Отчет по практике: Организация изготовления одежды по индивидуальным заказам
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ОБЩИЕ СВЕДЕНИЯ О ПРЕДПРИЯТИИ
1.1 Организация оплаты стимулирования труда
2. ИЗГОТОВЛЕНИЕ ОДЕЖДЫ ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
2.1 Особенности изготовления одежды с примерками
2.2 Изготовление изделий с одной примеркой
2.3 Изготовление изделий с двумя примерками
2.4 Изделия из различных материалов
2.5 Сведения о перерабатываемых материалах
2.6 Направление моды на предстоящий период
2.7 Характеристика тканей на предстоящий сезон
3. ПОДГОТОВИТЕЛЬНО-РАСКРОЙНЫЕ РАБОТЫ
3.1 Прием и оформление заказов
3.2 Технические условия на раскрой
4. ИЗГОТОВЛЕНИЕ ОДЕЖДЫ
4.1 Модели пальто и описание внешнего вида
4.2 Конструирование одежды
4.3 Проектирование деталей одежды с использованием САПР «Ассоль»
4.4 Особенности обработки и соединения подкладки при изготовлении изделий по индивидуальным заказам
4.5 Окончательная отделка изделий
5. ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
6. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ НА ИЗГОТОВЛЕНИЕ ШВЕЙНЫХ ИЗДЕЛИЙ
7. КАЧЕСТВО ПРОДУКЦИИ
8. ОХРАНА ТРУДА НА ПРЕДПРИЯТИИ
8.1 Безопасные условия труда на территории предприятия
8.2 Предупреждение травматизма в цехах предприятия
ПРИЛОЖЕНИЯ
ВВЕДЕНИЕ
Практика проходила в муниципальном предприятии «Центр Дизайна Одежды».
Основной задачей практики:
1) изучение и освоение методов оценки контроля качества базовых основ новых моделей одежды и готовой продукции по действующей нормативно-технической документации по стандартизации и управлению качеством;
2) детальное изучение основных процессов подготовки новых моделей одежды к запуску в производство; путей совершенствования проектирования одежды;
3) сбор материалов для выполнения выпускной квалификационной работы.
1. ОБЩИЕ СВЕДЕНИЯ О ПРЕДПРИЯТИИ
МУП «Центр Дизайна Одежды» - ателье, оказывающее услуги населению и имеющее отдельные признаки производственно-хозяйственной самостоятельности. Ателье, как правило, имеет замкнутый цикл производства по изготовлению и ремонту одежды от приема заказа до выдачи готовых изделий заказчикам.
Соответственно для осуществления производственного процесса в ателье выделяются:
- приемный салон;
- лекальный и раскройный участок;
- кладовая (склад) готовых и подготовленных к примерке изделий;
- 3 специализированных пошивочных участка.
Данное ателье имеет высший разряд. Экономической основой дифференциации услуг и обслуживания по разрядам является существенная разница в ценах на услуги. Так, в ателье высшего разряда цены соответственно на 95% выше, чем в ателье второго разряда (см. Приложение 1).
Присвоенный разряд ателье соответствует учету сложности предоставляемых услуг, новизны и разнообразия выполняемых фасонов, широты ассортимента изготовляемых групп одежды.
Основные виды оказываемых услуг по изготовлению швейных изделий:
- пошив мужских пальто, пиджаков, брюк из тканей;
- пошив женских пальто и костюмов из ткани;
- пошив женской и мужской одежды их меха;
- пошив женской и мужской одежды из замши, кожи и из синтетических материалов;
- пошив женских платьев, юбок, блузок, халатов;
- пошив мужских сорочек, легких курток.
Аналогичные виды одежды изготавливаются и для детей, но в значительном меньшем количестве.
Краткая характеристика структуры предприятия представлена на рис. 1.1.
Главная задача предприятия – всемерное удовлетворение общественных потребностей граждан в продукции и услугах с высокими потребительскими свойствами и качеством при минимальных затратах.
Требования потребителя обязательны для предприятия, а их полное и своевременное удовлетворение – высший смысл и норма деятельности каждого трудового коллектива.
Для осуществления главной задачи предприятия обеспечивает:
· развитие и повышение эффективности производства, его интенсификацию, увеличение прибыли (дохода) на основе ускорения, роста производительности труда и ресурсосбережения;
· социальное развитие коллектива, создание благоприятных возможностей для высокопроизводительности труда, охрану окружающей среды.
Деятельность предприятия строится на основе плана экономического и социального развития. В соответствии с контрольными цифрами, долговременными научно обоснованными экономическими нормативными лимитами и заказами потребителей предприятие разрабатывает и утверждает свои планы, заключает договоры. Объем работ представлен на рис. 1.2.
Основной принцип деятельности предприятия:
· принцип полного хозяйственного расчета и самофинансирования. Производственная и социальная деятельность предприятия, оплата труда осуществляется за счет заработанных трудовым коллективом средств. Предприятие из выручки, полученной от реализации услуг, возмещает свои материальные затраты. Прибыль или доход является обобщающим показателем хозяйственной деятельности предприятия. Часть прибыли (дохода) используется предприятием для выполнения обязательств перед бюджетом, банками и вышестоящим органом. Другая часть поступает в полное распоряжение и вместе со средствами на оплату труда образует хозяйственный доход коллектива – источник жизнедеятельности предприятия.

Рисунок 1.2.
1 - Индивидуальные заказы на изготовление моделей;
2 – Ремонт;
3 - Пошив моделей малыми сериями (массовка).
1.1 Организация оплаты и стимулирования труда
Оплата труда, работающих в ателье, осуществляется на основе действующих на предприятиях тарифных ставок и должностных окладов ИТР и служащих.
Основной формой организации труда рабочих является бригадная форма с оплатой по конечным результатам работы и применением коэффициентов трудового участия (КТУ).
Для оплаты труда рабочих используется сдельно-премиальная система. Результаты труда всех рабочих бригады учитываются и оплачиваются по единому наряду. Оплата труда рабочих производственной бригады осуществляется в соответствии с действующими тарифными ставками, нормами труда, сдельными расценками и положениями об оплате труда и премировании.
Штатное расписание и проценты оплаты труда представлены в табл. 1.1.1. и табл. 1.1.2.
Таблица 1.1.1 Штатное расписание
| Наименование должности | Кол-во штатн. ед. | Должностные оклады | Месячн. фонд зараб. платы |
| 1. Директор | 1.0 | 3500 | 3500 |
| 2. Гл. бухгалтер | 1.0 | 3150 | 3150 |
| 3. Бухгалтер-кассир | 1.0 | 1770 | 1770 |
| 4. Инсп. отдела кадров | 1.0 | 1000 | 1000 |
| 5. Модельер-конструктор | 1.0 | 1500 | 1500 |
| 6. Мастер-технолог | 1.0 | 2000 | 2000 |
| 7. Конструктор-технолог | 1.0 | 1500 | 1500 |
| 8. Продавец-консультант | 2.0 | 1000 | 1000 |
| 9. Закройщик | 2.0 | Сдельно | |
| 10. Портной | 1.7 | Сдельно | |
| 11. Приемщик | 1.0 | 1200 | 1200 |
| 12. Кладовщик-продавец | 1.0 | 1200 | 1200 |
| 13. Уборщица | 1.0 | 1440 | 1440 |
| 14. Электрик | 0.5 | 1320 | 660 |
| 15. Слесарь | 0.25 | 1440 | 360 |
| 16. Плотник | 0.25 | 1440 | 360 |
| 17. Сторож | 1.5 | 560 | 840 |
| 18. Мастер гол. уборов | 2.0 | Сдельно |
Таблица 1.1.2. Проценты оплаты труда, действующие на предприятии
| Наименование работы | Пошив | Крой | Спец. машина |
| Верхняя одежда | 32 | 10 | - |
| Легкое платье | 32 | 10 | 2.7 |
| Брюки | 32 | 10 | - |
| Верхняя детская одежда | 32 | 10 | - |
| Легкое детское платье | 32 | 10 | - |
| Брюки детские | 32 | 10 | - |
| Ремонт верхней одежды | 35 | 10 | - |
| Ремонт легкого платья | 35 | 10 | - |
| Изготовление цветов | 26 | - | - |
| Изготовление покрывал | 35 | - | - |
| Изготовление головных уборов | 32 | - | - |
| Художественная вышивка | 40 | - | - |
| Пошив штор с раскроем | 32 | 3 | - |
| Пошив чехлов | 30 | 9 | - |
| Раскрой изделий | - | 50 | - |
| Изготовление рюш, оверлок | - | 30 | - |
| Реализация изделий | - | 10 | - |
| П/фабрикаты | 85 | 15 | - |
| Пошив готового кроя | 40 | - | - |
| Бригадирские 50 руб. в мес. | - | - | - |
При массовом заказе
- закройщик 15%
- в бригаду 85%
Пошив Дизайн-Студии 40%
2. ИЗГОТОВЛЕНИЕ ОДЕЖДЫ ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
2.1 Особенности изготовления одежды с примерками
Изготовление одежды по индивидуальным заказам входит в комплекс работ по бытовому обслуживанию населения и включает следующие стадии работ: конструкторско-технологическую подготовку производства к внедрению новых моделей (КТПП); прием заказов (выбор модели, материалов, снятие мерок, оформление паспорта заказа с эскизом изделия и квитанции); подготовку материалов к раскрою; раскрой деталей изделия закройщиком; подготовку изделия к примерке; примерку изделия на фигуру заказчика с целью уточнения параметров изделия и модели; изготовление изделия после примерки; сдачу готового изделия заказчику с примеркой на фигуру.
Необходимым этапом технологического процесса изготовления одежды по индивидуальным заказам является примерка изделия на фигуре заказчика. Основное назначение примерок - достичь соответствия формы изделия форме фигуры, удовлетворить запросы заказчика и точно выполнить модель изделия.
Наибольшее распространение получило изготовление изделий с одной примеркой. Такая форма изготовления изделий сокращает цикл производственного процесса, ликвидируя повторные операции, увеличивает производительность труда, создает условия работы в укрупненных бригадах, сокращает срок изготовления изделия без ухудшения его качества и экономит время заказчика.
При изготовлении изделий с одной примеркой закройщики пользуются единым методом конструирования ЕМКО СЭВ (при запросе заказчиком индивидуальных лекал – соответственно производится дополнительная плата), используют лекала базовой конструкции (в том числе используются и выкройки из журналов мод - «BURDA»), точно снимают мерки с учетом особенностей фигуры заказчика, а также применяют передовые методы обработки изделий.
Выполнение двух примерок предусматривается при изготовлении более сложных моделей изделий на фигуры с резко выраженными отклонениями от типового телосложения, небольшом опыте работы закройщика.
Подготовку изделия к примеркам выполняют индивидуально.
При выкраивании основных деталей изделия по срезам делают припуски на швы в крое, которые отмечают мелом. Припуски необходимы для подгонки изделия по фигуре заказчика во время примерки. Значения припусков для женских пальто, полупальто, плащей, жакетов указаны в табл. 2.1.1. При достаточном количестве ткани, по желанию заказчика, припуски на швы в готовом виде по боковым срезам, низу изделия и рукавов увеличивают. При малом количестве ткани, по согласованию с заказчиком, припуски на швы в готовом виде по указанным срезам уменьшают.
Таблица 2.1.1. Припуски на швы в крое для женских пальто, полупальто, плащей и жакетов, изготовляемых по индивидуальным заказам, см
| Участок детали | Припуски на швы в крое | Ширина шва в готовом виде | ||
|
Спинка |
||||
| Средний срез | 3 | 3 | 1,5-3 | 1,5-3 |
| Срез горловины | 2 | 2 | 1-1,5 | 1-1,5 |
| Плечевой срез | 3 | 3 | 2 | 2 |
|
Линии проймы: в верхней части у вершины бокового среза |
2,5 2 |
2,5 2 |
1,5-2 1-1,5 |
1,5-2 1-1,5 |
| Боковой срез | 3 | 3 | 2 | 2 |
| Срез низа изделия | 6 | 4 | 5 | 3 |
|
Модельные линии: - без отделочной строчки - с отдел. строчкой к ширине строчки дополнит. |
3 +2 |
3 +2 |
2 +(1…1,5) |
2 +(1…1,5) |
| Плечевой и средний срезы рукава в изделиях с цельнокроеными рукавами | 3 | 3 | 1,5-2 | 1,5-2 |
| Нижний срез рукава в изделиях с цельнокроеными рукавами | 2 | 2 | 1,5-2 | 1,5-2 |
|
Полочка |
||||
|
Срез горловины: у вершины у основания |
2 1 |
2 1 |
1 1 |
1 1 |
| Плечевой срез | 3 | 3 | 2 | 2 |
|
Линия проймы: - в верхней части - на уровне измерения ширины переда - у вершины бокового шва |
2,5 1,5 2 |
2,5 1,5 2 |
1,5-2 1-1,5 1-1,5 |
1,5-2 1-1,5 1-1,5 |
| Боковой срез | 3 | 3 | 2 | 2 |
| Срез низа изделия | 6 | 4 | 5 | 3 |
|
Модельные линии: - без отделочной строчки - с отделочной строчкой дополнительно к ширине строчки |
3 +2 |
3 +2 |
2 +(1…1,5) |
2 +(1…1,5) |
| Плечевой и средний срезы рукава в изделиях с цельнокроеными рукавами | 3 | 3 | 1,5-2 | 1,5-2 |
| Нижний срез рукава в изделиях с цельнокроеными рукавами | 2 | 2 | 1,5-2 | 1,5-2 |
|
Рукав |
||||
| Срез оката верхней части | 1 | 1 | 1 | 1 |
| Срез оката нижн. части у вершины локт. среза | 2 | 2 | 1 | 1 |
| Передний срез | 1 | 1 | 1 | 1 |
|
Локтевой срез: верхней части нижней части |
3 3 |
3 3 |
1-2 1-2 |
1-2 1-2 |
|
Верхний срез двухшовного рукава: втачного покроя реглан |
2 3 |
2 3 |
1,5-2 1,5-2 |
1,5-2 1,5-2 |
|
Нижний срез рукава: одношовного двухшовного |
3 2 |
3 2 |
1,5-2 1,5-2 |
1,5-2 1,5-2 |
| Линия проймы в рукавах реглан | 2,5 | 2,5 | 1,5-2 | 1,5-2 |
| Участок горловины в изделии с рукавами реглан | 2 | 2 | 1 | 1 |
| Низ рукава | 5 | 5 | 4 | 4 |
| Ластовица | 2 | 2 | 1,5-2 | 1,5-2 |
2.2 Изготовление изделий с одной примеркой
Подготовка изделий к примерке. Получив крой от закройщика, бригадир или мастер приступает к подготовке изделия к примерке. Эта процедура включает следующие операции:
- проверку наличия деталей кроя, перенос линий с одной парной детали на другую и прокладывание ниточных строчек по меловым линиям;
- стачивание вытачек, рельефных швов, складок на полочках; обработку бортовой прокладки, верхних плечевых накладок и частей нижнего воротника;
- влажно-тепловую обработку полочек, спинки, бортовой прокладки и верхних частей рукавов;
- соединение нижнего воротника с прокладкой;
- сметывание и заметывание составных частей спинки; сметывание и заметывание боковых и плечевых срезов; прокладывание кромки по проймам;
- заметывание низа изделия;
- стачивание передних срезов рукавов;
- сметывание и заметывание локтевых срезов правого рукава; заметывание низа рукава;
- вметывание нижнего воротника в горловину;
- вметывание правого рукава в пройму;
- прикрепление верхних плечевых накладок и паспорта изделия;
- проверку качества выполненных операций, подготовленных к примерке.
К примерке могут быть обработаны борта и карманы изделия. В изделиях на фигуры сутулые, перегибистые и с разной высотой плеч к примерке вметывают два рукава.
Изготовление изделия с одной примеркой требует от закройщика большой ответственности за качество выполнения примерки.
Проведение примерки. При проведении примерки закройщик уточняет посадку изделия на фигуре, формы и пропорции деталей изделия, размеры декоративно-отделочных деталей и их размещение на изделии.
Примерку проводят в такой последовательности:
- надевают изделие на заказчика и закалывают булавками полочки, совмещая линии полузаноса;
- расправляют изделие на фигуре и осматривают все изделие;
- выпарывают рукава из проймы;
- уточняют баланс изделия;
- проверяют облегание изделием фигуры заказчика в соответствии с силуэтной формой, выявляют необходимость дополнительной влажно-тепловой обработки, определяют участки, требующие различных прокладок;
- определяют ширину борта, расположение и количество петель и форму воротника;
- уточняют линию проймы правого рукава, соединяют правый рукав с проймой булавками, уточняют высоту оката, расположение контрольных знаков, ширину и длину рукава;
- уточняют длину изделия;
- определяют расположение и форму декоративных элементов (карманов, хлястиков, отделочной строчки и т. д.).
Баланс и силуэтную форму изделия проверяют с учетом правой и левой сторон изделия. Все остальные изменения выполняют по правой стороне. Нанося и уточняя конструктивные линии, закройщики пользуются условными меловыми обозначениями(табл. 2.2.1.).
После проведения примерки закройщик выпарывает нижний воротник, рукав, распарывает боковые и плечевые швы. Затем по правой стороне изделия, руководствуясь нанесенными меловыми обозначениями, закройщик снова намечает линии горловины, плеча, проймы, боковых срезов и низа изделия, если они изменились; уточняет форму лацкана и расположение петель; наносит линии соединения отделочных деталей на изделии, предварительно уточнив их форму; проверяет ширину и длину оката рукава и соответствие его пройме, уточняет ширину и длину рукава; затем определяет окончательную форму нижнего воротника и длину его в соответствии с горловиной.
На деталях изделия закройщик условными обозначениями намечает расположение необходимых прокладок и места дополнительной влажно-тепловой обработки для лучшего закрепления формы изделия; проверяет наличие контрольных знаков для соединения деталей и при необходимости наносит новые знаки; выкраивает мелкие детали (верхний воротник, подборта, накладные карманы, хлястики и т. д.) В зависимости от модели изделия.
Изделие вместе с выкроенными деталями закройщик передает для дальнейшей обработки. Мастер или бригадир, получив изделие после примерки, проверяет наличие деталей, просматривает внесенные изменения, удаляет нитки сметывания и новые меловые линии переводит на симметричные детали, прокладывает ниточные строчки по линиям, по деталям верха подкраивает детали подкладки и приступает к обработке изделия.
Таблица 2.2.1. Условные обозначения, применяемые при примерке и изготовлении изделий
| Операция | Описание условного обозначения | Графическое изображение условного обозначения |
| Оттянуть срез | Зигзагообразная линия в месте оттягивания | |
| Сутюжить выпуклость | Несколько полукруглых линий в месте сутюживания | |
| Наложить накладку в области груди | Несколько двусторонних полукруглых линий в местах накладок | |
| Наложить плечевую накладку | Несколько полукруглых линий, указывающих границы накладок | |
| Удлинить деталь или изделие | Поперечная линия, указывающая величину удлинения, и пересекающие ее две продольные линии | |
| Укоротить деталь или изделие | Поперечная линия, указывающая величину укорочения | |
| Расширить изделие или деталь | Продольная линия, указывающая величину расширения, и пересекающие ее две поперечные линии | |
| Сузить изделие или деталь | Продольная штриховая линия, указывающая величину сужения (такой же линией уточняют пройму и закругление бортов) | |
| Поднять или опустить деталь | Короткая линия, которую проводят ниже или выше надсечки на детали в зависимости от того, требуется деталь поднять или опустить | |
| Перемещение линии кармана | Поперечная штриховая линия |
2.3 Изготовление изделий с двумя примерками
Выполнение двух примерок необходимо при изготовлении сложных моделей изделий на фигуры с резко выраженными отклонениями от типового телосложения.
Первую примерку можно выполнить после сметывания, заметывания или стачивания вытачек, рельефов, средних срезов спинки; сметывания и заметывания боковых и плечевых срезов; после вметывания в горловину воротника, заметывания низа изделия и рукава, вметывания правого рукава.
При подготовке изделия ко второй примерке обрабатывают вытачки на полочках и спинке, рельефные швы и складки. На полочках обрабатывают карманы, обтачные петли, борта, низ изделия, стачивают боковые и плечевые срезы, обрабатывают воротник и окончательно соединяют его с горловиной, полностью обрабатывают рукава и вметывают их в проймы. В изделиях, отрезных по линии талии, сметывают и заметывают детали по линии талии.
В изделиях на фигуры с резко выраженными отклонениями от типового телосложения или при пошиве сложных моделей изделий плечевые и боковые срезы могут быть сметаны и заметаны, а воротник вметан в горловину.
При проведении второй примерки закройщик проверяет правильность вметывания рукавов, еще раз согласовывает с заказчиком длину изделия, уточняет баланс изделия (со сметанными плечевыми срезами) и форму воротника. После проведения примерки закройщик выпарывает рукава (если это необходимо), уточняет линии пройм, ставит новые контрольные знаки, уточняет низ изделия в зависимости от исправления. Затем закройщик передает изделие мастеру или в бригаду для его окончательной обработки. Проведение примерки, нанесение уточненных линий после примерки выполняются закройщиком по правилам, описанным выше.
2.4 Изделия из различных материалов
При пошиве пальто из дублированных материалов, из искусственной кожи или замши, а также плащей из хлопчатобумажной ткани с водоотталкивающей пропиткой, из капроновых тканей с пленочным покрытием выполняют только одну примерку, так как на материалах для этих изделий остаются следы от прокола иглой.
При подготовке к примерке изделий из перечисленных материалов рукав в пройму не вметывают, низ рукава и изделия не заметывают. При проведении примерки, выбрав правильное расположение рукава, его вкалывают в пройму булавками. После уточнения длины рукава и низа изделия рукав закалывают булавками в нескольких местах.
Изделия из формоустойчивых трикотажных полотен изготовляют с одной или двумя примерками, а изделия из плотных трикотажных полотен – с одной примеркой. Две примерки необходимы при изготовлении изделий из легкорастяжимых материалов, так как их растяжимость затрудняет получение необходимой формы и посадки изделия на фигуре заказчика.
Изделия из тканей с рисунком в клетку или полоску в основном изготовляют с двумя примерками. На первой примерке закройщик решает вопрос о размерах и сочетаниях рисунка в деталях. На второй примерке он уточняет баланс, форму изделия и согласовывает с заказчиком отделочные элементы.
2.5 Сведения о перерабатываемых материалов
Поставщиками материалов являются ООО «Юнтекс-сервис», «ТЕКСТИЛЬ-ПОВОЛЖЬЕ», «РУССКИЙ ТЕКСТИЛЬ», «Лента МК» и фирма «Гамма» (см. Приложение 2).
Несколько образцов материалов используемых на предприятии приведены в Приложении 3.
2.6 Направление моды на предстоящий период
В основе прогнозирования моды лежат три источника информации:
1. Проведение аналогии с новыми тенденциями в различных видах искусства (архитектура, компьютерная графика).
2. Условное продолжение тенденций, закономерность развития, которых хорошо известна (цикличность моды).
3. Создание модели (футуропроекта) с учетом ожидаемых и желаемых тенденций.
Новая мода возникает:
1. Из прошлой моды, когда произойдет массовое забывание.
2. Путем заимствования образцов из других культур, внедрение в официальную моду «антимоды».
3. По мере появления новых материалов, развития новых технологий.
Пальто – главная вещь сезона, благодаря которой у окружающих будет складываться первое впечатление (рис. 2.6.1.).
Черный вновь вернулся на подиумы но иметь в гардеробе просто однотонные черные вещи недостаточно. Сегодня и элегантной темной одежде нужно добавлять яркие акценты. Это могут быть юбка, свитер, блузка, колготки, а также любые аксессуары – сумка, пояс или даже небольшая брошь.
Серый цвет не выглядит аскетичным, потому что теперь в серой гамме предоставлены вещи из материалов самых изысканных и неожиданных фактур. Кожа и кашемир – тончайшие нюансы цвета создают образ элегантной женщины, которая умело использует возможности, предоставленные модой.
Высокие сапоги, столь популярные в 70-е годы, вновь стали хитом сезона. Своим возвращением ботфорты во многом обязаны тому, что юбки теперь намного короче. Впрочем, такие сапоги неплохо сочетаются и с юбками ниже колена. Ну, а если вы все-таки предпочитаете супермини, ботфорты могут быть хоть метровой высоты.
Появившись как направление в искусстве, ритмичный рисунок, основанный на контрастных сочетаниях, этой осенью украшает самые разные вещи: свитера, платья, брюки и даже пальто. Возможно, пытаясь постичь его сложные линии, кто-то из окружающих обратит на вас более пристальное внимание.
Во многих коллекциях представлены модели платьев, пиджаков и пальто с укороченными рукавами. Длина «три четверти» всегда считалась стильной, а если рукав при этом расклешен, он выглядит еще более эффектно. Кто-то может возразить, что такую длину не назовешь практичной, особенно для зимы. Что ж, длинные перчатки и свитера с плотными рукавами способны исправить положение.
Сверкающие платья, куртки и пальто – самая яркая тенденция нынешнего сезона. Ткани с люрексом, парча и ламе, переливающиеся подобно ртути, яркие искорки пайеток, блестящая кожа цвета металлик – варианты для вечера и не только.
2.7 Характеристика тканей на предстоящий сезон
Осенне-весенний сезон 2004 года в очередной раз возвращается к образам «серебряного века», полным творческой фантазии и яркой экзотики. В их основе – конечно, мотивы фольклора, русские или индийский, японские или арабские традиции костюма и орнаментики. Но культуры разных народов служат лишь основой для богатых аранжировок с использованием всего современного арсенала технологий и накопленных авангардным искусством парадоксальных решений.
Примета нового сезона – щедрость и изобилие в отделках. Любые ткани, а тем более нарядные, создаются словно эксклюзив для коллекций «высокой моды». Ничто не кажется лишним: вытканный рисунок почти скрывается под набивным, тиснение не исключает ворсования. Идеалом текстильщиков на ближайшие сезоны, наверное, будет ткань, отделанная всеми способами сразу.
Актуальным приемом оформления тканей остается вышивка. Но просто вышить ткань сегодня недостаточно. Бедновато смотрится. Кроме вышивки (и вместе с вышивкой), дизайнеры используют рисунки, выполненные флок-печатью (вискозным ворсом, нанесенным электростатическим способом), сочетают вышивку с аппликацией. Феерические ткани с крупными красочными рисунками поразительно напоминают эскизы театральных костюмов.
Типична для этого сезона вышивка и аппликация по славянским мотивам. Узнаваемы рисунки болгарские, чешские, порой и русские: наивные плоскостные розы, ромашки, листья клевера, вышитые крестиком или тамбурным швом, разработанные квадратами или вписанные в клетку… Впрочем, они не похожи на копии музейных экспонатов. Совсем иной колорит: благородные коричневые, приглушенные зеленые, сложные вишневые тона дополнены «выцветшими» розовыми и серо-голубыми оттенками. Наивность фольклора оборачивается утонченной роскошью богатейшего орнамента. Знакомые мотивы удивляют свежестью нового прочтения. К тому же они выполнены на разнообразных, часто необычных тканях.
3. ПОДГОТОВИТЕЛЬНО-РАСКРОЙНЫЕ РАБОТЫ
Подготовительно-раскройное производство в условиях изготовления одежды по индивидуальным заказам представляет собой комплекс работ, осуществляемых предприятием для выполнения заказов населения. Разработка и внедрение осуществляется с помощью конструкторско-технологической подготовки производства (КТПП).
Основными стадиями КТПП являются: выбор направления моды, разработка письменных рекомендаций о направлении моды и построение чертежей моделей, разработка лекал базовых конструкций и подготовка нормативно-технической документации (НТД) на изготовление одежды и проектирование технологических процессов.
Подготовку к раскрою принятых от заказчиков материалов осуществляют в салоне (магазине при ателье) во время оформления заказов. Раскрой ткани выполняют в раскройном участке в соответствии с выбранной моделью, снятыми мерками.
3.1 Прием и оформление заказов
Модельер-конструктор и конструктор-технолог, ознакомившись с желаниями заказчика, помогают ему выбрать модель, учитывая при этом возраст, внешность заказчика, особенности его телосложения, назначения изделия, материал. Уточняя модель, определяют силуэт и пропорции изделия, затем выполняют эскиз модели, акцентируя внимание на горловине, застежке, рукавах, отделке. Особенно внимательно должны подходить к выбору моделей на фигуру с отклонениями от типового телосложения, подбирая декоративные элементы в изделии, скрывающие эти недостатки.
Сведения о модели изделия конструктора вносят в паспорт, и предлагают заказчику расписаться в нем. Затем приступают к снятию мерок с фигуры заказчика, занося их последовательно по ходу снятия в паспорт заказа. И в заключение закройщик просматривает материал заказчика, проверяя его качество, измеряет длину, ширину и записывает данные в паспорт заказа. О выявленных дефектах закройщик записывает в паспорт заказа, уведомляя об этих дефектах заказчика.
Ткань с паспортом изделия передают приемщице на оформление заказа. Приемщица выписывает квитанцию в трех экземплярах. В квитанции указывается фамилия, имя, отчество заказчика, его домашний адрес, вид изделия, мерки, усложняющие элементы, стоимость обработки, сумма внесенного аванса, срок проведения примерок и срок выполнения заказа (см. табл. 3.1.1.). Приемщица проверяет и указывает в квитанции наименование, артикул, длину и ширину материала, его стоимость. На квитанции пишут фамилию закройщика и прикрепляют образец сдаваемого материала. Номер квитанции вписывают в паспорт заказа. Один экземпляр квитанции (с прикрепленным образцом материала) отдают заказчице, второй (с кассовым отчетом) сдают в бухгалтерию, а третий (с паспортом заказа и тканью) передают закройщику для раскроя.
Прием и оформление заказов выполняют по прейскуранту «На изготовление швейных изделий по индивидуальным заказам населения».
Таблица 3.1.1. Нормы времени на изготовление изделий
| Секция технологического процесса | Средневзвешенная затрата времени на условное изделие, мин. |
| Подготовка изделий к примерке | |
| Платье | 81,15 |
| Жакет | 60,16 |
| Юбка | 41,81 |
| Пальто, плащ | 120,30 |
| Дошив изделий после примерки | |
| Платье | 367,25 |
| Жакет | 300,59 |
| Юбка | 164,10 |
| Пальто, плащ | 500,59 |
3.2 Технические условия на раскрой
При изготовлении чертежей изделия закройщики руководствуются единым методом конструирования одежды по индивидуальным заказам населения, используя лекала базовых конструкций изделий ведущих силуэтов. На лекалах указываются направление нитей основы ткани, необходимые контрольные знаки и места измерений основных конструктивных участков, которые корректируются при раскрое по мерке заказчика.
Комплект лекал состоит из основных лекал деталей верха: полочек, спинки, рукавов различных конструкций и нижнего воротника. В зависимости от модели комплект лекал дополняют деталями различных элементов (накладные карманы, хлястики, воротники и т.д.). Детали выкраивают с припусками на швы и припусками (запасами), предусмотренными в крое в соответствии с величинами, указанными в табл. 2.1.1.
Раскрой основной ткани при изготовлении изделий по индивидуальным заказам выполняют на одно изделие. При этом ткань складывают в сгиб лицевой стороной внутрь, совмещая кромки вдоль стола. Преимуществами способа раскроя ткани в сгиб являются отсутствие перекосов на деталях кроя, уменьшение времени на раскладку и удобство выполнения раскладки, недостатками – увеличение расхода ткани на единицу изделия и сложность раскроя изделий больших размеров, так как их размещение в такой раскладке не экономично.
При пошиве изделий из тканей в клетку с несимметричным рисунком, где требуется подгонка рисунка, а также при изготовлении изделий с цельнокроеными рукавами и крупными несимметричными деталями раскладку выполняют на ткани в развернутом виде, уложенной лицевой стороной вниз.
Сначала закройщик выполняет предварительную раскладку лекал для нахождения наиболее рационального варианта. Раскладку начинают с крупных деталей (полочки, спинка, рукава), затем между лекалами размещают мелкие детали (подборта, верхние и нижние воротники, детали карманов и т.д.). При раскладке лекал на ткани необходимо следить, чтобы межлекальные отходы были как можно меньше. Оставшуюся неиспользованную внутреннюю площадь ткани концентрируют в одном месте (желательно у сгиба) с целью возврата остатков ткани заказчику.
4. ИЗГОТОВЛЕНИЕ ОДЕЖДЫ
4.1 Модели пальто и описание внешнего вида
При изготовлении одежды сначала дают общую характеристику модели, затем описывают отдельные ее элементы (ТУ на модель см. в Приложении 4).
4.2 Конструирование одежды
Конструкцией швейного изделия называется его строение, представленное в виде комплекта лекал в их взаимном расположении и взаимосвязи, с указанием размеров и методов изготовления, отраженных в технической документации.
Проектирование одежды по индивидуальным заказам осуществляется на конкретные фигуры. При этом одежда должна соответствовать требованиям современной моды с точки зрения формы изделия в целом, отдельных ее элементов, образного и цветового решения и др.
В качестве исходных данных при расчете чертежа конструкции основы принимают размерные признаки типовых фигур (ОСТ 17-326-81 «Изделия швейные, трикотажные, меховые. Типовые фигуры женщин. Размерные признаки для проектирования одежды», ГОСТ 17522-72 «Типовые фигуры женщин. Размерные признаки для проектирования одежды» и ГОСТ 17521-72 «Типовые фигуры мужчин. Размерные признаки для проектирования одежды») и прибавки к ним в соответствии с силуэтной формой изделий.
При индивидуальном изготовлении одежды проводят измерения конкретной фигуры (снятие мерок). Измерение фигуры заказчицы и выявление особенностей ее телосложения помогают получить точные лекала (выкройку), а также правильно выбрать фасон и форму изделия с учетом пропорции фигуры.
Существует несколько вариантов телосложения женских фигур, в зависимости от степени выступания грудных желез, живота, лопаток и ягодиц. Эти особенности женских фигур учитываются при конструировании и изготовлении одежды.
Осанка – это разность между горизонтальным и вертикальным балансами. у женской фигуры различают три типа: условнопропорциональная (типовая), сутулая фигура и перегибистая.
(Сг2-Сг1) – горизонтальный баланс
(Дтп2-Дтс2) – вертикальный баланс
у типовой фигуры горизонтальный баланс больше вертикального на 2,5-3,5см. если разность больше, то фигура сутулая, а если меньше, то фигура перегибистая.
Процесс разработки конструкции изделия, заданного эскизом, можно подразделить на разработку конструкции основы заданных размера, роста и полнотной группы и конструкции, соответствующей данному эскизу. В свою очередь разработка конструкции основы плечевого изделия включает в себя разработку базисной сетки, определяющей основные габариты изделия; контурные линии плечевого пояса; линии полузаноса и середины спинки; среза низа. При разработке конструкции по эскизу в основу чертежа вносят все изменения, связанные с особенностями эскиза. Это горизонтальные и вертикальные членения, оформление их срезов, швов, бортов, воротника, карманов, рукавов и т.д.
При построении базисной сетки чертежа следует обратить внимание на ширину проймы. Для изделий, достаточно прилегающих по линии груди, с узкими рукавами минимальное значение ширины проймы приведено в табл. 4.2.2. Раствор вытачки на спинке по плечевому срезу зависит от осанки фигуры и структуры ткани. Ориентировочные его значения приведены в табл. 4.2.3.
Таблица 4.2.2. Минимальное значение ширины проймы для изделий на типовые фигуры, см
| Вид изделия | Размер изделия, см | ||||||
| 88 | 92 | 96 | 100 | 104 | 108 | 112 | |
| Жакет | 11,5 | 12,1 | 12,7 | 13,3 | 13,9 | 14,5 | 15,1 |
| Пальто демисезонное | 12,3 | 12,9 | 13,5 | 14,1 | 14,7 | 15,3 | 15,9 |
|
Пальто зимнее 1 слой ватина 2 слоя ватина |
13,1113,9 |
13,7 14,5 |
14,3 15,1 |
14,9 15,7 |
15,5 16,3 |
16,1 16,9 |
16,7 17,5 |
Примечание. Ширина проймы в изделиях на типовые фигуры имеет межразмерную разность 0,6 см.
Таблица 4.2.3. Раствор вытачки по плечевому срезу в зависимости от осанки фигуры ткани, см
| Структура ткани | Осанка фигуры | ||
| перегибистая | нормальная | сутулая | |
| Мягкая и рыхлая | 1,5-2 | 2-2,5 | 2,5-3 |
| Жесткая и сухая | 1-1,5 | 1,5-2 | 2-2,5 |
В зависимости от степени прилегания к фигуре плечевое изделие может быть прилегающим, полуприлегающим и прямым с различной степенью свободы.
Независимо от степени прилегания внутренние размеры одежды всегда больше соответствующих размеров тела. Величины, на которые размеры одежды превышают размеры тела человека – прибавки.
Композиционная прибавка (Пкомп) определяет объемно-композиционное решение изделия в соответствии с художественным замыслом модели (табл. 4.2.4. и табл. 4.2.5.).
Таблица 4.2.4. Композиционные прибавки в конструкциях плечевых изделий
| Вид изделия | Форма, силуэт | Величина прибавки, см | |||||
| к полуобхвату груди Псг3 | к ширине спины Пшс | к ширине груди Пшг | к ширине проймы Пdпрз | к полуобхвату талии Пст | к полуобхвату бедер Псб | ||
| Пальто женское деми | полуприлега-ющий прямой |
7,5-10 8,0-20,0 |
1,0-3,5 1,0-4,0 |
0,8-2,5 1,0-3,0 |
4,0-4,5 4,5-5,0 |
- - |
6,0-8,0 5,0-15,0 |
| Жакет женский | полуприлега-ющий прямой |
5,5-9,0 7,0-12,0 |
0,5-2,5 1,5-3,5 |
0,5-2,0 1,0-2,5 |
3,0-3,5 3,2-3,8 |
- - |
1,5-4,0 2,0-7,0 |
Таблица 4.2.5. Композиционные прибавки в конструкции рукава
| Вид одежды | Форма рукава | Величина прибавки, см | |
| к обхвату плеча Поп | к обхвату запястья Позап | ||
| Жакет женский |
умеренной ширины расширенный |
8,0-11,0 13,0-18,0 |
9,0-12,0 |
| Пальто женское демисезонное |
умеренной ширины расширенный полный |
10,0-15,0 18,0-25,0 26,0-40,0 |
12,0-15,0 |
4.3 Проектирование деталей одежды с использованием САПР «Ассоль»
В «Центре Дизайна Одежды» - компьютерное оснащение производства – программа «Ассоль» (см. Приложение 5).
Система автоматизированного проектирования «Ассоль» - универсальная система, предназначенная для проектирования одежды, головных уборов, кожгалантерейных изделий, чехлов, мягкой мебели и пр.
САПР «Ассоль» включает подсистемы: конструирование, градация, раскладка, технолог, расчет куска, дизайнер, технический рисунок.
В большинстве случаев ателье использует программу для получения лекал на различные размеры, создания технических эскизов с различными модельными вариантами.
4.4 Особенности обработки и соединения подкладки при изготовлении изделий по индивидуальным заказам
Подготовка изделия к соединению с подкладкой. При изготовлении одежды по индивидуальным заказам перед соединением изделия с подкладкой производят его влажно-тепловую обработку. Отсутствие подкладки на изделии позволяет выполнить утюжильную обработку изделия со стороны изнанки по всей площади пальто и под припусками на швы. Влажно-тепловая обработка изделия перед соединением с подкладкой и окончательная отделка изделия находятся в прямой зависимости. При правильной утюжильной обработке изделия до соединения его с подкладкой окончательная отделка сводится к незначительному проутюживанию и отпариванию.
Влажно-тепловую обработку изделия условно можно разбить на три этапа: утюжильная обработка пройм, приутюживание (прессование) краевых участков и приутюживание всей поверхности пальто.
Одновременно пальто приутюживают под припусками на швы, под подбортами, бортовой прокладкой и под подкладкой карманов. Во избежание перекосов деталей во время приутюживания, особенно после пропаривания, утюжильную обработку выполняют в одном направлении, постепенно усиливая давление по мере просушивания. Просушивают изделие до полного удаления влаги, что является обязательным условием закрепления формы.
Раскрой подкладки. Детали подкладки раскраивают в соответствии с деталями верха после примерки изделия. При раскрое деталей подкладки дают припуски на изменение внутренних размеров во время носки. Отлетную по низу подкладку рекомендуется раскраивать в нижней части уже верха пальто на 40-50 мм, сужая ее по боковым швам от линии бедер. При притачной подкладке форма ее по низу должна совпадать с формой верха пальто по низу.
Соединение подкладки с верхом изделия. При данном способе соединения с верхом изделия подкладка должна иметь стачанные нагрудные вытачки, средние срезы спинки и боковые срезы без соединенных плечевых срезов или со стачанными плечевыми срезами. Уточнение соединенных деталей подкладки выполняют до стачивания плечевых срезов верха пальто. Перед соединением подкладки с верхом пальто намечают плавную линию притачивания подкладки к внутренним срезам подбортов и стойки верхнего воротника. За нанесенной линией неровности срезают.
Пальто, подготовленное к соединению с подкладкой, раскладывают на столе изнанкой вверх, воротником влево, краем борта правой полочки к работающему. Сверху изделие накрывают подкладкой лицевой стороной вверх. Уточняют расположение боковых швов, бортовых и плечевых срезов, срезов горловины и пройм подкладки относительно расположения соответствующих срезов верха. По бортовому срезу подкладки на уровне линии груди и бедер создают небольшую слабину.
По внутреннему срезу подборта и соответственно по бортовому срезу подкладки ставят три контрольных знака: ниже плечевого шва на 150-170 мм, на линии талии и на линии бедер. Затем по правой полочке подкладки подрезают левую полочку и переносят контрольные знаки с правой половины изделия на левый подборт и бортовой срез подкладки.
Подкладку в учебных целях приметывают к подбортам со стороны подкладки, располагая детали лицевыми сторонами внутрь, уравнивая срезы и контрольные знаки. Ширина шва приметывания 9 мм, стежки прямые длиной 20-30 мм. Притачивание выполняют швом шириной 10 мм по подкладке, не доходя до плечевого шва на 30-40 мм.
Затем изделие вывертывают на лицевую сторону, расправляют борта и прометывают по подборту рядом со строчкой притачивания подкладки на спецмашине. Изделие при этом располагают на столе подкладкой вверх, краем борта к работающему. В изделиях с застежкой до лацкана лацкан отгибают вниз. Затем изделие вывертывают на изнаночную сторону и прикрепляют шов притачивания подкладки к бортовой прокладке на спецмашине потайного стежка или с помощью клеевой кромки.
До вывертывания изделия на лицевую сторону припуски боковых швов подкладки прикрепляют к припускам боковых швов верха пальто. Затем после закрепления боковых швов изделие вывертывают на лицевую сторону и прометывают вдоль боковых швов по спинке на расстоянии от них 5-10 мм, начиная и заканчивая на уровне внутреннего закрепления шва.
Спинку подкладки расправляют и посередине вдоль ширины закладывают складку, направляя ее припуск (запас) в сторону левой части спинки. Складку заметывают ручными прямыми стежками длиной 20-40 мм сверху вниз вдоль сгиба на расстоянии 3-5 мм от него, отступив от среза горловины на 60-80 мм и заканчивая у нижнего среза. Стежки выполняют, не доходя до низа пальто 200-300 мм, складку заметывают, не захватывая спинки верха.
Далее закрепляют подкладку вдоль плечевого шва, проймы и переходят на спинку. На спинке подкладку наметывают вдоль пройм, параллельно плечевым швам и горловине спинки, переходя на левую полочку подкладки (рис. 4.4.1.). Затем закрепляют подкладку разметочной строчкой по правой пройме, начиная от плечевого среза спинки, отступив от него на 30-40 мм и заканчивая строчку у плечевого среза полочки петлеобразными стежками длиной 15-20 мм. Строчку прокладывают рядом со швом втачивания рукава.
Закрепив пройму, прикрепляют плечевой срез полочки подкладки к припуску плечевого среза спинки верха по всей длине разметочной строчкой. Плечевой срез подкладки спинки подгибают внутрь так, чтобы сгиб совпал с плечевым швом верха изделия, и заметывают на расстоянии 1-2 мм от сгиба, одновременно подгибая и закрепляя подкладку на участке горловины. Затем соединяют подкладку на левой полочке так же, как на правой.
Перед заметыванием подкладки по горловине спинки закрепляют концы вешалки. Для этого вешалку располагают вдоль горловины спинки так, чтобы нижний край ее был на уровне намеченной линии, а середина совпала с серединой воротника. Концы вешалки прикрепляют к шву втачивания воротника косыми стежками, а на видимой части воротника скрепляют закрепками на спецмашине или ручными сквозными стежками. В пальто прилегающего силуэта на полочках подкладки закладывают и заметывают по одной вытачке по линии талии, начиная от проймы вниз до линии бедер.
Подкладку рукавов подтягивают, подгибая срез внутрь на 10 мм, и заметывают вдоль проймы, перекрывая разметочную строчку и располагая сгиб на уровне шва втачивания рукава. Швы подкладки уравнивают со швами верха. При заметывании размещают и закрепляют посадку подкладки по окату в соответствии с посадкой верха рукава. Нижний срез подкладки притачивают к нижнему срезу рукава на стачивающей машине швом шириной 10 мм.
После обработки низа приступают к соединению подкладки по плечевым участкам, проймам и горловине спинки. Подшивают ее подшивочной строчкой шелковыми нитками с частотой 3-4 стежка в 10 мм. Подкладку по проймам подшивают хлопчатобумажными нитками с частотой 5-6 стежков на 10 мм. Скрепление заложенных в процессе соединения подкладки вытачек и складок выполняют крестообразными стежками длиной 60-80 мм. Складку на спинке подкладки закрепляют у воротника, на линии талии и ниже линии бедер. При наличии вытачек от линии талии их закрепляют от линии талии по 30-40 мм в каждую сторону. Нижний угол бортов с открытым подбортом скрепляют закрепкой на спецмашине или ручными стежками.
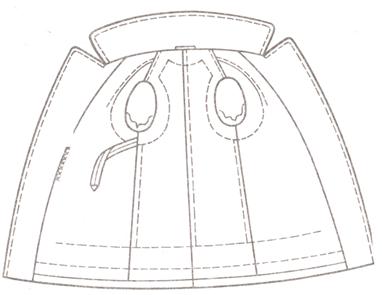
Рис. 4.4.1. Соединение подкладки с изделием при изготовлении его по индивидуальным заказам
4.5 Окончательная отделка пальто
К окончательной отделке изделий относят изготовление петель, пришивание пуговиц, чистку и влажно-тепловую обработку.
Петли в изделиях из любых тканей и трикотажных полотен обметывают на спецмашинах.
Правильно выполненная влажно-тепловая обработка изделия перед соединением его с подкладкой сокращает работу по окончательной утюжильной обработке пальто и сводится к приутюживанию плечевых швов, окатов рукавов и самих рукавов и подкладки. Приутюживание выполняют по лицевой стороне утюгом через увлажненный проутюжильник.
Пуговицы различают двух видов: для застегивания и для отделки. Пуговицы пришивают по разметке в соответствии с расположением петель. Пуговицы пришивают вручную х/б нитками №10-30, подбирая их по цвету ткани для пуговиц с ушком и по цвету пуговиц для пуговиц со сквозным отверстием. Пришивание пуговиц выполняют вдвое сложенной ниткой.
5. ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
ПО «ПРОМШВЕЙМАШ» 31-12+3; 31-13+3; 31-32+3; 31-33+3
Предназначены для выполнения стачивающих операций при изготовлении одежды из средних и средне-тяжелых тканей. Оснащены фрикционным электроприводом.
При выполнении на одной машине швов разных ширин применяют откидные одно- или двухрожковые направляющие линейки (рис. 5.1. а, б). направляющие линейки целесообразно применять при стачивании пальтовых и костюмных тканей, когда бортик линейки служит не только ориентиром, но и ограничителем ширины шва.
а, б- направляющие линейки;
в, г- стачивающие строчки настрочного и запошивочного швов, линейка и лапка для их выполнения
ПО «ПРОМШВЕЙМАШ» 31-32+3+300
Предназначена для стачивания пояса женского пальто, плаща, оснащена специальным приспособлением для формовки заготовки, обеспечивающим высокое качество выполнения операции.
212-150105 Е 112 «Дюркопп» (Германия) - одноигольная стачивающая машина с механизмом останова иглы в заданном положении, отклоняющейся иглой, автоматическим подъемом лапки и обрезкой ниток (челночная, 4 мм, 5000 об/мин).
ЯМАТО/АОМЗ (Азовский оптико-механический завод) АZ 8003Н – 04 DF:
- количество ниток - 3;
- ширина обметки - 3,5-4,5;
- назначение - краеобметывание.
ООО «ФИРМА ШВЕЙМАШ» HF-60S – сабельная резальная машина:
- макс. высота раскроя - 60 мм.;
- напряжение (част. тока 50 Гц) - 220 В;
- мощность двигателя - 120 Вт;
- вес машины - 3,2 кг.
Cs-371-RMH-1+12-36А «Паннония» - пресс специальный для дублирования деталей одежды (28 кПа, 130-1500С, 60 с).
Машина – полуавтомат 525 А кл. – челночного стежка предназначена для изготовления прямых петель с закрепками на концах и прорезания ткани после обметывания петли. Длина петли регулируется от 9 до 24 мм.
Машина – полуавтомат 73401-Р3 (ЧССР) – загзагообразная двухниточная цепная строчка. Длина петли с поперечной закрепкой 13-35 мм, без закрепки – 10-50 мм; ширина обметки кромок 2-4 мм, ширина петли до 8 мм.
6. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ НА ИЗГОТОВЛЕНИЕ ШВЕЙНЫХ ИЗДЕЛИЙ
При изготовлении изделий применяют следующую нормативно-техническую документацию:
ГОСТ 17037-85 «Изделия швейные и трикотажные. Термины и определения».
ГОСТ 12807-79 «Изделия швейные. Классификация стежков, строчек и швов».
ГОСТ 25295-91. Одежда верхняя пальтово - костюмного ассортимента. Общие технические условия.
ИНСТРУКЦИЯ. Технические требования к соединениям деталей швейных изделий. ЦНИИТЭИлегпром, Москва-1991 г.
ОСТ 17771-78 «Изделия швейные бытового назначения. Классификация».
Необходимым документом при изготовлении изделия являются технические условия, которые разрабатываются на определенную модель.
Технические условия включают в себя следующие разделы: зарисовку моделей; описание внешнего вида модели; технические требования к обработке изделия; перечень рекомендуемых материалов; перечень деталей кроя; данные измерения изделия и лекал; правила приемки, маркировки, упаковки, хранения и транспортирования изделия перечень нормативно-технической документации.
Технические условия на изготовление модели разрабатываются на основе действующей нормативно-технической документации, включающей перечисленные выше государственные стандарты.
7. КАЧЕСТВО ПРОДУКЦИИ
Качество – это совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением.
Система управления качеством – мастер-технолог (при сдаче продукции) – бригадир (пооперационно).
Изделие на подкладке должно быть изготовлено с прокладкой в борта, воротник, низ рукавов, шлицу. При клеевом способе соединения деталей прокладок с верхом изделия дополнительный слой прокладки не применяют.
Клеевые соединения в деталях одежды должны соответствовать следующим показателям качества:
1) товарный внешний вид (приятные ощущения на ощупь, отсутствие лас, «пузырей», пролеганий, заломов, заминов на лицевой стороне основных материалов; отсутствие проникновения клеевого вещества на лицевую сторону основного материала, высокая формоустойчивость);
2) прочность (на расслаивание), жесткость, эластичность, драпируемость, несминаемость, воздухопроницаемость, устойчивость к действию воды (стиркам или замачиванию), к химической чистке, светопогоде, старению.
В изделии из осыпающей ткани с отлетной подкладкой все срезы открытых швов верха должны быть обметаны, окантованы, застрочены швом вподгибку или обработаны запошивочным швом. Срезы подкладки, в том числе подкладки карманов, внутренние срезы бортовой прокладки должны быть обметаны.
В изделие из тонких тканей с повышенным содержанием синтетических волокон прокладывают по края борта полоску х/б ткани (бязь, коленкор).
Все дефекты, встречающиеся в одежде, делятся на три вида: дефекты тканей (текстильные пороки), конструктивные дефекты и дефекты технологической обработки.
Дефекты тканей возникают при прядении нитей, ткачестве и отделке тканей.
Конструктивные дефекты являются результатом неправильно снятых мерок, неточного кроя, ошибок, допущенных в конструкции изделия. Конструктивные дефекты могут быть причиной неправильной посадки изделия на фигуре.
Дефекты технологической обработки возникают в результате нарушения технических условий обработки (изменение ширины швов, частоты строчек и т.д.), нарушения приемов и режимов влажно-тепловой обработки, небрежного обращения с изделием (пятна, разрезы, затяжки и др.) и т.д.
Проверяют соответствие размеров деталей изделия табелю измерений (табл. 7.1.).
Таблица 7.1. Предельные отклонения от номинального размера в изделии
| Наименование основного измерения | Отклонение |
| Длина спинки, полочки | ±1 |
| Ширина спинки | ±0,5 |
| Ширина изделия на уровне глубины проймы | ±1 |
| Длина рукава втачного | ±1 |
| Длина воротника (в изделиях с застежкой до верху) | ±0,5 |
Качество изделий контролируют на столе с горизонтальной поверхностью. Кроме того, качество верхней одежды с бортами и застежкой до низа контролируют на манекенах.
При проверке качества изделия контролируют следующие параметры:
- симметричность формы и расположения парных деталей;
- ровноту краев деталей;
- качество обработки канта обтачных деталей;
- качество стежков, строчек и швов;
- прочность внутреннего крепления деталей;
- качество клеевого соединения;
- правильность обработки застежки;
- правильность применения допусков при раскрое;
- качество обработки срезов;
- наличие внешних дефектов ткани – местных и распространенных;
- качество ВТО.
Дефекты отмечают меловыми условными обозначениями, указанными в табл. 7.2.
Таблица 7.2. Условные обозначения дефектов в готовом виде
| Дефект | Описание условного обозначения | Графическое изображение |
| Отсутствие закрепки, строчки или видна бортовая прокладка в петлях | Две перекрещивающиеся линии | |
| Искривление края шва, строчки или рисунка | Волнистая линия вдоль искривленного края | |
| Деталь укорочена | Перечеркнутая прямая линия, проведенная от края детали на расстоянии, равном величине укорочения | |
| Деталь длинна | Прямая линия, проведенная от края детали на расстоянии, равном величине удлинения | |
| Неодинаковая ширина деталей (клапаны, листочки), неодинаковое расстояние между петлями, неодинаковая ширина канта и т.п. | Прямая и волнистая линии | |
| Затянута основная ткань (лацкан, воротник) | Стрелка в направлении линии натяжения | |
| Затянута подкладка | Двусторонняя стрелка по линии натяжения | |
| Видна подкладка с лицевой стороны изделия | Край низа детали перечеркнут несколькими прямыми короткими долевыми линиями | |
| Пятно, подпал или текстильный дефект | Окружность, размер которой зависит от величины порока | |
| Перекосы | Короткие прямые наклонные параллельные линии | |
| Петлеобразная строчка | Штриховая линия | |
| Несовпадение рисунка | Горизонтальная прямая с непересекающими ее вертикальными линиями | |
| Пропуск в строчках | Треугольник | |
| Расхождение или заход одной полочки на другую или одной части шлицы спинки на другую | Расхождение деталей обозначается углом, обращенным вершиной вверх; заход деталей – углом, обращенным вершиной вниз | |
| Недостаточное сутюживание в концах вытачек, кармана и др. | Несколько параллельных дугообразных линий | |
| Плохо приутюжены край детали, узел или часть его | Стрелка, перпендикулярная прямой линии |
Обеспечение заданного уровня качества достигается конструкторско-технологической подготовкой производства, проектированием изделий с учетом современной моды и индивидуальных особенностей заказчиков, высоким уровнем обслуживания, повышением квалификации кадров, стандартизацией, внедрением прогрессивной техники, технологии и организации производства.
8. ОХРАНА ТРУДА НА ПРЕДПРИЯТИИ
Охрана труда – важнейший и необходимый элемент организации производства и заключает в себе технические и санитарно-гигиенические мероприятия. Эти мероприятия способствуют созданию здоровых и безопасных условий труда.
8.1 Безопасные условия труда на территории предприятия
Производственные и вспомогательные помещения должны быть оборудованы отопительными и вентиляционными системами, обеспечивающими нормами работы. В производственных помещениях должна поддерживаться температура 18-220С.
Рабочие места, проходы внутри участков не должны загромождаться кроем, полуфабрикатами или готовыми изделиями. Все рабочие места должны быть хорошо освещены естественным или искусственным светом.
Процессы, связанные с применением клеев, высоких температур, давлений (склеивание, прессование, дублирование и др.), должны быть организованы в отдельных помещениях или изолированных участках и должны быть оборудованы системами общей приточной вентиляции, а места образования паром и газов – местными вытяжными установками.
Предприятие должно быть обеспечено подачей воды: для санитарно-гигиенических и хозяйственно-питьевых нужд, для производственно-технических нужд в соответствии с технологическим процессом, а также для нужд пожарной безопасности.
На территории предприятия должны быть установлены сигнализирующие устройства, предупреждающие рабочих об опасности (световые, звуковые и т.д.), а также предупредительные надписи, напоминающие рабочим о соблюдении правил техники безопасности с яркими рисунками.
8.2 Предупреждение травматизма в цехах предприятия
Для предупреждения травматизма обязательным условием на предприятии является проведение инструктажей.
Инструктажи по безопасным условиям труда и производственной санитарии подразделяются на следующие виды: вводный, первичный на рабочем месте, повторный периодический и внеплановый.
Вводный инструктаж производится для всех вновь поступающих на производство рабочих, инженерно-технических работников, служащих, а также учащихся, направляемых на предприятие для прохождения производственной практики. Инструктаж проводится с использованием наглядных пособий для передачи общих знаний по правилам поведения на территории швейного предприятия, а также по правилам электробезопасности и оказания первой помощи.
Первичный инструктаж проводится после вводного инструктажа начальником цеха, сменным мастером, заведующим ателье непосредственно на рабочем месте до начала работы. В программу первичного инструктажа входит общее ознакомление с техническим процессом на данном участке производства, а также ознакомление:
- с устройством оборудования, с опасными зонами и их ограждением;
- с порядком подготовки к работе (проверка исправности оборудования, пусковых приборов, заземляющих устройств, инструменты и приспособлений);
- с порядком применения предохранительных приспособлений и индивидуальных защитных средств, с их назначением и правилами пользования ими, с требованиями к ношению одежды, обуви и головных уборов во время работы;
- с требованиями правильной организации и создания рабочего места (предупреждение о недопустимости загромождения и захламления рабочих мест и проходов);
- с требованиями безопасности при работе с ручными инструментами и порядком их содержания;
- с правилами поведения работающих (разъяснение необходимости строжайшего соблюдения технологической и производственной дисциплины);
- с правилами оказания первой помощи пострадавшему от производственной травмы.
Первичный инструктаж должен сопровождаться практическим показом правильных безопасных приемов работы, применение которого должно предотвратить несчастный случай. После получения инструктажа вновь принятые рабочие или рабочие переводимые на работу по другой специальности, должны быть прикреплены к квалифицированному рабочему для практического обучения безопасным приемам и методам работы.
Повторный инструктаж (по программам первичного) проводится не реже одного раза в полгода на рабочем месте, а на особо опасных участках - ежеквартально. Инструктаж проводится в форме беседы с показом плакатов по технике безопасности и разбором случаев нарушения безопасных условий труда и производственной санитарии.
Внеплановый инструктаж проводится в следующих случаях: при изменении технического процесса работы оборудования, в результате чего меняется условие безопасности работы; при нарушении работающими правил и инструкций по безопасным условиям труда; при нарушении технологической и производственной дисциплины. Первичный, повторный и внеплановый инструктажи проводятся мастером или заведующим ателье на рабочем месте.
Проведение инструктажей по безопасным условием труда оформляется в журнал, который хранится у мастера или зав. ателье.
На рабочих местах должны быть вывешены плакаты или сделаны надписи, предостерегающие рабочих от опасных действий и запрещенных приемов в работе.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
|
СОГЛАСОВАНО: Директор департамента по экономике, инвестициям и развитию предпринимательства __________ Трошин Р.Л. |
УТВЕРЖДАЮ: Директор МУП «Центр Дизайна Одежды» ___________ Лашова Н.В. «____» ____________ 200___ г. |
КОЭФФИЦИЕНТЫ
к базовым ценам прейскурантов на изготовление и ремонт одежды
| № | Наименование услуг | Коэф-т | Основание |
| 1 | Пошив пальто д/сезонного и зимнего | 30 | Пр. Б 01 (01-15), ч. 1, 2, 1986 г. |
| 2 | Пошив пиджаков | 27 | |
| 3 | Замена ткани верха шубняков | 23 | |
| 4 | Пошив брюк | 23 | |
| 5 | Пошив легкого платья 0, 1, 2 группы | 24 | |
| 6 | Пошив легкого платься 3, 4 группы | 15 | |
| 7 | Пошив чехлов на автомашину | 19 | |
| 8 | Пошив детской одежды | 26 | |
| 9 | Пошив одежды из натуральной кожи, спилка | 50-55 | |
| 10 | Перелицовка верхней одежды | 27 | Пр. Б 02-01-1978/1-3, 1987 г. |
| 11 | Ремонт верхней одежды | 40 | |
| 12 | Ремонт кожаных изделий | 55 | |
| 13 | Ремонт легкого платья | 35 | |
| 14 | Ремонт легкого платья на подкладке из дорогостоящей ткани | 35 | |
| 15 | Пошив головных уборов из натурального меха | 25 | Пр. Б 09 (01-15), ч. 1, 01.07.1984 г. |
| 16 | Пошив головных уборов из норки, соболя, песца | 25 | |
| 17 | Пошив головных уборов из искусственного меха | 27 | |
| 18 | Ремонт головных уборов (перетяжка) | 24 | |
| 19 | Раскрой изделий | 25 | Пр. Б 01-01, 01.04.1980 г. |
| 20 | Обработка края изделий «оверлоком» | 48 | Пр. Б 01 (01-15), ч. 3, 1986 г. |
| 21 | Вышивка, изготовление цветов, пошив покрывал | 12 |
ПРИЛОЖЕНИЕ 2
ВЫПИСКА
из Прейскуранта № Б 01 (01-15)
Женская верхняя одежда
| № п/п | Наименование изделий | Группа материалов | Цена в руб. и коп. по категориям предприятий | |||
| ателье (дом моды высшего разряда) | ателье (дом моды первого разряда) | ателье второго разряда | мастерская | |||
| Пальто, полупальто демисезонные, летние, плащ (с подкладкой) | ||||||
| 1-7 | Из натуральной замши, кожи, дорогостоящих шерстяных тканей | 1 | 62-00 | 39-00 | 32-00 | - |
| 1-8 | Из шерстяных, шелковых материалов, искусственной замши, кожи, плащевых тканей | 2 | 48-00 | 30-00 | 24-50 | 21-00 |
| 1-9 | Из хлопчатобумажных, дублированных материалов | 3 | 36-00 | 22-50 | 18-50 | 15-50 |
| 1-10 | Из хлопчатобумажных, льняных тканей | 4 | 33-50 | 21-00 | 17-00 | 14-50 |
| Один усложняющий элемент | ||||||
| 1-90 | В плечевых изделиях (кроме комбинезона) | 1 | 2-50 | 1-50 | 1-20 | - |
| 1-91 | То же | 2 | 2-00 | 1-20 | 1-00 | 0-80 |
| 1-92 | То же | 3-4 | 1-70 | 1-00 | 0-80 | 0-60 |
| Разработка и внедрение технологического процесса по изготовлению ... | |
|
Реферат Дипломный проект выполнен на тему: "Разработка и внедрение технологического процесса про изготовлению женской одежды пальтово-костюмного ... Разрезать силки после прокладывания их ручным способом по линиям полузаноса, перегиба лацкана, боковых и плечевых швов, низа, пройм, локтевых швов рукавов, рельефов или соединения ... Наметить, восстанавливая, меловые линии, нанесенные закройщиком полузаноса, перегиба лацкана, боковых, плечевых швов, низа, рукавах, рельефов или соединения частей спинки в долевом ... |
Раздел: Рефераты по технологии Тип: реферат |
| ... семейство моделей женской зимней одежды для серийного производства в ... | |
|
Содержание Введение 1. Проектно-конструкторская часть 1.1 Техническое задание 1.1.1 Анализ моделей - аналогов 1.1.2 Предъявление требований и ... Шерстяные ткани обладают наименьшей осыпаемостью учитывая эти особенности, срезы деталей пальто с подкладкой не обметывают, в целях соединения клеевой паутинки и придания ... Соединение деталей полочек, спинки по рельефным, боковым, плечевым срезам, срезов рукавов, соединение рукавов с изделием. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Выбор модели и разработка конструкции одежды для определенной группы ... | |
|
... ЛЕГКОЙ ПРОМЫШЛЕННОСТИ Кафедра технологии швейного производства Тема Выбор модели и разработка конструкции одежды для определенной группы потребителей В данном проекте костюм относится к верхней одежде (ранее упоминалось о наличие подкладки в жакете изделия), необходимое дублирование ткани спинки и полочки клеевыми прокладками ... После примерки жакета на измененных участках закройщик удаляет булавки, выпарывает нижний воротник, удаляет нитки сметывания плечевых. боковых швов и локтевых швов рукава. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Разработка конструкции комплекта (жакет и юбка) женского выставочного ... | |
|
Департамент образования и науки Нижегородской области Государственное образовательное учреждение "Нижегородский колледж технологии и дизайна одежды ... При проектировании модели в процессе технического моделирования могут возникнуть значительные погрешности, поэтому необходимо проверить детали новой конструкции, длины монтируемых ... Спинка с вытачками из плечевого среза и среза низа. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Разработка новых моделей школьной формы с показом мод | |
|
Содержание Введение Глава І. Образно-ассоциативный подход к проектированию костюма Особенности творческого процесса Творческий источник, используемый ... Можно напомнить некоторые примеры применения этого метода в дизайне одежды: одежда, сшитая швами наружу; сумки со множеством наружных карманов; двусторонние пальто, плащи, костюмы ... Вметываем и втачиваем рукава в пройму шириной шва 10-15 мм, заутюживаем, обметываем срезы. |
Раздел: Рефераты по педагогике Тип: курсовая работа |