Дипломная работа: Совершенствование технологического процесса изготовления фрез
Содержание
Введение
1. Анализ технологического процесса
2. Изменение технологического процесса
2.1 Проектирование поворотной головки
2.1.1 Описание поворотной головки
2.1.2 Расчет на прочность шпинделя
2.1.3 Расчет пружин сжатия
2.1.4 Выбор подшипников
2.1.5 Расчет режимов резания
2.2 Проектирование плиты на станок MAHO 800
2.2.1 Описание конструкции
2.2.2 Прочностной расчет
2.2.3 Расчет сил зажима
2.2.4 Расчет режимов резания
2.3 Проектирование планшайбы для круглошлифовальной операции
2.3.1 Описание конструкции и установки деталей
2.3.2 Расчет режимов резания
3. Безопасность и экологичность проекта
3.1 Анализ основных опасных и вредных производственных факторов, присутствующие на производственном участке
3.2 Описание рабочего места, оборудования, выполняемых операций
3.3 Организационные и технические мероприятия по созданию безопасных условий труда с проведением инженерных расчётов
3.4 Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
3.5 Безопасность в чрезвычайных и аварийных ситуациях
3.6 Выводы
4. Экономическая часть
4.1 Исходные данные для экономического обоснования сравниваемых вариантов
4.2 Расчет необходимого количества оборудования и коэффициентов его загрузки
4.3 Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
4.4 Расчет технологической себестоимости сравниваемых вариантов
4.5 Калькуляция себестоимости обработки детали по вариантам технологического процесса
4.6 Расчет показателей экономической эффективности проектируемого варианта техники
5. Исследования в области напыления
Заключение
Список литературы
Приложение. Обоснование необходимости проведения патентного исследования
Введение
Благодаря появлению новых конструкций инструментов стали возможны новые высокопроизводительные способы обработки металлов резанием. Большое влияние на достижения в области конструирования инструментов оказало использование способа сборности. В качестве сменных частей применяются: многогранные неперетачиваемые пластины (МНП); резцовые вставки, кассеты и головки; удлинители и хвостовые (державочные) части.
В отечественной промышленности сборный инструмент с МНП нашел широкое применение, выпуск его постоянно увеличивается как по объему, так и по номенклатуре.
Поиск путей снижения себестоимости изготовления инструмента и повышения гибкости инструментального производства привел к унификации конструкций за счет широкого резцовых вставок, кассет и головок, в которых устанавливаются МНП. Взаимозаменяемость вставок, кассет и головок для различных типов режущих инструментов позволила создать их гаммы по видам и размерам и объединить большие группы инструмента в системы.
В конце 70-х начале80-х годов в отечественном машиностроении в связи с ускоренным развитием легкового и грузового автомобилестроения (ВАЗ, КАМАЗ), а также массовым внедрением сборного инструмента с МНП стала совершенствоваться и технология обработки коленчатых валов.
Специальные фрезы для наружного и внутреннего фрезерования коренных и шатунных шеек и щек коленчатых валов, легковых и грузовых автомашин изготавливают фирмы Sitzmann und Heinlein (ФРГ), Sandvik Coromant (Швеция), Safety (Франция), Hertel (ФРГ). Новым направлением при создании различных типов фрез является модульный принцип. В нем используется один корпус инструмента, в пазы которого могут быть установлены вставки, несущие МНП разных форморазмеров и разной геометрии.
Твердосплавные неперетачиваемые пластины, которые с успехом стали применять на инструменте для обработки коленвалов, потребовали создания специальных фрезерных автоматов с мощностью главного привода до 40-50 кВт и скоростями резания до V=100-140 м/мин. В связи с этим были разработаны станки с двумя фрезерными барабанами, на которых закрепляется набор специальных фрез для одновременной обработки всех коренных шеек и концов вала.
В начале 80-х годов была разработана прогрессивная технология обработки коленвалов и появились первые станки фирм Böehringer (ФРГ), Heller (ФРГ), GFM (Австралия) для охватывающего фрезерования. Прогресс в технологии обработки оснащения станков крупногабаритными специальными сборными фрезами диаметром 900-1100 мм. Централизованное изготовление фрез на специализированном участке или в цехе позволит решить одну из важных проблем оснащения крупнофрезерных полуавтоматов фрезами, не уступающими зарубежным аналогам, и снизить себестоимость их изготовления.
1. Анализ существующего технологического процесса
Краткое описание технологического процесса:
Заготовка получается путем ковки, её поставляют с ВЦМа на ВАЗ уже в разрезанном виде с припуском на обработку 15мм.
Операция 010 Токарная 4110 - заготовка подвергается обдирке на токарно-карусельном станке с припуском 10мм.
008 Контроль 0200 - После чего её контролируют на наличие недоливов, трещин, посторонних включений.
010 Токарная 4110 - заготовку отправляют на черновую токарную обработку, точат предварительно с припуском 5мм по чертежу.
012 Контроль 0200 окончательно контроль на наличие недоливов, трещин, посторонних включений.
015 Термообработка 5130 Поле того, как её проверили, заготовку отправляют на предварительную термообработку, где она проходит закалку и высокий отпуск HRC 29…33 единицы.
018 Контроль 0200- контролируют твердость, геометрию – поводки более 0,5мм недопустимы.
020 Токарная 4110 Заготовку отправляют на токарную обработку, на этой операции точат торцы, наружный диаметр, базовые поверхности с припуском 0,3мм на сторону, а остальное по чертежу.
022 Контроль 0200 Контролируют размеры.
025 Старение 5150 Далее идет термообработка – старение, для снятия внутренних напряжений после черновой и получистовой обработки нагрев до температуры 550 – 570°С, выдержка 12 часов, охлаждение со скоростью 30°С/ч и контролируют поводки, более 0,1мм недопустимы.
030 Плоскошлифовальная операция 4133 шлифуют торцы и поверхности с чистотой 1,6 с припуском 0,2мм на сторону.
032 Круглошлифовальная операция 4131 – шлифуют по наружному диаметру с припуском 0,2мм на сторону на круглошлифовальном станке.
035 Контроль 0200 Контролируют шероховатости и размеры
040 Фрезерная 4260 Заготовку отправляют на фрезерную операцию, где она проходит предварительную обработку по программе на станке MAHO 800, с припуском 0,2…0,3мм на сторону.
065 Слесарная 0108 На слесарной операции притупляют кромки и прочищают заготовку от стружки и заусенцев.
070 Контроль 0200 Контроль размеров.
075 Старение 5150 Далее идет термообработка – старение, для снятия внутренних напряжений после предварительной обработки нагрев до температуры 550 – 570°С, выдержка 12 часов, охлаждение со скоростью 30°С/ч
085 Контроль 0200 Контролируют поводки, более 0,1мм недопустимы.
090 Плоскошлифовальная операция 4133 На плоскошлифовальной операции шлифуют оба торца и базовые поверхности в размер, с чистотой Ra 1,6 и отправляют на круглошлифовальный станок.
095 Круглошлифовальная операция 4131 заготовку шлифуют по наружному диаметру в размер.
100 Контроль 0200 Контроль размеров.
110 Фрезерная операция 4260 окончательно фрезеруют по программе в размер и отправляют заготовку на контроль.
120 Слесарная операция 0108 Притупить кромки прочистить
125 Контроль 0200 Контроль осуществляет машина, она записывает в паспорт контроля фактические размеры под азотирование.
130 Азотирование 5182 Заготовку азотируют на глубину 0,3…0,5мм, при этом достигается твердость HRC 52…53, резьбы от азотирования защищают оловом или жидким стеклом.
135 Слесарная 0108 Притупить кромки, калибровать резьбы, прочистить.
140 Контроль 0200 Фрезу окончательно контролируют, заполняют паспорт контроля и отправляют её на склад.
Описание термообработки
Азотирование
Азотированием называют процесс насыщения поверхностного слоя стали азотом при нагреве её до 500-650 С в аммиаке.
Азотирование повышает твердость поверхностного слоя детали, его износостойкость, предел выносливости, и сопротивление коррозии в атмосфере воде и паре и т.д.
Заготовка под азотирование предварительно проходит термическую обработку. Эта операция состоит из закалки и высокого отпуска сталь для получения повышенной прочности и вязкости в сердцевине изделия. Отпуск проводят при высокой температуре 600-675 С, повышающей максимальную температуру последующего азотирования и обеспечивающей получение твердости, при которой сталь можно обработать резанием. Структура стали после отпуска – сорбит.
После термообработки заготовку подвергают механической обработке, а также шлифованию, которое придает окончательные размеры детали.
Защита участков, не подлежащих азотированию, нанесением тонкого слоя (10…15) мкм олова электролитическим методом или жидкого текла. Олово при температуре азотирования олово расплавляется, на поверхности стали в виде тонкой не проницаемой для азота пленкой.
Далее идет само азотирование. Азотирование изделий сложной конфигурации из стали 38Х2МЮА рекомендуется выполнять при 500-520 С. Длительность процесса зависит от требуемой толщины азотированного слоя чем выше температура азотирования тем твердость азотного слоя. Обычно при азотировании желательно иметь слой толщиной 300-600 мкм. Процесс азотирования при температуре 500-520 С в этом случае является продолжительным и составляет 24-60 часов.
В процессе насыщением азотом изменяется, но очень мало, размеры изделия вследствие увеличения объема поверхностного слоя, деформация при повышении температуры азотирования и толщины слоя возрастает.
Для ускорения процесса азотирования не редко применяют двух ступенчатый процесс: сначала азотирование проводят при 500-520С а затем при 540-560С при двухступенчатом процессе сокращается продолжительность процесса, при этом сохраняется высокая твердость азотированного слоя.
Рис 1 Модель корпуса фрезы (вид спереди)
Охлаждение после азотирования производят вместе с печью в потоке аммиака (до 200 С) во избежание окисления поверхности.
После азотирования окончательное шлифование и доводка изделия.
Рис 2 Модель корпуса фрезы (вид сзади)
В дипломном проекте я хочу усовершенствовать технологический процесс изготовления корпуса фрезы.
На базе поворотной головки для сверления отверстий спроектирую поворотную головку, которая будет применяться для нарезания резьбы метчиком, это позволит исключить слесарную операцию, на которой резьба нарезается в ручную, оснащу головку устройством типа трещотка, для того чтобы при нарезании резьбы не произошло её срезание, и механизмом осевого компенсатора который компенсирует движение шпинделя для того чтобы не испортить резьбу.
Модернизирую стол, на котором крепится заготовка, это позволит исключить фрезерную операцию, на которой сверлят и растачивают технологические отверстия для крепления заготовки, все эти операции будут происходить на одном оборудовании.
Спроектирую планшайбу для круглошлифовальной операции взамен старой. К старой планшайбе заготовка крепилась через втулки внутри которых проходили шпильки и крепили заготовку к планшайбе. В проекте я предлагаю крепить фрезу не на втулки, а на саму планшайбу для этого необходимо поменять её конструкцию. Данная конструкция планшайбы обеспечит большую жесткость по сравнению со старой конструкцией, а значит и шлифованная поверхность заготовки будет более качественной.
Место крепления фрезы к станку буду упрочнять, нанося на него защитное покрытие.
Вот основные направления, по которым я хочу построить свой дипломный проект.
2. Изменение технологического процесса
2.1 Проектирование поворотной головки
2.1.1 Описание поворотной головки
Необходимость проектирования поворотной головки нужна была, для того чтобы исключить одну слесарную операцию, на которой нарезают резьбу.
Для нарезании резьбы вручную использовали машинный метчик т.к. применять слесарные метчики в коротком глухом отверстии было невозможно. Но применение машинных метчиков при нарезании резьбы в ручную опасно тем, что он имеет малую заходную часть, по этому метчик может не сцентрироваться произойти перекос, что может привести к дефекту резьбы, к тому же для нарезания резьбы машинным метчиком нужны усилия больше чем при нарезании слесарными метчиками. Разработанная мною конструкция даёт возможность нарезания резьбы на фрезерном обрабатывающем центре MAHO 800. Я взял за основу поворотную головку предназначавшийся для сверления отверстий, пришлось значительно увеличить в диаметре шпиндель поворотной головки, чтобы туда можно было разместить конструктивные элементы, но в тоже время нельзя было увеличивать межосевое расстояние т.к. это бы привело к увеличению габаритных размеров головки. По этому пришлось поменять переднюю опору в связи с увеличением диаметра шпинделя, а вот посадочный диаметр зубчатого колеса остался прежним, а заднюю опору оставил без изменений. Головка имеет на шпинделе компенсатор типа трещотка, которая в случае заклинивании метчика будет проворачиваться, что не даст испортить резьбу и метчик. Плюс к этому есть еще у головки выдвижной шпиндель, который компенсирует движение подачи по оси как в одну сторону, так и другую, что практически полностью исключает заклинивание резьбы во время обработки.
Поворотная головка крепиться к шпинделю фрезерного станка за штревель, который шпиндель втягивает. А базируется головка по двум отверстиям, в которые входят конические фиксаторы, и по двум фиксатором которые входят в два отверстия шпинделя станка. Крутящий момент от шпинделя головка получает через оправку, в которой есть два паза, за которые головку вращает шпиндель. Оправка в головке сидит на двух радиально опорных подшипниках. От оправки крутящий момент передается водило, которое сидит на шестерне. Шестерня передает крутящий момент под углом 90 градусов на зубчатое колесо, которое сидит на шпинделе. Шпиндель имеет две опоры, в передней опоре стоит игольчатый подшипник ГОСТ 4657-82 обозначение 4024105, в задней два радиально упорных подшипника ГОСТ 831-75 обозначение 36202. Со шпинделя крутящий момент передается на водило через шлицевое соединение, а с водила на шарик, который передает вращение на корпус патрона с корпуса через квадратное отверстие на инструмент, а базируют инструмент прижимные шарики находящихся на втулке.
Принцип работы компенсирующих устройств.
Поворотная головка имеет компенсацию движений, как от крутящего момента, так и в осевом направлении.
Компенсация крутящего момента необходима на тот случай, когда заклинит метчик, так как крутящий момент, подаваемый со шпинделя достаточно большой по этому, если его не компенсировать метчик просто сорвет резьбу и возможно испортится инструмент. Для компенсации крутящего момента служит механизм типа трещотка.
Принцип работы трещотки.
Со шпинделя на водило передаётся крутящий момент, а с водила на шарик который находится в отверстии корпуса. Шарик прижимается к водилу и корпусу патрона втулкой, которая находится под действием набора тарельчатых пружин. Когда крутящий момент превышает допустимый, шарик вытесняет втулку и сам выходит из отверстия корпуса. Корпус останавливается, а водило с шариками обкатываются по нему до тех пор, пока крутящий момент не станет допустимым. Допустимый момент можно регулировать с помощью гайки, которая натягивает набор тарельчатых пружин. Но для нарезании резьбы недостаточно компенсировать один лишь крутящий момент ведь обрабатывающий центр еще и включает подачу, которую тоже необходимо компенсировать.
Принцип работы осевого компенсатора.
Если заклинил метчик и шпиндель продолжает подавать в лево тогда метчик будет жать на корпус патрона а корпус будет давить на гайку которая будет сжимать пружину по большему диаметру пока не закончится подача. Теперь рассмотрим тот случай, когда метчик заклинил на выходе, то есть застрял в отверстии. Шпиндель уходит в право метчик остается на месте через крепящие шарики корпус будет увлекаться за метчиком сжимая с другого конца корпуса пружину.

Рис 3 Модель поворотной головки
2.1.2 Расчет на прочность шпинделя
Расчет прочности шпинделя в опасном сечении.
Для расчета максимального крутящего момента нужно учитывать тот фактор, что при работе поворотной головки предназначенной для нарезания резьбы, в её конструкции предусмотрен компенсатор, типа трещотка, который при заклинивании инструмента, при определенном крутящем моменте, срабатывает трещотка. По этому будем считать, что крутящий момент будет возрастать до тех пор, рока не сработает трещотка.
 (2,1)
(2,1)
Мкр=Мтр=10 Н·м
Для конической передачи
Окружная сила
Рокр=2М/d=2·10/0.032=625Н (2,2)
Где М- крутящий момент, d- диаметр вала на который сажается зубчатое колесо.
Найдем осевую составляющую
Росев=Рокр·tg α·sin δ=625·tg20·sin33=123,8H (2,3)
Где Рокр- окружная сила, α- угол профиля, δ- угол спирали в середине зубчатого венца
Радиальная составляющая
Рr=Pокр·tgα·cosδ=625·tg20·cos33=190,7H (2,4)
Построим эпюры растяжений и крутящих моментов
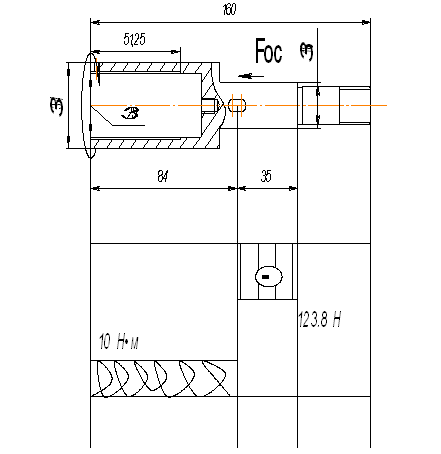
Рис 2.1 Эпюра изгибающих моментов
Построим эпюры изгибающих моментов.
Так как в передней опоре стоит игольчатый подшипник, а в задней два радиально упорных, нужно считать что шпиндель (далее в расчетах будем называть его – балкой не равного сечения находящейся в заделке где запрещается прогиб в месте стояния подшипников т.е. с двух сторон. По этому система получается статически неопределимая 2-а раза.
Все расчеты буду делать в приложении MathCAD
Построим исходную систему
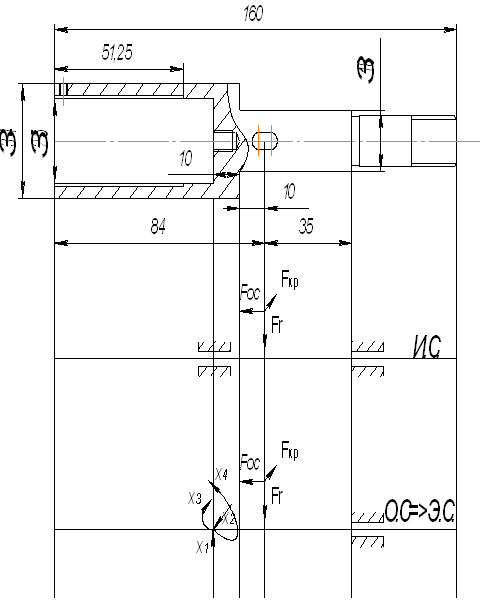
Рис 2.2 Эпюра изгибающих моментов
От исходной системы переходим к основной системе, откидываем одну опору и заменяем её силами. Построим эпюру изгибающих моментов, и эпюры моментов от ед. силы и ед. момента.
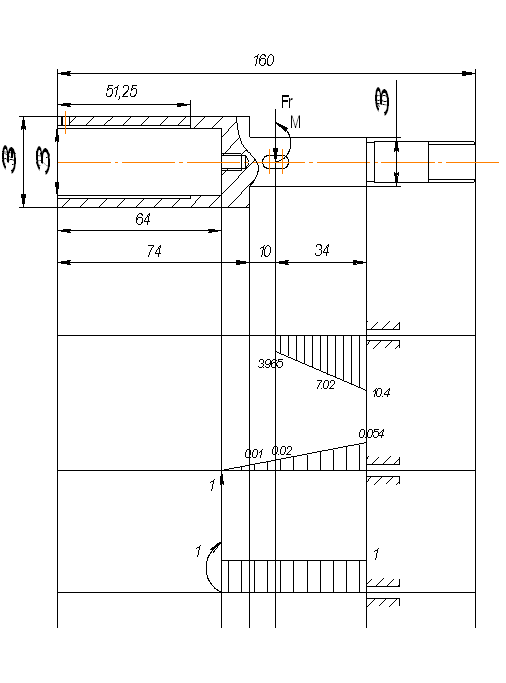
Рис 2.3 Эпюра изгибающих моментов
Составим систему уравнений
X1×d11+X3×d13+D1F=0 (2,5)
X1×d31+X3×d33+D3F=0
Где d11,d33,d13=d31 -перемещения найдем перемножая единичные эпюры друг на друга (все размеры в метрах).
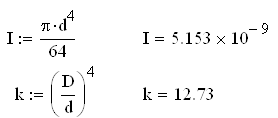 (2,6)
(2,6)
Где k - коэффициент учитывающий диаметры сечений вала, Пользуясь формулой Симпсона для нахождения d11,d33,d13=d31
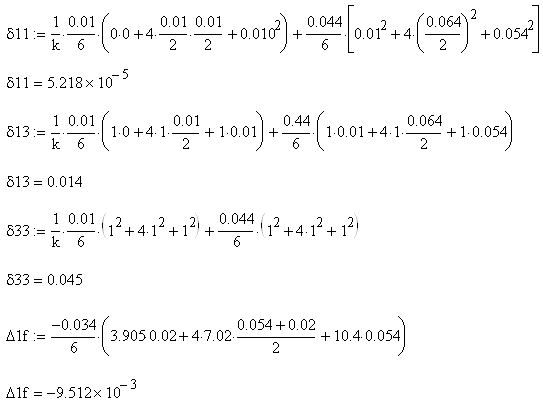
Зная единичные перемещения от единичного вектора d11, еденичного вектора и единичного момента d13, единичного момента d33, единичного вектора и грузовой эпюры D1F, единичного момента и грузовой эпюры D3F найдем силы приложенные в точке где мы убрали опору для раскрытия статической неопределимости. Для этого подставим d11 d13 d33 D3F D1F в систему уравнений (1)
X1×d11+X3×d13+D1F=0 (2,6)
X1×d31+X3×d33+D3F=0
Сократим на ![]() тогда получится
тогда получится

Найдем из этого уравнения Х1 и Х3
X1=14,998H
X2=0.62 Н×м
Построим эпюру с учетом этих сил

Рис. 2.4 Эпюра изгибающих моментов
Построим эпюры от крутящего момента и определим 2-ю статическую неопределимость
Построим эпюру изгибающих моментов, и эпюры моментов от ед. силы и ед. момента.
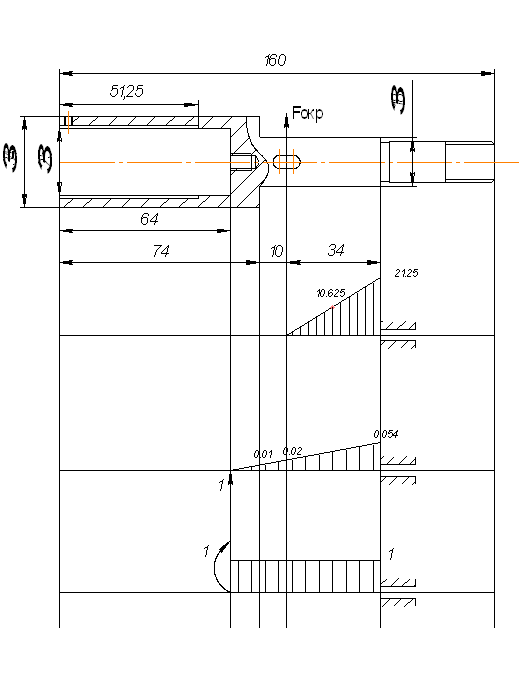
Рис. 2.5 Эпюра изгибающих моментов
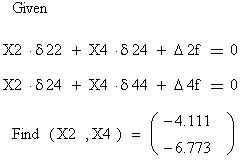
Составим систему уравнений
X2×d22+X4×d24+D2F=0 (2,7)
X2×d41+X4×d44+D4F=0
Пользуясь формулой Симпсона для нахождения d22,d44,d24=d42
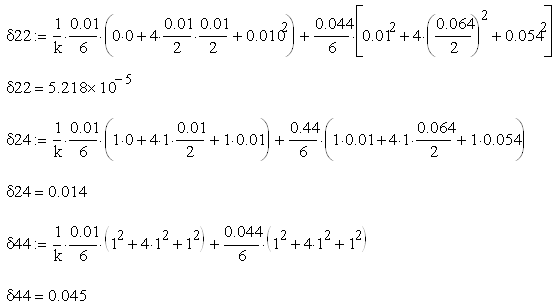
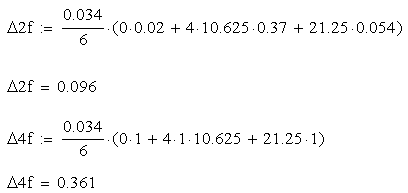
Зная единичные перемещения от единичного вектора d22, еденичного вектора и единичного момента d24, единичного момента d44, единичного вектора и грузовой эпюры D2F, единичного момента и грузовой эпюры D4F найдем силы приложенные в точке где мы убрали опору для раскрытия статической неопределимости. Для этого подставим d22 d24 d44 D4F D2F в систему уравнений (2)
X2×d22+X4×d24+D2F=0 (2,7)
X2×d41+X4×d44+D4F=0
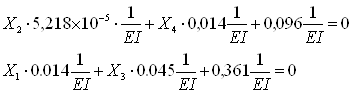
Сократим на ![]() тогда получится
тогда получится

Найдем из этого уравнения Х2 и Х4
Построим эпюру с учетом этих сил
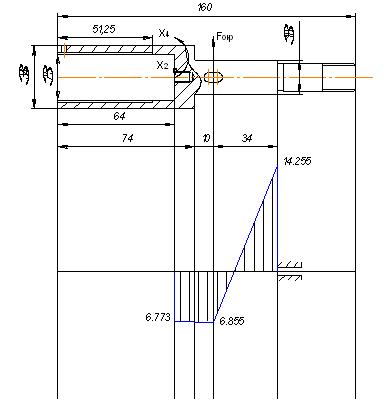
Рис 2.6 Эпюра изгибающих моментов
Все сечения вала испытывают плосконапряженное состояние, найдем сечение с максимальным напряжением для этого необходимо найти эквивалентный момент.
Эквивалентный момент по третьей гипотезе прочности равен
![]() (2,8)
(2,8)
Судя по эпюрам нас будет интересовать 2-а наиболее нагруженных сечения:
1 сечение возле заделки
![]()
2 сечение, где находиться шпонка
![]()
Как видно из выше приведенных расчетов максимальный момент будет в первом сечении, по этому найдем максимальное напряжение именно для этого сечения.
![]() (2,9)
(2,9)
![]() м3
м3
![]()
Сравним максимальное напряжение с допустимым, с учетом динамики.
![]() (2,10)
(2,10)
![]()
Условие прочности в опасном сечении соблюдается.
2.1.3 Последовательность расчета пружин сжатия
Исходными величинами для определения размеров пружин являются силы Р1 и Р2, рабочий ход h, наибольшая скорость V0 перемещения подвижного конца пружины при нагружении или лил при разгрузке, заданная выносливость N и наружный диаметр пружины D (предварительный). Если задана только сила Р2, то вместо рабочего хода h назначают прогиб F2 соответствующей заданной силе.
С учетом заданной выносливости N предварительно определяют принадлежность пружины к соответствующему классу по таблице 116.
По заданной силе Р2 и крайним значениям инерционного зазора δ по формуле (1) вычисляют граничные значения силы Р3.
По вычисленным величинам Р3, пользуясь таблицей 117, предварительно определяют принадлежность пружины к соответствующему разряду в выбранном классе.
По таблице 120 параметров пружин в соответствии со стандартом отыскивают строчку, в которой наружный диаметр витка близко совпадает с предварительно заданным значением D. Из этой же строки берут соответствующие величины Р3 и диаметр проволоки d.
По таблице 117 определяют напряжения τ3 вычисляют с учетом временного сопротивления σв по ГОСТ 9389-75
По полученным значениям Р3
и τ3, а также по заданной силе Р2 по формуле (2) находят критическую
скорость Vкр и отношение ![]() , с помощью которого проверяют
принадлежность пружины к предварительно установленному классу. Несоблюдения
условия
, с помощью которого проверяют
принадлежность пружины к предварительно установленному классу. Несоблюдения
условия ![]() для пружин 1 и 2 классов означает,
что при скорости V0 выносливость, обусловленная в таблице 116, может быть не
обеспечена. Тогда пружина должна быть отнесена к последующему низшему классу
или должны быть изменены исходные условия с таким расчетом, чтобы после
повторных вычислений в указанном порядке удовлетворялось требование
для пружин 1 и 2 классов означает,
что при скорости V0 выносливость, обусловленная в таблице 116, может быть не
обеспечена. Тогда пружина должна быть отнесена к последующему низшему классу
или должны быть изменены исходные условия с таким расчетом, чтобы после
повторных вычислений в указанном порядке удовлетворялось требование ![]() . Если это
выполнить нельзя, то назначают запасные комплекты пружин.
. Если это
выполнить нельзя, то назначают запасные комплекты пружин.
С учетом установленного класса и разряда в соответствии со стандартом по таблице 120 выбирают величины Z1 и f3, затем вычисляют размеры пружины.
Расчет первой пружины
Сила пружины при
предварительном перемещении ![]() .
.
Сила пружины при рабочем
перемещении ![]() .
.
Рабочий ход - ![]()
Наибольшая скорость перемещения подвижного конца пружины при нагружении и разгружении
Примем подачу метчика S=3мм/об.
Обороты шпинделя n=1.5об/с.
![]() (3,1)
(3,1)
Выносливость N - число циклов до разрушения
N=5·106 (3,2)
Наружный диаметр пружины D=22.
Относительный инерционный зазор пружины сжатия δ = 0.01
Сила пружины при наибольшем перемещении
 (3,3)
(3,3)
силу Р3 уточняем по
таблице 120, Р3=115,758Н, диаметр проволоки d=2мм, жесткость одного
витка Z1=19.620Н, наибольший прогиб одного витка f3= 5.9, временное сопротивление, σв=2100, наибольшее напряжение при крученииЄ ![]() Мпа (3,4)
Мпа (3,4)
Критическая скорость пружины сжатия
![]() (3,5)
(3,5)
![]() (3,6)
(3,6)
Условие соблюдается
Жесткость пружины
![]() (3,7)
(3,7)
Число рабочих витков
![]() (3,8)
(3,8)
Число опорных витков ![]() . Полное число витков
. Полное число витков
![]() (3,9)
(3,9)
Средний диаметр пружины
![]() (3,10)
(3,10)
Индекс пружины
![]() (3,11)
(3,11)
Предварительное перемещение
![]() (3,12)
(3,12)
рабочее перемещение
 (3,13)
(3,13)
Наибольшее перемещение
 (3,14)
(3,14)
Высота пружины при наибольшем перемещении
![]() (3,15)
(3,15)
где n3=1.5 число шлифованных витков
Высота пружины при наибольшем перемещении
![]() (3,16)
(3,16)
Высота пружины при предварительном перемещении
![]() (3,17)
(3,17)
Высота пружины при рабочем перемещении
![]() (3,18)
(3,18)
Шаг пружины
![]() (3,19)
(3,19)
Длина развернутой пружины ( без учета зацепов пружины растяжения)
![]() мм (3,20)
мм (3,20)
Масса пружины в КГ
![]() (3,21)
(3,21)
Объем W занимаемый пружиной, мм
![]() (3,22)
(3,22)
Расчет второй пружины
Сила пружины при
предварительном перемещении ![]() .
.
Сила пружины при рабочем
перемещении ![]() .
.
Рабочий ход ![]()
Наибольшая скорость перемещения подвижного конца пружины при нагружении и разгружении
Примем подачу метчика S=3мм/об.
Обороты шпинделя n=1.5об/с.
![]() (3,23)
(3,23)
Выносливость N - число циклов до разрушения таб. 116 N=5·106
Наружный диаметр пружины D=12
Относительный инерционный зазор пружины сжатия δ=0.01
Сила пружины при наибольшем перемещении
 (3,24)
(3,24)
силу Р3 уточняем по таблице 120, Р3=61,120Н, диаметр проволоки d=1,2мм, жесткость одного витка Z1=16,147Н, наибольший прогиб одного витка f3= 3,645, временное сопротивление σв=2100, наибольшее напряжение при кручении
![]() Мпа (3,25)
Мпа (3,25)
Критическая скорость пружины сжатия
 (3,26)
(3,26)
![]()
Условие соблюдается
Жесткость пружины
![]() (3,27)
(3,27)
Число рабочих витков
![]() (3,28)
(3,28)
Число опорных витков ![]()
Полное число витков
![]() (3,29)
(3,29)
Средний диаметр пружины
![]() (3,30)
(3,30)
Индекс пружины
![]() (3,40)
(3,40)
Предварительное перемещение
![]() (3,41)
(3,41)
рабочее перемещение
![]() (3,42)
(3,42)
Наибольшее перемещение
![]() (3,43)
(3,43)
Высота пружины при наибольшем перемещении
![]() (3,44)
(3,44)
где n3=1.5 число шлифованных витков
Высота пружины при наибольшем перемещении
![]() (3,45)
(3,45)
Высота пружины при предварительном перемещении
![]() (3,46)
(3,46)
Высота пружины при рабочем перемещении
![]() (3,47)
(3,47)
Шаг пружины
![]() (3,48)
(3,48)
Длина развернутой пружины ( без учета зацепов пружины растяжения)
![]() мм (3,49)
мм (3,49)
Масса пружины в КГ
![]() (3,50)
(3,50)
Объем W занимаемый пружиной, мм
![]() (3,51)
(3,51)
2.1.4 Выбор подшипников
Для подшипников с
частотой вращения кольца ![]() основной
характеристикой служит статическая грузоподъемность С0; при большей
частоте вращения – динамическая грузоподъёмность С.
основной
характеристикой служит статическая грузоподъемность С0; при большей
частоте вращения – динамическая грузоподъёмность С.
По ГОСТ 18855 – 73 динамической грузоподъёмностью радиальных и радиально – упорных подшипников называют величину постоянной радиальной нагрузки, которую группа идентичных подшипников с неподвижным наружным кольцом может выдержать в течение 1 млн. оборотов внутреннего кольца. Под номинальной долговечностью понимают срок службы подшипников, в течение которого не менее 90% из данной группы при одинаковых условиях должны проработать без появления признаков усталости металла.
Расчетную долговечность L в млн. оборотов или Lh в часах определяют по динамической грузоподъемности С и величине эквивалентной нагрузки Рэ.
 (4,1)
(4,1)
где m=10/3 – для роликоподшипников.
Для любых подшипников
![]() (4,2)
(4,2)
где n – частота вращения подшипника, об/мин.
Полученный по этой формуле результат должен соответствовать долговечности редукторов 360 000 ч. – для зубчатых редукторов. Эквивалентная нагрузка РЭ для однорядных радиальных роликоподшипниках
![]() (4,3)
(4,3)
где X – коэффициент радиальной нагрузки X=0.56
V – Коэффициент учитывающий вращение колец. V =1
Fr – радиальная нагрузка Fr=190.7 H
Y – Коэффициент осевой нагрузки Y =2.30
Fa – Осевая нагрузка Fa = 123.8 Н
Кт – Температурный коэффициент Кт =1.05
Кб – Коэффициент безопасности Кб =1.2
C – Динамическая грузоподъёмность С=25000 Н
n – частота оборотов n = 90 об/мин
![]()
Найдем расчетную долговечность
 (4,4)
(4,4)

Полученный по этой формуле результат соответствует долговечности 360 000 ч.
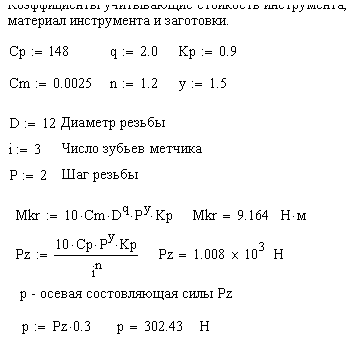
2.1.5 Расчет режимов резания
Резьба М6, Шаг 1 мм, инструмент метчик Р18.
Подача S=1мм/об
Скорость резания
 (5,1)
(5,1)
где Сv – постоянная величина для данных условий Сv = 64.8, d – Диаметр резьбы d = 6 мм, qv = 1.2, yv = 0.5, m = 0.9, T – Стойкость инструмента Т = 90 мин.
Поправочный коэффициент ![]() , где коэффициенты Кмv, Кuv, Kmv – учитывают
обрабатываемый и инструментальный материалы и точность нарезаемой резьбы
соответственно их значениям, приведенными в [таб. 47]
, где коэффициенты Кмv, Кuv, Kmv – учитывают
обрабатываемый и инструментальный материалы и точность нарезаемой резьбы
соответственно их значениям, приведенными в [таб. 47]
![]()
![]()

Ранее были рассчитаны сила Pz = 1000 Н и крутящий момент М=9,164 Н·м. Определим мощность резания
![]() (5,2)
(5,2)
Расчет штучного времени для нарезания резьбы
![]() (5,3)
(5,3)
Найдем машинное время
 (5,4)
(5,4)
![]()
![]()
ТВ – вспомогательное время, время на быстрое перемещение инструмента и стола
![]()
Определим штучное время на нарезание резьбы в одном отверстии
![]()
В заготовке 24 отверстия тогда
![]()
В данном случае заготовка уже установлена по этому в данном случае машинное время равно штучному.
2.2 Проектирование плиты на стенок МАНО 800
2.2.1 Описание конструкции плиты на станок MAHO 800
Приспособление – плита предназначено для фрезерной обработки фрезы охватывающего фрезерования типа GFM на обрабатывающем центре MAHO 800.
На плиту ставятся четыре опоры, опора базируются по двум взаимно перпендикулярным шпонкам и крепятся к плите на четыре винта. К опоре крепится прижим на четыре винта, прижим можно перемещать вдоль направляющих. На прижиме есть отверстие с резьбой под болт, им перемещают и закрепляют заготовку с четырех сторон по окружности фрезы. К опоре крепится прихват и винтом прижимает заготовку к опоре. С другой стороны к опоре крепится индикаторная стойка, она служит для выверки фрезы относительно центра.
2.2.2 Прочностной расчет прижима
Прижим представляет собой изогнутый стержень с прямоугольным сечением, к нему приложена сила 5300 Н
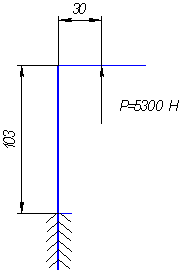
Рис 2.1 Расчетная схема
Прижим крепится к стойке на винт и на две шпильки по этому будем считать что в этом месте у нас будет жесткая заделка.
Построим эпюру момента действующего от силы P на плечо L=30мм
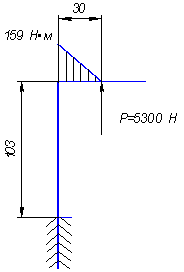
Рис 2.2 Эпюра моментов
Момент получился равен ![]() . Этот момент будет
загибать стойку.
. Этот момент будет
загибать стойку.
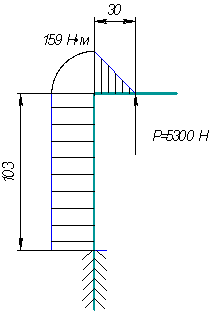
Рис 2.3 Эпюра моментов
А сила Р будет вытягивать стойку. Построим силовую эпюру.
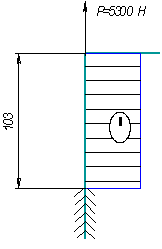
Рис 2.4 Эпюра моментов
Все сечения испытывают плосконапряженное состояние, найдем сечение с максимальным напряжением для этого необходимо найти эквивалентный момент.
Эквивалентный момент по третьей гипотезе прочности равен
![]() (2.1)
(2.1)
Судя по эпюрам нас будет интересовать сечение на изгибе
![]()
найдем максимальное напряжение именно для этого сечения.
![]() (2,2)
(2,2) ![]() м3
(2,3)
м3
(2,3)
![]() (2,4)
(2,4)
Сравним максимальное напряжение с допустимым, с учетом динамики.
![]() (2,5)
(2,5)
![]()
Условие прочности в опасном сечении соблюдается.
2.2.3 Расчет сил зажима
В процессе обработки заготовки на нее действует система сил. С одной стороны действуют составляющие силы резания, которые стремятся нарушить ориентацию заготовки, с другой - силы зажима, препятствующие этому. Из условия равновесия этих сил и с учетом коэффициента запаса, определяется необходимое усилие зажима. При проектировании приспособления необходимо разработать схему закрепления используя следующее правила: - схема закрепления, приложенные усилия, не должны нарушать ориентацию детали. - не должно возникать деформаций детали и элементов приспособления, приводящих к уменьшению точности обработки, или повреждению ее поверхности. - по возможности использовать силы резания для закрепления детали. Так как сила резания и сила закрепления имеют случайный характер и их действительные значение зависят от целого ряда факторов. С целью исключения влияния этих факторов на показатели надежности закрепления в расчеты вводится коэффициент запаса.
К=К0*К1*К2*К3*К4*К5*К6 (35) (3,1)
К0=1.5 - гарантированный коэффициент запаса.
К1 - коэффициент, учитывающий увеличение сил резания от случайных неровностей на обрабатываемых поверхностях заготовки.
при чистовой - К1=1.0.
К2 - коэффициент, учитывающий увеличение сил резания вследствие затупления инструмента. (См. таблицу).
Значение коэффициента К2
| Метод обработки | Материал заготовки | Составляющая силы резания | Коэффициент К2 |
| Черновая обработка | Сталь | Pz | 1.0 |
| Py | 1.4 | ||
| Чугун | Pz | 1.0 | |
| Py | 1.2 | ||
| Чистовая обработка | Сталь | Pz | 1.0 |
| Py | 1.05 | ||
| Чугун | Pz | 1.05 | |
| Py | 1.4 |
К2=1,05 для силы Ро и М
Где Ро – осевая сила
М – момент
К3 - коэффициент, учитывающий увеличение сил резания при прерывистом резании.
К3=1.2 - при прерывистом резании
К4 - коэффициент, характеризующий постоянство силы, развиваемой зажимным механизмом.
Для механизированных приборов К4=1,0.
К5 - коэффициент, характеризующий разброс усилий рабочего на рукоятке немеханизированного зажимного механизма (эргономический).
К5=1 - для механизированного зажима.
К6 - коэффициент, учитывающий случайность площади соприкосновения опорных поверхностей с базовыми.
К6=1.2 - при базировании плоскости по штыри.
С учетом сказанного расчетная сила резания :
Pо расч.=К*М.
![]()
при сверлении технологических отверстий
Сила Ро при сверлении
![]() (3,2)
(3,2)
крутящий момент М рассчитывается
![]() (3,3)
(3,3)
Найдем значения коэффициентов и показателей степени в формулах крутящего момента и осевой силы при сверлении
См=0,041 qм=2,0 YМ=0,7 СР=143 qp=1.0 yp=0.8
D – диаметр отверстия (D=14).
Коэффициент - ![]() учитывающий механические
свойства обрабатываемого материала.
учитывающий механические
свойства обрабатываемого материала.
![]()
 (3,4)
(3,4)
Зная все необходимые коэффициенты найдем значения силы Ро и крутящего момента М
![]() (3,5)
(3,5)
![]() (3,6)
(3,6)
РО расчит = РО·К=18·1,512=27,216кНт (3,7)
Приложенные к заготовке силы должны предотвратить возможный отрыв заготовки от установочных элементов, сдвиг или поворот ее под действием сил резания и обеспечить надежное закрепление в течение всего времени обработки. Силы зажима не следует завышать, так как при этом увеличивается деформация заготовки в местах приложения сил, а также размеры, масса и стоимость зажимных устройств и всего приспособления. Занижение сил зажима недопустимо, поскольку не будет обеспечен надежный зажим заготовок. Поэтому при проектировании станочных приспособлений силы закрепления рассчитывают; их расчетные величины являются основой для прочностных расчетов элементов зажимных устройств и силовых приводов с требуемыми характеристиками. Расчет сил закрепления обычно направлен на обеспечение равновесия заготовки под действием приложенных к ней внешних сил. Внешними силами являются силы резания, силы закрепления, реакции опор и силы трения. Поэтому для расчета нужно знать условия обработки в проектируемом приспособлении: величину, направление и место приложения сил резания, сдвигающих заготовку, а также определить схему базирования и закрепления для нахождения места приложения сил закрепления и сил трения, препятствующих сдвигу заготовки. Величину сил резания и их моментов определяют по формулам теории резания или по данным нормативных справочников, исходя из твердости обрабатываемого материала, режимов резания, геометрии режущих инструментов и других факторов. При этом учитывают наиболее неблагоприятные условия обработки, когда силы резания будут максимальными.
Условия равновесия произвольной пространственной системы сил
В общем случае условия равновесия произвольной пространственной системы сил выражаются системой уравнений:
![]()
![]()
![]() (3,8)
(3,8)
![]()
![]()
![]()
т.е. необходимыми и достаточными условиями равновесия являются равенства нулю сумм всех сил на 3 координатные оси сумм моментов всех сил относительно тех же осей.
Трение скольжение. Явление самозаклинивания.
Проиллюстрировать действие сил трения можно с помощью следующего опыта. Тело приводится в движение по горизонтальной плоскости посредством сдвигающей силы P, значение которой монотонно возрастает, начиная с нуля. Сила, препятствующая скольжению, это и есть сила трения. Опыт показывает, что скольжение начинается только по достижении некоторого предельного значения сдвигающей нагрузки, т.е. при условии P > Pпред.
При P ≤ Pпред. Тело остается неподвижным.
Так были получены общие закономерности, которым подчиняются трение скольжения (законы Кулона):
1. Сила трения скольжения в покое численно равна сдвигающей силе, противоположна ей по направлению, но не может превысить некоторой предельной величины, т.е. изменяется в пределах
![]() (3,9)
(3,9)
2. Значение предельной силы трения прямо пропорционально нормальной реакции:
![]() (3,10)
(3,10)
где ƒ0– так называемый коэффициент трения скольжения в покое.
Представление о величине коэффициента ƒ0 дают следующие данные: при трении стали по стали (без смазки) ƒ0 =0,20…0,30.
Величина коэффициента зависит от качества обработки трущихся поверхностей, их твердости, наличия или отсутствия смазки, качества смазки и многих других факторов.
3. Сила трения скольжения при движении направлена в сторону, противоположную скорости, и ее значение пропорционально нормальной реакции:
![]() (3,11)
(3,11)
где коэффициент трения скольжения при движении. Этот коэффициент зависит от той же совокупности факторов, что и ƒ0, кроме того, от скорости движения. Обычно с увеличением скорости величина ƒ сначала убывает, а затем сохраняет почти постоянное значение или возрастает
Рис 3.1 Расчетная схема
На рисунке показана схема расположения сил при сверлении технологических отверстий в заготовке.
Будем рассматривать эту систему как сумму двух плоских систем.
перенесем силу Ро
на линию АБ но от этой силы останется момент который будет равен ![]()
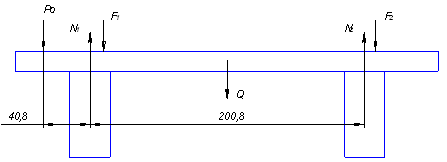
Рис 3.2 Расчетная схема
Составим систему уравнений.
Учитывая, что в данном случае прижимные силы будут необходимы только где реакция N будет отрицательной.
При условии ![]()
![]() (3,8)
(3,8)
![]()
отсюда легко найти N1 и N2
![]()
![]()
Результаты означают, что в первой опоре дополнительные силы прижима не нужны, а второй требуется сила F2=-N чтобы прижать заготовку.
Но это мы нашли силу прижима для крепления заготовки на мнимой опоре на самом деле опоры будет две и силы прижима распределятся на них, в лучшем случае равномерно на обе опоры в худшем вся нагрузка ляжет на одну опору. В данной конструкции прижимать фрезу будут болты, т.е. по расчетам получается что нагрузку в 5,3 кН будут держать резьбовые соединения, что вполне допустимо. Теперь рассмотрим, как будет действовать крутящий момент на заготовку. Определим силы трения в опорах А и Б, ведь именно они будут препятствовать сдвигу заготовки. У нас в первой опоре получилось значение 33,07, кН но так как мы брали мнимую опору на самом деле их две и по этому силы распределятся на эти опоры. Но в этом случае можно предположить что они разделятся примерно одинаково ведь обработка будет вестись на небольшом участке примерно по средине.
Силы трения будут равны
![]() (3,11)
(3,11)
Крутящий момент М равен 88,2 Н·м он достаточно мал по этому в данном случае им можно пренебречь по этому делаем вывод, что такое закрепление заготовки для сверления в ней отверстий вполне допустимо.
2.2.4 Расчет режимов резания
Скорость резания
 (4,1)
(4,1)
Сv=313 qv=0.65 Xv=0.32 yv=0.28 uv=0.18 pv=0.23 m=0.5 t=20мм B=12мм Т=60мин s=0.06
Поправочный коэффициент ![]() , где коэффициенты Кмv, Кuv, Kmv – учитывают
обрабатываемый и инструментальный материалы.
, где коэффициенты Кмv, Кuv, Kmv – учитывают
обрабатываемый и инструментальный материалы. ![]()
![]() (4,2)
(4,2)
 (4,3)
(4,3)
частота вращения фрезы будет находиться из выражения
![]() (4,4)
(4,4)
Сила резания
 (4,5)
(4,5)
Где Ср=12,5 xp=0.85 yp=0.75 up=1.0 wp=0 qp=0.73

![]()
Объём одного кармана V=17510 мм3
Площадь среза концевой фрезой A=t×B=20×12=240 мм2
Длина пути которое нужно
пройти фрезе ![]()
Подача на зуб фрезы Sz=0.06мм/зуб
Число зубьев фрезы Z=3
Частота оборотов фрезы n=510 об/мин
Найдем минутную подачу Sмин=0,06×3×510=91,8мм
Найдем время обработки одного паза
![]() (4,6)
(4,6)
на быстрый отвод подвод инструмента Тв=0,1мин
на разворот заготовки Тв=0,2 мин
![]()
![]()
На установку детали нужно будет затратить время на её выставление Тв=30мин. Итого
Тшт=Тмаш+Тв=32,2+30=62,2мин=1,03ч
Кроме того на этой операции сверлили четыре отверстия посчитаем на неё режимы резания и время необходимое на обработку этих отверстий
при сверлении технологических отверстий
Сила Ро при сверлении
![]() (4,7)
(4,7)
крутящий момент М рассчитывается
![]() (4,8)
(4,8)
Найдем значения коэффициентов и показателей степени в формулах крутящего момента и осевой силы при сверлении См=0,041 qм=2,0 YМ=0,7 СР=143 qp=1.0 yp=0.8, диаметр отверстия D=14.
![]() Коэффициент -
Коэффициент - ![]() учитывающий механические
свойства обрабатываемого материала.
учитывающий механические
свойства обрабатываемого материала.
![]() (4,9)
(4,9)
Зная все необходимые коэффициенты найдем значения силы Ро и крутящего момента М
![]()
![]()
Сила резания находится по эмпирической формуле
 (4,10)
(4,10)
где ![]()
Найдем коэффициенты
СV=9.8 qv=0.4 xv=0 yv=0.5 m=0.2 T=15 KMV=0.5 KUV=1 KlV=0.6
![]()
Частоту оборотов найдем из следующего соотношения
![]()
Найдем основное время на сверление отверстий
![]()
![]()
![]()
на четыре отверстия время затратится в два раза больше ТМ=0,618·4=2,472мин=0,041 час
В данном случае машинное время будет равно штучному времени т.к. на этой операции не предполагается устанавливать заготовку, правда нужно время для смены инструмента, но оно на столько мало что, им можно пренебречь т.к. смена инструмента на обрабатывающем центре происходит автоматически, а на загрузку инструмента идет отдельное подготовительное время.
Посчитаем сколько времени затратится на сверление отверстий и фрезеровании пазов
ТМ=0,041+0,54=0,581час
Тшт=1,03+0,041=1,08 час
2.3 Проектирование планшайбы для круглошлифовальной операции
2.3.1 Описание конструкции установки деталей
Конструкция планшайбы состоит из деталей: планшайба, шпилька, гайка М16, гайка М20 и шайбы ф16.
На планшайбу крепят фрезу после фрезерной операции. Фреза опирается на плоскую базовую поверхность и крепится на поверхности план шайбы и прижимается к ней гайками. Для того чтобы выверить фрезу относительно центра нужно закрепить фрезу на планшайбе, которая закреплена на шпинделе круглошлифовального станка, придать вращение шпинделю вместе с планшайбой и заготовкой. На неподвижной части станка закрепить индикатор, который будет мерить радиальное биение заготовки. Стрелка индикатора будет отклоняться в одну и другую сторону, показывая тем самым отклонение заготовки относительно центра. Слесарь медным молоточком будет постукивать по заготовке в местах, где наиболее сильно отклонилась стрелка индикатора и будет выверять таким образом до тех пор пока индикатор не начнет показывать отклонения в пределах допуска, то есть 0,01мм. Как только слесарь выверил размер, он подкручивает гайки, которые крепят заготовку и опять повторяет выше описанную операцию он смотрит не сместилась ли заготовка и только после этого закручивает гайки окончательно.
Планшайба, которую я спроектировал, отличается повышенной жесткостью от той, что применялась в базовом варианте. В базовом варианте использовалась планшайба со специальными цилиндрическими вставками, на которые опиралась заготовка, внутри этих вставок проходили четыре шпильки, на них сажалась заготовка. Недостаток этой конструкции в том, что не достаточно большая опорная поверхность, зазоры между планшайбой и вставкой, между вставкой и заготовкой плюс к этому зазор между шпилькой и заготовкой.
В проектном варианте я предлагаю заменить цилиндрические вставки на жесткие рёбра тем самым обеспечивая более жесткое крепление заготовки, устойчивость к вибрациям а значит более качественную обработку.
На выверку фрезы относительно центра будет тратиться меньше времени т.к. приспособление будет жестче.
Круглое наружное шлифование представляет собой процесс обработки заготовок шлифовальным кругом в центрах или патроне. Существует три схемы шлифования :
а) шлифование с продольной подачей – применяется при предварительной и окончательной обработках длинных ( с длиной более высоты круга) заготовок. Процесс заключается в подводе круга без шлифования на заданную глубину и продольной (вдоль оси изделия) его подаче ( или подаче изделия вдоль своей оси)
б) Шлифование врезанием ( с поперечной подачей) схема состоит в поперечной подаче круга и "выхаживании", т.е обработке без подачи, в течение некоторого времени. Эта схема применяется и в инструментальном производстве при обработке хвостовиков инструмента, установочных поясков фрез и т.п.
г) Шлифование комбинированным способом – заключается в подводе круга с врезанием в изделие на некоторую глубину и последующей обработкой с продольной подачей. При значительной глубине врезания, близкой к снимаемому припуску, и малой продольной подаче обработку по этой схеме называют "глубинным шлифованием".
Для выбора шлифовального круга для круглошлифовальной операции со схемой шлифования "шлифование врезанием" нужно:
Определить вид шлифовальной операции – Шлифовальная.
Определить тип шлифовального станка – Шлифовальный.
Определить технические требования, предъявляемые к обработанной поверхности на данном этапе (IT6 Ra 0,6).
Определить форму шлифовального круга – прямого профиля (ПП).
Определить характер шлифовального круга – электрокорунд белый 24А.
Определить модель станка и размеры шлифовального круга.
Станок – Круглошлифовальный станок Dzoko,
Круг 300´90´100.
Записать полную характеристику шлифовального инструмента.
Размер зерна 32М.
Твердость – СМ1 Средне мягкий 1.
Структура 4
По структуре инструмент разделяют на 12 групп, чем выше номер, тем меньше зерен, больше связки и пор.
Связка К5 Керамическая,
ПП 300´90´100 24А 32М СМ1 4 К5 [1].
Для правки круга применяем алмазный карандаш 3908 - 0052 ГОСТ 607-83.
2.3.2 Расчет режимов резания
При назначении режимов резания учитываются характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования. Элементы режима резания обычно устанавливают в следующем порядке:
Глубина резания t: при черновой обработке назначают по возможности максимальную t, равную всему припуску на обработку или большей его части; при чистовой обработке – в зависимости от требований по шероховатости обработанной поверхности и точности размеров.
Подача S: при черновой обработке выбирают максимально возможную подачу, исходя из условий жесткости и прочности системы СПИД, мощности привода станка прочности твердосплавной пластины и других ограничивающих факторов; при чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
Рассчитываем режимы резания для круглошлифовальной операции.
Разработку режимов резания при шлифовании назначают с установления характеристик инструмента ПП 300´90´100 24А 32М СМ1 4 К5.
Основными элементами режима резания при шлифовании являться: а) окружная скорость рабочего круга Vк в м/сек, которая для абразивных кругов обычно является максимальной допускаемой прочностью круга; б) скорость вращательного или поступательного движения детали Vд в м/мин; в) глубина шлифования t в мм – слой металла, снимаемый периферией или торцом круга; г) продольная подача S – перемещение шлифовального круга в направлении его оси в мм на один оборот детали при круглом шлифовании или в мм на каждый ход стола при плоском шлифовании периферией круга; и наконец в нашем случае д.) радиальная подача SР – перемещение шлифовального круга в радиальном направлении в мм на один оборот детали при врезном шлифовании.
Из таблицы 69 на стр. 465 [2] найдем значения окружной скорости круга VK, скорости детали Vд и радиальной подачи SP.
VK = 35 м/сек Vд = 40 м/мин SP = 0,001 мм/об детали
Найдем частоту оборотов n для заготовки и шлифовального круга по формуле
![]() (2,1)
(2,1)
![]()
Переведем подачу из единиц мм/об детали на мм/мин это нам нужно для того чтобы посчитать машинное время.
![]()
Рассчитаем машинное время по формуле
![]() (2,2)
(2,2)
Вспомогательное время для замеров заготовки и её установки возьмем равным ТВ = 18,4 мин
Тогда штучное время будет
![]()
Эффективная мощность по формуле при шлифовании периферией круга с радиальной подачей
![]() (2,3)
(2,3)
где СN = 0.14 r = 0.8 x = 0.8 y = 0,4 q = 0.2 z = 1.0 S = 0.001 Vд = 40 м/мин d = 100 b = 79
![]()
3. Безопасность и экологичность проекта
Технологическая среда является основным и мощным источником загрязнения окружающей среды. Наиболее сильное влияние она оказывает на атмосферу. Большой вклад в уровень загрязнения атмосферы вносит технологическая среда для обработки материалов.
Например, при механической обработке металлов и других материалов на металлорежущих станках (токарных, фрезерных, сверлильных, шлифовальных, заточных и др.) возникает большое количество механических и химических загрязнителей. Для цехов механической обработки характерна повышенная запыленность и загазованность рабочей зоны (пространство высотой до 2 м, на котором находятся места постоянного или временного пребывания работающих). К механическим загрязнениям атмосферы, находящимся в рабочей зоне, можно отнести: взвеси-примеси, пыль, масляный туман и др. К химическим загрязнениям принадлежат различные газообразные вещества, способные взаимодействовать в химических реакциях.
Основной поток газообразных веществ в рабочей зоне образуется в результате испарения и разложения органических составляющих СОЖ при высоких температурах. Работа на металлорежущем станке сопровождается выделением большого количества тепла за счет высоких температур в зоне резания (300 – 700 градусов). Под воздействием этих температур происходит процесс разложения органической составляющей СОЖ. Чаще всего органическая составляющая СОЖ представляет собой минеральное индустриальное масло. В результате реакции разложения при высокой температуре из различных типов масел получается большое количество газообразных компонентов, таких как: хлор, хлористый водород, сероводород, высшие спирты, акролеины, меркаптан, формальдегид, углеводороды и др. Все эти вещества выделяются в воздух рабочей зоны и составляют основное химическое загрязнение металлообрабатывающих цехов. Состав и количество газов зависит от типа, применяемой СОЖ и от режимов резания.
Полностью безопасных и безвредных производств не существует. Задача охраны труда - свести к минимальной вероятности поражения и заболевания работающего с одновременным обеспечения комфорта при максимальной производительности труда. Реальные производственные условия характеризуются, как правило, наличием некоторых опасных и вредных производственных факторов.
Охрана труда – это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда.
Современная отрасль машиностроения стремиться повысить технический уровень производства, сокращая применение ручного тяжелого труда, – во всех отраслях народного хозяйства, повышается уровень оснащенности предприятий средствами производственной санитарии, с более высокой степенью технической и пожарной безопасности, создаются безопасные машины и технология.
3.1 Анализ основных опасных и вредных производственных факторов, присутствующие на производственном участке
Опасным производственным фактором называется такой производственный фактор, воздействие которого на работающего в определенных условиях приводит к травме или к другому внезапному, резкому ухудшению здоровья.
Вредным производственным фактором называется такой производственный фактор, воздействие которого на работающего в определенных условиях приводит к заболеванию или снижению трудоспособности.
Примерами опасных факторов могут служить открытые токоведущие части оборудования, движущиеся части машин и механизмов, раскаленные тела, возможность падения с высоты самого работающего либо деталей и предметов, наличие емкостей со сжатыми или вредными веществами и т.п.
Примером вредных факторов являются вредные примеси и воздухе, неблагоприятные метеорологические условия, лучистая теплота, недостаточное освещение, вибрации, шум, ультра- и инфразвуки, ионизирующие и лазерные излучения, электромагнитные поля, повышенные напряженность и тяжесть труда, наличие вредных микроорганизмов или насекомых и т.д.
Между опасными и вредными производственным факторами (в дальнейшем ОВПФ) часто нельзя провести четкой границы. Один и тот же фактор может привести к несчастному случаю.
В процессе разработки технологии изготовления фрезы была выявлена операция, которая по экологичности и безопасности вредна для рабочего.
Таблица 3.1. Анализ ОВПФ технологической операции
| Операция | ОВПФ | Влияние на организм человека | Влияние на окружающую среду |
| Круглго-шлифовальная | Опасность обрыва троса при установке заготовки, повышенный уровень шума, наличие производ-ственной пыли (примеси в воздухе). | Наличие в воздухе вред-ных примесей приводит к раздражению дыхательных путей и слизистой оболочки глаз, воздействие СОЖ на кожный покров на руках. | Повышенный уровень содержания в воздухе вредных паров, вследствие нагрева СОЖ, повышенная запыленность. |
В проектируемом варианте усовершенствуется фрезерная операция. В результате этого меняется режущий инструмент, станочное приспособление, вид СОЖ. Это позволит улучшить условия труда рабочего персонала.
При обработке фрезы присутствуют следующие ОВПФ:
1) Опасность поражения электрическим током
Может возникнуть при повреждении электрооборудования, электропроводки и в результате несоблюдения правил электробезопасности, т.е. источником такой опасности является, все технологическое оборудование.
2) Повышенный уровень шума и вибраций
Шум – источниками являются машины и механизмы, а также технологические установки и аппараты, в которых движение газов и/или жидкостей происходит с большими скоростями и имеет пульсирующий характер (компрессоры, насосы). Источниками шума и вибрации в цехе является все производственное оборудование, кроме контрольных машин. Шум и вибрации при работе оборудования отрицательно сказываются на здоровье рабочих и могут привести к профзаболеваниям.
3) Опасность травмирования
Движущиеся, вращающиеся части оборудования, которые являются источниками опасности при погрузочно-разгрузочных работах, транспортировке материалов, обслуживании и ремонте оборудования, т.е. источником такой опасности является, все вышеперечисленное технологическое оборудование.
Например:
- вращающиеся инструмент и деталь, так как может произойти захват одежды, волос, конечностей оператора при нарушении правил техники безопасности, а также травмирование рабочих при вылете незакрепленной детали или инструмента.
- особенность метода обработки: схема резания, осуществляемая вращением заготовки по направлению часовой стрелки, т.е. на рабочего, что может привести при значительных усилиях резания к вырыванию режущего инструмента из суппорта станка или скалыванию его частиц.
4) Отклонения от нормативного микроклимата
ОВФ, связанными с загрязнением воздушной среды на участке, где идет изготовление фрез типа GFM, – являются металлическая пыль, выделения вредных паров и газов, тепловыделения от технологического оборудования. Источниками такой опасности является практически все вышеперечисленное оборудование, исключение – контрольное оборудование.
Например:
- смазочно-охлаждающая жидкость, так как при ее нагревании в процессе обработки выделяющиеся пары раздражают слизистые оболочки глаз, носоглотки;
- выделяющаяся при обработке металлическая пыль, которая, оседая в легких человека, вызывает раздражение дыхательных путей.
5) Опасность получения ожогов
Горячий воздух для обдувки (90°С) и горячий раствор для промывки (50°С), так как существует возможность получения ожогов.
6) Освещённость
Сохранность зрения человека, состояние его центральной нервной системы и безопасность на производстве в значительной мере зависят от условий освещения.
Рациональное освещение помещений и рабочих мест - один из важнейших элементов благоприятных условий труда. При правильном освещении повышается производительность труда, улучшаются условия безопасности, снижается утомляемость.
На участке изготовления фрез недостаточное освещение, и как следствие повышенная утомляемость и существует вероятность производственного травматизма.
7) Пожароопасность
Пожары, которые могут возникнуть в местах скопления ветоши, легковоспламеняющихся материалов (охлаждающая жидкость, неисправные электропроводка и электрооборудование, промышленные материалы).
В законодательстве об охране труда большое внимание обращается и соблюдение требований по охране труда при проектировании и разработке новых предприятий, машин, оборудования и технологических процессов.
Проектируемые нами технологические операции и планировка производственных участков или цехов могут быть приняты и введены в эксплуатацию, если на них подробно проработаны мероприятия по охране труда и по обеспечению здоровья и безопасности условия труда.
Современное производство характеризуется относительно быстрым насыщением производства новыми машинами. В сложившейся ситуации, одновременно с получением определенного технико-экономического эффекта нередко появляются и новые производственные опасные и вредные факторы. Следовательно, в условиях роста производства неизбежно возникают новые проблемы по охране труда, здоровья персонала. К указанным проблемам относятся инженерно-технические, медико-биологические и социально-экономические проблемы охраны труда.
В рамках дипломного проектирования рассмотрим инженерно-технические проблемы охраны труда и проведем детальный анализ опасных и вредных факторов в производстве.
К инженерно-техническим проблемам по охране труда можно отнести:
оценку условий труда при использовании и предприятиях новых машин и устройств;
отражение вопросов безопасности в проектной документации на конкретную технологию производства;
разработку высокоэффективных мер по снижению шума и вибраций на выпускаемых машинах.
3.2 Описание рабочего места, оборудования, выполняемых операций
Важным направлением при обработке фрез является экологическая безопасность технологического процесса их изготовления. При проектировании новых технологических процессов необходимо наряду с экономической эффективностью учитывать экологическую безопасность, которой иногда следует отдавать предпочтение при принятии решений. Такому условию отвечает технология обработки, которая даёт возможность обрабатывать заготовку в обрабатывающем центре, в закрытом пространстве. Это позволяет создать более короткий технологический маршрут, реализующий методы малоотходной технологии, уменьшить объем снимаемой стружки и количество выделяемой теплоты и т.д. С применением твердого смазочного материала при деформирующем протягивании значительно сокращаются вредные выбросы.
Расположение станков на участке осуществляется согласно технологическому процессу. Расположение станков, расстояние между станками соответствуют санитарным нормам. Минимальная ширина проходов между линиями 1,5 м. Для подъезда электропогрузчика имеется проезд шириной 3,5 м и предусмотрены места для складирования заготовок. Поверхности металлорежущих станков окрашиваются в светло-зеленый цвет, движущиеся части станков - в светло-желтый. Включение отмечается сигнальной лампой зеленого цвета, кнопка "стоп" для экстренной остановки станка выкрашена в ярко красный цвет и имеет большой размер.
3.3 Организационные и технические мероприятия по созданию безопасных условий труда с проведением инженерных расчётов
Прежде всего, надо отметить, что администрация предприятия обязана обеспечить надлежащее техническое оборудование всех рабочих мест и создавать на них условия работы, соответствующие правилам по охране труда (правила по технике безопасности, санитарным нормам и правилам и т.п.).
В целях охраны труда и соблюдения техники безопасности проводятся инструктаж и обучение правилам безопасных приёмов и методов работы. Они должны быть обязательно организованы во всех цехах независимо от характера и степени опасности производства, а также квалификации и стажа работы лиц, выполняющих работу (ГОСТ 12.0.004-79).
Существует несколько видов инструктажа: вводный, первичный на рабочем месте, повторный, внеплановый, текущий.
Вводный инструктаж обязаны пройти все вновь поступающие на предприятие, а также командированные и учащиеся, прибывшие на практику. Его проводит инженер по охране труда.
Первичный инструктаж на рабочем месте проводят со всеми вновь принятыми на предприятие, переводимыми из одного подразделения в другое, командированными и др.
Повторный инструктаж проводится не реже чем через шесть месяцев. Цель этого инструктажа – восстановить в памяти рабочего правила по охране труда, а также разобрать конкретные нарушения из практики цеха или предприятия.
Внеплановый инструктаж проводят при изменении технологического процесса, изменении правил по охране труда, внедрения новой техники, нарушении работниками правил безопасности труда, которые могут привести или привели к травме, аварии, взрыву или пожару; при перерывах в работе – для работ, к которым предъявляются дополнительные требования безопасности труда не более чем на 30 календарных дней, для остальных – 60 дней. Текущий инструктаж проводят с работниками перед производством работ, на которые оформляется допуск – наряд.
К числу мер по технике безопасности и производственной санитарии относятся нормы, устанавливающие меры индивидуальной защиты работающих от профессиональных заболеваний и производственных травм. Эти нормы рассматривают следующее. На работах с вредными условиями труда, а также на работах, производимых в особых температурных условиях или связанных с загрязнением, рабочим и служащим выдаются бесплатно по установленным нормам специальная одежда, специальная обувь и другие средства индивидуальной защиты. Рабочие и служащие обязаны пользоваться в рабочее время выдаваемыми им средствами индивидуальной защиты. На работах, связанных с загрязнением, рабочим и служащим бесплатно по установленным нормам выдается мыло. На работах с вредными условиями труда рабочим и служащим бесплатно по установленным нормам молоко и другие равноценные пищевые продукты.
Мероприятия по оздоровлению воздушной среды
Требуемое состояние воздуха рабочей зоны может быть обеспечено выполнением определенных мероприятий, к основным относятся:
Механизация и автоматизация производственных процессов.
Применение технологического оборудования, исключающих образование вредных веществ или попадание их в рабочую зону
Применение средств индивидуальной защиты.
Мероприятия по избавлению от вибраций
Чаще всего виброгашение осуществляют путем установки агрегатов на фундаменты (а не на общую плиту). Массу фундамента подбирают таким образом, чтобы амплитуда колебаний подошвы фундамента в любом случае не превышала 0,1 – 0,2 мм, а для особо ответственных сооружений 0,005 мм. Для небольших объектов между основанием и агрегатом устанавливают плиту. Расчет фундаментов машин с динамическими нагрузками ведут по СниП 19 – 95. Также использование материалов способных поглощать колебания, увеличение жесткости оборудования для уменьшения резонансных колебаний. Важную роль играют правильный режим работы и эксплуатации, хороший уход и своевременный ремонт оборудования.
Защита от шума
Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования.
Расчет допустимого уровня шума
Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид:
![]() , (4.1)
, (4.1)
где В – так называемая постоянная помещения, м2
![]() , (4.2)
, (4.2)
где А – эквивалентная площадь помещения
![]() , (4.3)
, (4.3)
где LСР – средний коэффициент звукопоглощения внутренних поверхностей помещения площадью SПОВ. LСР = 0,12, тогда
![]() 111,1
111,1
![]()
LР – уровень звуковой мощности шума, определяется согласно формулы:
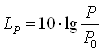 , (4.4)
, (4.4)
где ![]() - исходная мощность,
равная мощности переносимой звуковой волной интенсивности I0 через единичную площадку S0=1м2,
- исходная мощность,
равная мощности переносимой звуковой волной интенсивности I0 через единичную площадку S0=1м2,
![]() Вт
Вт
где I0 – интенсивность звука, что соответствует порогу слышимости
Р – мощность источника, в данном случае станка. Мощность электродвигателя токарного станка Р = 28 кВт = 28×103 Вт.
Подставляя числовые значения, получим:

Ф – фактор направленности, характеризующий неравномерность излучения звука источником по направлениям. В нашем случае Ф = 1, SПОВ – площадь участка. В нашем случае SПОВ = 925,8 м2.

Защита от травмирования
Опасность травмирования на рабочем месте определяют по ГОСТ 12.0.004-79.
Опасность травмирования в текущее время в основном обусловлена большим износом оборудования. Поэтому для уменьшения опасности травмирования надо при работе соблюдать меры техники безопасности. При работе на технологическом оборудовании установить ограждающие экраны на силовом оборудовании. Поверхности металлорежущих станков окрашиваются в светло-зеленый цвет, движущиеся части станков - в светло-желтый. Пульты управления станками находятся, как правило, с правой стороны. Включение отмечается сигнальной лампой зеленого цвета, кнопка "стоп" для экстренной остановки станка выкрашена в ярко красный цвет и имеет большой размер.
Освещение производственного участка
Правильно спроектированная и выполненная система освещения необходима для обеспечения сохранности зрения человека, безопасности выполнения работы, высокой производительности труда и качества выпускаемой продукции.
При освещении производственных площадей используют естественное, искусственное и совмещенное освещение (в светлое время суток недостаточное по нормам естественное освещение дополняется искусственным).
Для обеспечения нормальной производственной деятельности на участке применяется искусственное общее равномерное освещение.
Осветительная система должна отвечать следующим требованиям:
освещенность на рабочем месте должна соответствовать характеру зрительной работы;
необходимо обеспечить достаточно равномерное распределение яркости на рабочей поверхности;
величина освещенности должна быть постоянной во времени;
направленность светового потока должна быть оптимальной;
все элементы осветительных приборов должны быть электро-безопасными.
осветительные приборы должны быть удобными и простыми в эксплуатации.
Тщательный и регулярный уход за осветительными установками имеет большое значение для создания рациональных условий освещения.
В установках с люминесцентными лампами необходимо следить за исправностью схем включения (не должно быть видимых глазом миганий лампы), а также пускорегулирующих аппаратов, о неисправности которых можно судить по значительному шуму дросселей.
Необходимо своевременно заменять перегоревшие лампы.
Станки должны иметь стационарные устройства местного освещения. Рекомендуется широкое использование встроенного освещения.
Освещение общее в сочетании с местным должно обеспечивать четкую видимость делений на отсчетных и контрольно-измерительных приборах, а также поверхность обрабатываемых деталей.
Электробезопасность
По степени опасности поражения током механические цеха относят к помещениям с повышенной опасностью (температура до 30С°, влажность воздуха около 70%). Для защиты от поражения током обязательно предусматривают: защитное заземление оборудования, изоляция и ограждение токоведущих частей, защитное отключение оборудования.
Все металлические части станков, а также отдельно стоящие электрические устройства, которые могут оказаться под напряжением вследствие нарушения изоляции и замыкания на корпус, должны быть заземлены.
Назначение защитного заземления – устранение опасности поражения людей электрическим током при появлении напряжения на конструктивных частях электрооборудования, т.е. при "замыкании на корпус".
Принцип действия защитного заземления - снижение опасного значения напряжений прикосновения и шага, обусловленных "замыканием на корпус". Это достигается уменьшением потенциала заземленного оборудования, а также выравниванием потенциала за счет подъема потенциала основания, на котором стоит человек, до потенциала, близкого по величине к потенциалу заземленного оборудования.
Область применения защитного заземления – трехфазные сети напряжением до 1000 В с изолированной нейтралью и выше 1000 В с любым режимом нейтрали.
Различают заземления искусственные, предназначенные исключительно для целей заземления и естественные – находящиеся в земле металлические предметы другого назначения.
3.4 Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
В соответствии с "Основами водного законодательства РФ" все сточные воды предприятия должны подвергаться очистке от вредных веществ перед сбросом в водоем. Для выполнения этих требований применяют механические, химические, биологические, а также комбинированные методы очистки. Состав очистных сооружений выбирают в зависимости от характеристики и количества поступающих на очистку сточных вод, требуемой степени их очистки, метода использования их осадка и от других местных условий в соответствии со СниП 11–32–74.
Выбросы в воду
В составе очистных сооружений должны быть предусматриваться решетки или решетки - дробилки, песколовки и песковые площадки, усреднители, флотационные установки, отстойники, илоуплотнители, биологические фильтры, сооружения для насыщения сточных вод кислородом и другие сооружения.
Решетки должны иметь прозоры 16 мм. Механизированная очистка решеток от отбросов предусматривается при количестве отбросов 0,1 м3/сут. Применяются горизонтальные песколовки производительностью свыше 10000 м3/сут. Флотационные установки применяют для очистки СОЖ и эмульсий, масел для смазывания штампов, веществ, содержащих нефтепродукты. Однако следует отметить, что цикл работы СОЖ на нашем предприятии замкнут, т.е. сначала СОЖ подается для работы, затем, циркулируя через очистные сооружения и холодильник, идет назад в работу. Только после признания СОЖ непригодной она отправляется в сточные воды, затем в очистные сооружения, где разлагается на составляющие. Очищенная вода сбрасывается назад в водоем. Оставшиеся масляные компоненты СОЖ используются в мелких неответственных смазочных работах.
Выбросы в воздух
Воздух, удаляемый системами вентиляции и содержащий пыль, вредные или неприятно пахнущие вещества, перед выбросом в атмосферу должен очищаться с тем, чтобы в атмосферном воздухе населенных пунктов не было вредных веществ, превышающих санитарные нормы, а в воздухе, поступающем внутрь производственных помещений, концентрации не превышали величины 0,3qПДК для рабочей зоны этих помещений.
Утилизация
Частичной утилизации, будут подвергаться СОЖ, разнообразные масла и нефтепродукты. По возможности из них будут выделены составляющие часть которых отправится в повторное производство в качестве вспомогательной смазки неответственных деталей и т.д., а часть будем сжигать непосредственно на заводской котельной, если это возможно, а при большом количестве скопившихся горючих веществ отправлять их на близлежащие городские. Отходы металла, стружка и бракованные изделия тоже подвергаются своего рода утилизации, а именно отправляются на повторную переплавку. Отходы металла, которые можно применить в быту (ограждения на даче и т.д.) вполне могут сбываться через торговую сеть как некондиционные товары.
3.5 Безопасность в чрезвычайных и аварийных ситуациях
В современном мире наибольшую угрозу обществу в целом представляют террористические акты, которые стали происходить, к глубочайшему сожалению, в любых общественных местах. Не понятные обычному человеку принципы и мотивы движут людьми, совершающих такие преступления.
Чаще всего такие действия совершают люди, если их можно так назвать, с явными психическими отклонениями, поэтому необходимо проводить курсы по подготовке персонала правилам поведения в таких ситуациях.
Профилактика терроризма на предприятии
В рамках мероприятий по повышению уровня безопасности предприятия необходимо осуществить следующие обязательные действия:
ужесточить пропускной режим при входе (въезде) на территорию объекта, в том числе путем установки систем сигнализации, аудио и видеозаписи;
категорически запретить хранение на территории предприятия любых видов горючих веществ без наличия на то производственной необходимости;
осуществлять силами службы безопасности регулярные обходы территории объекта;
проводить регулярные проверки складских помещений, в первую очередь тех, где были большие поступления товаров и материалов;
максимально тщательно подбирать и проверять персонал. Проблеме подбора кадров сейчас уделяется огромное внимание, поскольку руководители начали осознавать тщетность любых мер безопасности, если "слабым звеном" становится сотрудник компании. Лучшим подтверждением служит начавшаяся активная кампания по выявлению и увольнению скрытых наркоманов в ряде предприятий;
в обязательном порядке включать в договора на сдачу складских помещений в аренду пункты, дающие право администрации объекта при необходимости проводить проверку сдаваемых помещений;
организовывать совместно с сотрудниками правоохранительных органов инструктажи и практические занятия по действиям в чрезвычайных ситуациях, связанных с проявлением терроризма;
в случае обнаружения подозрительных предметов незамедлительно сообщить о случившемся в правоохранительные органы.
Все эти меры вполне способны заставить злоумышленников поискать другой объект для выражения своего "протеста", поскольку сама психология терроризма не предполагает тактики "открытого боя". И если есть хоть малейший шанс, что служба безопасности способна дать серьезный отпор, то любой злоумышленник, как минимум, дважды подумает. Кроме того, указанные действия позволяют минимизировать вероятность возникновения случаев внутреннего терроризма, когда недовольный сотрудник начинает мстить компании, уволившей его. Но для этого как раз и существуют служба безопасности и корпоративная юридическая служба. Достаточно закрыть такому "обиженному" доступ на территорию компании, чтобы исключить любые случаи сознательного вредительства.
Телефонное сообщение с угрозой теракта
Значительную помощь правоохранительным органам при проведении оперативно-розыскных мероприятий окажут следующие действия предупредительного характера:
инструктаж персонала о порядке приема телефонных сообщений с угрозами террористического характера;
оснащение телефонов офиса автоматическими определителями номера и звукозаписывающей аппаратурой;
своевременная передача полученной информации в правоохранительные органы по телефонам территориальных подразделений СИБ и МВД;
обеспечение беспрепятственного прохода (проезда) к месту обнаружения подозрительного предмета сотрудников и автомашин правоохранительных органов, скорой медицинской помощи, пожарной охраны;
в случае необходимости эвакуация людей согласно плану.
Поступление угрозы в письменной форме
Угрозы в письменной форме могут быть как отправлены в организацию по почте, так и подброшены в виде различного рода анонимных материалов (записок, надписей, информации, записанной на дискете и др.). С анонимным материалом, содержащим угрозы террористического характера, необходимо обращаться максимально осторожно – не оставляя отпечатков пальцев, убрать его в чистый, плотно закрываемый полиэтиленовый пакет и поместить в отдельную жесткую папку.
Если документ поступил в конверте, то вскрывать его следует только с левой или правой стороны, аккуратно обрезая кромки ножницами.
СОХРАНЯЙТЕ ВСЕ: сам документ с текстом, любые вложения, конверт и упаковку, ничего не выбрасывайте.
Не расширяйте круг лиц, ознакомившихся с содержанием документа.
Анонимные материалы направьте в правоохранительные органы с сопроводительным письмом. В нем должны быть указаны конкретные признаки анонимного материала (вид, количество, каким способом и на чем исполнены, с каких слов начинается и какими заканчивается текст, наличие подписи и т.д.), а также обстоятельства, связанные с его распространением, обнаружением или получением. Анонимные материалы не должны подшиваться, подклеиваться. На них не разрешается делать подписи, подчеркивать или обводить отдельные места в тексте, писать резолюции и указания, запрещается их мять и сгибать. При исполнении резолюций и других надписей на сопроводительных документах не должно оставаться давленых следов на анонимных материалах.
Регистрационный штамп проставляется только на сопроводительных письмах организации и заявлениях граждан, передавших анонимные материалы в инстанции.
Действия в случае захвата террористами заложников
Любое помещение может стать местом захвата или удержания заложников. Как правило, при подобных ситуациях в качестве посредника при переговорах террористы обычно используют руководителей учреждений. Если произошел захват людей в заложники, следует:
незамедлительно сообщить о случившемся в территориальные отделения полиции и СИБ;
не вступать по своей инициативе в переговоры с террористами;
при необходимости выполнять требования захватчиков, если это не связано с причинением ущерба здоровью людей, не противоречить преступникам, не рисковать жизнью окружающих и своей собственной;
не провоцировать действий, влекущих применение захватчиками оружия.
Пожарная защита
Под системами пожарной защиты и взрывозащиты понимаются комплексы организационных мероприятий и технических средств, направленных на предотвращение воздействия на людей опасных факторов пожара и взрыва, а также ограничение материального ущерба.
Пожарная защита и взрывозащита производственных объектов обеспечиваются: правильным выбором степени огнестойкости объекта и пределов огнестойкости отдельных элементов и конструкций; ограничением распространения огня в случае возникновения очага пожара; обвалкой и бункеровкой взрывоопасных участков производства или размещением их в защитных кабинах; применением систем активного подавления взрыва; применением легкосбрасываемых конструкций в зданиях и сооружениях; применением систем противодымной защиты; обеспечением безопасной эвакуации людей; применением средств пожарной сигнализации, освещения и пожаротушения; организацией пожарной охраны объекта, газоспасательной и горноспасательной служб.
Необходимо определить категорию взрывопожарной и пожарной опасности. В соответствии со строительными нормами и правилами (СниП 11–90–81) производственные здания и склады по взрывной и пожарной опасности подразделяются на шесть категорий: А, Б, В, Г, Д, Е [17].
В нашем случае производство относится к категории В (пожароопасные производства), так как на участке применяются СОЖ с температурой вспышки 158°С (>61°С) и твердые вещества (тара, ветошь и т.д.), способные гореть, но не взрываться при контакте с воздухом, водой и друг с другом.
Конструкция здания цеха относится к трудносгораемой.
Средства предупреждение пожара и эвакуации
С точки зрения пожарной безопасности генеральные планы промышленных предприятий должны: обеспечивать необходимые безопасные расстояния от границ предприятия до соседнего предприятия, населенного пункта, полосы магистральных железных дорог и водных путей; предусматривать правильное зонирование зданий и сооружений с учетом их назначения и других признаков; удовлетворять требуемым противопожарным разрывам между зданиями и сооружениями.
При планировке предприятий требуется также обеспечить удобный подъезд пожарных автомобилей к зданиям. Применять при строительстве противопожарные преграды, противопожарные перекрытия, зоны, пожарные стены. Местные противопожарные преграды предназначаются для ограничения распространения пламени в начальной стадии развития пожара.
При пожаре большую опасность представляют собой продукты горения (дым), содержащие отравляющие, а иногда и взрывоопасные вещества. Для их удаления создаются дымовые люки, которые обеспечивают направленное удаление дыма, не задымленность смежных помещений, облегчают обнаружение очага пожара.
Для того чтобы предотвратить воздействие на людей опасных факторов пожара, необходимо при проектировании зданий обеспечить людям возможность быстро покинуть здание. Эту возможность дают эвакуационные выходы. Выходы считаются эвакуационными, если ни ведут:
Из помещений первого этажа непосредственно наружу или через вестибюль, коридор, лестничную клетку;
Из помещений любого этажа, кроме первого, в коридор, ведущий на лестничную клетку или непосредственно на лестничную клетку, имеющую выход непосредственно наружу, или через вестибюль, отдаленный от примыкающих коридоров перегородками с дверьми
Из помещения в соседнее помещение на том же этаже, обеспеченное выходами, указанными выше.
Требования к устройству путей эвакуации и эвакуационных выходов из производственных зданий и помещений определены в СниП 11–2–80 и 11–90–81. Количество эвакуационных выходов принимается по расчету, но обычно должно быть не менее двух. Они должны располагаться рассредоточено.
Способы и средства борьбы с пожарами
В соответствии с условиями, необходимыми для возникновения и распространения горения, прекращение горения может быть достигнуто следующими методами: прекращением доступа в зону горения окислителя (кислорода воздуха) или горючего вещества, а также снижением их поступления до величин, при которых горение невозможно; охлаждением зоны горения ниже температуры самовоспламенения или понижением температуры горящего вещества ниже температуры воспламенения; разбавления горючих веществ негорючими; интенсивным торможением скорости химических реакций в пламени (ингибированием горения) механическим срывом (отрывом) пламени сильной струей газа или воды. На этих принципиальных методах и основаны известные способы и приемы прекращения горения в условиях пожара.
Каждое промышленное предприятие должно быть оснащено определенным количеством тех или иных видов пожарной техники. Места размещения каждого вида пожарной техники должны быть обозначены указательными знаками по ГОСТ 12.4.026–76.
Для ликвидации небольших возгораний на предприятии используют первичные средства пожаротушения: пожарные стволы (водяные и воздушно-пенные), действующие от внутреннего противопожарного водопровода (внутренних пожарных кранов), огнетушители, сухой песок, асбестовые одеяла и другой пожарный инвентарь.
На нашем производстве категории В должны применяться стационарные установки пожаротушения, которые подразделяются на аэрозольные (галоидоуглеводородные), жидкостные, водяные (спринклерные и дренчерные), водяные с лафетными стволами, паровые порошковые. Должны применяться установки как для автоматического пожаротушения (приводятся в действие в отсутствии людей) спринклерные установки для автоматического пожаротушения и дистанционные установки, приводимые в действие людьми.
Для тушения загораний на начальной стадии и пожаров в начальной стадии их развития применяются огнетушители. По виду огнегасительных веществ их подразделяют на воздушно-пенные, химические пенные, жидкостные, углекислотные, аэрозольные и порошковые.
Наиболее распространены химические пенные огнетушители ОХП–10, ОП-М и ОП-9ММ. Также имеются воздушно – пенные огнетушители: ручные – ОПВ-5, ОПВ-10, стационарные – ОПВ-100 и ОВПУ-250. Существуют углекислотно-бромэтиловые огнетушители ОУБ-3 и ОУБ-7. В последнее время широкое распространение получили порошковые огнетушители. Они выпускаются типов: ОП-1 "Момент", ОП-2А, ОП-10А и т.д.
Средства извещения и сигнализации о пожаре
В связь извещения о пожаре входит городская и местная телефонная связь, специальная пожарная телефонная связь с наиболее важными объектами и электрическая пожарная сигнализация. Различные системы электрической пожарной сигнализации (ЭПС) предназначены для обнаружения самой начальной стадии пожара (загорания) и сообщения о месте его возникновения. ЭПС делится на пожарную и охранно–пожарную, основными элементами которой являются: пожарные извещатели, приемные станции, линии связи, источники питания, звуковые или световые сигнальные устройства.
3.6 Выводы
В данной работе мы произвели анализ техпроцесса, выявили положительные и отрицательные черты, влияющие на безопасность труда и экологию в целом. Подробно рассмотрели наиболее явные опасные и производственные факторы, дали им достаточно развернутую характеристику и объяснили их влияние на состояние здоровья человека и окружающей среды.
Поскольку при производстве фрез и другого инструмента невозможно полностью устранить вредные воздействия, при разработке новых технических решений следует учитывать экологический ущерб. При прогнозировании ущерба обычно стараются оценить риск, связанный с возможностью аварийных ситуаций и загрязнения окружающей среды. Однако в настоящее время не удается определить с достаточной точностью вид и размеры ущерба при производстве инструмента. Изменения, внесенные даже в одну технологическую операцию, влекут за собой комплекс мероприятий, требующих дополнительной информации об их воздействии на другие операции и персонал.
Для оценки возможного ущерба следует моделировать отказы оборудования, инструмента и оснастки, ошибки оператора, а также опасное воздействие на него СОЖ, вибраций и поломок инструмента. Вероятность отказа инструмента можно установить, используя статистические данные об аналогичных случаях. Однако при применении нестандартных технических решений такой подход не всегда возможен.
Необходимо также оценивать уровень безопасности при изготовлении зубчатых колес. Любая технологическая операция по-своему потенциально опасна. Чаще всего опасность возникает в результате внезапной потери управления технологическим процессом. Этому предшествует цепь предпосылок; ее звенья в большинстве случаев предсказуемы и могут быть определены путем моделирования условий, при которых возможны аварийные ситуации.
Неблагоприятные условия могут проявляться постепенно, в частности, при износе инструмента, технологической оснастки и т.д. К неблагоприятным условиям относится наличие скрытых дефектов в инструменте, слишком низкая или высокая твердость заготовок, завышенный или неравномерный припуск и т.д.
При прогнозировании аварийной ситуации (которой предшествует критическое состояние) обычно учитывают только то, что угрожает здоровью и жизни оператора. Состояние же реальной технологической операции определяется совокупностью многих факторов. Чтобы обеспечить безопасность технологической операции, необходимо разработать модель, с помощью которой можно надежно и просто выявлять критические факторы и оценивать степень опасности.
Безопасность операции обеспечивается, если в действиях оператора нет ошибок, оборудование и оснастка работают без отказов и вредные воздействия на оператора отсутствуют. Однако в реальном производстве эти условия полностью невыполнимы. Поэтому опасность надо моделировать, используя следующие данные: реальные возможности оборудования, оснастки и инструмента и условия их реализации; предпосылки для перехода к критическому состоянию; пути предотвращения аварийной ситуации; способы уменьшения возможного ущерба.
Для зуборезного инструмента путь к безаварийному и безопасному состоянию сводится к определению минимального числа предпосылок, при одновременном наличии которых происходит поломка, а также условий, гарантирующих ее отсутствие. Если не учитывается хотя бы одно из условий, то аварийная ситуация не исключается. Для снижения вероятности поломки инструмента применяется в дополнение к смыванию стружки экологически безопасной СОЖ под давлением используют механическое удаление стружки с помощью специальных щеток; применяется термическая обработка заготовок, улучшающая обрабатываемость их материала; производится тщательный контроль за соблюдением технологической дисциплины при переточке инструмента.
Устранение наиболее значимых предпосылок является самым простым и дешевым способом обеспечения максимально возможного на данный момент уровня безопасности изготовления. Однако сбор статистических данных и учет интенсивности отказов оборудования, поломок инструмента, частоты возникновения ошибок оператора в рассматриваемых технологических процессах в должной мере не проводились, социально-экономический ущерб пооперационно не оценивался. В производстве одновременно необходимо осуществлять множество организационно-технических мероприятий. Выбор их оптимальных сочетаний сложен даже при использовании современных методов. Необходимо обеспечить получение информации обо всех взаимосвязанных технологических операциях. Это позволит оценить возможный риск и минимизировать ущерб при организации новых технологических процессов.
Обозначен класс пожароопасности предприятия. Разработанная планировка участка, как "ячейки" здания завода, позволит верно сориентировать людей во время эвакуации, использование средств предупреждения и тушения пожаров, а также своевременного оповещения во всех остальных чрезвычайных ситуациях и авариях даст возможность сохранить жизни многим сотрудникам. Таким образом, с точки зрения безопасности и экологичности, проект следует считать удовлетворяющим существующие правила и стандарты.
4. Экономическая часть
Расчет проектного штучного времени
В проекте мы убираем одну слесарную операцию, одну фрезерную операцию - эти операции будут производиться на обрабатывающем центре MAHO 800, и сокращаем время на установку детали на круглошлифовальной операции. По типовому технологическому процессу с 2005 на 2006 год планируется сделать по номенклатуре девять разных фрез по четыре штуке каждая и того 36шт
| Базовый | Проектный | |||||||
| Т пз | Т шт | Т шт к | Т маш | Т пз | Т шт | Т шт к | Т маш | |
| Фрез 040 | 5 | 16 | 21 | 8 | 1 | 1,08 | 2,08 | 0,581 |
| Слесарная | 0 | 8 | 8 | 0 | 0 | 0,088 | 0,088 | 0,088 |
| Кр шлиф | 1 | 2 | 3 | 1 | 1 | 1,5 | 2,5 | 0,8 |
| итого | 6 | 26 | 32 | 9 | 2 | 2,668 | 4,668 | 1,47 |
4.1 Исходные данные для экономического обоснования сравниваемых вариантов
| № | Показатели | Условное обозначение, единица измерения | Значение показателей | |
| Базовый | Проект | |||
| 1 | Годовая программа выпуска | Пг, шт. | 36 | 36 |
| 2 | Норма штучного времени, в т.ч. машинное время |
Тшт, час Тмаш, час |
32 9 |
4,618 1,47 |
| 3 |
Часовая тарифная ставка - Рабочего-оператора - Наладчика |
Сч, руб. Счн, руб. |
37,75 37,75 |
37,75 37,75 |
| 4 | Коэффициент доплаты до часового, дневного и месячного фондов | Кд | 1,1 | 1,1 |
| 5 | Коэффициент доплат за профмастерство | Кпф | 1,148 | 1,148 |
| 6 | Коэффициент доплат за вечерние и ночные часы | Кн | 1,2 | 1,2 |
| 7 | Коэффициент премирования | Кпр | 1,2 | 1,2 |
| 8 | Коэффициент выполнения норм | Квн | 1 | 1 |
| 9 | Коэффициент доплат за условия труда (если они вредные или тяжелые) | Ку | 1,12 | 1,12 |
| 10 | Коэффициент отчисления на социальные нужды | Кс | 1,26 | 1,26 |
| 11 | Цена единицы оборудования | Цоб., руб. |
МАНО 9 306 612 SQR 985 197р DZOKO 875 612 Слес. Присп. 1000 |
|
| 12 | Коэффициент расходов на доставку и монтаж оборудования | Кмонт | - | |
| 13 |
Годовой эффективный фонд времени работы - для оборудования - для рабочих |
Фэ, час Фэр, час |
4015 1731 |
|
| 14 | Установленная мощность электродвигателя станка | Му, кВт |
47 20 30 |
|
| 15 | Коэффициент одновременности работы электродвигателей | Код | 0,8 | |
| 16 | Коэффициент загрузки электродвигателей по мощности | Км | 0,7 | |
| 17 | Коэффициент загрузки электродвигателя станка по времени | Кв | 0,7 | |
| 18 | Коэффициент потерь электроэнергии в сети завода (1,04..1,08) | Кп | 1,05 | |
| 19 | Тариф платы за электроэнергию | Цэ, руб/кВт | 1,1 | |
| 20 | Коэффициент полезного действия станка | КПД |
MAHO 0,7 Dzoko 0,7 SQR 0.7 |
|
| 21 | Цена единицы инструмента. | Ци, руб |
Круг 460 Метчик 58 Сверло 116 Фреза 486 |
|
| 22 | Выручка от реализации изношенного инструмента по цене металлолома | Ври,руб | 20% | |
| 23 | Количество переточек инструмента до полного износа | Нпер |
- 32 23 |
|
| 24 | Стоимость одной переточки | Спер, руб |
20 42 |
|
| 25 | Коэффициент случайной убыли инструмента | Куб | 1,1 | |
| 26 | Стойкость инструмента между переточками | Ти, час |
90 15 60 |
|
| 27 | Цена единицы приспособления | Цп, руб. |
Головка 90 200 Плита 3 000 П/Шайба 900 |
96 824 3 577 913 |
| 28 | Коэффициент, учитывающий затраты на ремонт приспособления | Кр.пр | 1,5 | |
| 29 | Выручка от реализации изношенного приспособления | Вр.пр, руб. | ||
| 30 | Физический срок службы приспособления | Тпр, лет |
5 5 5 |
5 5 5 |
| 31 | Расход на смазочно- охлаждающие жидкости | Нсм |
MAHO 600 КШ 600 |
MAHO 600 КШ 400 |
| 32 | Площадь, занимаемая одним станком |
Руд, м2 |
MAHO 18 Dzoko 10 SQR 12 Присп. 3 |
MAHO 65 КШ 28 |
| 33 | Коэффициент, учитывающий дополнительную площадь | Кд.пл | 2 | |
| 34 |
Стоимость эксплуатации 1м2 площади здания в год |
Цпл, руб/м2 |
2000 | 2000 |
| 35 | Норма обслуживания станков одним наладчиком | Нобсл., ед. | 15 | 15 |
| 36 |
Специализация: оборудование, приспособления, инструмент |
Унив.; Унив.; Унив. |
Унив.; Унив.; Унив. |
|
| 37 | Материал детали | 38М2ХМЮА | 38М2ХМЮА | |
| 38 | Масса детали | Мд, кг. | 55,8 | 55,8 |
| 39 | Вес отходов в стружку | Мотх, кг | 10 | 10 |
| 40 | Цена 1кг материала (заготовки) | Цма, руб | 40 | 40 |
| 41 | Цена 1кг отходов | Цотх, руб | 8 | 8 |
| 42 | Коэффициент накладных расходов: цеховых; заводских; внепроизводственные |
Кцех Кзав Квн |
2,15 2,5 0,05 |
2,15 2,5 0,05 |
4.2 Расчет необходимого количества оборудования и коэффициентов его загрузки
| № | Наименование показателей | Расчетные формулы и расчет | Значение показателей | |
| Базовый | Проект | |||
| 1 | Расчетное количество основного технологического оборудования по изменяющимся операциям технологического процесса обработки детали |
|
0.188 0.072 0.027 |
0.019 0.0007 0.022 |
| 2 | Принятое количество оборудования | Расчетное количество округляется до ближайшего целого | 1 | 1 |
| 3 | Коэффициент загрузки оборудования |
|
0.188 0.072 0.027 |
0.019 0.0007 0.022 |
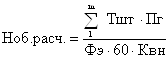
4.3 Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Проектируемая замена оборудования, оснастки, инструмента и затраты на дополнительную площадь здания:
| № | Наименование, единица измерения | Расчетные формулы и расчет | Значения показателей |
| Проектируемый вариант | |||
| 1 | Сопутствующие капитальные вложения: | ||
| 1.1 | Затраты на проектирование |
|
3451 |
| 1.2 | Затраты на дорогостоящие приспособление, руб. |
|
155,8 |
| 1.3 | Итого сопутствующие капитальные вложения |
|
3607,8 |
| 2 | Общие капитальные вложения |
|
3607,8 |
4.4 Расчет технологической себестоимости сравниваемых вариантов
| № | Наименование показателей | Расчетные формулы и расчет | Значения показателей | |
| Вариант 1 | Вариант 2 | |||
| 1 | Основные материалы за вычетом отходов. |
|
2275 | 2275 |
| 2 | Основная заработная плата | |||
| 2.1 |
рабочих - операторов, руб. (сдельщики) |
|
2050 | 300 |
| ИТОГО основная заработная плата |
|
2050 | 300 | |
| 3. | Отчисления на социальное страхование |
|
729 | 106,8 |
| 4. | Затраты по содержанию и эксплуатации оборудования | |||
| 4.1 | Затраты на текущий ремонт оборудова-ния, руб. |
|
296 | 31,6 |
| 4.2 | Расходы на технологическую энергию, руб |
|
207,3 | 34,8 |
| 4.3 | Расходы на инструмент |
|
9,4 | 0,7 |
| 4.4 | Затраты на содержа-ние и эксплуатацию приспособлений |
|
5,5 | 7,9 |
| 4.5 | Расходы на смазочные, обтирочные материалы и СОЖ |
|
3,6 | 0,7 |
| 4.6 | Расходы на содержание и экспл-ию производственной площади |
|
269 | 69 |
| Итого |
|
790,8 | 144,7 |
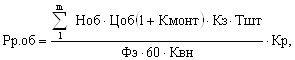
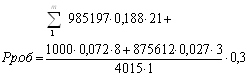
 ,
,
 ,
, ,
,4.5 Калькуляция себестоимости обработки детали по вариантам технологического процесса
| № | Статьи затрат | Затраты, руб | Отклонения | |
| Вариант 1 | Вариант 2 | |||
| 1 | Материалы за вычетом отходов | 2 275 | 2 275 | 0 |
| 2 | Основная заработная плата рабочих опер-в и наладчиков | 2 050 | 300 | 1750 |
| 3 | Начисления на заработную плату | 729 | 106,8 | 622,2 |
| 4 | Расходы на содержание и эксплуатацию оборудования | 790,8 | 144,7 | 622,2 |
| Итого технологическая себестоимость | 5844,8 | 2826,5 | 3017,5 | |
| 5 | Общецеховые накладные расходы Рцех = Зпл.осн∙Кцех | 4 407,5 | 645 | 3825,5 |
| Итого цеховая себестоимость Сцех = Стех + Рцех | 10 252,3 | 3471,5 | 6 780,8 | |
| 6 | Заводские накладные расходы Рзав = Зпл.осн∙Кзав | 5 125 | 750 | 4 375 |
| Итого заводская себестоимость Сзав = Стех + Рзав | 10 969,8 | 3 576,5 | 7 393,3 | |
| 7 | Внепроизводственные расходы Рвн = Сзав∙Квнп | 4548,49 | 178,8 | 4369,6 |
| Всего полная себестоимость Спол = Сзав + Рвнп | 15 518,2 | 3755,3 | 11 762,9 |
4.6 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
Ожидаемая прибыль (условно-годовая экономия) от снижения себестоимости обработки детали:
![]() ,
,
![]() .
.
Налог на прибыль:
![]()
![]() .
.
Чистая ожидаемая прибыль:
![]() .
.
Расчетный срок окупаемости капитальных вложений (инвестиций):

Расчетный срок окупаемости проекта 5 дней
Ерасчит=1/Ток=1/0,011=89,2 руб / руб>E=0.20
Вывод: проект эффективен. Срок окупаемости 5 дней.
5. Исследования в области обработки напыления
Одним из основных направлений совершенствования технических и технологических характеристик деталей машин является модифицирование их рабочих поверхностей с целью придания им повышенной твердости, прочности, износостойкости и других свойств. Методы модификации поверхности включают технологии поверхностного пластического деформирования, внедрения примесных атомов и молекул (цементация, ионная имплантация и т.п.), нанесение покрытий. Процессы нанесения покрытий в свою очередь подразделяют на нанесение тонких покрытий (хромирование, вакуумные покрытия и т.п.) и нанесение покрытий значительной толщины (наплавка и напыление). Качество напыленных и наплавленных покрытий определяется тремя главными факторами - подготовкой поверхности, технологией нанесения покрытия, технологией механической обработки покрытия. Настоящая работа направлена на повышение эффективности механической обработки напыленных покрытий.
Методология повышения эксплуатационных характеристик поверхностей деталей машин путем напыления покрытий.
Одним из способов повышения долговечности деталей машин и восстановления изношенных поверхностей является нанесение специальных покрытий на конструкционные материалы.
Защитные покрытия обеспечивают возможность изготовления деталей, обладающих высокой долговечностью и достаточной надежностью, повышают эксплуатационную стойкость деталей машин и инструментов, позволяют восстанавливать изношенные поверхности и размеры бракованных деталей. Нанесение покрытий дает возможность получить необходимые жаростойкость, износостойкость, коэффициент трения и другие характеристики, а также сократить расход дефицитных и дорогостоящих металлов, используемых для объемного легирования. Такая технология позволяет получить сочетание прочного, износостойкого, твердого поверхностного слоя с пластичной и вязкой трещиностойкой основой.
Напыление износостойких покрытий широко распространено в промышленности и обеспечивает значительную эффективность производства. Основой для широкого внедрения напыления покрытий послужили исследования многих отечественных ученых: Е.В.Антошина, А.А. Аппена, Л.И. Готлиба [30], Л.М. Демиденко В.С. Ивашко [37], С. А. Клименко [44], Л. М. Кожуро [45], В.В. Коломиеца [46], и др.
Известно несколько способов нанесения газотермических покрытий: электродуговой, газопламенный и детонационный. Все они объединены единым принципом формирования покрытия из отдельных частиц, нагретых и ускоренных с помощью высокотемпературной газовой струи.
Наиболее широкое применение в промышленности находит газопламенное напыление порошковыми сплавами.
К основным достоинствам способа относятся:
- возможность получения покрытий из большинства материалов, плавящихся при температуре до 2800 ºC;
- толщина покрытия может быть обеспечена в пределах от 0,005 мм до 10 мм;
- высокая производительность процесса ( до 10 кг порошка в час ) ;
- относительно низкий уровень шума и световых излучений, позволяющий работать без дополнительных средств защиты;
- легкость и простота обслуживания, невысокая стоимость и мобильность оборудования.
Формирование покрытия является завершающей стадией процесса напыления, в результате которого образуется система покрытие—основа с определенным комплексом физико-химических и механических свойств.
На этой стадии процесса формирования покрытия помимо напыляемого материала участвует основа, а следовательно, в число факторов, влияющих на этот процесс, входят состав материала основы с его теплофизическими и физико-химическими характеристиками, состояние поверхности. Нельзя не учитывать при этом и термического воздействия на основу газовой струи. Таким образом, этап формирования покрытия представляет собой сложный комплекс различного рода явлений, влияющих на получение покрытия с желаемым уровнем свойств.
По результатам исследований Л.М. Демиденко, В.И. Костикова и В.В. Кудинова на стадии формирования покрытия имеют место следующие явления: удар частицы о поверхность; деформацию частицы; термические процессы в зоне контакта; возникновение сил сцепления частицы с контактной поверхностью; установление термического равновесия системы покрытие — основа с окружающей средой и формирование остаточных напряжений.
Эти явления не разделены строго во времени и в основном накладываются друг на друга.
Различают взаимодействие напыляемых частиц с поверхностью основы и напыляемых частиц с поверхностью уже нанесенного слоя покрытия. В первом случае возникают силы сцепления покрытия с основой, во втором — силы, обусловливающие внутреннюю (когезионную) прочность самого покрытия.
В настоящее время рассматривают в основном три типа взаимодействия: механическое зацепление; физическое взаимодействие, обусловленное силами типа сил Ван-дер-Ваальса; химическое взаимодействие и образование межатомных связей.
Большинство исследователей отдают предпочтение гипотезе образования сил сцепления преимущественно за счет межатомных связей, признавая в то же время наличие и элементов механического зацепления и межмолекулярного взаимодействия, т. е. взаимодействие в этом случае носит комплексный характер с одновременной реализацией нескольких механизмов сцепления покрытия с основой.
Важным моментом является деформация и растекание частиц, обеспечивающее физический контакт напыляемой частицы с поверхностью. Степень деформации частицы и совершенство образовавшегося контакта с напыляемой поверхностью зависят от большого числа факторов: тепловой и кинетической энергии частиц, свойств материала расплава (вязкости, теплоемкости, теплопроводности, поверхностного натяжения и др.), состояния напыляемой поверхности и т. п.
Одной из основных характеристик процесса формирования покрытия является температура, возникающая в зоне контакта напыляемой частицы с поверхностью.
Расчеты показывают что температура при напылении соответствует твердому состоянию частицы и подложки. Глубина зоны термического влияния под частицей не превышает нескольких десятков микрометров. Поэтому процессы физико-химического взаимодействия при напылении, очевидно, не затрагивают основного объема материала подложки, а проходят в приповерхностном слое.
Расчетная оценка времени взаимодействия частицы с поверхностью при напылении дает величины порядка 10-4 — 10-7 с. Этот факт привел к заключению о невозможности вследствие этого развития объемных процессов диффузии или об ограниченности возможных ее механизмов, например, только по границам зерен, что отражено в работах Л.М. Демиденко и Г.Г. Максимовича. Однако своеобразие условий в контактной зоне приводит к существенным отклонениям от классических диффузионных процессов, например, по следующим причинам: зона контакта под воздействием удара частицы может быть сильно разрушена и насыщена дефектами; сами напыляемые частицы могут иметь высокую концентрацию вакансий. Подобные обстоятельства приводят к аномально высоким скоростям диффузии.
Действительно, многими исследователями установлен не только факт возникновения диффузионных зон при напылении, но и в ряде случаев значительная их толщина, достигающая 10—20 мкм.
Попытки теоретического расчета величин адгезии, образовавшейся между покрытием и подложкой на основе того или иного механизма, показали, что вычисленные и измеренные значения отличаются на один-два порядка. Это несоответствие объясняют двумя причинами: структурными дефектами границы раздела и механическими напряжениями в системе покрытие — основа. К структурным дефектам относятся неполнота физического контакта покрытия и основы и неполное развитие межатомных связей в зонах контакта.
На основе результатов теоретического анализа и экспериментальных данных предложен ряд методов управления остаточными напряжениями в напыленных покрытиях. В соответствии с результатами, полученными М.Д. Никитиным,к ним относятся согласование свойств материала покрытия и основы, в первую очередь КТР; регулирование термического воздействия струи плазмы и потока напыляемых частиц; снижение модуля упругости материала покрытия; использование переходных слоев между основой и покрытием, обеспечивающих плавный переход свойств от покрытия к основе; регулирование толщины покрытия; изменение формы напыляемой поверхности.
Структура многослойного напыленного покрытия сложна по сравнению с компактным материалом. Напыленный материал состоит из структурных элементов - зерно, частицы, слой, что обусловливает существование разных типов границ - между отдельными деформированными частицами, между слоями покрытия и между покрытием и подложкой. Границы, в свою очередь, отличаются сложной электронной и кристаллической структурой. Контактные процессы при ударе, деформации, затвердевании, охлаждении частиц, физико-химические процессы взаимодействия частиц с окружающей атмосферой при пролете к основе обусловливают структуру и свойства самого покрытия.
За период выдержки многослойного покрытия, поверхность ранее нанесенного слоя покрытия загрязняется, окисляется, и контактные процессы между ней и напыленными частицами затрудняются.
Образование покрытия последовательной укладкой множества деформировавшихся частиц неизбежно приводит к появлению микропустот, в первую очередь на стыках частиц. Покрытие формируется в атмосфере, поэтому микропустоты заполняются газом, что ухудшает свойства границ, особенно межслойных, имеющих наибольшую насыщенность адсорбированными газами. Вследствие большой шероховатости покрытия и чрезвычайно быстрого растекания и кристаллизации частиц, в зоне контактов с поверхностью ранее нанесенных частиц остаются дефекты, и полости которые образуются также из-за выделения газов, растворенных в расплавленных частицах.
Растворенный газ атмосферы при кристаллизации частиц стремится из них выделится. При этом важно не столько количество растворенных газов, сколько степень пересыщенности раствора.
Растворенные газы могут покидать металлическую решетку только в результате диффузии, уходить в атмосферу через открытую пористость или микропустоты.
Одним из существенных, хотя пока относительно малоизученных, вопросов процесса формирования плазменного покрытия является формообразование напыленного слоя. Установлено, что материал покрытия распределяется по площади пятна напыления неравномерно, образуя так называемую металлизационную фигуру. Распределение частиц происходит по закону Гаусса. Свойства напыленного материала в объеме металлизационной фигуры неоднородны. Величина пористости, например, также распределена по закону Гаусса. В связи с этим разработаны математические модели процесса формообразования при плазменном напылении с целью раскрытия связи геометрических параметров покрытия с параметрами режима напыления. Например, модель, предложенная В. В. Степановым, позволяет определить условия обеспечения равномерности толщины покрытия на поверхностях различной формы.
В целом на процесс формирования покрытия при напылении и в конечном счете на его качество непосредственно или косвенно влияет значительное число факторов. По оценкам различных исследователей, их количество варьируется от 20 (в работе Х. Кайзера ) до 60. В этих условиях важным является, с одной стороны, выбор показателей процесса формирования покрытия, а с другой,— выделение из общей массы наиболее существенных, лимитирующих факторов.
Прочность сцепления покрытия с подложкой можно определить как свойство первого порядка (только при условии обеспечения его необходимого уровня имеет смысл определять остальные свойства). Поэтому вопрос разработки методики экспериментального определения прочности сцепления имеет важное значение для развития процесса плазменного напыления в целом. Однако следует признать, что, несмотря на длительные исследования в этом направлении и наличие большого количества разнообразных методик надежного решения получить пока не удалось. А.А. Алленом отмечено, что получаемые значения силы сцепления не отражают величины адгезии, а являются скорее технической характеристикой. Разрушение носит в основном смешанный когезионно-адгезионный или чисто когезионный характер. Всем применяемым методикам присущ разброс получаемых экспериментальных данных, причем в некоторых диапазонах толщин покрытий он значителен. В связи с вышеуказанным, показатель прочности сцепления в настоящее время не может быть использован для текущего контроля процесса формирования покрытия, особенно в тех случаях, когда необходимо использование неразрушающих методов.
Анализ теоретических моделей и экспериментальных исследований процесса плазменного напыления, выполненный В.С. Лоскутовым, показывает, что критериями напыленного покрытия могут служить пористость, коэффициент использования порошка и остаточное напряжение в покрытии после напыления.
За истекший период существования технологии плазменного напыления покрытий накоплен большой опыт ее практического применения. Его обобщение позволяет провести классификацию плазменных покрытий по их эксплуатационным свойствам, определить диапазон задач, которые возможно в настоящее время решать при использовании этой технологии.
По практическому назначению плазменные покрытия разделяются на основные группы и подгруппы. В частности, в работе А. Хасуя предложена следующая классификация:
Покрытия для защиты от износа: в парах трения, при газоабразивпом износе, при гидроабразивном износе, при усталостном разрушении поверхностных слоев, при кавитации, при коррозионно-механическом износе.
Покрытия для защиты от разрушения при высоких температурах: в окислительных и других агрессивных средах, при высокотемпературной эрозии, в расплавах металлов и шлаков, в условиях воздействия интенсивных тепловых потоков.
Покрытия для защиты от атмосферной коррозии и коррозии в жидких средах: в обычной и промышленной атмосфере, в морской атмосфере, в питьевой и технической воде, в морской воде, в химических, нефтехимических и пищевых жидких средах.
Покрытия со специальными электрофизическими и оптическими свойствами: электропроводные, электроизолирующие и экранирующие покрытия, покрытия с магнитными свойствами, отражающие покрытия, покрытия с высокой степенью черноты.
Покрытия для создания саморегулирующихся зазоров (срабатываемые и режущие).
Покрытия для восстановления размеров изношенных деталей.
Помимо классификации по видам разрушения зачастую эксплуатационные условия подразделяют на несколько зон по уровню рабочих температур. Первая зона обычно ограничивается температурой 540°С, которая является предельной для эксплуатации покрытий из вольфрамкобальтовых твердых сплавов. В качестве второй зоны целесообразно выделить диапазон 540—650 °С, в котором покрытия типа ВК2 уже непригодны, а покрытия на основе карбида хрома еще малоработоспособны из-за непрочности оксидной пленки. Следующая зона определяется эффективным применением карбидохромовых покрытий и находится в пределах 650—980 °С. Выше 980 °С находится четвертая температурная зона.
Иногда покрытие должно одновременно удовлетворять комплексу требований, например, защищать изделие от износа и коррозии или износа и воздействия высоких температур. В этом случае чаще всего приходится выбирать компромиссное решение
Классификация упрочняющих покрытий, предложенная в работе Л.М. Кожуро, включает следующие группы
I - Fe, Ni, Cr, Al, Ti и сплавы на их основе;
П - самофлюсующиеся сплавы систем Ni-Cr-B-Si-C и Fe-Cr-B-Si-C;
III - Сu, Pb, Cd, St. бронзы, баббиты;
IV - Al, Zn; V - оксиды А2Оз, ZrO2, TiO2, Сг2О2, SiО2, CaO, Yo, MgO, Fе2Оз;
VI - карбиды вольфрама в смеси с Со, самофлюсующимися сплавами, интерметаллидами Al, Ti, Ni;
VII - карбиды хрома и титана в смеси с самофлюсующимися сплавами, интерметаллидами Al, Ni, Ti и никельхромистыми сплавами;
VIII - тугоплавкие металлы W, Mo, Nb, Та в чистом виде и в смеси с самофлюсующимися сплавами;
IX - керметы на основе смесей BN-Al-NiCr, Mg-ZrO2-NiCr, MgO-ZrO2 с Al и Ni, графита с Al, А2Оз, Ni, алюминидом никеля, ZrO2 с алюминидом никеля.
Материалы III и IV групп легко обрабатываются. В связи с малой толщиной, оксиды и керметы V и IX групп покрытий не обрабатываются лезвийным инструментом. Покрытия VI, VII и VIII групп наносятся в смеси с самофлюсующимися сплавами II группы. Таким образом, наиболее актуальны вопросы обработки лезвийным резанием покрытия I и II группы
Некоторые виды покрытий и область применения указаны в таб. 5.1.
Таблица 5.1 Виды напыленных порошковых покрытий
| Тип порошка | Состав, % по массе | Твердость покрытия | Назначение |
| Малоуглеродистая сталь — молибден - алюминий | 5 Мо; 5 Аl | HRB 85 | Восстановление изношенных деталей из рядовых сталей Твердые подшипниковые покрытия |
| Нихром — молибден — алюминий | 5 Мо; 5 Al | HRB 80-130 | Защита от износа при температурах до 760— 870 °С абразивными частицами и твердыми поверхностями, при эрозии, фреттинг-коррозии и кавитации Восстановление изношенных деталей из рядовых и легированных сталей |
| Оксид алюминия — диоксид титана |
13—42 ТO2 |
HRC 60-70 | Защита от износа при невысоких температурах абразивными частицами, твердыми поверхностями, волокнами и нитями, при фреттинг-коррозии, кавитации, эрозии Твердые подшипниковые покрытия |
| Двойной карбид вольфрама-титана с никелем | 17Ni | HRC65-73 | Защита от износа при повышенных температурах абразивными частицами и твердыми поверхностями |
Теория и практика механической обработки напыленных покрытий
Длительное время при разработке технологических процессов изготовления деталей с покрытиями основное внимание уделяли операциям нанесения покрытий, а обеспечению необходимой точности размеров и формы поверхностей деталей с покрытиями, в т. ч. их размерной обработке, уделялось недостаточное внимание. В работе С.И. Поединка справедливо отмечено, что методы, приемы и режимы размерной обработки деталей с покрытиями часто выбираются такими же, как при обработке аналогичных деталей без покрытия, и не учитываются их специфические особенности. К ним относятся, прежде всего, структурная неоднородность, нестабильность физико-механических свойств, пористая структура, высокая твердость многих покрытий, в ряде случаев сравнимая или даже превышающая твердость некоторых инструментальных материалов, а также относительно низкая прочность сцепления покрытия с основным металлом, значительно ограничивающая повышение режима резания.
При обработке покрытий резанием имеют место значительные колебания сил резания и контактных нагрузок на поверхности инструмента [65]. Следовательно, напыленные покрытия являются труднообрабатываемыми, и поэтому довольно сложно обеспечить высокое качество обработанной поверхности. При точении деталей с покрытиями значительно труднее получить однородную микрогеометрию поверхности, чем при обработке литых и прокатных металлов.
Кроме того, при обработке покрытий возникает сложное напряженно-деформированное состояние, связанное с особенностями структуры покрытий, наличием переходной зоны между покрытием и основным металлом детали, а также возникновением термических напряжений вследствие различных коэффициентов термического расширения покрытия и основного металла детали. При этом имеет место более сложная картина распространения тепловых потоков, связанная с различными теплофизическими свойствами материалов покрытия и основы детали. Во многих случаях необходимо также учитывать физико-химические процессы, имеющие место в зоне контакта инструмента и обрабатываемого покрытия.
Полный процесс обработки деталей с покрытиями включает следующие основные этапы:
обработку заготовки из основного материала, в т. ч. подготовку установочных баз для окончательной обработки детали после нанесения покрытия;
специальную обработку поверхностей деталей под нанесение покрытий, обеспечивающую высокую прочность сцепления покрытия с основным металлом детали;
нанесение покрытий;
дополнительную обработку деталей после нанесения покрытий (термическую, оплавление или пропитку покрытий и др.);
окончательную размерную обработку, в основном поверхностей с покрытиями.
Технологический процесс изготовления детали с покрытием, с точки зрения обеспечения требуемой точности, значительно отличается от процесса обработки деталей из однородных материалов. При обработке однородных заготовок последовательность технологических операций строится по принципу постоянного снижения шероховатости и повышения точности поверхностей, начиная от заготовки, поверхности которой имеют максимальную шероховатость и минимальной точность. Операция нанесения покрытия, для которой характерны низкие точность и шероховатость, располагается в ходе технологического процесса между операциями механической обработки, обеспечивающими относительно лучшие показатели по точности и шероховатости. Для оценки изменения точности заготовки на операциях нанесения покрытий а также на предшествующих и последующих операциях механической обработки Ю.А. Харламовым предложен термин "уточнение".
На этапе предварительной обработки заготовки уточнение
![]() (5.1)
(5.1)
где dз1, dз2 — допуски на размеры исходной заготовки и после предварительной обработки;
на этапе нанесения покрытия
 (5.2)
(5.2)
где бп — допуск на толщину наслаиваемого покрытия; К — коэффициент, учитывающий расположение покрытия относительно детали (при одностороннем расположении покрытия относительно контролируемого размера поверхности К=1, при двухстороннем К=2)
На этапе обработки покрытия
![]()
 (5.3)
(5.3)
где dд — допуск на размер поверхности с покрытием.
Таким образом, общее уточнение.
 (5.4)
(5.4)
При предварительной обработке осуществляется предварительное уточнение заготовки, при нанесении покрытия достигнутая точность снижается, а при обработке покрытия обеспечивается уточнение до получения отклонений размеров, заданных чертежом детали. Поскольку в качестве покрытия обычно применяют более дорогие материалы, чем основной, достаточно определить предельные размеры заготовок до и после нанесения покрытий, например, по методикам Ю. А. Харламова
В случае отсутствия каких-либо специальных требований свободную поверхность покрытия можно не подвергать размерной обработке при соблюдении условия dз2+КdП£dД. При dз1+КdП£dД не нужно осуществлять ни предварительной обработки заготовки, не размерной обработки нанесенного покрытия.
Технологическая наследственность оказывает большое влияние на формирование качества деталей с покрытием, особенно на образование адгезионных связей, в ряде случаев являющихся определяющими в обеспечении требуемых работоспособности и долговечности. Наличие адсорбированных слоев, окислов и загрязнений на поверхностях заготовок ухудшает или вообще исключает возможность непосредственного контакта материалов покрытия и основы. Микротрещины на поверхности заготовки могут служить сильными концентраторами напряжений в процессе нанесения и эксплуатации покрытий и привести к катастрофическому разрушению детали. Все эти факторы являются определяющими при выборе способа подготовки поверхности под покрытие.
При нанесении многих видов покрытий необходимо учитывать продолжительность выполнения отдельных операций технологических процессов или перерывов между ними, т. к. они влияют на состояние и температуру поверхности, структуру материалов и, следовательно, на качество покрытия. Вид обработки может существенно изменить структуру и свойства первоначально нанесенных покрытий. Обрабатываемость покрытий зависит от их материала, структуры, технологических особенностей нанесения, основного материала детали, ее геометрии и других факторов.
Подготовка поверхностей деталей к нанесению покрытий может заключаться в выполнении таких операций, как обезжиривание, очистка и мойка, механическая обработка со снятием или без снятия стружки, струйно-абразивная и другие виды обработки свободными абразивами, электроискровая обработка, химическое травление, очистка тлеющим разрядом, изоляция поверхностей, не подлежащих покрытию, и пр. Показатели качества деталей с покрытиями формируются на всех этапах их изготовления. Носителями наследственной информации являются основной материал детали, материал покрытия, поверхностные слои, прилегающие к поверхности раздела материал — покрытие, а также геометрические параметры детали.
До настоящего времени распространенным видом обработки деталей с покрытиями являлось шлифование. Однако интенсивное термомеханическое воздействие, оказываемое на поверхностный слой при данном виде обработки, приводит к образованию трещин и прижогов. В случае отсутствия явных дефектов шлифованная поверхность имеет остаточные напряжения растяжения, что снижает эксплуатационные характеристики (усталостную прочность) детали. В. В. Шпановым показано, что для снижения вредного влияния высокой температуры при шлифовании приходится постоянно осуществлять правку круга, что увеличивает расход абразивного инструмента. Часто напыленный слой имеет толщину, на порядок превышающую необходимую. Уменьшение толщины покрытия из-за нестабильности процессов его нанесения вызывает появление участков с низким качеством покрытия. Поэтому иногда приходится удалять 90—95 % нанесенного материала. Из-за этого абразивная обработка становится значительно дороже, а в некоторых случаях себестоимость восстановленной детали может даже превысить себестоимость новой.
Более прогрессивным методом обработки напыленных покрытий является обработка инструментом с геометрически определенным лезвием. Вопросы перехода к лезвийной обработке покрытий исследованы С.А. Клименко, и Г.А. Иващено. В частности показано, что для поверхностей обработанных точением вполне достижимы требования по точности и шероховатости, характерные для шлифованных поверхностей.. Точение по сравнению со шлифованием позволяет повысить износостойкость обработанных деталей, поскольку в обработанной поверхности создаются остаточные напряжения сжатия благоприятные для эксплуатации детали. Ю. Н. Алексеев показал, что износостойкость образцов, обработанных лезвийным инструментом, в 1,5 раза выше, чем обработанных шлифованием. Еще одним преимуществом токаной обработки является улучшение экологичности технологического процесса, поскольку переход от шлифования к точению позволяет проводить обработку без использования СОЖ.
При точении общая термомеханическая нагрузка на поверхность гораздо ниже, чем при шлифовании. Однако если при шлифовании воздействие инструмента на поверхность распределено по достаточно большому участку поверхности (условно можно предположить, что контакт происходит по линии длиной равной ширине шлифовального круга), то при точении вся нагрузка локализована на гораздо меньшей площади (условно можно предположить контакт по точке – вершине резца). Следовательно, локальные нагрузки при точении гораздо выше, чем при шлифовании.
При обработке напыленных покрытий указанная закономерность выступает в качестве одного из основных сдерживающих факторов, т.к. при пониженной прочности по границе покрытие-основа в случае перехода от шлифования к точению возможно отслоение покрытия.
В силу изложенного технологии точения напыленных покрытий не находят широкого применения.
Более широкое внедрение точения напыленных покрытий неразрывно связано с разработкой методов, позволяющих рассчитать уровень напряжений, возникающих в системе покрытие, основа, режущий инструмент и подобрать режим обработки и геометрию инструмента, а также параметры напыленного покрытия, обеспечивающие его надежную обработку без отслоения.
В настоящее время расчетных схем, направленных на решение указанной задачи не разработано.
Следующей задачей, решаемой при переходе от шлифования к точению, является выбор инструментального материала, обеспечивающего наилучшие технико-экономические показатели обработки.
Инструмент для токарной обработки покрытий
В качестве инструментального материала для напыленных покрытий с твердостью до 40 HRC рекомендуется применять твердый сплав (ВК2, ВК3, ВК3М, ВК, ВК6M ВК8, Т5К10, Т15К6, ТТ7К12, ТН20, КНТ16, КНТ20) обеспечивающий требования к шероховатости поверхности, при вполне достаточной стойкости инструмента и производительности обработки. При этом скорость резания составляет 30—45 м/мин, подача — 0,15—0,3 мм/об, глубина резания — 0,5—0,75 мм стойкость- 30-55 мин [66]. При обработке напылений твердостью 40-45 HRC приходится уменьшать скорость резания до 10—15 м/мин, а стойкость резцов при этом также снижается до 15—20 мин. Низкая размерная стойкость твердосплавного инструмента исключает возможность окончательной обработки точением напыленных деталей, т. к. не обеспечивается требуемая точность.
При твердости покрытия свыше 45 HRC обработка инструментами из твердых сплавов практически невозможна. Улучшить технико-экономические показатели обработки наплавленных и напыленных покрытий твердостью свыше 45 HRC можно за счет применения инструмента, оснащенного поликристаллическими сверхтвердыми материалами (ПСТМ) на основе кубического нитрида бора (КНБ). Вопросы использования СТМ исследованы достаточно широко [24,26,37,47,59,93]. Рекомендуется применять следующие марки инструментальных материалов: гексанит-Р и эльбор-Р. За рубежом наиболее часто применяются сплошные и двухслойные пластины из амборита, как показано в работах В. Ксабы и Ч. Байка. Резцами из этих материалов можно снимать поверхностный слой покрытий со значительными макроотклонениями профиля, что наряду с неоднородностью структуры и свойств покрытий приводит к большим динамическим нагрузкам на режущее лезвие. Особенно эффективно применение инструмента с механическим креплением режущего элемента в державке.
Композит 01 (эльбор-Р) и композит 02 (белбор) — поликристаллы из кубического нитрида бора (КНБ) с минимальным количеством примесей, рекомендуются для тонкого и чистового точения (преимущественно без удара) и торцового фрезерования. Композит 10 (гексанит-Р) и двухслойные пластины из композита 10Д — поликристаллы на основе вюртцитоподобного нитрида бора (ВНБ), рекомендуются для предварительного и окончательного точения с ударом и без удара и торцового фрезерования.
В табл. 5.2 приведены результаты сравнительных испытаний твердосплавного инструмента и инструмента на основе кубического нитрида бора.
Результаты сравнительных испытаний резцов при точении плазменных покрытий из порошка ПГ-СРЗ
Таблица 5.2
| Параметр обработки | Величина параметра при обработке резцом с пластинами из сплава | |
| ВК8 | киборит | |
| Скорость резания, м/мин |
21,6 — 26,8 (21,6 — 26,8)* |
180 — 280 (290—550) |
| Подача, мм/об |
0.080 (0,028) |
0,040—0,080 (0,028) |
| Глубина резания, мм |
0,9 (0,2) |
0,9 (0,2) |
|
Производительность, мм3/мин |
1590—2120 (120—460) |
6600—20000 (1600—3000) |
| Ra, мкм | 1,4—1,7 | 1,0—1,3 |
* Без скобок указана величина параметра при черновой обработке, в скобках – при чистовой
Сравнительные испытания деталей с плазменным покрытием из порошка ПГ-СРЗ (47—50 HRC)., проведенные Ю. А. Харламовым [106] показали, что при точении резцами с пластинами из киборита производительность черновой (по корке) и чистовой обработки будет соответственно в 10 и 6 раз выше, а параметры шероховатости обработанной поверхности и среднем на 20% ниже, чем при использовании резцов с пластинами из сплава марки ВК8. При выборе геометрических параметров инструмента также существуют закономерности. Учитывая что покрытия являются труднообрабатываем материалом, для повышения прочности режущего клина, рекомендуется принимать отрицательный передний угол Необходим достаточно большой радиус при вершине резца (0,3-1,0 мм) или переходная режущая кромка с φ0 = 0° (0,05-0,3 мм). Главный угол в плане резца должен составлять 30-35° или больше, так как его малые значения предопределяют появление значительной радиальной составляющей силы резания. Главный угол в плане рекомендуется принимать j=30…35°, при уменьшении этого угла увеличивается радиальная сила, что способствует увеличению вибраций, что отрицательно сказывается на качестве обработанной поверхности. Задний угол рекомендуется выбирать в пределах 5…10°, в случае его увеличения, как показали исследования С.А. Клименко стойкость снижается. Покрытия могут обрабатываться инструментом, оснащенным круглыми неперетачиваемыми и многогранными пластинами ПСТМ. Геометрические параметры резцов с неперетачиваемыми пластинами киборита, систематизированные Г.В. Боровским приведены в табл. 1.3
При удалении наиболее дефектного поверхностного слоя покрытия (корки) с глубиной резания до 2,5 мм следует затачивать резцы с передним углом g— (15…20)°. Большей твердости обрабатываемого материала соответствует меньшее значение переднего угла.
При использовании резцов с механическим креплением режущего элемента державку оснащают шлифованной подкладкой из твердого сплава под режущий элемент. Это позволяет избежать деформации державки под действием сил резания при высокой температуре в зоне обработки. Зажимающий участок прихвата также армируют твердым сплавом, что снижает его износ сходящей стружкой и значительно повышает надежность работы.
Геометрические параметры резцов с неперетачиваемыми пластинами из киборита.
Таблица 5.3
| Тип резца | Форма пластины | j, град |
j1, град |
a,град | g,град | r, мм |
| Проходной | Квадратная | 45…60 | 30…45 | 7…11 | -(7…11) | 0,3…0,5 |
| Круглая | — | — | 7—11 | -(7…11) | 3,5 | |
| Подрезной | Ромбическая | 90 | 10 | 7—11 | -(7…11) | 0,3…0,5 |
| Расточной | Квадратная | 45…60 | 30 …45 | 5…7 | -(5…7) | 0,3…0,5 |
| Круглая | — | — | 5…7 | -(5…7) | 3,5 |
Паяные резцы применяют при глубине резания до 1,0 мм, что связано с прочностью паяного соединения.
Для удаления припуска более 2,5…3,0 мм используют резцы с несколькими режущими элементами, каждый из которых удаляет припуск в пределах 1,0…1,5 мм.
Режущие элементы круглой формы из киборита можно поворачивать вокруг оси, что увеличивает период их стойкости в 5— 6 раз переворачивать с целью использования ее опорной поверхности' в качестве передней поверхности инструмента при полном ее износе с одной стороны, последовательно обтачивать по диаметру до меньших размеров, что в 20…30 раз увеличивает общий период стойкости инструмента до полного износа пластины при условии отсутствия хрупкого разрушения. Начальный диаметр пластины может составлять 7…8 мм.
Наибольшее влияние на стойкость инструмента оказывают скорость резания и подача, от которых зависит температура на контактных поверхностях инструмента При использовании резцов из гексанита-Р влияние режимов обработки, а особенно скорости резания, на стойкость проявляется сильнее, чем в случае применения резцов из эльбора-Р. Стойкость инструмента из композита 10 при черновом точении в 2-4 раза ниже, чем при чистовом. Влияние подачи на стойкость инструмента неоднозначно. В процессе резания покрытия ПГ-СР3 при скорости резания 0,5…0,7 м/с увеличение подачи от 0,04 до 0,30 мм/об вызывает возрастание стойкости инструмента а при скорости резания. более 12м/с - ее снижение. Это объясняется совместным влиянием скорости резания и подачи на теплообразование в зоне резания.
Износ инструментов из ПСТМ на основе КНБ существенно зависит от химического состава обрабатываемого покрытия. Наличие в нем титана и значительного количества хрома резко интенсифицирует износ инструмента вследствие химического взаимодействия на контактных площадках. Первоначально наибольший износ наблюдается в месте схода свободного края стружки, а затем распространяется на всю главную и частично на вспомогательную режущие кромки. Период приработочного износа составляет 5—10 мин. В широком диапазоне условий обработки износ инструмента носит комплексный характер, включая абразивный, адгезионный, диффузионный и химический (окислительный и эвтектический) виды износа.
С увеличением твердости покрытия до HRC3 58 стойкость инструмента из ПСТМ снижается, а эффективность его применения по сравнению с эффективностью использования твердосплавного инструмента возрастает.
За критерий затупления инструмента из гексанита-Р, эльбора-Р и других ПСТМ по результатам исследований Г.В. Боровского рекомендуется принимать величину фаски износа по задней поверхности h3, равную 0,4…0,6 мм, а в некоторых случаях — 0,6…0,7 мм. При обработке покрытий на основе твердых сплавов группы ВК для резцов из гексанита-Р таким критерием является h3 = 0,20…0,25 мм. Для круглых пластин из амборита рекомендуется h3=0,4…0,5 мм, а для пластин другой формы — 0,25…0,35 мм. Для поликристаллов из киборита при точении газотермических покрытий принимают h3=0,4 мм; для газопламенных покрытий Нп-65г — h3= 0,6 мм.
При обработке покрытий необходимо также уделять внимание силам, возникающим при резании, так как их высокие значения могут привести к дефектам при обработке. Значительная радиальная сила резания обусловливает возможность сколов при входе и выходе инструмента из детали, а также появление вибраций при недостаточной жесткости системы СПИД, что особенно характерно для изношенного инструмента.
В общем случае силы резания зависят от физико-механических свойств обрабатываемого материала, режимов резания (v, s, t), геометрических параметров режущей части инструментов (g, a, j и др.) и величины износа по задней поверхности h.
На рисунках 5.1 и 5.2 приведены зависимости технологических составляющих сил резания Ру,РZ, Рх от условий точения напыленного покрытия ПГ-10Н.
При точении покрытий резцами из ПСТМ износ инструмента в наибольшей степени происходит по задней поверхности. Чем больше величина износа (увеличение площади контакта рабочих поверхностей резца с обработанной поверхностью), тем больше трение задней поверхности инструмента о заготовку и тем больше составляющие силы резания, особенно радиальная Py. Кроме того, при внедрении в обрабатываемую поверхность резцу необходимо преодолеть со стороны задней поверхности силы упруго-пластического противодействия, которые для твердых покрытий будут значительными, что также повлечет увеличение составляющей Рy.
Характерным для обработки покрытий инструментами из КНБ является большее значение составляющей Рy по сравнению с составляющими Рz, Рx. что свидетельствует о более высоком уровне сил на задней поверхности резца.
На уменьшение составляющих силы резания при увеличении скорости резания до значений v>1,9 м/с (рис. 5.1) влияют разупрочнение поверхностного слоя покрытия, а также особенности механизма износа инструмента при высоких температурах в зоне резания. Повышение скорости резания вызывает и увеличение скорости деформации материала покрытия в зоне резания в результате чего уменьшается объем зоны распространения деформации и снижается величина составляющих силы резания, причем интенсивность уменьшения составляющих Рx, Рy, и Рz близка между собой.
Увеличение подачи инструмента в соответствии с общими закономерностями процесса резания, увеличивает площадь сечения срезаемого слоя, вызывает и увеличение сопротивления материала покрытия стружкообразованию. Составляющие силы резания при этом будут возрастать (рис 5.1).
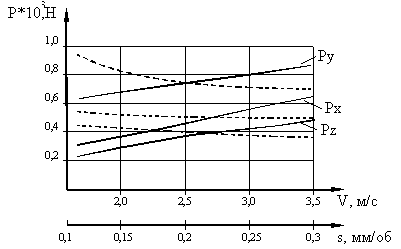
Рис. 5.1 Влияние условий точения покрытий ПГ-ЮН-01 инструментом из киборита на силы резания [44]: скорости резания (штриховая) при S= 0,2 мм/об, t=0.25 мм, d=101,5о и подачи (сплошная) при v=2,4 м/с, h =0,25мм, d=101,5 о
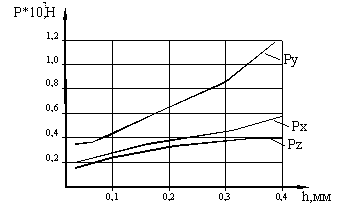
Рис. 5.2 Влияние условий точения покрытий ПГ-ЮН-01 инструментом из киборита на силы резания на износ инструмента по задней поверхности [44] при v=2,4 м/с, 3=0,2 мм/об. d=101,5 о
Для случая точения покрытия ПГ-10Н-01 получены адекватные зависимости [44]
 , (5.5)
, (5.5)
 , (5.6)
, (5.6)
 , (5.7)
, (5.7)
где s – подача, мм/об; h – ширина износа инструмента по задней поверхности, мм; – угол резания, градус; V – скорость резания м/мин.
Аналогичные результаты получены в работе А.Е. Шило.
Учитывая область применения деталей с покрытиями и их специфические свойства, особенно важной является оценка возможности режущего инструмента по формированию состояния поверхностного слоя и, в частности, шероховатости обработанной поверхности.
Результаты экспериментального исследования шероховатости поверхности покрытия ПГ-10Н-01 позволили получить уравнение регрессии, описывающее зависимость высотных параметров шероховатости от условий резания:
 , (5.8)
, (5.8)
где s – подача, мм/об; мм; d – угол резания, градус; V – скорость резания м/мин.
Анализ уравнения показывает, что в рассматриваемых условиях наибольшее влияние на шероховатость поверхности оказывает скорость резания, с увеличением которой высота неровностей снижается. Увеличение других рассматриваемых параметров приводит к росту высоты неровностей на обработанной поверхности.
Незначительное возрастание величины Ra с ростом подачи объясняется большой величиной радиуса при вершине инструмента.
Вероятно, влияние износа инструмента определяется ростом контактной температуры на задней поверхности, силы Ру и связанной с этим интенсивностью колебательных процессов. То, что увеличение износа не приводит к резкому увеличению шероховатости, объясняется возникновением выглаживающего эффекта. Влияние угла резания на шероховатость поверхности проявляется за счет изменения переднего угла инструмента. Чем больше угол заострения тем больше объем деформируемого обрабатываемого материала, воздействие которого на шероховатость поверхности выражается в возрастании высоты неровностей, которое к тому же из-за неоднородности структуры покрытия имеет значительную неравномерность.
Как показывают исследования С.А. Клименко [44], достичь низкой шероховатости достаточно трудно и в большинстве случаев она находилась в пределах Ra = 0,5-0,8 мкм.
Пути повышения эффективности обработки напыленных покрытий
Учитывая специфические свойства напыленных защитных покрытий, определяющие тяжелые условия резания при их механической обработке, повышение работоспособности режущего инструмента и качества обработанной поверхности являются актуальными задачами с точки зрения практического использования, так и с научных позиций. Основными направлениями повышения эффективности обработки напыленных покрытий являются.
1. повышение виброустойчивости процесса
2. совершенствование состава покрытия
3. совершенствование смазывающе-охлаждающих технолог-х сред.
Учитывая специфические структуру и свойства защитных покрытий, а также особенности макрогеометрии деталей с покрытиями особое значение приобретают мероприятия по снижению вибраций при обработке лезвийным инструментом из поликристаллов. Случайные воздействия на режущий инструмент, связанные с неравномерностью припуска на обработку и изменением механических свойств покрытий приводят к возникновению собственных колебаний в технологической системе. Колебания сопровождаются изменением сечения среза и скорости резания, при этом изменение радиальной силы резания по времени отстает от изменения режимов обработки. В таких условиях собственные затухающие колебания переходят в незатухающие автоколебания.
В качестве путей борьбы с вибрациями предлагаются следующие мероприятия:
Разработка виброустойчивых зон условий резания. Известно, что влияние неоднородности свойств покрытий может быть минимизировано за счет выбора сочетания условий резания. Практически это осуществляется выбором условий обработки, которым соответствует стабилизация тангенциальной составляющей силы резания. Как показано Ю.А. Муковозом [65], используя ковариационную функцию силы резания и функцию спектральной плотности устанавливаются условия обработки, соответствующие минимизации вибраций и увеличению стойкости инструмента;
Разработка виброустойчивого режущего инструмента. Повышение виброустойчивости режущего инструмента достигается за счет увеличения их жесткости или в результате повышения их демпфирующей способности.
Увеличение жесткости инструмента из сверхтвердых материалов достигается путем надежного закрепления режущей пластины в державке
При рассмотрении мероприятий по повышению эффективности обработки напылений необходим учет структурных особенностей и свойств материалов покрытий. Такие характеристики материала покрытий, как плотность, пористость, дефектность и др., имеют различные значения по их толщине. В связи с этим распределение механических свойств по слою покрытия имеет экстремальный вид.
По этой причине процесс точения должен вестись так, чтобы с изделия удалялись более дефектные слои покрытия, а к обработанной поверхности прилегали наиболее твердые, прочные и однородные участки материала. Следствием этого является повышение работоспособности инструмента, определяемое снижением динамических нагрузок на режущее лезвие, получение меньшей шероховатости обработанной поверхности и возрастание эксплуатационных характеристик изделий с покрытиями.
Для определения оптимальной глубины резания, при точении газопламенных порошковых покрытий системы Ni-Cr-В-Si, В.Е. Рыжовым [72] предложено следующее неравенство:
![]() (1.9)
(1.9)
Значительные возможности воздействия на работоспособность инструмента заложены в использовании различных технологических сред (СОТС), оказывающих комбинированное смазочно-охлаждающее действие, снижая температуру и уменьшая фрикционное взаимодействие в зоне резания.
Исследования эффективности СОТС при обработке инструментом из КНБ, проведенные Т. Ногути и М. Б. Гордоном показывают, что газовая СОТС оказывая влияние на химические особенности контактирования в процессе резания покрытий позволяет повысить стойкость режущего инструмента в 1.6 раза. Жидкие среды так же изменяют стойкость режущего инструмента на основе КНБ. Использование масляных СОТС позволяют увеличить стойкость инструмента в 1,7-2 раза. Наибольшую стойкость инструмента при точении напыленных порошковых покрытий на основе Ni обеспечивает применение 20% раствора СОТС "МР-99" в машинном масле.
Учитывая особенности инструмента из КНБ более целесообразно использование подачи жидких СОТС не поливом, а распылением. Применение распыленных СОТС рекомендуется при скоростях резания до 1,7 м/с. Указанные скорости резания соответствуют обработке многих защитных покрытий.
Еще больший эффект может быть достигнут за счет применения в СОТС присадок для сверхвысоких давлений [69]. Благодаря реакции с КНБ, приводящей к образованию пленки твердой смазки на поверхности инструмента, они предотвращают охрупчивание КНБ под воздействием термоциклирования при нагреве поликристалла в процессе резания и последующем охлаждении в жидкой среде или атмосфере воздуха. К таким присадка относятся сера и хлор.
Заключение
На волжском автомобильном заводе для производства колен валов применяют фрезы типа GFM.
Фрезы ГФМ состоят из корпуса, ложементов, клиньев, винтов, и твердосплавных пластин которые собираются на участке сборки в МСП на специальных стендах
Эти фрезы применяют для обработки шеек колен валов.
Данный вид обработки заменил ранее существовавший метод обработки спец. резцами типа U-X.
Обработка фрезами GFM получила название - охватывающего фрезерования. Фреза осуществляет движение обката относительно
неподвижного колен вала, а пластины расположенные по внутреннему отверстию фрезы формируют его профиль.
Этот метод имеет ряд преимуществ
1. Высокая производительность
2. Высокая точность обработки до 0,05мм
3. быстрая переналаживаемость сборных фрез ( метод сборки на ВАЗе)
Цель дипломного проекта:
1. Проанализировать существующий техпроцесс изготовления фрез GFM и применяемую в нем оснастку.
2. Усовершенствовать существующий ТП.
В дипломном проекте разработаны чертежи технологической оснастки которая позволит увеличить производительность и повысить качество выпускаемых фрез:
1. Спроектирован специальный резьбонарезной патрон, на базе существующей угловой сверлильной головки.
Вышеназванный патрон оснащен приспособлением, которое способно защитить метчик от поломки.
Ранее из за отсутствия такого приспособления резьба нарезалась слесарным способом (отверстие глухое короткое порядка 15мм)
В результате внедрения этой операции получаем:
1. Повышение производительности (8часов-10мин)
2. Повышение качества резьбы
2 Спроектировано установочное приспособление на станок МАНО 800. Данное приспособление позволяет обрабатывать фрезу без предварительной обработки на станке SQR (сверление базовых отверстий и карманов).
В результате внедрения приспособлений получаем:
1. Повышение производительности (за счет выполнения операции на более производительном оборудовании – обрабатывающий центр МАНО 800).
2. Повышение качества (более точный 0,01 и чиастота поверхности до Ra 1,25 – обработка монолитными фрезами из твердого сплава).
3. Спроектировано базирующие приспособление в замен имеющегося на круглошлифовальный станок DZOKA для шлифования базовых поверхностей фрезы. ( по нар диаметру).
В результате внедрения получаем:
1. За счет увеличения жесткости приспособления:
- Быстрая установка до 0,01 мм.
- Качество обработки Ra 0,63.
- Увеличение производительности за счет сокращения времени на установку и обработку (уменьшение времени на выхаживание).
В результате совершенствования тех проц. имеем повышение качества и производительности изготовления фрез ГФМ.
Экономический эффект от внедрения усовершенствованной технологии (и спроектированной оснастки) составляет 321 000 р.
Список литературы
1. Справочник инструментальщика Ординарцев И.А.
2. Справочник технолога машиностроителя Косилова
3. Справочник технолога Панова А.А.
4. Станочные приспособления справочник Т1 Варадашкина Б.Н.
5. Курсовое проектирование деталей машин Г.М. Ицкович А.С. Чернавский
6. Ю.Н. Тальнов К.Я. Васькин Станочные приспособления
7. Охрана труда в машиностроении Е.Я. Юдин
8. Сопротивление материалов В.И. Федосьев
9. Справочник подшипники качения Л.Я. Перель
10. Справочник станочные приспособления Т1 Б.Н. Врадашкин
11. Справочник станочные приспособления Т2 Б.Н. Врадашкин
12. Справочник конструктора машиностроителя Т2 В.И. Анурьев
13. Справочник режимы резания металлов Ю.В. Барановский
14. Курсовое проектирования ДМ С.А. Чернавский
15. Расчет и проектирование деталей машин Н.Ф. Киркач
16. Комплексные способы эффективной обработки резанием Ю.М. Ермаков
Приложение. Обоснование необходимости проведения патентного исследования
Одним из путей совершенствования операции резьбонарезания является совершенствование устройств (патронов, оправок) для крепления резьбообразующих инструментов, чаще всего метчиков. Известно несколько конкретных конструктивных вариантов исполнения патронов резьбонарезных. Вполне вероятно, что среди них есть конструкции, которые для данной операции являются более прогрессивными, чем рассматриваемая.
Выявить прогрессивные технические решения, которые могут лечь в основу конструкции усовершенствованного устройства - патрон резьбонарезной, можно в результате патентного исследования достигнутого уровня развития вида техники - патрон резьбонарезной.
Описание объекта
Патрон резьбонарезной применяется для крепления резьбообразующего инструмента, в данном случае - метчика. Патрон может применяться также и для крепления сверл, разверток, зенкеров и т.п. Для быстросменного закрепления метчиков на металлорежущих станках стараются применять устройства, несложные в изготовлении и эксплуатации, если нет повышенных требований к нарезаемой резьбе (например, патрон показанный на рис. 1).
Втулка 1 с отверстием под гладкий цилиндрический хвостовик имеет три отверстия для шариков 3. Втулка 1 центрируется в корпусе 5 и удерживается от выпадения штифтом 2. Такая конструкция очень проста и достаточно удобна в работе при нарезании неответственных резьб.
Патрон работает следующим образом. Вследствие наличия пружины 4 и конической поверхности, шарики 3 зажимают хвостовик метчика. Конец квадратного сечения у метчика входит в соответствующее окно в корпусе 5 и передает крутящий момент. Чтобы извлечь метчик, нужно нажать на втулку 1 в направлении хвостовика метчика. Для того чтобы исключить возможность заклинивания метчика в случае образования лунок от давления шариков, втулка 1 снабжена тремя продольными канавками. Но, несмотря на эту предосторожность, рекомендуется повышать твердость хвостовиков и квадратов метчиков.
Недостатком такого патрона является невозможность нарезания резьбы с принудительной подачей, вследствие отсутствия осевой компенсации, что приводит к подрезанию профиля первых ниток нарезаемой резьбы; недостаточная долговечность патрона (в месте расположения шариков, из-за частых, хотя и небольших, ударных нагрузок ) и надежность; получение некачественной резьбы из-за невозможности обеспечения достаточной соосности метчика и нарезаемого отверстия ( патрон компенсирует лишь неизбежно возникающие погрешности).
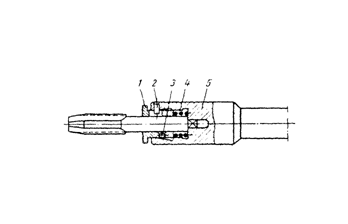
Рис. 1. Конструкция быстросменного резьбонарезного патрона для крепления метчиков
Стадия исследования
Формирование программы исследования.
Цель формирование программы исследования достигнутого уровня развития вида техники "Патрон резьбонарезной" обеспечить достаточную полноту и достоверность исследования при минимальных затратах на его проведение.
Этап 1. Оценка исходных условий.
Задача данного этапа - установить цель исследования достигнутого уровня развития вида техники "Патрон резьбонарезной".
Формулировка цели патентного исследования
Целью патентного исследования достигнутого уровня развития вида техники "Патрон резьбонарезной" является усовершенствование исследуемого объекта за счет устранения недостатков, указанных в описании объекта, а именно отсутствие осевой компенсации, недостаточной долговечности и надежности, недостаточной соосности метчика и нарезаемого отверстия.
Выбор стран проверки, обоснование выбора.
Исследуемое устройство относится к области обработки металлов резанием, а именно нарезание резьбы. По согласованию с руководителем выбираем в качестве стран проверки Россию и Англию.
Оценка объема, вида и наличия патентной документации стран проверки
В кабинете патентоведения кафедры "Технология машиностроения" и библиотеке института имеются :
- описания к авторским свидетельствам и патентам России;
- бюллетень изобретений России "Открытия, изобретения"
- реферативный сборник ВНИИПИ "Изобретения стран мира";
- реферативный журнал ВИНИТИ;
- журнал "Изобретатель, рационализатор";
Перечисленной выше патентной документации достаточно для проведения исследования достигнутого развития вида техники "Патрон резьбонарезной" .
Этап 2. Выбор технических решений, подлежащих исследованию (ИТР)
Задача данного этапа - установить перечень технических решений, использованных в объекте, которые подлежат исследованию (ИТР).
Определение категории объекта
Патрон резьбонарезной характеризуются конструктивными признаками - формой элементов, их взаимным расположением и взаимосвязью, соотно ш ением размеров. Это признаки устройства.
Признаки способа и вещества отсутствуют. Следовательно, как объект изобретения патрон резьбонарезной представляет собой устройство.
Выявление технических решений, используемых в объекте
Исследуемый объект патрон резьбонарезной содержит следующие технические решения :
а) Патрон резьбонарезной - общая компоновка;
б) Способы нарезания резьбы метчиком;
в) Устройство для нарезания резьбы.
Таким образом, для исследования выбираем технические решения - патрон резьбонарезной (общая компоновка).
Этап 3. Составление регламента поиска
Задача данного этапа - определить перечень классификационных индексов ИТР, минимальные ретроспективность и широту поиска, а также перечень источников информации, обеспечивающие достаточную полноту и достоверность исследования достигнутого уровня развития вида техники "Патрон резьбонарезной".
Определение классификации изобретений, действующей в странах проверки
В СССР Международная классификация изобретений действует с 1962 г. в ФРГ - с 1966 г. Таким образом, срок действия МКИ в странах проверки больше, чем период времени, в течении которого могут быть созданы прогрессивные устройства для крепления резьбообразующего инструмента такого, как метчик.
Поэтому при проведении исследования будем пользоваться МКИ по всем странам проверки.
Определение рубрик МКИ и индекса УДК для каждого из ИТР
Для определения рубрик МКИ ИТР "Патрон резьбонарезной" определяем ключевые слова "Нарезание резьбы":
В23В31/00 - Инструменты для нарезания резьбы и патроны для них.
Индексы УДК определяем по Указателю универсальной десятичной классификации 621.952 - нарезание резьбы.
Установление глубины поиска и ее обоснование
На основании общего анализа состояния активного контроля в машиностроении, и в частности вида техники "Патрон резьбонарезной" полагаем, что наиболее прогрессивные технические решения содержатся в изобретениях, сделанных в последние пятнадцать лет. Поэтому глубину поиска при исследовании достигнутого уровня развития вида техники определяем в 15 лет.
Определение источников информации и их обоснование
В качестве источников информации принимаем источники, имеющиеся в кабинете патентоведения кафедры " Технология машиностроения ", в библиотеке ТолПИ : описания к авторским свидетельствам и патентам, бюллетень "Открытия, изобретения", реферативный журнал "Резание металлов. Станки и инструменты", технические журналы и книги в области мехобработки.
Данные заносим в таблицу:
Регламент поиска N_ _ ___
Объект - патрон резьбонарезной.
Вид исследования - исследование достигнутого уровня развития вида техники.
Таблица 1
|
Предмет поиска (ИТР) |
Страны поиска | Индексы МКИ (НКИ) и УДК | Глубина поиска, лет | Источники информации |
| Патрон резьбонарезной | СССР, Англия |
МКИ B23В31/00 УДК 621.952 |
15 |
Описания к авторским свидетельствам и патентам России. Бюллетень "Открытия, изобретения". Реферативный сборник "Изобретения стран мира". Ж у рналы: "Резание металлов. Станки и инструменты" Техническая документация и книги в области мех. обработки. |
Стадия исследования. Патентный поиск
Цель патентного поиска - обеспечение полноты и достоверности исследования достигнутого уровня развития вида техники "Патрон резьбонарезной" за счет тщательного отбора и исследования патентной документации.
Этап 4. Поиск материалов, имеющих отношение к объекту
Задача данного этапа - выявить патентную и научную документацию, имеющую отношение к ИТР, и отобрать документацию, требующую детального анализа.
Выбор типа поиска
Выбираем патентный (тематический) вид поиска. Именной поиск не проводится.
Выбор патентно-технической документации в соответствии с регламентом поиска
Сведения о просмотренных источниках заносим в таблицу 2 и таблицу 3. В просмотренных источниках информации выбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР "Патрон резьбонарезной".
По этим документам знакомимся с рефератами, аннотациями, формулами изобретений и, по возможности, с чертежами.
Сведения о технических решениях, имеющих отношение к ИТР "Патрон резьбонарезной" заносим в таблицу 4, графы 1-4.
Анализ сущности технических решений
Изучаем сущность технических решений, занесенных в таблицы 4, по сведениям, содержащимся в графе 4 таблиц 4, а также путем просмотра текстов патентных описаний, статей и т.п. Если из рассмотрения сущности технического решения видно, что оно решает принципиально иную задачу, по сравнению с задачей - усовершенствование патрона резьбонарезного, которую решает ИТР, документ исключаем из дальнейшего рассмотрения. Если видно, что техническое решение решает ту же или близкую задачу, документ включаем в перечень для детального анализа. Запись об этом делаем в графе 5 таблицы 4.
Эскизы технических решений, отобранных для детального анализа, приведены на рис 2.
Таблица 2
| Предмет поиска | Страны поиска |
Классиф индексы |
Библиотека, фонд |
Источник информации – наиме нование |
| Патрон резьбонарезной |
Россия Англия |
МКИ В21В31/00 |
Кабинет патентоведения кафедры" Технология машиностроения" |
Описания к авторским свидетельствам и патентам России. Бюллетень "Открытия, изобретения". Реферативный сборник "Изобретения стран мира". |
Таблица 3
| Предмет поиска | Страны поиска |
Классиф. индексы |
Библиотека, фонд | Источник информация - наименование, пределы просмотра по номерам охранных документов и датам публикации |
| Патрон резьбонарезной |
Россия Англия |
МКИ В23В31/ 00 УДК 621.952 |
библиотека ТолПИ |
Журналы: "Резание металлов"; Техническая документация в области мех. обработки. |
Этап 5. Детальный анализ отобранных материалов
Задача данного этапа - путем сопоставления признаков ИТР и отобранных на этапе 4 технических решений, установить преимущества и недостатки аналогов и выбрать прогрессивное техническое решение, наиболее полно отвечающее поставленной цели.
Определение показателей положительного эффекта
Выявляем существенные признаки ИТР "Патрон резьбонарезной" - общая компоновка и группируем их. Устанавливаем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. Выявленные и сгруппированные показатели положительного эффекта заносим в таблицу 4. Оценка преимуществ и недостатков аналогов:
Таблица 4
| Показатели положительного эффекта |
ИТР |
Аналоги | ||||
| а) показатели, обеспечивающие достижение цели усовершенствования | ||||||
| - наличие осевой компенсации | 0 | 1 | 0 | 2 | 2 | 2 |
| - расширение технологических возможностей | 0 | 1 | 1 | 1 | 2 | 2 |
| - повышение качества нарезаемой резьбы | 0 | 0 | 0 | 1 | 2 | 1 |
|
б) показатели, косвенно содействующи е достижению цели |
||||||
| - удобство ремонта, обслуживания и наладки | 0 | -1 | 1 | -1 | 1 | 0 |
| в) показатели, усиливающие полезные свойства объекта | ||||||
| - компактность и простота конструкции | 0 | 0 | 1 | -1 | 0 | -1 |
|
г) показатели, ослабляющие вредные свойства объекта |
||||||
| снижение трудоемкости изготовления | 0 | 1 | 1 | 0 | 0 | 1 |
| Суммарный положительный эффект | 0 | 2 | 4 | 2 | 7 | 5 |
Сопоставительный анализ преимуществ и недостатков ИТР
Оцениваем обеспечение каждого показателя положительного эффекта каждым аналогом в баллах от – 4 до 4. ИТР по каждому показателю выставляем оценку: "0". Заносим оценки в соответствующие графы табл.4. Суммируем оценки по каждому аналогу, заносим их в нижнюю строку табл.4. Видим, что наибольшую сумму баллов имеет аналог 5 ("Патрон резьбонарезной " по а.с. Россия 1452251, автор Кудряшов и др.). В этом ТР в наибольшей степени обеспечивается повышение качества нарезаемой резьбы (наличие осевой компенсации), соосность метчика и нарезаемого отверстия. Другие показатели не ухудшаются.
Следовательно, данное техническое решение является наиболее прогрессивным. Его принимаем для использования в усовершенствованном объекте "Патрон резьбонарезной".
Стадия исследований
Выводы и рекомендации
Цель 3 стадии - установить основные направления использования объекта.
Этап 6. Формулировка выводов и рекомендаций
Задача этапа - сделать окончательные выводы по результатам патентного исследования достигнутого уровня развития вида техники "Патрон резьбонарезной" и выбрать прогрессивное техническое решение для использования его в усовершенствованном объекте.
Выводы по результатам патентного исследования
По результатам патентного исследования видно, что ИТР и 6-й аналог набрали одинаковое количество очков. Оба решения разработаны и воплощены в металле в КТО СС ПАП АвтоВАЗа. Следовательно, оба решения наиболее прогрессивны. Принимаем их для использования в усовершенствованном объекте "Патрон резьбонарезной".
Описание усовершенствованного объекта
На рис. 2 показан резьбонарезной патрон для крепления метчиков, состоящий из хвостовика 11, закрепленного шестью винтами 20 на оправке 13. В хвостовике 11 имеется осевое отверстие, в которое помещен корпус 2, одна часть которого выполнена в форме стакана, в котором расположен стержень 3, закрепленный кольцами 5 и 16. Другая часть корпуса 2 имеет три радиальных отверстия, в которых находятся шарики 18. Сверху на корпус 2 одета втулка 12, имеющая три паза, соответствующих шарикам18 размеров. Ступенчатая втулка 4 расположена так, что внутренняя ее поверхность соприкасается со стержнем 3, один из торцев упирается в корпус 2, в другой ее торец упираются пружины 6 и 7, удерживаемые шайбой 8, прижатой кольцом 17. В корпусе 2 расположены три паза для шариков 19, на которые опирается втулка 9, удерживаемая кольцом 10.
Резьбонарезной патрон работает следующим образом. Метчик фиксируется в осевом отверстии корпуса 2 шариками 18, вследствие наличия на хвостовике метчика проточки, метчик надежно закреплен. Метчик не зажимается в патроне, он удерживается от выпадания шариками 18, входящими в кольцевую вытачку на хвостовике. Крутящий момент передается от шпинделя станка через оправку 13 корпусу 11, далее за счет шариков 19 корпусу 2 и через шарики 18 крутящий момент сообщается метчику.
Рекомендуется нарезать резьбу с принудительной подачей при наличии патрона с осевой компенсацией (компенсация осуществляется главным образом за счет пружин 6 и 7 и стержня 3). Компенсация предполагает небольшое (2-4%) несовпадение шага нарезаемой резьбы S с подачей шпинделя станка Sш. Возможно опережение подачи (подача опережает продвижение метчика) Sш> S, замедление (Sш< S) и равенство (Sш=S). Все три случая имеют место при работе рассматриваемого резьбонарезного патрона. При использовании компенсирующих патронов (рис. 2), несмотря на наличие принудительной подачи, нарезание резьбы происходит самозатягиванием метчика. Принудительная подача служит лишь для перемещения подвижных масс механизма станка, чем уменьшает характерное для этих условий работы подрезание профиля первых ниток нарезаемой резьбы.
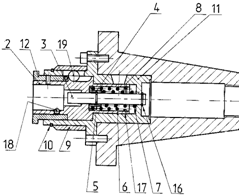
Рис. 2 Резьбонарезной патрон для крепления метчиков
Таблица 5. Патентная документация, отобранная для анализа
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, класс-й индекс | Автор, заявитель, дата приоритета, дата публикации, название | Сущность технического решения и цель его создания | Подлежит (не подлежит) детальному исследованию |
| 1. Резьбонарезной патрон |
Россия а.с. 1611615 В23В 31/01 |
Всесоюзный Научно-Исследовательский Инструментальный Институт 13.10.87 27.12.90 |
В патроне приводная часть и метчикодержатель соединены предохранительной муфтой, включающей обойму с лунками, шарики и упругий элемент. С целью повышения долговечности патрона и надежности его работы, патрон снабжен жестко закрепленным на метчикодержателе пальцем и установленной на внешней поверхности обоймы с возможностью осевого перемещения гильзой, на цилиндрической поверхности которой выполнен наклепанный паз, а на одной из торцевых поверхностей - выступы со скосами, предназначенными для одновременного взаимодействия с ответными пазами, дополнительно выполненными на торце приводной части и обоймы, причем гильза подпружинена в сторону приводной части с усилием, меньшим усилия упругого элемента, при этом палец размещен с возможностью перемещения по наклонному пазу гильзы и взаимодействия с его боковыми поверхностями. | подлежит |
| 2. Резьбонарезной патрон для крепления резьбообразую-щего инструмента |
Россия а.с. 1373482 В23В 31/04 |
В.С. Русаков Россия 15.10.85 07.01.87 |
Патрон для крепления метчика с цилиндрическим и призматическим хвостовиком, содержащий корпус с радиальным пазом, в котором расположен зажимной элемент, и охватывающую корпус втулку с продольным пазом, взаимодействующую с зажимным элементом. С целью предотвращения поломки инструмента, внутренняя поверхность радиального паза выполнена эксцентричной. Паз совмещен с продольным пазом охватывающей втулки, которая выполнена упругой, причем зажимные элементы выполнены в виде двух шариков, размещенных в корпусе радиальных отверстиях, при этом патрон снабжен пружиной, установленной в выполненном внутри радиального паза отверстии. | подлежит |
| 3. Патрон для закрепления метчика |
Россия а.с. 1510999 В23В31/04 |
Г.М.Цветков и др. Россия 27.09.87 23.11.89 |
Патрон для закрепления резьбообразующего инструмента содержит корпус, закрепленный в осевом отверстии корпуса центр, зажимные элементы, и установленную на резьбе корпуса с возможностью взаимодействия с зажимными элементами гайку. С целью расширения технологических возможностей, повышения надежности и долговечности конструкции, зажимные элементы выполнены в виде кулачков с наружной конической поверхностью. Кулачки установлены с возможностью радиального и осевого перемещения в продольных пазах, выполненных в корпусе. При этом кулачки снабжены внутренними выступами, предназначенными для взаимодействия с торцовой поверхностью кольцевой канавки. Она выполнена на хвостовике инструмента, причем патрон снабжен установленной в корпусе соосно центру подпружиненной втулкой, которая предназначена для взаимодействия с выступами кулачков и установленным в выполненной в корпусе и кулачках расточке упругим кольцом, а гайка выполнена с внутренней конической поверхностью, ответной наружным поверхностям кулачков. | не подлежит |
| 4. Патрон для крепления инструмента |
Россия а.с. 1604511 В23В31/02 |
В.З. Бакалюк Россия 04.06.90 23.03.92 |
Патрон для крепления резьбообразующего инструмента содержит корпус с расположенными соосно цилиндрическим и резьбовым отверстиями, установленные с возможностью осевого перемещения в цилиндрическом отверстии переднюю и заднюю втулки с внутренней конической поверхностью, расположенную между ними, по крайней мере, одну разрезную втулку с внутренней зажимной цилиндрической поверхностью и наружными коническими поверхностями с противоположных сторон и резьбовую втулку. Она установлена в резьбовом отверстии корпуса с возможностью взаимодействия торцом передней втулки. С целью расширения технологических возможностей патрона, повышения надежности крепления инструмента, в задней части корпуса соосно цилиндрическому отверстию выполнено дополнительное резьбовое отверстие с направлением резьбы противоположным направлению вращения инструмента. | подлежит |
| При этом патрон снабжен резьбовым упором с пазом под лапку хвостовика инструмента. Этот паз установлен в дополнительном резьбовом отверстии с возможностью взаимодействия с торцом задней втулки. Разрезная втулка выполнена со встречными равномерно расположенными по окружной поверхности с введенной в патрон дополнительной сопряженной с цилиндрическим отверстием корпуса втулкой. Длина этой втулки должна быть меньше расстояния между торцами передней и задней втулок в положении зажима хвостовика инструмента. | ||||
| 5. Патрон резьбонарезной |
Россия а.с. 1452251 В23В31/04 |
А.Б. Кудряшов и др. Россия 14.04.93 24.11.94 |
Патрон для крепления метчика с цилиндрическим и призматическим хвостовиком, содержащий корпус с радиальным пазом, в котором расположен зажимной элемент, и охватывающую корпус втулку с продольным пазом, взаимодействующую с зажимным элементом. Втулка с отверстием под гладкий цилиндрический хвостовик имеет три отверстия для шариков. Втулка центрируется в корпусе и удерживается от выпадания штифтом. Вследствие наличия пружин шарики надежно зажимают хвостовик метчика. Метчик входит в соответствующее окно в корпусе и посредством шариков крутящий момент передается инструменту. Втулка снабжена тремя продольными канавка- ми. Зажимные элементы выполнены в виде трех шариков, размещенных в корпусе. С целью нарезания резьбы с принудительной подачей (при наличии осевой компенсации), что приводит к неподрезанию профиля первых ниток резьбы; повышению качества резьбы вследствие обеспечения соосности метчика и нарезаемого отверстия; патрон компенсируемый. |
подлежит |
| 6. Устройство для крепления метчика | Россия а.с. 1323247 В23В31/04 |
Б.И. Герасимов и др. Россия 17.10.91 07.04.92 |
Устройство для крепления метчика содержит корпус, в осевом отверстии которого закреплен штифт и расположена винтовая пружина, один конец которой жестко закреплен на штифте, а другой предназначен для соединения с хвостовиком инструмента посредством выполненной на нем по профилю пружинной винтовой канавки. С целью расширения технологических возможностей за счет осевой самоустановки инструмента, между концами пружины, предназначенными для закрепления на штифте и для соединения с хвостовиком инструмента, образован участок, который предназначен для упругой деформации в осевом направлении. При этом на торце корпуса выполнен паз, предназначенный для взаимодействия с лысками, выполненными на хвостовике инструмента. | подлежит |
| 7. Быстросменный резьбонарезной патрон для крепления метчика | Англия а.с. 1145678 |
Parlec Inc. Англия 05.03.95 22.09.96 |
Быстросменные патроны для крепления метчиков, которые обеспечивают возможность компенсации погрешности шага резьбы ( присутствует принудительная подача ), контроль величины крутящего момента, реверс при нарезании резьб в отверстиях, самоустановка метчика по оси обрабатываемого отверстия при наличии его несоосности с осью шпинделя. Патроны выполнены с жестким и эластичным креплением к базовому хвостовику. Регулируемые компенсирующие патроны настраиваются в соответствии с условиями обработки на станке. Цель – нарезание резьбы с принудительной подачей ( при наличии осевой компенсации ), что приводит к неподрезанию профиля первых ниток нарезаемой резьбы; повышение качества нарезаемой резьбы вследствие обеспечения соосности метчика и нарезаемого отверстия. |
Не подлежит |