Реферат: Обработка резьбовых поверхностей
Обработка резьбовых поверхностей
Общие сведения о резьбах
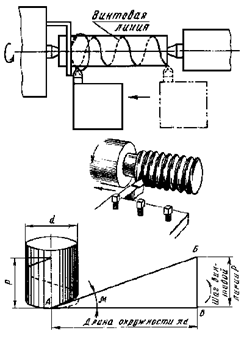
Вершина резца при перемещении с постоянной подачей вдоль вращающейся заготовки при резании оставляет на ее поверхности винтовую линию. Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом m подъема винтовой линии. Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить tgm=P/pd, где d-диаметр заготовки с винтовой линией. При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба – винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические (образованные на цилиндрических поверхностях) и конические (образованные на конических поверхностях). В зависимости от назначения резьбового соединения применяют резьбы различного профиля. Профилем резьбы называется контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Основные элементы резьбы:
· угол a, профиля – угол между боковыми сторонами профиля, измеренный в осевом сечении;
· вершина профиля – участок профиля, соединяющий боковые стороны выступа;
· впадина профиля – участок профиля, соединяющий боковые стороны канавки;
· шаг Р резьбы – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы;
· наружный диаметр d резьбы – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы;
· внутренний диаметр d1 резьбы – диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы;
· средний диаметр d2 резьбы – диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль, резьбы в точке, где ширина канавки равна половине шага резьбы;
· угол m подъема резьбы – угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Резьбы бывают левые и правые. Винт с правой резьбой завертывается при вращении по часовой стрелке (слева направо), а винт с левой резьбой – при вращении против часовой стрелки (справа налево). Различают резьбы однозаходные и многозаходные. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная – несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность. В многозаходной резьбе различают ход и шаг. Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов.
Нарезание наружней и внутренней резьбы
При нарезании наружной резьбы большее распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют работать с большим числом переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и работа винторезных головок имеют незначительные различия. В приведенной на рисунке ниже конструкции винторезной головки нарезание наружной резьбы производят круглыми резьбонарезными гребенками 2 с кольцевой нарезкой, которые устанавливают выточкой 3 на кулачках 4 равномерно по окружности на равном расстоянии от центра, зависящем от диаметра нарезаемой резьбы, и крепят винтами 1. Опорная поверхность кулачков обеспечивает угол наклона j витков резьбонарезных гребенок, а также смещение витков соседних гребенок на 1/Z шага резьбы, где z – число гребенок. Пружинами 5 через штифты 13 кулачки 4 прижимаются к обойме 7, которая посредством рукоятки 12 может перемещаться вдоль корпуса 6. В рабочем положении, рисунок – а) резьбонарезные гребенки сведены, так как кулачки 4 своими выступами М упираются в обойму 7. Наладку резьбонарезных гребенок на размер производят или по годной готовой детали, или по проходному рабочему резьбовому калибру, которые устанавливают в рабочую зону. Изменение размера производят поворотом кольца 9 винтами 14. Вместе с кольцом 9 посредством штифта 8 поворачивается корпус 6 с кулачками 4, которые, перемещаясь по скошенным поверхностям Г обоймы 7, удаляются или приближаются к оси головки. На станок резьбонарезную головку устанавливают и закрепляют хвостовиком 10. Зазор между корпусом 6 и хвостовиком 10 выбирается пружиной 11. Резьбу нарезают с принудительной подачей головки, равной шагу нарезаемой резьбы. Можно нарезать резьбу и головкой, перемещающейся самозатягиванием. На определенном расстоянии до конца рабочего хода подача прекращается и головка останавливается. При этом останавливаются хвостовик 10 и обойма 7, а корпус 6, увлекаемый резьбой детали, продолжает перемещаться. В результате выступы М кулачков 4 выходят из обоймы 7 и кулачки вместе с гребенками 2 под действием пружин 5 расходятся, освобождая обрабатываемую деталь. Возврат резьбонарезных гребенок в исходное положение, а также остановку процесса обработки резьбы производят поворотом рукоятки 12.
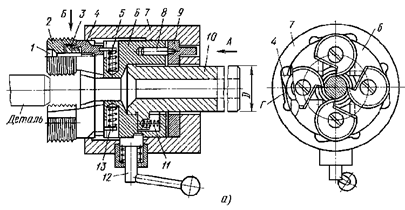
Невращающаяся винторезная головка для нарезания наружной резьбы:
а) – в рабочем положении, б) – с открытыми гребенками
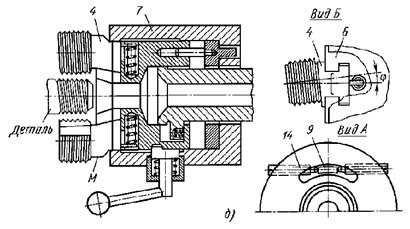
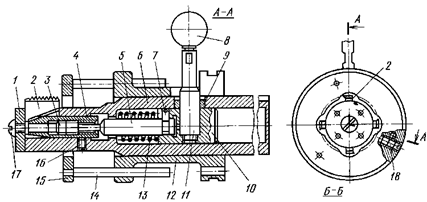
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте относительно друг друга в соответствии с углом подъема винтовой линии нарезаемой резьбы. Гребенки 2 (рисунок ниже) расположены в радиальных пазах корпуса 6 резьбонарезной головки, торец которого закрыт фланцем 1. Гребенки 2 могут перемещаться по конической части втулки 4, в результате чего изменяется расстояние от оси головки до рабочей части гребенки. Втулка 4 связана с тягой 5 и перемещается внутри корпуса 6 (вдоль оси) с сердечником 10 под действием пружины 13 или от рукоятки 11 с шаровым наконечником 8. Тяга 5 связана с втулкой резьбовым соединением, а с сердечником 10 – проточкой, в которую входит стопор 7. Корпус 6 имеет паз, по которому перемещается рукоятка 11. Наладку резьбонарезной гребенки на размер производят по рабочему резьбовому калибру, по эталонной детали или по кольцу, внутренний диаметр которого равен наружному диаметру резьбы. Наладку на размер резьбонарезных гребенок производят при снятых фланце 1 и стопоре 17. В освободившееся отверстие на шлицы 3 вставляют торцовый ключ, которым поворачивают по резьбе тягу 5 внутри втулки 4. Последняя удерживается от вращения стопором 16, который входит в осевой паз. Вращая тягу 5, можно выдвигать или убирать внутрь корпуса 6 коническую часть втулки 4. При этом гребенки 2 или выдвигаются, увеличивая наружный диаметр резьбы, или сдвигаются к оси головки, уменьшая диаметр резьбы. Автоматическое отключение головки при окончании нарезания резьбы производится кольцом 15, которое упирается в торец детали. Кольцо 15 устанавливают на нужный размер, перемещая на стержнях 14 относительно муфты 9, и фиксируют в нужном положении стопорами 18 в корпусе 12. Муфта 9 выполнена подвижно вдоль корпуса 6, а от проворота удерживается шпонкой-роликом 19. При окончании нарезания резьбы кольцо 15 упирается в торец детали и муфта 9 останавливается. Корпус 6 продолжает перемещаться и фигурный паз 20 муфты 9 поворачивает рукоятку 11 и выводит ее из прямого участка на фигурный участок паза в корпусе 6, направленный в сторону хвостовика. При этом пружина 13 смещает сердечник 10 вместе с клином 4 в сторону хвостовика, сводит гребенки к оси головки и выводит их из резьбы, что позволяет быстро отвести головку в исходное положение.

Невращающаяся винторезная головка для нарезания внутренней резьбы
Накатывание резьбы
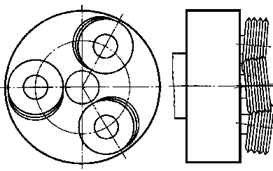
Получение резьбы накатыванием осуществляется копированием профиля накатного инструмента путем его вдавливания в металл заготовки. На токарных, токарно-револьверных станках и станках-автоматах накатывают резьбы диаметром 5–25 мм одним роликом (рисунок слева). Резьбу накатывают при вращении заготовки в патроне или цанге и при поступательном перемещении суппорта станка вместе с накатником 3, в который вмонтирован накатной ролик 2. При этом необходимо следить за величиной деформации заготовки под действием односторонней радиальной силы. Накатывание резьбы диаметром до 50 мм происходит в более благоприятных условиях при применении резьбонакатных головок (рисунок справа) с тремя и более роликами.
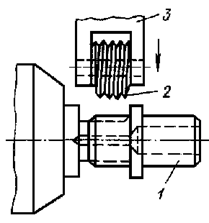
Головки могут быть самораскрывающимися и нераскрывающимися. Ролики выполняют с кольцевой и винтовой резьбой. Ролики с кольцевой резьбой устанавливают в головке под углом подъема винтовой линии накатываемой резьбы и смещают один относительно другого на 1/z шага, где z – число роликов в комплекте. Ролики с винтовой резьбой устанавливают параллельно оси заготовки. Резьбонакатные головки по принципу работы не отличаются от резьбонарезных головок. Накатывание резьбы производится, как правило, при самозатягивании головки, поэтому осевая подача инструмента на заготовку необходима только в начальный период, пока ролики не захватят заготовку. При накатывании поверхность резьбы получается уплотненной и без микронеровностей, характерных для обработки резанием, что повышает прочность резьбы. Резьбы можно накатывать на деталях из различных материалов. Материал считается пригодным для накатывания резьбы, если его относительное удлинение d>12%. При накатывании резьб рекомендуется применять в качестве смазочно-охлаждающей жидкости эмульсию или масло.
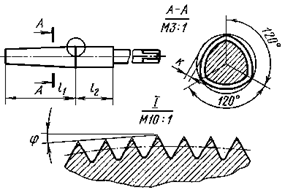
Для получения резьбы методом пластической деформации на внутренней поверхности применяют раскатники (рисунок слева). Раскатник имеет заборную часть с конической резьбой длиной L1=3P для глухих и L=(10–20) Р для сквозных отверстий. Калибрующая часть выполнена с цилиндрической резьбой длиной L2=(5–8) Р. По всей рабочей части раскатника выполняется огранка r=0,2–0,6 мм для уменьшения сил трения при обработке резьбы. В процессе работы раскатник вращается относительно детали при принудительной подаче вдоль оси.
Фрезерование резьб
Существует два способа фрезерования резьб: дисковой резьбовой фрезой и гребенчатой фрезой.
Первый способ применяют для предварительного нарезания наружных резьб с большим шагом. Профиль фрезы соответствует профилю резьбы. Ось фрезы по отношению к оси заготовки расположена под углом, равным углу подъема резьбы. Фреза вращается и имеет поступательное движение вдоль оси заготовки на один шаг за один оборот заготовки. Вращение заготовки создает круговую подачу. Этот способ неточный, поэтому после фрезерования резьбы ее обычно обрабатывают резцом в два-три прохода на токарно-винторезном станке.
Второй способ – фрезерование резьбы гребенчатой фрезой применяется для коротких резьб; ширина фрезы на два-три шага больше длины.
Фрезерование резьб производится при медленном вращении заготовки (движение подачи 0,3–1,2 мм на оборот фрезы) и быстром вращении инструмента (до 60 м/мин), который в начальный период врезается в металл в радиальном направлении. При обработке фреза перемещается вдоль своей оси на величин; шага 1,3 резьбы, а весь процесс обработки осуществляется за 1,3 оборота нарезаемой заготовки (треть оборота нужна для врезания фрезы и зачистки мест входа зубьев). Для нарезания резьб (главным образом на валах) таким способом применяют полуавтоматические резьбофрезерные станки для коротких резьб.
Виды резьб
По типу резьба на крепежных элементах может быть внутренней (на гайках, соединительных муфтах, гильзах анкеров и т.п.) и внешней (на шурупах, саморезах, болтах и т.д.)
По виду резьба бывает метрической и неметрической. Часто вместо последнего термина используют термин <дюймовая>, противопоставляя метрическую и дюймовую системы измерения длин. Тем не менее, параметры как неметрической, так и метрической резьбы могут быть выражены в любой из вышеупомянутых систем измерения. Для этого существуют специальные таблицы перевода параметров крепежных элементов из одной системы в другую.