Курсовая работа: Обработка привинтных головок кумулятивного снаряда из штампованных или литых заготовок
Содержание
Введение
Исходные данные по проекту и их анализ
Описание и конструкторско-технологический анализ детали
Тип производства и программа выпуска
Выбор заготовки
Разработка маршрута технологического процесса изготовления детали
Выбор технологических баз
Разработка маршрута технологического процесса
Обработка головок из штампованных на КГШП заготовок
Обработка головок из литых заготовок
Определение припусков на механическую обработку, операционных размеров, размеров и массы заготовки
Проектирование станочной операции
Выбор оборудования
Выбор станочных приспособлений
Выбор режущих инструментов
Выбор вспомогательных инструментов
Выбор контрольно-измерительных средств
Назначение режимов резания
Техническое нормирование операции
Библиографический список
Приложения
Введение
Тематикой курсового проектирования является разработка технологического процесса изготовления привинтной головки кумулятивного снаряда. Разработка технологического процесса изготовления детали газодинамического импульсного устройства - привинтной головки кумулятивного снаряда - должна сопровождаться стремлением к оптимальному решению, а именно: обеспечению наименьшей себестоимости детали или достижению наибольшей производительности при безусловном обеспечении всех технических требований к детали и других ограничений.
Целью проектирования технологического процесса является снижение себестоимости изготовления детали и повышение производительности при ее изготовлении.
Исходные данные к курсовому проекту и их анализ
Основными исходными данными для курсового проекта являются: чертеж объекта производства - рабочий чертеж конкретной детали – привинтной головки; технические условия на изготовление детали; объем выпуска деталей в год или тип производства.
Вид исходной заготовки и вариант технологического процесса представлен в приложении к пояснительной записке.
Описание и конструкторско-технологический анализ детали
Назначение детали устанавливается путем анализа конструкторской документации изделие и на сборочную единицу, в которую входит деталь. Определяются условия работы детали, главные и вспомогательные конструкторские базы, обосновываются технические требования к параметрам детали.
Описание детали выполняется по рабочему чертежу детали и служит для лучшего освоения конструкции детали.
Материал детали анализируется по химическому составу и механическим характеристикам. Устанавливается назначение различных элементов химического состава материала детали.
Головки кумулятивных снарядов изготавливают штамповкой или литьем.
Штампованные головки изготавливают из стали марки С-60 или С-55 (ГОСТ 10230-62), а литые - из стали марки 40ХЛ (ГОСТ 7832-65) или марки 50Л-П (ГОСТ 977-58).
У штампованных заготовок на КГШП допускается разностенность до 1,5 мм, а у штампованных на гидравлических прессах – до 3 мм. Внешние дефекты – риски, вмятины, заштампованная окалина и волосовины –допускаются на обрабатываемых поверхностях до 0,3 мм, а на не обрабатываемых – в пределах допуска. Величина торцового заусенца допускается до 5 мм. Механические свойства литых заготовок: предел текучести не менее 50 кг/мм2 при относительном удлинении не менее 2%.
Литая заготовка не должна иметь раковин и трещин. Допускается заварка раковин. Все свободные размеры должны быть изготовлены по 8-му классу точности
Тип производства и программа выпуска
При проектировании технологического процесса изготовления детали необходимо учитывать тип производства.
Выбор заготовки
Учитывая результаты анализа чертежа детали и типа производства, определяют все возможные варианты получения исходной заготовки и дают краткую характеристику каждого вида заготовки.
При значительных объемах выпуска деталей в год следует выбирать способ получения заготовки, обеспечивающий наибольшее приближение размеров и формы исходной заготовки к размерам и форме готовой детали, так как при этом сокращается расход металла и уменьшается объем механической обработки резанием.
Например, для изготовления деталей типа «корпус» среднего размера целесообразно применять заготовки, получаемые горячей штамповкой, раскаткой, холодным выдавливанием. Заготовки деталей типов «стабилизатор», «корпус стабилизатора» выгодно получать точными методами литья.
При малом годовом выпуске деталей используют заготовки менее точных размеров и формы. Окончательный выбор исходной заготовки осуществляют в результате сравнения показателей ее экономичности: стоимости и коэффициента использования металла.
Проектирование заготовки кроме выбора вида и способа ее получения включает определение формы заготовки, припусков на механическую обработку, размеров с допусками, технических требований, которым она должна отвечать, и стоимости.
Головки кумулятивных снарядов изготавливают штамповкой или литьем.
Штампованные головки изготавливают из стали марки С-60 или С-55 (ГОСТ 10230-62), а литые - из стали марки 40ХЛ (ГОСТ 7832-65) или марки 50Л-П (ГОСТ 977-58).
Разработка маршрута технологического процесса изготовления детали
Основой для проектирования технологического процесса механической обработки служат сведения о детали, исходной заготовке, методах достижения требований по точности и шероховатости поверхностей, а также, тип производства, типовые или заводские технологические процессы и др.
Выбор технологических баз
В ходе анализа чертежа детали уже должны быть намечены поверхности заготовки, которые могут и должны быть использованы в качестве технологических баз.
Для первой технологической операции выбирают базу, отвечающую соответствующим требованиям к черновым базам. В качестве черновой базы следует выбирать не обрабатываемые в дальнейшем поверхности с достаточно хорошим качеством для возможности правильного базирования и надежного закрепления заготовки. При изготовлении деталей типа «корпус» в качестве черновой базы обычно используют камору. При необходимости предусматривают использование искусственной технологической базы – центрового отверстия или обратного центра, соосной с каморой.
При выборе технологических баз для последующих операций надо следить, чтобы базы отвечали принципам совмещения конструкторских и технологических баз, единства и постоянства баз, обеспечивали надежное закрепление заготовки и точность взаимного положения обрабатываемых поверхностей.
Разработка маршрута технологического процесса
В технологическом процессе первыми должны быть операции по удалению у заготовки прибыли и созданию технологических баз, например, центровых отверстий или обратных центров.
Дальнейшая последовательность операций технологического процесса устанавливается исходя главным образом из порядка обработки основных поверхностей обработки (черновой, чистовой, отделочной) и элементов (канавок, резьб, центрующих утолщений, стопорных отверстий и т.д.).
В массовом производстве целесообразно черновую и чистовую обработку выполнять на разных станках. Например, при изготовлении корпусов черновая и чистовая обработки обычно разделяются операциями обжима головной части и (или) термической обработки и выполняются на разных участках цеха.
В технологический процесс механической обработки включают операции переноса условного литера плавки для соблюдения правил поплавочного запуска металла в производство, контрольные операции и операции технологических испытаний (пневмо- и гидроиспытаний, магнитного дефектоскопирования, определения твердости металла и др.).
В записке приводится маршрут предлагаемого варианта технологического процесса с подробными комментариями.
Внутренние поверхности головок могут быть обработаны механическим способом до 3-го класса чистоты.
После механической обработки к головкам предъявляются следующие требования:
а) биение резьбы в очке относительно резьбы большого диаметра не более 0,5 мм;
б) биение наружной поверхности относительно резьбы большого диаметра для штампованных заготовок не более 0,5 мм, а для литых — не более 0,3 мм.
Готовые головки до нанесения покрытий испытывают на герметичность давлением воздуха р = 3 ат в течение 3 минут.
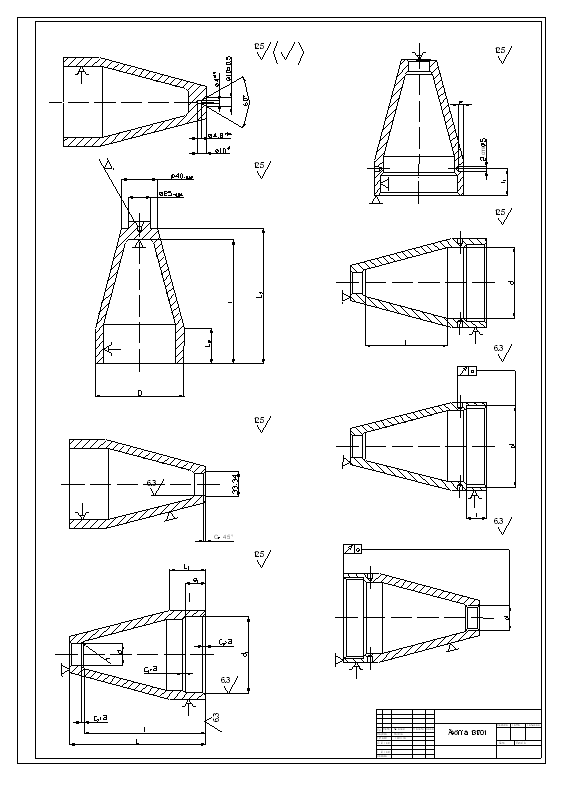
Обработка головок из штампованных на КГШП заготовок
Технологический процесс механической обработки головок состоит из следующих операций.
Центровальная. Центровать головку. Операция выполняется на фрезерно-центровальном полуавтомате модели ПОФЦ-1.
Автоматная. Обточить наружный профиль. Подрезать торец. Отрезать прибыль. Операция выполняется на токарном полуавтомате модели СМ-8. Продольный суппорт обтачивает наружную поверхность по копиру, выдерживая размер D и диаметр 40-0,62 мм. Поперечный суппорт отрезает прибыль, выдерживая глубину каморы l, и одновременно подрезает дно в размер до диаметра 25-0,84 мм.
Автоматная. Сверлить отверстие до диаметра 32+0,62 мм.
Зенкеровать его под резьбу до диаметра 33,34+0,25 мм. Образовать
фаску ![]() . Операция
выполняется на двухпозиционном расточном полуавтомате модели «Финал-130».
. Операция
выполняется на двухпозиционном расточном полуавтомате модели «Финал-130».
Револьверная. Подрезать торец. Расточить отверстие под резьбу. Расточить
дно каморы. Операция выполняется на токарно-револьверном полуавтомате подели
АР-37. При подрезке торца выдерживается размер L, а при
расточке — отверстие диаметром d1 на длине l1. При
обработке дна каморы выдерживается размер l, отверстие
диаметром d, под резьбу
обрабатывается окончательно. Фаски обрабатываются в размер ![]() ,
, ![]() ,
, ![]() .
.
Агрегатная. Сверлить два ключевых отверстия одновременно диаметром d на глубину е. Операция дополняется на агрегатном сверлильном станке типа ХА-5542. Затем детали поступают на взвешивание и сортировку по весу. Допускается производить подгонку веса за счет увеличения размера d, сохраняя размер l. После подгонки по весу (по мере надобности) детали поступают на магнитную дефектоскопию.
Резьбонарезная. Нарезать большую резьбу по 2а классу точности на станке модели ТР-3.
Резьбонарезная. Нарезать резьбу в очке по 2а классу точности на станке модели ТР-3.
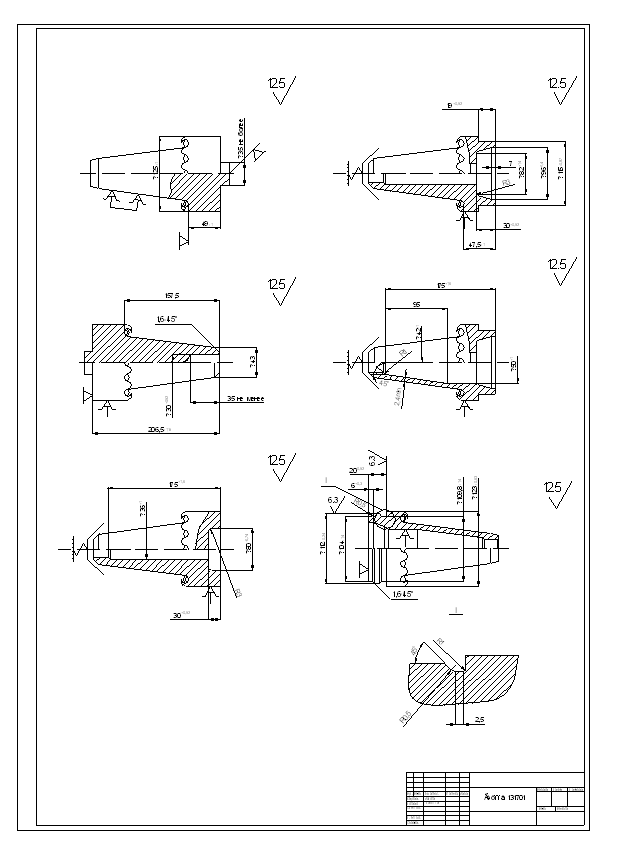
Обработка головок из литых заготовок
Технологический процесс механической обработки головки из литых заготовок состоит из следующих операций.
Токарная черновая. Подрезать торец в размер, обточить наружную поверхность. Зачистить заусенцы. Операция выполняется на полуавтомате модели 1722.
Револьверная. Отрезать прибыль с торца трубки, выдерживая длину
головки. Сверлить отверстие d на
глубину l. Снять фаску ![]() .Операция
выполняется на станке модели 1П365.
.Операция
выполняется на станке модели 1П365.
Револьверная. Сверлить отверстие диаметром d1 на глубину не менее l1. Сверлить отверстие диаметром d2 а глубину l2. Расточить отверстие диаметром D на глубину L. Проточить дно отверстия диаметром D. Операция выполняется на станке модели 1П365.
Револьверная чистовая. Подрезать торец. Расточить внутренний профиль головки. Расточить начисто внутренний профиль на глубину l1 выдерживая диаметры d и d1.Пррчнть уступ . Операция выполняется на танке модели 1П365.
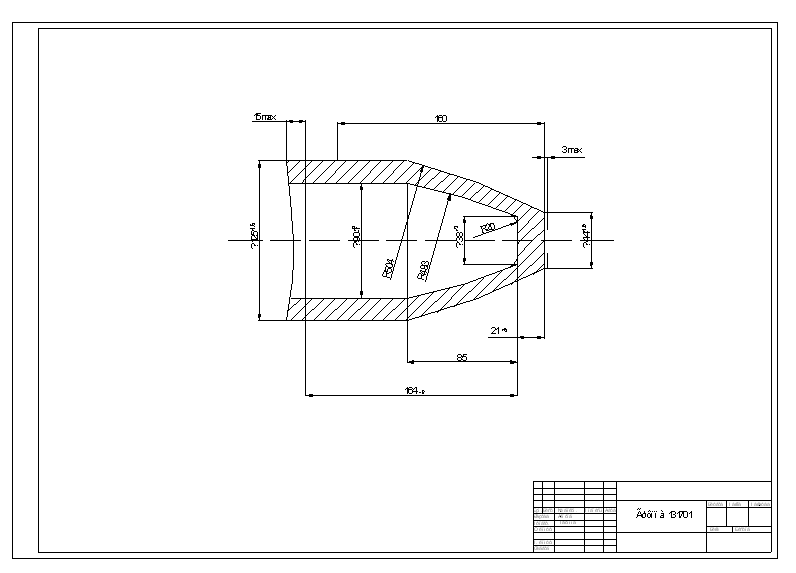
Токарная. Расточить по копиру внутреннюю поверхность, выдерживая размеры согласно эскизу. Операция выполняется на станке модели 1К62 с гидросупортом ГСП-41.
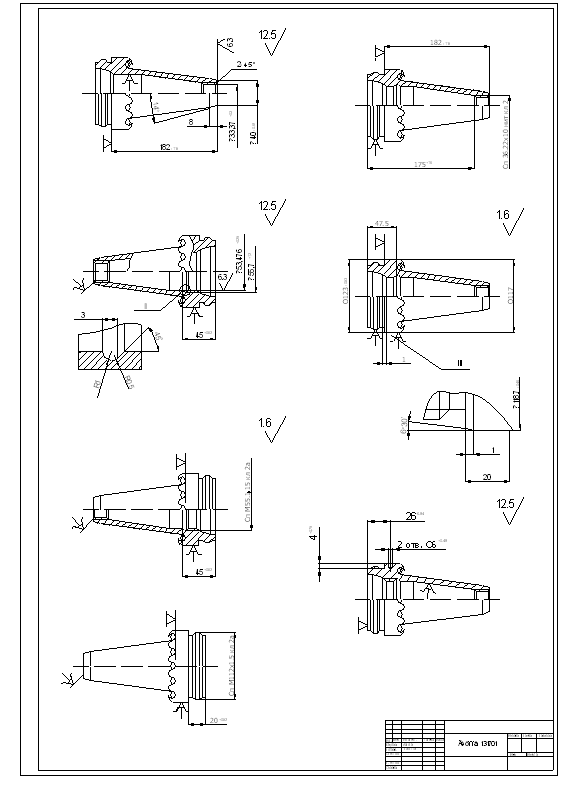
Револьверная чистовая. Обточить наружные поверхности под резьбы. Проточить уступ, зарезьбовую канавку и снять фаски. Операция выполняется на станке модели 1П365.
Револьверная. Подрезать торец. Обточить конус год углом 14°. Зенкеровать
отверстие, снять фаску ![]() . Операция
выполняется на станке модели 1П365.
. Операция
выполняется на станке модели 1П365.
Токарная. Расточить отверстие под резьбу и снять фаску ![]() . Расточить канавку.
Операция выполняется на станке модели 1К62. Затем детали поступают на
магнитную дефектоскопию.
. Расточить канавку.
Операция выполняется на станке модели 1К62. Затем детали поступают на
магнитную дефектоскопию.
Резьбонарезная. Нарезать внутреннюю резьбу 2а класса точности.
Резьбонарезная. Нарезать наружную резьбу 2а класса точности. По мере надобности резьба калибруется плашкой.
Резьбонарезная. Нарезать внутреннюю резьбу 2а класса точности. Калибровать по мере надобности метчиком. Биение внутренней резьбы относительно наружного большого диаметра — не более 0,5 мм. Нарезание резьбы выполняется на станке ТР-3.
Токарная чистовая. Обточить коническую поверхность головки окончательно. Биение конической поверхности относительно резьбы большого диаметра - не более 0,2 мм. Операция выполняется на станке модели 1К62.
Сверлильная. Сверлить последовательно два отверстия. Операция выполняется на станке модели 2Б118.
Расчет припусков на механическую обработку, операционных размеров, размеров и массы заготовки
Определение припусков на обработку - ответственная задача, решение которой влияет на ход технологического процесса и его технико-экономическую эффективность.
Наиболее точным методом решения этой задачи является расчетно-аналитический. С помощью этого метода в курсовом проекте выполняются расчеты припусков на обработку основных поверхностей.
После расчета припусков устанавливают операционные размеры и размеры заготовки. По полученным размерам вычисляют объем и массу исходной заготовки и коэффициент использования материала (КИМ).
Проектирование станочных операций. Выбор оборудования
Для массового и крупносерийного производства выбирают специализированные и специальные станки. Например, для производства деталей типа «корпус» применяют: для отрезки прибыли и сверления центрового отверстия - полуавтоматы «ПЦО-130», «ПЦО-150», на операциях обтачивания наружных поверхностей - гидрокопировальные полуавтоматы моделей 1Б732 и серии «КМ» (КМ-130...КМ-145, КМ-816, КМ-817), на операциях обработки внутренних поверхностей - полуавтоматы «Таран-130», «Таран-150», «Копир-130», «Копир-150», «Финал-130», «Финал-150», «ПИК-150», для обработки торцев - полуавтоматы «ПТО-130», «ПТО-150», для обтачивания центрующих утолщений - полуавтомат «Цилиндр», для обработки ведущих поясков - полуавтомат «Контур», для нарезания резьб - полуавтомат «ТР-5», для сверления стопорных отверстий - агрегатные станки и т.д.
При меньших программах выпуска деталей используют специализированные станки и станки общего назначения: гидрокопировальные, токарно-операционные станки и полуавтоматы (например, «ТР-6»), а также универсальные станки, в том числе и станки с ЧПУ.
Выбор станочных приспособлений
Станочные приспособления должны обеспечивать точное базирование, быстрое и надежное закрепление заготовок на станках.
В массовом и серийном производстве деталей газодинамических устройств обычно применяют специальные цанговые и кулачковые оправки и патроны с пневмо- и гидроприводом. В мелкосерийном производстве возможно применение типовых и универсальных приспособлений.
Выбор режущих инструментов
Режущие инструменты должны отвечать следующим требованиям: высокая режущая способность, стабильность качества, высокая стойкость, благоприятные условия отвода стружки, технологичность изготовления инструмента, простота конструкции и возможность настройки инструмента на размер вне станка. В условиях серийного производства чаще используют универсальные стандартные и реже - специальные режущие инструменты, в массовом производстве наряду со универсальными выгодно применять высокоэффективные специальные инструменты.
На токарных станках применяются резцы с напаянными пластинами и резцы с многогранными неперетачиваемыми пластинами (МНП) из твердого сплава (Т5К10, Т15К6, Т30К4 для обработки стали и ВК4, ВК6 для обработки чугуна или сверхтвердых материалов). У МНП предусматривают стружкозавивающие канавки для дробления стальной стружки, для повышения надежности предусматривают твердосплавные опорные подкладки, для повышения стойкости можно применять покрытие карбидом титана.
На станках с ЧПУ выгодно применять универсальные резцы, которыми можно обрабатывать все наружные поверхности детали; это сокращает число инструментов и повышает производительность. Для контурной обработки применяют пластины с параллелограммной или трехгранной пластиной. Размеры МНП таковы, что поворот пластины или замена ее пластиной того же типа не изменит данных программирования.
Резцы из СТМ (композиты 01, 05, 10 и др.) позволяют обрабатывать материалы любой твердости, даже после термообработки, на высоких режимах резания. Они обладают высокой стойкостью, что важно при использовании их в автоматизированном производстве.
Для сверления используют быстрорежущие сверла стандартные, но лучше применять сверла повышенной точности короткие (для большей жесткости), подвергнутые электроискровому упрочнению (повышает стойкость в 2—2,5 раза), и сверла четырехленточные. При значительной годовой программе выпуска применяют комбинированные ступенчатые сверла.
Фрезерование плоскостей осуществляют торцовыми насадными фрезами с пятигранными неперетачиваемыми пластинами. для обработки по контуру — фрезы хвостовые разных конструкций из быстрорежущей стали, твердых сплавов, сверхтвердых материалов.
Выбор вспомогательных инструментов
Вспомогательный инструмент предназначен для установки и закрепления режущего инструмента на станке. Он должен отвечать следующим требованиям: обеспечивать надежную и точную установку режущих инструментов, иметь высокую жесткость, позволять быструю смену режущего инструмента после затупления и предварительную настройку на заданные размеры вне станка.
На токарных станках с ЧПУ применяют револьверные инструментальные головки, шестипозиционные головки с креплением режущих инструментов в ее пазах. На некоторых станках режущие инструменты крепятся в резцедержателях с цилиндрическим хвостовиком, который устанавливается в гнездо головки, затем, после регулировки положения, закрепляются специальным зажимом.
Выбор контрольно-измерительных средств
Среди технологического оснащения важное место занимают средства для измерения и контроля качества заготовки после выполнения одной или группы технологических операций: контрольные приспособления и контрольно-измерительные инструменты. Выбор их зависит от типа производства, вида заготовки и программы выпуска, параметров и показателей, подлежащих контролю. Обязательными показателями процесса контроля являются точность и достоверность измерений, трудоемкость контроля и его стоимость, полнота, периодичность, продолжительность и др.
При выборе средств контроля рекомендуется максимально использовать типовые и стандартные средства технического контроля, такие, как предельные калибры (пробки и скобы), шаблоны разного вида и назначения, стандартные контрольные приспособления (контрольные центра, индикаторы и др.), эталоны шероховатости, а при необходимости применять специальную оснастку для контроля, приборы и специальные контрольные приспособления.
Назначение режимов резания
Оптимальные режимы резания обеспечивают наибольшую производительность труда при наименьшей себестоимости технологической операции при требуемом качестве обработки.
Техническое нормирование операций
Целью технического нормирования операций является установление технически обоснованных норм времени, которые являются важными исходными данными для экономических и организационных расчетов при проектировании участка механического цеха.
Штучное время операции
Tшт = Tо + Tв + Tорг + Tтех + Tотд,
где To - норма основного времени операции, определяемого суммированием основных времен всех технологических переходов операции, To=åToi;
Тв - норма вспомогательного времени операции, которое для операций на автоматизированных станках состоит из двух частей:
·вспомогательного автоматического времени Тва, необходимого для выполнения вспомогательных, автоматически выполняемых перемещений исполнительных органов станка (позицирование, подвод и отвод инструментов, автоматическая смена инструментов и др.);
·вспомогательного ручного времени Твр, расходуемого рабочим- оператором;
Торг—время организационного обслуживания рабочего места;
Ттех— время технического обслуживания рабочего места;
Тотд —время на отдых и личные потребности.
Библиографический список
1. Гжиров Р.И. Оборудование для механической обработки заготовок деталей изделий.: Учебное пособие - М.: Машиностроение, 1979.-224 с.
2. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения. Минск: Вышэйшая школа, 1983. 255 с.
3. Данилевский В. В. Технология машиностроения. М.: Высшая школа, 1984. 416 с.
4. Коганов И. А. Станкеев А.А. Расчет припусков на механическую обработку. Тула, 1965.
5. Краткий справочник металлиста/ Под ред. П. Н. Орлова и Е. А. Скорохода. М.: Машиностроение, 1987. 960 с.
6. Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места на металлорежущих станках. Массовое производство. М.: Экономика, 1988. 365 с,
7. Общемашиностроительные нормативы времени и режимов резания на работы, выполняемые на металлорежущих станках с программным управлением. М.: НИИтруда, 1980. 209 с.
8. Справочник технолога-машиностроителя/ Под ред. А. Г. Косиловой, Р, К. Мещерякова, М.: Машиностроение, 1986. Т. 1. 656 с., Т. 2. 496 с.
Приложение 1
Приложение 2
Приложение 3
Приложение 4
| Разработка технологической схемы механической обработки детали " ... | |
|
Введение Главным средством интенсификации производства любого назначения является парк машин, которым располагает государство. Прогресс в развитии ... Важно отметить, что в процессе программирования реализующими этапами являются сбор и упорядочение всей геометрической и технологической информации о детали, заготовки, инструменте ... 1) Машинно-ручные, для нарезания резьбы как вручную, так и на станке (ГОСТ 3266-71), с шахматным расположением зубьев, для обработки заготовок из коррозионно-стойких и жаропрочных ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Разработать технологический процесс обработки детали "Вал" в ... | |
|
Курсовое проектирование по Технологии машиностроения Тема: Разработать технологический процесс обработки детали "Вал" в условиях среднесерийного ... Размеры заготовки "вал", полученной горячей штамповкой, максимально приближены к размерам готовой детали, вследствие чего за счёт сокращения механической обработки снижается ... Применение станка с ЧПУ позволит уменьшить долю вспомогательного времени, которое растрачивается в рассматриваемых операциях на приёмы, связанные с изменением режимов резания ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Проектирование механического цеха по изготовлению деталей для запорно ... | |
|
Федеральное агентство по образованию РЫБИНСКАЯ ГОСУДАРСТВЕННАЯ АВИАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ АКАДЕМИЯ им. П. А. СОЛОВЬЁВА Факультет Авиатехнологический ... ДЕТАЛЬ, ЗАГОТОВКА, ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, ОПЕРАЦИЯ, УСТАНОВКА, СТАНОК, СЕБЕСТОИМОСТЬ, ОБРАБОТКА. По теории вероятности допуск на размер обрабатываемой детали Топ должен быть больше или равен сумме вышеперечисленных погрешностей, возникающих при механической обработке деталей ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Корпус гидрозамка | |
|
Введение Машиностроение - одна из ведущих отраслей народного хозяйства. Задачей машиностроения является создание совершенных конструкций машин и ... 2. При токарной обработке на операциях 015, 020, 025 и сверлильной обработке на операциях 030 и 035 применяются универсальные станки, что недопустимо при разработке курсового ... Установка детали в приспособление для сверления обеспечивает закрепление определенного положения детали относительно режущего инструмента, позволяет вести обработку отверстий с ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Разработка технологического процесса упрочнения кулачка главного вала ... | |
|
РРЕФЕРАТ Шорина Е. Д. Разработать технологический процесс упрочнения кулачка главного вала с использованием лазерного излучения: Дипломный проект ... При прошивании отверстий, резке и вырезке заготовок, головку ставят перпендикулярно к поверхности заготовки, при строгании и точении - под углом 40 - 60 0. Плазменные головки ... Прерывный поток применяется при механической обработке деталей (заготовок), когда имеет место недогрузка оборудования из-за несинхронности процесса. |
Раздел: Рефераты по металлургии Тип: реферат |