Учебное пособие: Обробка металів різанням
![]()
НАВЧАЛЬНИЙ ПОСІБНИК
оБРОБКА МЕТАЛЛІВ РІЗАННЯМ
Нікополь, НТ НМетАУ
|
|
2004
МІНІСТЕРСТВО ОСВІТИ ТА НАУКИ УКРАЇНИ
НІКОПОЛЬСЬКИЙ ТЕХНІКУМ
НАЦІОНАЛЬНОЇ МЕТАЛУРГІЙНОЇ АКАДЕМІЇ УКРАЇНИ
МЕТОДИЧНИЙ ПОСІБНИК
„ОБРОБКА МЕТАЛІВ РІЗАННЯМ”
Уклали Г.О. Козлов
Н.В. Христиченко
Нікополь, НТ НМетАУ
2004
ЗМІСТ
Сутність процесу, основні поняття і визначення
Параметри і фізичні явища, що супроводжують процес різання
Стійкість і матеріали різального інструмента
Металорізальні верстати
Точіння
Свердління, розточування
Фрезерування
Стругання, довбання, протягання
Зубонарізування
Шліфування
Поверхневе пластичне деформування
Контрольні запитання
Література
Сутність процесу, основні поняття і визначення
Обробка металів різанням — це процес зняття різальним інструментом шару металу заготовки (стружки) для надання виробу потрібної форми, заданих розмірів і чистоти поверхні. Види обробки металів різанням розрізняють залежно від конструкції різального інструмента, що застосовують, або від характеру руху інструмента і заготовки при обробці вручну чи на металорізальному верстаті.
Усі види руху при обробці різанням поділяються на три групи:
• робочий рух (або рух різання);
• установчий;
• допоміжний.
Складовими робочих рухів є головний рух і рух подачі. Головний рух здійснює процес зняття стружки, а рух подачі — процес різання. Наприклад, під час свердлення головним рухом є обертання свердла, а його переміщення вздовж осі або вбік — є рух подачі, що дозволяє одержати наскрізний отвір або канавку певної глибини.
У металорізальних верстатах головний рух найчастіше буває обертальним (токарні, свердлувальні, фрезерні, шліфувальні верстати) або прямолінійним (стругальні, довбальні верстати). Головний рух надається заготовкам (верстати токарної групи) або різальному інструменту (фрезерні, поперечно-стругальні тощо). У верстатах з головним обертальним рухом подача і різання безперервні, у верстатах з головним зворотно-поступальним — різання переривчасте.
До основних понять щодо процесу різання відносять:
• поверхні заготовки;
• координатні площини;
• елементи різальної частини;
• геометрію різця (кути, режими різання і розміри заданого шару металу).
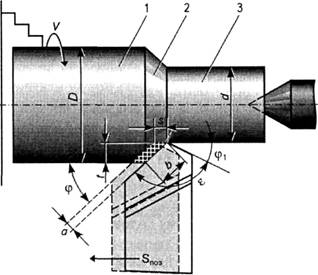
Оброблювана поверхня (рис. 1.1) – це поверхня заготовки, з якої знімають стружку (1); оброблена поверхня (3) — це та, з якої знято стружку; поверхня різання (2) утворюється головним різальним лезом різця.
Координатними площинами називають площину різання (4), дотичну до поверхні різання, що проходить через головне різальне лезо різця, і основну площину (5), паралельну напрямку поздовжньої (SПОЗ) і поперечної подач.
Основні елементи різального інструмента (різця) розглянемо на прикладі токарного різця (рис. 1.2), який складається з різальної частини (II - головки) і стрижня (І) для кріплення його в держаку верстата.
Елементи різальної частини різця такі: передня поверхня (1), по якій збігає стружка; вершина різця (2) — точка перетину різальних лез; головна задня поверхня (5), обернена до поверхні різання; допоміжна задня поверхня (4), повернена до обробленої поверхні заготовки; головне лезо різання (6), утворене перетином передньої (1) та головної задньої (5) поверхонь, яке здійснює основну роботу — різання; допоміжне різальне лезо (3), утворене перетином передньої і допоміжної задньої поверхонь.Форма та головні кути визначають геометричну форму різця і значно впливають на процес різання. Головні кути різця розглядають у площині перерізу А (рис. 1.3, а). Ця площина на рис. 1.3, б показана для токарного різця. На модифікаційній схемі стругання ця площина збігається з площиною креслення (рис. 1.4). Клиноподібна частина різця під дією сили Р (рис. 1.4) врізується в оброблюваний матеріал. Чим гостріший клин (кут загострення), тим менші зусилля потрібні для різання. Кут загострення (β - це кут між передньою і задньою поверхнями різця. На кресленнях цей кут позначають не завжди, оскільки його величину можна визначити за виразом β = 90° - (a + g), знаючи інші кути заточування різального інструмента.
Параметри різання залежать від:
-
 головного заднього кута (a);
головного заднього кута (a);
- переднього(g);
- головного кута в плані (φ) тощо.
Головним заднім кутом (a) називають кут між головною задньою по верхньою різця і площиною різання. Призначений він для зменшення тертя між головною задньою поверхнею різця і поверхнею різання заготовки. Кут a обирають у межах 6...12°. Головним переднім кутом (g) називають кут між передньою поверхнею різця і площиною, перпендикулярною до площини різання. Від нього залежить ступінь деформації шару, що зрізується, зменшення сили тертя заготовки і передньої поверхні різця. Цей кут обирають у межах від 20° до -10°. Кут різання d знаходиться між площиною різання і передньою поверхнею різця, визначають його за виразом β = 90° - g.
Кут нахилу головного різального леза l (рис. 1.5) розміщується у площині різання між головним різальним лезом і лінією, проведеною через вершину різця паралельно основній площині. Він може бути додатнім, від'ємним, дорівнювати нулю і змінюватися від 4° до - 4°. Кут l визначає положення передньої поверхні і впливає на напрямок руху стружки.
Для повної характеристики геометрії різця використовують також поняття допоміжних кутів різця a1, g1, φ1 і кут при вершині різця e.
e =180°-(φ + φ1),
тобто дорівнює куту між проекціями різальних лез на основну площину (рис. 1.6). Вимірюють a1 і g1 (на рисунках не показано) за допоміжною січною площиною, що перпендикулярна проекції допоміжного різального леза на основну площину.
Головним кутом у плані φ називають кут між проекцією головного різального леза на основну площину і напрямок поздовжньої подачі Sпоз. Обирають його у межах 30...90° (найчастіше φ = 45°). Він впливає на форму перерізу шару, що зрізується,, чистоту обробки і спрацювання інструмента. Допоміжний кут у плані φ1 розташовується між проекцією допоміжного різального леза на основну площину і напрямком, протилежним напрямку поздовжньої подачі. Він також впливає на чистоту обробки поверхні.
1 — оброблювана поверхня;
2 — поверхня різання;
З — оброблена поверхня
Рис. 1.6 - Елементи різання і геометрія шару металу, що зрізується
Параметри і фізичні явища, що супроводжують процес різання
До основних параметрів процесу різання відносять глибину і швидкість різання, подачу, ширину і товщину шару металу, що зрізується, та номінальну площу його перерізу.
Глибиною різання (і) називають товщину шару металу, який зрізається за один прохід різального інструмента. При повздовжньому точінні циліндричної поверхні (див. рис. 1.6)
t = (D - d) / 2,
де D - діаметр заготовки, мм;
d - діаметр обробленої поверхні, мм.
Швидкістю різання (V) називають швидкість головного руху. Вона визначається шляхом, що пройшла точка оброблюваної поверхні заготовки відносно різальної кромки інструмента за одиницю часу, і вимірюється у метрах за хвилину (м/хв), крім випадків, коли швидкість різання дуже велика (шліфування). Тоді її вимірюють у метрах за секунду (м/с). За умов головного обертального руху (фрезерування, точіння, свердлення)
![]() ,
,
де D - діаметр заготовки (або інструмента), мм;
n - частота обертання заготовки (або інструмента), хв.
Подача (S) — це переміщення різальної кромки інструмента відносно заготовки в напрямку подачі за один оберт (мм/об) або подвійний хід заготовки (чи інструмента) (мм/под.хід). Залежно від напрямку руху подача може бути поздовжньою, поперечною, похилою, вертикальною, тангенціальною, круговою тощо.
Ширина шару різання (в) — це відстань між двома послідовними положеннями різальної кромки за час повного оберту заготовки, заміряна в напрямку, нормальному до товщини шару зрізаного металу (a), де a = S sin φ.
Номінальну площу поперечного перерізу шару, що зрізується, (в квадратних міліметрах) визначають добутком подачі на глибину різання або товщини шару, що зрізується, на його ширину (f = st = ав).
Якість обробленої поверхні характеризують її шорсткість, хвилястість, наявність мікротріщин, надривів, подрібнення структури, нагартування і залишкові напруження. Шорсткість має визначальний вплив на експлуатаційні властивості виробів — стійкість проти спрацювання, втомну міцність, корозійну стійкість тощо.
Шорсткістю називають сукупність нерівностей поверхні деталі на певній (базовій) її довжині. Для кількісної оцінки шорсткості існують шість параметрів:
• середнє арифметичне відхилення профілю (Ra);
• висота нерівностей профілю за десятьма точками (Rв);
• найбільша висота нерівностей (Rmax);
• середній крок нерівностей;
• середній крок нерівностей за їх вершинами;
• відносна довжина профілю.
З чотирнадцяти існуючих класів шорсткості найбільш грубою і шорсткою є поверхня першого класу (Rz = 160...320 мкм), а найбільш гладкою — поверхня чотирнадцятого класу (Rz < 0,1 мкм).
Рівень шорсткості залежить від умов різання. Для зменшення шорсткості необхідно або збільшити радіус заокруглення вершини різця, або зменшити кути різця в плані.
При вдавлюванні різальної частини інструмента в оброблюваний матеріал виникає (під дією зовнішньої сили) пружно- і пластично-деформований об'єм. Це зона випереджаючої деформації або стружкоутворення, що охоплює як зрізаний шар металу, так і його частину під поверхнею, що оброблюється. Процес утворення елемента стружки можна поділити на три етапи. На першому відбувається пружне і пластичне деформування і майбутній елемент стружки зміцнюється в зоні стружкоутворення. На другому.— елемент стружки зміщується по площині зсуву саме тоді, коли напруження у шарі перевищують опір зсуву. На третьому етапі здійснюється додаткове пластичне деформування елемента стружки, що утворився під час його руху по передній поверхні інструмента.
Залежно від умов різання і властивостей оброблюваного матеріалу може формуватися стружка трьох основних видів (рис. 1.7).
Зливна стружка (рис. 1.7, а) має вигляд суцільної стрічки з гладкою внутрішньою (біля різця) і шорсткою зовнішньою поверхнями. Границі між елементами стружки не спостерігаються.
Суставчаста стружка відколу (рис. 1.7, б) утворюється при оброблюванні менш пластичних, твердих матеріалів. Поверхня стружки біля різця також гладка, а на зовнішній поверхні видно зазубринки. Стружка складається з елементів (що не втратили зв'язку між собою) з видимими границями.
Стружка надлому (рис. 1.7, в), або елементна, утворюється при оброблюванні крихких матеріалів і складається з окремих елементів випадкової форми, не пов'язаних між собою. Таку стружку іноді називають стружкою відриву, оскільки її утворення викликане дією напружень розтягування.
Вигляд стружки часто використовується як непряма характеристика роботи різання. Найбільших витрат енергії потребує утворення суставчастої стружки (значний ступінь пластичної деформації), менших - утворення зливної, і найменших - утворення стружки надлому (незначна пластична деформація).
Процес різання супроводжується пружним і пластичним деформуванням шару, що зрізується, усадкою стружки, утворенням наросту на передній поверхні різця, зміцненням поверхневого шару оброблюваної деталі, тепловиділенням.
Пружне і пластичне деформування шару, що зрізується, відбувається під дією нормальних і дотичних напружень при вдавлюванні різця в метал. Максимальне пластичне деформування в зоні утворення стружки, зсувні явища в шарі металу, що зрізується, призводять до ковзання окремих частин зерен по кристалографічних площинах і витягування зерен.
До моменту руйнування ці зерна додатково деформуються і витягуються під дією сил тертя при контакті з передньою поверхнею різця.
Усадка стружки, тобто зменшення довжини і збільшення товщини стружки порівняно з довжиною і шириною шару, що зрізується, залежить від властивостей оброблюваного матеріалу, режимів різання, геометричних параметрів різця, ступеня пластичного деформування поверхневого шару деталі. Підвищення пластичності оброблюваного матеріалу збільшує усадку стружки, а застосування мастильно-охолоджувальних рідин - зменшує.
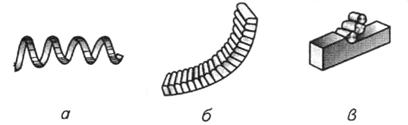
а — зливна; б — суставчаста; в — стружка надлому
Рис. 1.7 - Види стружки різання.
Наріст - це явище формування щільного утворення частинок металу, міцно закріплених на передній поверхні різця. Спостерігається воно під час різання пластичних матеріалів (латуні, сталі). Наріст утворюється внаслідок гальмування нижніх шарів стружки під час її ковзання по передній поверхні різця, високого тиску і значної температури в зоні контакту стружки з різцем. Метал наросту дуже деформований, твердість його значно (іноді у 2...З рази) переважає твердість оброблюваного металу. Під час процесу різання наріст періодично руйнується, виноситься разом зі стружкою і утворюється знову. Він захищає вершину різця і різальну кромку від завчасного спрацювання, покращує тепловідбір, проте якість і точність виготовлення поверхні погіршується. Тому чистову обробку виконують ретельно доведеними різцями зі значними передніми кутами при підвищених швидкостях різання із застосуванням мастильно-охолоджувальних рідин.
Залежно від режиму різання поверхневий шар оброблюваної деталі в процесі різання деформується на глибину до 1мм. Порівняно з основним металом твердість металу поверхні може підвищуватися у 2...З рази. Поверхневе зміцнення може бути як корисним, підвищуючи стійкість деталі проти спрацювання і втомну міцність виробу, так і шкідливим, ускладнюючи подальшу обробку деталі різанням і підвищуючи її шорсткість.
Під час різання металів близько 95 % механічної роботи деформації і тертя переходить у теплоту, до 5 % - у скриту енергію викривлення кристалічної ґратки. Теплота, що виділяється, розподіляється між стружкою, заготовкою та інструментом. Незначна частина теплоти потрапляє до навколишнього середовища як випромінювання (у разі застосування мастильно-охолоджувальних речовин) і конвенція. На температуру нагрівання різального інструмента найбільше впливає швидкість різання, менше - подача та глибина різання. Обробка різанням повинна здійснюватися без перегріву різального інструмента. Для інструменту з вуглецевої сталі температура не повинна перевищувати 200...250°С, з твердого сплаву - 800...1000°С, з металокераміки - 1000...1200°С.
Теплові процеси при різанні можуть істотно впливати на якість поверхні та розміри виробів, призвести до фазових перетворень, змінювати властивості матеріалу.
Мастильно-охолоджувальні речовини застосовують здебільшого для зниження температури. Проте ці речовини не лише охолоджують, а й зменшують сили зовнішнього тертя і сприяють видаленню з зони різання стружки та продуктів зношування. Для цього використовують переважно рідини, до яких додають тверді речовини (графіт, бітум, мило, парафін, дисульфід молібдену, соду тощо). Дуже рідко для цього використовують гази.
Найкращу охолоджувальну дію мають водні розчини з домішками 1...5%-ї кальцинованої соди, бури, нітрату натрію тощо. Для охолодження застосовують також масляні емульсії - розчини у воді 1,5...10 % - х емульсолів (мінеральних масел з різними домішками) та масляні рідини - мінеральні масла з домішками до 30% рослинних олив. Охолоджувальна дія масляних рідин досить низька.
Стійкість і матеріали різального інструмента
Спрацювання різальної частини інструмента характеризує його здатність протидіяти мікроскопічному руйнуванню на поверхнях контакту з заготовкою та стружкою. Розрізняють кілька видів спрацювання інструмента.
Абразивне спрацювання - це механічне зношування, дряпання інструмента твердими частинками оброблюваного матеріалу, твердість яких сумірна твердості матеріалу інструмента. Цей вид спрацювання переважає при відносно невеликих швидкостях різання і під час обробки крихких матеріалів (зазвичай по основній задній поверхні інструмента).
Адгезійне спрацювання - це наслідок процесу холодного зварювання матеріалу інструмента і стружки на виступаючих ділянках площі контакту між ними з наступним відривом дрібних частинок матеріалу інструмента і виносом їх зі стружкою із зони різання.
Дифузійне спрацювання відбувається внаслідок взаємної дифузії матеріалу інструмента і оброблюваної заготовки за умови підвищення температури контактних поверхонь до 900...1000°С.
Окисне спрацювання має місце при температурах різання 700...800°С, коли кисень повітря вступає в хімічну реакцію з матеріалом інструмента (кобальтовою складовою твердого сплаву, карбідами вольфраму і титану).
Крихке спрацювання - це процес сколювання (викришування) макрочасток матеріалу інструмента.
У процесі різання спостерігається одночасна дія різних видів спрацювання, що визначає кінцеву стійкість інструмента за даних умов.
Стійкістю інструмента називають час його роботи за певних режимів різання між операціями його переточування. На стійкість впливають такі фактори, як хімічний склад і властивості оброблюваного матеріалу, матеріал, з якого зроблений різальний інструмент, режим різання та умови обробки. Наприклад, стійкість токарних різців зі швидкорізальних сталей у середньому дорівнює 30...60 хв., твердосплавних різців - 45...90 хв., циліндричних фрез - 180...240 хв.
Однією з основних характеристик спрацювання і стійкості інструменту є критерій затуплення - гранично допустима величина зношування, за якої інструмент втрачає нормальну працездатність (h3).
Критерієм затуплення вважають певний рівень спрацювання головної задньої поверхні інструмента, оскільки це зумовлює збільшення сил різання, тертя, підвищення температури, шорсткості оброблюваної деталі. Величина h3 залежить від матеріалу деталі та інструмента, режиму різання, чистоти і точності обробки. Так, для токарних різців із твердосплавними пластинами за чорнової обробки сталі h3 = 0,8...1 мм, чавуну - А3=1,4...1,7 мм. Для чистової обробки встановлюють технологічні критерії затуплення - такий рівень спрацювання задньої поверхні інструмента, перевищення якого призводить до невідповідності виробу технічним вимогам.
Виходячи з умов експлуатації (високі напруження і температури), матеріал різального інструменту повинен відповідати високим вимогам щодо його властивостей. Основні з них: високі твердість, стійкість проти спрацювання, теплопровідність і достатня в'язкість. Важливою характеристикою різального інструменту є також червонотривкість - здатність зберігати високу твердість за високих температур (при нагріванні до темно-червоного каління). Крім цього, матеріали для виготовлення інструменту повинні містити у своєму складі мінімальну кількість дефіцитних легуючих елементів.
Основними інструментальними матеріалами є вуглецеві та леговані інструментальні сталі, тверді металокерамічні сплави і мінералокерамічні матеріали.
Вуглецеві інструментальні сталі містять 0,9...1,3 % С (У 10, У11, У12, У13). З підвищенням вмісту вуглецю твердість сталей зростає і після гартування може дорівнювати 60...63 HRC. Проте у зв'язку з низькою теплостійкістю (200...250°С) застосування їх обмежене. З вуглецевих сталей виготовляють інструмент для невеликих (до 15...18 м/хв) швидкостей різання (плашки, розвертки, ножовочні полотна тощо).
Леговані інструментальні сталі забезпечують високу твердість і теплостійкість (250...300°С) інструменту. Легування сталі такими елементами, як Сr, V, Mo, W тощо, підвищує їхні міцність, прогартовуваність, зносостійкість, теплостійкість. Інструменти з легованої сталі мають кращі різальні властивості, менш схильні до деформації й тріщиноутворення під час гартування. Оскільки теплостійкість цих інструментів невисока, їх використовують при швидкостях різання, що не перевищують 25 м/хв (свердла, розвертки, мітчики, плашки, протяжки тощо).
Швидкорізальні сталі - це леговані сталі, що містять у своєму складі значну кількість вольфраму (близько 19 %), хрому (близько 4,5%), молібдену (близько 5 %), а також ванадій, кобальт, інші домішки. Після гартування і відпуску твердість швидкорізальної сталі дорівнює 62...65 HRC, теплостійкість 650°С, тобто червонотривкість цих сталей висока. Для економії дефіцитних і дорогих елементів інструменти з швидкорізальних сталей виготовляють з хвостовиком із конструкційної сталі. Такі інструменти можуть витримувати швидкості різання, що у 4 рази перевищують швидкість різання інструменту з вуглецевих сталей. Для виготовлення інструментів складної форми і підвищеної стійкості використовують сталі типу Р18, для інструментів інших форм - сталі типу Р9. Число після літери Р у марках швидкорізальних сталей означає вміст вольфраму (у відсотках). Кобальтові сталі Р9К6, Р9КФ, РЦК5Ф2 використовують для виготовлення інструментів, що працюють за умов переривчастого різання, вібрації, а також для обробки важкооброблюваних неіржавіючих і жароміцних сталей. Для інструментів чистової обробки використовують ванадієві сталі (Р9Ф5, Р14Ф4), а для чорнової обробки - вольфрамомолібденові (Р9М4, Р6МЗ, Р6М5).
Тверді металокерамічні сплави мають високу твердість, стійкість проти спрацювання, міцність, теплостійкість близько 900...1000°С. Використовують їх для високопродуктивної обробки зі швидкістю різання до 800 м/хв. Тверді сплави виготовляють спіканням при 1500...1900 °С з дисперсних порошків карбідів (WC, ТіС, ТаС) і порошку кобальту. Тверді сплави поділяють на три групи: вольфрамові (ВК), титановольфрамові (ТК) і титанотанталовольфрамові (ТТК). Додаткові літери В і М у кінці марки сплаву вказують на дисперсність вихідного порошку відповідно 3...5 і 0,5— 1,5 мкм. Зі сплавів групи ВК виготовляють інструменти для обробки чавунів, кольорових металів і пластмас; групи ТК — для обробки сталей та інших в'язких матеріалів, зі сплавів групи ТТК — для чорнової обробки сталей. Для цього використовують і значно дешевші без-вольфрамові тверді сплави (БТТС) на основі карбідів і карбідо-нітридів титану з нікель-молібденовою зв'язуючою фазою.
Мінералокерамічні матеріали забезпечують інструменту ще більші різальні властивості, високу теплостійкість і швидкість різання. Основою мінералокерамічних матеріалів є порошок оксиду алюмінію Аl2О3, з якого шляхом пресування і наступного спікання виготовляють пластини потрібних розмірів і форми. Пластини ці закріплюють на держаках різального інструмента. Мінералокераміку використовують для чистової швидкісної обробки за умов відсутності ударних і згинаючих напружень. Добрі показники має мінералокераміка марки ЦМ-332.
Металорізальні верстати
За рівнем спеціалізації металорізальні верстати поділяють на:
• універсальні;
• спеціалізовані;
• спеціальні.
Універсальні призначені для виконання різноманітних операцій при виготовленні деталей, різних за розмірами і формою; спеціалізовані — для обробки однотипних деталей різних розмірів; спеціальні — для виготовлення деталей одного типорозміру.
За технологічними ознаками (залежно від характеру обробки) верстати поділяють на такі групи:
• токарні;
• свердлильні й розточувальні;
• шліфувальні, полірувальні, доводочні;
• для електрофізичної й електрохімічної обробки;
• зубо- і різьбообробні;
• фрезерні;
• стругальні, довбальні, протяжні;
• розрізні;
• різні.
Верстати кожної з цих груп поділяються на типи за такими основними ознаками:
· технологічне призначення (круглошліфувальні, плоскошліфувальні);
· конструктивні особливості (універсально-фрезерні, поздовжньо-фрезерні);
· розташування робочих деталей у просторі (вертикально- свердлильні, горизонтально-свердлильні);
· кількість робочих деталей верстата (одношпиндельні, багатошпиндельні);
· ступінь автоматизації (з ручним керуванням, напівавтомати, автомати).
У промисловості найпоширеніші токарні, свердлильні, фрезерні та шліфувальні верстати.
Точіння
Верстати токарної групи використовують для обробки циліндричних, конічних, фасонних (зовнішніх і внутрішніх) поверхонь обертання, а також для обробки площин, перпендикулярних до осі обертання заготовки. Для верстатів токарної групи основним інструментом є різець. На токарно-гвинторізальних верстатах різцем наносять нарізи на циліндричних і конічних поверхнях, а також спіральні канавки на торцевих поверхнях заготовок. Для нанесення нарізів застосовують також плашки і мітчики, а для оброблення отворів — свердла, зенкери, розвертки.
У верстатах токарної групи використовується два види руху: обертальний рух заготовки (рух різання) і поступальний рух інструмента (рух подачі), що забезпечують безперервність процесу різання. Елементи режиму різання і напрямок руху під час поздовжнього точіння показані на рис. 1.1 та 1.6.
Токарні різці класифікують за різними ознаками. За матеріалом різальної частини розрізняють різці сталеві, твердосплавні і мінералокерамічні. За конструкцією різці поділяють на суцільні та складні. Залежно від розташування головної різальної кромки розрізняють різці правосторонні й лівосторонні. Під час різання правостороннім різцем (див. рис. 1.1, 1.2, 1.6) стружка зрізується з заготовки при переміщенні інструмента справа наліво. При різанні лівостороннім різцем (головна різальна кромка розташована на місці допоміжної кромки правостороннього різця) інструмент рухається зліва направо. За розташуванням осі головки різця відносно осі його тіла (в плані) розрізняють різці прямі (рис. 1.8, а - e) і відігнуті (рис. 1.8, є). Розрізняють також різці чистової і чорнової обробки.
Залежно від призначення (виду обробки) різці поділяють на прохідні, підрізні, відрізні, розточувальні, нарізні, канавочні, фасонні.
Прохідні різці призначені для обточування зовнішніх поверхонь (рис. 1.1, 1.2, 1.6, 1.8, а, б, e). Прохідні різці (прямі або упорні) з головним кутом у плані (φ = 90°, рис. 1.8, з) застосовують для оброблення зовнішніх або торцевих поверхонь (наприклад, при виготовленні ступінчастих валів). Прохідний відігнутий різець (рис. 1.8, є) - універсальний, дає змогу обробляти циліндричну поверхню і підрізати торець.
Для чистової обробки застосовують різці двох типів: із заокругленою верхівкою (рис.1.8, д) та широкі чистові різці з прямою головною різальною кромкою (рис. 1.8, е). Перший тип застосовують для обробки порівняно невеликих поверхонь, другий - для обробки поверхонь заготовок значних розмірів.
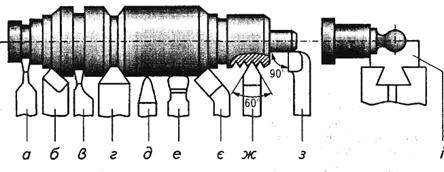 |
Підрізні різці призначені для оброблювання торців, відрізні - для відрізування частини металу заготовки (рис. 1.8, а). Довжина головки цих
Рис. 1.8 - Типи токарних різців
різців повинна бути дещо більшою за радіус заготовки, що розрізають.
Розточувальні різці застосовуються при розточуванні наскрізних і глухих отворів, а нарізні — для нанесення зовнішніх (рис. 1.8, ж) і внутрішніх нарізів. Форма різальної кромки таких різців повинна відповідати профілю нарізу. Головні різальні кромки різця (рис. 1.8, ж) для нарізання симетричних нарізів заточують під кутом 60°.
Канавочні різці застосовують для прорізання канавок різного профілю: прямокутних (рис. 1.8, в), подібних до трапеції (рис. 1.8, г) тощо. Фасонні різці (рис. 11.8,і) застосовують для виготовлення і оброблювання складних фасонних поверхонь. Профіль різальної кромки такого різця повинен відповідати профілю оброблюваної поверхні.
До верстатів токарної групи відносяться також карусельні, револьверні, автомати та напівавтомати.
Токарно-карусельні верстати призначені для обробки важких заготовок великого діаметра і невеликої довжини, що не перевищує 0,7 діаметра. Зазвичай це деталі типу дисків: ротори водяних та газових турбін, шківи, маховики, зубчасті колеса та інші. Заготовки вставляють і закріплюють на круглому горизонтальному столі - планшайбі, яка обертається навколо вертикальної осі. На токарно-карусельних верстатах різцями можна обробляти зовнішні і внутрішні циліндричні, конічні, фасонні та плоскі поверхні, кільцеві канавки різного профілю. Крім цього, на них також можна свердлити, зенкерувати та розвертати отвори.
На відміну від звичайних токарних верстатів багаторізцеві зазвичай мають два незалежних один від одного супорти: передній та задній. В кожному з них закріплюють по кілька різців, які працюють одночасно. Передній супорт має тільки повздовжню подачу, тому встановленими у ньому різцями обробляють тільки циліндричні поверхні. Задній супорт має тільки поперечну подачу і різцями, що встановлені в ньому, обробляє торцеві площини, канавки, короткі конічні та фасонні поверхні, фаски. На багаторізцевих верстатах обробляють заготовки різних деталей: ступінчатих валів, зубчастих коліс, дисків тощо.
Закріплюють заготовки в центрах, трикулачкових патронах, на оправках тощо. Швидку та точну установку різців при наладці верстата роблять за встановленою на верстаті перед початком роботи еталонній деталі або за шаблоном. Багаторізцеві верстати доцільно використовувати в умовах масового та багатосерійного виробництва.
Токарно-револьверні верстати призначені для обробки достатньо великих партій деталей, що мають відносно складну форму, для обробки яких необхідно послідовно застосовувати різні інструменти: різці, свердла, зенкери, розвертки, мітчики, плашки та інші. Типові деталі, що обробляються на револьверних верстатах, - це болти, гвинти, гайки, втулки, валики, різноманітні деталі арматури та інші. На відміну від токарних, у револьверних верстатів немає задньої бабки і ходового гвинта, а на поздовжньому супорті розміщена багатопозиційна револьверна голівка, до якої при наладці установлюють необхідні інструменти і при обробці вводять їх в роботу в певній послідовності.
Розрізняють револьверні верстати з вертикальною та горизонтальною віссю револьверної голівки. Залежно від типу оброблюваних заготовок розрізняють револьверні верстати для пруткових (характеризуються найбільшим діаметром прутка) та патронних (характеризуються найбільшим діаметром оброблюваної заготовки над станиною і супортом) робіт.
Токарними автоматами називають верстати, на яких після наладки обробка виконується автоматично.
Напівавтоматами називають верстати, в яких весь цикл обробки заготовки та зупинки верстата після її закінчення виконується автоматично, а установка, зняття заготовок та пуск верстата виконується вручну. Напівавтоматами є багаторізцеві токарні верстати. На токарних автоматах обробляють кріпильні деталі, валики, втулки, кільця, деталі арматури та інше; їх використовують зазвичай в масовому та великосерійному виробництві. На токарних напівавтоматах обробляють осі, вали, фланці, зубчасті колеса та інші деталі; застосовують їх головним чином в серійному виробництві.
Токарні автомати і напівавтомати класифікують по вигляду заготовки (пруткові та патронні), кількості шпинделів (одношпиндельні та багатошпиндельні) і по розташуванню шпинделів (горизонтальні та вертикальні).
Свердління, розточування
На верстатах свердлування та розточування виконують свердлення, зенкерування, зенкування, розточування отворів різцями, розвертування, цекування, нанесення нарізу мітчиком.
Свердління - найпоширеніший спосіб виготовлення отворів у суцільному матеріалі з використанням свердла. Збільшення вже існуючих отворів свердлом називають розсвердлюванням. Оброблення ж циліндричних литих, штампованих або попередньо просвердлених отворів зенкером для надання їм необхідної геометричної форми, розмірів і шорсткості поверхні називають зенкеруванням. Зенкер, що використовується для цього, має конструктивні елементи, подібні до свердла. Відміна лише в тому, що зенкер не має поперечного леза, а різальних лез у нього не два, а три або чотири. Отвори розточуються різцями при необхідності додержання точної співвісності отворів.
Оброблювання отворів з метою отримання точних розмірів і малої шорсткості називають розвертуванням. Робоча частина розвертки, подібно до свердла, має заборний конус і калібруючу частину, далі за нею є ділянка зі зворотним конусом для зменшення тертя.
Зенкування - це утворення циліндричних або конічних заглиблень у попередньо зроблених отворах під головки болтів, гвинтів тощо. Здійснюють зенкування за допомогою циліндричних або конічних зенкерів (зенковок).
Цекування - це оброблення торцевих поверхонь під гайки, шайби й кільця з використанням ножів (пластин) або торцевих зенкерів.
При виготовленні нарізу в глухих отворах за допомогою мітчиків верстат додатково обладнують пристосуванням для реверсивного (зворотного) обертання шпинделя, щоб забезпечити вилучення мітчика з нарізаного отвору. При такій обробці деталей інструменту (крім різця) надається головний обертальний рух (рух різання) і осьове переміщення (рух подачі).
При свердленні використовують такі основні типи свердел: перові, спіральні, свердла для глибокого свердління та центровочні.
Перові свердла являють собою стрижні або закріплену в оправці пластинку з ріжучими кромками, заточеними під кутом від 80° до 150°. Застосовують їх порівняно рідко - переважно при свердленні отворів в твердих поковках і відливках, обробці ступінчатих отворів.
Спіральні свердла широко використовують при роботі не тільки на свердлильних, але й на токарних, револьверних та інших метало-ріжучих верстатах. Свердла для глибокого свердлення як однолезові, так і двохлезові використовуються при свердленні отворів, глибина яких перевищує діаметр у 5 і більше разів. Центровочні свердла призначені для одержання осьових гнізд в заготовках, що обробляються на токарних верстатах (у центрах).
Спіральне свердло складається з таких основних конструктивних елементів (рис. 1.9): робочої частини (І), що поділяється на різальну або заборну (II) і центруючу (III); шийки-виточки (IV) для виходу шліфувального круга; хвостовика (V) (зазвичай конічного) з лапкою (VI).
Діаметр свердла дещо зменшується у напрямку хвостовика для зниження тертя свердла по стінках отвору. Різальна частина свердла (рис. 1.9, б) складається з гвинтової канавки (7) для відведення стружки (дно канавки є передньою поверхнею головного різального леза (2); стрічки (3), що спрямовує свердло в отвір; головної задньої поверхні (4); поперечного різального леза (5).
Швидкість різання (м/хв) під час свердлення (зенкерування) отворів визначають з виразу
![]() ,
,
де D — зовнішній діаметр свердла, мм; n — частота обертання, хв.-1 (рис. 11.9, в).
Глибина різання при свердленні t дорівнює половині діаметра отвору: t = D / 2, мм.
Подачу визначають за формулою
![]()
де Cs, xs - коефіцієнти, що залежать від оброблюваного матеріалу, точності обробки і шорсткості поверхні. Значення Cs, xs наведені у довідниках.
Основні типи свердлильних верстатів:
• вертикально-свердлильні;
• радіально-свердлильні;
• багатошпиндельні;
• горизонтально-свердлильні;
• агрегатні та інші.
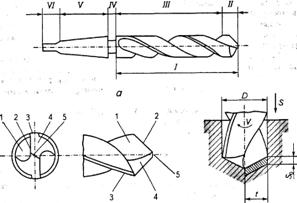 |
Рис. 1.9 - Елементи спірального свердла {а, 6) і розміри шару металу, що зрізується (б)
Вертикально-свердлильні - це найбільш розповсюджені верстати цієї групи. Застосовують їх в одиничному та серійному виробництвах для обробки отворів в малогабаритних деталях. Основною їхньою характеристикою є найбільший діаметр отвору, який можна свердлити в сталі середньої твердості. Серійно випускають верстати з умовним діаметром свердлення 6, 12, 18, 25, 35, 50 та 75 мм.
Радіально-свердлильні верстати призначені для обробки отворів у великих та важких деталях. Осі інструмента та оброблюваного отвору суміщаються при переміщенні шпинделя верстата відносно непорушної заготовки.
Багатошпиндельні свердлильні верстати мають декілька шпинделів, взаємне розташування яких може бути постійним або мінятися залежно від оброблюваної деталі; застосовуються в масовому та багатосерійному виробництвах.
Горизонтально-свердлильні застосовуються для свердлення глибоких отворів (l/D > 5). У цих випадках обертається заготовка, а свердлу передається поздовжня подача.
Агрегатні верстати найбільш поширені в багатосерійному та масовому виробництвах.
Основні типи розточних верстатів:
• горизонтально-розточні;
• координатно-розточні;
• алмазно-розточні та інші.
На розточних верстатах свердлять, зенкерують, розточують, розвертають отвори, підрізають торці, обточують зовнішні циліндричні поверхні, нарізають різьбу, фрезерують плоскі та фасонні поверхні. Головний обертаючий рух здійснює ріжучий інструмент, а поступальний рух подачі - інструмент або заготовка. Залежною від форми оброблюваної поверхні подача може бути поздовжньою або поперечною, горизонтальною, вертикальною, радіальною. За рахунок відповідного сполучення головного руху з рухом подачі здійснюється необхідне формоутворення поверхонь.
Горизонтально-розточні верстати - це найбільш поширений тип верстатів. Вони призначені для виконання різноманітних розточних робіт, головним чином у складних та великогабаритних деталях.
Координатно-розточні верстати призначені для обробки точних отворів, осі яких повинні бути розташовані на точно визначеній відстані одна від одної або від базових поверхонь. На цих верстатах можна також свердлити, фрезерувати, а також розмічати заготовки і проводити їхні точні виміри.
Алмазно-розточні верстати призначені для тонкої розточки отворів алмазними або твердосплавними різцями в деталях порівняно невеликих розмірів. Залежно від розміщення шпинделя алмазно-розточні верстати підрозділяють на горизонтальні та вертикальні, а за кількістю шпинделів - на одно- та багатошпиндельні.
Фрезерування
Фрезерування - це процес обробки металу різанням, під час якого інструмент (фреза) здійснює головний обертальний рух, а заготовка - поступальний або обертальний рух подачі. Лише в окремих випадках фреза здійснює, окрім головного, і рух подачі.
Фрезерування - один з найпродуктивніших і найпоширеніших методів обробки різанням. На фрезерних верстатах обробляють горизонтальні, вертикальні й похилі площини, фасонні поверхні; фрезерують пази і шпоночні канавки, зубці прямозубчастих й гвинтових зубчастих коліс; набором фрез обробляють складні поверхні, виконують нарізи.
Фреза - це тіло обертання, на поверхні якого розміщені різальні зубці. Залежно від форми і призначення фрези поділяють на:
• циліндричні;
• торцеві;
• дискові;
• кінцеві;
• кутові;
• нарізні (різьбові);
• черв'ячні та інші.
За формою задньої поверхні зубців розрізняють фрези з гостро заточеними і затилованими зубцями (кут заточування відповідно до 6° і 25°). За конструктивними ознаками фрези поділяють на суцільні та зі вставними зубцями (ножами). Суцільні фрези виготовляють переважно зі швидкорізальної сталі. Корпус фрез зі вставними ножами виготовляють з конструкційної сталі, а ножі - з твердих сплавів. Залежно від способу кріплення фрез на верстаті розрізняють фрези насадні з отвором, які закріплюють на оправці, та фрези кінцеві з конічними або циліндричними хвостовиками.
Циліндричні фрези мають зуби тільки на циліндричній поверхні. Застосовуються вони для обробки площин. Суцільні гвинтові зубчасті фрези виготовляють з великими і малими зубцями відповідно для чорнового і чистового фрезерування.
Торцеві фрези також застосовують для обробки площин. Вони оснащені зубцями на торці й на боковій поверхні та можуть бути суцільними або із вставними ножами.
Кінцеві фрези застосовують для виготовлення прямолінійних пазів,канавок, для обробки площин.
Відрізні й шліцові фрези - це дискові фрези малої товщини. Вони призначені для розрізання металу і прорізування вузьких канавок (наприклад, на головках гвинтів).
Кутові фрези з зубцями на конічній та торцевій поверхнях застосовують для прорізування канавок кутового профілю. їх широко використовують для виготовлення фрез, зенкерів, розверток тощо.
Для обробки деталей складної форми, найчастіше криволінійного профілю, використовують фасонні фрези. При нарізуванні зубців великомодульних зубчастих коліс застосовують пальцеві фрези.
Один з найпоширеніших способів обробки площин різанням пов'язаний з фрезеруванням циліндричною фрезою. Залежно від напрямів обертання фрези та подачі розрізняють зустрічне фрезерування при подачі заготовки назустріч обертанню фрези (рис. 1.10) та супутнє при збігові напрямків обертання фрези і подачі. При зустрічному фрезеруванні товщина шару металу, який зрізується зубом фрези, змінюється від нуля до найбільшого значення аmах. При супутньому фрезеруванні товщина шару, який знімається, змінюється від аmах до нуля. З урахуванням особливостей врізки зуба фрези в оброблюваний матеріал рекомендують супутнє фрезерування використовувати при чистовій, а зустрічне — при чорновій обробці заготовок.
Встановити оптимальний режим різання, що впливає на продуктивність обробки, точність та шорсткість оброблюваної поверхні, можливо тільки у разі правильного вибору елементів режиму різання. Такими елементами є: глибина різання, подача, швидкість різання, ширина фрезерування (для зустрічного фрезерування циліндричною фрезою елементи режиму різання позначені на рис. 1.10, а). Глибина різання t (мм) — товщина шару матеріалу, який знімає фреза за один прохід, — виміряна перпендикулярно до оброблюваної поверхні.
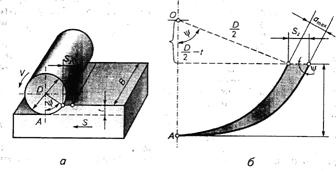
Рис. 1.10 - Елементи режиму різання при зустрічному фрезеруванні циліндричною дисковою фрезою
Подача - поступальне або обертаюче переміщення заготовки відносно осі фрези. При фрезеруванні розрізняють три розмірності подачі: подача на один зуб фрези Sz (мм/зуб) - переміщення заготовки відносно фрези за час її кутового повороту на один зуб; подача на один оберт фрези So - переміщення заготовки відносно фрези за один її оберт; подача за хвилину Sхв - переміщення заготовки відносно фрези за хвилину. Подачі зв'язані між собою:
![]() ,
,
де z та n - відповідно кількість зуб’ів фрези та частота обертання фрези.
Швидкість різання V (м/хв) — окружна швидкість найбільш віддаленої від осі обертання точки ріжучої кромки фрези:
![]() ,
,
де D — діаметр фрези, мм.
Ширина фрезерування В — довжина поверхні контакту фрези з оброблюваною заготовкою, виміряна в напрямку, перпендикулярному напрямку подачі. Товщина шару, зрізаного при фрезеруванні, — це товщина шару металу, яка знімається одним зубом фрези, виміряна в радіальному напрямку (рис. 11.10, б). Зуб фрези зрізає стружку змінної товщини, для якої
![]() ,
,
де y — кут контакту.
Фрезерні верстати є найбільш поширеними металоріжучими верстатами. Існує багато типів фрезерних верстатів: консольно-фрезерні, поздовжньо-фрезерні, фрезерні верстати безперервної дії, шпоночно-фрезерні, різьбо-фрезерні, копірувально-фрезерні, спеціальні та інші. Найпоширеніші консольно- та поздовжньо-фрезерні верстати. Консольно-фрезерні підрозділяють на горизонтально-фрезерні, універсально-фрезерні, вертикально-фрезерні, широкоуніверсальні. В горизонтально-фрезерному верстаті шпиндельний вал розташований горизонтально, а в вертикально-фрезерному — вертикально. Універсальний консольно-фрезерний верстат відрізняється від горизонтально-фрезерного тим, що у нього робочий стіл може обертатися в горизонтальній площині на кут ± 45°. Це дає можливість нарізати на такому верстаті зубчасті колеса з гвинтовими зуб'ями, гвинтові зуб'я в зенкерах, розвертках, фрезах тощо.
Стругання, довбання, протягання
Стругання - це обробка поверхонь, яка виконується за наявності двох рухів: прямолінійного зворотно-поступального головного руху різця або заготовки в горизонтальній площині та переривчастого поступального руху подачі різця чи заготовки, перпендикулярного напрямку головного руху. При струганні процес різання переривчастий і стружка зрізається тільки при прямому (робочому) русі.
Стругальні верстати підрозділяють на два основних типи: поздовжньо-стругальні, на яких обробляють переважно середні та великі за розміром заготовки, та поперечно-стругальні, призначені для обробки заготовок при довжині стругання до 1 м. У поздовжньо-стругальних верстатів головним рухом є зворотно-поступальне переміщення стола з закріпленою на ньому заготовкою, а рухом подачі - періодичне переміщення різця в напрямку, перпендикулярному головному рухові. У поперечно-стругальних верстатах головним рухом є зворотно-поступальне переміщення різця, а рухом подачі при обробці горизонтальних площин - періодичне переміщення стола з заготовкою в напрямку, перпендикулярному напрямку руху різця. При обробці вертикальних або нахилених поверхонь періодичний рух подачі виконує супорт із закріпленим на ньому різцем.
Довбання - це вид стругання, але відрізняється від нього тим, що головний рух - зворотно-поступальне переміщення повзуна з вставленим у ньому різцем - здійснюється у вертикальній площині. Стіл верстата з заготовкою рухає подачу в горизонтальній площині в поздовжньому, поперечному або круговому напрямку. При струганні та довбанні як інструмент використовують різці. За формою стругальні різці подібні до токарних, але працюють як і довбальні, в більш тяжких умовах, оскільки в момент врізання відбувається удар. Тому їхні держаки роблять масивнішими. Залежно від розміщення ріжучої кромки стругальні різці, як і токарні, підрозділяють на праві та ліві; за виглядом обробки - на прохідні, підрізні, відрізні, фасонні, а залежно від обробки розрізняють різці чорнові та чистові.
Виготовляють стругальні різці цілісними, з привареними пластинками з швидкоріжучої сталі або з припаяними пластинками твердих сплавів ВК8, Т5К10, Т14К8 та інші. Довбальні різці, які застосовуються для роботи на довбальних верстатах, дещо відрізняються від стругальних. Стругальні різці вигнуті назад, щоб ріжучі елементи сприймали ударні навантаження на початку робочого ходу. Довбальні різці вигнуті вперед, оскільки вони працюють при вертикальному переміщенні і деформують шар металу, який зрізають, своєю нижньою частиною. На стругальних верстатах найчастіше оброблюють площини, пази, уступи та лінійні фасонні поверхні великогабаритних або одночасно декілька оброблюваних заготовок, менших за розмірами. Довбальні верстати також застосовують для обробки внутрішніх і зовнішніх вертикальних площин, лінійних фасонних поверхонь, прорізання шпоночних та інших пазів, а також для одержання багатогранних отворів. Довбальні верстати застосовують в одиничному та малосерійному виробництвах, зазвичай при відсутності фрезерних верстатів. Стругальні верстати (особливо поздовжньо-стругальні) більш широко, ніж довбальні, використовують як в одиничному, так і малосерійному виробництвах завдяки їхній універсальності, простоті виготовлення робочого інструменту та настроювання.
Протягання - це високопродуктивний та високоточний метод обробки різанням наскрізних отворів та зовнішніх лінійних поверхонь, здійснюваний протяжками.
Протяжка - це багатолезові різальний інструмент, форма якого відповідає формі обробленого отвору або зовнішній поверхні. Висота кожного послідуючого ріжучого зуба протяжки більша за висоту попереднього, і кожний зуб зрізає з оброблюваної поверхні стружку невеликої товщини. Розрізняють внутрішнє та зовнішнє протягання. При внутрішньому протяжку протягують через попередньо оброблений отвір заготовки. Залежно від форми поперечного перерізу протяжки одержують отвори різного профілю. Протяжки для зовнішнього протягання призначені для обробки зовнішніх плоских та лінійних фасонних поверхонь порівняно невеликої ширини.
Прошивання подібне до протягання. Прошивання виконують на пресах або спеціальних верстатах, проштовхуючи крізь оброблюваний отвір заготовки. Довжина прошивки значно менша за довжину протяжки. Протягання застосовують в багатосерійному та масовому виробництвах, в деяких випадках замінюючи ним стругання, фрезерування, довбання, розвертку. Протягання - це послідовний процес зрізання припуску металу зуб'ями протяжки. Найбільш широко використовують протяжки для круглих отворів та шпоночних пазів. Виготовляють протяжки з легованих та швидкоріжучих сталей. Застосовують також плоскі та шпоночні протяжки, оснащені пластинками твердих сплавів. Для обробки циліндричних отворів іноді використовують збірні протяжки зі змінними твердосплавними ріжучою та калібрувальною частинами. Протяжні верстати класифікують за низкою ознак. Залежно від призначення їх підрозділяють на верстати для внутрішнього та зовнішнього протягання; за ступенем універсальності - на загального призначення та спеціальні; за напрямом робочого руху - на горизонтальні та вертикальні; за характером руху - на безперервної та переривчастої дії, а також на верстати з одноінструментальною та багатоінструментальною настройкою. Найпоширеніші горизонтально-протяжні верстати для обробки отворів. Основні параметри, що характеризують протяжні верстати, - це допустиме зусилля протягання та довжина ходу протяжки. У верстатах різного типу довжина ходу протяжки коливається в межах 350...2000 мм, а зусилля протягування становить 2,5...120 т.
Зубонарізування
При зубонарізуванні розрізняють два основних методи профілювання бокових поверхонь зуб’ів зубчастих коліс: копіювання та обкатки (огинання). Метод копіювання полягає в прорізанні западини фасонним інструментом, форма ріжучих лез якого відповідає обрису западини між двома сусідніми зуб'ями зубчастого колеса. При зубонарізуванні на горизонтально-фрезерному верстаті зазвичай використовують дискову модульну фрезу, а на вертикально-фрезерному - кільцеву модульну. Недоліком методу копіювання є обмежена кількість фрез у комплекті, тоді як для кожного модуля залежно від вимог до точності профілю та кількості зуб’ів колеса, яке нарізають, необхідно мати від 8 до 26 фрез.
При нарізанні зубчастих коліс методом обкатки (огинання) профіль ріжучих лез інструмента не збігається з профілем зуб’ів колеса, що нарізаються, а відповідає профілю зуб’ів деякого зубчастого колеса або рейки, які називаються виробляючим колесом або рейкою, з якими колесо, що нарізається, знаходиться в зачепленні. Нарізають зуб'я зубчастих коліс за методом обкатки спеціальними інструментами на зуборізних верстатах. Найпоширеніші зубофрезерні, зубо-довбальні та зубостругальні верстати. При фрезеруванні зуб’ів на зубофрезерному верстаті як інструмент використовується черв'ячна модульна фреза. При такому методі зубонарізання для одержання циліндричного зубчастого колеса, окрім головного обертаючого руху, фрезі треба надати також вертикального переміщення подачі, а заготовці (майбутньому циліндричному зубчастому колесу) - примусового обертаючого руху, узгодженого з обертанням фрези так, ніби вони (заготовка і фреза) були у нормальному зачепленні.
На зубофрезерному верстаті можна нарізати циліндричні зубчасті колеса з прямими та гвинтовими зуб'ями, а також черв'ячні колеса. Фрезерування циліндричних зубчастих коліс черв'ячною фрезою має значні переваги порівняно з нарізанням їх дисковими модульними фрезами: черв'ячною фрезою певного модуля можна нарізати зубчасті колеса цього модуля з якою завгодно кількістю зуб’ів; профіль зуб’ів виходить значно точнішим; продуктивність набагато вища, тим більше що цикл роботи зубофрезерного верстата напівавтоматичний.
Вельми розповсюдженим, продуктивним та точним методом створення зуб’ів циліндричних зубчастих коліс як зовнішнього, так і внутрішнього зачеплення є нарізання їх на зубодовбальних верстатах за допомогою довб'яків.
Довб'як — це загартоване та одшліфоване зубчасте колесо з коригованими зуб'ями, кожен з яких має ріжучі кромки і необхідні кути різання (передній та головний задній). Принцип нарізання циліндричного зубчастого колеса методом обкатки за допомогою довб'яка полягає в тому, що в процесі обробки відтворюється зубчасте зачеплення двох коліс. Функцію одного з них виконує ріжучий інструмент (довб'як), а другого — заготовка (колесо, яке нарізають). Довб'як робить швидкий зворотно-поступальний головний рух, що обумовлює швидкість різання. При цьому ріжучими кромками він відтворює в просторі уявне продукуюче колесо, з яким нібито зачеплене беззазорно колесо, що нарізається. Довб'як, крім зворотно-поступального руху, повільно обертається навколо своєї осі, роблячи кругову подачу. У взаємодії з ним обертається і заготовка. На початку нарізання довб'як, здійснюючи обертальний рух обкатки, водночас здійснює радіальну подачу до урізування на повну глибину западини, якщо колесо нарізається за одне проходження. Після урізання довб'яка на цю глибину радіальна подача припиняється. В процесі нарізання зуб’ів за цим методом профіль зуба отримуються автоматично, як огинаюча крива послідовних положень ріжучої кромки зуба довб'яка. Довб'яком даного модуля можуть бути нарізані зубчасті колеса цього модуля з різною кількістю зуб’ів.
Вельми поширеним, продуктивним і точним методом нарізання зуб’ів конічних коліс є стругання їх на зубостругальних верстатах також за методом обкатки. Основу цього методу, як і при нарізанні циліндричних коліс за методом обкатки, становить поняття про продукуюче колесо, в зачепленні з яким нібито знаходиться заготовка, що нарізається, і поза яким при нарізанні вона обкатується. Кожний зуб колеса, який нарізається, послідовно і водночас з двох сторін обробляється двома різцями, що зворотно-поступально рухаються в протилежних напрямках. При цьому їх ріжучі кромки відтворюють у просторі контур зуба продукуючого колеса. При повороті заготовки на певний кут навколо своєї осі різці також повертаються на такий самий кут, при цьому заготовка і продукуюче колесо, зуб якого окреслюється їхніми ріжучими кромками, нібито знаходяться в нормальному зачепленні. Після повної обробки конкретного зубця ділильний механізм верстата повертає заготовку на один зуб, різці займають початкове положення, оброблюється наступний зуб і так продовжується доти, поки не будуть нарізані всі зуб'я.
Шліфування
На верстатах шліфувальної групи деталі обробляють методами шліфування, тонкого шліфування і точіння, хонінгування, суперфінішування, притирання, полірування, абразивно-рідкого полірування.
Шліфування - це процес обробки поверхні металу абразивним (шліфувальним) інструментом (шліфувальними кругами, брусками, шкуркою). Абразивний інструмент складається із зерен абразивного матеріалу, скріплених між собою зв'язуючою речовиною. Шліфування є основним методом одержання виробів високої точності з незначною шорсткістю поверхні та застосовується переважно для завершальної чистової обробки.
Тонке шліфування - це обробка зовнішніх і внутрішніх циліндричних поверхонь за підвищених вимог щодо точності розмірів, форми і високої чистоти поверхні. Високу точність виготовлення виробів забезпечує шліфування спеціальними м'якими високо-пористими кругами за рахунок зрізання дуже тонкої (5 мкм) стружки.
Тонке точіння здійснюють застосовуючи великі швидкості різання при малій товщині шару, що зрізується. Найкращим матеріалом для тонкого точіння, за умов масового виробництва виробів з кольорових металів і сплавів, вважають алмази, які характеризуються високою розмірною стійкістю. Для завершальної обробки заготовок з чорних металів застосовують різці з твердосплавними пластинами або пластинками з кубічного нітриду бору.
Хонінгування - метод завершальної обробки дрібнозернистими абразивними брусками. Такий інструмент закріплюють у спеціальній хонінгувальній головці, яка здійснює разом з ним обертальний (головний) рух і поступальне переміщення вздовж осі заготовки (рух подачі). Хонінгування застосовують здебільшого при обробці точних отворів.
Суперфінішування - метод тонкої кінцевої обробки для одержання дуже гладкої поверхні. Здійснюють, використовуючи дрібнозернисті абразивні бруски, закріплені у спеціальній головці, за умов поєднання обертального і поступального рухів головки вздовж осі оброблюваної деталі та коливального руху брусків. Така обробка забезпечує шорсткість (чистоту) поверхні Ra = 0,025...0,012мкм.
Притирання забезпечує одержання точних розмірів (до 0,1 мкм) і дуже малу шорсткість поверхні (Ra = 0,025...0,012мкм). Обробку здійснюють з використанням так званого — "притира", на поверхню якого наносять абразивну пасту або абразивний порошок, змішаний з маслом. Притирами служать різні диски, що обертаються, плити, бруски, кільця, стрижні з чавуну, міді, свинцю, твердих порід дерева та інше. Притирання виконують на універсальних і спеціальних притирочних верстатах або вручну.
Полірування - це кінцева обробка виробів дрібнозернистим абразивом зі зв'язкою (оливою, сумішшю воску, парафіну, сала з гасом), нанесеного на поверхню круга, диска або стрічки з м'якого еластичного матеріалу. Деталі після полірування добре працюють у потоках газів або рідини, іноді полірування використовують як попередню обробку декоративних виробів або перед нанесенням гальванічних покриттів.
Абразивно-рідке полірування з використанням водно-абразивної суспензії (подають під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву.
Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування.
Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи:
• круглошліфувальні - для обробки зовнішніх поверхонь обертання;
• внутрішньо-шліфувальні - для обробки внутрішніх поверхонь обертання;
• плоскошліфувальні — для обробки площин;
• спеціальні (шліцешліфувальні, зубошліфувальні, різешліфувальні та інші);
• заточувальні — для заточування інструмента.
Найпоширеніші кругло- й плоскошліфувальні верстати.
Залежно від форми деталей, при обробці поверхонь застосовують різні схеми (види) шліфування:
- кругове зовнішнє з поздовжньою подачею;
- кругове зовнішнє з радіальною подачею;
- внутрішнє;
- плоске периферією круга на верстатах з прямокутним столом;
- плоске торцем круга на верстатах з прямокутним столом;
- плоске периферією круга на верстатах з круглим столом;
- плоске торцем круга на верстатах з круглим столом;
- безцентрове з поздовжньою подачею;
- безцентрове з радіальною подачею.
Найпоширеніші схеми кругового і плоского шліфування.
Під час кругового зовнішнього шліфування з поздовжньою подачею (рис. 1.11, а), як і при інших видах шліфування, головний рух зі швидкістю Vкр здійснює шліфувальний круг. Заготовка обертається зі швидкістю К, і поступально переміщується вздовж осі (Sпоз - поздовжня подача). Поперечну подачу SП на глибину шліфування шліфувальний круг здійснює наприкінці поздовжнього ходу в напрямку, перпендикулярному осі заготовки.
При шліфуванні з поперечною подачею (врізання) шліфувальний круг (рис. 1.11, б) робить обертальний рух зі швидкістю Vкр і поперечне переміщення Sn, а заготовка - тільки обертальний рух V3,. Ця схема застосовується при шліфуванні циліндричних, конічних і фасонних поверхонь, ширина яких менша за ширину круга.
При внутрішньому шліфуванні (рис. 1.11, в) основним робочим рухом є обертання шліфувального круга зі швидкістю Vкр, який здійснює також і зворотно-поступальне переміщення зі швидкістю поздовжньої подачі Sпоз і періодично, в кінці ходу, поперечну подачу Sn на глибину різання t. Заготовка обертається в напрямку, протилежному напрямку обертання шліфувального круга зі швидкістю V3, яка у кілька разів менша за швидкість обертання шліфувального круга, що робить головний рух.
При круговому шліфуванні елементами різання є кругова швидкість заготовки, поздовжня і поперечна подачі (рис. 1.11, а). Кругова швидкість заготовки V3 (м/хв) — це кругова подача. Поздовжня подача Sпоз (мм/об) — це переміщення заготовки відносно шліфувального круга за один оберт. Поперечна подача Sn — це величина переміщення шліфувального круга в напрямку, перпендикулярному осі заготовки в крайніх її положеннях. Вона визначає товщину шару металу, що знімається за один прохід, і чисельно дорівнює глибині різання t. При плоскому шліфуванні, крім швидкості різання Vкр, елементами режиму різання є поздовжня Sпоз, поперечна SП і вертикальна SВ подачі
Продуктивність і якість обробки шліфуванням залежить не тільки від ширини круга В та діаметра Дкр, а також і від параметрів, які характеризують абразивний інструмент. Однією з найважливіших характеристик абразивного інструменту є зернистість (величина зерна) абразиву. Залежно від розміру зерна абразиви позначають номерами. Грубозернисті (2000... 160 мкм) мають номери від 200 до 16, їх називають шліфувальними зернами. Більш дрібні, з розміром зерен 125...28 мкм (шліфувальні порошки), позначають номерами від 12 до 3. Мікропорошки з розміром зерен від 40 до 3 мкм позначають номерами від М40 до М5.
Алмазні матеріали за розміром зерна поділяють на дві групи:
• шліфувальні порошки;
• мікропорошки.
Їхня зернистість позначається дробом, в якому чисельник відповідає найбільшому розмірові зерна основної фракції, а знаменник - найменшому. Шліфувальні порошки мають номери від 630/500 до 50/40 мкм, мікропорошки - від 60/40 до 1/0 мкм.
Важливою характеристикою абразивного інструменту є також зв'язуюча речовина (неорганічна, органічна, металева), що об'єднує абразивні зерна в одне ціле. На практиці широко застосовують інструмент з використанням неорганічної зв'язуючої речовини на основі вогнетривкої глини — керамічний (К), на основі синтетичної смоли — бакелітовий (Б), на основі каучуку та сірки — вулканітовий (В). Металеві зв'язуючі речовини складаються з металевої основи (порошки Sb, Al, Си та інші) та наповнювача. Застосовують їх переважно в алмазних кругах.
Параметром, що характеризує абразивний інструмент, є твердість. Цей показник визначає опір зв'язуючої речовини видаленню зерен абразиву під дією зовнішньої сили. Розроблено шкалу, що має сім класів твердості (вони також поділяються на кілька ступенів):
Т - твердий, ВТ - вельми твердий, ДТ - дуже твердий.
Структуру абразивного інструменту оцінюють за співвідношенням (в %) об'ємів, зайнятих зернами абразиву, зв'язуючою речовиною і порами. Змінюючи ці співвідношення, одержують абразивні круги різної структури і властивостей. Розрізняють 12 номерів структур. Найменшій пористості відповідає найбільший номер. Тип шліфувальних кругів характеризується також формою. Так, круги прямого профілю позначають ПП.
Регламентована швидкість різання керамічними і бакелітовими кругами до 35 м/с, а вулканітовими - 40 м/с.
Основні характеристики відображено у маркуванні абразивних матеріалів. Так, круг марки 24А10ПС27К5, ПП5ООх5ОхЗО5 розшифровують так:
24А - вид абразивного матеріалу (електрокорунд білий);
10П - зернистість (П - вміст основної фракції зерен);
С2 - ступінь твердості;
7 - номер структури;
К5 - вид керамічної зв'язуючої речовини;
ПП - форма круга (прямий, плоский);
500 — зовнішній діаметр, мм;
50 - ширина, мм;
305 - діаметр отвору, мм.
Поверхневе пластичне деформування
При механічній обробці поверхонь металовиробів використовують зміцнювально-калібрувальні методи, до яких відносять обкатку зовнішніх та внутрішніх поверхонь роликами, калібрування отворів та дробоструминну обробку.
Процес обкатки полягає в тому, що поверхню оброблювальної деталі обкочують притиснутими до неї одним, двома або трьома гладкими роликами, виготовленими із загартованої сталі. В цьому процесі поверхня вигладжується та наклепується. Обкаткою в ряді випадків замінюють менш продуктивну операцію шліфування.
Отвори калібрують на протяжних верстатах та пресах за допомогою спеціального інструмента (дорна) або з допомогою кульки. Процес дорнування полягає в тому, що калібрувальний дорн (прошивка або протяжка певної довжини, що не мають різальних зуб'їв) проштовхується або протягується крізь оброблюваний отвір. Розміри отвору мають бути трохи меншими за калібрувальний дорн. При дернуванні за рахунок пластичних деформацій діаметр отвору збільшується і шорсткість згладжується.
Калібрування кулькою полягає в продавлюванні крізь попередньо точно оброблений отвір стальної загартованої кульки також трохи більшого діаметру, ніж отвір. Цей спосіб вельми ефективний при калібруванні отворів з криволінійною віссю.
Дробоструминній обробці зазвичай піддають деталі складної форми, які пройшли механічну та термічну обробку. Сутність процесу в тому, що оброблювана поверхня піддається ударам стального або чавунного дробу, який спрямовується на неї зі спеціального дробомета. Така обробка спричиняє пластичну деформацію та наклеп поверхневого шару деталі, в якому створюються сприятливі напруження стискування. Вся поверхня деталі покривається дрібним ряботинням від удару дробинок. Дробоструминна обробка вельми ефективна при виготовленні деталей, які працюють при знакоперемінних навантаженнях. У такий спосіб обробляють ресори, пружини, шатуни, колінчасті вали, зубчасті колеса тощо.
Контрольні запитання
1. У чому полягає сутність процесу різання?
2. Які явища супроводжують процес різання?
3. З якого матеріалу виготовляють різальний інструмент?
4. У чому сутність процесу точіння?
5. У чому полягає суть процесів свердлування та розточування?
6. У чому полягає суть процесу фрезерування?
7. У чому сутність процесів стругання, довбання, протягання?
8. У чому сутність процесу зубонарізання?
9. У чому полягає суть процесів шліфування?
10. Які є методи обробки поверхонь пластичним деформуванням?
Література
1. Сологуб М. А., Рожнецький І. О., Нікоз О. І. та ін. Технологія конструкційних матеріалів. — Київ: Вища школа, 2002.
2. Терехов В. К. Металловедение и конструкционные материалы.- М.: Высшая школа, 1981.
3. Кузьмин Б. А., АбраменкоЮ.Е., Ефремов В. К. и ф. Технология металлов и конструкционные материалы. — М.: Машиностроение, 1991.
4. Кондратюк С. Є., Кіндрачук М. В., Степаненко В. О., Москаленко Ю.Н. Матеріалознавство та обробка металів. - Київ: Вікторія, 2000.
5. Дальскип А. М., Дубинин Н. П., Макаров Э. П., Попов Е. Л. Технология конструкционных материалов. - М.: Машиностроение, 1985.
6. Лахтин Ю. М., Леонтьева В. П. Материаловедение.- М: Машиностроение, 1990.
7. Алаи С. И., Григорьев П. М., Ростовцев А. Н. Технология конструкционных материалов. — М.: Просвещение, 1980.
8. Кузьмин Б. А., Самохоцкий А. И. Металлургия, металловедение и
конструкционные материалы. — М.:
Высшая школа, 1984.
![]()
| Основи базування деталей та заготовок | |
|
Основи базування деталей та заготовок 1. Поняття про базу та базування У процесі виготовлення машини виникають задачі з"єднання з необхідною точністю ... Очевидно, що у випадку необхідності точної орієнтації положення заготовки з точки зору її обертання відносно осі (що буває необхідно, наприклад, у випадку несиметричних заготовок ... Раніше було вказано, що для точної обробки заготовки необхідно правильно її розташувати по відношенню до пристосувань верстата, які визначають траєкторію руху подачі ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Виготовлення деталей та їх класифікація | |
|
Зміст Вступ 1.Загальний розділ 1.1 Характеристика деталі, робота її в вузлі 1.1.1 Визначення класу деталі 1.1.2 Матеріал деталі та його властивості 1 ... Вихідною інформацією для проектування технологічного процесу механічної обробки заготовки є: робоче креслення деталі; технічні вимоги; регламентована точність поверхонь; параметри ... Для попередження порізів рук необхідно огороджувати фрезу, використовувати спеціальну незношену щітку для віддалення з верстату стружки, а також не вимірювати деталь поблизу ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Методика формування загально трудових вмінь танавичок учнів | |
|
Міністерство освіти і науки України КУРСОВА РОБОТА на тему: МЕТОДИКА ФОРМУВАННЯ ЗАГАЛЬНО ТРУДОВИХ ВМІНЬ І НАВИЧОК УЧНІВ 5-9 КЛАСІВ НА ЗАНЯТТЯХ З ... Сюди входить поняття про режими різання та процес утворення стружки (відомості про припуск, головний рух, рух подачі, поверхні різання, елементи стружки та її види). Фреза здійснює головний рух, а заготовка - поступальний рух, перпендикулярний осі обертання - рух подачі. |
Раздел: Рефераты по педагогике Тип: курсовая работа |
| Розробка технологічного процесу обробки диску 07.02.00 в умовах ... | |
|
Міністерство освіти i науки України Полтавський національний технічний університет iм. Ю. Кондратюка Кафедра технології машинобудування КУРСОВИЙ ... Були розроблені: маршрут обробки деталі, структура та зміст технологічних операцій обробки; визначені припуски на обробку окремих поверхонь, розраховані режими різання та ... компоновка вузлів верстата та герметизація робочої зони, які забезпечують вільний відвід стружки та мастильно-охолоджувальної рідини та велику подачу в зону обробки як для різання ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| ... знань і вмінь з технології обробки металу не верстатах на заняттях з ... | |
|
... РОБОТА з теорії і методики трудового навчання на тему: РОЗРОБКА МЕТОДИКИ ФОРМУВАННЯ В УЧНІВ СИСТЕМИ ЗНАНЬ І ВМІНЬ З ТЕХНОЛОГІЇ ОБРОБКИ МЕТАЛУ НА ... Сюди входить поняття про режими різання та процес утворення стружки (відомості про припуск, головний рух, рух подачі, поверхні різання, елементи стружки та її види). Фреза здійснює головний рух, а заготовка - поступальний рух, перпендикулярний осі обертання - рух подачі. |
Раздел: Рефераты по педагогике Тип: курсовая работа |