Курсовая работа: Технологические линии и комплексы прокатного цеха
Министерство образования и науки Украины
Государственное высшее учебное заведение
Донецкий национальный технический университет
Кафедра МОЗЧМ
КУРСОВАЯ РАБОТА
Из дисциплины: “Технологические линии металлургических цехов”
На тему: “Технологические линии и комплексы прокатного цеха”
Донецк 2007
ЗАДАНИЕ
Выбрать агрегаты и оборудование основных технологических линий непрерывно-заготовочного стана по следующим исходным данным:
Производительность стана 2 млн. тонн/год
Заготовка (%) сечением (b![]() h), 50 % - 110
h), 50 % - 110![]() 110 мм,
110 мм,
Заготовка (%) сечением (b![]() h), 50 % - 250
h), 50 % - 250![]() 250 мм.
250 мм.
РЕФЕРАТ
Курсовая работа содержит: 48 страниц, 7 рисунков, 16 таблиц, 4 источника.
Объект исследования: прокатный цех.
Цель исследования – рассчитать количество основного и вспомогательного оборудования в цехе, обосновать технико-экономический выбор агрегатов и их мощности, описание технологических процессов в цехе.
СТАН, ШЛЕППЕР, КРАН, РОЛЬГАНГ ПОДВОДЯЩИЙ, БЛЮМИНГ, НОЖНИЦЫ МАЯТНИКОВЫЕ, ЗАГОТОВКА, КЛЕТЬ.
СОДЕРЖАНИЕ
Введение
1. Основные технологические процессы
2. Основное оборудование технологической линии цеха
3. Составление металла по цеху
3.1 Определение массы начальной заготовки
3.2 Определение массы заготовки с учетом выхода пригодного
4. Выбор типа агрегатов и их производительности с учетом технико-экономических показателей
4.1 Определение времени цикла, пауз и машинного времени плющения заготовки
5. Выбор основного и вспомогательного оборудования с учетом их пропускной способности
5.1 Выбор основного оборудования
5.1.1 Определение параметров для
заготовки 110![]() 110 мм
110 мм
5.1.2 Определение параметров для
заготовки 250![]() 250 мм
250 мм
5.2 Вспомогательное оборудование
Вывод
Перечень ссылок
ВВЕДЕНИЕ
Через прокатные цеха металлургического завода проходит почти вся сталь, выплавляемая в сталеплавильных цехах, и только небольшое количество через литейные и кузнечные цеха. Технологический процесс получения готового проката является завершающей стадией металлургического производства.
Для прокатки металла на металлургических заводах устанавливают станы различного типа и назначения. Прокатный стан – это комплекс машин и агрегатов, предназначенных для осуществления пластической деформации в валах (собственно прокатки), дальнейшей его обработки (правки, резки и т.д.) и транспортирования.
В прокатных цехах также установлены нагревательные печи и колодцы, печи для отжига и нормализации металла, агрегаты для очистки поверхности и нанесения защитных покрытий, другие машины и агрегаты, необходимые для выпуска готовой продукции требуемого качества.
В зависимости от состава прокатных станов и сортамента продукции все металлургические заводы подразделяют на: листового профиля (установлены только листовые станы), сортового профиля (установлены только сортопрокатные станы) и смешанного профиля.
Технологический процесс прокатного производства на современном металлургическом заводе состоит из двух стадий: получения полупродукта (заготовка) и прокатка полупродукта в готовый прокат.
1. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
В общем случаи технологическая схема включает следующие операции: подготовка исходных материалов к прокатке, нагрев, прокатку, охлаждение, термическую обработку, отделку, упаковку и отгрузку.
Однако число технологических операций может возрости, если возникает необходимость предавать металлу тех или иных свойств, а также при обработке специальных сталей. Так в зависимости от обрабатываемых сталей технологический процесс производства листовой стали, осуществляется по разным схемам. Число операций может быть различным, но в составе схем обработки имеют следующие пределы предварительной термической обработки, очистки поверхности горячекатных полос от окалины, промежуточной и окончательной термической обработки, отделки готового проката.
Могут быть предусмотрены и другие схемы технологического проката, определяемые требованиями к его качеству.
После того как детально обработана схема технологического процесса производства проката, переходят к выбору основного технологического агрегата прокатного стана.
Основными задачами при производстве готового проката, является получение необходимых размеров и формы в максимально возможном количестве и при минимальных затратах, а также получение проката высокого качества, которое характеризуется не только физико-химическими свойствами, но и состоянием поверхности. Эти задачи могут быть выполнены только при точном соблюдении режима всех технологических операций, к которым относят: подготовку исходных материалов к прокатке, нагрев материалов перед прокаткой, прокатка, отделка (включая резку, охлаждение, правку, удаление поверхности дефектов и другое.).
2. ОСНОВНОЕ ОБОРУДОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ЦЕХА
Для прокатки квадратных заготовок сечением свыше 60X60 мм, а так-же соответствующих круглых, прямоугольных и плоских заготовок применяют непрерывные заготовочные станы двух типов:
1) 14-клетьевой стан 900/700/500, устанавливаемый непосредственно за блюмингом 1300. Производительность этого стана соответствует производительности блюминга 1300 и составляет около 5,0 млн. т/год (по заготовке);
2) 12-клетьевой стан 850/700/500, устанавливаемый непосредственно за блюмингом 1150; производительность этого стана соответствует производительности блюминга 1150 и составляет около 3,5 млн. т/год (по заготовке).
Первый стан предназначен для прокатки заготовок из углеродистой и легированной сталей сечением 80x80—200X200 мм, полученных из блюмов сечением 370X370 мм длиной 10 м и массой около 9 т. Второй служит для прокатки заготовок сечением 60X60—170X170 мм из блюмов сечением 300X300 мм, длиной 10 м и массой 7,2 т.
На этих станах из указанных блюмов можно также прокатывать круглые трубные заготовки, а из прямоугольных блюмов - прямоугольные и плоские заготовки.
Непрерывный заготовочный стан 900/700/500 конструкции ВНИИмет-маша и ЮУЗМ состоит из 14 двухвалковых клетей, расположенных в трех группах: обжимной - из двух клетей и двух непрерывных - из шести клетей каждая.
Основная отличительная особенность этого стана - чередование клетей с вертикальными и горизонтальными валками в непрерывных группах (рис. 2.1).
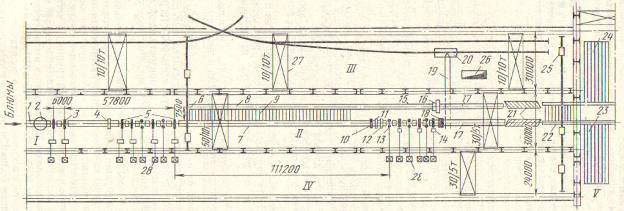
Рисунок 2.1 План расположения оборудования непрерывного заготовочного стана 900/700/500:
I – пролёт блюминга 1300; II – пролёт непрерывного заготовочного стана; III – скрапной пролёт; IV – электромашинный зал; V – склад заготовок;
1 –
подводящий рольганг от блюминга 1300; 2 – поворотный круг; 3 – горизонтальные
клети 900![]() 1300 мм; 4 – кантователь; 5
– первая шестиклетьевая непрерывная группа; 6 – стационарный упор; 7 –
промежуточный рольганг; 8 – рольганг обводной линии для крупных заготовок; 9 –
передаточный транспортёр-шлеппер; 10 – поднимающейся упор; 11 – маятниковые
летучие ножницы для обрезки переднего конца; 12 – кантователь; 13, 14 – вторая
шестиклетьевая непрерывная группа клетей; 15 – рольганг перед ножницами; 16 –
ножницы с нижним резом усилием 10 МН; 17 – рольганг за ножницами; 18 – летучие
ножницы усилием 1,5 МН; 19 – транспортёр обрезков; 20 – железнодорожный вагон
для обрезков; 21 – пакетирующий рольганг; 22 – шлепперный транспортёр; 23 –
рольганги холодильников; 24 – холодильники; 25 – тельферы; 26 – яма для
окалины; 27 – мостовые краны; 28 – главные электродвигатели.
1300 мм; 4 – кантователь; 5
– первая шестиклетьевая непрерывная группа; 6 – стационарный упор; 7 –
промежуточный рольганг; 8 – рольганг обводной линии для крупных заготовок; 9 –
передаточный транспортёр-шлеппер; 10 – поднимающейся упор; 11 – маятниковые
летучие ножницы для обрезки переднего конца; 12 – кантователь; 13, 14 – вторая
шестиклетьевая непрерывная группа клетей; 15 – рольганг перед ножницами; 16 –
ножницы с нижним резом усилием 10 МН; 17 – рольганг за ножницами; 18 – летучие
ножницы усилием 1,5 МН; 19 – транспортёр обрезков; 20 – железнодорожный вагон
для обрезков; 21 – пакетирующий рольганг; 22 – шлепперный транспортёр; 23 –
рольганги холодильников; 24 – холодильники; 25 – тельферы; 26 – яма для
окалины; 27 – мостовые краны; 28 – главные электродвигатели.
После резки ножницами на мерные длины горячие блюмы сечением 370X370 мм поступают по рольгангу 1 (без дополнительного подогрева) со скоростью около 0,2 м/с в первую обжимную клеть 900X1300. При необходимости можно блюм повернуть на 180° в горизонтальной плоскости для задачи его в клеть 900 концом, в котором нет признаков усадочной рыхлости.
Две обжимные клети 900X1300 мм 3 установлены отдельно; расстояние от второй клети этой группы до первой клети второй группы позволяет осуществлять свободную кантовку блюма при помощи кантователя 4, расположенного на рольганге между этими группами клетей.
Первая непрерывная группа состоит из двух клетей 900x1300 мм (аналогичной конструкции с клетями обжимной группы) и четырех клетей с валками 730X1300 мм; из этих четырех клетей в первой и третьей предусмотрены вертикальные валки. При прокатке в этой группе можно получать заготовки сечением 200X200, 170X170 и 150X150 мм (соответственно из четвертой, шестой и восьмой клети по порядку клетей стана). Крупные заготовки сечением более 150X150 мм с отводящего рольганга 7 при помощи поперечного транспортера 9 направляются на боковой рольганг 8 с концевым стационарным упором 6; далее эти заготовки рольгангом 15 подаются к ножницам 16 с нижним резом усилием 10 МН, разрезаются на мерные длины в пределах 6—8 м, и по рольгангам 17 и 21 направляются на холодильники 24. Заготовки сечением 150X150 мм, входящие со скоростью до 2,3 м/с, по рольгангу 7 направляются ко второй непрерывной группе для дальнейшей прокатки.
Вторая группа состоит из шести чередующихся клетей 530X900 мм с вертикальными 13 и горизонтальными 14 валками. При прокатке в этой группе можно получить заготовки сечением 120X120, 100ХЮО и 80X80 м (соответственно из 10, 12 и 14-й клети). Для того чтобы в девятую клеть задавать заготовку постоянной температуры, на промежуточном рольганге заготовка останавливается поднимающимся упором 10 и выдерживается некоторое время на рольганге. Передний неровный конец заготовки обрезается маятниковыми летучими ножницами 11 усилием 1,5 МН. В случае необходимости (по условиям калибровки валков) заготовка кантуется кантователем 12.
По выходе из последней клети заготовка сечением до 80X80 мм разрезается летучими ножницами 18 на мерные длины в пределах 8—12 м; разрезанные заготовки собираются в пачки на пакетирующем рольганге 21 и по рольгангам 23 направляются на холодильники 24.
Летучие ножницы, усилием 1,5 МН разрезают эти заготовки, движущееся со скоростью 3—7 м/с, при этом их клеймят.
Все технологические операции на стане механизированы и автоматизированы. На стане применяются:
1) механизмы для комплектной смены валков и передвижения горизонтальных и вертикальных клетей (при переходе на прокатку в соседнем калибре);
2) универсальные шпиндели с шарнирами на подшипниках качения;
3) механизированная скиповая уборка обрезков от ножниц;
4) месдозы для измерения давления на валки и натяжения заготовки;
5) водоохлаждаемые ролики рольгангов с приводом от двигателей с полым валом;
6) автоматическое клеймение заготовки;
7) программирующая цифровая вычислительная машина для управления работой стана.
Средняя производительность 760 т/ч; масса оборудования 10500 т.[2]
3. СОСТАВЛЕНИЕ БАЛАНСА МЕТАЛЛА ПО ЦЕХУ
После выбора прокатного стана определяют его производительность. Для расчёта режима обжатий необходимо определить массу и размеры исходного материала – слитка.
3.1 Определение массы исходной заготовки
Масса и форма заготовок, предназначенных к прокатке, зависят от марки выплавляемой стали, характеристики прокатного стана и вида получаемого полупродукта. Масса заготовок зависит главным образом от диаметра валков и мощности двигателя стана. Масса заготовки должна быть такой, чтобы обеспечить максимальную производительность, надлежащее качество полупродукта и максимальный выход годного. Длину заготовки определяют расстоянием между последней клетью первой группы и первой клетью второй группы. Определим массу и размеров исходной заготовки [3, c. 126]:
![]() (3.1)
(3.1)
где lзаг – номинальная длина заготовки, lзаг = 10 м,
ρст – плотность стали, ρст = 7,8 т/м3,
hзаг – исходная толщина слитка, hзаг = 0,37 м,
bзаг - исходная ширина слитка, bзаг = 0,37 м.
Отсюда из формулы (3.1):
![]()
3.2 Определение массы заготовки с учётом выхода годного
Масса заготовки с учётом выхода годного рассчитывается по массе готового проката, получающегося из одной заготовки, с учётом так называемого коэффициента выхода годного [4, с. 24]:
 (3.2)
(3.2)
где mзаг – масса исходной заготовки, mзаг = 10,68 т,
Кг – коэффициент выхода годного, Кг = 0,97.
Отсюда из формулы (3.2.1):
4. ВЫБОР ТИПА АГРЕГАТОВ И ИХ ПРОИЗВОДИТЕЛЬНОСТИ С УЧЁТОМ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Производительность прокатного стана определяется количеством металла, прокатанного на стане в единицу времени (час, смену, сутки, месяц, год). Обычно производительность исчисляют по массе годного металла, полученного после отделки. Основным показателем использования прокатного стана является производительность его в фактический час работы. Вычислим часовую производительность стана [3, с. 130]:
 (4.1)
(4.1)
где Пг – годовая производительность стана Пг = 2 млн. т,
Тр – число рабочих часов в году, Тр = 6000 часов,
Кг – коэффициент выхода годного, Кг = 0,97.
Откуда из формулы (4.1):
4.1 Определение времени цикла, пауз и машинного времени прокатки заготовки
Темп прокатки – это время между одинаковыми моментами обработки предыдущей и последующей заготовки.
Все станы можно подразделить на две группы:
1. Станы, прокатывающие последовательно одну полосу за другой;
2. Станы, на которых прокатывается одновременно несколько полос.
К первой группе станов относятся одноклетьевые реверсивные и нереверсивные, листовые с трёхвалковыми рабочими клетями «трио» Лаута, листовые с рабочей клетью «кварто».
Во втором случаи прокатку полос ведут с перекрытием по времени, т.е. прокатка последующей полосы начинается до окончания прокатки предыдущей. Ко второй группе относятся линейные станы с рабочими клетями «трио», станы с последовательным расположением клетей, полунепрерывные и непрерывные [4, с. 23].
Определим время цикла прокатки заготовки [3, с. 131]:
 (4.2)
(4.2)
где 3600 – количество секунд в одном часе,
![]() - масса заготовки с учётом
годного
- масса заготовки с учётом
годного ![]() = 11 т,
= 11 т,
Пч – часовая производительность стана Пч = 323 т/ч.
Отсюда из формулы (4.2):
![]()
Определим машинное время прокатки [3, с. 25]:
 (4.3)
(4.3)
где ![]() – вес заготовки с учётом
годного,
– вес заготовки с учётом
годного,
![]() , (4.4)
, (4.4)
где ![]() - масса заготовки с учётом
годного
- масса заготовки с учётом
годного ![]() = 11 т,
= 11 т,
g – ускорение свободного падения, g = 9,81 м/с2,
Исходя из формулы (4.4):
![]()
hзаг – исходная толщина слитка, hзаг = 0,37 м,
bзаг - исходная ширина слитка, bзаг = 0,37 м,
vбл – скорость прокатки в последней клети, vбл = 7 м/с [1, c. 25],
ρст – плотность стали, ρст = 7,8 т/м3.
Значит из формулы (4.3):
Определим время пауз [3, с. 131]
![]() (4.5)
(4.5)
где tц – время цикла прокатки заготовки, tц = 123 с,
tм – машинное время прокатки, tм = 14,45 с.
Из формулы (4.5) получим:
![]()
В нашем случае одновременно производят прокатку нескольких заготовок, т.е. прокатку ведут с перекрытием.
5. ВЫБОР ОСНОВНОГО И ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ С УЧЁТОМ ИХ ПРОПУСКНОЙ СПОСОБНОСТИ
Прокатный стан в узком смысле – это совокупность машин и механизмов, обеспечивающих пластическую деформацию в валках (собственно прокатка). Весь комплекс этого оборудования во взаимосвязи образует рабочую линию прокатного стана, и его относят к группе основного оборудования прокатных цехов.
Рассматривая прокатный стан в широком смысле, в него включают основное оборудование (оборудование рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов.
5.1 Выбор основного оборудования
Так как заготовки 110![]() 110 мм и 250
110 мм и 250![]() 250 мм, то и расчёт
проведём для двух заготовок.
250 мм, то и расчёт
проведём для двух заготовок.
5.1.1 Определение
параметров для заготовки 110![]() 110 мм
110 мм
Определение обжатия по каждой клети [1, с. 27]:
![]() (5.1)
(5.1)
где Ri – радиус i – го валка i – ой клети, R1 = 0,45 м (таблица 5.4),
μ – угол обхвата металла валком, μ = 0,325 рад.
Отсюда из формулы (5.1) получим:
![]()
Таблица 5.1 Режимы обжатия
заготовки 110![]() 110 мм
110 мм
| № клети |
Δhгор |
Δhвер. |
hгор |
hвер |
| 0 | 0,37 | 0,37 | ||
| 1 | 0,0475 | 0,3225 | ||
| 2 | 0,0475 | 0,3225 | ||
| 3 | 0,0475 | 0,275 | ||
| 4 | 0,0475 | 0,275 | ||
| 5 | 0,037 | 0,238 | ||
| 6 | 0,037 | 0,238 | ||
| 7 | 0,037 | 0,201 | ||
| 8 | 0,037 | 0,201 | ||
| 9 | 0,037 | 0,164 | ||
| 10 | 0,037 | 0,164 | ||
| 11 | 0,027 | 0,137 | ||
| 12 | 0,027 | 0,137 | ||
| 13 | 0,027 | 0,110 | ||
| 14 | 0,027 | 0,110 |
Процесс прокатки – обжатие металла вращающимися валками – возможен только благодаря контактным силам трения. Составим пропорцию, по которой можно рассчитать среднее давление металла на валках:
 , (5.2)
, (5.2)
![]() (5.3)
(5.3)
где ![]() Pсрi – среднее
давление металла;
Pсрi – среднее
давление металла;
Ki – константа уравнения пластичности металла, [1, с. 31]:
![]() , (5.4)
, (5.4)
где σi – предел текучести [2, с. 12],
![]() - коэффициент, который характеризует
поведение металла при прокатке (учитывает тип профиля).
- коэффициент, который характеризует
поведение металла при прокатке (учитывает тип профиля).
По формуле (5.4) получаем:
![]() .
.
Остальные значения для 14 клетей сведём таблицу 5.2.
Таблица 5.2 Значения Ki
и σi для заготовки 110![]() 110
мм.
110
мм.
| № клети |
Ki |
σтi, МПа |
| 1 | 92 | 80 |
| 2 | 95 | 83 |
| 3 | 99 | 86 |
| 4 | 102 | 89 |
| 5 | 106 | 92 |
| 6 | 109 | 95 |
| 7 | 113 | 98 |
| 8 | 116 | 101 |
| 9 | 120 | 104 |
| 10 | 123 | 107 |
| 11 | 127 | 110 |
| 12 | 130 | 113 |
| 13 | 133 | 116 |
| 14 | 137 | 119 |
Определим коэффициент, который характеризует поведение металла при прокатке (учитывает тип профиля):
 , (5.5)
, (5.5)
где li – длина очага деформации металла при прокатке;
a, b – коэффициенты, характеризующие тип профиля: a = 0,5, b = 1 [2, с. 50];
hсрi – ширина заготовки после деформации [1, с. 31]:
![]() , (5.6)
, (5.6)
где hi – обжатие по каждой клети (таблица 5.3), м.
![]()
Таблица 5.3 Значения
обжатий hпред, hпос, hср для заготовки 110![]() 110 мм
110 мм
| № клети |
hпред, м |
hпос, м. |
hср, м |
| 1 | 0,370 | 0,3225 | 0,346 |
| 2 | 0,370 | 0,3225 | 0,346 |
| 3 | 0,3225 | 0,275 | 0,299 |
| 4 | 0,3225 | 0,275 | 0,299 |
| 5 | 0,275 | 0,238 | 0,257 |
| 6 | 0,275 | 0,238 | 0,257 |
| 7 | 0,238 | 0,201 | 0,220 |
| 8 | 0,238 | 0,201 | 0,220 |
| 9 | 0,201 | 0,164 | 0,183 |
| 10 | 0,201 | 0,164 | 0,183 |
| 11 | 0,164 | 0,137 | 0,151 |
| 12 | 0,164 | 0,137 | 0,151 |
| 13 | 0,137 | 0,11 | 0,124 |
| 14 | 0,137 | 0,11 | 0,124 |
Определим длину очага деформации металла при прокатке [1, с. 27]:
![]() (5.7)
(5.7)
где ![]() - расчётное обжатие по
каждой клети,
- расчётное обжатие по
каждой клети, ![]() = 0,0475 м,
= 0,0475 м,
Ri – радиус i – го валка i – ой клети, R1 = 0,45 м.
Из формулы (5.7):
![]()
Отсюда из формулы (5.5):
![]()
Таблица 5.4 Значения
Δhрасч., li, nki для заготовки 110![]() 110 мм
110 мм
| № клети |
Ri, м |
Δhрасч.. |
li, м |
nki |
| 1 | 0,450 | 0,0475 | 0,146 | 1,4 |
| 2 | 0,450 | 0,0475 | 0,146 | 1,4 |
| 3 | 0,450 | 0,0475 | 0,146 | 1,3 |
| 4 | 0,450 | 0,0475 | 0,146 | 1,3 |
| 5 | 0,350 | 0,0370 | 0,114 | 1,3 |
| 6 | 0,350 | 0,0370 | 0,114 | 1,3 |
| 7 | 0,350 | 0,0370 | 0,114 | 1,2 |
| 8 | 0,350 | 0,0370 | 0,114 | 1,2 |
| 9 | 0,350 | 0,0370 | 0,114 | 1,1 |
| 10 | 0,350 | 0,0370 | 0,114 | 1,1 |
| 11 | 0,250 | 0,0270 | 0,082 | 1,2 |
| 12 | 0,250 | 0,0270 | 0,082 | 1,2 |
| 13 | 0,250 | 0,0270 | 0,082 | 1,1 |
| 14 | 0,250 | 0,0270 | 0,082 | 1,1 |
Исходя из формулы (5.3):
![]()
Определим силу прокатки на валках [2, с. 26]:
![]() (5.8)
(5.8)
Из формулы (5.8):
![]()
Таблица 5.5 Значения Pср,
P для заготовки 110![]() 110 мм
110 мм
| № клети |
Pср, МПа |
P, МН. |
| 1 | 128 | 6,5 |
| 2 | 133 | 6,7 |
| 3 | 125 | 5,5 |
| 4 | 130 | 5,7 |
| 5 | 143 | 4,2 |
| 6 | 147 | 4,3 |
| 7 | 138 | 3,4 |
| 8 | 142 | 3,6 |
| 9 | 133 | 2,8 |
| 10 | 137 | 2,8 |
| 11 | 150 | 1,9 |
| 12 | 154 | 1,9 |
| 13 | 145 | 1,5 |
| 14 | 148 | 1,5 |
Определим момент прокатки [1, с. 63]:
![]() (5.9)
(5.9)
где Pi – сила прокатки на валках, P1 = 6,5 МН (таблица 5.5)
ai – плечо приложения силы P[1, с. 65]:
![]() (5.10)
(5.10)
где Ψ – коэффициент плеча приложения силы, ψ = 0,45…0,5, [1, с. 66],
![]() - длина очага деформации для 14
пропусков,
- длина очага деформации для 14
пропусков, ![]() = 0,1462 м:
= 0,1462 м:
Из формул (5.9) и (5.10):
![]()
![]()
Таблица 5.6 Значения ai,
Mпрi для заготовки 110![]() 110 мм
110 мм
| № клети |
ai, м |
Mпрi, МНм. |
| 1 | 0,0731 | 0,95 |
| 2 | 0,0731 | 0,99 |
| 3 | 0,0731 | 0,80 |
| 4 | 0,0731 | 0,83 |
| 5 | 0,0569 | 0,47 |
| 6 | 0,0569 | 0,49 |
| 7 | 0,0569 | 0,39 |
| 8 | 0,0569 | 0,40 |
| 9 | 0,0569 | 0,31 |
| 10 | 0,0569 | 0,32 |
| 11 | 0,0411 | 0,15 |
| 12 | 0,0411 | 0,16 |
| 13 | 0,0411 | 0,12 |
| 14 | 0,0411 | 0,12 |
Для непрерывно-заготовочных станов широко применяют подшипники качения. Для валков этих станов применяют исключительно роликовые подшипники с коническими роликами (двухрядные четырёхрядные), так как они хорошо самоустанавливаются и способны воспринимать большие осевые нагрузки.
Роликовые подшипники для прокатных валков изготовляют по специальным заказам, так как они должны соответствовать предъявляемым специфическим требованиям: выдерживать большие нагрузки при прокатке и иметь габариты, необходимые для монтажа их в подушках валков.
С целью повышения нагрузочной способности и улучшения отвода тепла в подшипники качения необходимо подавать жидкую (а не густую) смазку. Весьма рациональной является смазка масляным туманом [1].
Определим момент трения в подшипниковых узлах [1, с. 231]:
 , (5.11)
, (5.11)
где Pi – сила прокатки на валках, P1 = 6,5 МН,
μ – коэффициент трения в подшипниках валков, μ = 0,08[1, с. 67],
dшi – диаметр шейки валка, dш1 = 0,4 м [1, с. 231],
η – КПД клети, η = 0,66 [1, с. 64]:
Из формулы (5.11):
![]()
Определим момент холостого хода клети [1, с. 64]:
![]() (5.12)
(5.12)
![]()
где ![]() - момент прокатки
- момент прокатки![]() , (таблица 5.6)
, (таблица 5.6)
Из формулы (5.12):
![]()
Определим номинальный момент [1, с. 64]:
![]() (5.13)
(5.13)
где - ![]() - момент прокатки,
- момент прокатки, ![]() (таблица 5.6),
(таблица 5.6),
Мтрi - момент трения в подшипниковых узлах, Мтр1 = 0,315 МНм (таблица 5.7),
Мх.х.i - момент холостого хода клети, Мх.х.1 = 0,048 МНм (таблица 5.7),
Определение номинального момента из формулы (5.13):
![]()
Таблица 5.7 Значения dшi,
Mтрi, Мх.хi, Мномi для заготовки 110![]() 110 мм
110 мм
| № клети |
dшi, м |
Mтрi, МНм |
Мх.хi, МНм |
Мномi, МНм |
| 1 | 0,4 | 0,315 | 0,016 | 1,28 |
| 2 | 0,4 | 0,327 | 0,016 | 1,33 |
| 3 | 0,4 | 0,265 | 0,013 | 1,08 |
| 4 | 0,4 | 0,274 | 0,014 | 1,12 |
| 5 | 0,3 | 0,151 | 0,008 | 0,63 |
| 6 | 0,3 | 0,156 | 0,008 | 0,65 |
| 7 | 0,3 | 0,125 | 0,006 | 0,52 |
| 8 | 0,3 | 0,129 | 0,006 | 0,54 |
| 9 | 0,3 | 0,101 | 0,005 | 0,42 |
| 10 | 0,3 | 0,103 | 0,005 | 0,43 |
| 11 | 0,2 | 0,045 | 0,002 | 0,20 |
| 12 | 0,2 | 0,046 | 0,002 | 0,21 |
| 13 | 0,2 | 0,036 | 0,002 | 0,16 |
| 14 | 0,2 | 0,036 | 0,002 | 0,16 |
Определим мощность двигателя [1, с. 63]:
![]() (5.14)
(5.14)
где ωвi – угловая скорость вращения валка (таблица 5.8),
Мномi – номинальный момент клети, Мном1 = 1,31 МНм (таблица 5.7).
 , (5.15)
, (5.15)
![]() - скорость прокатки валков,
- скорость прокатки валков, ![]() = 0,2 м/с, (таблица 5.8)
= 0,2 м/с, (таблица 5.8)
![]() - радиус i – го валка i – ой
клети, R1 = 0,45 м (таблица 5.1)
- радиус i – го валка i – ой
клети, R1 = 0,45 м (таблица 5.1)
По формуле (5.15) и (5.14):
![]()
![]()
Таблица 5.8 Значения ![]() ,
, ![]() , Nдвi для
заготовки 110
, Nдвi для
заготовки 110![]() 110 мм
110 мм
| № клети |
|
|
Nдвi, МВт |
| 1 | 0,2 | 0,44 | 0,57 |
| 2 | 1 | 2,22 | 2,95 |
| 3 | 1,5 | 3,33 | 3,59 |
| 4 | 2 | 4,44 | 4,96 |
| 5 | 2,5 | 7,14 | 4,52 |
| 6 | 3 | 8,57 | 5,60 |
| 7 | 3,5 | 10,00 | 5,24 |
| 8 | 4 | 11,43 | 6,17 |
| 9 | 4,5 | 12,86 | 5,41 |
| 10 | 5 | 14,29 | 6,18 |
| 11 | 5,5 | 22,00 | 4,40 |
| 12 | 6 | 24,00 | 4,93 |
| 13 | 6,5 | 26,00 | 4,11 |
| 14 | 7 | 28,00 | 4,54 |
5.1.2 Определение
параметров для заготовки 250![]() 250 мм
250 мм
Для этой заготовки проведём аналогичный расчёт.
Определение обжатия по каждой клети, используя формулу (5.1) [1, с. 27]:
![]()
Данные по обжатию на всех
14 клетях для заготовки 250![]() 250 мм
сведем в таблицу 5.9
250 мм
сведем в таблицу 5.9
Таблица 5.9 Режимы обжатия
заготовки 250![]() 250 мм
250 мм
| № клети |
Δhгор |
Δhвер. |
hгор |
hвер |
| 0 | 0,37 | 0,37 | ||
| 1 | 0,037 | 0,333 | ||
| 2 | 0,037 | 0,333 | ||
| 3 | 0,027 | 0,306 | ||
| 4 | 0,027 | 0,306 | ||
| 5 | 0,027 | 0,279 | ||
| 6 | 0,027 | 0,279 | ||
| 7 | 0,027 | 0,250 | ||
| 8 | 0,027 | 0,250 |
Определим Ki – константу уравнения пластичности металла, испльзуя формулу (5.4), [1, с. 31]:
![]() .
.
Остальные значения для 14 клетей сведём таблицу 5.10
Таблица 5.10 Значения Ki
и σi для заготовки 250![]() 250
мм.
250
мм.
| № клети |
Ki |
σтi, МПа |
| 1 | 92 | 80 |
| 2 | 95 | 83 |
| 3 | 99 | 86 |
| 4 | 102 | 89 |
| 5 | 106 | 92 |
| 6 | 109 | 95 |
| 7 | 113 | 98 |
| 8 | 116 | 101 |
По формуле (5.6) определим hсрi – ширину заготовки после деформации [1, с. 31]:
![]()
Таблица 5.11 Значения
обжатий hпред, hпос, hср для заготовки 250![]() 250 мм
250 мм
| № клети |
hпред, м |
hпос, м. |
hср, м |
| 1 | 0,370 | 0,333 | 0,352 |
| 2 | 0,370 | 0,333 | 0,352 |
| 3 | 0,333 | 0,306 | 0,320 |
| 4 | 0,333 | 0,306 | 0,320 |
| 5 | 0,306 | 0,279 | 0,293 |
| 6 | 0,306 | 0,279 | 0,293 |
| 7 | 0,279 | 0,25 | 0,265 |
| 8 | 0,279 | 0,25 | 0,265 |
Определим длину очага деформации металла при прокатке по формуле (5.7), [1, с. 27]:
![]()
Определим коэффициент, который характеризует поведение металла при прокатке (учитывает тип профиля) из формулы (5.5):
![]()
Таблица 5.12 Значения
Δhрасч., li, nki для заготовки 250![]() 250 мм
250 мм
| № клети |
Ri, м |
Δhрасч.. |
li, м |
nki |
| 1 | 0,350 | 0,0370 | 0,114 | 1,7 |
| 2 | 0,350 | 0,0370 | 0,114 | 1,7 |
| 3 | 0,250 | 0,0270 | 0,082 | 2,1 |
| 4 | 0,250 | 0,0270 | 0,082 | 2,1 |
| 5 | 0,250 | 0,0270 | 0,082 | 1,9 |
| 6 | 0,250 | 0,0270 | 0,082 | 1,9 |
| 7 | 0,250 | 0,0270 | 0,082 | 1,8 |
| 8 | 0,250 | 0,0270 | 0,082 | 1,8 |
Составив пропорцию, по формуле (5.2) рассчитаем среднее давление металла на валках (5.3):
![]()
Определим силу прокатки на валках по формуле (5.8), [2, с. 26]:
![]()
Таблица 5.13 Значения Pср,
P для заготовки 250![]() 250 мм
250 мм
| № клети |
Pср, МПа |
P, МН. |
| 1 | 157 | 6,3 |
| 1 | 2 | 3 |
| 2 | 163 | 6,5 |
| 3 | 205 | 5,4 |
| 4 | 212 | 5,6 |
| 5 | 203 | 4,9 |
| 6 | 210 | 5,0 |
| 7 | 199 | 4,3 |
| 8 | 205 | 4,5 |
Определим момент прокатки и плечо приложения силы P аналогично формулам (5.9) и (5.10), [1, с. 63]:
![]()
![]()
Таблица 5.14 Значения ai,
Mпрi для заготовки 250![]() 250 мм
250 мм
| № клети |
ai, м |
Mпрi, МНм. |
| 1 | 0,0569 | 0,71 |
| 2 | 0,0569 | 0,74 |
| 3 | 0,0411 | 0,44 |
| 4 | 0,0411 | 0,46 |
| 5 | 0,0411 | 0,40 |
| 6 | 0,0411 | 0,41 |
| 7 | 0,0411 | 0,36 |
| 8 | 0,0411 | 0,37 |
Определим момент трения в подшипниковых узлах по формуле (5.11) [1, с. 231]:
![]()
Определим момент холостого хода клети по формуле (5.12) [1, с. 64]:
![]()
Определим номинальный момент по формуле (5.13) [1, с. 64]:
![]()
Таблица 5.15 Значения dшi,
Mтрi, Мх.хi, Мномi для заготовки 250![]() 250 мм
250 мм
| № клети |
dшi, м |
Mтрi, МНм |
Мх.хi, МНм |
Мномi, МНм |
| 1 | 0,3 | 0,228 | 0,011 | 0,95 |
| 2 | 0,3 | 0,237 | 0,012 | 0,99 |
| 3 | 0,2 | 0,130 | 0,007 | 0,58 |
| 4 | 0,2 | 0,135 | 0,007 | 0,60 |
| 5 | 0,2 | 0,118 | 0,006 | 0,53 |
| 6 | 0,2 | 0,122 | 0,006 | 0,54 |
| 7 | 0,2 | 0,105 | 0,005 | 0,47 |
| 8 | 0,2 | 0,108 | 0,005 | 0,48 |
Определим угловую скорость вращения валка и мощность двигателя по формулам (5.15) и (5.14), [1, с. 63]:
![]()
![]()
Таблица 5.16 Значения ![]() ,
, ![]() , Nдвi для
заготовки 250
, Nдвi для
заготовки 250![]() 250 мм
250 мм
| № клети |
|
|
Nдвi, МВт |
| 1 | 2 | 3 | 4 |
| 1 | 0,2 | 0,57 | 0,55 |
| 2 | 1 | 2,86 | 2,83 |
| 3 | 1,5 | 6,00 | 3,47 |
| 4 | 2 | 8,00 | 4,79 |
| 1 | 2 | 3 | 4 |
| 5 | 2,5 | 10,00 | 5,25 |
| 6 | 3 | 12,00 | 6,51 |
| 7 | 3,5 | 14,00 | 6,51 |
| 8 | 4 | 16,00 | 7,67 |
5.2 Вспомогательное оборудование
Все механизмы, применяемые в прокатных цехах для выполнения различных вспомогательных операций, сопровождающих процесс обработки прокатных изделий, полуфабрикатов и исходных материалов, можно разделить на две группы: 1) транспортирующие, обеспечивающие перемещение исходных материалов, полупродукта и готовых изделий (подачу слитков, блюмов, слябов, заготовки, горячекатаных рулонов к станам, передачу их к различным агрегатам и к рабочим валкам прокатного стана, уборку металла от стана после прокатки и т. д.); 2) обрабатывающие, работа которых связана с проведением операций, не относящихся непосредственно к деформации металла, но технологически необходимых для последующей обработки его.
К первой группе механизмов относят: рольганги; транспортеры; конвейеры; шлепперы; холодильники, назначение которых обеспечивать продольное и поперечное перемещение металла; манипуляторы, предназначенные для поперечного перемещения металла и направления его в валки; подъемные столы, поворотные механизмы; толкатели; опрокидыватели, предназначенные для перемещения металла (блюмов, слябов, заготовки, рулонов) в горизонтальной и вертикальной плоскостях или для изменения положения рулона, листа (из вертикального в горизонтальное положение и наоборот и т. д.).
Ко второй группе относятся механизмы, предназначенные для резки металла (ножницы с параллельными ножами, гильотинные, дисковые, летучие); правильные машины (ролико-правильные машины, растяжные машины); машины для обработки и отделки поверхности (травильные агрегаты непрерывного и периодического действия, агрегаты нанесения технологического покрытия, например термостойкого покрытия, цинкования, лужения, лакирования и электроизоляционного и декоративного покрытий, промасливающие машины, чистильно-моечные агрегаты для чистки, промывания и обезжиривания поверхности листовой стали, агрегаты для шлифовки полос и листов, для полировки листов, для электрохимической полировки). К этой группе также могут быть отнесены механизмы, обеспечивающие сматывание и свертывание полос в рулоны (моталки, свертывающие машины, захлестыватели), разматыватели и машины для распушивания рулонов перед высокотемпературным отжигом, контрольно-перемоточные агрегаты, сортировочные устройства, машины для обвязки и упаковки проката.
В прокатных цехах для перемещения исходных материалов, полупродукта и готовых изделий применяют следующие механизмы:
| Подача слитков от нагревательных колодцев к приемному рольгангу стана | Слитковоз |
| Безударная выдача слябов из методической печи | Устройство для выдачи слябов |
| Перемещение слитков, слябов, блюмов, заготовок и раската в продольном направлении (перемещение совпадает с продольной осью) | Транспортные, рабочие, приводные и гравитационные рольганги |
| Подача профилей на резку пачками, передача пачек профилей от ножниц на холодильник | Рольганги с косорасположенными роликами |
| Перемещение раската в направлении, параллельном его оси | Шлепперы |
| То же, с подачей в валки | Манипуляторы |
|
Изменение положения раската: кантование относительно продольной оси манипуляторы в горизонтальной плоскости |
Поворотные механизмы Кантователи |
| Создание запаса металла перед агрегатом в цехах холодной прокатки | Накопители |
| Точная установка рулона в горизонтальном положении по оси разматывателя или моталки | Подъемные столы с гидравлическим или пневматическим приводами |
| Перемещение раската, блюма, сляба, заготовки путем толкания | Толкатели |
| Перемещение прокатанного металла и его охлаждение | Холодильники |
| Подача металла на холодильники, штабелирующие столы, выдача металла из печи | Выталкиватели и сталкиватели |
| Остановка металла, движущегося по рольгангу, в определенном месте | Упоры с пневматическим или электрическим приводами |
| Опрокидывание слитков из вертикального в горизонтальное положение при доставке клещевым краном | Стационарные опрокидыватели |
| Штабелирование проката | Укладыватели, подъемные штабелирующие столы |
| Подъем сляба над рольгангом и поворот его | Подъемно-поворотные механизма |
| Передача рулонов | Конвейеры и транспортеры |
Для проведения операций резки, правки, обработки и отделки поверхностного металла в прокатных цехах применяют следующие механизмы:
|
Резка прокатанного металла: заготовок и профилей квадратного и прямоугольного сечений в горячем состоянии перед или после прокатки мелких профилей в холодном состоянии листов, полос, сутунки, штрипсов в холодном и горячем состоянии кромок у листов и ленты, разрезание широких полос на узкие ленты движущегося металла (на ходу) балок, рельсов, заготовок квадратного и круглого сечений, а также фасонных профилей на мерные длины |
Ножницы с параллельными ножами Ножницы с наклонными ножами (гильотинные) Дисковые ножницы Летучие ножницы Дисковые пилы для горячего резания (диски зубчатые), для холодного (пилы трения) |
|
Правка прокатанного металла: Сортового Листового тонких листов из специальных сталей и сплавов балок, швеллеров в плоскости наибольшей жесткости их поперечного сечения, дополнительная правка концов сортовых профилей |
Сортоправильные роликовые машины Листоправильные роликовые машины Растяжные машины Вертикальные и горизонтальные шатунно-эксцентриковые правильные прессы |
|
Сматывание и разматывание прокатанного металла: горячекатаных полос холоднокатаных полос горячей проволоки и круглой стали диаметром 10—25 мм в бунты |
Роликовые барабанные моталки Моталки барабанного типа Моталки с вращающимся и неподвижными бунтами |
| Свертывание горячекатаной протравленной полосы | Моталки роликогибочного типа |
| Разматывание рулонов перед холодной прокаткой, резкой, в агрегатах очистки, нанесения покрытий, термической обработки | Разматыватели |
| Отгибание конца полосы, свернутой в рулон | Скребковый или электромагнитный отгибатель конца полосы |
|
Образование на барабане моталки первых витков холоднокатаной полосы |
Ременный захлестыватель |
|
Подготовка металла к прокатке: удаление окалины с поверхности горячекатаных полос осмотр качества поверхности холоднокатаных полос и удаление дефектных участков подготовка рулонов к высокотемпературному отжигу нанесение технологического декоративного или защитного покрытий очистка поверхности листовой стали от остатков покрытий и загрязнений сортировка холоднокатаной листовой стали промасливание поверхности листов маркировка и клеймение проката упаковка и обвязка проката |
Травильные агрегаты непрерывного и периодического действий Контрольно-перемоточные агрегаты Агрегаты распушивания рулонов Полистные и непрерывные агрегаты нанесения покрытий Чистильно-моечные машины Сортировочные агрегаты Промасливающие машины Маркировочные и клеймовочные машины Упаковочные и вязальные машины |
|
Утилизация отходов: сматывание обрезанной кромки крошение кромки пакетирование обрезки |
Кромкомоталка Кромкокрошительные ножницы Пакетир-прессы |
Расчет необходимого числа единиц оборудования ведут с учетом обеспечения заданной или принятой производительности, по скорости (транспортирующие механизмы), числу циклов (ножницы) либо по другим технологическим параметрам (скорости травления, нанесения покрытия, режимом термической обработки), определяющим возможность использования того или иного механизма в прокатном цехе [3, с. 146].
Из выше перечисленного оборудования примем то, которое необходимо для непрерывно-заготовочного цеха.
Рольганги. Для транспортирования металла к прокатному стану, задачи его в валки, приема из валков и передвижения к вспомогательным машинам (ножницам, пилам, правильным машинам и т. д.) служат рольганги. Современные прокатные станы характеризуются поточным технологическим процессом обработки металла, поэтому общая длина рольгангов весьма значительна, а масса их иногда достигает 20—30 % от массы механического оборудования всего прокатного стана.
По своему назначению рольганги разделяют на рабочие и транспортные. Рабочими называют рольганги, расположенные непосредственно у рабочей клети стана и служащие для задачи прокатываемого металла в валки и приема его из валков. Транспортными называют все остальные рольганги, установленные перед рабочей клетью и за ней и связывающие между собой отдельные вспомогательные машины и устройства стана.
По конструкции рольганги выполняют с групповым и индивидуальным приводом роликов и с холостыми роликами.
Скорость вращения роликов рабочих рольгангов должна быть на 10—15 % выше скорости выходящего из валков металла, а у транспортных рольгангов она принимается в зависимости от типа и назначения стана и характера выполняемых технологических операций.
В соответствии с выполняемыми операциями различают рольганги: приемные, рабочие и транспортные.
Рабочий рольганг принимает слиток от слитковоза и передает на подводящий рольганг, который транспортирует его к рабочему рольгангу перед клетью. Первые ролики этого рольганга принимают на себя удары при опрокидывании на них слитков, и поэтому их делают цельноковаными. Часто по образующей их бочки выполняют продольное рифление, что способствует лучшему сцеплению со слитком.
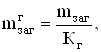
Рассмотрим рабочий рольганг блюминга 1300 (рис. 5.1).
Рабочий рольганг состоит из восьми роликов. Первые два ролика имеют индивидуальный привод от электродвигателей постоянного ток типа ДП-92 мощностью 135/43 кВт (470/150 об/мин) через зубчатые муфты удлиненного типа; максимальная окружная скорость роликов 4 м/с. Остальные шесть роликов имеют групповой привод от электродвигателя мощностью 200 кВт (500 об/мин) через редуктор (1=4,24) и паразитные промежуточные шестерни (0=37); окружная скорость роликов 3,1 м/с. Все ролики цельнокованые, диаметр 500 мм, длина бочки 2800 мм.
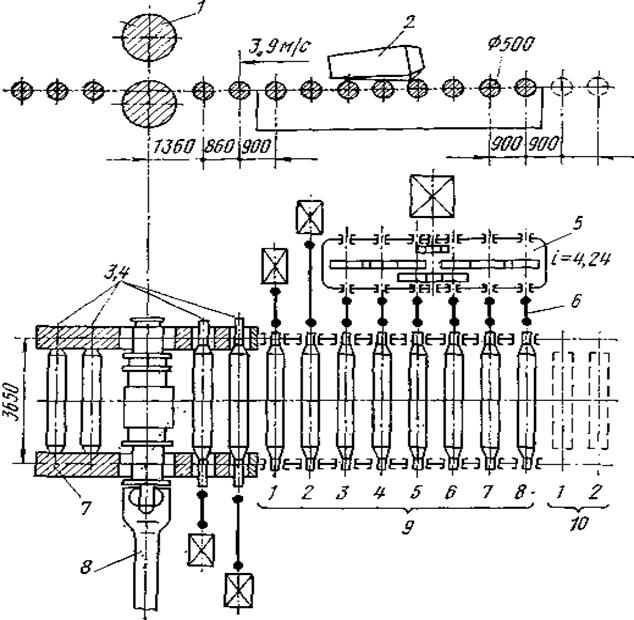
Рисунок 5.1 Рабочий рольганг блюминга 1300
1 — валки; 2 — слиток; 3, 4 — станинные ролики; 5 —редуктор; 6—зубчатые шпиндели (муфты); 7 — станины рабочей клети; 8 — универсальные шпиндели от главных электродвигателей; 9 — рабочий рольганг; 10 — раскатной рольганг
С каждой стороны рабочей клети блюминга 1500 рабочий рольганг состоит из 10 цельнокованых роликов диаметром 650 мм: первые пять роликов рольганга, а также станинный ролик имеют индивидуальный привод от электродвигателей через удлиненные зубчатые муфты; остальные пять роликов рольганга приводятся одним электродвигателем через редукторы с цилиндрическими шестернями. Все ролики рольганга имеют внутреннее водяное охлаждение [2, с. 192].
Пакетирующие рольганги. Пакетирующие рольганги устанавливают обычно перед ножницами (для подачи на резку профилей пачками) или за ножницами (для передачи пачек профилей на холодильник). Ролики рольгангов расположены под углом (по отношению к движению металла), поэтому поступающий на рольганг металл движется одновременно вдоль и поперек его.
Пакетирующий рольганг непрерывного заготовочного стана 700/500 предназначен для пакетирования (собирания в пачки) заготовок мерной длины после разрезки их на ножницах.
Рольганг состоит из шести — десяти роликов, расположенных под углом 75° к его оси и имеющих групповой привод от электродвигателя через редуктор с цилиндрическими шестернями, скорость роликов 2,5 м/с.
Движущиеся от ножниц (слева направо) заготовки (длиной до 6 м) косорасположенными вращающимися роликами направляются к правым (смотря по движению металла) бортовым линейкам и своими передними концами упираются в выступающую над рольгангом плиту-упор. После набора пачки заготовок (8 — 10 шт.) плита-упор опускается ниже уровня роликов и пачка заготовок передается на следующий рольганг-холодильник [2, с. 195].
Кантователь. На заготовочных и сортовых станах для кантовки заготовки или профильной полосы на ходу, во время движения ее от предыдущей клети к последующей, применяют кантователи типа так называемой кантующей втулки, устанавливаемой между роликами рольганга. Кантователь позволяет осуществлять кантовку любого профиля на любой угол в пределах до 90° со смещением или без смещения кантуемой полосы по длине бочки роликов рольганга.
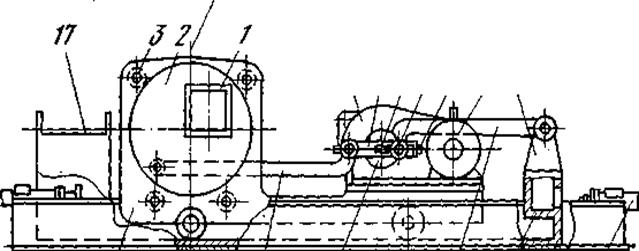
Рисунок 5.2 Универсальная кантующая втулка в линии рольганга
Левый нижний угол сменной втулки (проводки) 1 совмещен с центром вращения кантующей шайбы 2, опирающейся на четыре ролика 3, При повороте шайбы шатуном 4, соединенным с кривошипом 5 на валу редуктора 6, происходит кантовка полосы со смещением ее влево от оси прокатки. Если смещение не требуется, то одновременно с кантовкой ее происходит перемещение вправо на катках 7 всей тележки 8 кантователя. Это перемещение осуществляется вторым шатуном 9, один конец которого шарнирно закреплен на стойке 10 внутренней рамы 11, а другой конец шарнирно соединен со вторым кривошипом 12. Величина перемещения всей тележки вправо регулируется изменением плеча кривошипа 12 винтом 13, соединенным с шарниром 14 (при кантовке со смещением этот шарнир должен быть совмещен с осью выходного вала редуктора). Для приема и кантовки полосы, выходящей из того или иного калибра валков, внутренняя рама 11 может перемещаться по направляющим внутри неподвижной наружной рамы 15 при помощи гидроцилиндров 16. Если кантовка не нужна, то при помощи этих же гидроцилиндров кантователь отводится вправо и на место кантующей втулки устанавливается направляющий желоб 17, расположенный на конце внутренней рамы 11.
Угол поворота кривошипа 5 фиксируется командоаппаратом 18, воздействующим на электродвигатель 19.
Кантователи в линиях прокатки служат для поворота (кантовки) прокатываемой полосы (слитка, блюма, заготовки, профиля) относительно ее продольной оси на 90° перед задачей в следующий калибр валков для обеспечения равномерного обжатия металла по всему сечению [2, с. 165].
Транспортёры и холодильники. Для перемещения металла в процессе прокатки, отделки и охлаждения применяют транспортеры и холодильники различных типов и конструкций.
Для перемещения заготовок и крупносортных профилей металла поперек цеха (от подводящего рольганга к отводящему, к уборочному карману или в соседний пролет цеха) применяют канатные или цепные транспортеры, называемые шлепперами. Шлепперы во многих случаях выполняют функцию и охлаждения металла, поэтому их называют в этом случае шлепперными холодильниками.
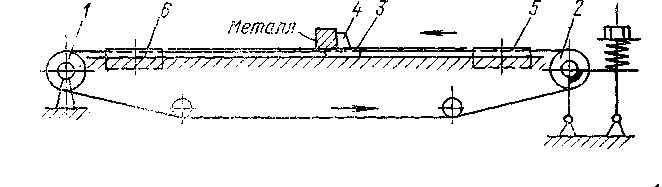
Рисунок 5.3 . Схема канатного шлеппера
Канатный шлеппер (рис. 5.3) состоит из 6—8 канатов, расположенных между рядом приводных барабанов 1 и рядом натяжных блоков 2. На всех канатах в один ряд закреплены шлепперные тележки 3 с упорными пальцами 4. При ходе тележек вперед (налево) упорные пальцы 4 перемещают металл от рольганга 5 к рольгангу 6. При обратном ходе тележек пальцы «утапливаются» и проходят под металлом. Конструкция многих шлепперных тележек позволяет поднимать пальцы 4 в любом месте между рольгангами и перемещать сколько угодно заготовок или профилей по рельсовому настилу (стеллажу) между канатами.
При непрерывной реверсивной работе со скоростью перемещения тележек 1—2 м/с канатный шлеппер отличается большой маневренностью и позволяет накапливать на стеллаже и перемещать большое количество металла при одновременном его охлаждении [2, с. 198].
Поднимающийся упор с пневматическим приводом
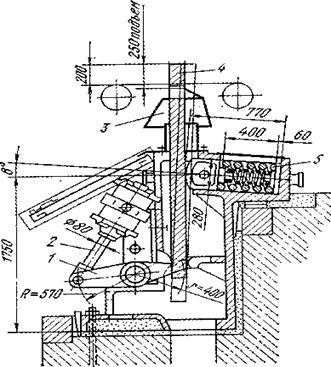
Рисунок5.4 Упор в линии рольганга с пневматическим подъемом и пружинным амортизатором:
1 — рычаг; 2 — пневмоцилиндр; 3 — кожух; 4 — плита; 5 — амортизатор
Упор (рис. 5.4) предназначен для остановки движущегося по рольгангу проката (блюмов, заготовок, балок, рельсов, толстых листов). Максимальная скорость проката 4м/с. Подъем упорного щита осуществляется рычажной системой с пневматическим приводом, скорость подъема щита 0,2 м/с, давление воздуха в цилиндре 0,4—0,6 МПа. Кинетическая энергия останавливаемого проката массой т (кг) вычисляется по формуле, Дж,
![]()
Энергия удара поглощается пружинами амортизаторами (2—6 одинарных или сдвоенных пакетов).
Конструктивные упоры выполняют двух типов: 1) с внутренним расположением пневмопривода; 2) с пневмоприводом, вынесенным за пределы рольганга. Применяют упоры пяти видов, характеризуемые энергией удара от 5 до 30 кДж. Ширина упорного щита определяется длиной бочки рольганга. Корпус упора устанавливается на заделанные в фундамент блюмы и распирается клиньями, которые после монтажа приваривается к корпусу [2, с. 162].
Маятниковые тихоходные летучие ножницы. Маятниковые летучие ножницы имеют простую конструкцию и надежны в эксплуатации, однако вследствие большой инерционности движущихся масс они весьма тихоходны и применяются для резания на ходу металла, движущегося со скоростью не .более 2,5 м/с.
На рис. 5.5 представлена схема маятниковых тихоходных летучих ножниц конструкции ВНИИметмаша — СКМЗ. Ножницы установлены перед второй группой клетей непрерывного заготовочного стана и предназначены для отрезки переднего (неровного) конца горячей заготовки сечением до 150x150 мм. Максимальное усилие резания 2,0 МН скорость заготовки при резании — до 2,5 м/с.
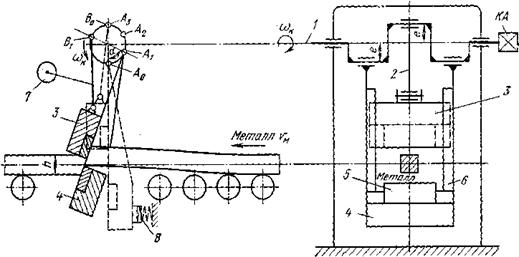
Рисунок 5.5 Маятниковые летучие ножницы
На среднем эксцентрике верхнего приводного вала 1 подвешен шатун 2 с суппортом 3 и верхним ножом. На двух боковых эксцентриках вала подвешен нижний суппорт 4 с ножом. При повороте эксцентрикового вала на 360° верхний суппорт 3 опускается вниз (на величину двойного эксцентриситета), а нижний суппорт 4 поднимается вверх и возвращается в исходное положение; в промежуточном положении при сближении ножей 5 произойдет резание заготовки. Верхний суппорт перемещается в направляющих пазах 6 нижнего суппорта. При резании движущейся заготовки суппорты, занимавшие перед резанием наклонное положение, двигаются влево (по движению заготовки) подобно маятнику, подвешенному на верхнем приводном валу. Возврат маятника в исходное (правое) положение обеспечивается моментом от контргруза 7. Крайние положения маятника фиксируются амортизаторами 8. Ножницы работают в режиме запусков электродвигателя от фотореле, установленного перед ножницами и засвечиваемого передним концом движущейся по рольгангу горячей заготовки
Планетарные летучие ножницы
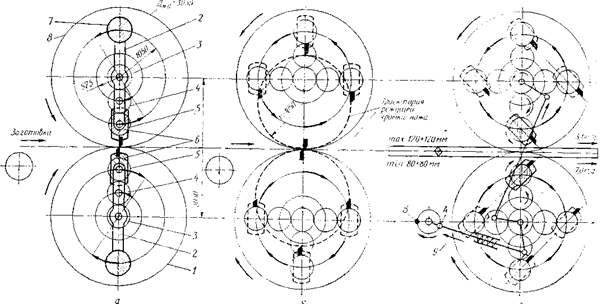
Рисунок 5.6 Кинематическая схема летучих планетарных ножниц
Планетарные летучие ножницы конструкции ВНИИметмаша применяют для резания заготовок (усилие резания 1,0-1,5 МН) и сортовых профилей (усилие резания 120ч-500 кН).
На рис. 5.6 представлена кинематическая схема планетарных ножниц для резания горячих заготовок. Ножницы установлены в технологическом потоке прокатки за последней клетью непрерывного заготовочного стана 900/700/500 и предназначены для резания на ходу заготовок сечением 80x80 и 120x120 мм со скоростью соответственно 7,0 и 3,1 м/с, а также плоских заготовок сечением 100x120—100x150 мм и круглых заготовок диаметром 100—140 мм (для заготовок из легированной стали скорость на 25 % меньше). Пропускная способность ножниц соответствует производительности блюминга 1300 и непрерывного заготовочного стана 900/700/500 (около 5,5 млн. т в год).
По условиям массового производства однотипных заготовок для обеспечения ими непрерывных сортовых станов (установленных за непрерывным заготовочным станом) сортамент заготовок, по длине ограничен двумя основными размерами: 6 и 12 м (требующиеся в небольшом количестве заготовки длиной от 5 до 6 м и от 10 до 12 м получаются путем резания с опережением скорости ножей по отношению к скорости заготовки, выходящей из последней клети стана).
Механизм резания планетарных ножниц состоит из двух ведущих барабанов, приводимых с одной стороны зубчатыми шестернями с диаметром начальной окружности 3030 мм; нижняя шестерня приводится от электродвигателя типа МП мощностью 1300 кВт и частотой вращения 200 об/мин через редуктор с передаточным числом I = 3,7. Внутри каждого барабана 2 (на рис. 5.6, а барабан представлен в виде рамки дифференциала) имеется планетарная зубчатая передача, состоящая из солнечной (центральной) 3, промежуточной (паразитной) 4 и планетарной 5 шестерен. Валы всех шестерен установлены на роликовых подшипниках; вал планетарной шестерни имеет три опоры; между двумя крайними опорами на валу этой шестерни жестко закреплена режущая головка (суппорт) с ножом. Ножницы могут работать в двух режимах: а) без пропуска реза; б) с пропуском реза.
ЗАКЛЮЧЕНИЕ
В курсовой работе были выбраны агрегаты и оборудование
прокатного цеха непрерывно-заготовочного стана в соответствии с годовой
производственной программой 2 млн. т для двух заготовок сечением 250![]() 250 и 110
250 и 110![]() 110 мм.
110 мм.
Для обеспечения заданной производительности необходим непрерывно-заготовочный стан 900/700/500. Стан состоит из 14 двухвалковых клетей, расположенных в трёх группах: обжимной – из двух клетей и двух непрерывных – шести клетей каждая. Мощность привода на последней клети Nдв = 7,67 МВт.
В курсовой работе приведено краткое описание технологического процесса, а также основного и вспомогательного оборудования технологической линии, составлен баланс металла по цеху с учётом производственной программы, произведён выбор агрегатов основного и вспомогательного оборудования с учётом их пропускной способности.
Разработан план цеха с расположением основного оборудования, разрез по главной линии рабочей клети.
Перечень ссылок
1. Машины и агрегаты металлургических заводов: Учебник в 3 т. – М.: Металлургия, 1978 – 1987 – т.3. – 1981. – 576 с.
2. Королёв А. А. Механическое оборудование прокатных и трубных цехов. – М.: Металлургия, 1987. – 480 с.
3. Федосов П. М., Бринза В. Н., Астахов И. Г. Проектирование прокатных цехов. – М.: Металлургия, 1983. – 303 с.
4. Методические указания к выполнению курсовой работы по дисциплине «Технологические линии и комплексы металлургических цехов» к выбору и расчётам оборудования с использованием ЭВМ и элементами игрового проектирования: / Г. С. Клягин, Н. Г. Пироженко и др./. Д.: ДПИ, 1988, 36 с.
| Проект литейно-прокатного модуля с косовалковым планетарным станом РSW ... | |
|
Министерство образования и науки Украины Приазовский государственный технический университет Кафедра обработки металлов давлением Курсовой проект по ... Прокатка на проектируемом литейно-прокатном модуле с планетарным косовалковым станом производится в 13 клетях, которые условно, как было показано на рис.7, выделены в следующие ... Расчетные схемы калибров валков по всем клетям стана при прокатке круга =18мм из непрерывнолитой заготовки =200мм приведены на рис. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Технология прокатного производства в крупносортном цехе | |
|
Таблица 3. Баланс металла по крупносортному стану 700. Наименование профилей Годовая программа Расходный коэффициент Выход годного, Блюмы Отходы ... Технологический процесс прокатки рельсов и балок требует снижения скоростей прокатных электродвигателей при каждом захвате металла валками и повышения их при проходе его через ... Рабочая дуореверсивная клеть блуминга "900" предназначена для прокатки квадратной заготовки сечением 100 X 100, 125 X 125 мм и круглой заготовки диаметром 330 мм, а также ... |
Раздел: Рефераты по металлургии Тип: реферат |
| Давно ли люди гибнут за металл и как именно закалялась сталь | |
|
Давно ли люди гибнут за металл и как именно закалялась сталь? Содержание Давно ли люди гибнут за металл и как именно закалялась сталь? Вопросы ... Стан для первой прокатки горячих стальных слитков называется обжимным. При этом сначала размеры заготовки редуцируются приблизительно до нужных размеров горячей прокаткой, а затем сталь охлаждают до комнатной температуры и осуществляют чистовой ... |
Раздел: Рефераты по истории Тип: книга |
| Профиль для металлических конструкций | |
|
Содержание Введение 1. Характеристика профиля 2. Стан для прокатки профиля 2.1 Нагревательные печи и технология нагрева 2.2 Оборудование стана и ... От печей заготовки подаются к обжимной клети по подводящему рольгангу длиной 26400 мм, состоящему из роликов диаметром 400 мм, шагом 800 мм, со скоростью 2 м/сек. Так же приведена схема расположения основного технологического оборудования, основных профилей сортамента стана, печей, рабочих клетей, прокатных валков и двигателей прокатного ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Проект термического отделения высокотемпературного отжига анизотропной ... | |
|
Тема "Проект термического отделения высокотемпературного отжига анизотропной электротехнической стали толщиной 0,35 мм. Годовая программа 150 тысяч ... Техническим эффектом достигают сохранением температуры раската на выходе из черновой группы клетей непрерывного стана, который производят так: в первой клети черновой группы сляб ... Каждый рулон, поступающий в травильно-прокатный участок из ЛПЦ-3, взвешивается на весах вальцовщиком по сборке и перевалке валков. |
Раздел: Промышленность, производство Тип: дипломная работа |