Курсовая работа: Проектирование технологического процесса изготовления детали "Подставка"
Исходные данные к проекту
1) чертёж детали – подставка
2) годовая программа выпуска по основной программе N1=10
3) годовая программа выпуска для перспективной программы N2=600000
4) количество детали на изделие m=1
5) процент запасных частей 5-7%
6) режим работы предприятия – двусменный Fg=4029
Содержание расчётно-пояснительной записки (перечень вопросов, которые подлежат разработке)
1) всё необходимое для записки
2) анализ конструкции детали
3) анализ конструкции детали на технологичность
4) определение типа производства для основной и перспективной программ
5) выбор и обоснование методов получения заготовок для основной и перспективной программ
6) обоснование маршрута обработки для основной и перспективной программ
7) выбор и обоснование технологического оборудования и оснастки
8) расчёт и назначение припусков на обработку и межоперационных размеров
9) расчёт и назначение режимов резания
10) подробная разработка четырёх операций (переходов)
11) расчёт технически-обоснованных норм времени
12) основные технико-экономические показатели технологического процесса
13) выводы
14) список использованной литературы
15) приложения (комплект технологической документации на весь технологический процесс для основной программы)
Перечень графического материла:
1) чертежи детали
2) операционные эскизы (А1 – 1)
3) схемы маршрута для основной программы (А1 – 1)
4) схемы маршрута для перспективной программы (А1-1)
Тех. задание
Содержание
Введение
Машиностроение - крупнейшая отрасль материального производства, в которой создаются орудия труда, преобладающая часть предметов труда и предметов народного потребления. В машиностроении производятся все виды машин и оборудования. Закон преимущественного развития производства средств производства влечет за собой более высокие темпы развития машиностроения по сравнению с промышленностью в целом и рядом других отраслей. Основной задачей машиностроения является: обеспечить широкий переход на выпуск продукции, соответствующей по своим технико-экономическим показателям лучшим мировым образцам, конкурентно способной на внешнем рынке, резко сократить сроки освоения новой техники и технологии; обновить производство, повысить уровень механизации и автоматизации.
В данном курсовом проекте выполнено проектирование технологического процесса изготовления детали «Подставка». Рассмотрены варианты проектирования ТП для различных типов производства.
1. Описание детали, анализ технологичности детали, обоснование принимаемых технологических решений
1.1 Конструкторский анализ детали и ее назначения
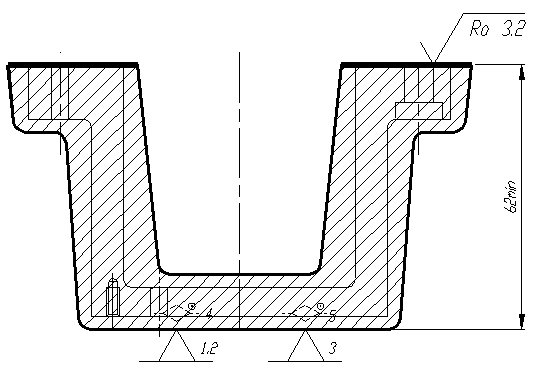
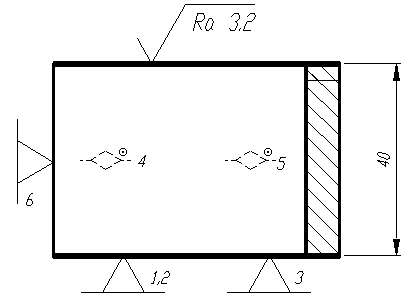
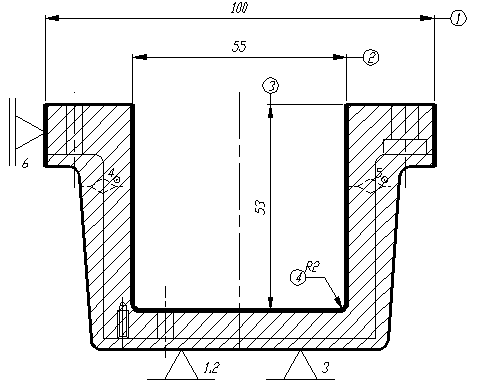
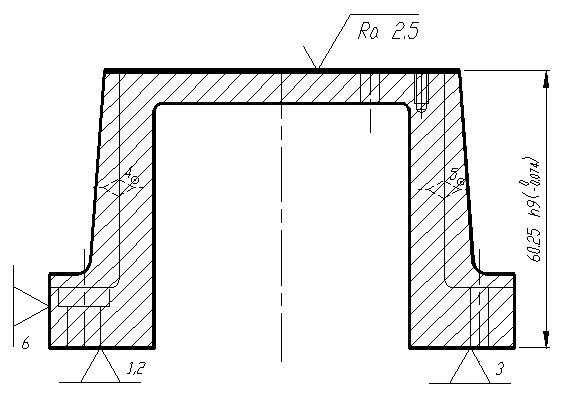
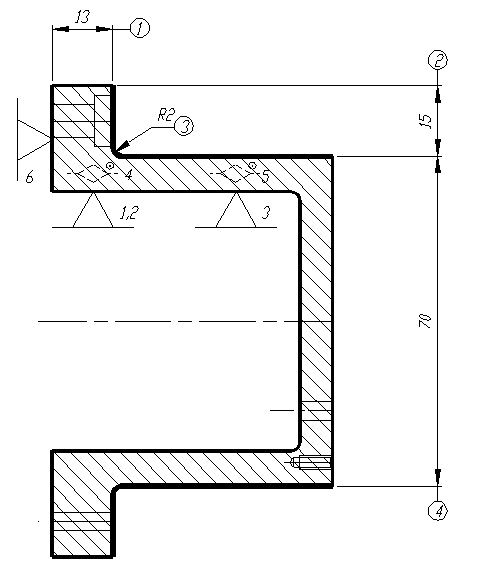
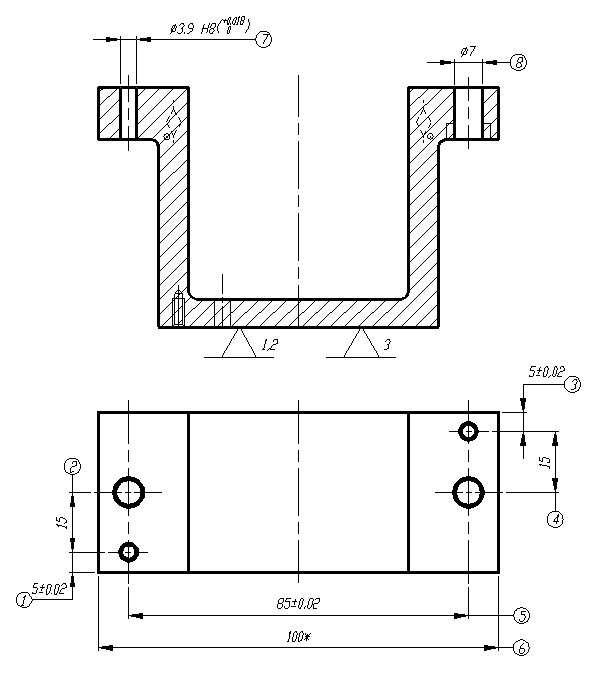
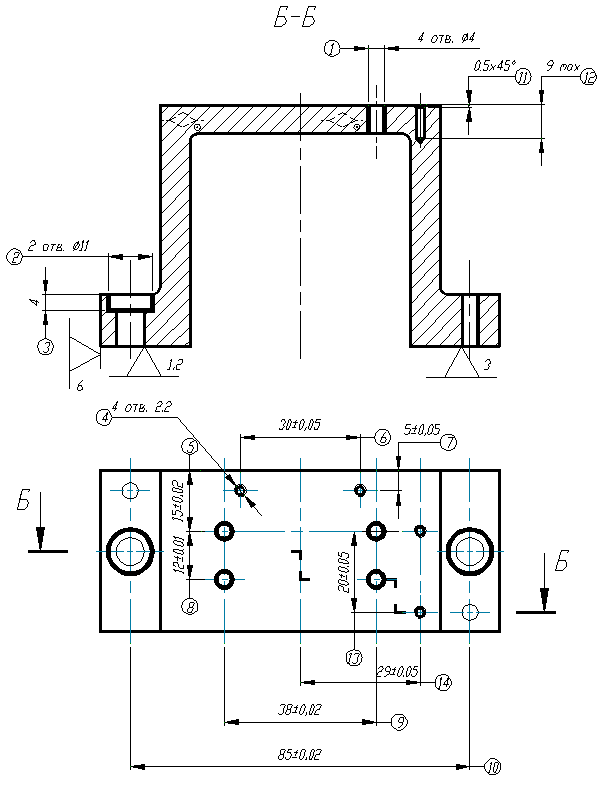
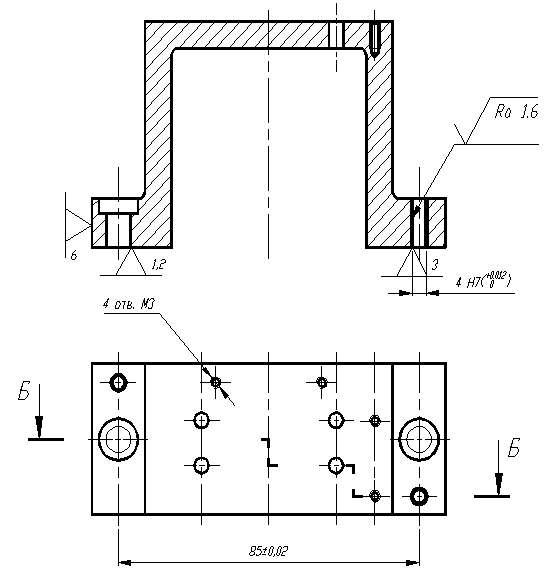
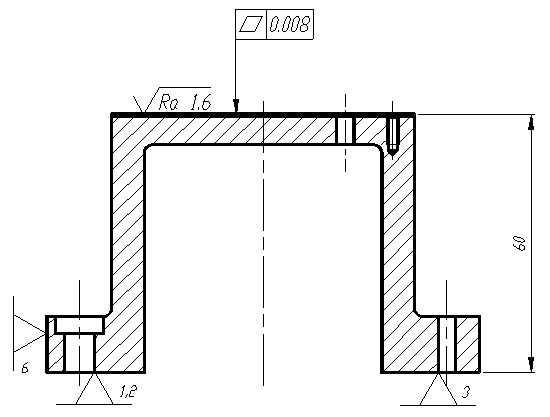
Деталь «Подставка» может быть описана как П-образный профиль с лапками в основании. Конструктивно она состоит из основания, стенок и перемычки. Толщина основания постоянна и равна 13 мм, толщина сечения стенок – 7,5 мм. перекладины — 7 мм. В основании выполнено два отверстия под крепежные болты М6 с внутренним шестигранником, а также два центрирующих отверстия под штифт Æ 4Н7 В перекладине выполняется 4 отверстия Æ 4+0,1, и 4 резьбовых отверстия М3. Внешний вид детали показан на чертеже.
1.2 Материал детали и его свойства
Деталь изготавливается из стали 45 по ГОСТ 1050-74;
Материал детали – сталь 45, предназначенная для деталей общемашиностроительного назначения, не испытывающих значительных разнонаправленных нагрузок, трения и не предназначенных для работы в коррозионно-активной среде.
Химический состав и физические свойства стали 45 приведены в табл. 1 и 2.
Таблица 1
Химический состав стали 45, %
| С | Si | Mn | Cr | S | P | Cu | Ni | As |
| не более | ||||||||
| 0.42-0.50 | 0.17-0.37 | 0.50-0.70 | 0.25 | 0.04 | 0.035 | 0.25 | 0.25 | 0.08 |
Таблица 2
Механические и физические свойства стали 45
| Механические свойства | Физические свойства | |||||
|
sв, МПа |
s, % |
н, кДж/м2 |
НВ |
, г/см3 |
, Вт/мс |
106, 1/с |
| 630 | 17 | 173 | 197 | 7,8 | 57 | 11,649 |
1.3 Анализ технологичности детали и обоснование выбранного типа обработки
Анализ конструкции детали показал:
– конструкция детали полностью состоит из унифицированных конструктивных элементов;
– заготовка для детали имеет простую форму;
– размеры и поверхности детали имеют точность и шероховатость, соответствующие их функциональному назначению;
– форма, размеры, марка материала детали хорошо соответствуют требованиям технологии изготовления и дальнейшей эксплуатации;
– в конструкции детали нет закрытых элементов;
– в конструкции детали нет поверхностей, труднодоступных для режущего инструмента;
– все обрабатываемые поверхности могут быть обработаны стандартными инструментами;
По результатам анализа можно сделать вывод о том, что деталь технологична.
2. Определение типа производства
Тип производства согласно ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования. Программа выпуска деталей может быть определена по формуле:
![]() шт,
шт,
где N1=10 шт – программа производства основных изделий;
m=1 шт – количество деталей в машине;
=7% – процент запасных частей
Для перспективной программы
N = 600000*1*1,07 = 642000 шт.
Ориентируясь на таблицы соответствия массы и объема производства, принимаем, что основная программа соответствует единичному, а перспективная – массовому производству.
3. Выбор и обоснование методов получения заготовок для основной и перспективной программ
В единичном производстве возможно получение детали из сплошного материала, однако в силу изогнутости детали, большая часть материала заготовки перейдет в стружку. Для стальных деталей, выполненных из конструкционной стали, предпочтительным методом получения заготовки является поковка или штамповка.
Свободная ковка позволяет обойтись без сложной штамповой оснастки и получить заготовку близкой к детали формы путем свободной проковки молотом на оправках. Форма заготовки показана на рис. 1
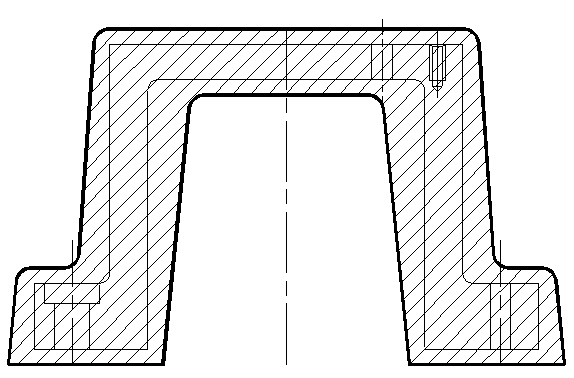
Рис. 1. Форма заготовки
В крупносерийном и массовом производстве изготовление заготовки, форма которой была бы как модно более близка к форме заготовки, является обязательным условием. В этом случае можно использовать штамповую оснастку, в которой заготовка получается за один ход ползуна штампа. Внешне форма заготовки останется такой же, как показано на рис. 1, но припуски уменьшатся. Если для поковки припуск составляет 5-7 мм на сторону, то для штамповки в закрытых штампах – около 2 мм, а для прецизионной штамповки точность размеров сравнима с точностью после однократной механической обработки.
Таким образом принимаем для основной программы – поковку, а для перспективной – штамповку в закрытых штампах.
4. Обоснование маршрута обработки для основной и перспективной программ
Отличие технологических процессов в серийном и единичном производстве заключается прежде всего в степени механизации и автоматизации работ. Для единичного производства характерно индивидуальное получение размеров, разделение операций в соответствии с обрабатываемыми поверхностями, низкая степень механизации вспомогательных операций.
Для основной программы предлагается следующий маршрут:
Операция 005
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с механическим креплением твердосплавных пластин по ГОСТ 29595-85 80 мм, z=8; пластины 01114-160304 из твердого сплава Т15К6 по ГОСТ 19046-83
Содержание:
1. Фрезеровать плоскость, основания выдерживая размер 62
Операция 010
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с механическим креплением твердосплавных пластин по ГОСТ 29595-85 80 мм, z=8; пластины 01114-160304 из твердого сплава Т15К6 по ГОСТ 19046-83
Содержание:
1. Фрезеровать плоскость «как чисто»
2. Переустановить заготовку
3. Фрезеровать плоскость, выдерживая размер 40
Операция 015
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с концевая твердосплавная 20 мм, z=4; Т15К6
Содержание:
1. Фрезеровать боковые поверхности лапок, выдерживая размер 1
2. Фрезеровать проем, выдерживая размеры 2-4
Операция 020
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с механическим креплением твердосплавных пластин по ГОСТ 29595-85 80 мм, z=8; пластины 01114-160304 из твердого сплава Т15К6 по ГОСТ 19046-83
Содержание:
1. Фрезеровать плоскость, выдерживая размер 60,25h9
Операция 025
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с концевая твердосплавная 40 мм, z=4; Т15К6
Содержание:
1. Фрезеровать за два установа боковые поверхности стенок, выдерживая размеры 1-4
Операция 030
Наименование: Слесарная
Оборудование: Плита разметочная
Содержание: Произвести разметку отверстий в соответствии с рабочим чертежом детали
Операция 035
Наименование: Вертикально-сверлильная
Оборудование: Вертикально-сверлильный НС12
Оснастка: Сверлильное приспособление (тиски), быстрозажимной сверлильный патрон
Инструмент: Сверло спиральное Æ 7; Æ 3,5 ГОСТ 19543-74, Р6М5, Зенкер Æ 3,9Н8, Р9М5
1. Сверлить 2 отверстия Æ 3,5Н12, выдерживая размеры 1,3,5;
2. Зенкеровать 2 отверстия Æ 3,5Н8, выдерживая размеры 1,3,5, 7;
3. Сверлить 2 отверстия Æ 7, выдерживая размеры 2,4,5,8.
Операция 040
Наименование: Вертикально-сверлильная
Оборудование: Вертикально-сверлильный НС12
Оснастка: Сверлильное приспособление (тиски), быстрозажимной сверлильный патрон
Инструмент: Цековка Æ 11; Сверло спиральное Æ2,2, Æ 4 ГОСТ 19543-74,
1. Цековать 2 отверстия Æ11, выдерживая размеры 3,10;
3. Сверлить по разметке 4 отверстия Æ 2,2, выдерживая размеры 5-7,12-15.
3. Сверлить по разметке 4 отверстия Æ 4Н12, выдерживая размеры 5,8,9;
4. Зенковать 4 фаски 0,5х45° в отверстиях Æ 2,2
Операция 045
Наименование: Слесарная
Оборудование: Верстак, тиски
Инструмент: Метчик М3, Р6М5; вороток.
Содержание: Нарезать резьбу М3 в отверстиях Æ 2,2
Операция 050
Наименование: Термическая
Оборудование: Печь, закалочная ванна
Содержание: Выполнить термообработку, обеспечив 28…32 HRCэ
Операция 055
Наименование: Вертикально-сверлильная
Оборудование: Вертикально-сверлильный НС12
Оснастка: Сверлильное приспособление (тиски), быстрозажимной сверлильный патрон
Инструмент: Развертка Æ 4Н7, Т15К16;
1. Развернуть 2 отв. Æ 4Н7
Операция 060
Наименование: Плоскошлифовальная
Оборудование: Плоскошлифовальный 3Г71
Оснастка: Магнитная плита
Инструмент: Круг шлифовальный
1. Шлифовать поверхность окончательно, выдерживая размер согласно эскизу
В отличие от единичного производства в условиях серийного производства необходимо как можно быстрее обработать деталь с условием автоматического получения размеров. В этом случае широко применяются станки с ЧПУ. В нашем случае можно объединить для выполнения на одном фрезерном станке с ЧПУ операции 005 и 015, а также 020,025,035,040,045. Кроме того, в этом случае становятся ненужными слесарные операции разметки и нарезания резьбы.
5. Обоснование выбора станочного оборудования, и технологической оснастки
Технологическое оборудование выбирается исходя из размеров заготовки и детали, требуемой точности обработки, возможностей станка и др.
На этом основании выбираем следующие станки:
На операциях фрезерования предлагается применить широко распространенный станок: вертикально-фрезерный: 6Н12П.
Сверление и обработка отверстий малого диаметра не требуют применения больших станков. Для обработки этих поверхностей можно использовать станки типа НС-12, имеющие возможность сверления по стали отверстий до 12 мм.
Шлифование предлагается выполнить на плоскошлифовальном станке 3Г71
Для перспективной программы требуется использовать станки, обладающие большей степенью автоматизации, чем универсальные.
Таким станком является многоцелевой сверлильно-фрезерно-расточной вертикальный станок с крестовым столом мод. 21104П7Ф4.
Станок предназначен для высокопроизводительной обработки корпусных и плоских деталей.
На станке выполняются следующие операции: сверление, зенкерование, развертывание, растачивание отверстий, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьб метчиками.
Конструкция станка позволяет осуществлять контурное фрезерование (в режиме программного управления) двумя подачами: стола (поперечная) и салазок (продольная).
Автоматизированная смена обрабатываемых деталей из двухместного загрузочного устройства дает возможность многостаночного обслуживания с совмещением времени установки и обработки детали.
Класс точности станка П по ГОСТ 8—82Е.
Управление станком осуществляется посредством системы числового программного управления 2С42-65
Программируемые перемещения: поперечное и продольное – стола; вертикальное – шпиндельной бабки.
Шпиндельный узел смонтирован на прецизионных подшипниках качения, что обеспечивает длительное сохранение точности, повышенную жесткость и виброустойчивость.
Высокоточные комбинированные закаленные направляющие с лентой из фторопласта для продольного и поперечного перемещений стола и шпиндельной бабки обеспечивают точное позиционирование и длительное сохранение точности в процессе работы.
Электрические приводы подач узлов раздельные с тиристорным управлением широкого диапазона позволяют изменить величину подачи в процессе резания.
Переключение скоростей шпинделя в каждом из двух механических диапазонов производится автоматически во время вращения шпинделя.
Стол крестовый и шпиндельная бабка перемещаются с помощью винтовых пар качения, с возможностью компенсации люфта при реверсе.
Основные данные:
Размеры рабочей поверхности стола и спутника (длина х ширина), мм 630х400
Наибольший ход стола, мм:
продольный (X) 630
поперечный (У) 400
Наибольший ход шпиндельной бабки, мм 630
Конец шпинделя с внутренним конусом по ГОСТ 15945—82 40
Размеры Т-образных пазов стола и спутника, мм:
ширина 14
расстояние между пазами 60
Количество Т-образных пазов стола 5
Наибольшей условный диаметр сверления в стали 45 ГОСТ 1050—74, мм 25
Расстояние от торца шпинделя до рабочей поверхности стола, мм:
наименьшее 170
наибольшее 800
Расстояние от торца шпинделя до рабочей поверхности спутника, мм:
наименьшее 16
наибольшее 645
Частота вращения шпинделя, об/мин 30...3000
Дискретность задания частот вращения шпинделя, об/мин 1
Подача шпиндельной бабки, мм/мин 5...2000
Продольные и поперечные подачи стола, мм/мин 20...2000
Дискретность задания подачи стола и шпиндельной бабки, мм/мин
Скорость быстрого хода стола в продольном и поперечном направлениях, шпиндельной бабки, м/мин 10
Наибольший крутящий момент на шпинделе, Н-м 294
Наибольшее усилие подачи, Н:
шпиндельной бабки (Z) 8000
стола (Х, У) 5000
Наибольшая масса обрабатываемого изделия, кг:
устанавливаемого на спутник 350
устанавливаемого на стол 630
Наибольшая масса инструмента, устанавливаемого в магазин, кг 15
Наибольшее число инструментов в магазине 16
Наибольший диаметр инструмента, устанавливаемого в магазине, мм 85
Наибольший диаметр резьбы, нарезаемой метчиком, мм М24
Время смены, с:
инструментов 10
заготовок 12
Габарит станка с выносным оборудованием, мм 3420х2850х3190
Мacca станка, кг, не более:
без устройства ЧПУ, гидроагрегата и АСЗ . 6200
с ограждением, электрошкафом, устройством ЧПУ, гидроагрегатом и АСЗ . 8000
Мощность устройства ЧПУ, кВт ... l,0
Суммарная мощность всех электродвигателей, кВт ......... 20,165
Система программного управления
Тип 2С42-65
Число управляемых координат/одновременно-управляемых координат 4/3
Вид числового программного управления Комбинированное
Код программы ISO
Способ задания размеров Абсолютный и в приращениях
Скорость считывания информации, строк/мин 300
Дискретность отсчета но осям X, У, Z:
мм 0,001
град 0,001
Для операции шлифования можно оставить уже принятый станок 3Г71, поскольку базирование заготовки простое, а выбранный станок может работать в полуавтоматическом режиме.
Оснастка для основной программы – исключительно универсальная. Это связано с необходимостью обрабатывать на одном станке большое количество наименований деталей.
В массовом и крупносерийном производстве требуется использовать специальные приспособления, обеспечивающие обработку на одном станке большого количества поверхностей.
6. Определение операционных размеров и допусков
Произведем подробный расчет припусков и допусков на обработку отверстия 4Н7(+0,036).
Назначаем маршрут обработки: сверление, зенкерование, развертывание
Расчет минимальной величины припуска производится по формуле
![]() ,
,
где Rzi-1 – шероховатость поверхности после предшествующего перехода;
hi-1 – величина дефектного слоя материала на предшествующем переходе;
Тi-1 – величина дефектного слоя, оставшаяся после предшествующего перехода;
i-1 – суммарные отклонения расположения поверхности и формы на предшествующем переходе;
i – погрешность закрепления на текущем переходе. Она равна 0 мкм, так как при обработке по разметке не играет роли в результирующей погрешности размеров.
Величины Rz и h для соответствующих стадий обработки выбираются по таблицам 6 и 12 – 25
Для предварительного сверления значение Rz составит 60 мкм; h – 60 мкм. После зенкерования Rz = 20 мкм, h = 15 мкм. После развертывания Rz = 6,3 мкм, h = 1 мкм.
Увод сверла от оси отверстия н составит 0,3 мкм на 1 мм длины отверстия
н = 0,3*7 = 2,1 мкм
При обработке осевым инструментом эта погрешность останется постоянной
Величина минимального припуска составит:
2Zmin. зенк. = 2* (60+60 + 2,1) = 244 мкм;
2Zmin. разв. = 2* (12,5 + 15 + 2,1) = 59 мкм;
Величина максимального припуска рассчитывается по формуле:
![]()
2Zmах. зенк. = 244–14 +100 = 330 мкм;
2Zmах. разв. = 59-10+14 = 63 мкм;
Предельные промежуточные размеры образуются путем прибавления по переходам к соответствующим размерам окончательно обработанной поверхности величин 2Zmin и 2Zmах
Результаты расчетов также сводятся в табл. 2.1.
Таблица 2.1
Таблица аналитического расчета припусков
| Переход | IT | Допуск, мкм | Rz, мкм | h, мкм |
мкм |
мкм |
2Zmin мкм |
2Zmax, мкм |
dmin, мм |
dmax, мм |
|
Размер 4Н7(+0,01) |
||||||||||
| Предварительное сверление | 12 | 100 | 60 | 60 | 2,1 | - | - | - | 3,607 | 3,707 |
| Зенкерование | 8 | 14 | 12,5 | 15 | 2,1 | - | 244 | 330 | 3,937 | 3,951 |
| Развертывание | 7 | 10 | 6,3 | 1 | 2,1 | - | 59 | 63 | 4 | 4,01 |
7. Определение режимов резания для операции
Определяем режимы резания на операцию 005
Наименование: Вертикально-фрезерная
Оборудование: вертикально-фрезерный 6Н12
Оснастка: тиски машинные.
Переход 1. Фрезеровать плоскость;
Инструмент: фреза с механическим креплением твердосплавных пластин по ГОСТ 29595-85 80 мм, z=8; пластины 01114-160304 из твердого сплава Т15К6 по ГОСТ 19046-83.
Глубина резания t = 2 мм;
Длина резания lрез = 110 мм;
Длина рабочего хода lр.х. = 190 мм;
Ширина фрезерования B = 45 мм.
Подача табличная Sт = 0,15 мм/зуб [карта 57, поз. 1, с. 180]
Поправочные коэффициенты принимаем по карте 56 (с. 183-185).
|
Sт |
Кsм | Кsи |
Ksр |
Ks | Ksв | Ksс |
Sпр |
| 0,15 | 0,8 | 1,0 | 1,0 | 1,15 | 1,3 | 1,0 | 0,18 |
Скорость резания принимается по карте 65, поз. 9 (с. 188). Поправочные коэффициенты принимаем по карте 65 (сс. 191-193)
|
Vт |
Кvм | Кvи | Kvп | Kv |
KvВ |
Kvт |
Kvр |
Kvж |
Vпр |
| 190 | 0,8 | 1,0 | 1,0 | 1,1 | 1,3 | 1,0 | 1,0 | 1,0 | 217,36 |
Табличная мощность Nт = 9,7 кВт. С учетом поправочных коэффициентов, мощность равна
N= 9,7 * 1,2*0,95*0,4 = 4,42 кВт.
При мощности станка 7,5 кВт это приемлемое значение
Частота вращения шпинделя рассчитывается по формуле
![]()
n = 1000 * 217,36/ (3,14 * 80) = 865,29 мин-1
Принимаем n = 800 мин-1, тогда
V = 3,14 *80 * 800 / 1000 = 200,96 м/мин.
Минутная подача равна
Sмин = nSоб = 800 * 0,18 * 8 = 1152 мм/мин.
Основное время
To = lр.х./ Sмин = 190/1152 = 0,16 мин.
Определяем режимы резания на операцию 015
Наименование: Вертикально-фрезерная
Оборудование: вертикально-фрезерный 6Н12
Оснастка: тиски машинные.
Инструмент: фреза концевая 20 по ГОСТ 17025-71, Т15К6;
Глубина резания t = 5 мм;
Длина резания lрез = 5*40 = 200 мм;
Длина рабочего хода lр.х. = 200+5*40*0,6 = 320 мм;
Ширина фрезерования B = 13 мм.
Подача табличная Sт = 0,04 мм/зуб [карта 79, поз. 15, с. 212]
Поправочные коэффициенты принимаем по карте 82 (с. 217).
|
Sт |
Кsм | Кsи |
Ksz |
Ksl |
Sпр |
| 0,04 | 0,8 | 0,8 | 1,0 | 1,0 | 0,03 |
Скорость резания принимается по карте 83, поз. 20 (с. 219). Поправочные коэффициенты принимаем по карте 65 (сс. 95-97)
|
Vт |
Кvм | Кvи | Kvп |
KvВ |
Kvт |
Kvo |
Kvж |
Vпр |
| 32 | 1,0 | 2,8 | 1 | 1 | 1,0 | 0,8 | 1 | 71,68 |
Частота вращения шпинделя рассчитывается по формуле
![]()
n = 1000 * 71,68 / (3,14 * 20) = 1141,40 мин-1
Принимаем n = 1100 мин-1, тогда
V = 3,14 *20 * 1100 / 1000 = 69,08 м/мин.
Минутная подача равна
Sмин = nSоб = 1100 * 0,03 * 4 = 132 мм/мин.
Основное время
To = lр.х./ Sмин = 320/132 = 2,42 мин.
Операция 035
Наименование: Вертикально-сверлильная
Оборудование: Вертикально-сверлильный НС12
Оснастка: Сверлильное приспособление (тиски), быстрозажимной сверлильный патрон
Инструмент: Сверло спиральное Æ 7; Æ 3,5 ГОСТ 19543-74, Р6М5, Зенкер Æ 3,9Н8, Р9М5
1. Сверлить 2 отверстия Æ 3,5Н12, выдерживая размеры 1,3,5;
2. Зенкеровать 2 отверстия Æ 3,9Н8, выдерживая размеры 1,3,5, 7;
3. Сверлить 2 отверстия Æ 7, выдерживая размеры 2,4,5,8.
Переход 1. Сверлить напроход последовательно 2 отверстия 3,5Н12.
Инструмент: сверло спиральное с цилиндрическим хвостовиком 035 2300-1197 Æ 3,5 мм, Р6М5
Глубина резания t = 1,75 мм;
Длина резания lрез = 2*13 =26 мм;
Длина рабочего хода lр.х. = 26+2*5 = 36 мм;
Обрабатываемый диаметр 3,5
По карте 46 (с. 129) принимаем табличные подачу, скорость, осевую силу и мощность резания.
S0т = 0,15 мм/об;
Vт = 26,5 м/мин;
Рт = 1156 Н;
Nт = 0,4 кВт
Поправочные коэффициенты принимаем по карте 53 (с. 143).
S = S0т * Ksm = 0,15 * 0,64 = 0,1 мм/об;
Скорость резания:
|
Vт |
Кvм | Кvз | Kvж | Kvт | Kvп | Кvи | Kvl | Kvw |
Vпр |
| 26,5 | 0,64 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 16,96 |
Частота вращения шпинделя для расчетной скорости резания равна
![]() = 1000 *
16,96/ (3,14 * 3,5) = 1543,22 мин-1
= 1000 *
16,96/ (3,14 * 3,5) = 1543,22 мин-1
Принимаем n = 1500 мин-1, тогда
Vф = 3,14 * 3,5 * 1500 / 1000 = 16,49 м/мин
Минутная подача равна
Sмин = nSоб = 1500 * 0,1 = 150 мм/мин
Основное время
To = lр.х./ Sмин = 36/150 = 0,24 мин.
Переход 2. Зенкеровать напроход последовательно 2 отверстия 3,9Н8
Инструмент: зенкер цельный 035-2320-0001 3,9 мм по ТУ 2-035-926-83; Р6М5
Глубина резания t = 0,2 мм;
Длина резания lрез = 2*13 = 26 мм;
Длина рабочего хода lр.х. = 32 мм;
Обрабатываемый диаметр 3,9
По карте 48 (с. 132) принимаем табличные подачу, скорость, осевую силу и мощность резания.
S0т = 0,41 мм/об;
Vт = 27,4 м/мин;
Рт = 161 Н;
Nт = 1,0 кВт
Поправочные коэффициенты принимаем по карте 53 (с. 143).
S = S0т * Ksm = 0,41 * 0,64 = 0,26 мм/об;
Скорость резания:
|
Vт |
Кvм | Кvз | Kvж | Kvт | Kvп | Кvи | Kvl | Kvw |
Vпр |
| 27,4 | 0,64 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 17,54 |
Частота вращения шпинделя для расчетной скорости резания равна
![]() = 1000 *
17,54/ (3,14 * 3,9) = 1432,30 мин-1
= 1000 *
17,54/ (3,14 * 3,9) = 1432,30 мин-1
Принимаем n = 1500 мин-1, тогда
Vф = 3,14 * 3,9 * 1500 / 1000 = 18,37 м/мин
Минутная подача равна
Sмин = nSоб = 1500 * 0,26= 390 мм/мин
Основное время
To = lр.х./ Sмин = 32/390 = 0,08 мин.
Переход 3. Сверлить напроход последовательно 2 отверстия 7Н12,;
Инструмент: Сверло спиральное 035-2301-1007 ОСТ 2И20-2-80, материал Р6М5.
Глубина резания t = 3,5 мм;
Длина резания lрез = 13*2 = 26 мм;
Длина рабочего хода lр.х. = 46 мм;
Обрабатываемый диаметр 7,5
По карте 46 (с. 129) принимаем табличные подачу, скорость, осевую силу и мощность резания.
S0т = 0,19 мм/об;
Vт = 25,5 м/мин;
Рт = 1885 Н;
Nт = 0,64 кВт
Поправочные коэффициенты принимаем по карте 53 (с. 143).
S = S0т * Ksm = 0,18 * 0,64 = 0,12 мм/об;
Скорость резания:
|
Vт |
Кvм | Кvз | Kvж | Kvт | Kvп | Кvи | Kvl | Kvw |
Vпр |
| 25,5 | 0,64 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 16,32 |
Частота вращения шпинделя для расчетной скорости резания равна
![]() = 1000 *
16,32/ (3,14 * 7) = 742,49 мин-1
= 1000 *
16,32/ (3,14 * 7) = 742,49 мин-1
Принимаем n = 700 мин-1, тогда
Vф = 3,14 * 7 * 700 / 1000 = 15,39 м/мин
Минутная подача равна
Sмин = nSоб = 700 * 0,12 = 84 мм/мин
Основное время
To = lр.х./ Sмин = 46/84 = 0,55 мин.
8. Нормирование станочной операции
Произведем расчет нормы штучно-калькуляционного времени для операции 035 – сверлильной.
Норма штучного времени для станков с ЧПУ рассчитывается по формуле

где Тв – вспомогательное время, которое состоит из:
Тус – время на установку-снятие детали. Для установки детали массой до 1 кг в приспособлении с ручным зажимом Тус = 0,35 мин.
Тизм – время на проведение контрольных измерений. Тизм = 0,5 мин (5 измерений по 0,1 мин).
Тв.оп. – вспомогательное время, связанное с операцией (включение станка, удаление стружки и пр. – 0,15 мин.
Итого Тв = 0,35 + 0,5 + 0,15 = 1 мин.
аорг, аотл, атех – соответственно нормативы расхода времени на организацию процесса, отдых и личные нужды и техническое обслуживание станка, вычисляемые в процентах от оперативного времени. Принимаем аорг + аотл + атех = 15 %
То – машинное время работы станка. Рассчитывается с учетом режимов резания по каждому переходу по формуле:
![]() .
.
где: L – длина рабочего хода (с учетом врезания и перебега);
n – частота вращения шпинделя;
S – рабочая подача;
i – количество проходов.
То = 0,24+0,08+0,55 = 0,87 мин
Время на смену инструмента и перемещения укрупнено принимаем равным 20 % от основного, тогда:
Топ = 0,87+0,87*0,2 + 1 = 2,04 мин,
Тшт = 2,04 1,15 = 2,35 мин.
Штучно-калькуляционное время рассчитывается по формуле:
![]() ,
,
где n – величина партии;
Тпз – подготовительно-заключительное время. Принимаем Тпз= 8,7 мин.
В единичном производстве подготовительно заключительное время полностью переходит на каждую деталь
Тш.к. = 2,35 + 8,7/1 = 11,05 мин
9. Основные технико-экономические показатели технологического процесса
Расчет технико-экономических показателей проведем на примере операции 035
Капитальные вло ж ения , учитываемые пр и опред е лении эф фективности техноло гии обработки деталей, включают следующие з атраты:
К = Коб + Косн + Кзд
где Kоб – стоимость о б орудования, включая транспортно-заготовительные расходы и монтаж, руб; Kосн – стоимость оснастки , приспособлений, режущего и м е рительного и н стру м ента, руб ; Кзд – стоимость производственной п лощ а ди, руб ;
Балансовая стоимость оборудования определяется по формуле:
 ,
,
где Цi – оптовая цена станка i -того вида, руб; Sпр. i – принятое число станков, шт; n – количество видов оборудования; Кд = 1,1 – коэффициент, учитывающий затраты на доставку и монтаж станков.
Примем стоимость станка 25000 руб, тогда
Коб = 25000 * 1 * 1,1 = 27500 руб
Стоимость производственной площади, определяется по формуле :
где Цпл – цена 1 м2 производственной площади, руб; – площадь, занимаемая единицей i-того вида оборудования, м2;
Удельная площадь для сверлильного станка НС12 составляет 3,5 м2.
Цена 1 м2 производственной площади — 15000 руб/м2.
Кзд = 15000 * 1 * 3,5 = 52500 руб
Стоимость приспособлений и инструмента принимаем в размере 15% от стоимости оборудования
Кпр = 27500 * 0,15 =4125 руб
ИТОГО К = 27500 + 52500 + 4125 = 84125 руб
9.2 Удельные капитальные вложения
![]() = 84125 /10 = 8412,5 руб
= 84125 /10 = 8412,5 руб
9.3Определение технологической себе с тоимос т и обработки
9.3.1 О с новная заработ н ая плата производственных рабочих на определяется на о с новании нор мы штучного вре ме ни в ы полнения операций техпроцесса и ча с овой тари ф ной с тавки рабочего установленного разряда:
![]()
где C ч.i – часов а я тарифная ставка рабочего по выполнению операций по i-то м у виду оборудования, руб /ч;
Ставка для первого разряда работ по сдельной форме оплаты труда составляет 39,7 руб. Тарифный коэффициент по 3-му разряду работ – 1,15, тогда
Зо = 39,7 *1,15* 11,05 / 60 = 8,41 руб
9.3.2. Дополн и тельная заработн а я плата производственных рабочих берется в размере 11 % от ОЗП
Здоп = 8,41* 0,11 = 0,93 руб
9.3.3 Отчи с ления берутся в размере 26% от суммы основной и дополнительной заработной платы
Зотч = (8,41+0,93) * 0,26 = 2,43 руб
9.3.4. Затраты на с и ловую электроэнергию в расчете на единицу изделия определяются по фор м уле:
Зэ = Nэ*з.о.*Тшк*Цэ/60 = 2,5*0,75*11,05*1,93/60 = 0,67 руб
где Nэ – установленная мощность электродвигателей, кВт, единицы i-го вида оборудования;
з.о. - коэффициент загрузки станка,
Цэ – ц е на 1 квт.ч электроэнергии, руб/квт. ч;
9.3.5. Ра с ходы на текущи й ремонт и техн и ческое об с луживан и е оборудования в расчете на единицу изделия определяются по формуле
где Цбi – бал а н с овая стоимость с танка i-го вида, руб ;
Si – принятое число с танков i-го вида, шт ;
Нрем.i – норматив отчислен ий на текущий ремонт и тех н ическое обслуживание оборудования i-го вида от его стои м ости.
Срем = 27500* 1 * 0,05 / 10 = 137,5 руб
9.3.6 Расходы на амортиз а цию технологиче с кого оборудования, приспособлений и производ с твенной площади
 ;
;
Аоб = 8412,5* 0,122 = 1026,33 руб
9.3.7 Ра с ходы на наладку оборудования i-го вида, пр и ходящиеся на одну деталь определяют с я по фор м уле:
![]()
г де tнал.i – с реднее время на одну на ладку по i-мy ви ду оборудован и я, мин;
Сч – часовая тариф н ая с тавка наладчика, руб/ч ;
Рi – ч ис ло переналадок
ni – кол и чество деталей, обрабатываемых на i-м виде оборудован и я за см ену, шт.
Переналадка станка не нужна, так как выполняется основным рабочим, поэтому заработная плата наладчика не учитывается
Таблица 5
Ра с чет элементов тех н ологичес к ой себестоимости изделия
|
№ п/п |
Наименование статей расходов | Величина показателей, руб |
| 1 | Основная заработная плата основных производственных рабочих | 8,41 |
| 2 | Дополнительная заработная плата | 0,93 |
| 3 | Отчисления на социальные нужды | 2,43 |
| 4 | Расходы на силовую электроэнергию | 0,67 |
| 5 | Затраты на текущий ремонт и техническое обслуживание оборудования | 137,5 |
| 6 | Амортизация оборудования, приспособлений и производственной площади | 1026,33 |
| ИТОГО технологическая себестоимость | 1176,27 |
Расчет показывает, что себестоимость даже самой простой операции в условиях единичного производства очень высокая.
Выводы
В результате выполнения проекта можно сделать следующие выводы:
Деталь, принятая к обработке, проста и технологична.
Основная программа 10 шт. соответствует единичному типу производства, а перспективная – 600000 шт. — массовому. Соответственно типу производства должен строится технологический маршрут. Для единичного главное – достижение заданной степени точности и качества индивидуальными методами, а для массового — методами автоматического получения размеров.
Разработан подробный технологический маршрут изготовления детали в условиях основной программы. Проведен подробный расчет режимов обработки для трех многопереходных операций, а также пронормирована одна из многопереходных операций.
Технико-экономический расчет сверлильной операции показал, что стоимость операции только одной этой операции в единичном производстве составляет 1176 руб. Это очень дорого.
Список литературы
1. Справочник технолога машиностроителя. В 2-х т. Т.1/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение 2003. 656 с.
2. Справочник технолога машиностроителя. В 2-х т. Т.2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение 2003. 496 с.
3. Обработка металлов резанием: Справочник технолога/ А.А. Панов, В.В. Аникин и др.; под общ. ред. А.А.Панова. – М.: Машиностроение 2002. 736 с.
4. Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения. Минск: Высшая школа 2000, 288 с.
5. Гжиров Р.И. Краткий справочник конструктора. – Л.: Машиностроение 1983. 464 с.
7. Белкин И.М. Справочник по допускам и посадкам для рабочего машиностроителя. – М.: Машиностроение 1985. 320 с.
8. Самойлов В.С., Эйхманс Э.Ф. и др. Металлообрабатывающий твердосплавной инструмент: Справочник. – М.: Машиностроение 2000. 368
9. Общемашиностроительные нормативы времени и режимов резания на работы, выполняемые на металлорежущих станках.– М.: Экономика 2004, 448 с.
10. Кузнецов Ю.И., Маслов А.Р., Байков, А.Н. Оснастка для станков с ЧПУ. Справочник. – М.: Машиностроение 2003. 359 с.