Реферат: Обработка деталей РЭС резаньем
1. Основные сведения из теории резания и физические основы резания
Обработка на металлорежущих станках является наиболее распространенным методом формообразования поверхности твердых тел с высокой точностью размеров и низкой шероховатостью. Например, в общей трудоемкости радиотехнических изделий бортового оборудования 20 - 35 % составляет трудоемкость механической обработки. В настоящее время проводится политика замены предварительных операций обработки резанием на более высокопроизводительные методы (обработка давлением, точное литье и др.), чтобы на металлорежущих станках проводить только заключительные операции по изготовлению деталей РЭС с целью дальнейшего снижения затрат труда и материалов на производство РЭС.
В основе процесса резания лежит деформация разрушения поверхностного слоя под действием внешних сил – сил резания.
Процесс удаления слоя материала обрабатываемой поверхности состоит в следующем (рис. 1).
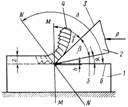
Рис. 1
Под действием силы Р резец 2 в виде клина, передней плоскостью 3 вдавливается в верхний слой материала детали 1 и подвергают его упругой и пластической деформации. Затем, преодолев внутренние силы связи, резец отрывает частицы материала от основной массы путем сдвига по плоскости NN. При движении резца под действием силы Р процесс сдвига совершается непрерывно и с обрабатываемой поверхности удаляется слой материала толщиной z в виде стружки. Плоскость стружки NN и обрабатываемая поверхность расположены под углом ∆, который зависит от физико-механических свойств материала детали и колеблется в пределах 145 - 155о. В процессе резания слой металла, прилегающий к обрабатываемой поверхности, упрочняется и при этом изменяется микро- и макроструктура верхнего слоя, повышается твердость, в нем возникают внутренние напряжения. В верхнем слое обнаруживаются макро- и микротрещины, что приводит к ухудшению физико-механических свойств (образуется дефектный слой на глубине от десятых долей микрометра до десятых долей миллиметра).
Производительность и экономичность процесса резания зависит, помимо материала детали, от свойств материала резца и формы его режущей части. Рациональная форма режущей части резца определяется в основном углами α и γ.
Угол, образованный передней плоскостью резца 3 и плоскостью ММ, перпендикулярной к обрабатываемой поверхности, называется передним углом γ. Угол γ предназначен для улучшения отвода стружки и уменьшения потерь энергии на трение стружки о переднюю плоскость резца.
Угол, образованный задней плоскостью резца 5 и поверхностью обработки 6, называется задним углом α. Он предназначен для уменьшения потерь на трение между этими поверхностями.
Угол, образованный передней 3 и задней 5 плоскостями резца, называется углом заострения β. Рациональные значения углов α и γ зависят от физико-механических свойств обрабатываемых материалов и других факторов. Для различных марок металлов оптимальное значение угла α = 6 - 12о, γ = 10 - 15о, для обработки пластмасс α = 10 - 15о, γ = 15 - 20о.
Для изготовления режущих инструментов применяют материалы с высокой механической прочностью, износостойкостью и теплостойкостью: углеродистые инструментальные стали марок У10А, У11А, У12А; легированные стали 9ХВТ, ХВГ, ХГ, 6ХС, 9ХС; быстрорежущие стали марок Р9, Р12, Р18; металлокерамические твердые сплавы, специальные марки керамики, технические алмазы и другие абразивные материалы; твердые сплавы: вольфрамовые ВК2, ВК3, ВК6; титано-вольфрамовые ТК4В, Т15К6, титано-тантало-вольфрамовые ТТ7К12, ТТ10К8Б.
Из углеродистых инструментальных сталей изготавливаются инструменты, работающие с малыми скоростями резания (метчики, плашки, развертки). Быстрорежущие стали применяются для изготовления различных режущих инструментов с последующей закалкой до твердости HRC 62-64, которую они сохраняют в процессе работы до температуры 615 – 620 оС. Из твердых сплавов изготавливают инструменты, работающие с большими скоростями резания, сохраняющие режущие свойства до температуры 800 – 900 оС. Режущие инструменты на основе твердых сплавов применяют для обработки закаленных сталей, стекла, керамики. Для резцов используют пластины из твердых сплавов, припаянных к стержню резца твердыми припоями или прикрепленных механическим способом. Технический алмаз изготавливается путем огранки и крепится на стержне резца твердым припоем. Алмазные резцы имеют высокую износостойкость, обеспечивают высокую производительность и низкую шероховатость поверхности, но применяются только для обработки цветных металлов и сплавов.
При обработке материала резанием вся механическая работа деформации материала заготовки переходит в тепло, которое, выделяясь в зоне резания, понижает режущие свойства инструмента, снижает его износостойкость и ухудшает физико-механические свойства материала изделия. По этой причине процесс резания ведут с охлаждением, для чего применяют смазочно-охлаждающие вещества. Они снижают температуру резца и детали, уменьшают силу трения и износ инструмента. При резании в месте контакта инструмента с обрабатываемым материалом могут возникать давления порядка 1000 - 3000 МПа и температура, близкая к температуре плавления материала, что затрудняет попадание смазочных веществ на поверхности обработки. Поэтому к смазочно-охлаждающим веществам предъявляются следующие требования: хорошая теплопроводность, хорошая прочность сцепления с охлаждающей поверхностью, высокая температура кипения, высокие антикоррозионные свойства. В качестве охлаждающих веществ применяют: жидкие - водные эмульсии масел (минеральные, животные и растительные масла с добавлением хлора, фосфора и серы, керосин, скипидар); газообразные - (воздух, азот, углекислый газ); твердые - (порошки парафина, воска, битума, порошки мыла и др).
Технологическим оборудованием при формообразовании деталей резанием являются металлорежущие станки. По способу осуществления процесса резания они делятся на следующие группы: токарные, сверлильные, фрезерные, строгальные, протяжные, шлифовальные, специальные и др. Технологические операции обработки деталей резанием по точности и чистота обработки делятся на предварительные и финишные.
2. Обработка деталей на станках токарной группы
На токарных станках производится обработка наружных и внутренних цилиндрических, конических, фасонных поверхностей, торцевых плоскостей; нарезка резьбы внутренней и наружной резцами, метчиками и плашками; обрабатываются отверстия сверлами, зенкерами, развертками; накатывается рельеф и мелкомодульные зубчатые колеса и др.
На рис. 2 изображена упрощенная схема обработки наружной цилиндрической поверхности и на токарном станке с установленной деталью 5 в центрах 4,7.

Рис. 2
Передний центр 4 установлен в шпинделе 1 станка, а задний 7 установлен в пиноле задней бабки 6 станка. Скорость вращения сообщается детали шпинделем 1 через планшайбу 2 и поводковый хомутик 3. Механизмами подачи станка сообщается поступательное перемещение S резцу 8, закрепленному в суппорте, относительно заготовки 5, которая вращается со скоростью V.
В зоне резания на режущую кромку резца действует сила резания R, которую можно разложить на три составляющие: Рx – осевую силу или усилие продольной подачи; Ру – радиальную силу; Рz – тангенциальную (касательную) силу. Сила резания определяется из соотношения
![]() . (1)
. (1)
На основании исследований между составляющими силы резания установлены следующие отношения:
|
Ру = (10,4 – 0,5) Рz, |
(2) |
|
Рz = (0,25 – 0,35) Рz. |
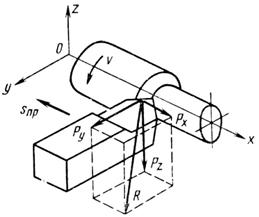
Рис. 3
Тангенциальная составляющая Pz создает крутящий момент, приложенный к заготовке
Мк = Рz . D/2, (3)
где D – диаметр заготовки.
Энергия, затрачиваемая на процесс резания, определяется как работа, совершаемая составляющими Рx и Рz; составляющая Ру работы не совершает, так как в направлении действия этой силы перемещение отсутствует при обработке наружной поверхности.
Скорость перемещения в направлении силы Рz равна скорости резания (м/мин), которая находится из соотношения
V = πDn/1000, (4)
где n – частота вращения (число оборотов об/мин). Скорость резания определяется экономической стойкостью режущего инструмента, механическими свойствами материала заготовки, внешними условиями резания.
Скорость перемещения резца в направлении силы Рx (мм/мин)
Vs = n . S, (5)
где S – подача на оборот заготовки, мм
Эффективная мощность (КВТ) затрачиваемая на процесс резания равна
Nэ = 981.10-5 (Рz.V + Px.Vs), (6)
А – мощность электродвигателя станка
Nст = Nэ/η , (7)
где η – КПД станка.
Объем металла, удаляемого с поверхности обработки в единицу времени
П = V . f , (8)
где f – площадь поперечного сечения снимаемой стружки.
Параметрами режима резания при токарной обработке являются: скорость резания V; подача S; глубина резания t, т.е. толщина снимаемого слоя за один проход резца.
Основное технологическое время (мин) равно
![]() , (9)
, (9)
где i – число проходов резца, необходимое для обработки данной поверхности; L – полная длина хода резца, учитывающая длину обработки l по чертежу, величину врезания y = ctg φ (φ – главный угол в плане резца), величину перебега ∆ (∆ = 1 - 2 мм, выбирается по нормативам).
Производительность станка определяется количеством деталей, изготавливаемых за час
Пст = 60/Тшт, (10)
где Тшт – норма штучного времени.
Помимо установки в центрах применяется крепление детали в трехкулачковых самоцентрирующихся патронах, в четырехкулачковых патронах, на планшайбе и в специальных приспособлениях.
На прецизионных токарных и токарно-расточных станках выполняют тонкое точение с применением высоких скоростей резания (V = 100 - 1000 м/мин), малых величин подачи (S = 0,08 мм/об), небольших глубин резания (t = 0,1 - 0,05 мм). При тонком точении деталей из цветных металлов применяют алмазные резцы, а из черных металлов – резцы с пластинами из твердого сплава. Тонкое точение на прецизионных токарных станках обеспечивает точность размеров по 5 квалитету точности, отклонение формы (от цилиндрической) не более 0,003 - 0,005 мм и шероховатость поверхности Ra 1,25 мкм.
Отличительной особенностью прецизионных токарных и координатно-расточных станков является их высокая жесткость (сопротивление упругим деформациям) и наличие высоких скоростей вращения шпинделя.
Конструктивной особенностью координатно-расточных станков является то, что режущий инструмент закрепляется на шпиндель и совершает вращательное и поступательное движения, а обрабатываемая деталь закрепляется неподвижно на столе станка.
Металлорежущие станки-автоматы это станки, на которых после наладки и включения все основные и вспомогательные движения осуществляются без участия оператора. Работают по циклу (установка и закрепление заготовки, обработка поверхности, съем детали, подача и закрепление следующей заготовки).
Полуавтоматы – снятие детали и установка заготовки, а также включение станка осуществляет оператор.
Станки с ЧПУ – обработка ведется по определенной заранее составленной программе.
Обработка на токарно-револьверных станках – когда обработка сложных деталей требует большого числа режущих инструментов. Токарно-револьверные станки имеют револьверную головку – устройство, где закрепляются различные режущие инструменты.
Инструменты, работающие с продольной подачей (проходные и расточные резцы, сверла, зенкеры, развертки, метчики), закрепляются в револьверной головке, а инструменты с поперечной подачей (обрезные, подрезные, фасонные, прорезные) крепятся в резцодержателях поперечных суппортов.
Погрешности обработки и причины их появления. На точность обработки деталей резанием влияют различные производственные погрешности, которые можно учесть при предварительном расчетно-аналитическом методе определения ожидаемой точности обработки. К таким погрешностям относятся:
1. Погрешности, вызываемые упругими деформациями технологической системы. При обработке под действием сил резания в технологической системе станок–приспособление – инструмент–деталь (СПИД) возникают упругие деформации и смещения элементов системы из-за зазоров в их сочленениях. Величина смещения и деформаций зависит от силы резания и жесткости системы. Возникновение погрешности в системе состоит в следующем. В процессе обработки заготовка отжимается на величину у1, а инструмент на величину у2. Упругие деформации системы нарушают установленную наладкой станка закономерность перемещения инструмента относительно заготовки. В результате этого заданная глубина резания tзад уменьшается до величины tфакт. Для отдельных сечений заготовки остаточная погрешность обработки равна:
∆tост = tзад – tфакт = у1 + у2, (11)
![]() ,
,
![]() ,
(12)
,
(12)
где jзад – жесткость системы заготовка – приспособление – узлы станка, на которых заготовка закрепляется при обработке; jинстр – жесткость системы инструмент-приспособление для закрепления инструмента; Ру – радиальная составляющая силы резания (сила, которая применяется для расчета на жесткость станка).
Отсюда
 . (13)
. (13)
При постоянной жесткости технологической системы в различных сечениях обрабатываемой заготовки происходит копирование всех первичных погрешностей заготовки в уменьшенном масштабе. При переменной жесткости системы величина ∆tос не будет оставаться постоянной.
2. Неточность центровки возникает в результате несовпадения от центровых отверстий с осью заготовки. Это приводит к изменению глубины резания за один оборот, что приведет к изменению деформации технологической системы. В результате обработки в сечении детали получится окружность, эксцентрично расположенная относительно оси центровых отверстий, но с эксцентриситетом, меньше первоначального.
3. Неточность станка приводит к поперечным колебаниям оси шпинделя, биению переднего центра, переход к искривлению траектории вершины резца. Поперечные колебания оси шпинделя вызывают овальную форму детали в поперечном сечении. Для прецизионных станков биение переднего центра допускается не более 0,001 мм.
4. Погрешности, связанные с установкой на размер. При установке заготовки на станке возникают погрешности базирования и закрепления.
5. Погрешности обработки, вносимые размерным взносом инструмента. Износ резца вызывает постепенное изменение размера детали. Величина износа резца определяется величиной удельного износа.
![]() , (14)
, (14)
где U – размерный износ резца за некоторый промежуток времени; L – путь резца по обрабатываемой детали
L = π . d . l, (15)
где d – диаметр детали; l – длина обрабатываемой детали.
6. Погрешности, вызываемые температурными деформациями. Под действием выделяемого тепла в процессе резания происходят температурные деформации станка и заготовки. Температурную деформацию станка и заготовки в направлении интересующего размера l подсчитывают по формуле
∆l =α . l . ∆t, (16)
где α – коэффициент термического расширения (КТР); ∆t – перепад температуры.
Если обработка ведется методом пробных проходов и соответствующих пробных измерений, то температурные деформации не влияют на точность выполняемых размеров, так как все время вводятся температурные поправки. Влияние температурного фактора устраняется при введении прямого температурного контроля.
7. Погрешности, связанные с неточностью установки резца на размер. Неточность установки резца на размер влияет на точность обработки, но не вызывает искажения геометрической формы.
Величина неточности установки резца на размер проверяется экспериментально путем многократной установки суппорта на заданную глубину по лимбу и одновременным фиксированием действительного перемещения при помощи измерительного инструмента.
3. Обработка на сверлильных станках
На сверлильных станках обрабатывают отверстия режущими инструментами: сверлами, зенкерами, развертками, вращающимися со скоростью резания V и имеющими поступательное перемещение со скоростью подачи Vs.
Сверление обеспечивает обработку отверстий по 12 квалитету точности и шероховатости поверхности Rа 5 - 20 мкм.
Зенкование применяют или после сверления или для обработки литых отверстий в чертежах заготовок. Точность обработки соответствует Н11, а шероховатость Rа 5 - 10 мкм.
Развертывание применяют для окончательной обработки отверстий по Н5 – Н10 квалитетам точности и шероховатости Rа 0,63 -1,25 мкм.
В рабочей части 6 различают режущую часть 1 и направляющую часть 5 с винтовыми канавками. Сверло имеет две главные режущие кромки 11, образованные пересечением передней 10 и задней 7 поверхностями, поперечную режущую кромку 12 и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при сверлении. Передний угол γ измеряют в главной секущей плоскости I I – I I, перпендикулярной к главной режущей кромке. Задний угол α измеряют в плоскости I – I, параллельный оси сверла. Назначение этих углов такое же, как и соответствующих углов токарного резца. Угол наклона винтовой канавки ω обеспечивает отвод стружки при сверлении. Угол при вершине сверла 2φ образован двумя главными режущими кромками 11. При сверлении твердых материалов угол 2φ = 115 ÷ 140 о, при сверлении мягких (термопластов) материалов - 2φ = 80 ÷ 90 о.
Для изготовления сверл применяют углеродистые стали У10А, У12АЮ, быстрорежущие стали Р9, Р18 и пластины из твердых сплавов.
Зенкер имеет большее количество главных режущих кромок, чем у сверла и не имеет поперечной режущей кромки.
Отличительной особенностью разверток является наличие большого количества (от 4 и более) прямых зубьев.
Скорость резания определяется из выражения
V = πDn/1000 м/мин. (17)
Основное технологическое время
![]() , (18)
, (18)
В данных формулах D – диаметр отверстия; L – длина рабочего хода в направлении подачи; с учетом входа у и перебега ∆; S - величина подачи на один оборот, n – число оборотов.
Точность обработки при сверлении определяется: биением шпинделя станка, перпендикулярностью шпинделя к поверхности стола станка, неточностью установки сверла в патроне (биение сверла), несоосностью поверхностей хвостовика и рабочей части сверла, несимметричностью поверхностей хвостовика и рабочей части сверла и др.
При сверлении отверстий необходимо выполнять требуемую точность координат расположения отверстий.
В зависимости от точности координат отверстий и типа производства сверление производят по разметке, с применением кондуктора и на координатно-сверлильных станках.
Кондуктор – приспособление, в которое встроена стальная закаленная направляющая втулка для сверла. Координаты направляющих втулок выдержаны с высокой точностью. Номинальные размеры отверстий во втулках и номинальные размеры сверла равны, а зазор в их сопряжении обеспечивается стандартными допусками. Обрабатываемая деталь закрепляется в кондукторе, который перемещается по столу сверлильного станка.
В тех случаях, когда изготовление кондукторов экономически не целесообразно, сверление отверстий с точными координатами осей производят на координатно-сверлильных станках, которые обеспечивают межцентровое расстояние отверстий с высокой точностью (± 0,1 мм).
В производстве деталей РЭС одной из наиболее трудоемких операций является сверление отверстий в печатных платах однослойных и многослойных. Сверление отверстий в печатных платах производят по определенной координатной сетке. В настоящее время для сверления отверстий применяют специальные координатно-сверлильные станки с программным управлением, в которых рабочий цикл станков автоматизирован. При этом сверление и зенкование отверстий производят одновременно специальным комбинированным сверлом-зенкером.
4. Обработка деталей РЭС на станках фрезерной группы
На фрезерных станках обрабатывают плоскости и криволинейные поверхности деталей, не являющихся телами вращения, пазы, шпоночные канавки; изготавливают зубчатые колеса и т.д. Обработка ведется многолезвийным режущим инструментом – фрезой, выполняющей вращательное движение, а деталь – прямолинейное движение (иногда фреза выполняет прямолинейное движение).
Фреза представляет собой тело вращения, несущее режущие зубья. Представлены две основные формы зубьев фрез: а – остроконечная, имеющая форму резца с углами α и γ (задний и передний углы соответственно); б – затылованная по спирали, в которой задние поверхности являются криволинейными и выполняются по спирали Архимеда, что обеспечивает постоянство угла α при заточке на протяжении всего срока службы.
В зависимости от назначения вида обрабатываемых поверхностей и типа станка различают следующие типы фрез: цилиндрические для обработки плоских поверхностей; торцевые; дисковые для обработки пазов, канавок, для отрезки; концевые; угловые; фасонные.
Конструкции фрезерных станков многообразны. Выпускают станки универсальные и специальные. К универсальному виду оборудования относят горизонтально-фрезерные и вертикально-фрезерные станки. К фрезерным станкам специального назначения относят зубофрезерные, резьбофрезерные станки.
Оба cтанка имеют много общих узлов.
В станине 1 этих станков размещена коробка скоростей 2. По вертикальным направляющим станин перемещается консоль 7, коробка передач 8 размещена на консоле.
В горизонтально-фрезерных станках заготовка, устанавливаемая на столе 4 в тисках или в специальном приспособлении, получает подачу в 3-х направлениях: продольном, поперечном и вертикальном.
Горизонтально-фрезерные станки, имеющие поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на любой требуемый угол, называют универсальными. Главным движением резания является вращение горизонтально расположенного шпинделя, на котором с помощью подвески 5 крепится фреза.
На вертикально-фрезерных станках главным движением резания является вращение вертикально расположенного шпинделя 4, на котором крепится фреза. С помощью поворотной шпиндельной головки 3 шпиндель с фрезой может поворачиваться в вертикальной плоскости.
Как правило, при изготовлении деталей РЭС (корпусов, механизмов, СВЧ-устройств) фрезерование применяется как доработка до нужной точности и шероховатости различных плоскостей деталей, изготавливаемых другими методами (например, литьем). Применение типа фрезерного станка и типа фрез зависит от вида обрабатываемых плоскостей детали.
Горизонтальные плоскости обрабатывают на горизонтально-фрезерных станках цилиндрическими фрезами и на вертикально-фрезерных станках торцевыми фрезами.
Вертикальные плоскости фрезеруют на горизонтальных фрезерных станках торцевыми фрезами, а на вертикально-фрезерных станках концевыми фрезами.
Уступы и прямоугольные пазы фрезеруют концевыми и дисковыми фрезами на вертикально- и горизонтально-фрезерных станках.
Фасонные пазы получают фасонной дисковой фрезой на горизонтально-фрезерных станках.
Шпоночные пазы фрезеруют концевыми или шпоночными фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза – важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей.
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля. На фрезерных станках с числовым программным управлением (ЧПУ) программированное перемещение заготовки относительно инструмента по нескольким координатам позволяет получить сложную фасонную поверхность обрабатываемых деталей.
Фреза вращается со скоростью резания V, обрабатываемая деталь поступательно перемещается навстречу фрезе при встречном фрезеровании, когда направление подачи противоположно направлению вращения фрезы. Возможно и попутное фрезерование, когда направление подачи и вращение фрезы совпадают.
При встречном фрезеровании процесс резания выполняют одновременно I, II, III зубья фрезы. Заштрихованные участки представляют собой поперечные сечения стружки, снимаемой каждым зубом фрезы; здесь а1, а2, а3 - толщина слоев, срезаемых каждым работающим зубом фрезы.
К технологическим режимам резания относят: скорость главного движения резания V, подачу S, глубину резания t, ширину фрезерования В.
Скорость резания (м/мин), т.е. окружная скорость вращения фрезы
V = πDn/1000, (19)
где D – диаметр фрезы, мм, n – частота вращения фрезы, об/мин.
Подача – скорость поступательного перемещения обрабатываемой заготовки в минуту Sм (мм/мин) за время углового поворота фрезы на один зуб Sz (мм/зуб) или за время одного оборота фрезы Sо (мм/об). Эти подачи связаны между собой зависимостями:
Sм = Son = Sz . z . n, (20)
где z – число зубьев.
Глубина резания t – расстояние между обрабатываемой и обработанной поверхностями. Ширина фрезерования В (мм) измеряется в направлении, параллельном оси фрезы при цилиндрическом фрезеровании и перпендикулярном к направлению движения подачи при торцевом фрезеровании.
Основное технологическое (машинное) время определяют по формуле
To = L/(Sz . z . n), (21)
где – L полная длина прохода фрезы, Sz – подача на один зуб, z – число зубьев, n – частота вращения фрезы.
Точность размеров и шероховатость поверхности при обработке на фрезерных станках зависят от класса точности станка, физико-механических свойств обрабатываемых материалов. При обычных фрезерных операциях на станках нормальной точности достигаемая точность обработки соответствует 8 - 11 квалитетам, шероховатость поверхности Ra = 1,25 – 5 мкм.
Для изготовления зубчатых колес, которые широко используются в механизмах радиоэлектронных средств, используются зубофрезерные станки. По способу нарезания зубчатого венца зубофрезерные станки делятся на два вида: работающие по методу копирования и работающие по методу обката.
Нарезание зубьев по методу копирования выполняется дисковой профильной фрезой, профиль режущих зубьев которой соответствует профилю впадины зуба нарезаемого колеса, на горизонтально- или универсально-фрезерных станках.
В процессе фрезерования впадины между зубьями колеса фрезе сообщают главное вращательное движение, а заготовке – движение продольной подачи. По окончании фрезерования одной впадины рабочий стол отводят в исходное положение, а заготовку поворачивают на 1/z часть оборота (z – число зубьев зубчатого колеса). Метод копирования не обеспечивает высокой точности за счет погрешности профиля зуба и погрешности делительной головки и имеет сравнительно низкую производительность.
Нарезание зубчатых колес по методу обката производят на специальных зубофрезерных станках червячными модульными фрезами. Метод обката основан на зацеплении зубчатой пары: режущего инструмента и заготовки. Червячная фреза представляет собой винт с прорезанными перпендикулярно к виткам канавками. В результате этого на червяке образуются режущие зубья, расположенные по винтовой линии. Профиль зуба фрезы в нормальном сечении имеет трапецеидальную форму и представляет собой зуб рейки, модуль которой соответствует модулю нарезаемых зубчатых колес.
Кинематика процесса нарезания зубов состоит из сочетания движения инструмента и заготовки. Фреза вращается со скоростью резания V и совершает поступательное перемещение со скоростью подачи S, а заготовка совершает вращательное движение вокруг своей оси с окружной скоростью, строго синхронизированной со скоростью вращения фрезы. Это движение заготовки называется делительным движением, так как скорость его определяется количеством зубьев колеса.
В процессе резания зубья фрезы находятся в закреплении с заготовкой, как рейка с зубчатым колесом, в результате чего эвольвентный профиль получается как огибающая поверхность многочисленных следов режущих кромок фрезы на поверхности зуба заготовки.
Червячными модульными фрезами нарезают цилиндрические колеса с прямыми и косыми зубами и червячные колеса. Метод обката изготовления зубчатых колес является более точным и высокопроизводительным по сравнению с методом копирования.
Для обработки мелкомодульных зубчатых колес выпускают станки, работающие по методу обката, на которых достигается точность нарезания зубьев, соответствующая 7-9 квалитету.
5. Обработка деталей на шлифовальных станках
Шлифование – это процесс обработки металлов и неметаллических материалов (керамики, кварца, ситаллов и др.) абразивным инструментом, режущими элементами которого являются абразивные зерна, связанные друг с другом связующим веществом. Шлифование обеспечивает точность до 5 квалитета и шероховатость поверхности Ra = 0,16 - 0,63 мкм.
Зерна абразивных инструментов представляют собой естественные минералы (алмаз, корунд, наждак, кварц) и синтетические материалы (искусственный алмаз, электрокорунд, карбид кремния, карбид бора). Главной особенностью абразивных материалов является их высокая твердость. При изготовлении инструментов зерна скрепляют друг с другом с помощью цементирующего вещества – связки. Наиболее широко применяют шлифовальные инструменты, изготовленные на основе керамической, бакелитовой и вулканитовой связки.
Керамическую связку приготовляют из глины, полевого шпата, кварца и других веществ путем тонкого измельчения и смешения в определенных пропорциях. Бакелитовая связка представляет собой термореактивное вещество на основе фенолоформальдегидной смолы. Вулканитовая связка представляет собой искусственный каучук, подвергнутый вулканизации для превращения его в прочный твердый эбонит.
Важными эксплуатационными качествами шлифовальных инструментов являются: зернистость абразивных зерен, материал связки и твердость. Под твердостью абразивных инструментов понимают способность связки сопротивляться вырыванию зерен с рабочей поверхности инструмента под действием внешних сил.
При шлифовании заготовок из твердых и высокопрочных сплавов применяют алмазные круги, которые состоят из корпуса и алмазного слоя, нанесенного на внешнюю поверхность. Корпус изготавливают из алюминия, пластмасс или стали. Толщина алмазного слоя у большинства кругов составляет 1,5 – 3 мм. Область применения связок абразивных инструментов, твердость абразивного инструмента, рекомендации по выбору номера абразивного инструмента приведены в справочной литературе.
Процесс резания при шлифовании выполняется острыми кромками многочисленных абразивных зерен, находящихся в поверхностном слое шлифовального круга. По мере затупления режущих кромок абразивные зерна выкрашиваются из шлифовального инструмента и выносятся из зоны резания силами инерции или принудительной охлаждающей средой, а в работу вступают новые абразивные зерна. Происходит как бы самозатачивание абразивного круга.
Основными элементами резания являются скорость резания, подача и глубина резания. Скорость резания Vk (м/с) равна окружной скорости точки на периферии шлифовального круга
Vk = πDk nk /1000 60, (22)
где Dk – наружный диаметр шлифовального круга, мм; nk – частота вращений круга, об/мин.
Подача – величина перемещения заготовки или инструмента вдоль или вокруг координатных осей. Выражение и размерность подач определяются схемами шлифования.
Глубина резания t (мм) определяется толщиной слоя материала, срезанного за один проход. Оптимальные режимы резания при шлифовании зависят от точности обработки, шероховатости поверхности от вида обрабатываемых материалов и выбирают по справочной литературе.
По характеру обрабатываемых поверхностей шлифовальные станки делят на следующие разновидности: плоскошлифовальные для обработки плоскостей, круглошлифовальные и бесцентрошлифовальные, применяемые для обработки наружных поверхностей тел вращения и прилегающих к ним торцов; внутришлифовальные – для обработки внутренних цилиндрических поверхностей и прилегающих к ним торцов; специальные профилешлифовальные (для шлифования резьб, зубчатых колес и др.).
Для всех технологических способов шлифовальной обработки главным движением резания является вращение абразивного круга, которое ограничивается прочностью его на разрыв. Современные шлифовальные круги допускают скорость резания до 50 м/с. При плоском шлифовании возвратно-поступательное перемещение заготовки является продольной подачей Sпр. Для обработки поверхности на всю ширину заготовка или круг должны перемещаться с поперечной подачей Sn (мм/дв.ход). Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. После обработки всей ширины поверхности детали происходит подача круга Sb на глубину резания t.
При круглом шлифовании продольная подача происходит за счет возвратно-поступательного перемещения заготовки. Подача Sпр (мм/об.заг) соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является круговой подачей Sкр (м/мин). Подача Sn (мм/дв.ход или мм/ход) на глубину резания для приведенной схемы обработки происходит при крайних положениях заготовки. Движения, осуществляемые при внутреннем шлифовании.
В современных автоматизированных шлифовальных станках цикл работы станка включает в себя периодический вывод шлифовального круга из зоны шлифования, его автоматическую правку и перемещение круга к изделию на величину снятого при правке слоя абразива, а также предусматривает автоматическую установку и удаление обрабатываемой детали.
Шлифование зубчатых колес применяют для обработки высокоточных зубчатых колес из твердых материалов и выполняют на специальных зубошлифовальных станках. Шлифование зубьев цилиндрических колес возможно копированием и обкаткой. Метод копирования по своей сущности соответствует зубонарезанию дисковой модульной фрезой. Эвольвентный профиль зуба воспроизводится абразивными кругами, имеющими профиль впадин обрабатываемого колеса.
Шлифование зубьев методом обкатки основано на принципе зацепления обрабатываемой заготовки с зубчатой рейкой. При этом элементы воображаемой зубчатой рейки образованы абразивными инструментами.
В точных передаточных механизмах радиоэлектронных средств в основном применяют мелкомодульные зубчатые колеса, точную обработку которых производят на зубошлифовальных станках методом обкатки. В качестве шлифовального инструмента применяют абразивный червячный шлифовальный круг – абразивный червяк. Абразивный червяк представляет собой шлифовальный круг прямого профиля, на периферийной поверхности которого нарезана модульная резьба. В нормальном сечении резьба имеет профиль прямолинейной модульной рейки, т.е. зубчатого колеса заданного модуля зацепления, имеющего бесконечно большой диаметр. Применение абразивных червяков позволяет изготавливать мелкомодульные зубчатые колеса без предварительного их нарезания на фрезерных станках с высокой производительностью и точностью. Так, например, на специальном зубошлифовальном станке цилиндрическое колесо Z = 90 модулем m = 1 мм с длиной зуба 10 мм из закаленной стали 45 нарезается абразивным червяком в течение 1 мин, при этом точность изготовления соответствует 5 - 6 квалитету.
Заготовка зубчатого колеса 3 установлена в каретке станка на оправе 1 и закреплена центром 2. Заготовке сообщается вращательное движение вокруг оси со скоростью Vз – движение обката и поступательное перемещение со скоростью продольной подачи Sn в мм на 1 оборот заготовки. Абразивный червяк вращается со скоростью резания Vk = 25 – 35 м/с и находится в зацеплении с заготовкой как рейка с зубчатым колесом. При этом движение обката не свободное, а вращение абразивного червяка и заготовки устанавливают с помощью настройки станка синхронным, равным определенному передаточному отношению в зависимости от требуемого числа зубьев в заготовке.
На зубошлифовальных станках с абразивным червяком можно шлифовать цилиндрические зубчатые колеса с прямыми и спиральными зубьями. При шлифовании спиральных зубьев каретка с оправкой, несущей заготовку, устанавливается к абразивному червяку под углом, равным углу наклона зуба колеса.
Основное технологическое время изготовления зубчатого колеса методом обкатки абразивным червяком определяют из выражения
![]() , (23)
, (23)
где L – длина рабочего хода, приближенно равная длине зуба b; nкр – частота вращения шлифовального круга, об/мин; Sn – продольная подача в мм на один оборот заготовки; z – число зубьев колеса; i – число проходов.
6. Шлифование и полирование подложек микроэлектронных устройств
При микроминиатюризации электронных средств широко используются подложки из различных пассивных и активных диэлектрических материалов и полупроводников. К подложкам предъявляются высокие требования по точности рабочих и базовых поверхностей, отклонению линейных и угловых размеров заготовок, а также качеству и шероховатости поверхностей. Эти требования зависят от конкретного назначения подложек.
Подложки устройств на объемно- и поверхностно-акустических волнах из пьезокварца, ниобата лития и пьезокерамики должны быть обработаны с неплоскостью рабочих поверхностей 0,0003-0,003 мм и шероховатостью Rz 0,1 - 0,032 мкм без рисок и царапин, превышающих величину Rz. Непараллельности рабочих поверхностей к базовым должны находиться в пределах 0,02 - 0,05 мм.
Подложки гибридных интегральных схем из керамики ВК94, поликора и ситалла СТ32-1 должны иметь рабочие поверхности с отклонением по неплоскостности 0,001 - 0,005 мм; непараллельность рабочих и базовых поверхностей от 0,005 - 0,07 мм. Отклонение по высоте не должно превышать 0,2 мм, а шероховатость рабочих поверхностей Ra не должна превышать 0,025 мкм.
Подложки полосковых печатных плат СВЧ приемных и передающих устройств из ситаллов, керамики и поликора должны иметь отклонение размеров по высоте в пределах 0,04 - 0,25 мм, неплоскость поверхностей в пределах 0,0006 - 0,005 мм и шероховатость поверхностей Rа 0,04 - 0,005 мкм.
Основными характеристиками резонаторов из пьезоматериалов являются собственная резонансная частота, моночастотность, разброс по частоте одной партии пластин, добротность и стабильность частоты. Для обеспечения высоких частотных характеристик резонаторов, например из пьезокварца, отклонения по толщине пластин не должны превышать 0,005 мм, неплоскостность поверхностей пластин составляет 0,0003 - 0,003 мм, непараллельность поверхностей не должна превышать 0,0025 мм; шероховатость рабочих поверхностей Rz 0,1 - 0,032 мкм; точность кристаллографической ориентации ± 0,1'.
Жесткие требования предъявляются к подложкам из полупроводниковых материалов, так как сами элементы микросхемы часто имеют размеры всего нескольких микрометров, а их точность до десяти долей микрометра. Пластины из полупроводников должны отвечать следующим требованиям: разброс по неплоскостности не должен превышать 0,001 - 0,003 мм; разброс по плоскопараллельности – в пределах 0,003 - 0,004 мм; отклонение по толщине пластин в пределах 0,005 - 0,008 мм; шероховатость поверхности – Ra 0,01 - 0,02 мкм. Кроме того, поверхности пластин не должны иметь нарушенного (дефектного) слоя кристаллической структуры.
Получение высокой точности размеров по толщине по неплоскостности рабочих поверхностей и высокого качества поверхности по шероховатости выполняется путем подготовительного шлифования, доводки и полирования.
Предварительное шлифование осуществляют с целью съема основного припуска заготовки, полученной на предыдущих операциях, исправления формы и непараллельности рабочих и базовых поверхностей. Шлифование выполняют на плоскошлифовальных станках торцом алмазного круга или периферией алмазного круга. Схема шлифования на станке торцом алмазного круга, который крепится на вертикальном шпинделе 2. Обрабатываемые подложки устанавливают на круглом вращающемся столике 3 шлифовального станка.
Алмазный круг 1 осуществляет вращательное движение, а прямоугольный стол 2 с подложками 3 выполняют возвратно-поступательное движение. Существуют шлифовальные станки, в которых заготовки располагаются на круглом, вращающемся вокруг своей оси, столике.
Шлифование осуществляется при скоростях вращения шлифовального круга 9000 - 12000 об/мин; частота вращения стола 5 - 25 об/мин. Для охлаждения зоны обработки подложек применяют смазочно-охлаждающую жидкость СОЖ, состоящую из 99 % воды и 1 % нитрата натрия.
В качестве шлифовального инструмента применяют шлифовальные круги на основе износостойких керамических, органических или металлических связок, а в качестве абразивного материала - алмазные порошки определенной зернистости. Для съема основного припуска заготовок и исправления формы заготовок, когда шероховатость поверхности составляет 0,63 - 0,2 мкм, используют алмазные круги зернистостью 100/80, а для подготовки подложек под доводку с шероховатостью поверхности 0,063 - 0,032 мкм – алмазные круги зернистостью 40/28 (цифры обозначают размер зерна абразива в сотых долях мм).
Крепление заготовок подложек на столиках при шлифовании осуществляют приклейкой клеющими веществами, в качестве которых применяют в основном воско-канифольные мастики (20 % воска, 80 % канифоли). Приклеивание подложек на предварительно подготовленную базовую поверхность выполняют по контуру, исключая показание клеющего вещества на базовую поверхность. Для шлифования больших партий подложек одного габаритного размера и толщины существуют шлифовальные станки, в которых крепление осуществляется вакуумным прижатием пластин к поверхности столика.
Процесс шлифования сопровождается износом алмазного круга, что приводит к снижению качества обрабатываемой поверхности подложек. Поэтому шлифовальные круги подвергают периодической правке на специальных станках абразивными брусками, а правку абразивных кругов с металлической связкой выполняют на станках с электроалмазной обработкой.
Механическую доводку подложек выполняют абразивными микропорошками с целью повышения точности формы, снижения шероховатости поверхности и толщины нарушенного слоя после шлифования, обеспечения максимальной параллельности рабочих и базовых поверхностей, а также подготовки подложек для полирования. Различают предварительную и окончательную доводку подложек. Предварительную - осуществляют на двухдисковых станках с планетарным приводом кассет для размещения заготовок при одновременной обработке рабочих и базовых поверхностей подложек.
Зубчатое колесо внутреннее 1 передает вращательное движение сепаратору 6, который обкатывается в свою очередь по неподвижному зубчатому колесу 3. Внутри сепаратора размещены обрабатываемые подложки 5; верхний 2 и нижний 4 диски неподвижны. Для снижения неравномерности износа рабочих поверхностей и отвода шлама на поверхности неподвижных дисков наносят взаимно-перпендикулярные канавки.
Механическую доводку подложек из керамики и поликора осуществляют алмазными пастами, в состав которых входят порошок алмазный зернистостью 28/20, стеарин, воск пчелиный, парафин и масло растительное, или алмазными суспензиями (порошок алмазный 28/20, стеарин, парафин, воск пчелиный, масло растительное, керосин). Для доводки подложек из пьезокерамики, пьезокварца, ниобата лития, ситаллов и полупроводников применяют абразивные суспензии, состоящие из карбида кремния зернистостью М40, М28, М14 и керосина.
При окончательной доводке производится односторонняя шлифовка поверхностей. Доводка осуществляется на однодисковых станках с фрикционным приводом. Обрабатываемые подложки 1 приклеиваются с помощью мастики на верхний плавающий диск – сепаратор 4, который осуществляет возвратно-поступательное движение относительно доводочного диска 2, вращающегося с частотой 25 - 50 об/мин. Для доводки подложек из керамики и поликора применяют доводочный диск из меди марки М1, а для доводки подложек из ситалла полупроводников и пьезоматериалов – из оптического стекла или латуни марки ЛС59-1.
Окончательную доводку подложек из керамики и поликора проводят с применением алмазной пасты или алмазной суспензии зернистостью 5/3, 3/2, а для подложек из ситалла, полупроводников и пьезоматериалов - абразивными суспензиями на основе карбида кремния зернистостью М14-М5. При окончательной доводке подложки должны отвечать следующим требованиям:
неплоскостность рабочих поверхностей 0,003 - 0,005 мм;
непаралллельность обрабатываемых поверхностей 0,005-0,02 мм;
отклонение линейного размера по высоте – 0,025 - 0,06 мм;
шероховатость рабочих поверхностей Rz 0,1 - 0,063 мкм.
Полирование подложек осуществляется с целью достижения минимального нарушенного слоя, полученного при шлифовке и доводке, достижения неплоскостности рабочих поверхностей в пределах 0,0001 - 0,001 мм и непараллельности рабочих и базовых поверхностей от 0,005 до 0,01 мм; повышения качественного состояния поверхностного слоя с шероховатостью Rz от 0,032 до 0,025 мкм.
Полирование подложек производится на однодисковых доводочных станках с принудительным приводом или на однодисковых доводочных станках с фрикционным приводом.
На нижнем высокоточном диске 2 приклеен полировальник 1; материал полировальника зависит от материала обрабатываемой подложки. Так для полирования подложек из ситалла, пьезокерамики и полупроводников используется полировальник из искусственной кожи, войлока тонкошерстного; для полирования подложек из пьезокварца и ниобата лития – полировальник из ткани капроновой или специальной полировочной смолы. Подложки 3 размещаются в сепараторах – кассетах по периметру верхнего диска 5. При полировке пластины совершают сложное поступательное и вращательное движение за счет разницы окружной скорости по радиусу шлифовального диска 2. При пониженных требованиях по точности и неплоскостности к подложкам полирование может осуществляться на шлифовальном станке, у которого на вертикальном шпинделе вместо алмазного торцевого круга устанавливают круг с полировальником.
В том случае, когда необходимо обеспечить одновременное полирование двух рабочих поверхностей, например пластин из пьезокварца и полупроводников, применяют двухдисковые станки с планетарным приводом кассет для размещения пластин.
Для полировки пластин на рабочие поверхности неподвижных дисков 1 и 7 нанесены полировальники 2 и 5 из искусственной кожи, фетра или велюра, батиста, фланели.
Для полирования подложек применяют пасты или суспензии, вид которых зависит от материала подложек. При полировании подложек из керамики и поликора используют алмазные суспензии или алмазные пасты зернистостью микропорошков 5/2, 3/2; для полирования подложек из ситалла и пьезокерамики – алмазные суспензии зернистостью микропорошков 3/2, 1/0. Окончательная полировка подложек из пьезокварца осуществляется с применением суспензии на основе поликора (10 % порошка, 30 % воды), который представляет собой смесь окислов редкоземельных металлов.
В качестве полирующего абразивного материала при полировке полупроводниковых пластин применяют алмазные суспензии зернистостью 3/1, суспензии на основе окиси хрома или полирита; при этом полировку осуществляют в несколько этапов. После окончательной механической полировки на поверхности полупроводниковых пластин остается нарушенный слой толщиной 0,7 - 1,0 мкм, который удаляется химическим травлением в плавиковой кислоте.