Контрольная работа: Пневматические и механические испытания
ГОУ СПО «Челябинский государственный промышленно-гуманитарный техникум им. Яковлева А.В.»
Контрольная робота
По дисциплине: «Контроль качества сварных конструкций»
Тема: «Пневматические и механические испытания»
Выполнил:
Руднев В.А.
Курс V группа 505з
Руководитель:
Панафидина Г.В.
Форма обучения: заочная
Челябинск 2009
Содержание
Введение
1. Механические испытания
2. Пневматические испытания
Список литературы
1. Механические испытания
Разрушающие методы контроля сварных соединений. К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения.
Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика.
Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, предусмотренным в данной отрасли.
К механическим испытаниям относят: испытание сварного соединения в целом на различных его участках (наплавленного металла, основного металла, зоны термического влияния) на статическое (кратковременное) растяжение;
статический изгиб;
ударный изгиб (на надрезанных образцах);
на стойкость против механического старения;
измерение твердости металла на различных участках сварного соединения.
Контрольные образцы для механических испытаний варят из того же металла, тем же методом и тем же сварщиком, что и основное изделие.
В исключительных случаях контрольные образцы вырезают непосредственно из контролируемого изделия. Варианты образцов для определения механических свойств сварного соединения показаны на рис 1.
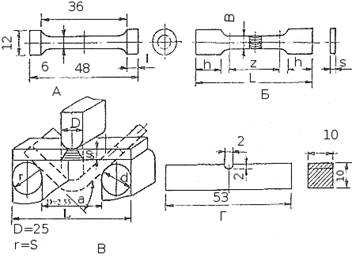
рис 1. Варианты образцов для определения механических свойств (размеры в мм): А-Б - на растяжение наплавленного металла (А) и сварного соединения (Б); В - на изгиб; Г - на ударную вязкость.
Статическим растяжением испытывают прочность сварных соединений, предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
Ударный изгиб - испытание, определяющее ударную вязкость сварного соединения. По результатам определения твердости можно судить о прочностных характеристиках, структурных изменениях металла и об устойчивости сварных швов против хрупкого разрушения. В зависимости от технических условий изделие может подвергаться ударному разрыву. Для труб малого диаметра с продольными и поперечными швами проводят испытания на сплющивание. Мерой пластичности служит величина просвета между поджимаемыми поверхностями при появлении первой трещины. Металлографические исследования сварных соединений проводят для установления структуры металла, качества сварного соединения, выявляют наличие и характер дефектов. По виду излома устанавливают характер разрушения образцов, изучают макро- и микроструктуру сварного шва и зоны термического влияния, судят о строении металла и его пластичности.
Макроструктурный анализ определяет расположение видимых дефектов и их характер, а также макрошлифы и изломы металла. Его проводят невооруженным глазом или под лупой с 20-ти кратным увеличением.
Микроструктурный анализ проводится с увеличением в 50-2000 раз с помощью специальных микроскопов. При этом методе можно обнаружить окислы на границах зерен, пережог металла, частицы неметаллических включений, величину зерен металла и другие изменения в его структуре, вызванные термической обработкой. При необходимости делают химический и спектральный анализ сварных соединений.
Специальные испытания выполняют для ответственных конструкций. Они учитывают условия эксплуатации и проводятся по методикам, разработанным для данного вида изделий.
2. Пневматические испытания
Пневматические испытания в случаях, когда невозможно выполнить гидравлические испытания. Пневматические испытания предусматривают заполнение сосуда сжатым воздухом под давлением, превышающим на 10-20 кПа атмосферное или 10 - 20% выше рабочего. Швы смачивают мыльным раствором или погружают изделие в воду. Отсутствие пузырей свидетельствует о герметичности. Существует вариант пневматических испытаний с гелиевым течеискателем. Для этого внутри сосуда создают вакуум, а снаружи его обдувают смесью воздуха с гелием, который обладает исключительной проницаемостью. Попавший внутрь гелий отсасывается и попадает на специальный прибор - течеискатель, фиксирующий гелий. По количеству уловленного гелия судят о герметичности сосуда. Вакуумный контроль проводят тогда, когда невозможно выполнить другие виды испытаний.
Герметичность швов можно проверить керосином. Для этого одну сторону шва при помощи пульверизатора окрашивают мелом, а другую - смачивают керосином. Керосин имеет высокую проникающую способность, поэтому при неплотных швах обратная сторона окрашивается в темный тон или появляются пятна.
Испытание сжатым воздухом (пневматическое испытание). Это испытание применяется для проверки сосудов и труба проводов на герметичность, как правило, только при рабочем давлении изделия. Плотность сварных соединений проверяют мыльным раствором или погружением сосуда в воду. В местах пропуска газа появляются пузыри.
Внешний осмотр - наиболее распространенный и доступный вид контроля, не требующий материальных затрат. Данному контролю подвергают все виды сварных соединений, несмотря на использования дальнейших методов. При внешнем осмотре выявляют практически все виды наружных дефектов. При этом виде контроля определяют не провары, наплывы, подрезы и другие дефекты, доступные обозрению. Внешний осмотр выполняют невооруженным глазом или используют лупу с 10-ти кратным увеличением. Внешний осмотр предусматривает не только визуальное наблюдение, но и обмер сварных соединений и швов, а также замер подготовленных кромок. В условиях массового производства существуют специальные шаблоны, позволяющие с достаточной степенью точности измерить параметры сварных швов.
В условиях единичного производства сварные соединения обмеряют универсальными мерительными инструментами или стандартными шаблонами, пример которых приведен на рис.2.

Рис. 2 Измерение разделки кромок, зазоров и размеров швов шаблоном ШС-2
Набор шаблонов ШС-2 представляет собой комплект стальных пластинок одинаковой толщины, расположенных на осях между двумя щеками. На каждой из осей закреплено по 11 пластин, которые с двух сторон поджимаются плоскими пружинами. Две пластины предназначены для проверки узлов разделки кромок, остальные - для проверки ширины и высоты шва. С помощью этого универсального шаблона можно проверять углы разделки кромок, зазоры и размеры швов стыковых, тавровых и угловых соединений.
Непроницаемость емкостей и сосудов, работающих под давлением, проверяют гидравлическими и пневматическими испытаниями. Гидравлические испытания бывают с давлением, наливом или поливом водой. Для испытания наливом сварные швы сушат или протирают насухо, а емкость заполняют водой так, чтобы влага не попала на швы. После наполнения емкости водой все швы осматривают, отсутствие влажных швов будет свидетельствовать об их герметичности.
Испытаниям поливом подвергают громоздкие изделия, у которых есть доступ к швам с двух сторон. Одну сторону изделия поливают водой из шланга под давлением и проверяют герметичность швов с другой стороны.
При гидравлическом испытании с давлением сосуд наполняют водой и создают избыточное давление, превышающее в 1,2-2 раза рабочее давление. В таком состоянии изделие выдерживают в течение 5 - 10 минут. Герметичность проверяют по наличию влаги наливах и величине снижения давления. Все виды гидравлических испытаний проводят при положительных температурах.
Список литературы
1. Волченко В.Н. «Контроль качества сварки» - М: Машиностроение, 1995 г.
2. Степанов В.В. Справочник сварщика. Изд. 3 – е.М., «Машиностроение», 1974