Контрольная работа: Основы конструирования и проектирования приспособлений
Содержание
1 Спроектируйте приспособление
1.1 Задание на проектирование
1.2 Краткое описание детали для проектирования приспособления
1.3 Схема базирования
1.4 Описание проектируемого приспособления
1.5 Расчет приспособления на точность
1.6 Расчет приспособления
1.7 Технико-экономическое обоснование
1.8 Выводы
2 Назовите конструктивные разновидности установок и габаритов, каково их назначение?
3 Что такое УБП? Назовите их достоинства и недостатки, область применения
4 В какой последовательности следует разрабатывать схему приспособления
Литература
1 Спроектируйте приспособление
1.1 Задание на проектирование
Спроектируйте приспособление для контроля неперпендикулярности пазов 20+0,2 рычага к оси отверстия Ø48. Годовая программа 30000 шт. в год.
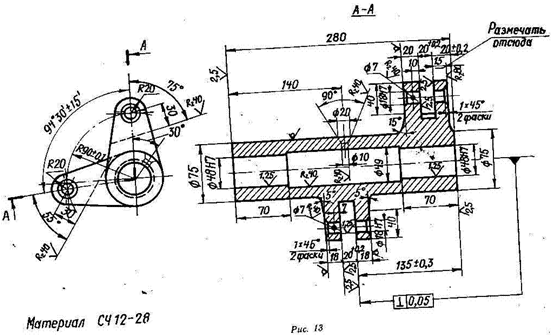
1.2 Краткое описание детали для проектирования приспособления
Деталь «Рычаг» представляет собой цилиндрическую трубу длиною 280 мм с наружным диаметром 75 мм внутренним – 48Н7 мм. На наружном диаметре расположены два выступа в форме вилок с шириною паза 20+0,2 мм. Выступы разнесены относительно оси рычага на 94,5°. В выступах имеется отверстие Ø18.
Рычаг предназначен для установки центральным отверстием Ø48 на ось на которой имеет возможность поворачиваться. В вилочные выступы рычага устанавливаются ответные детали механизма для передачи движения при повороте рычага вокруг центральной оси.
1.3 Схема базирования
Технологическая база – поверхность детали, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
Технологическая установка – процесс базирования и закрепления заготовки или изделия в приспособлении.
Для измерения неперпендикулярности боковой поверхности паза относительно центральной оси её (ось) необходимо принять за основную двойную направляющую базу. При этом опорной базой будут выступать боковые поверхности пазов (по-переменно в процессе измерения).
Таким образом будет проходить измерение перпендикулярности пазов относительно оси.
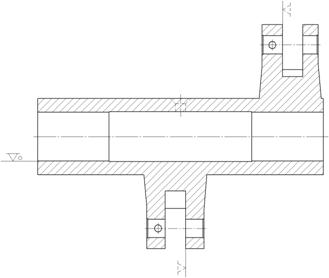
Рис. 1. Схема базирования
1.4 Описание проектируемого приспособления
Приспособление состоит из основания в виде плиты с закрепленными на ней измерительными и базовыми элементами. Измеряемая деталь надевается на скалку и устанавливается на призмы. После чего деталь вручную поворачивается таким образом, что бы калибр-уголок вошел в паз. Ели деталь годная то калибр-уголок свободно входит в паз как один, так и другой без ощутимых заеданий. В случае если неперпендикулярность паза больше заданной, то при попытке установить вращением детали калибр уголок в пазе вилки будет происходить заедание детали либо её подъем в призмах. То есть не получиться одновременно и удержать скалку с деталью в контакте с призмами и ввести калибр уголок в измеряемый паз.
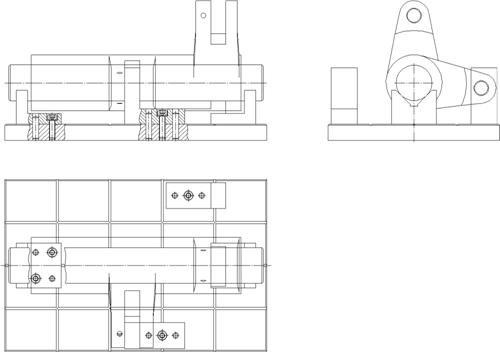
Рис. 2. Приспособление
1.5 Расчет приспособления на точность
Погрешности установки, базирования, закрепления, приспособления в
общем случае включают систематические и случайные составляющие погрешности.
Обычно систематические погрешности компенсируют при настройке технологической
системы поэтому под погрешностями , , ![]() ,
, ![]() понимают предельные случайные
отклонения поверхностей (на расчетных схемах – центров, осей поверхностей) от
требуемого (идеализированного) положения.
понимают предельные случайные
отклонения поверхностей (на расчетных схемах – центров, осей поверхностей) от
требуемого (идеализированного) положения.
Погрешность установки заготовки в приспособлении
![]()
где ![]() погрешность базирования;
погрешность базирования; ![]() погрешность
закрепления;
погрешность
закрепления; ![]() погрешность установки
приспособления в связи с износом установочных элементов приспособления
погрешность установки
приспособления в связи с износом установочных элементов приспособления
Погрешность базирования в осевом направлении для гладких
цилиндрических оправок – ![]() 0,020 (в нашем случае не
учитывается, так как базирования вдоль оси не требуется) мм, погрешность
базирования в радиальном направлении
0,020 (в нашем случае не
учитывается, так как базирования вдоль оси не требуется) мм, погрешность
базирования в радиальном направлении ![]() 0,010 мм
0,010 мм
Погрешность закрепления в нашем приспособлении отсутствует в виду отсутствия самого закрепления. На данной контрольной операции закрепления не требуется.
Погрешность установки приспособления в связи с износом установочных элементов в осевом и радиальном направлениях
![]() 0,005 мм
0,005 мм
таким образом, погрешность установки заготовки в приспособлении:
в осевом направлении ![]() 0,005 мм
0,005 мм
в радиальном направлении ![]() 0,011 мм
0,011 мм
1.6 Расчет приспособления
Расчет приспособления для измерения сводится к определению размеров элементов приспособления контактирующих с деталью и влияющих на показания измерений. В нашем случае это деталь скалка и калибр-уголок. Обе детали рассчитываются на определение наружного размера, который принимаем по размеру проходного калибра для данного размера.
Расчеты ведем по формулам из ГОСТ 24853-81 Калибры гладкие для размеров до 500 мм. Допуски.
Рассчитаем калибр-пробку для размеров Ø48Н7 и 20Н12
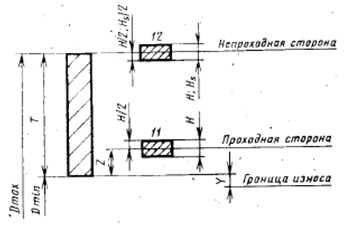
Рис.
3 Схема полей допусков калибра-пробки
для квалитетов 6-8
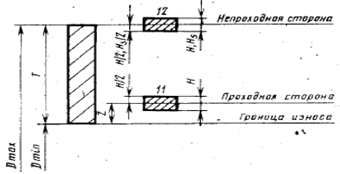
Рис.
4 Схема полей допусков калибра-пробки
для квалитетов 9-17
Ø48Н7
Исполнительный размер проходного калибра ![]() , мм
, мм
![]()
где ![]() мм – минимальный размер
измеряемого[1] отверстия;
мм – минимальный размер
измеряемого[1] отверстия; ![]() мм – табличный
показатель
мм – табличный
показатель
![]() мм
мм
Допуск на исполнительный размер проходного калибра ![]() , мм
, мм
![]()
где ![]() мм – табличный показатель
мм – табличный показатель
![]() мм
мм
Получаем размер, проставляемый на чертеже
![]()
20Н12
Исполнительный размер проходного калибра ![]() , мм
, мм
![]()
где ![]() мм – минимальный размер
измеряемого[2] отверстия;
мм – минимальный размер
измеряемого[2] отверстия; ![]() мм – табличный
показатель
мм – табличный
показатель
![]() мм
мм
Допуск на исполнительный размер проходного калибра ![]() , мм
, мм
![]()
где ![]() мм – табличный показатель
мм – табличный показатель
![]() мм
мм
Получаем размер, проставляемый на чертеже
![]()
1.7 Технико-экономическое обоснование
Применение измерительных приспособлений для контроля качества изготовления деталей дает ряд преимуществ:
- повышает точность и уменьшает погрешность измерения
- сокращает трудоемкость контрольных работ
- расширяет технологические возможности отделов технического контроля
При выполнении экономического расчета установим группу сложности
приспособления III, его стоимость ![]() 8 000,00 р. и срок амортизации
8 000,00 р. и срок амортизации ![]() 3 года.
3 года.
Затраты с учетом расходов на эксплуатацию и ремонт приспособления в течение одного года
![]()
где ![]() увеличение расходов на ремонт и
обслуживание
увеличение расходов на ремонт и
обслуживание
![]() 666,67 р.
666,67 р.
Технологическая себестоимость выполнения операций определяется для
двух вариантов – без приспособления ![]() и с использованием
спроектированного приспособления
и с использованием
спроектированного приспособления ![]()
![]()
где ![]() часовая тарифная ставка для
контролера сдельщика 4 разряда;
часовая тарифная ставка для
контролера сдельщика 4 разряда; ![]() штучное время измерения детали на
данной операции (без приспособления 1 мин, с приспособлением 0,5 мин);
штучное время измерения детали на
данной операции (без приспособления 1 мин, с приспособлением 0,5 мин); ![]() годовая
программа;
годовая
программа; ![]() накладные
расходы
накладные
расходы
![]() 96 000,00 р.
96 000,00 р.
![]() 48 000,00 р.
48 000,00 р.
Размер годовой экономии по сравниваемым вариантам
![]() 48 000,00 р.
48 000,00 р.
Полученная положительная экономия означает целесообразность применения данного приспособления на заданной операции.
Сокращение времени операции при применении нового приспособления в %
![]() 50%
50%
Рост производительности труда
![]() 100%
100%
1.8 Выводы
В данной контрольной работе на основании чертежа рычага было разработано приспособление для контроля детали
По результатам расчета технико-экономических показателей обосновано применение данного приспособления, позволяющего увеличить производительность труда на 50%, что должно принести годовую экономию в размере 48 000,00 р.
Таким образом, выполненная работа показывает преимущества, получаемые при увеличении степени автоматизации и механизации, технологических процессов в производстве.
2 Назовите конструктивные разновидности установок и габаритов. каково их назначение?
Конструктивные разновидности установок и габаритов это конструктивные разновидности опорных элементов базирования, которые предназначены для базирования и удержания заготовки под действием зажимающих сил.
По целевому назначению приспособления делят на следующие группы:
Станочные для установки и закрепления обрабатываемых заготовок. Эти приспособления подразделяют на сверлильные, фрезерные, расточные, токарные и др. (по группам станков).
Станочные для установки и закрепления рабочего инструмента. К ним относятся патроны для сверл, разверток, метчиков, многошпиндельные сверлильные и фрезерные головки, инструментальные державки для токарно-револьверных станков и автоматов и другие устройства. Эти приспособления называются вспомогательным инструментом.
Сборочные, используемые для соединения деталей в изделия. Применяют следующие типы приспособлений: а) для крепления базовых деталей собираемого изделия; б) для обеспечения правильной установки соединяемых элементов изделия; в) для предварительного деформирования устанавливаемых упругих элементов (пружин, разрезных колец); г) для запрессовки, клепки, развальцовывания и других операций, когда при сборке требуются большие силы.
Контрольные, применяемые для проверки заготовок при промежуточном и окончательном контроле деталей, а также при сборке машин.
Приспособления для захвата, перемещения и перевертывания заготовок, деталей и собираемых изделий.
3 Что такое УБП? Назовите их достоинства и недостатки, область применения
По степени специализации станочные приспособления делят на следующие группы: универсально-безналадочные (УБП), универсально-наладочные (УНП), универсально-сборные (УСП), сборно-разборные (СРП), неразборные специальные (НСП), специализированные наладочные (СНП).
Универсальные безналадочные приспособления (УБП) применяются для базирования и закрепления однотипных заготовок в условиях единичного и мелкосерийного производства. К этому типу принадлежат универсальные патроны с неразъемными кулачками, универсальные фрезерные и слесарные тиски.
К группе УБП относятся универсальные приспособления общего назначения: центры, поводковые устройства, оправки, токарные патроны, цанговые приспособления, плиты магнитные и электромагнитные, столы и т.д. Они изготовляются как принадлежность к станку заводом изготовителем станков или специализированными предприятиями. УБН применяют в единичном и мелкосерийном производстве; на станках с ЧПУ – в мелкосерийном производстве.
Универсальная безналадочная оснастка (УБО) используется для многократной и долговременной установки различных по форме и размерам заготовок, обрабатываемых на универсальных металлорежущих станках.
Преимущества этой оснастки: небольшие сроки и затраты на проектирование и изготовление, разнообразие деталей, для которых они могут использоваться, возможность использовать их до полного износа. Основным недостатком УБО является невысокая производительность из-за необходимости постоянно выверять точность установки заготовок.
4 В какой последовательности следует разрабатывать схему приспособления
Схему приспособления следует разрабатывать в следующей последовательности:
1. Разработка схемы базирования заготовки.
2. Определение направления действия сил и моментов резания при механической обработке деталей.
3. Определение вида опорных элементов и формы их рабочей поверхности.
Для проектирования приспособления требуются следующие исходные данные:
- чертеж и технические требования на деталь;
- операционный эскиз заготовки, операции или перехода;
- справочная литература, ГОСТы, ОСТы и заводские нормали;
- основные размеры станка и его характеристика.
Последовательность разработки конструкции приспособления
Чертеж детали.
Схема базирования заготовки в приспособлении, определение точек приложения и направления силового замыкания.
Чертеж установочных, направляющих и опорных элементов приспособления.
Чертеж зажимных, фиксирующих, вспомогательных элементов приспособления.
Привод зажимного устройства. Выбор привода основывается на необходимом усилии зажима заготовки и габаритных размерах привода.
Корпус приспособления с устройствами для крепления его на столе станка.
Литература
1. Альбом по проектированию приспособлений. Учебное пособие для студентов машиностроительных специальностей вузов.- М.: Машиностроение, 1991.
2. Верников А.Я. Магнитные и электромагнитные приспособления в металлообработке. - М.: Машиностроение, 1984, ил.
3. Горошкин А.К. Приспособления для металлорежущих станков М.: Машиностроение, 1979, - 303 с. ил.
4. Корсаков B.C. Основы конструирования приспособлений М.: Машиностроение, 1983, - 227 с.
5. Кузнецов Ю.И. и др. Оснастка станков с ЧПУ. Справочник.- М.: Машиностроение, 1983, - 350 с., ил.
6. Кузнецов Ю.И. и др. Приспособления и оснастка для базирования и крепления деталей типа тел вращения на металлорежущих станках М.: ВНИИТЭМР, 1991.
7. Станочные приспособления. Справочник в 2-х том,/ Под ред. Вардашкина Б.Н. и др. - М.: Машиностроение, 1984, ил.
8. Переналаживаемая технологическая оснастка. /Под ред. Д.И.Полякова. -М.: Машиностроение, 1988.
9. Уткин Н.Ф, Приспособления для механической обработки Л.: Лениздат, 1983,-П5 с., ил.
http://elib.ispu.ru/library/lessons/techos/index.php
[1] в нашем случае базового отверстия Ø48Н7
[2] в нашем случае базового паза 20+0,2