Курсовая работа: Нормирование основных деталей и узлов
Курсовая работа по дисциплине:
Нормирование точности
Тема Курсового проекта
Нормирование основных деталей и узлов
Задание№1
1.Посадка с зазором:
![]()
![]() мм
мм
![]()
![]() мм
мм
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Графическое изображение посадки с зазором рис.1

2.Переходная посадка
![]()
![]() мм
мм
![]()
![]()
![]()
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]()
![]() мм
мм
![]()
Графическое изображение переходной посадки рис.2.
Графическое изображение вероятности натяга рис.3.

2.1 Расчитываем усилие запрессовки Fз и разность температур Δt втулки, и вала для переходной посадки
![]()
![]()
![]()
![]()
2.2 Расчитываем усилие запрессовки Fз и разность температур Δt втулки, и вала для переходной посадки.
![]()
![]()
![]()
![]()
3.Посадка с натягом
![]()
![]() мм
мм
![]()
![]()
![]()
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Графическое изображение посадки с натягом рис.3.
3.1 Расчитываем усилие запрессовки Fз и разность температур Δt втулки, и вала для посадки c натягом
![]()
![]()
![]()
![]()
Задание №2
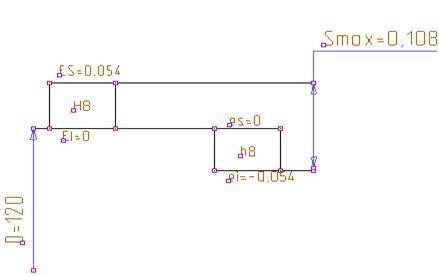
1. Выбор посадки с зазором. Номинальный размер Ø120 мм. Требуется выбрать посадку, в которой обеспечивается наибольший зазор – 0,180мм, и наименьший зазор – 0,005мм:
1.1 По табл.7 ГОСТ 25347- 82 определяем поле допуска вала. Оно соответствует значению h8, у которого es = 0, ei =-0,054мм.
1.2 По табл.8 ГОСТ 25347- 82 определяем поле допуска отверстия. Оно соответствует значению Н8, у которого ES = 0,054мм, EI =0.
1.3 В результате определения полей допусков вала и отверстия получаем
Dmax =Ø 120,054мм; Dmin =Ø 120мм
dmax =Ø120; dmin =Ø 119,946мм
TD=Td=0,054мм
Возможный Smax=0,108мм (заданный 0,180мм);
Возможный Smin=0 (заданный 0,005мм).
1.4 Выбирается посадка, соответствующая заданному условию:
Ø120H8/h8
1.5 Графическое изображение подобранной посадки
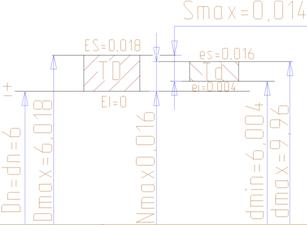
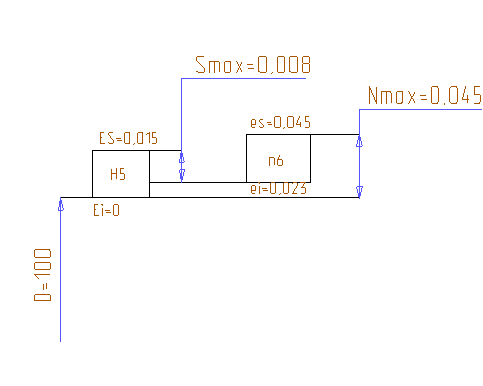
2. Выбор переходной посадки. Номинальный размер Ø100 мм. Требуется выбрать посадку, в которой обеспечивается наибольший зазор – 0,012мм, и наибольший натяг – 0,045мм:
2.1 По табл.7 ГОСТ 25347- 82 определяем поле допуска вала. Оно соответствует значению n6,, у которого es = 0,045мм, ei =0,023мм.
2.2 По табл.8 ГОСТ 25347- 82 определяем поле допуска отверстия. Оно соответствует значению Н5, у которого ES = 0,015мм, EI =0.
2.3 В результате определения полей допусков вала и отверстия получаем
Dmax =Ø 100.015мм; Dmin =Ø 100мм
dmax =Ø100.045мм ; dmin =Ø 100.023мм
TD=0,015мм; Td=0,022мм
Возможный Nmax=0,045мм (заданный 0,045мм);
Возможный Smax=0,008мм (заданный 0,012мм).
2.4 Выбирается посадка, соответствующая заданному условию:
Ø100H5/n6
2.5 Графическое изображение заданной и подобранной посадки рис.6.
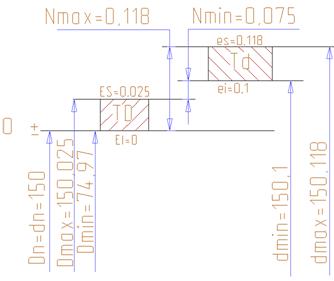
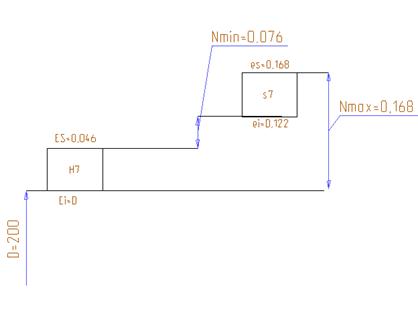
3. Выбор посадки с натягом. Номинальный размер Ø200мм. Требуется выбрать посадку, в которой обеспечивается наибольший натяг – 0,160мм, и наименьший натяг – 0,050мм:
3.1 По табл.7 ГОСТ 25347- 82 определяем поле допуска вала. Оно соответствует значению s7, у которого es = 0,168мм, ei =0,122мм.
3.2 По табл.8 ГОСТ 25347- 82 определяем поле допуска отверстия. Оно соответствует значению Н7, у которого ES = 0,046мм, EI =0.
3.3 В результате определения полей допусков вала и отверстия получаем
Dmax =Ø 200.046мм; Dmin =Ø 200мм
dmax =Ø 200.168мм; dmin =Ø 200.122мм
TD=0,046мм; Td=0,046мм
Возможный Nmax=0,168мм (заданный 0,160мм);
Возможный Nmin=0,076мм (заданный 0,050мм).
3.4 Выбирается посадка, соответствующая заданному условию:
Ø200H7/s7
3.5 Графическое изображение заданной и подобранной посадки рис.7.
Задание №3
Пронормировать по точности отверстия под болтовое и шпилечное соединение для следующих данных L1=100мм, L2=100мм, d=5мм, D=100 мм, α1=90°, α2 =70°, α3=100°. Смоделировать соединения. Произвести анализ собираемости. Оформить эскизы на детали в двух вариантах: используя позиционные допуски и допуски на позиционные размеры.
1. Моделируем соединение двух плит по заданным параметрам.
Выбираем диаметры сквозных отверстий под крепёжные детали и соответствующие им наименьшие (гарантированные) зазоры по ГОСТ 11284-75. Выбираем 1-й ряд D=5,3 мм.
Выбираем предельные отклонения размеров координирующих оси отверстия. Система прямоугольных координат. Соединение типа А(болтовое). ГОСТ 14140-81, таблица №3. Коэффициент используемого зазора К=1.Предельные отклонения ±δL=0,22.
Выполняем сборку соединения.
Выполняем анализ зазоров в сборке и составляем отчет №1.
Отчет №1
Выполняется анализ зазоров -
Дата и время: 27-Nov-2006 21:37:45
Часть: D:\styd\31302\Itkinin\lab 3\coedinenie A.prt
Имя анализа зазора: SET1
Версия: 1
Режим: По твердому телу
Файл сообщения
Резюме --
Всего объектов: 6
Всего пар: 15
Проверенные пары: 15
Исключенные пары: 0
Объекты изменились после последнего 6
Пары изменились после последнего зап15
Всего пересечений: ****** 9 ******
Общее число истинных пересечений 0
Всего условных пересечений: 0
Всего пересечений касания: 9
Общее число пересечений вложенности 0
Всего новых пересечений: 9
Новые настоящие пересечения 0
Новые условные пересечения 0
Новые касания 9
Новые пересечения вложенности: 0
Полное время анализа: 0:00:00
Эскиз детали плита с использованием позиционного допуска.
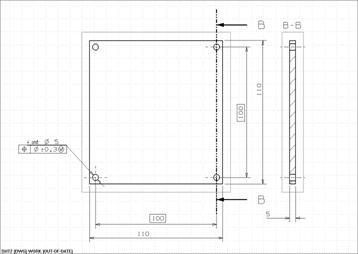
Эскиз детали плита с использованием допусков на позиционные размеры.
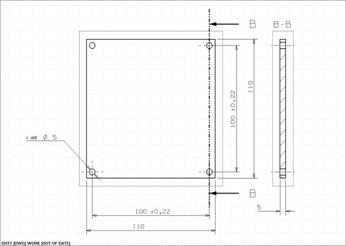
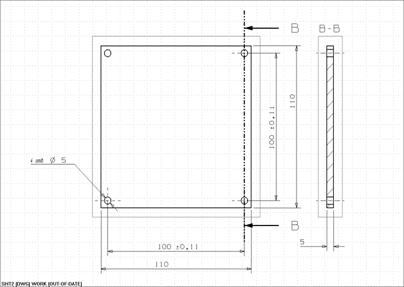
2. Моделируем соединение двух плит по заданным параметрам.
Выбираем диаметры сквозных отверстий под крепёжные детали и соответствующие им наименьшие (гарантированные) зазоры по ГОСТ 11284-75. Выбираем 1-й ряд D=5,3 мм.
Выбираем предельные отклонения размеров координирующих оси отверстия. Система прямоугольных координат. Соединение типа В(шпилечное). ГОСТ 14140-81, таблица №4. Коэффициент используемого зазора К=1.Предельные отклонения ±δL=0,11.
Выполняем сборку соединения.
Выполняем анализ зазоров в сборке и составляем отчет №2.
Отчет №2
Выполняется анализ зазоров --
Дата и время: 7-Dec-2006 19:50:27
Часть: D:\styd\31302\Itkinin\lab 3\coedinenie B(plita).prt
Имя анализа зазора: SET3
Версия: 1
Режим: По твердому телу
Файл сообщения:
Резюме --
Всего объектов: 6
Всего пар: 15
Проверенные пары: 15
Исключенные пары: 0
Объекты изменились после последнего 6
Пары изменились после последнего зап15
Всего пересечений: ****** 5 ******
Общее число истинных пересечений 0
Всего условных пересечений: 0
Всего пересечений касания: 5
Общее число пересечений вложенности 0
Всего новых пересечений: 5
Новые настоящие пересечения 0
Новые условные пересечения 0
Новые касания 5
Новые пересечения вложенности: 0
Полное время анализа: 0:00:00
Эскиз детали диск с использованием допусков на позиционные размеры.
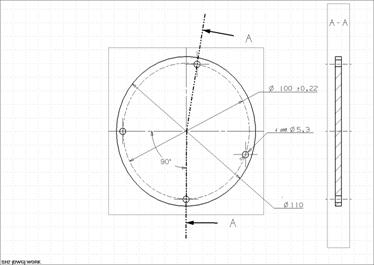
3. Моделируем соединение дисков по заданным параметрам.
Выбираем диаметры сквозных отверстий под крепёжные детали и соответствующие им наименьшие (гарантированные) зазоры по ГОСТ 11284-75. Выбираем 1-й ряд D=5,3 мм. Выбираем предельные отклонения размеров координирующих оси отверстия. Система полярных координат. Соединение типа А(болтовое). ГОСТ 14140-81, таблица №5. Коэффициент используемого зазора К=0,8.Предельные отклонения ±δR=0,16. Выбираем предельные отклонения центрального угла между осями двух любых отверстий ±δα∑(ГОСТ 14140-81,таблица №7). Выполняем сборку соединения.
Выполняем анализ зазоров в сборке и составляем отчет №3.
Отчет №3
Выполняется анализ зазоров --
Дата и время: 16-Dec-2006 16:56:37
Часть: D:\styd\31302\Itkinin\lab 3\coedinenie A(disk)\cborka .prt
Имя анализа зазора: SET7
Версия: 1
Режим: По твердому телу
Файл сообщения:
Резюме --
Всего объектов: 6
Всего пар: 15
Проверенные пары: 15
Исключенные пары: 0
Объекты изменились после последнего 6
Пары изменились после последнего зап15
Всего пересечений: ****** 8 ******
Общее число истинных пересечений 0
Всего условных пересечений: 0
Всего пересечений касания: 8
Общее число пересечений вложенности 0
Всего новых пересечений: 8
Новые настоящие пересечения 0
Новые условные пересечения 0
Новые касания 8
Новые пересечения вложенности: 0
Полное время анализа: 0:00:00
Эскиз детали диск с использованием позиционного допуска.
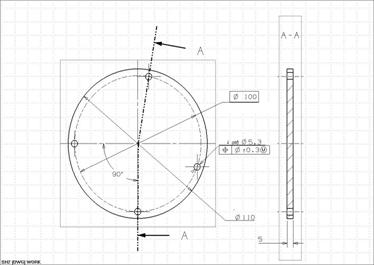
Эскиз детали диск с использованием допусков на позиционные размеры.
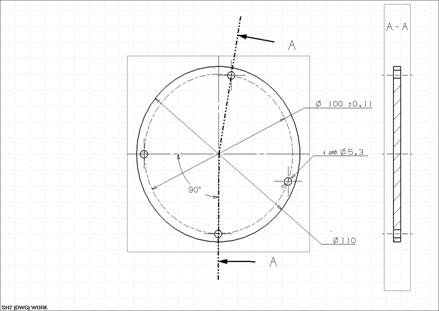
4. Моделируем соединение дисков по заданным параметрам
Соответствующие им наименьшие (гарантированные) зазоры по ГОСТ 11284-75. Выбираем 1-й ряд D=5,3 мм. Выбираем предельные отклонения размеров координирующих оси отверстия. Система полярных координат. Соединение типа В (шпилечное). ГОСТ 14140-81, таблица №9. Коэффициент используемого зазора К=1.Предельные отклонения ±δR=0,11. Выбираем предельные отклонения центрального угла между осями двух любых отверстий ±δα∑(ГОСТ 14140-81,таблица №10). Выполняем сборку соединения. Выполняем анализ зазоров в сборке и составляем отчет №4.
Отчет №4
Выполняется анализ зазоров --
Дата и время: 16-Dec-2006 11:54:40
Часть D:\styd\31302\Itkinin\lab 3\coedinenie B(disk)\cborka.prt
Имя анализа зазора: SET4
Версия: 1
Режим: По твердому телу
Файл сообщения:
Резюме --
Всего объектов: 6
Всего пар: 15
Проверенные пары: 15
Исключенные пары: 0
Объекты изменились после последнего 6
Пары изменились после последнего зап15
Всего пересечений: ****** 4 ******
Общее число истинных пересечений 0
Всего условных пересечений: 0
Всего пересечений касания: 4
Общее число пересечений вложенности 0
Всего новых пересечений: 4
Новые настоящие пересечения 0
Новые условные пересечения 0
Новые касания 4
Новые пересечения вложенности: 0
Полное время анализа: 0:00:00
Эскиз детали диск с использованием допусков на позиционные размеры.
Задание №4
Для гладкого
цилиндрического соединения DH=130 мм,
работающего при температуре t=180 0C, пронормировать по точности диаметральные размеры втулки и вала
при нормальной температуре, если при эксплуатационной температуре посадка
характеризуется следующими параметрами: зазор 0,05![]() 50% ; гильза- чугун; поршень –
алюминий.
50% ; гильза- чугун; поршень –
алюминий.
![]() мм
мм![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
В результате расчёта получаем следующую посадку:
Требуемая точность не является достижимой. Достижимая точность по IT5, поэтому требуемая точность соединения будет обеспечиваться селективной сборкой. Для получения равных размерных групп верхнее предельное отклонение отверстия увеличиваем на 1мкм (таб.1). В данном примере число размерных групп превышает нормальное количество, поэтому рекомендуется сократить число размерных групп, которое не должно превышать 3-5.
Эскизы размерных групп гладкого цилиндрического соединения изображены на (рис.8), поршня и отверстия на (рис.9а,б).
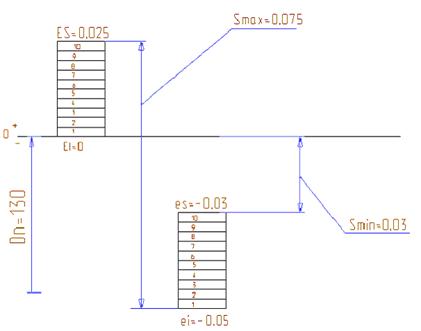
Таблица 1.
| Размерная группа | Диаметры отверстия, мм | Диаметры вала, мм | ||
| min | max | min | max | |
| 1 | 130,000 | 130,002 | 129,846 | 129,848 |
| 2 | 130,002 | 130,004 | 129,848 | 129,850 |
| 3 | 130,004 | 130,006 | 129,850 | 129,852 |
| 4 | 130,006 | 130,008 | 129,852 | 129,854 |
| 5 | 130,008 | 130,010 | 129,854 | 129,856 |
| 6 | 130,010 | 130,012 | 129,856 | 129,858 |
| 7 | 130,012 | 130,014 | 129,858 | 129,860 |
| 8 | 130,014 | 130,016 | 129,860 | 129,862 |
| 9 | 130,016 | 130,018 | 129,862 | 129,864 |
| 10 | 130,018 | 130,02 | 129,864 | 129,866 |
Задание №5
1) По ГОСТ 333-59 выбираем роликоподшипники конические. d=45мм, D=85мм, Tmax=21мм, C1=16, r =0,8мм.
Выбрать посадку циркуляционного нагруженного внутреннего кольца роликоподшипника конического № 7209 класса точности 0 на вращающийся сплошной вал. Радиальная реакция опоры R=3000 kH. Нагрузка ударная, перегрузка 200%. Осевой нагрузки нет.
![]()
![]()
![]() мм.
мм.
Из таблицы по найденному значению интенсивности нагрузки выбираем соответствующие поля допусков. Поле допуска вала k6, поле допуска отверстия Н7 (местное нагружение кольца табл.4.89 ГОСТ 512-73).
2) Подбираем
посадки шпонок. По ГОСТ 23360-78 выбираем основные размеры шпонок: для диаметра
38 мм Шпонка ![]() ГОСТ 23360-78.
ГОСТ 23360-78.
для диаметра 60 мм Шпонка ![]() ГОСТ 23360-78.
ГОСТ 23360-78.
Предельные отклонения по ширине b ГОСТ 26360-78:
Паз- N9
Ширина шпонки- h9
Ширина паза на валу- P9
Ширина паза во втулке- D10
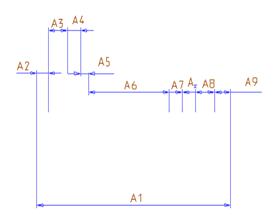
3) Выявить размерную цепь.
Δtв =80°-20°=60°С
αв =12·10-6 1/град
Δlв= Δtв · αв · lв=60°·100·12·10-6=72 мкм
Δtк =40°-20°=20°С
αк =9·10-6 1/град
Δlк= Δtк · αк · lк=20°·227·9·10-6=41 мкм
Δlв- Δlк=72-41=31мкм
Smin=e0+31=40+31=71мкм
Δ не должен превышать 1 мм.
В результате вычисления мы получили интервал значений, в которых находится значение Δ, но с целью экономической целесообразности данный интервал принимаем равным от 0,1 до 0,9 мм.
ТΔ=Δmax – Δmin =0,9-0,1=0,8 мм
ТАi =TΔ/n=0,8-(2-0,120)/7=0,08 мм
Вычисляем размер регулировочного элемента А8 , а сборку будем осуществлять пригонкой.
Δmin= (А1-0,08)-(( А2 +0,08/2)+ А3 +А4 +А5 + А6+ А7 +А8+ (А9+0,08/2))=(279- -0,08) –((26-0,04)+67+21+5+105+ А8 +(20+0,04))
Отсюда, А8=25,74 мм.
Δmin=0,1 мм
Δmax 0,9 мм
При рассчитанных размерах, образуется размерная цепь обеспечивающая осевой зазор в подшипниковом узле Δ= Δmin … Δmax . Сборка обеспечивается по методу полной взаимозаменяемости. Расчет размерной цепи осуществлялся по методу равных допусков.
Results after 5012 simulations.
Last
Measurement Nominal Minimum Maximum Variation Stability Change
------------------ ---------- ---------- ---------- ---------- --------- ------
Measurement 1 0.4500 0.4500 0.6200 0.1000 High 12
Measurement 2 0.4500 0.4500 0.6200 0.1000 High 12
Графическое изображение размерной цепи рис.10.
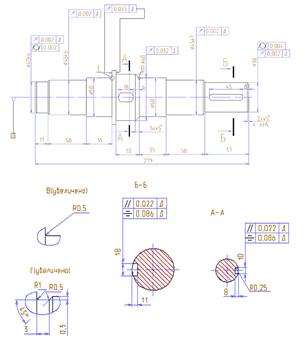
Эскиз вала рис.11.
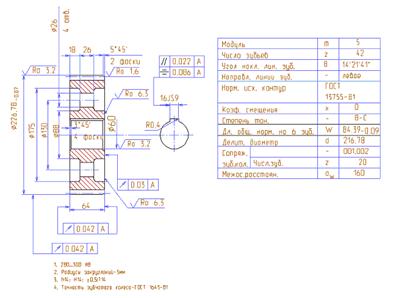
Эскиз зубчатого колеса рис.12.
Задание №6
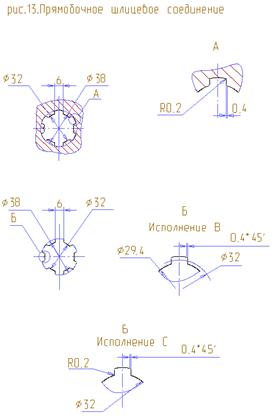
Выполнить эскизы прямобочного шлицевого соединения, пронормировать по точности для всех трёх методов центрирования. Расшифровать обозначения.
По ГОСТ 1139-80 выбираем прямобочное шлицевое соединение для диаметра 38мм. Выбираем прямобочное шлицевое соединение для средней серии.
Обозначение прямобочного шлицевого соединения при центрировании по:
1) внутреннему диаметру: d-8*32 H7/e8*38H12/a11*6D9/f8 (исполнение С)
2) наружнему диаметру: D-8*32 *38H8/h7*6F10/h9 (исполнение В)
3) по ширине: b-8*32 *38H12/a11*6D9/h8 (исполнение В)
Эскизы прямобочного шлицевого соединения рис.13.
Задание №7
Выполнить эскизы эвольвентного шлицевого вала, пронормировать по точности для всех трёх методов центрирования. Расшифровать обозначения.
По ГОСТ 6033-80 выбираем эвольвентный шлицевый вал для диаметра 38мм.
Обозначение эвольвентного шлицевого вала при центрировании по:
1) внутреннему диаметру: i 38*1,25* 7H/6g*9H/9h
2) наружнему диаметру и посадкой 7H/6g, с посадкой по нецентрирующим поверхностям зубьев 9H/9h: 38*g6*1,25* 9h
3)по боковой поверхности зубьев и посадкой 9H/9g : 38*1,25* 9g
Эскизы эвольвентного шлицевого вала рис.14.

Список литературы
1. Нормирование точности в машиностроении: Учеб. для машиностроит. спец. Вузов./Под ред. Ю.М. Соломенцева.-2-е изд., испр. и доп.-М.: Высш. шк.; Издательский центр «Академия», 2001.-335 с.: ил.
2. Детали машин. Проектирование: Справочное учебно-методическое пособие / Л.В. Курмаз, А.Т. Скойбеда. – 2-е изд., испр.: М.: Высш. шк.,2005. – 309 с.: ил.
3. Допуски и посадки. Справочник. В 2-х ч. Ч. 2/Под ред. В.Д. Мягкова. 5- е изд., перераб. и доп. Л.: Машиностроение. Ленингр. отд-ние. 1978-с. 545-1032, ил.