Курсовая работа: Сварка системы аварийного охлаждения
ВВЕДЕНИЕ
Целью моего курсового проекта является разработка, сборка и сварка системы аварийного охлаждения зоны. Типовая система аварийного охлаждения активной зоны состоит из двух узлов: пассивного и активного.
Пассивный узел предназначается для первоначального быстрого залива активной зоны водой с добавкой борной кислоты при разрыве трубопровода первого контура, который приводит к быстрому падению давления и обезвоживанию активной зоны. В него входят емкости САОЗ, соединенные трубопроводами с корпусом реактора. Емкость системы аварийного охлаждения зоны (САОЗ) представляет собой сосуд высокого давления, расположенный вертикально. В рабочем состоянии емкость заполнена водой, содержащей борную кислоту (поглотитель нейтронов), и азотом. Емкость САОЗ предназначена для обеспечения экстренного залива активной зоны реактора необходимым количеством теплоносителя в первый момент аварийной ситуации, связанной с большой течью теплоносителя из первого контура. Давление в емкости САОЗ создается азотом. Система аварийного охлаждения зоны состоит из четырех независимых друг от друга емкостей, каждая из которых соединена трубопроводом с корпусом реактора. Подача теплоносителя от двух емкостей производится в пространство над активной зоной, а от двух емкостей – под активную зону реактора. Максимальная авария, на которую рассчитана система аварийного охлаждения зоны: мгновенный поперечный разрыв главного циркуляционного трубопровода. Активный узел САОЗ состоит из двух независимых контуров: аварийного расхолаживания и аварийного впрыска бора. Контур аварийного расхолаживания реактора предназначен для расхолаживания реактора после отработки пассивного узла САОЗ. Кроме того, этот контур используется для планового расхолаживания реактора. Контур аварийного впрыска бора предназначен для создания и поддержания подкритичности активной зоны, а также подпитки при аварийном расхолаживании. А в его состав входят насосы аварийного впрыска бора, бак запаса концентрированного раствора бора, трубопроводы и арматура. Актуальностью данного проекта является то, что системам безопасности АЭС уделяется исключительно большое внимание т.к. это безопасность персонала АЭС и всех жителей города. Аварии на АЭС могут привести к необратимым последствиям и экологическим катастрофам.
1. ОБЩАЯ ЧАСТЬ
1.1 Характеристика заданной сварной конструкции
Данная сварная конструкция т.е система аварийного охлаждения активной зоны реактора работает под давлением. Система представляет собой сосуд высокого давления расположенный вертикально. В рабочем состоянии емкость заполнена водой, содержащий борную кислоту и азот.
Систему аварийного охлаждения активной зоны изготавливают в соответствии с "Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением. ПБ 03-576-03" относятся к группе сосуда 3.
Данное сварное соединение представляет собой цилиндрическую обечайку, к которой привариваются фланцы и патрубки. Диаметр обечайки 1200 мм, толщина стенки 30 мм, длина 1285 мм. Рабочее давление 1,6 МПа.
Испытание сосудов должно проводиться с крепежом и прокладками, предусмотренными в технической документации.
Разность температур стенки сосуда и окружающего воздуха во время испытания не должна вызывать конденсацию влаги на поверхности стенки сосуда.
При заполнении сосуда водой должен быть удален воздух из внутренних полостей. Пробное давление при гидравлическом испытании должно контролироваться двумя манометрами. После проведения гидравлического испытания вода должна быть полностью удалена.
Данная конструкция является технологичной, все швы доступны возможна сварка швов механизированным и автоматическим способами сварки. В связи с тем что конструкция подвержена высокому рабочему давлению контроль швов производим внешним осмотром и ультразвуком.
1.2 Обоснование выбора марки стали сварной конструкции
Выбор марки стали для конструкции зависит от множества различных факторов, главным из которых являются условия в которых она будет работать, и свариваемость стали.
Данная сварная конструкция, т.е система аварийного охлаждения активной зоны сделана из стали 20К. Данная сталь является конструкционной и является низкоуглеродистой так как содержание в ней углерода 0,16%. Назначение данной стали это сварные узлы котлов и сосудов, трубопроводов.
Таблица 1 Химический состав стали
| Марка стали | ГОСТ | Содержание (не более) % |
| 20К | 5520-79 |
Сера-0,04; Фосфор-0,04 Медь-0,3 |
Таблица 2 Механические свойства стали
| Марка стали |
Временное сопротивление разрыву, МН/м2 |
Предел текучести, Мн/м2 |
Относительное удлинение, % | Относительное сужение, % | Удельная вязкость |
| 20К | 41 | 25 | 23 | 35 | 5 |
Определяем технологическую прочность стали 20К по химическому составу, путем определения эквивалента углерода по формуле, %
![]()
где С-содержание углерода, %;
Mn-содержание марганца, %;
Ni-содержание никеля, %;
Cr-содержание хрома, %;
Si-содержание кремния, %;
P-содержание фосфора, %;
Cu-содержание меди, %.
![]()
По произведенному расчету эквивалент углерода составил 0,26% и толщина стали 36мм, следовательно, подогрев металла не нужен. Сталь хорошо сваривается.
1.3 Технические условия на прокат, заготовки и детали
Входной контроль металла (труб, листов, профильного проката), конструктивных элементов обечаек и трубопроводов, для изготовления, монтажа или ремонта энергетического, объекта, включают следующие контрольные операции:
- проверку наличия сертификата, полноты приведенных в нем данных и соответствия этих данных требованиям стандарта, технических условий или конструкторской документации;
- проверку наличия маркировки и соответствии ее сертификатным или паспортным данным;
- осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений.
При отсутствии сертификата или неполноте сертификатных данных применение этого металла может быть допущено только после проведения испытаний, подтверждающих соответствие металла всеми стандартами.
В ходе проведения испытаний выявляют химический состав, физические свойства, а так же определяют свариваемость стали.
Конструктивные элементы, не имеющие заводского паспорта (сертификата), не могут быть допущены для дальнейшего производства (монтажа, ремонта, укрупнения).
Настоящий стандарт распространяется на листовую горячее катаную сталь шириной 500мм и более, изготовленных из листов толщенной от 0,40 до 160мм и рулонах толщиной от 1,2 до 12 мм. Стандарт полностью соответствует СТ СЭВ 1969-79 для стали толщенной от 1 до 2,8 мм и СТ СЭВ 3901-82 для стали толщиной от 3 до 160 мм.
Листовая сталь подразделяется:
- по точности проката:
а) повышенной точности - А;
б) нормальной точности – Б;
- по пластичности:
а) повышенной пластичности – ПО;
б) высокой пластичности – ПВ;
в) улучшенной пластичности – ПУ;
г) нормальной пластичности – ПН.
1.4 Технические условия на сборку
На всех, поступающих на монтажную площадку деталях, до начала сборки, мастером (или другим ответственным лицом) должно бать проверено наличие клейм, маркировки, а также сертификатов завода-изготовтиеля, подтверждающих соответствие деталей их назначению. При отсутствии клейм, маркировки или сертификатов детали к дальнейшей обработке не допускаются. При подготовке стыковых соединений под сварку необходимо проверить их соответствие чертежам и требованиям НТД.
Следует также проверить:
-соответствие формы, размеров и качества подготовки кромок предъявляемым требованиям (обработку фасок под сварку и размеры кромок проверяют специальными шаблонами);
-качества зачистки поверхностей свариваемых деталей;
-правильность выполнения переходов от одного сечения к другому;
-соответствие минимальной фактической толщины деталей, подготовленных под сварку установленными допусками.
Непосредственно перед сборкой изготовленные под сварку кромки и прилегающие к ним участки поверхностей деталей должны быть зачищены до металлического блеска и обезжирены, а так же необходимо проконтролировать зазор сварного соединения в зависимости от толщины металла и в соответствии с ГОСТ. Ширина зачищенных участков, считая от кромки разделки, должна быть не менее 20 мм. При сборке стыка необходимо предусмотреть возможность свободной усадки металла шва в процессе сварки; не допускается выполнять сборку стыка с натягом.
1.5 Технические условия на сварку
Сварку конструкций должны производить сварщики, прошедшие теоретическую и практическую подготовку и имеющие удостоверения, устанавливающие их квалификацию и характер работ, к которым они допущены.
Производить ее можно только после приемки ОТК сборки под сварку. Поверхности, подлежащие сварке, должны быть тщательно очищены от ржавчины, грязи, масла, влаги. Способ сварки зависит от условий производства, технологических и технико-экономических данных.
Сварка конструкций должна производиться в соответствии с технологическим процессом, устанавливающим последовательность сборочно-сварочных работ, способ сварки, сварочную аппаратуру, источник питания, приспособления и вспомогательное оборудование, сварочные материалы, порядок наложения сварных швов, режимы сварки и т.д.
Чертежи конструкции должны предусматривать такое расположение, а технологический процесс такой порядок наложения сварных швов, чтобы усадочные напряжения и деформации элементов конструкции были минимальными.
При выборе режима сварки необходимо учитывать влияние элементов режима на размеры, форму и состав шва. Правильность выбора режима следует проверять технологической пробой на контрольных образцах, изготовленных из материала той же марки и толщины и с той же подготовкой поверхности под сварку, как у свариваемых деталей.
При многопроходной сварке швов стыковых соединений не допускать совмещения кратеров в одном сечении. Каждый последующий проход должен накладываться после тщательной зачистки от шлака предыдущего прохода.
Сварка должна производиться при плюсовой температуре, выполнение работ при минусовой температуре следует производить по специальной технологии, разработанной для каждого конкретного случая. На участке, где производятся работы, допускается колебание напряжения питающей сети в пределах ±10%.
1.6 Технические условия на сварочные материалы
Сварочная проволока, изготовляемая по ГОСТ 2246-70 и по специальным техническим условиям, применяемая при газовой и электрошлаковой полуавтоматической и автоматической сварке под флюсом и защитных газах.
На поступившей, на завод сварочной проволоке должны быть сертификат и бирки с указанием марки проволоки, номера плавки и химического состава, государственного стандарта на проволоку, наименования или товарного знака предприятия-поставщика.
Цех должен получать проволоку со склада обязательно с сертификатом и контрольным химическим анализом. Перед употреблением сварочная проволока должна быть очищена от грязи, масла, ржавчины. Очищать проволоку можно химическим травлением на специальных очистно-намоточных устройствах или дробеструйной очисткой. Очищенная проволока должна хранится в местах, исключающих ее загрязнение и попадание на нее влаги.
Для сварки на автоматах и полуавтоматах проволоку наматывают в кассеты. На поверхность кассеты должна приклеиваться этикетка с указанием марки намотанной проволоки, ее диаметра и номера плавки. Этикетку заверяют производственный мастер, ОТК и лицо, производившее намотку.
Флюсы, применяемые для сварки, должны соответствовать ГОСТ 9087-69. На каждом мешке, ящике, бочке должна быть наклеена этикетка с указанием завода-изготовителя, номера партии, марки флюса и грануляции.
Перед использованием флюс необходимо просушить в течении 2-3 часов; стекловидный при температуре 100-1200 С, пензовидный – при температуре 300-3500 С.
1.7 Технические условия на контроль и приемку готовой сварной конструкции
Качество продукции согласно ГОСТ 15467—79 есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Показатели качества сварных соединений определяют путем их контроля как совокупность ряда свойств, таких, как надежность, степень работоспособности, прочность, структура металла шва и околошовной зоны, коррозионная стойкость, отсутствие дефектов, число и характер исправлений и т. п.
Этапы организации контроля в сварочном производстве должны включать последовательно все стадии:
- контроль документации на стадии проекта — выбор конструкции соединений и технологии сборки-сварки; выбор основного металла, обоснование норм допустимых дефектов и плана контроля; выбор метода контроля и обеспеченна дефектоскопичности конструкций и т. д.;
- контроль конструктивно-технологических факторов — проверка подготовки производства, условий, качества и точности заготовки—сборки, подготовки и хранения исходных материалов, паспортизации и дисциплины сварщиков, режимов сварки, аппаратуры и т. п.;
- контроль продукции — рациональное использование разрушающих и неразрушающих методов контроля. Наряду с контролем сварных соединений как готовой продукции необходим пооперационный контроль отдельных швов.
На всех стадиях технологии необходима проверка качества самих контрольных операций: метрологическая проверка приборов, контроль соблюдения режимов, чувствительности и достоверности дефектоскопии, дефектоскопических материалов, квалификации и состояния операторов и т. п.
Высокое качество соединений зависит в первую очередь от уровня и состояния технологического процесса производства. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и к корректировке технологии.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Выбор методов получения заготовки
Выбор методов получения заготовки имеет цель, установление рациональных способов и последовательности рабочих операций по изготовлению деталей, входящих в заданную сварную конструкцию. От степени совершенства методов получения заготовок и деталей в значительной степени зависит расход металла, количество операций и их трудоемкость, себестоимость процесса изготовления деталей и изделия в целом. На выбор способа заготовок и деталей изделия влияют следующие факторы: марка материала, его физико-химические свойства, размеры и конструктивные формы деталей, тип производства и объем выпуска продукции, характер применяемого оборудования. Также при поступлении основных материалов в заготовительном отделении цеха металлы подвергаются предварительной обработке. Операциями такой первичной обработки являются: правка материалов, вырезка заготовок, производимая для облегчения транспортировки и дальнейших операций по изготовлению деталей. Перед подачей материала в заготовительный цех целесообразно провести отчистку от загрязнений и правку металлов. Данная сварная конструкция производится дробеструйной отчисткой т.к. данная сварная конструкция имеет большие габариты и является ответственной деталью. Так как данная сварная конструкция производится дробеструйной отчисткой, то производительность такой очистки составляет 75%. После черновой обработки данной сварной конструкции применяется ряд других операций: зачистка и очистка. Зачистку проводят в целях получения гладкой поверхности после дробеструйной очистки. Отчистку деталей производят после того, как детали были соединены посредством сварки.
Таблица 3 Технологический процесс изготовления из листа обечайки
| Номер операции | Наименование и краткое содержание операции | Оборудование | Инструмент, средства по ТБ |
|
005 010 015 020 025 030 035 040 045 050 |
Входной контроль Перемещение Правка Перемещение Разметка Резка Очистка Перемещение Обработка кромок Контрольная |
Настил плитный Кран балка Листоправильный пресс Кран балка Настил плитный Резак РВДУ-500-1 ГОСТ 10796-74 Машина пневматическая шлифовальная ИП 2009 ГОСТ 12634-80 Кран балка Токарно-корусельный станок БОРЕЦ C5250 Настил плитный |
Рулетка Р-10, ГОСТ 7503-89 Стропы, тросы Стропы, тросы Линейка 300 ГОСТ 427-75, Рулетка ГОСТ 7502-89, Защитные очки 3Н12-Г-3 ГОСТ 12 4 013-85 Круг шлифовальный 14А50-НСТЗБУ40м/сР ГОСТ 23182-78 Стропы, тросы 3Н-55-Г3 Штангенциркуль ШЦ 1-250-630 ГОСТ166-89 |
2.2 Выбор способа сборки
В зависимости от типа производства, особенностей конструкции и оснащенности сборочного цеха сборка может производиться на одном неподвижном месте, к которому подаются все детали и узлы, инструмент и приспособление, либо при перемещении изделия от одного рабочего места к другому: при этом на каждом рабочем месте устанавливается определенная деталь или узел. Кроме того, в зависимости от ранее указанных факторов, существует два вида сборки
- сборка конструкции из отдельных деталей - подетальная методом наращивания
- сборка из отдельных узлов – поузловая, на которые расчленяют конструкцию. В серийном и массовом производстве сборка ведется на специальных сборочных стендах, или в специальных сборочно-сварочных приспособлениях. Они обеспечивают требуемое расположение входящих в узел деталей и точность сборки изготавливаемого узла в соответствии с требованиями и технических условий на сборку. Кроме того, сборочные приспособления обеспечивают сокращение длительности сборки и повышение точности сборки, и улучшение качества готовой сварной конструкции. Собираемые под сварку детали крепятся в приспособлениях и на стендах с помощью различного вида винтовых, рычажных, пневматических и других зажимов, также электродуговой сваркой прихватки. Данную сварную конструкцию, т.е. систему аварийного охлаждения активной зоны собирается по детальным способом, т.к. данная сварная конструкция состоит из отдельных деталей: фланца, обечайки, патрубков, перегородок и планок. Также данная сварная конструкция собирается на одном специальном рабочем месте, куда подаются специальные инструменты и детали данной сварной конструкции. Данная сварная конструкции собирается из деталей, которые в случае поломки нельзя заменить, так как сосуды системы аварийного охлаждения активной зоны требует свойство герметичности, что усложняет ремонт данной сварной конструкции. Сначала устанавливаем обечайку на ролико-опорный стенд, подводим днище за проушину к обечайки и привариваем винтовую стяжку к обечайке, и днищу чтобы установить зазор под сварку. После сварки обечайки с днищем подводим за проушину и устанавливаем фланцы и патрубки, выставляем зазоры, с помощью упоров из листового профиля прихватками закрепляем к обечайке или днищу.
2.3 Выбор и технико-экономическое обоснование выбора способа сварки
Данная сварная конструкция, т.е. система аварийного охлаждения активной зоны, сваривается автоматической сваркой под флюсом. При выборе способа сварки проводят экономическое сравнение. Для этого производят расчеты стоимости сварки одного погонного метра наплавленного металла по тем показателям, которые зависят от способа сварки. Такое сравнение стоимости одного погонного метра наплавленного металла при различных способах сварки даст возможность сделать вывод о применении наиболее экономичного способа сварки. Для сварки данной сварной конструкции применяют два способа сварки: полуавтоматическую в среде углекислого газа и автоматическую сварку под флюсом. Определим стоимость одного погонного метра шва при этих двух способах сварки. Определяем площадь сечения шва при автоматической сварке
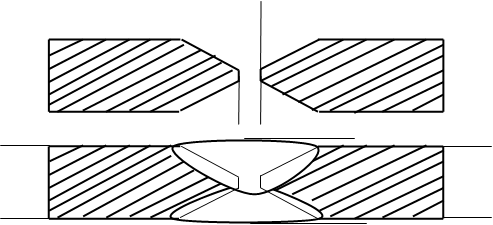
Рисунок 1
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
В соответствии с ГОСТ 14771-79 для металла толщиной 36 мм применимо по технологическим данным стыковых соединений С25:
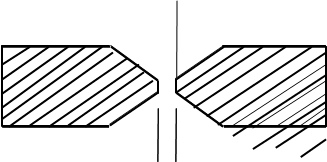
Определяем площадь сечения шва при полуавтоматической сварке в углекислом газе,
 |
|||
 |
Рисунок 2
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
Определяем стоимость сварочных материалов. Для этого необходим расход сварочных материалов при двух способах. При автоматической сварке под флюсом стали 20К применяем проволоку Св-08А и флюса АН-22. При полуавтоматической Св – 08А.
Расчет расхода сварочной проволоки при полуавтоматической сварке в углекислом газе, кг
![]()
где ![]() -масса проволоки;
-масса проволоки;
![]() -масса наплавки .
-масса наплавки .
![]()
Расчет расхода сварочной проволоки при автоматической сварке под флюсом, кг
![]()
где ![]() -масса проволоки;
-масса проволоки;
![]() -масса наплавки.
-масса наплавки.
![]()
Масса наплавленного металла на 1 погонный метр при автоматической сваркой под флюсом шва находиться по формуле, кг/м
![]()
где ![]() -плотность наплавленного
металла (для стали 7,8 г/
-плотность наплавленного
металла (для стали 7,8 г/ ![]() )
)
-при автоматической сварке под флюсом:
![]()
-при полуавтоматической сварке в углекислом газе:
![]()
Коэффициент расхода
проволоки при автоматической сварке под флюсом ![]() =1,02;
при полуавтоматической сварке в углекислом газе
=1,02;
при полуавтоматической сварке в углекислом газе ![]() =
1,12.
=
1,12.
Расход флюса определяется
по расходу проволоки и коэффициенту расхода флюса ![]() и
на 1 погонный метр составляет кг/м
и
на 1 погонный метр составляет кг/м
![]() ,
,
При сварке стыковых
соединений со скосом кромок применяют ![]() =1,2.
=1,2.
Тогда расход флюса на 1 погонный метр шва составит:
![]()
Расход углекислого газа Нr находится из соотношения, л
![]() ,
,
где q – удельный расход газа, л/мин;
To – основное время сварки одного погонного метра шва;
Lшв – длина шва, м;
1,2 – коэффициент, учитывающий расход газа при настройке и продувке шлангов.
Согласно режимам полуавтоматической сварки в углекислом газе удельный расход газа равен 15 л/мин.
Рассчитаем основное время полуавтоматической сварки в среде углекислого газа одного погонного метра шва рассматриваемого продольного стыка рамы по формуле или определим по нормативной документации, мин
![]()
-при полуавтоматической в среде защитного газа:
![]()
-при автоматической сварке под слоем флюса:
![]()
Тогда расход углекислого газа на один погонный метр составит, л
![]() ,
,
![]() .
.
Один килограмм углекислоты дает 509 литров углекислого газа. Исходя из этого, расход углекислоты на сварку одного метра шва составит, кг
![]() ,
,
![]() .
.
Стоимость сварочных материалов определяется, исходя из расходов их и цены за килограмм. Цена проволоки СВ-08А диаметром 5 мм, за одну тонну составит 70000 рублей, следовательно, 1 килограмм проволоки равен 70 рублей.
Тогда стоимость сварочной проволоки Сп составит, руб
-при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
-при сварке в среде углекислого газа:
![]()
![]()
Цена одного килограмма углекислоты 15 рублей, тогда стоимость газа составит, руб
![]() ,
,
![]() .
.
Стоимость сварочных материалов автоматической сварке. Цена флюса составит 40 руб/кг, тогда стоимость флюса на один погонный метр шва составит, руб
![]() ,
,
![]() .
.
Определяем основную заработную плату сварщика, выполняющего 1 погонный метр шва. Примем разряд работы при обоих способах сварки – четвертым. При этом часовая тарифная ставка рабочего сварщика составляет 50 рублей час, а норма штучного времени сварки одного погонного метра шва при полуавтоматической сварке и автоматической под флюсом рассчитывается по формуле, мин
-при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
-при сварке в среде углекислого газа:
![]() ,
,
![]() .
.
или определяем по нормативам.
Основная заработная плата определяется по формуле, руб
![]()
Тогда основная заработная плата сварщика, выполняющего, один погонный метр шва составит:
-при полуавтоматической сварке в среде углекислого газа:
![]() ,
,
![]() .
.
-при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
Амортизационные отчисления и расходы на текущий ремонт устанавливаются в процентах от удельной стоимости оборудования, принятого для выполнения полуавтоматической сварки в среде углекислого газа – ПДГ-508 с горелкой А-1231-5Г2 и источником питания ВДУ-506, а для автоматической сварке под флюсом А – 1416 и источник питания КИУ 1201.
Стоимость автомата ПДГ-508 в комплекте с источником питания ВДУ-506 и горелкой А-1231-5Г2 составит 67760 рублей, а стоимость автоматической сварке под флюсом А – 1416 и источник питания КИУ 1201 составит 600000 рублей. Для нахождения удельной стоимости оборудования, отнесенной к одному погонному метру сварки, необходимо знать производительность поста сварки. Действительный годовой фонд времени работы оборудования 3975 часов, коэффициент использования поста – 0,8. Тогда производительность поста полуавтоматической сварки определяем по формуле:
![]()
Тогда производительность поста сварки при сварке под флюсом
![]() ,
,
![]() .
.
при сварке в углекислом газе:
![]() ,
,
![]() .
.
Удельная стоимость оборудования определяется по формуле:
![]()
И составит при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
при полуавтоматической в среде углекислого газа:
![]() ,
,
![]() .
.
Коэффициент 1,08 учитывает транспортные, заготовительно-складские расходы и расходы по монтажу сварочного оборудования устанавливаются в зависимости от цены единицы оборудования.
Нормы амортизационных отчислений и расходов на текущий ремонт сварочного оборудования составляет 34,2% и 10%.
Определяем амортизационные отчисления и расходы на текущий ремонт, отнесенные к одному погонному метру сварки:
![]()
Указанные расходы составят при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
при полуавтоматической сварке в углекислом газе:
![]() ,
,
![]() .
.
Определяем стоимость расходуемой при сварке электроэнергии по удельному расходу и массе наплавленного металла. Удельный расход электроэнергии при полуавтоматической сварке на постоянном токе 5-6 кВт×час/кг.
Цена одного кВт×час устанавливается по заводским данным. Цена одного кВт×час равна 4 рублям, стоимость энергии, расходуемой, на один погонный метр шва составит, руб
при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
при полуавтоматической сварке в углекислом газе:
![]() ,
,
![]() .
.
Результаты расчетов сводим в таблицу 4
Таблица 4
| Статья расходов | Расходы, руб | |
| При полуавтоматической сварке | При автоматической сварке под флюсом | |
| Стоимость сварочной проволоки | 224 | 245 |
|
Стоимость углекислого газа Заработная плата |
2,1 7,9 |
- 5,9 |
| Амортизационные отчисления и расходы на текущий ремонт | 3,2 | 28 |
| Стоимость электроэнергии | 4,8 | 9,2 |
| ИТОГО | 242 | 288,1 |
Расчет показал, что себестоимость одного погонного метра сварки ниже при полуавтоматической в среде углекислого газа, но все равно мы выбираем автоматическую сварку под флюсом т.к. при выполнении годовой программы выпуска целесообразней использование АСФ, кроме того она имеет следующие преимущества: при АСФ уменьшается скорость охлаждения по сравнению с РДС; больше удаляется газов из металла шва и сплывают шлаковые включения шва; металлы имеющие мелкозернистую структуру более стойким к образованию трещин; имеет лучшие прочные свойства по этому добавление элементов модификаторов Al,Ti,V может измельчить структуру зерна; расплавленный флюс защищает зону горения дуги от воздействия атмосферных газов и значительно улучшает качество шва.
2.4 Последовательность сборочно-сварочных операций
При изготовлении сварных конструкций сборочно-сварочные операции выполняют различной последовательности. Возможны следующие схемы технологического процесса сборки:
- сборка конструкций в целом с последующей сваркой;
- последовательное чередование сборки и сварки;
- сборка и сварка технологических узлов, подузлов, а затем сборка и сварка конструкции в целом.
2.5 Выбор сварочных материалов
При автоматической сварке под флюсом используют плавленый флюс АН-22 для сварки углеродистых, низколегированных и среднелегированных сталей. Общие принципы выбора сварочных материалов можно характеризовать следующими условиями:
-обеспечение требуемой эксплуатационной прочности сварного соединения, т.е. определенного уровня механических свойств.
-обеспечение необходимой сплошности металла шва, т.е. без пор ит.д.
-отсутствие холодных и горячих трещин
-получение комплекса специальных свойств металла шва, т.е. жаропрочности и жаростойкости.
Таблица 5 Химический состав флюса
| Марка проволоки | Массовая доля, % | ||||
| SiO | MnO | CaO | MgO | AlO | |
| АН-22 | 18-22 | 7-9 | 12-15 | 12-15 | 19-23 |
Таблица 7 Химический состав проволоки
| Марка проволоки | Содержание не более, % | |||||||
| C | Si | Mn | Cr | Ni | S | P | Al | |
| Св-08А | 0,1 | 0,03 | 0,35-0,6 | 0,12 | 0,25 | 0,03 | 0,03 | 0,001 |
2.6 Выбор рода тока и полярности
При сварке применяются как переменный, так и постоянный ток.
Постоянный ток имеет, то преимущество, что дуга горит устойчивее. Но переменный ток дешевле, поэтому его применение при сварке предпочтительнее. Но есть способы сварки при которых применяют только постоянный ток. Сварка в защитных газах и под флюсом выполняется на постоянном токе обратной полярности. Электроды с основным покрытием тоже требуют постоянного тока Обратной полярности. Полярность тока в свою очередь влияет на глубину проплавления, химический состав шва и качества сварного соединения. Так как данная сварная конструкция варится в среде защитных газов, то сварку будем производить на постоянном токе обратной полярности. Так как данная сварная конструкция очень ответственная и требует герметичности, то сварка на постоянном токе очень идеально подходит т.к. при постоянном токе дуга горит устойчивее и поэтому сварка будет проходить очень хорошо способствуя отличному наложению шва и хорошему его качеству. Сварка на постоянном токе подходит для данной сварной конструкции не только из-за того что устойчиво горит дуга ,но и потому что при сварке данной сварной конструкции постоянным током это уменьшит число сварочных дефектов.
2.7 Выбор и расчет режимов сварки
Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества. При всех дуговых способах сварки такими характеристиками являются следующие параметры: диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва, род тока и полярности. На форму и размеры влияют не только основные параметры сварки, но и такие технологические факторы, как наклон электрода, его вылет, конструктивная форма соединения и величина зазора. Рассчитаем режимы при автоматической под флюсом, мм
![]() ,
,
где с - величина притупления, мм;
е - ширина шва, мм;
q - высота шва, мм;
![]() - угол разделки, мм;
- угол разделки, мм;
![]() - площадь наплавки,
- площадь наплавки, ![]() .
.
![]() .
.
При сварке многопроходных швов необходимо определит число проходов по формуле, шт
![]()
![]()
Определим силу сварочного тока при автоматической сварке под флюсом, А
![]()
где ![]() -глубина проплавления
основного металла при двухсторонней сварке, мм;
-глубина проплавления
основного металла при двухсторонней сварке, мм;
![]() - коэффициент пропорциональности, мм/100А,
колеблется от 1 до 2.
- коэффициент пропорциональности, мм/100А,
колеблется от 1 до 2.
![]()
![]() = с +(2-3)
= с +(2-3)
![]() =6+(2-3)=9.
=6+(2-3)=9.
Расчет скорости подачи проволоки при автоматической сварке под флюсом, м/ч
![]() ,
,
где ![]() - скорость подачи
сварочной проволоки, м/ч;
- скорость подачи
сварочной проволоки, м/ч;
![]() - диаметр электрода, мм.
- диаметр электрода, мм.
![]() .
.
Расчет скорости сварки при автоматической сварке под флюсом, м/ч
![]() ,
,
где ![]() - скорость сварки, м/ч;
- скорость сварки, м/ч;
![]() - сварочной ток, А.
- сварочной ток, А.
![]() .
.
2.8 Проектирование сборочно-сварочных приспособлений, выбор обоснование выбора оборудования
Выбор и проектирование сборочно-сварочных приспособлений производится в соответствии с предварительно избранными способами сборки и сварки узлов и в целом заданной сварной конструкции. Этот этап проектирования технологического процесса является одним из основных. Поэтому при разработке техпроцесса сборочно-сварочных работ на заданную сварную конструкцию необходимо установить рациональный, качественный и количественный состав требуемой оснастки и технологического оборудования. Данную сварную конструкцию, т.е. система аварийного охлаждения зоны, которая работает под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то нельзя допустить дефектов при сварке и сборке поэтому во время сборки проводят контроль и поэтому данную сварную конструкцию устанавливают на роликовый стенд, который позволит установить данную сварную конструкцию в нужном положении, что обеспечить быстроту и качество сварки. Роликовый стенд состоит из: роликов; сварочной головки для АСФ; тележки; подъемный балкон.
2.9 Выбор методов контроля заданной сварной конструкции
Контроль необходим для предупреждения появления дефектов в швах, а также для определения качества готовых изделий. Контроль производится перед сваркой, в процессе ее и после сварки изделия или узла. Перед сваркой проверяют качество исходных материалов, правильность выбора сварочного оборудования, газовых и электрических приборов – эту стадию называют предварительным контролем. При сварке проверяют правильность выполнения отдельных операций соблюдение режимов сварки и соблюдение заданного порядка наложения швов. Систематически проверяют исправность оборудования – эту стадию называют операционным контролем в процессе сварки. По сварки проверяют качество швов готового изделия – эту операцию называют окончательным. Основные критерии, которые должны быть приняты во внимание при назначении контроля:
-категория ответственности соединений или изделий;
-недопустимость дефектов, рассчитываемая на основе анализов прочности и надежности соединений;
-допустимый уровень дефектов, назначаемый исходя из эксплуатационных и технологических условий группы ответственности изделия;
-чувствительность метода контроля;
-производительность контроля;
-стоимость контроля.
Так как данная сварная конструкция является ответственной конструкцией, применим радиационный метод контроля - это даст возможность точно определить наличие сварных дефектов. Для данной сварной конструкции выбираем УЗК-контроль. Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал.
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 - 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 - 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Для данной конструкции используем дефектоскоп УД2-102 "Пеленг". Этот дефектоскоп используют для контроля сплошности сварных соединений труб, котлов и других металлоконструкций. Прибор позволяет:
- работать в опасных условиях и в труднодоступных местах, на высоте и в при низких температурах (взрывозащищенное исполнение, рабочая температура до -30°С, масса со встроенными аккумуляторами 2 кг);
- снизить вероятность пропуска дефектов (шестиступенная ручная регулировка ВРЧ, В-развертка, режим одновременного выравнивания чувствительности);
- повысить производительность и облегчить работу оператора (создание до 100 настроек: режим индикации распространения ультразвуковых колебаний в контролируемом изделии);
- документировать результаты контроля (протокол В-развертки и протокол А-развертки.)
Прибор позволяет выявлять внутренние дефекты в широкой номенклатуре изделий из металла, пластмасс и др. материалов со скоростью распространения ультразвуковых колебаний 300-9999 м/с. С помощью дефектоскопа возможно определение уровня различных жидкостей в емкостях. Для удобства пользователей в дефектоскопе есть таблица скоростей распространения ультразвуковых колебаний для большого количества твердых материалов и жидких сред. При этом автоматически выбирается значение скорости для определенного типа волны. Также у оператора имеется возможность коррекции предлагаемого дефектоскопом значения.
3. ОРГАНИЗАЦИОННАЯ ЧАСТЬ
3.1 Определение норм времени на сборочно-сварочные работы
Продолжительность времени сборки узлов под сварку зависит от характера и конструктивной сложности узла, его веса и размеров, количество собираемых деталей, а также применяемых при сборке приспособлений инструменты. Норма времени на сборку металлоконструкций под сварку состоит из подготовительно-заключительного, вспомогательного и основного времени.
Подготовительно-заключительное время – включает в себя время затрачиваемое рабочим на получение производительного задания, указание и инструктаж мастера.
Основное время- это время сборки металлоконструкции под сварку в течении которого происходит координация, крепление и соединение входящих в конструкцию деталей или узлов.
Вспомогательное время - затрачивается на доставку деталей и узлов к месту сборки проверку и качество деталей и узлов.
Определим основное время для данной сварной конструкции, мин
![]()
![]()
Расчет штучного времени сборки, мин
![]() ,
,
где ![]() - штучное время, взятое из
нормативных карт на выполнение отдельных укрупненных переходов сборочных работ,
мин
- штучное время, взятое из
нормативных карт на выполнение отдельных укрупненных переходов сборочных работ,
мин
![]() .
.
Расчет штучного времени автоматической сварки производится по формуле, мин
![]() ,
,
где ![]() - основное время сварки
одного погонного метра шва, мин;
- основное время сварки
одного погонного метра шва, мин;
![]() - вспомогательное время на один
погонный метр шва, зависящее о длинны шва, мин;
- вспомогательное время на один
погонный метр шва, зависящее о длинны шва, мин;
![]() - длинна шва, м;
- длинна шва, м;
![]() - вспомогательное время связанное с
изделием, мин;
- вспомогательное время связанное с
изделием, мин;
![]() - коэффициент к
оперативному времени, учитывающий время на
- коэффициент к
оперативному времени, учитывающий время на
обслуживание рабочего места, отдых и личные надобности
![]() .
.
Полученные данные по нормированию сварочных работ приведены в таблице 8
Таблица 8
| Номер операции | Способ сварки | Тип соединения |
|
|
|
|
|
| 020 | АСФ | С25 | 3 | 3 | 10 | 4,7 | 39,2 |
3.2 Определение расхода проката
Потребность в прокате (листа, полосы, уголков, швеллера, трубы) на производство сварных конструкций определяется по каждой группе его сортамента или марки отдельно. Также сварные конструкции имеют чистый вес входящий в заданную сварную конструкцию и определяется на основе чертежей, спецификации или расчетов.
Расчет требуемого количества проката, кг
![]() ,
,
где ![]() - требуемое количество
проката данное группы сортамента на одну сварную конструкцию, кг;
- требуемое количество
проката данное группы сортамента на одну сварную конструкцию, кг;
![]() - коэффициент пересчета чистого веса
конструкции в черный;
- коэффициент пересчета чистого веса
конструкции в черный;
![]() - сумма чистых весов деталей , кг
- сумма чистых весов деталей , кг
![]() .
.
Таблица 9
| Наименование деталей | Количество деталей | Вид заготовки | Чистый вес, кг | Коэффициент пересчета | Чистый вес, кг | |||
| 1 деталь | изделие | |||||||
| 1 Деталь | Изделие | |||||||
|
Фланец Обечайка Патрубок Втулка Кольцо |
1 1 1 5 1 |
Листовой Листовой Труба Труба Труба |
250 304 150 150 100 |
250 304 150 750 100 |
1,23 1,23 1,14 1,14 1,14 |
307,5 373,9 171 171 114 |
307,5 373,9 171 855 114 |
3.3 Определение расхода сварочных материалов
Определение расхода электродной проволоки. Потребность сварочной проволоки определяется из длины швов и удельной нормы расходов проволоки на один метр шва типового размера и определяется по формуле, кг
![]() ,
,
где Mпр – расход сварочной проволоки, кг;
mпр – удельный расход электродной проволоки на 1 погонный метр шва, кг/м.
![]() =8983,5.
=8983,5.
Удельная норма расхода электродной проволоки по формуле, кг/м
![]() ,
,
где Fн - площадь поперечного сечения шва, мм2
γ - плотность расплавленного металла, г/см3
![]() .
.
Расход сварочного флюса на изделие определяется по расходу сварочной проволоки на изделие, кг
![]() ,
,
где ![]() - коэффициент расхода
флюса, зависящий от типа сварочного соединения и способа сварки.
- коэффициент расхода
флюса, зависящий от типа сварочного соединения и способа сварки.
![]() .
.
3.4 Основные мероприятия по технике безопасности
Для сборки и сварки данной сварной конструкции допускаются рабочие с высокой квалификацией и большим опытом работы, т.к. данная сварная конструкция очень ответственная и допускать к сборке и сварке работников с низкой квалификацией недопустимо. В качестве производственных опасностей при сборке данной сварной конструкции в том, что при сборке данная сварная конструкция может сдвинутся с места поэтому необходимо установить прочные опоры и проверить качество их установки. После сборки данной сварной конструкции перед сваркой сварщик с высокой квалификацией должен проверить устойчивость данной сварной конструкции эта проверка пожжет избежать несчастных случаев. Также сварщик должен проверить исправность оборудования и иметь на месте сварки по противопожарным нормам огнетушитель. При работе сварщика если работа в цеху, то освещенность этого цеха должна быть хорошей это улучшит процесс сборки и сварки. Также на рабочем месте сварщика должна быть хорошая вентиляция, эта вентиляция будет вентилировать, помещение это поможет не вдыхать сварщику большое количество вредных газов. Также вентиляция должна иметь очистительное сооружение эти очистительные сооружения будут препятствовать загрязнению окружающей среды. В момент сварки что бы избежать поражения электрическим током у сварщика должна быть хорошая спецодежда, все провода должны быть убраны в безопасное место. На участке проводится большое количество сварочных работ мастер этого участка должен проводить мероприятия по противопожарной безопасности и вводить работников в курсы дел, также мастер должен иметь журнал по ТБ где все работники участка должны расписываться это будет говорить о том что мастер данного участка провел мероприятие.
3.5 Стандартизация и сертификация в сварочном производстве
Сварка, как опасный и вредный технологический процесс, должен в первую очередь стать предметом технического регулирования. Техническое регулирование – правовое регулирование отношений в области установления применения и исполнения обязательных требований и продукции, процессом производства, эксплуатации и хранения, реализации продукции. Техническое регулирование предполагает два уровня: безопасность и качество. Требования безопасности обязательны для всех организаций и будут отражаться в технических регламентах. Технический регламент двух типов: общие и специальные. Технический регламент-этот документ устанавливает обязательные для применения и испытания требования к объектам технического регулирования. Стандартизация – деятельность по установлению правил и характеристик в целях их добровольного и многократного использования, направленным на достижение у порядочности в сферах производства. Сертификация - формы осуществляемые органном по сертификации подтверждение соответствия объектов требования технического регламента положение стандартов и условия договоров.
| Гидропередача УГП 750-1200 | |
|
Содержание 1. Устройство и ремонт системы управления реверсом и режимами работы гидропередачи УГП 750-1200 2. Уход за экипажной частью 3. Износ и ... Для восстановления ответственных деталей вибродуговой наплавкой под слоем флюса или в среде углекислого газа применяют порошковую проволоку марок ПП-ЗХ2В8, ПП-Х12ВФ, ПП-4Х2В8Т, ПП ... Подготовка к сварке деталей и сварочной проволоки сводится к удалению с их поверхности окисной пленки, влаги, загрязнений. |
Раздел: Рефераты по транспорту Тип: курсовая работа |
| Портальный кран "Кондор" | |
|
Введение За последнее десятилетие практически полностью прекратились поставки новых портальных кранов в морские порты России. Порты России в настоящее ... Полуавтоматическую сварку в среде углекислого газа производят проволокой диаметром не более 1,6мм, а вертикальные и потолочные швы проволокой диаметром 0,8.1,2мм. При переходе с ручной электродуговой сварки электродом типа Э42А, Э42, Э46, Э50 по ГОСТ 94.67-75 на не предусмотренные чертежом автоматическую или полуавтоматическую сварку в среде ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Технология обработки конструкционных материалов | |
|
Конспект лекций "Технология обработки конструкционных материалов" ЛЕКЦИЯ 1 Основы металлургического производства. Производство чугуна Основы ... Ручная сварка удобна при выполнении коротких криволинейных швов в любых пространственных положениях, при выполнении швов в труднодоступных местах, а также при монтажных работах и ... Преимущества автоматической сварки под флюсом по сравнению с ручной: повышение производительности процесса сварки в 5.20 раз, повышение качества сварных соединений и уменьшение ... |
Раздел: Промышленность, производство Тип: учебное пособие |
| Правила устройства и безопасной эксплуатации сосудов, работающих под ... | |
|
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ, ДЛЯ ОБЪЕКТОВ ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ 1. Общие положения 1.1 ... Под однотипными сварными соединениями понимаются соединения, одинаковые по марке стали соединяемых деталей, по конструкции соединения, по маркам и сортаменту используемых сварочных ... Контрольные сварные соединения должны быть идентичны контролируемым производственным сварным соединениям (по маркам стали, толщине листа или размерам труб, форме разделки кромок ... |
Раздел: Рефераты по физике Тип: учебное пособие |
| Контроль качества сварных соединений | |
|
... Университет им. К.Э. Циолковского Кафедра "Технология металлических материалов" КОНСПЕКТ ЛЕКЦИЙ ПО КУРСУ "КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ" Автор ... Контроль технологического процесса сварки включает контроль подготовки свариваемых деталей, их сборки под сварку, непосредственно процесса сварки и полученных сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в ... |
Раздел: Рефераты по технологии Тип: реферат |