*0,488=205
Мпа.
=0,4*1350*0,488=205
Мпа.
Исходный расчетный крутящий момент: М1F =832,8 Нм.
Отношение ширины колеса к модулю:
![]() =35/3.5=10.
=35/3.5=10.
Коэффициент нагрузки: КF =1,3.
Коэффициент, учитывающий форму зуба:
YF=3,5 при z=22 [4, рис. 3.10а]
Начальный диаметр шестерни:
dw1=m*z1=3.5*22=77 мм.
Отношение ширины венца к начальному диаметру:
![]() =35/77=0.45.
=35/77=0.45.
Коэффициент безопасности: Sн=1,2 [4, табл. 3.13]
Допускаемое контактное напряжение:
 Мпа.
Мпа.
Передаточное отношение U=88/22=4.
Модуль передачи:
 =3.24.
=3.24.
Модуль m=3.5 зубчатой передачи удовлетворяет условию выносливости зубьев при изгибе.
Начальный диаметр шестерни:
 =67 мм.
=67 мм.
Так как 77>67, то начальный диаметр шестерни удовлетворяет условию контактной выносливости зубьев.
Расчет передачи II-III (24:96)
Число зубьев шестерни z1=24, колеса z2=96.
Эквивалентное число циклов перемены напряжений:
![]() =60*492,5*10000=29,55*107
=60*492,5*10000=29,55*107
Коэффициент режима нагружения:
0,488.
Допускаемое напряжение на изгиб:
![]() =0,4*1350*0,488=205
Мпа.
=0,4*1350*0,488=205
Мпа.
Исходный расчетный крутящий момент: М1F =832,8 Нм.
Отношение ширины колеса к модулю:
![]() =60/4=15.
=60/4=15.
Коэффициент нагрузки: КF =1,3.
Коэффициент, учитывающий форму зуба:
YF=3,3 при z=24 [4, рис. 3.10а]
Начальный диаметр шестерни:
dw1=m*z1=4*24=96 мм.
Отношение ширины венца к начальному диаметру:
![]() =60/96=0,625.
=60/96=0,625.
Коэффициент безопасности: Sн=1,2 [4, табл. 3.13]
Допускаемое контактное напряжение:
 Мпа.
Мпа.
Передаточное отношение U=96/24=4.
Модуль передачи:
 =3.87.
=3.87.
Модуль m=4 зубчатой передачи удовлетворяет условию выносливости зубьев при изгибе.
Начальный диаметр шестерни:
 =102,79 мм.
=102,79 мм.
Так как 105>102,79, то начальный диаметр шестерни удовлетворяет условию контактной выносливости зубьев.
Расчет передачи II-III (60:60)
Число зубьев шестерни z1=60, колеса z2=60.
Эквивалентное число циклов перемены напряжений:
![]() =60*154,4*10000=9,3*107
=60*154,4*10000=9,3*107
Коэффициент режима нагружения:
 0,59.
0,59.
Допускаемое напряжение на изгиб:
![]() =0,4*1350*0,488=248,6
Мпа.
=0,4*1350*0,488=248,6
Мпа.
Исходный расчетный крутящий момент: М1F =2564,5 Нм.
Отношение ширины колеса к модулю:
![]() =30/4=7,5.
=30/4=7,5.
Коэффициент нагрузки: КF =1,3.
Коэффициент, учитывающий форму зуба:
YF=3,6 при z=60 [4, рис. 3.10а]
Начальный диаметр шестерни:
dw1=m*z1=4*60=240 мм.
Отношение ширины венца к начальному диаметру:
![]() =30/240=0,125.
=30/240=0,125.
Коэффициент безопасности: Sн=1,2 [4, табл. 3.13]
Допускаемое контактное напряжение:
Мпа.
Передаточное отношение U=60/60=1.
Модуль передачи:
 =3.87.
=3.87.
Модуль m=4 зубчатой передачи удовлетворяет условию выносливости зубьев при изгибе.
Начальный диаметр шестерни:
 =213 мм.
=213 мм.
Так как 240>213, то начальный диаметр шестерни удовлетворяет условию контактной выносливости зубьев.
2.12 Расчет реакций в опорах шпинделя
Исходные данные:
- Вес патрона GП=1270 Н;
- Вес детали GД=800Н;
- Режимы резания Рz=5569,78 Н; Рх=1670,93 Н; Ру=2784,89 Н.
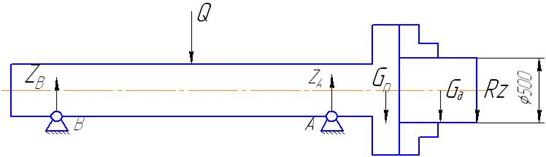
Рис.4. Схема нагружения шпинделя (вертикальная плоскость).
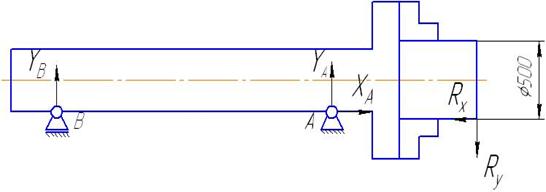
Рис.5. Схема нагружения шпинделя (горизонтальная плоскость).
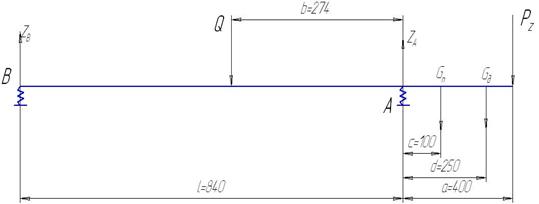
Рис.6. Расчетная схема (вертикальная плоскость).
Сила зацепления Q определяется по формуле:
 ,
,
где
![]() -
окружная составляющая силы в зацеплении, Н;
-
окружная составляющая силы в зацеплении, Н;
![]() - угол
зацепления зубчатых колёс,
- угол
зацепления зубчатых колёс, ![]() .
.
Окружная
составляющая ![]() равна:
равна:
 ,
,
где
![]() -
тангенциальная составляющая силы резания, Н;
-
тангенциальная составляющая силы резания, Н;
![]() - диаметр
начальной окружности приводного колеса шпинделя, мм;
- диаметр
начальной окружности приводного колеса шпинделя, мм;
![]() - расчётный
диаметр в мм, который равен:
- расчётный
диаметр в мм, который равен:
 ,
,
где
![]() -
наибольший диаметр обрабатываемой заготовки в мм.
-
наибольший диаметр обрабатываемой заготовки в мм.
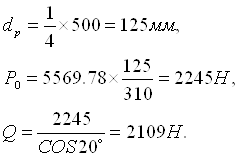
Определяем сумму моментов относительно точки В
![]()
![]()
![]()
![]()
Определяем сумму моментов относительно точки А
![]()
![]()
![]()
![]()
Знак «-» говорит о том, что реакция опоре В ZB направлена в противоположную сторону.
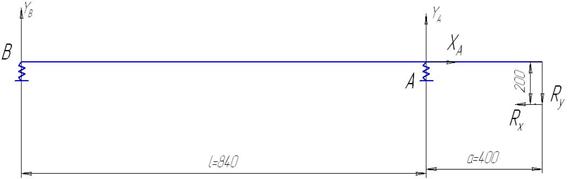
Рис.7. Расчетная схема (горизонтальная плоскость).
Определяем сумму моментов относительно точки В
![]()
![]()
![]()
![]()
Определяем сумму моментов относительно точки А
![]()
![]()
![]()
![]()
Знак «-» говорит о том, что реакция опоре В YB направлена в противоположную сторону.
Определяем сумму сил по оси ОХ
![]()
![]()
![]()
Полученные результаты сведены в табл. 9.
Таблица 9
|
XA, H |
YA, H |
YB, H |
ZA, H |
ZB, H |
| 1670,93 | 6931,28 | 4146,39 | 15828,62 | 3111,16 |
2.13 Проектирование гидростатических подшипников
Гидростатические подшипники применяют в станки строении, приборостроении, турбостроении и других отраслях промышленности. Вследствие того, что вращающаяся поверхность всегда отделена от невращающейся слоем смазочной жидкости, они обеспечивают высокую точность вращения, практически неограниченную долговечность, весьма высокую нагрузочную способность при любой скорости, в металлорежущих станках позволяют получить высокое качество поверхности обрабатываемого изделия. Высокая демпфирующая способность гидростатических подшипников значительно повышает виброустойчивость станка и его производительность. Гидростатические подшипники используют в качестве датчиков, в приводах микроперемещений, в системах адаптивного управления. Все это определяет перспективность их дальнейшего использования в машиностроении.
2.13.1 Принцип работы гидростатических подшипников
Гидростатический подшипник — это подшипник скольжения, давление в рабочем слое смазочной жидкости которого создается источниками питания, расположенными вне подшипника и работающими независимо от него.
Из всех типов гидростатических подшипников можно выделить два основных: цилиндрические (радиальные) и упорные подшипники (подпятники).
Цилиндрические подшипники выполняют с равномерно расположенными по окружности карманами, в каждый из которых от источника питания через дросселирующее устройство подается смазочная жидкость под давлением, за счет чего образуется подъемная сила, и вал всплывает.
Под действием внешней нагрузки F вал занимает эксцентричное положение относительно втулки. Образуется разница в величинах рабочих зазоров, через которые вытекает смазочная жидкость из различных карманов, изменяются и гидравлические сопротивления на выходе. Это приводит при наличии гидравлических сопротивлений (дросселей) на входе к изменению давления в каждом кармане; результирующая давлений воспринимает внешнюю нагрузку и возвращает вал в центральное исходное положение.
В гидростатические подшипники без дросселирующих устройств смазочная жидкость в каждый карман подводится от собственного источника питания (система «насос-карман»). Такую систему применяют в крупногабаритных подшипниках,
Для разгрузки валов применяют незамкнутые гидростатические подшипники, в которых втулка с несущими карманами не охватывает вал со всех сторон.
Рис.8. Распределение давлений в радиальном гидростатическом подшипнике.
В гидростатических подшипниках отсутствует контакт вала и втулки, так как в режимах пуска и останова вал всплывает до начала вращения, а опускается после останова.
2.13.2Расчет гидростатических подшипников
Задняя опора представляет собой замкнутый радиальный гидростатический подшипник.
Рис.9. Гидростатический подшипник.
Расчет подшипников задней опоры.
Диаметр шейки шпинделя D=120 мм.
Длина подшипника L=100 мм.
Размер перемычек, ограничивающих карман в осевом наплавлении l0=10 мм.
Размер перемычек между карманами lк=14 мм.
Число карманов z=4.
Жесткость подшипника j=500*103 н/мм.
Смазочная жидкость-масло И-5А с µ=7 МПа*с при температуре 30˚С.
Максимально допустимое значение смещения шпинделя е=0,01 мм.
Максимальная скорость колебаний шпинделя V=0.2 мм/с
Частота вращения шпинделя n=1600 об/мин.
1. Найдем эффективную площадь подшипника:
2. Найдем первоначальное значение диаметрального зазора:
![]() мм.
мм.
3. Давление источника питания:
![]()
4. Энергетические потери в подшипнике:
5. Оптимальное значение диаметрального зазора по минимуму энергетических затрат:
Поскольку полученное значение Δопт не значительно отличается от Δ0, то можно не корректировать значения рн и РЕ. Окончательно принимаем
Δ=0.091±0,005 мм.
6.Проверяем максимальное значение относительно эксцентриситета:
ε=2е/Δ=2*0,01/0,091=0,22<0,35
6. Максимальная нагрузочная способность:
![]() Н.
Н.
7. Расход смазочной жидкости :

8. Максимальная сила демпфирования в подшипнике:
9. Проводим расчет параметров дросселя. Длину канала (мм) капиллярного дросселя, имеющего круглое сечение, при dдр=0.6мм определяем как:
qдр=86*103/4=21.5*103 мм3/с.
2.13.3 Расчет подшипников передней опоры
Диаметр шейки шпинделя D=160 мм.
Длина подшипника L=120 мм.
Размер перемычек, ограничивающих карман в осевом наплавлении l0=12 мм.
Размер перемычек между карманами lк=15 мм.
Число карманов z=4.
Жесткость подшипника j=500*103 н/мм.
Смазочная жидкость-масло И-5А с µ=7 МПа*с при температуре 30˚С.
Максимально допустимое значение смещения шпинделя е=0,01 мм.
Максимальная скорость колебаний шпинделя V=0.2 мм/с
Частота вращения шпинделя n=1600 об/мин.
1. Найдем эффективную площадь подшипника:
2. Найдем первоначальное значение диаметрального зазора:
![]() мм.
мм.
3. Давление источника питания:
![]()
4. Энергетические потери в подшипнике:
5. Оптимальное значение диаметрального зазора по минимуму энергетических затрат:
Поскольку полученное значение Δопт не значительно отличается от Δ0, то можно не корректировать значения рн и РЕ. Окончательно принимаем
Δ=0.123±0,005 мм.
Проверяем максимальное значение относительно эксцентриситета:
ε=2е/Δ=2*0,01/0,123=0,18<0,35
6. Максимальная нагрузочная способность:
![]() Н.
Н.
7. Расход смазочной жидкости :

8. Максимальная сила демпфирования в подшипнике:
9. Проводим расчет параметров дросселя. Длину канала (мм) капиллярного дросселя, имеющего круглое сечение, при dдр=0.6мм определяем как:
qдр=204*103/4=51*103 мм3/с.
2.14 Проверка подшипников вала в револьверной головке
В опорах вала установим радиальные однорядные шарикоподшипники легкой серии 206 ГОСТ 8338–75.
- Статическая грузоподъемность С0 = 10кН =10000Н;
- Динамическая грузоподъемность С = 19,5кН =19500Н.
Осевая нагрузка Fа = 0, т. к. осевые нагрузки зубчатой передачи малы.
Приведенная динамическая нагрузка Рпр:
Pпр = X × V × Fr × Ks × KT,
где Х – коэффициент радиальной нагрузки; Х = 1, т.к. подшипник радиальный однорядный;
V = 1, т.к. вращается внутреннее кольцо;
Кs – коэффициент безопасности; принимаем Кs = 1,25;
КТ – температурный коэффициент; т.к. рабочая температура меньше 100°С, то КТ = 1.
Рпр = 1 × 1 × 746 × 1,25 × 1 =932.5Н.
Приведенная нагрузка соответствует эквивалентной динамической нагрузке Рпр = Рэкв.
Определим ресурс предварительно выбранного подшипника:

Так как расчетная долговечность подшипника больше требуемой (72230>25000), то подшипник пригоден.
2.15 Проверка подшипников входного вала продольного шпиндельного блока
В опорах вала установим радиальные однорядные шарикоподшипники легкой серии 7000111 ГОСТ 8338–75.
- Статическая грузоподъемность Со = 11,7кН =11700Н;
- Динамическая грузоподъемность С = 17кН =17000Н.
Осевая нагрузка Fа = 0, т. к. осевые нагрузки от муфты и зубчатой передачи малы.
Приведенная динамическая нагрузка Рпр:
Pпр = X × V × Fr × Ks × KT,
где Х – коэффициент радиальной нагрузки; Х = 1, т.к. подшипник радиальный однорядный;
V = 1, т.к. вращается внутреннее кольцо;
Кs – коэффициент безопасности; принимаем Кs = 1,25;
КТ – температурный коэффициент; т.к. рабочая температура меньше 100°С, то КТ = 1.
Рпр = 1 × 1 × 935 × 1,25 × 1 =1168Н.
Приведенная нагрузка соответствует эквивалентной динамической нагрузке Рпр = Рэкв.
Определим ресурс предварительно выбранного подшипника:

Так как расчетная долговечность подшипника больше требуемой (64220>25000), то подшипник пригоден.
2.16 Проектирование гидростатических направляющих
Гидростатические направляющие обладают рядом преимуществ по сравнению с обычными направляющими смешанного трения. Они обеспечивают минимальную, не зависящую от нагрузки, силу трения в широком диапазоне скоростей, практически не изнашиваются, имеют относительно высокую демпфирующую способность. Эти достоинства определяют все более широкое распространение гидростатических направляющих в станкостроении.
2.16.1 Принцип работы
Особенность гидростатических опор состоит в том, что масло, разделяющее скользящие поверхности, подводится к ним извне с помощью насоса. Масло поступает через отверстие в карман, в котором давление одинаково во всех точках, поскольку глубина кармана велика (1—4 мм). Карман окружен перемычками, препятствующими свободному вытеканию масла из кармана. Истечение масла возникает после того как подвижный элемент всплывает на величину h и масло через образовавшуюся щель по периметру кармана вытекает наружу. Величина всплытия определяется количеством масла, подводимым к карману; давление р1 в кармане устанавливается автоматически и зависит только от нагрузки F, на опору. При увеличении нагрузки (F2>F1) давление повышается до р2.
Толщина масляной пленки уменьшается до h2, причем источник питания должен обеспечить возможность увеличения давления в карманах в рабочем диапазоне нагрузок.
Для восприятия нагрузок различного направления, в том числе опрокидывающих моментов М на каждой рабочей поверхности предусматривают несколько карманов (по меньшей мере, два), в каждый из которых масло подводится из своего устройства (системы питания) благодаря чему в карманах устанавливаются давления определяемые нагрузкой, приходящейся на каждый из карманов. При центральной нагрузке F давления р1 в карманах одинаковые а под действием опрокидывающего момента М в карманах устанавливаются давления р2, р3, определяемые нагрузкой на карманы. При этом подвижный узел может перекашиваться на угол а.
Большое влияние на эксплуатационные характеристики оказывают
системы питания карманов. При системе питания насос — карман в каждый карман опоры независимо от нагрузки в единицу времени подводится постоянное количество масла, например с помощью многопоточного насоса. При системе питания с дросселями достаточно иметь один насос, который подает масло через дроссели к каждому карману. Дроссели, на которых падает давление от рн до рi (pн>р1…р4), нужны для того, чтобы при различной нагрузке на карманы 1к—4к давления в них не могли выравниться. В системе с регуляторами сопротивление каждого из них определяется давлением р1-р4 в кармане, которое уменьшается с повышением давления. Это обеспечивает более благоприятное (с учетом характера нагружения) распределение расхода по отдельным карманам, что значительно повышает жесткость масляного слоя. Из-за сложности эту схему применяют редко.
2.16.2 Эксплуатационные характеристики
Результаты расчетов эксплуатационных параметров соответствуют экспериментальным показателям с погрешностью не более 10—15%, поэтому больших запасов при расчете параметров не требуется. При расчете во многих случаях можно пользоваться следующими допущениями:
- сопротивление истечению опор, поверхности которых не параллельны, определяют по средней толщине пленки в каждом кармане;
- наиболее важные эксплуатационные характеристики, такие как несущая способность, жесткость масляного слоя, следует анализировать, принимая во внимание упругие деформации и погрешности изготовления деталей опоры, вводя в расчет так называемый начальный зазор, который обусловливает такой же дополнительный расход масла через опору, как и реальная погрешность.
2.16.3 Расчет гидростатических направляющих
Исходные данные
Вес верхнего суппорта Gs=10 кН
Используемое масло ИГП-8 (η=32*10-3 Па*с при 20ºС и η=17*10-3 Па*с при 30ºС)
Начальный зазор h0=30 мкм
hmin=12 мкм; hmax=55 мкм;
1. Определим эффективную площадь кармана
площадь всех карманов Sэфi=0.02*2=0.04 м2
2. Рабочие давления
![]()
где Gs – вес верхнего суппорта
3. Предварительная расчетная толщина масляной пленки при нагрузке

4. Сопротивление истечению жидкости
![]()
где k0 - коэффициент учитывающий геометрию кармана и вязкость масла
5. Требуемая производительность
![]()
Выбираем насос, имеющий по паспорту расход, близкий к Q
Qф=025*10-3м3/с=15 л/мин
Все дальнейшие расчеты проводим исходя из фактического расхода насоса Qф
6. Уточняем фактическое сопротивление истечению
![]() Па*с/м3
Па*с/м3
7. Определяем жесткость масляного слоя
Cmin=3G/hpmax=3*10/85=0.35 кН/мкм
Cmax=3G/hpmin=3*10/42=0.71 кН/мкм
8. Общие потери мощности в опорах Nобщ=NQ+NV , где NQ-потери мощности при проталкивании смазочного материала через зазор между смазываемыми поверхностями
NQ=р*Qф=0,25*106*0,25*10-3=62,5Вт;
NV – потери мощности при относительном перемещении смазываемых
поверхностей;  , здесь Ftp – сила жидкостного трения; SV – площадь смазываемой поверхности, по
которой происходит сдвиг слоев масла, т. е. общая площадь опоры за вычетом
площади карманов; v- скорость
относительного перемещения смазываемых поверхностей.
, здесь Ftp – сила жидкостного трения; SV – площадь смазываемой поверхности, по
которой происходит сдвиг слоев масла, т. е. общая площадь опоры за вычетом
площади карманов; v- скорость
относительного перемещения смазываемых поверхностей.
NQ=р*Qф=0,25*106*0,25*10-3=62,5Вт;
,
где SV=B1L-b1l0=90*550-10*250=47000мм2=0,047м2 для каждой направляющей;
 Вт
Вт
Nобщ=NQ+NV=62,5+2560=2622,5 Вт;
9. Расчет максимальной температуры
При дроссельной системе tвх= tб = 30 ºС. Пренебрегая теплотой отводимой базовыми деталями (k=0) получаем:
![]()
 ºС
ºС
3.Организационно-экономическая часть
3.1 Сравнительный технико-экономический анализ проектируемого и базового варианта
В дипломном проекте решается задача решается задача необходимости модернизации патронного полуавтомата 1П756.
Эта необходимость вызвана тем, что базовый вариант станка не соответствует современным требованиям, в частности, по надежности. Модернизация проводится посредством замены опор шпинделя на гидростатические. Что позволяет не только повысит надежность за счет уменьшения износа, но и повысить демпфирующие способности и качество обрабатываемой повехности .
Для экономического обоснования модернизации необходимо рассчитать капитальные и эксплуатационные затраты по сравнительным вариантам станков.
Исходные данные:
| Показатели | Единицы измерения |
Базовая модель |
Модернизированная |
|
Фонд времени работы Время непрерывной работы Среднее число отказов Среднее время устранения 1отказа |
час час ед/год час |
2560 16 0,53 42 |
2560 16 0,27 30 |
Таблица10
3.2Расчет капитальных затрат при модернизации патронного полуавтомата мод. 1П756
К=Ц+Sтранс+Sмонтаж
К – капитальные затраты.
Sтранс – затраты на транспортировку.
Sмонтаж – затраты на монтаж.
Sтранс =0; Sмонтаж =0.
Ц2= Ц1-Sискл+ Sввод
Где Ц1 - себестоимость базового станка
Sискл – себестоимость исключаемых элементов
Sввод – стоимость вводимых элементов.
| Наименование детали | Количество | Стоимость | Сумма |
| Гидростатический подшипник | 2 | 8500 | 17000 |
| Двухрядный роликоподшипник | 2 | 3500 | 7000 |
|
Упорно-радиальный подшипник |
1 | 4250 | 4250 |
Таблица 11
Ц2= Ц1-Sискл+ Sввод =1200000-7000-4250+17000 = 1205750 р.
Все цены приведены с сайтов производителей оборудования.
3.3 Расчет эксплуатационных затрат
Эксплуатационные затраты – это себестоимость продукции или услуг, получаемых в результате использования в течение года. Эксплуатационные затраты рассчитываются в объеме технической себестоимости.
Техническая себестоимость (Sтехн) – сумма затрат по сравниваемым статьям разных вариантов станков. В моем случае расчет сводится к расчету затрат на ремонт.
![]()
a) Годовые расходы на заработную плату ремонтников в год.
![]()
где: Cчас – часовая ставка ремонтных рабочих;
t – время устранения отказа;
n – количество отказов в год;
![]() - базовая
модель;
- базовая
модель;
![]() -
модернизированный станок.
-
модернизированный станок.
b) Затраты на материалы для изготовления узлов:
![]() =
2100 (руб) - базовая модель;
=
2100 (руб) - базовая модель;
![]() = 1600 (руб) -
модернизированный станок.
= 1600 (руб) -
модернизированный станок.
Технико-экономические показатели
Таблица 12.
| Показатели | Единицы измерения |
Базовая модель |
Модернизированная |
|
Капитальные затраты: Цена станка Эксплуатационные затраты: обнаружение и устранение a. Затраты на ремонт в год b. Материал |
руб. руб. руб. |
1200000 4452 2100 |
1205750 1620 1600 |
| Итого | 6552 | 3220 |
3.4. Интегральный экономический коэффициент
![]()
где: Т – срок окупаемости.
![]() - капитальные
затраты на базовую модель;
- капитальные
затраты на базовую модель;
![]() - капитальные
затраты на модифицированную модель;
- капитальные
затраты на модифицированную модель;
![]() - эксплуатационные затраты на базовую
модель;
- эксплуатационные затраты на базовую
модель;
![]() - эксплуатационные затраты на
модифицированную модель.
- эксплуатационные затраты на
модифицированную модель.
Эинт=(с1-с2)*Тисп+(к1-к2)=(6552-3220)*10+(1200000-1205750)=27570 (руб),
где: Тисп – предполагаемый срок использования станка.
Вывод: на основе полученных значений экономического эффекта можно сделать вывод о том, что применение гидростатических подшипников в опорах шпинделя на станке выгодно не только с технической, но и с экономической точки зрения.
4.Безопасность труда и охрана окружающей среды
4.1 Анализ опасных и вредных производственных факторов при эксплуатации токарного станка 1П756
Расчет защитного экрана и расчет нефтеловушек
Опасные и вредные производственные факторы и их источники
Технологические операции (токарная обработка), осуществляемые на токарном станке с ЧПУ модели 1П756 при обработки деталей, связаны с действием и потенциальной возможностью ряда опасных и вредных промышленных факторов (табл.1).
Таблица 12 Опасные и вредные промышленные факторы и их источники
| Опасные вредные факторы | Источники |
| Механические опасные факторы | Гибкие передачи (ремни), винты продольной и поперечной подачи, металлическая стружка (сливная), острые кромки заготовки, резца и т.д. |
| Повышение напряжения в электрической сети |
Электрическая сеть (конкретно приведена ниже) |
| Повышенный уровень вибраций | Непосредственно процесс резания, работа электродвигателей, |
| Повышенный уровень шума | Процесс резания, вентиляторы, зубчатые передачи. |
| Вредные примеси | Процесс резания, охлаждения (СОЖ) |
| Потенциальные опасные факторы пожара | Возгорание масла, промасленной ветоши, скоплений пыли. |
| Психофизиологические факторы | Трудовой процесс (микроклимат, освещение) |
Требования безопасности, предъявляемые к металлообрабатывающим станкам, определены ГОСТ 12.2.009-75, а дополнительные требования, вызванные особенностями их конструкции и условий эксплуатации, указываются в нормативно-технической документации на станки.
4.2 Защита от механических опасных факторов
Работа станка связана с наличием опасных вращающихся частей (шпиндель, винты подач), сливной стружки и т.д. Их воздействие в случае нахождения персонала в опасной зоне вызывает механические травмы – нарушение целостности тканей организма, а в некоторых случаях со смертельным исходом.
К опасным факторам этой подгруппы относят:
- движущиеся части оборудования (суппорт, шпиндель, валы, винты подач);
- разлетающаяся стружка и осколки;
- разрыв ременной передачи.
Все средства защиты от механических травмирующих факторов подразделяются на:
- оградительные устройства (кожухи, дверцы, щиты, козырьки, планки, барьеры, экраны);
- предохранительные устройства (блокировочные, ограничительные);
- тормозные устройства (колодочные, дисковые, конические, клиновые);
- устройства автоматического контроля и сигнализации (информационные, предупреждающие, аварийные, ответные);
- устройства дистанционного управления (стационарные, передвижные);
знаки безопасности (запрещающие, предупреждающие, предписывающие, указательные).
На моем станке механическая безопасность обеспечивается следующими техническими средствами:
- гибкие передачи, соединяющие электродвигатель главного движения со шпиндельной бабкой, защищены кожухом;
- зона резания ограждена защитным кожухом со смотровым окном, закрытым стеклом;
- винты продольной и поперечной подачи защищены кожухами.
Выбор средств защиты производится в соответствии с ГОСТ 12.4.125 – 83 «Средства коллективной защиты работающих от воздействия механических факторов. Классификация».
4.3 Обеспечение электробезопасности
Источниками повышенного напряжения в электрической цепи являются электрооборудование (электродвигатели, электрошкафы) - токоприемники, осветительные установки (освещение питается U=24В), питающая сеть, электропроводка станка.
Требования к безопасности электрооборудования предусмотрены в ГОСТ 12.1.038- 82 «Электробезопасность. Предельно допустимые напряжения прикосновения и токов». «Правилами устройства электроустановок» все цеха машиностроительных заводов определяются как помещения особо опасные.
Основные причины несчастных случаев от воздействия электрического тока следующие:
- случайное прикосновение или приближение на опасное расстояние к токоведущим частям станка;
- появление напряжения на металлических конструктивных частях электрооборудования (корпусах, станинах и т.д.);
- возникновение шагового напряжения на поверхности земли в результате замыкания провода на землю.
Средства защиты, используемые на станке 1П56:
- вводной автомат сблокирован с дверцами электрошкафа. При открывании дверок вводной автомат выключается;
- на станке, электрошкафах, пультах управления, каретке предусмотрены болты заземления;
- предусмотрена нулевая защита;
- электрическая аппаратура питается пониженным напряжением 110В,24В и располагается в защитных электрошкафах и пультах управления;
- разводка по станку выполнена в металлических коробках, металлорукавах и шлангов;
- на станке имеется сигнальная лампочка, расположенная на пульте управления, сигнализирующая о подключении станка к сети.
На машиностроительном заводе используется четырех проводная сеть с заземленной нейтралью (U=380В). Светильники местного освещения (аппаратура управления и сигнализация, система ЧПУ) питаются пониженным напряжением 24-36, 110В.
4.4 Обеспечение вибробезопасности
Локальные вибрация от оборудования может передаваться работающему непосредственно через органы управления, ручные машины или через пол и рабочее место оператора.
Причиной возникновения повышенного уровня вибрации является возникновение при работе станка неуравновешенных масс. Их источником в станке являются неуравновешенные вращающиеся массы (заготовка, инструмент и т.п.), иногда вибрации создаются деталями станка (зубчатые зацепления, коробки скоростей, подшипниковые узлы, соединительные муфты).
Локальная вибрация (от ударов в зубчатых передачах), передаваемая через органы управления и фундамент станка, вызывает спазмы сосудов, в результате чего нарушается снабжения конечностей кровью. Наблюдается воздействие вибрации на нервные окончания, мышечные и костные ткани, что приводит к нарушениям чувствительности кожи, окостенению сухожилий, отложению солей в суставах кистей и пальцев рук. Для предотвращения проф. заболеваний необходимо правильно нормировать рабочий день, а также до минимума снижать время контакта человека состанком (органами управления). В моем случае система ЧПУ до минимума снижает контакт со станком во время его работы
Для уменьшения вибрации при монтаже станков предусматривается применение виброизолирующих устройств (виброизоляторы, вибродемпферы) в опорах станков.
Допустимый уровень вибраций должен соответствовать требованиям ГОСТ 12.1.012 –90 «ССБТ. Вибрационная безопасность. Общие требования».
4.5 Характеристика шума и средств защиты от него
Источником повышенного уровня шума является работа гидрооборудования, электродвигателей, насосов и зубчатых передач - конструкторские, и непосредственно сам процесс резания – технологический источник.
Основными характеристиками шума являются:
- скорость колебания частиц среды V/t, м/с;
- скорость распространения звуковой волны с, м/с
Под влиянием сильного шума притупляется острота зрения, появляются головные боли и головокружение, изменяются режимы дыхания и сердечно-сосудистой деятельности, повышается внутричерепное и кровяное давление, нарушается процесс пищеварения, происходят изменения объема внутренних органов.
Воздействуя на кору головного мозга, шум также оказывает раздражающее действие, ускоряющее процесс утомления, ослабляет внимание и замедляет психические реакции.
Патологические изменения, возникшие под влиянием шума, рассматривают как «шумовую болезнь». При действии шума высоких уровней возможен разрыв барабанной перепонки.
Борьбу с повышенным уровнем шума ведут еще на стадии проектирования станка. Для этого между электродвигателем, насосом, оборудованием и фундаментом помещают шумопоглощающие прокладки. Применяют такие шумопоглощающие прокладки как ультратонкое стекловолокно, капроновое волокно, минеральная вата и др.
Источниками шума в станках являются также подшипники качения, зубчатые передачи, неуравновешенные вращающиеся массы. Это все механические шумы, для уменьшения которых необходимо следующее:
- замена прямозубых шестерней на косозубые;
- по возможности замена подшипников качения подшипниками скольжения;
- по возможности замена зубчатых передач на клиноременные;
- широкое применение принудительной смазки трущихся поверхностей.
На своем станке я заменил опоры качения на гидростатические опоры.
Для измерения шума используют прибор шумомер.
Фактические и допустимые уровни звуковой мощности:
Таблица 13. Шумовые характеристики станка
| Частота, Гц | 31,5 | 63 | 125 | 250 | 500 | 1000 | 2000 | 4000 | 8000 | Корректированный уровень звуковой мощности, дБА |
| Фактический уровень звуковой мощности по технической документации, дБ | - | 78 | 80 | 84 | 85 | 85 | 84 | 80 | 80 | 90 |
| Допустимый по ГОСТ 12.2107-85Е при мощности привода 12,5-32 кВт | - | 100 | 100 | 100 | 100 | 97 | 95 | 93 | 91 | 105 |
Для станка уровень звукового давления не должен превышать 80 Дб. Октавные уровни звукового давления и уровни на рабочем месте оператора при работе станка под нагрузкой не должны превышать значений, указанных в ГОСТ 12.1.003.-88. Допустимый уровень должен соответствовать требованиям ГОСТ 12.1 003 – 83 «Шум. Общие требования безопасности».
4.6 Характеристика загрязнений воздушного пространства
Процесс охлаждения зоны резания с помощью подачи СОЖ является источником выделения в воздух аэрозолей и паров воды. СОЖ является также источником микроорганизмов, представляющих биологическую опасность.
В качестве СОЖ используется раствор, состоящий из следующих составляющих:
Эфтол – до 5-7%;
Вода – при 40![]() .
.
В производственном цехе на человека действует большое количество вредных и токсичных веществ в виде аэрозолей, паров и газов. Механическая обработка металла на станке сопровождается выделением пыли, стружки. За 1 час работы станков (N=1кВт) выделяется 150 грамм вредных паров и 0,063 грамм эмульсии.
Для уменьшения выделения в воздух вредных паров и пыли применяются смазочно-охлаждающие жидкости (СОЖ). Значение ПДК загрязняющих веществ в воздухе рабочих зон приведены в ГОСТ 12.1.005-76(ССБТ).
4.7 Пожарная или взрывная опасность
Пожарная безопасность обеспечивается системой предотвращения пожара и пожарной защиты, включающими комплекс организационных мероприятий и технических средств.
В цехе имеются материалы, склонные к самовозгоранию – масла, промасленная ветошь, полимерная изоляция силовых и осветительных кабелей и др. Поэтому в цехе предусмотрены противопожарные стены, которые предназначены для ограничения распространения пожара. Они отделяют от производственных зданий административно-бытовые и складские помещения.
Обрабатываемые детали и используемые материалы находятся в холодном состоянии. В цехе не производится обработка материалов, пыль и стружка которых способны воспламенятся при нагревании.
Категория производства и класс помещений по пожарной опасности определяются в соответствии со СниП II-2-80: категория Д.
Основными причинами пожаров при холодной обработке металлов резанием являются короткие замыкания в электрооборудовании и проводке, самовозгорание промасленной ветоши и одежды, нарушение противопожарного режима и правил обращения с горючими жидкостями.
Пожарная безопасность в отделении холодной обработки металлов резанием обеспечивается системой предотвращения пожара, противопожарной защитой и организационно-техническими мероприятиями в соответствии с ГОСТ 12.1.004-91 «ССБТ. Пожарная безопасность. Общие требования» и Типовыми правилами пожарной безопасности.
4.8 Условия труда (по психофизиологическим факторам )
Станок с ЧПУ обслуживают оператор и наладчик. Наладку и переналадку осуществляет наладчик, а подналадку, оперативную работу и контроль за работой – оператор.
Функции оператора при эксплуатации станка сводятся к установке, закреплению и выверке приспособления и инструмента на станке, установке программоносителя и заготовок, замене инструмента, снятию деталей и наблюдением за ходом работы станка.
Трудовая функция наладчика включает в себя приемку и осмотр оборудования, подготовку инструмента и приспособлений к наладке, подготовку программоносителя к работе, наладку, переналадку и т.д.
Трудовая деятельность оператора связана с возможным действием следующих вредных факторов психофизиологических факторов: нервно-психических перегрузок, гиподинамии, неудобной рабочей позы, перенапряжения зрительного анализатора, эмоционального перенапряжения в связи с высокой ответственностью за технологический процесс.
Работа оператора связана с рабочей позой стоя, непостоянной ходьбой и сопровождается временным незначительным физическим напряжением и энергозатратами в пределах 121-150 ккал/ч (140-450Вт). В соответствии с ГОСТ 12.1.005-88 она относится к легкой физической работе категории 1б.
В связи с этим на рабочем месте обеспечиваются допустимые нормы температуры, относительной влажности и скорости движения воздуха, приведенные в таблице 3.
Таблица 14. Допустимые показатели микроклимата на рабочем месте оператора (по ГОСТ 12.1.005-88)
|
Период года |
Категория работ |
Температура, |
Относительная влажность |
Скорость движения воздуха |
||
|
Верхняя граница на постоянных рабочих местах |
Нижняя граница на постоянных рабочих местах | |||||
| Допустимая на рабочих местах, не более | Допустимая на рабочих местах | |||||
| холодный | Легкая –1б | 24 | 20 | 75 | Не более 0,2 |
|
| теплый | Легкая – 1б | 28 | 21 |
60(при27 |
0,1-0,3 |
|
Режим работы станочника физиологически обоснован. Работа осуществляется в две смены. Ночная смена исключается. Продолжительность рабочего дня составляет 8 часов. Кроме обеденного перерыва продолжительностью 1 час в первой и второй половине дня предусматриваются двадцатиминутные перерывы на отдых и физиологические потребности.
Условия зрительной работы оператора на рабочем месте характеризуются следующими показателями:
- наименьший размер объекта различения – 0,15-0,3 мм;
- разряд зрительной работы – 2;
- фон – средний;
- контраст объекта с фоном – средний;
- требования к цветопередаче отсутствуют;
- в поле зрения имеются вращающиеся и движущиеся части;
- наличие в поле зрения отражений блеклости;
- характер зрительной работы – работа с повышенным напряжением зрительного анализатора.
Исходя из зрительных условий труда и требований НТД определяются следующие требования к освещению на рабочем месте оператора станка.
В соответствии с ГОСТ 12.3.025-80 и ГОСТ 12.2.009-80 при наладке, ремонте и устранении сбоев на станках с ЧПУ освещенность должна быть 2500 лк. При работе на станках с ЧПУ освещенность может снижаться до 1000 лк. В механических чехах следует принимать систему комбинированного освещения, в котором общее освещение должно составлять не менее 300 лк.
Для общего освещения отношение максимальной освещенности к минимальной не должно превышать 1,3. Величина коэффициента пульсации светового потока не должна превышать 20% от общего освещения. В связи с отсутствием требований к цветопередачи особые требования к спектру источников не предъявляются.
Расчет защитного стекла
Для обеспечения безопасности эксплуатации, станок, в соответствии с ГОСТ 12.2.009-80, оснащают защитным экраном, предохраняющим станочника от воздействия отлетающей стружки и брызг СОЖ. Одновременно экран препятствует контакту оператора с системой «режущий инструмент-заготовка», представляющей большую опасность с точки зрения механического травмирования.
Основными требованиями к экрану является прочность, поэтому он выполняется из стали или алюминия. Однако, в некоторых случаях, это ухудшает условия эксплуатации станков, что вынуждает использовать в качестве материала экрана безопасное трехслойное стекло.
Расчет производится по методике, предложенной в сборнике типовых расчетов по безопасности труда и экологической безопасности, и сводится к определению необходимой толщины экрана из условий прочности на изгиб.
![]() , где
, где
m – масса стружки (кг) ;
V - скорость стружки при ударе о защитный экран (м/с);
Е – модуль упругости
материала экрана (Н/м![]() );
);
![]() - допустимое напряжение на изгиб
материала экрана (Н/м2);
- допустимое напряжение на изгиб
материала экрана (Н/м2);
l , b – размеры экрана (м) ;
Расчет необходимой толщины защитного экрана токарного станка модели 16Б16Т1 при обработке из стали проводим на основе следующих исходных данных:
m = 3×10![]() кг ;
кг ;
V = 785 м/мин = 13 м/с ;
l = 0,56 м ;
b = 0,8 м ;
В качестве материала экрана выбираем безосколочное трехслойное стекло ГОСТ 8435-57.
E = 3,44×10![]() H/м
H/м![]() ;
;
![]() = 180,5×10
= 180,5×10![]() Н/м ;
Н/м ;
Принимаем трехкратный запас прочности:
Для экрана размером 0,56х0,8 принимаем трехслойное стекло толщиной S=12мм.
Вывод: соблюдение вышеописанных мер по охране труда и окружающей среды, и использовании перечисленных средств защиты позволяет свести до минимума опасность травматизма рабочих, снизить профессиональную заболеваемость и выбросы вредных веществ в окружающую среду.
4.10 Защита водного бассейна от нефтепродуктов и СОЖ
Расчет геометрических размеров нефтеловушки (для СОЖ) и продолжительность отстаивания сточной воды.
Исходные данные:
расход сточной воды: Q = 0,1 м![]() /с;
/с;
плотность сточной воды: ![]() =1000 кг/м
=1000 кг/м![]() ;
;
плотность
нефтепродуктов: ![]() =890 кг/м
=890 кг/м![]() ;
;
вязкость сточной воды:![]() =0,004;
=0,004;
средний размер частиц нефтепродуктов: d=40 мкм.
Определение скорости всплытия нефтепродуктов:
 м/с;
м/с;
Выбор горизонтальной составляющей скорости течения сточной воды в нефтеловушке:
 ;
; ![]() =10 * 0,024 = 0,24 м/с;
=10 * 0,024 = 0,24 м/с;
Площадь поперечного сечения нефтеловушки:
Q = F![]() => F= Q/
=> F= Q/![]() ;
;
F = 0,1 / 0,24 =0,42 м;
Определение высоты нефтеловушки:
Для В= 1 м: Н = F/ B = 0,42/1 = 0,42 м;
Определение наименьшей длины нефтеловушки:
![]() ,
,
где a - коэффициент, характеризующий режим движения воды в нефтеловушке.
 м;
м;
Время отстаивания сточной воды в нефтеловушке:
 с.
с.
Вывод: На основании детальной проработки техпроцесса и проведенных расчетов по охране окружающей среды можно сделать вывод о том, что техпроцесс обработки изделия на токарном станке модели 1П756 является безопасным, т.к. выбросы отходов не вызывают изменений в окружающей среде.