Дипломная работа: Технологический процесс изготовления червяка
Аннотация
УДК 621.91.002(075)
Технологический процесс изготовления червяка. Дипломный проект Головатюк Е.А. – Тольятти, ТГУ, 2007.
В проекте рассмотрены вопросы совершенствования технологического процесса изготовления матрицы нижней черновой.
Предложен способ получения заготовки методом штамповки на КГШП по результатам экономического анализа. Разработан технологический маршрут изготовления детали для среднесерийного производства. Рассчитаны припуски на мех. обработку. На зубофрезерной операции на основе проведенных патентных исследований оптимизирована конструкция фрезы, благодаря чему повысилось качество обрабатываемой поверхности. Показаны наладки на фрезерно-центровальную и токарную операции. Рассчитаны и спроектировано станочное приспособление, контрольное приспособление. Спроектирован участок обработки детали и рассчитаны коэффициенты загрузки применяемого оборудования. Соблюдены безопасность и экологичность проекта. Внедрение предлагаемых мероприятий по совершенствованию техпроцесса позволит получить годовой экономический эффект в размере 122 тыс.руб.
Проект состоит из пояснительной записки, включающей в себя 139с., 18 рис., 28 табл.. Графическая часть содержит 10 листов чертежей формата А1.
Введение
Цель дипломного проектирования по технологии машиностроения - научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Целью данного проекта является снижение трудоемкости изготовления червяка путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения, инструментального производства.
Для достижения цели решаются следующие задачи:
1. Расширение, углубление, систематизация и закрепление теоретических знаний, и применение их для проектирования прогрессивных технологических процессов изготовления деталей, включая проектирование средств технологического оснащения.
2. Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы.
3. Овладение методикой теоретических исследований технологических процессов механосборочного производства.
В дипломном проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки.
1.СОТОЯНИЕ ВОПРОСА. АНАЛИЗ ИСХОДНЫХ ДАННЫХ.
1.1 Служебное назначение детали
Данный червяк применяется в подъемно-транспортных машинах, при передачи движения между перекрещивающимися взаимноперпендикулярными валами. Его применение обусловлено необходимостью снижения скорости и дальнейшей передачи движения, посредством цилиндрического зубчатого зацепления на сопряженную шестерню.
Одним из способов избежать поломок является верный выбор материала заготовки и изменения состояния структуры путем термических и химико-термических обработок, которые придадут материалу особенные и необходимые свойства.
Остановим свой выбор на конструкционной легированной улучшаемой стали 40Х, которая применяется для нагруженных деталей, в которых необходимо иметь высокую твердость поверхностного слоя и достаточно прочную сердцевину. В деталях из легированных сталях сердцевина после термообработки прочная в связи с образованием в ней бейнита или низкоуглеродистого мартенсита (HRC 37…42).
Состав стали представим в таблице 1.1 .
Таблица 1.1
Состав стали 40Х
| С | Si | Mg | Cr | Ni | Mo | Al | Ti | V | P | S |
| не более | ||||||||||
| 0,4 | - | 0,50-0,70 | 0,80-1,10 | - | - | - | - | - | 0,035 | 0,035 |
На рис. 1.1 представлен эскиз детали, а в таблице 1.2 классификация ее поверхностей.
Эскиз детали
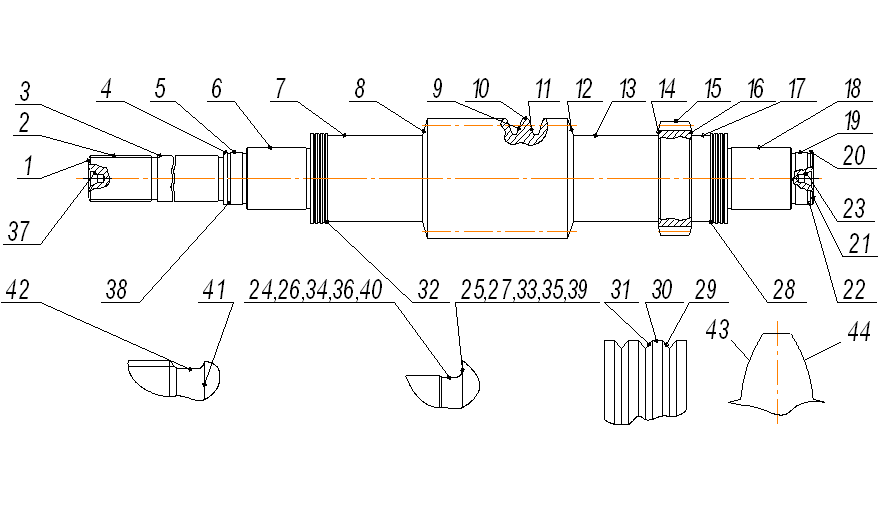
Рис. 1.1
Таблица 1.2
Классификация поверхностей детали
| Вид поверхностей | Номер поверхностей |
| Исполнительные | 9,11,43,44 |
| ОКБ | 6,33,18,35 |
| ВКБ | 2,31,30,29,3,4,5,18,19,20,39,27 |
| Свободные | Остальные |
1.2 Технологичность конструкции детали
Анализ чертежа червяка показал, что все разрезы и выносные элементы, совершенно четко и однозначно объясняют ее конфигурацию и возможные способы получения заготовки; чертеж содержит все необходимые сведения о материале детали, термической обработке, массе детали; деталь не имеет каких-либо труднодоступных поверхностей, все поверхности доступны для обработки и ремонта; на многих операциях возможно применение широкоуниверсального оборудования, а также универсального инструмента, так как даже с его помощью можно добиться заданных конструктором параметров; возможен свободный доступ инструмента к обрабатываемым поверхностям; отсутствие глухих отверстий; деталь не является достаточно жесткой, поэтому при обработке необходимо использовать люнет; на чертеже проставлены все необходимые требования для изготовления червяка. Все выше перечисленное позволяет сделать вывод, что деталь является достаточно технологичной.
1.3 Задачи проекта
Основной задачей проекта является получение экономического эффекта от модернизации технологического процесса изготовления детали.
В данном проекте для достижения экономического эффекта предлагается применить следующие меры:
1. Спроектировать заготовку с максимальным коэффициентом использования материала и с минимальной себестоимостью.
2. Разработать технологический процесс изготовления червяка с использованием новейших достижений науки и техники, отвечающий требованиям технологичности (экономичности, точности, качества и т.д.).
2. ВЫБОР СТРАТЕГИИ И ВЫБОР ПРОИЗВОДСТВА
В соответствии с заданной программой выпуска 1000 деталей в год и массой детали 9,1 кг выбираем серийный тип производства [1].
Для серийного типа производства характерны следующие показатели технологического процесса:
· Форма организации технологического процесса – переменно-постоянная;
· Повторяемость выпуска – периодическое повторение партии;
· Вид технологического процесса – единичный;
· Заготовка – отливка, штамповка, прокат;
· Оборудование – универсальное, частично-специализированное;
· Загрузка оборудования – периодическая смена деталей на станках;
· Расстановка оборудования на участке – по ходу технологического процесса;
· Оснастка – универсальная и специальная;
Исходя из вышеперечисленного, стратегией проекта будем считать получение экономического эффекта путем уменьшения штучного времени, предположительно на заготовительной операции, введением нового способа получения заготовки; применением модернизированного оборудования.
3. ВЫБОР И ПРОЕКТИРОВАНИЕ ЗАГОТОВКИ
3.1 Выбор вида и методов получения заготовки [2]
3.1.1.Заготовку в базовом варианте техпроцесса получали из пруткового проката Æ85 мм.
Размеры заготовки d x L : Æ85 х 600
Масса заготовки из пруткового проката:
![]() ,кг (3.1)
,кг (3.1)
где r - плотность материала;
V – объем прутка;
![]()
![]() ,мм3 (3.2)
,мм3 (3.2)
где R – радиус прутка;
L – длина заготовки;
mз = 7,86 × 10-6 × 3,14 × 42,52 × 600= 26,76 кг
коэффициент полезного использования материала:
![]() (3.3)
(3.3)
где, ![]() - масса детали;
- масса детали;
![]() - масса заготовки;
- масса заготовки;
![]()
3.1.2 Заготовку в проектном варианте техпроцесса предложено изготовить методом пластического деформирования – штамповка на прессе с выталкивателем.
Для обоснования проведем ряд расчетов.
а) параметры облойной канавки:
- толщина полека для облоя:
![]() ,мм (3.4)
,мм (3.4)
где ![]() - коэффициент равный
0,015;
- коэффициент равный
0,015;
![]() - площадь поковки в плане.
- площадь поковки в плане.
![]() =48,8×222,4+67,4×81,2+88,2×117,4+64,4×54,6+83,4×31,2+67,4×26,2+48,8×63,6=37668,56 мм
=48,8×222,4+67,4×81,2+88,2×117,4+64,4×54,6+83,4×31,2+67,4×26,2+48,8×63,6=37668,56 мм
![]()
-
другие значения
облойной канавки ![]()
![]()
![]()
![]()
![]()
б) припуски на обработку ![]() ,
действительные размеры на заготовку с назначенными допусками по ГОСТ 75.05-89.
,
действительные размеры на заготовку с назначенными допусками по ГОСТ 75.05-89.
Таблица 3.1
Припуски и отклонения на обработку
| Номинальный размер детали | Припуск | Размер заготовки | Верхнее отклонение |
Нижнее отклонение |
| 1 | 2 | 3 | 4 | 5 |
| Æ41 | 3,9 | Æ48,8 | 1,7 | -0,8 |
| 222 | 3,9 | 222,4 | 2,0 | -1,2 |
| Æ60 | 3,7 | Æ67,4 | 1,8 | -1,0 |
| Æ80 | 4,1 | Æ88,2 | 1,8 | -1,0 |
| 110 | 3,7 | 117,4 | 1,8 | -1,0 |
| Æ57 | 3,7 | Æ64,4 | 1,8 | -1,0 |
| 62 | 3,7 | 54,6 | 1,8 | -1,0 |
| Æ76 | 3,7 | Æ83,4 | 1,8 | -1,0 |
| 24 | 3,5 | 31,2 | 1,7 | -0,8 |
| Æ60 | 3,7 | Æ67,4 | 1,8 | -1,0 |
| 26 | 3,7 | 26,2 | 1,7 | -0,8 |
| Æ41 | 3,9 | Æ48,8 | 1,7 | -0,8 |
| 63 | 3,7 | 63,6 | 1,8 | -1,0 |
| 588 | 4,3 | 596,6 | 2,5 | -2,0 |
в) Определение размеров исходной заготовки.
Объем исходной заготовки:
![]() ,мм3 (3.5)
,мм3 (3.5)
где ![]() - объем поковки,
рассчитываемый по номинальным, горизонтальным и вертикальным размерам чертежа
поковки плюс половина положительного допуска;
- объем поковки,
рассчитываемый по номинальным, горизонтальным и вертикальным размерам чертежа
поковки плюс половина положительного допуска;
![]() - объем удара равный 0,5%
- объем удара равный 0,5% ![]() ;
;
![]() - объем облоя при штамповке;
- объем облоя при штамповке;
![]() = 3,14 ×(48,82×222,4+67,42×81,2+88,22×117,4+64,42×54,6+83,42×31,2+67,42×26,2+
= 3,14 ×(48,82×222,4+67,42×81,2+88,22×117,4+64,42×54,6+83,42×31,2+67,42×26,2+
+48,82×63,6)/4=1654028,5 мм3
![]() = 0,005 × 1654028,5 = 8270,14 мм3
= 0,005 × 1654028,5 = 8270,14 мм3
![]() ,мм3 (3.6)
,мм3 (3.6)
где ![]() - коэффициент,
учитывающий изменение фактической площади сечения получаемого облоя по
сравнению с площадью сечения мостика
- коэффициент,
учитывающий изменение фактической площади сечения получаемого облоя по
сравнению с площадью сечения мостика ![]() ;
;
![]() - площадь поперечного сечения
мостика;
- площадь поперечного сечения
мостика;
![]() - периметр поковки;
- периметр поковки;
![]() - длина мостика облойной канавки.
- длина мостика облойной канавки.
![]() = 1,5 × 1,91 × 6 (1407,6+1,5×3,14×6) =24682,7 мм3
= 1,5 × 1,91 × 6 (1407,6+1,5×3,14×6) =24682,7 мм3
Vзаг = 1654028,5 +8270,14 +24682,7 = 1686981,3 мм3
г) Масса исходной заготовки и коэффициент использования материала.
mз = 7,86 × 10-6 × 1686981,3 = 13,26 кг
![]()
3.2 Экономическое обоснование выбора заготовки
Годовая программа выпуска деталей – 1000 шт.
Себестоимость детали:
![]() ,руб (3.7)
,руб (3.7)
где ![]() - стоимость заготовки,
руб;
- стоимость заготовки,
руб;
![]() - стоимость механической
обработки, руб;
- стоимость механической
обработки, руб;
![]() - стоимость отходов, руб;
- стоимость отходов, руб;
Для заготовки, полученной из проката:
![]() ,руб (3.8)
,руб (3.8)
Для заготовки, полученной штамповкой:
![]() ,руб (3.9)
,руб (3.9)
где ![]() - базовая стоимость кг
заготовки;
- базовая стоимость кг
заготовки;
![]() - масса заготовки, кг;
- масса заготовки, кг;
![]() - коэффициент точности;
- коэффициент точности;
![]() - коэффициент сложности;
- коэффициент сложности;
![]() - коэффициент массы;
- коэффициент массы;
![]() - коэффициент материала;
- коэффициент материала;
![]() - коэффициент серийности,
- коэффициент серийности,
Для заготовки, полученной из проката:
![]() =18,45 руб/кг
=18,45 руб/кг
![]() =26,76 кг
=26,76 кг
![]() 493,7руб/шт
493,7руб/шт
Для заготовки, полученной штамповкой:
![]() =43,16 руб/кг
=43,16 руб/кг
![]() =13,26 кг
=13,26 кг
![]() =1,0
=1,0 ![]()
![]() =0,87
=0,87 ![]()
![]() =0,8
=0,8 ![]()
![]() =1,13
=1,13 ![]()
![]() = 1,0
= 1,0 ![]()
![]() 450,1руб/шт
450,1руб/шт
Определим затраты на механическую обработку:
![]() ,руб (3.10)
,руб (3.10)
где ![]() - удельные затраты на
снятие 1 кг стружки, руб.
- удельные затраты на
снятие 1 кг стружки, руб.
![]() ,руб (3.11)
,руб (3.11)
где ![]() = 0,356 руб/кг - текущие
затраты
= 0,356 руб/кг - текущие
затраты ![]()
![]() =1,035 руб/кг - капитальные
затраты
=1,035 руб/кг - капитальные
затраты ![]()
![]() = 0,1 - нормативный коэффициент
эффективности капитальных вложений
= 0,1 - нормативный коэффициент
эффективности капитальных вложений ![]()
![]() 8,11 руб
8,11 руб
![]() 1,91 руб
1,91 руб
![]() ,руб (3.12)
,руб (3.12)
где, ![]() - удельная себестоимость
1кг отходов, руб
- удельная себестоимость
1кг отходов, руб
![]() ,руб (3.13)
,руб (3.13)
![]() 1,845 руб/кг
1,845 руб/кг
![]() 4,316 руб/кг
4,316 руб/кг
![]() 32,58 руб
32,58 руб
![]() 17,96 руб
17,96 руб
![]() 469,23 руб
469,23 руб
![]() 434,05 руб
434,05 руб
Экономический эффект:
![]() ,руб/шт (3.14)
,руб/шт (3.14)
![]() 35,18 руб/шт
35,18 руб/шт
Проведенные расчеты показывают, что экономически целесообразно в качестве заготовки для червяка использовать заготовки, полученные методом штамповки.
4. ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ. ПЛАН ОБРАБОТКИ
4.1 Разработка технологического маршрута изготовления червяка
При разработке маршрута в серийном производстве придерживались следующих правил:
1.Технологические операции разрабатывали по принципу концентрации технологических переходов, т.е. как можно больше поверхностей обрабатывать с одного установа заготовки.
2.Отдавали предпочтение многопозиционным, многорезцовым станкам, станкам с ЧПУ.
3.Старались шире применять режущий инструмент со сменными многогранными пластинами (СМП). Для цельного инструмента (сверл и др.) рекомендуем быстрорежущую сталь Р6М5.
4.Станочные приспособления со сменными установочными элементами и механизированными зажимными устройствами.
Технологический маршрут обработки червяка представлен в таблице 4.1.
Таблица 4.1
Технологический маршрут изготовления червяка
| № операции |
Наименование операции |
Оборудование (тип, модель) |
Содержание операции |
| 1 | 2 | 3 | 4 |
| 05 |
Заготовительная (штамповка) |
КГШП | Штамповать заготовку |
| 10 | Фрезерно-центровальная | Фрезерно-центровальный МР-71М | Фрезеровать торцы 1,21; сверлить центровочные отверстия 23,37; |
| 15 | Токарная |
Токарно –винторезный 16К20Ф3 |
Точить поверхности 7,8,32 под люнет |
| 20 |
Токарная черновая |
Токарно –винторезный 16К20Ф3 |
Точить поверхности 8,10,12-19,30,28,39,35 |
| 25 |
Токарная черновая |
Токарно –винторезный 16К20Ф3 |
Точить поверхности 3,4,6,30,25,27,33 |
| 30 |
Токарная чистовая |
Токарно –винторезный 16К20Ф3 |
Точить поверхности 8,10,12,13,14,15,16,17,30,18,19,20, 22,39,35,40,36,31,29,28 |
| 35 |
Токарная чистовая |
Токарно –винторезный 16К20Ф3 |
Точить поверхности 2-6, 30,38,24,26,34,25,27, 33,41,42,31,29 |
| 40 |
Червячно- фрезерная |
Червячно- фрезерный 5370 (КУ-28) |
Нарезать червяк, получая поверхности 9,11 |
| 45 | Зубофрезерная |
Зубофрезерный 5К301П |
Нарезать шестерню, получая поверхности 43,44 |
| 50 |
Шлифовальная предваритель- ная |
Круглошлифо- вальный 3У131М |
Шлифовать поверхности 20,19,39,18,35,30,15,10 |
| 55 |
Шлифовальная предваритель- ная |
Круглошлифо- вальный 3У131М |
Шлифовать поверхности 3,4,5,27,6,33,30 |
| 60 | Токарная |
Токарно –винторезный 16К20Ф3 |
Нарезать резьбу 2 |
| 65 | Закалка | Калить 37…42 HRC | |
| 70 |
Центрошли- фовальная |
Центрошли- фовальный МВ119 |
Шлифовать центровые отверстия 23,37 |
| 75 |
Шлифовальная окончательная |
Круглошлифо- вальный 3У131М |
Шлифовать поверхности 20,19,18,10 |
| 80 |
Шлифовальная окончательная |
Круглошлифо- вальный 3У131М |
Шлифовать поверхности 3,4,5,6 |
| 85 |
Червячно- шлифовальная |
Червячношлифо- вальный 5К881 |
Шлифовать поверхности 9,11 |
| 90 | Зубошлифоваль-ная |
Зубошлифо- вальный 5В830 |
Шлифовать поверхности 43,44 |
| 95 | Моечная | ||
| 100 | Контрольная | Контролировать точность |
4.2 Выбор технологических баз
Теоретическая схема базирования выбирается в зависимости от типа детали. Для нашего случая тип детали - вал. Выбирается двойная направляющая база, которая лишает заготовку четырёх степеней свободы и опорная база - упор, лишающий заготовку ещё одной степени свободы. Для обоснования выбранных баз составим таблицу, в которой покажем по операциям, какие базы используются на операциях.
Таблица 4.2
Технологические базы
| № операции |
№ опорных точек |
Наименование базы |
Характер проявления |
Реализация | № обрабатываемых поверхностей |
Операционные размеры |
Единство баз | Постоянство баз | ||
| явная | скрытая | естественная | искусственная | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 10 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + + |
110 2110 2310 3710 |
А10 Ц10 2У10 С10 2Ф10 TЦ10 Х10 |
+ | ||
| 15 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
715 815 3215 |
2Ш15 Ч15 Ц15 |
+ | + |
| 20 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
820 1020 1220 1320 1420 1520 1620 1720 1820 1920 3020 2820 3920 3520 |
Ц20 Ш20 Д20 Щ20 Ю20 Я20 D20 2Л20 2М20 2Н20 2F20 2П20 2P20 2G20 |
+ | |
| 25 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
325 425 625 3025 2525 2725 3325 |
Q25 N25 R25 2K25 2И25 2I25 2J25 |
+ | |
| 30 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
830 1030 1230 1330 1430 1530 1630 1730 1830 1930 2030 3030 2830 3930 3530 2230 4030 3630 3130 2930 |
Ц30 Ш30 Д30 Щ30 Ю30 Я30 D30 W30 Y30 Ы30 2Л30 2М30 2Н30 2F30 2П30 2P30 2G30 2S30 2Z30 |
+ | |
| 35 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
235 335 435 535 635 3035 3835 2435 2635 3635 2535 2735 3335 4135 4235 3135 2935 |
Q35 N35 Э35 U35 б35 в35 Y35 Ы35 2K35 2И35 2I35 2J35 2Z35 2S35 2ч35 |
+ | |
| 40 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
945 1045 1145 |
г45 е45 2ц45 2д45 |
+ | + |
| 45 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
4350 4450 |
Щ50 л50 2з50 2й50 |
+ | + |
| 50 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
2055 1955 3955 1855 3555 3055 1555 1055 |
м55 D55 2Л55 2H55 2Р55 2П55 2G55 |
+ | + |
| 55 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
360 460 560 2760 660 3360 3060 |
Q60 р60 2K60 2И60 2I60 2J60 |
+ | + |
| 60 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
240 |
б40 2J40 |
+ | + |
| 70 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + + |
2370 3770 |
X70 Б70 |
+ | ||
| 75 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
2075 1975 1875 1075 |
м75 D75 2Л75 2Р75 2G75 |
+ | + |
| 80 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
380 480 580 680 |
R80 2И80 2I80 2J80 |
+ | + |
| 85 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
985 1085 1185 |
г85 Е85 2д85 |
+ | + |
| 90 |
1-4 5 6 |
ДН О О |
+ + |
+ |
+ + |
+ |
4390 4490 |
Щ90 л90 2й90 |
+ | + |
Примечание: в таблице 4.2 двойная направляющая база обозначается буквами ДН, опорная – О.
В качестве черновых технологических баз на первой операции ТП выбираем поверхность 7,8 т.к. для обеспечения точности диаметральных размеров и взаимного расположения цилиндрических поверхностей поверхность 7 подходит лучше всех благодаря своим линейным размерам, обеспечивая устойчивое положение заготовки в приспособлении.
Чистовыми базами на токарной операции 15 служат:
- скрытая технологическая база – ось пов.(45), реализуемая при установке заготовки в поводковое устройство;
- явная база – торец 1, реализуемая при его контакте с установочным элементом приспособления.
Условные обозначения принятых черновых и чистовых технологических баз в теоретических схемах базирования на различных операциях ТП изготовления червяка приведены в плане изготовления.
4.3 Назначение операционных технических требований
Допуски на размеры заготовки, полученной штамповкой, определяем по ГОСТ 7505-89.
Операционный допуск на диаметральные размеры при обработке замкнутой поверхности принимаем равным статистической погрешности обработки [3]:
![]() (4.1)
(4.1)
где ![]() - статическая
погрешность обработки.
- статическая
погрешность обработки.
Для этого в зависимости от типа технологического оборудования, на котором выполняется обработка, характера обработки, определяем квалитет точности диаметрального размера и далее величину операционного допуска. Операционные допуски линейных размеров, связывающих незамкнутые поверхности определим руководствуясь следующими правилами:
При назначении операционного допуска на расстояние между измерительной базой и обработанной поверхностью для случая обработки на настроенном станке в состав допуска будем включать пространственные отклонения измерительной базы, а также погрешность базирования, от несовпадения установочной и измерительной баз:
![]() (4.2)
(4.2)
где ![]() - пространственные
отклонения;
- пространственные
отклонения;
![]() - погрешность базирования.
- погрешность базирования.
Операционный допуск на размер между поверхностями, обработанными с одного установа, нужно принимать равным статистической погрешности обработки:
![]() (4.3)
(4.3)
Величины ![]() для линейных размеров
определим по данным [4] с учетом типа оборудования, метода координации
инструмента, величины размера.
для линейных размеров
определим по данным [4] с учетом типа оборудования, метода координации
инструмента, величины размера.
Величины пространственных
отклонений измерительной базы ![]() определим по данным [4].
определим по данным [4].
Технологические допуски формы и взаимного расположения обрабатываемых поверхностей возьмем из [5] и укажем в технических требованиях на операцию на чертеже 07.М15. .01.000.
5. ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами:
1) Производительность, точность, габариты, мощность станка должны быть минимальными достаточными для того, чтобы обеспечить выполнение требований предъявленных к операции.
2) Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки.
3) В случае недостаточной загрузки станка его технические характеристики должны позволять обрабатывать другие детали, выпускаемые данным цехом, участком.
4) В серийном производстве следует применять преимущественно универсальные станки, револьверные станки, станки с ЧПУ, многоцелевые станки (обрабатывающие центры).
При выборе приспособлений будем руководствоваться следующими правилами:
1) Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов.
2) Приспособление должно обеспечивать надежные закрепление заготовки обработке.
3) Приспособление должно быть быстродействующим.
4) Зажим заготовки должен осуществляться, как правило, автоматически.
5) Следует отдавать предпочтение стандартным, нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления.
При выборе РИ будем руководствоваться следующими правилами:
1) Выбор инструментального материала определяется требованиями, с одной стороны, максимальной стойкости, а с другой минимальной стоимости.
2) Следует отдавать предпочтение стандартным и нормализованным инструментам.
При выборе средств контроля будем руководствоваться следующими правилами:
1) Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера.
2) В серийном производстве следует применять инструменты общего назначения: штангенциркули, микрометры, длинномеры и т.д, реже – специального назначения.
3) Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Задача данного раздела – выбрать для каждой операции ТП такие оборудование, приспособление, режущий инструмент (РИ) и средства контроля, которые бы обеспечили заданный выпуск деталей заданного качества с минимальными затратами, данные сведем и представим в таблице 5.1.
Таблица 5.1
Выбор средств технологического оснащения
|
Название операции |
Наименование и модель оборудования | Наименование приспособления | Наименование инструмента | Наименование измерительного средства |
| 1 | 2 | 3 | 4 | 5 |
|
05 Заготовитель-ная |
Штамповка на ГКШП | - | - |
Штангенциркуль ШЦIII-250-0,1 ГОСТ 160-80 Штангенциркуль ШЦIII-1000-0,1 ГОСТ 160-80 |
| 10 Фрезерно-центровальная | Фрезерно-центровальный МР-71М |
Призмы УСП ГОСТ 12195-66, Зажимной меха- низм УСП Упор УСП |
Фреза торцовая Æ100 2214-0153 с пластинами T15К6 ГОСТ 9473-80, Сверло центровочное, тип А 5 Р6М5 ГОСТ 14952-80 |
Штангенциркуль ШЦIII-1000-0,1 ГОСТ 160-80 |
| 15 Токарная |
Токарно –винторезный 16К20Ф3 |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 |
Резец проходной Т15К6 ГОСТ 18879-73, Резец канавочный Т5К10 ГОСТ 18868-73 |
Штангенциркуль ШЦIII-125-0,1 ГОСТ 160-80 |
|
20 Токарная черновая |
Токарно –винторезный 16К20Ф3 |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
Резец проходной Т5К10 ГОСТ 18879-73, Резец канавочный Т5К10 ГОСТ 18874-73 |
Штангенциркуль ШЦIII-250-0,1 ГОСТ 160-80 Штангенциркуль ШЦIII-125-0,1 ГОСТ 160-80 |
|
25 Токарная черновая |
Токарно –винторезный 16К20Ф3 |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
Резец проходной Т5К10 ГОСТ 18879-73, |
Штангенциркуль ШЦIII-250-0,1 ГОСТ 160-80 Штангенциркуль ШЦIII-125-0,1 ГОСТ 160-80 |
|
30 Токарная чистовая |
Токарно –винторезный 16К20Ф3 |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
Резец проходной Т15К6 ГОСТ 18879-73, Резец канавочный Р6М5 ГОСТ 18874-73 |
Штангенциркуль ШЦIII-125-0,1 ГОСТ 160-80 |
|
35 Токарная чистовая |
Токарно –винторезный 16К20Ф3 |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
Резец проходной Т15К6 ГОСТ 18879-73, Резец канавочный Р6М5 ГОСТ 18874-73 |
Штангенциркуль ШЦIII-125-0,1 ГОСТ 160-80 |
|
40 Червячно- фрезерная |
Червячно- фрезерный 5370 (КУ-28) |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
Фреза дисковая модульная m=5 Р6М5 ГОСТ 10996-64 |
Зубомер |
|
45 З Зубофрезерная |
Зубофрезерный 5К301П |
Патрон токарный поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
Червячная фреза Æ70 Р6М5 ГОСТ 9324-80 |
Зубомер |
|
50 Шлифовальная предваритель- ная |
Круглошлифо- вальный 3У131М |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
ПП 350x50x76 25А 20H СМ2 7К ГОСТ 2424-83 |
Микрометр первого класса точности ГОСТ 6507-78 |
|
55 Шлифовальная предваритель- ная |
Круглошлифо- вальный 3У131М |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
ПП 350x50x76 25А 20H СМ2 7К ГОСТ 2424-83 |
Микрометр первого класса точности ГОСТ 6507-78 |
| 60 Токарная |
Токарно –винторезный 16К20Ф3 |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
Резец резьбовой Р6М5 ГОСТ 18867-73 | Резьбовой калибр |
| 65 Закалка | Печь | - | - | - |
| 70 Центрошлилифовальная |
Центрошли- фовальный МВ119 |
Призмы УСП ГОСТ 12195-66, Зажимной меха- низм УСП Упор УСП |
Центродоводочный шлиф. круг |
Калибр |
|
75 Шлифовальная окончательная |
Круглошлифо- вальный 3У131М |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
ПП 350x50x76 24А 16H М5 8К ГОСТ 2424-83 |
Микрометр первого класса точности ГОСТ 6507-78 |
|
80 Шлифовальная окончательная |
Круглошлифо- вальный 3У131М |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
ПП 350x50x76 24А 16H М5 8К ГОСТ 2424-83 |
Микрометр первого класса точности ГОСТ 6507-78 |
|
85 Червячно- шлифовальная |
Червячношлифо- вальный 5К881 |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
2П 250x76x20 б 200 24А 12H СТ1 9К ГОСТ 2424-83 |
Зубомер |
|
90 Зубо- шлифовальная |
Зубошлифо- вальный 5В830 |
Патрон поводковый ГОСТ 2571-71; Центр вращающийся ГОСТ 8742-75 Люнет неподвижный |
Червячный шлиф. круг m=2 25А 16H СМ2 7К ГОСТ 2424-83 |
Зубомер |
6. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Рассчитаем режимы на некоторые операции, а на остальные назначим приблизительно исходя из рассчитанных значений с учетом размеров обрабатываемых поверхностей.
6.1Операция 10 – Фрезерно-центровальная
На данной операции для обработки выбираем фрезерно-центровальный станок МР-71М
1) Фрезерование торцов 1 и 21 (1 проход)
Глубина резания t= 2,3мм;
Подача SZ = 0,1 мм/зуб; [6,c 283,табл. 33]
Скорость резания рассчитывается по эмпирической формуле:
![]() ,м/мин (6.1)
,м/мин (6.1)
где ![]() = 332 – коэффициент; [6,
с 286, табл. 39]
= 332 – коэффициент; [6,
с 286, табл. 39]
m = 0,2 – показатель степени; [6, с 286, табл. 39]
х = 0,1 – показатель степени; [6, с 286, табл. 39]
y = 0,4 – показатель степени; [6, с 286, табл. 39]
u = 0,2 - показатель степени; [6, с 286, табл. 39]
p = 0 - показатель степени; [6, с 286, табл. 39]
q = 0,2 - показатель степени. [6, с 286, табл. 39]
Т = 180 мин – период стойкости инструмента;
![]()
 – коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания.
– коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания.
![]() =750 МПа – предел прочности
обрабатываемого материала;
=750 МПа – предел прочности
обрабатываемого материала;
![]() =0,95; [6,c 262,табл. 2]
=0,95; [6,c 262,табл. 2]
![]() = 1,0; [6,c 262,табл. 2]
= 1,0; [6,c 262,табл. 2]
Тогда ![]() ;
;
![]() – коэффициент, учитывающий состояние
поверхности заготовки.
– коэффициент, учитывающий состояние
поверхности заготовки.
![]() = 1,0 [6,c 263,табл. 5]
= 1,0 [6,c 263,табл. 5]
![]() – коэффициент, учитывающий материал инструмента.
– коэффициент, учитывающий материал инструмента.
![]() = 1,0 [6,c 263,табл. 6]
= 1,0 [6,c 263,табл. 6]
![]() 0,95
0,95
Подставляя значения в формулу (6.1), получим:
![]() =297,85м/мин
=297,85м/мин
Частота вращения заготовки рассчитывается по формуле:
![]() ,об (6.2)
,об (6.2)
где ![]() – скорость резания;
– скорость резания;
d – диаметр;
Таким образом, ![]() 948,08 об/мин
948,08 об/мин
Корректируем частоту
вращения по паспорту станка ![]() =1000 об/мин.
=1000 об/мин.
Рассчитываем действительную скорость резания по формуле:
![]() ,м/мин (6.3)
,м/мин (6.3)
![]() 314,16 м/мин.
314,16 м/мин.
2) Фрезерование торцов 1 и 21 (2 проход)
Глубина резания t= 2,0мм;
Подача SZ = 0,1 мм/зуб; [6,c 283,табл. 33]
Выбирая необходимые коэффициенты аналогично пункту 1 и подставляя значения в формулу (6.1), получим:
![]() =302,05м/мин
=302,05м/мин
Подставляя полученное значение в формулу (6.2), получим:
![]() 961,45 об/мин
961,45 об/мин
Корректируем частоту
вращения по паспорту станка ![]() =1000 об/мин.
=1000 об/мин.
Рассчитываем действительную скорость резания по формуле (6.3):
![]() 314,16 м/мин.
314,16 м/мин.
3) Сверление центровых отверстий 23 и 37
Глубина резания t=2,5мм;
Подача S =0,12 мм/об; [6, с 277, табл. 25]
Скорость резания рассчитывается по эмпирической формуле:
 ,м/мин (6.4)
,м/мин (6.4)
где ![]() = 9,8 – коэффициент; [6,
с 278, табл. 28]
= 9,8 – коэффициент; [6,
с 278, табл. 28]
m = 0,2 – показатель степени; [6, с 278, табл. 28]
y = 0,5 – показатель степени; [6, с 278, табл. 28]
q = 0,4 - показатель степени; [6, с 278, табл. 28]
Т = 15 мин – период стойкости инструмента; [6, с 279, табл. 30]
![]()
– коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания.
![]() =750 МПа – предел прочности
обрабатываемого материала;
=750 МПа – предел прочности
обрабатываемого материала;
![]() =0,85; [6,c 262, табл. 2]
=0,85; [6,c 262, табл. 2]
![]() = 0,9; [6,c 262, табл. 2]
= 0,9; [6,c 262, табл. 2]
Тогда ![]() ;
;
![]() – коэффициент, учитывающий материал
инструмента.
– коэффициент, учитывающий материал
инструмента.
![]() = 1,0 [6,c 263, табл. 6]
= 1,0 [6,c 263, табл. 6]
![]() – коэффициент, учитывающий глубину
обрабатываемого отверстия.
– коэффициент, учитывающий глубину
обрабатываемого отверстия.
![]() = 1,0 [6,c 280, табл. 31]
= 1,0 [6,c 280, табл. 31]
![]() 0,85
0,85
Подставляя значения в формулу (6.4), получим:
![]() = 26,66 м/мин.
= 26,66 м/мин.
Подставляя полученное значение в формулу (6.2), получим:
![]() 423,93 об/мин
423,93 об/мин
Корректируем частоту
вращения по паспорту станка ![]() =400 об/мин.
=400 об/мин.
Рассчитываем действительную скорость резания по формуле (6.3):
![]() 26,28 м/мин.
26,28 м/мин.
4) Рассчитываем основное время
![]() ,мин (6.5)
,мин (6.5)
![]() 1,24 мин
1,24 мин
5) Рассчитаем штучное и штучно-калькуляционное время
Штучное время определяется по формуле:
![]() ,мин (6.6)
,мин (6.6)
где Твс – вспомогательное время, мин
Тоб – время на обслуживание рабочего места и отдых, мин
![]() ,мин (6.7)
,мин (6.7)
где Ту.с – время на установку и снятие детали, мин
Тзо – время на закрепление и открепление детали, мин
Туп – время на приемы управления, мин
Тиз – время на измерение детали, мин
Ту.с=0,16 мин, Тзо=0,024 мин, Туп=0,18 мин, Тиз=0,3 мин [1, с 197-208].
![]() 1,22 мин
1,22 мин
где 1,85 – коэффициент перевода к серийному производству.
![]() ,мин (6.8)
,мин (6.8)
где Поб=8% – затраты времени на обслуживание рабочего места и оборудования в процентах к оперативному [1, с 214, табл. 6.1].
![]() 0,20мин
0,20мин
Таким образом, ![]() =
1,24+1,22+0,20=2,66 мин
=
1,24+1,22+0,20=2,66 мин
Штучно-калькуляционное время рассчитаем по формуле:
![]() ,мин (6.9)
,мин (6.9)
где Тп-з =21 мин – подготовительно заключительное время [1, с 215].
n – размер партии.
![]() 2,87 мин/шт
2,87 мин/шт
6.2Операция 25 - Токарная черновая
На данной операции для обработки выбираем токарно-винторезный станок с ЧПУ 16К20Ф3.
1)Точение наружной поверхности 3 (проход 1)
Скорость резания рассчитывается по эмпирической формуле
![]() ,м/мин (6.10)
,м/мин (6.10)
где ![]() = 350; [6,c 269,табл. 17]
= 350; [6,c 269,табл. 17]
m = 0,2; [6,c 269,табл. 17]
х = 0,15; [6,c 269,табл. 17]
y = 0,35; [6,c 269,табл. 17]
Т = 60 мин – период стойкости инструмента;
t= 4,1 мм – глубина резания;
s = 0,6 мм/об – подача; [6,c 266,табл. 11]
![]()
– коэффициент, учитывающий влияние
физико-механических свойств обрабатываемого материала на скорость резания.
![]() =750 МПа – предел прочности
обрабатываемого материала;
=750 МПа – предел прочности
обрабатываемого материала;
![]() =0,95; [6,c 262,табл. 2]
=0,95; [6,c 262,табл. 2]
![]() = 1,0; [6,c 262,табл. 2]
= 1,0; [6,c 262,табл. 2]
Тогда ![]() ;
;
![]() – коэффициент, учитывающий состояние
поверхности заготовки.
– коэффициент, учитывающий состояние
поверхности заготовки.
![]() = 1,0 [6,c 263,табл. 5]
= 1,0 [6,c 263,табл. 5]
![]() – коэффициент, учитывающий материал
инструмента.
– коэффициент, учитывающий материал
инструмента.
![]() = 0,65 [6,c 263,табл. 6]
= 0,65 [6,c 263,табл. 6]
![]() – поправочные коэффициенты,
учитывающие параметры резца.
– поправочные коэффициенты,
учитывающие параметры резца.
![]() = 0,7 [6,c 271,табл. 18]
= 0,7 [6,c 271,табл. 18]
![]() = 1,0 [6,c 271,табл. 18]
= 1,0 [6,c 271,табл. 18]
Таким образом, ![]() = 0,95 × 1,0 × 0,65 × 0,7 × 1,0 = 0,43.
= 0,95 × 1,0 × 0,65 × 0,7 × 1,0 = 0,43.
Подставляя значения в формулу (6.10), получим:
![]() = 64,21 м/мин.
= 64,21 м/мин.
Подставляя полученное значение в формулу (6.2), получим:
![]() 418,82 об/мин.
418,82 об/мин.
Корректируем частоту
вращения по паспорту станка ![]() =400 об/мин.
=400 об/мин.
Рассчитываем действительную скорость резания по формуле (6.3):
![]() 61,32 м/мин.
61,32 м/мин.
2)Точение наружной поверхности 5
t= 4,6 мм – глубина резания;
s = 0,6 мм/об – подача; [6,c 266,табл. 11]
Выбирая необходимые коэффициенты аналогично пункту 1 и подставляя значения в формулу (6.10), получим:
![]() = 63,15 м/мин.
= 63,15 м/мин.
Подставляя полученное значение в формулу (6.2), получим:
![]() 411,91 об/мин.
411,91 об/мин.
Корректируем частоту
вращения по паспорту станка ![]() =400 об/мин.
=400 об/мин.
Рассчитываем действительную скорость резания по формуле (6.3):
![]() 61,32 м/мин.
61,32 м/мин.
3)Точение наружной поверхности 6
t= 1,6 мм – глубина резания;
s = 0,6 мм/об – подача; [6,c 266,табл. 11]
Выбирая необходимые коэффициенты аналогично пункту 1 и подставляя значения в формулу (6.10), получим:
![]() = 73,99 м/мин.
= 73,99 м/мин.
Подставляя полученное значение в формулу (6.2), получим:
![]() 482,65 об/мин.
482,65 об/мин.
Корректируем частоту
вращения по паспорту станка ![]() =500 об/мин.
=500 об/мин.
Рассчитываем действительную скорость резания по формуле (6.3):
![]() 76,65 м/мин.
76,65 м/мин.
4)Точение наружной поверхности 30
t= 1,4 мм – глубина резания;
s = 0,8 мм/об – подача; [6,c 266,табл. 11]
Выбирая необходимые коэффициенты аналогично пункту 1 и подставляя значения в формулу (6.10), получим:
![]() = 67,79 м/мин.
= 67,79 м/мин.
Подставляя полученное значение в формулу (6.2), получим:
![]() 320,18 об/мин.
320,18 об/мин.
Корректируем частоту
вращения по паспорту станка ![]() =400 об/мин.
=400 об/мин.
Рассчитываем действительную скорость резания по формуле (6.3):
![]() 84,7 м/мин.
84,7 м/мин.
5)Точение наружной поверхности 2 (проход 2)
t= 3,0 мм – глубина резания;
s = 0,6 мм/об – подача; [6,c 266,табл. 11]
Выбирая необходимые коэффициенты аналогично пункту 1 и подставляя значения в формулу (6.10), получим:
![]() = 67,34 м/мин.
= 67,34 м/мин.
Подставляя полученное значение в формулу (6.2), получим:
![]() 527,94 об/мин.
527,94 об/мин.
Корректируем частоту
вращения по паспорту станка ![]() =630 об/мин.
=630 об/мин.
Рассчитываем действительную скорость резания по формуле (6.3):
![]() 80,36 м/мин.
80,36 м/мин.
6) Рассчитываем основное время
Рассчитываем основное время по формуле (6.5):
![]() 1,35 мин
1,35 мин
7) Рассчитаем штучное и штучно-калькуляционное время
Штучное время определяется по формуле :
![]() ,мин (6.6)
,мин (6.6)
где Твс – вспомогательное время, мин
Тоб – время на обслуживание рабочего места и отдых, мин
![]() ,мин (6.7)
,мин (6.7)
где Ту.с – время на установку и снятие детали, мин
Тзо – время на закрепление и открепление детали, мин
Туп – время на приемы управления, мин
Тиз – время на измерение детали, мин
Ту.с=0,18 мин, Тзо=0,024 мин, Туп=0,15 мин, Тиз=0,25 мин [1, с 197-208].
![]() 1,12 мин
1,12 мин
где 1,85 – коэффициент перевода к серийному производству.
![]() ,мин (6.8)
,мин (6.8)
где Поб=6,5% – затраты времени на обслуживание рабочего места и оборудования в процентах к оперативному [1, с 214, табл. 6.1].
![]() 0,16мин
0,16мин
Таким образом, ![]() =
1,35+1,12+0,16=2,63 мин
=
1,35+1,12+0,16=2,63 мин
Штучно-калькуляционное время рассчитаем по формуле:
![]() ,мин (6.9)
,мин (6.9)
где Тп-з =15,7 мин – подготовительно заключительное время [1, с 215].
n – размер партии.
![]() 2,79 мин/шт
2,79 мин/шт
Режимы резания и нормы времени на остальные операции определим по методике [7] и результаты расчетов занесем в таблицу 6.1
Таблица 6.1
Режимы резания и нормы времени
| Операция |
Переход (пози- ция) |
Глубина t, мм |
Скорость V,м/мин |
Подача S |
Частота n, об/мин |
Основное время То, мин |
Штучное время ТШТ, мин |
Штуч.-калькул. время ТШТ-К, мин |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|
10 Фрезерно-центровальная |
1 2 |
2,3 2,5 |
314,4 26,3 |
0,1мм/зуб 0,12мм/об |
1000 400 |
0,98 0,26 |
2,66 | 2,87 |
|
15 Токарная |
1 2 |
4,0 2,1 |
32,4 70,25 |
0,2мм/об 0,6мм/об |
250 400 |
0,35 0,58 |
2,04 | 2,24 |
|
20 Токарная черновая |
1 2 |
4,0 3,6 |
30,6 62,7 |
0,2мм/об 0,6мм/об |
250 400 |
0,76 2,1 |
4,85 | 5,05 |
|
25 Токарная черновая |
1 | 3,0 | 61,32 | 0,6мм/об | 400 | 1,35 | 2,63 | 2,79 |
|
30 Токарная чистовая |
1 2 |
1,5 3,0 |
29,4 70,1 |
0,1мм/об 0,6мм/об |
125 400 |
0,86 2,1 |
4,31 | 4,53 |
|
35 Токарная чистовая |
1 2 |
1,5 3,0 |
29,4 73,6 |
0,1мм/об 0,6мм/об |
125 400 |
1,1 1,35 |
3,7 | 3,92 |
|
40 Червячно- фрезерная |
1 | 1,0 | 19,8 | 0,5 мм/об | 78 | 27,5 | 31,42 | 31,62 |
|
45 Зубофрезерная |
1 | 4,5 | 30 | 1,0 мм/об | 125 | 10,5 | 12,6 | 12,8 |
|
50 Шлифовальная предваритель- ная |
1 | 0,4 | 35 | 0,01 мм/об | 250 | 4,92 | 6,53 | 6,73 |
|
55 Шлифовальная предваритель- ная |
1 | 0,4 | 35 | 0,01 мм/об | 250 | 4,68 | 5,96 | 6,16 |
|
60 Токарная |
1 | 0,2 | 8,21 | 1,5 мм/об | 81,6 | 1,76 | 2,5 | 2,7 |
|
70 Центрошли- фовальная |
1 | 0,05 | 30 | 0,005 мм/об | 125 | 0,89 | 1,51 | 1,71 |
|
75 Шлифовальная окончательная |
1 | 0,2 | 30 | 0,005 мм/об | 250 | 3,1 | 4,57 | 4,77 |
|
80 Шлифовальная окончательная |
1 | 0,2 | 30 | 0,005 мм/об | 250 | 2,95 | 4,55 | 4,75 |
|
85 Червячно- шлифовальная |
1 | 0,4 | 35 | 0,04 мм/об | 250 | 26,8 | 29,1 | 29,3 |
|
90 Зубошлифоваль- ная |
1 | 0,4 | 35 | 0,04 мм/об | 250 | 9,52 | 11,45 | 11,65 |
7. ПАТЕНТНЫЕ ИССЛЕДОВАНИЯ
Задача раздела – на базе патентного поиска предложить прогрессивное техническое решение (ТР) в целях усовершенствования технологической операции и сделать вывод о возможности его использования.
7.1 Обоснование необходимости патентных исследований
В качестве объекта усовершенствования операции 50 Зубофрезерной как технологической системы примем применяемый в базовом техпроцессе режущий инструмент – фрезу червячную. Выявить прогрессивные ТР, которые могут лечь в основу усовершенствованного объекта, можно в результате патентного исследования достигнутого уровня вида техники «Фрезы». Использовать усовершенствованный объект можно только в том случае, если он обладает патентной чистотой в странах, где предполагается его использование. Установить, обладает ли усовершенствованный объект патентной чистотой, можно в результате его патентной экспертизы.
Для решения этих задач проведем исследования достигнутого уровня вида техники «Фрезы» и экспертизу патентной чистоты усовершенствованного объекта.
На базовом предприятии на операции 50 Зубофрезерной применяют фрезу червячную ГОСТ 9324-80.
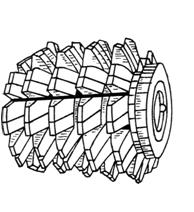
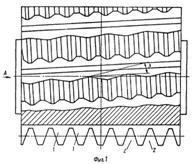
Червячная фреза предназначена для фрезерования зубьев цилиндрической вал-шестерни.
Червячная фреза, рис.7.1, изготовлена из быстрорежущей стали Р6М5. Расположенные вдоль оси профильные стружечные канавки 2 образуют зубья 1, которые имеют передние и задние по вершине и боковым сторонам углы, необходимые для обеспечения резания.
Червячная фреза производит нарезание зубьев методом обката, при этом ось червячной фрезы наклоняется под углом так, чтобы в зоне обработки касательная к витку ее резьбы была параллельна зубу обрабатываемой заготовки.
|
![]()
|
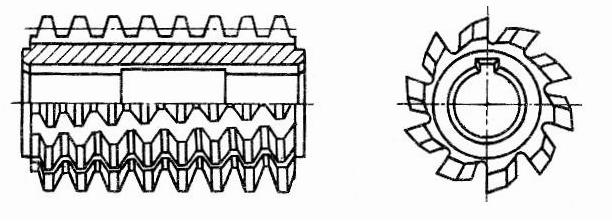
Рис. 7.1
7.2 Исследование достигнутого уровня вида техники «Фрезы»
Главными недостатками применяемой фрезы являются:
- малая стойкость;
- недостаточная точность обработки;
- неравнопрочность зубьев вдоль оси;
- низкая производительность.
Причинами этих недостатков являются неоптимальность конструкции данного режущего инструмента.
Цель исследования достигнутого уровня вида техники «Фрезы» - усовершенствование исследуемой червячной фрезы и нахождение таких прогрессивных ТР, которые могли бы устранить недостатки, указанные выше.
7.2.1 Составление регламента поиска№1
Регламент поиска определяет перечень исследуемых технических решений (ИТР), их рубрику по Международной классификации изобретений (МКИ) и индекс Универсальной десятичной классификации (УДК), страны поиска, его ретроспективность (глубину), перечень источников информации, по которым предполагается провести поиск.
Червячная фреза характеризуется конструктивными признаками – наличием элементов, их формой, материалом, размерами, взаимным расположением и взаимосвязью. Это существенные признаки при исследовании данного инструмента. Признаки способа и вещества отсутствуют. Следовательно, данный инструмент рассматриваем как устройство.
Исследуемое устройство – фреза червячная содержит следующие ТР:
а) конструкция червячной фрезы;
б) зубофрезерование – технологический переход, положенный в основу работы червячной фрезы;
в) способ изготовления червячной фрезы.
Из выявленных ТР выбираем ИТР – такие ТР, совершенствование которых может обеспечить достижение сформулированной выше цели - устранения недостатков фрезы путем устранения их причин. Это ТР «Конструкция червячной фрезы».
Для определения рубрики МКИ определяем ключевое слово – «Зуборезный инструмент».
По «Алфавитно-предметному указателю» т.2 [8] для ключевого слова определяем предполагаемую рубрику МКИ:
В23F21/00 – 21/18 Инструмент, используемый в зуборезных станках.
По указателю к МКИ, т.2, разд.В [9] уточняем рубрику МКИ:
В23F21/00 Инструмент, используемый в зуборезных станках;
21/12 . инструменты для фрезерования;
21/12 .. червячные фрезы.
Индекс УДК определяем по Указателю к универсальной десятичной классификации.
621.9 Обработка резанием
621.914.1 Фрезерование
621.914.6 Червячные фрезы
Ретроспективность (глубину) поиска устанавливаем в 20 лет, полагая, что наиболее прогрессивные ТР содержатся в изобретениях, сделанных в последнее время.
В качестве стран поиска выбираем ведущие страны в области машиностроения – Россию (СССР), Великобританию, Германию, США, Францию и Японию.
В качестве источников информации принимаем патентные описания, патентные бюллетени РФ и СССР, бюллетень «Открытия, изобретения», реферативный сборник «Изобретения стран мира» соответствующих выпусков, реферативный журнал 14А «Резание металлов. Станки и инструменты», технические журналы и книги в области мехобработки.
Данные заносим в табл. 7.1 «Регламент поиска».
Таблица 7.1
Регламент поиска №1, №2, №3
Объект: Фреза червячная
Вид исследования:
1) Исследование уровня вида техники;
2) Исследование патентной чистоты;
3) Исследование патентоспособности.
|
Предмет поиска (ИТР) |
Индексы МКИ(НКИ) и УДК | Страны поиска | Глубина поиска, лет | Источники информации |
| 1 | 2 | 3 | 4 | 5 |
| 1)Конструкция фрезы |
МКИ: В23F21/12 21/16 УДК: 621.9 621.914 621.914.6 |
РФ(СССР) Великобритания Германия США Франция Япония |
20 (1986-2006) |
Патентные описания Патентные бюллетени РФ и СССР Реф. сб. ВНИИПИ “Изобретения стран мира” Реф. журнал ВИНИТИ 14А “Резание металлов. Станки и инструмент” (14 Технология машиностроения) ЭИ ВИНИТИ “Режущие инструменты” |
| 2)Конструкция фрезы |
МКИ: В23F21/12 21/16 УДК: 621.9 621.914 621.914.6 |
РФ(СССР) США |
20 (1986-2006) |
|
| 3)Конструкция фрезы |
МКИ: В23F21/12 21/16 УДК: 621.9 621.914 621.914.6 |
РФ(СССР) Великобритания Германия США Франция Япония |
50 (1956-2006) |
Журналы: “Вестник машиностроения”, “Станки и инструменты”, “Машиностроитель” Книги |
7.2.2 Патентный поиск
Просматриваем источники информации в соответствии с регламентом, табл. 7.1 Выбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР. По этим документам знакомимся с рефератами, аннотациями, формулами изобретений, чертежами. Сведения о ТР, имеющих отношение к ИТР, заносим в табл. 7.2.
Изучаем сущность занесенных в табл.7.2 ТР по сведениям, содержащимся в таблицах, а также путем просмотра текстов патентных описаний, статей и т.п. Если из рассмотрения сущности ТР видно, что оно служит достижению той же цели, что ИТР (аналог ИТР), документ включаем в перечень для детального анализа. Запись об этом делаем в графе 5 табл.7.2.
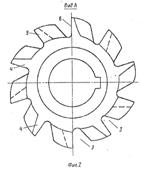
Эскизы аналогов приведены на рис.7.2.
Эскизы аналогов
|
а)
б)
в)
г)
д)
Рис. 7.2
Таблица 7.2
Патентная документация, отобранная для анализа
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, классификационный индекс | Автор, заявитель, страна, дата публикации, название | Сущность ТР и цель его создания | Подлежит (не подлежит) детальному анализу при исследовании уровня вида техники | Подлежит (не подлежит) детальному анализу при исследовании патентной чистоты |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Червячная фреза |
США пат № 1140376 В23F21/16 |
Дж. Торнсберг США, 25.07.95 Червячная фреза |
1. На фиг.1(рис.7.2а) схематически показана червячная фреза; на фиг.2 положение передней поверхности червячной фрезы относительно основного цилиндра. Червячная фреза содержит корпус 1. На корпусе по винтовой линии расположены режущие зубья 2 с прямолинейными боковыми режущими кромками 3. Режущие зубья выполнены с плоской передней поверхностью 4. Передняя поверхность зубьев развернута относительно оси фрезы на расчетный угол. Цель – упрощение возможности нарезания цилиндрических зубчатых колес эвольвентного профиля. |
Подлежит | Подлежит |
| Червячная фреза |
Россия (СССР) пат № 1337209 В23F21/16 |
Володин С.А. СССР, 15.09.88 Червячная фреза |
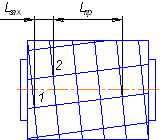
2. Червячная фреза (рис. 7.2б) содержит заходную и профилирующую и профилирующую части, причем стружечные канавки 1 на заходной части наклонены под углом к оси фрезы, а передние поверхности зубьев заходной части смещены относительно передних поверхностей зубьев профилирующей части. Стружечные канавки 2 на профилирующей части выполнены под углом к оси фрезы, равным углу наклона стружечных канавок на заходной части. Цель – повышение стойкости инструмента. |
Подлежит | Подлежит |
| Червячная фреза |
Россия (СССР) пат № 1366329 В23F21/16 |
Яшин Б.И. СССР, 03.01.89 Червячная фреза |
3. Червячная фреза спрофилирована на базе исходного червяка. Зубья 1 (рис.7.2в) фрезы оснащены режущими кромками 2. Исходный контур фрезы смещен в сторону оси фрезы на величину mх. Начальное смещение исходного контура равно расстоянию между делительным цилиндром 3 фрезы и делительной плоскостью 4 исходной рейки 5, находящейся в беззазорном зацеплении с производящим червяком фрезы. Цель – повышение стойкости фрезы. |
Подлежит | Подлежит |
| Червячная фреза |
Россия (СССР) пат № 1168362 В23F21/16 |
Подураев В.Н.. СССР, 23.07.87 Червячная фреза |
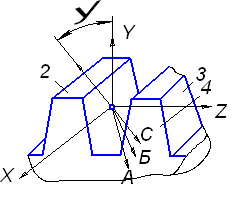
4. На фиг.1 (рис.7.2г) представлена червячная фреза; на фиг.2 – вид А на фиг.1. Червячная фреза содержит режущие зубья 1, образованные впадинами 2 производящего червяка и стружечными канавками 3. Зубья 1 расположены таким образом, что их передние поверхности 4 повернуты вокруг касательной, проведенной к боковой левой режущей кромке 5 или правой режущей кромке 6. Цель – повышение качества обрабатываемой поверхности зубьев нарезаемого колеса. |
Подлежит | Подлежит |
| Червячная фреза |
Россия (СССР) пат № 2070847 В23F21/16 |
Чурбаков В.Ф. Россия, 27.12.96 Червячная фреза |
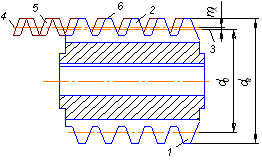
5. На фиг.1 (рис.7.2д) показана червячная фреза (общий вид); на фиг.2 – вид А на фиг.1; на фиг.3 – вид В на фиг.2; на фиг. 4 –вид С на фиг.2; на фиг.5 – профили зубьев чередующихся реек наложенные друг на друга. Зубья нечетных реек (фиг.2 и 3) выполнены с стружкоразделительными фасками: на левой боковой стороне фаска имеет высоту 0,25m и угол профиля, больший угла основного профиля на 10-15є, на правой боковой стороне фаска имеет высоту меньше высоты правой фаски на 0,125m, а угол больший угла правой фаски на 30-35є. Зубья четных реек (фиг. 2 и 4) выполнены со стружкоразделительными фасками, расположенными в порядке обратном зубьям нечетных реек с сохранением соответствующих углов. Такое расположение фасок позволяет выровнять длины периферийных режущих кромок на всех зубьях. Цель – повышение точности обработки зубчатых колес |
Подлежит | Подлежит |
7.2.3 Анализ результатов поиска
Устанавливаем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. К таким показателям будем относить:
а)показатели, обеспечивающие достижение цели усовершенствованного объекта;
б) показатели, улучшающие полезные свойства объекта;
в) показатели, ослабляющие вредные свойства объекта.
Показатели положительного эффекта заносим в табл.7.3.
Оцениваем обеспечение каждого показателя положительного эффекта каждым аналогом в баллах по группам а) и б) – от 0 до 5 баллов, по группам в) и г) – от -2 до 2 баллов. ИТР по каждому показателю выставляем оценку 0. Оценки заносим в табл.7.3 Суммируем оценки по каждому аналогу.
Таблица 7.3
Оценка преимуществ и недостатков аналогов
| Показатели положительного эффекта | ИТР | Аналоги | |||||
| США пат № 1140376 | Россия (СССР) пат № 1337209 | Россия (СССР) пат № 1366329 | Россия (СССР) пат № 1168362 | Россия (СССР) пат № 2070847 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| а) | Повышение стойкости | 0 | 1 | 4 | 4 | 3 | 2 |
| Увеличение прочности зубьев | 0 | 1 | 2 | 1 | 2 | 1 | |
| Повышение точности обработки | 0 | 4 | 1 | 1 | 1 | 4 | |
| б) | Снижение резонансных колебаний. | 0 | 1 | 3 | 1 | 3 | 0 |
| в) | Повышение качества обрабатываемой поверхности | 0 | 1 | 1 | 0 | 1 | 0 |
| Удобство перетачивания | 0 | 0 | -1 | 2 | -2 | -1 | |
| г) | Упрощение конструкции | 0 | -1 | -1 | 0 | 0 | 0 |
| Суммарный положительный эффект | 0 | 7 | 9 | 9 | 10 | 7 |
Наибольшую суммарную оценку имеет аналог №1168362 (Подураев В.Н., СССР, Червячная фреза, 23.07.87). Это прогрессивное ТР принимаем для использования в усовершенствованном объекте.
7.2.4 Описание усовершенствованного объекта
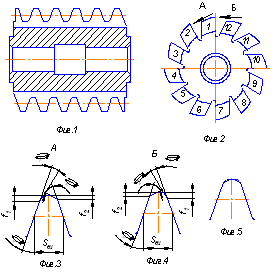
Червячная фреза предназначена для фрезерования зубьев цилиндрической вал-шестерни.
Червячная фреза, рис.7.3, изготовленная из быстрорежущей стали Р6М5, содержит режущие зубья 1, образованные впадинами 2 производящего червяка и стружечными канавками 3. Зубья 1 червячной фрезы расположены таким образом, что их передние поверхности 4 повернуты вокруг касательной, проведенной к боковой левой режущей кромке 5 или правой режущей кромке 6, в точке, принадлежащей делительному цилиндру производящего червяка.
Червячная фреза производит нарезание зубьев методом обката, при этом ось червячной фрезы наклоняется под углом так, чтобы в зоне обработки касательная к витку ее резьбы была параллельна зубу обрабатываемой заготовки. Резание осуществляется поочередно левой и правой режущими кромками.
Эскиз усовершенствованной фрезы
|
|
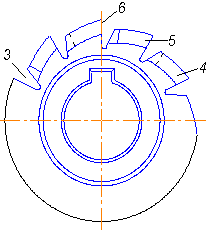
Рис. 7.3
Преимуществом фрезы является расположение зубьев фрезы таким образом, что их передние поверхности повернуты вокруг касательной, проведенной к боковой режущей кромке зуба фрезы в точке, принадлежащей делительному цилиндру производящего червяка, благодаря чему повышается качество обрабатываемой поверхности.
7.3. Исследование патентной чистоты усовершенствованного объекта
Целью экспертизы патентной чистоты объекта является установление его использования.
7.3.1 Составление регламента поиска №2
Из выявленных при составлении регламента поиска №1 ТР выбираем ИТР:
а) в зависимости от объема выпуска объекта, его стоимости и значимости ТР для объекта в целом.
Учитывая, что червячная фреза является объектом серийного производства, поэтому для экспертизы на патентную частоту оставляем все ТР п.7.2.1.
б) в зависимости от сроков известности ТР.
Предварительное знакомство с патентной документацией показало, что в ведущих странах регулярно патентуются конструкции червячных фрез. Поэтому это ТР оставляем в перечне для исследования.
В качестве страны поиска принимаем Россию (СССР), где будет изготовляться и использоваться объект.
Ретроспективность (глубину) поиска устанавливаем в 20 лет – срок действия патентов в РФ.
Рубрики МКИ и УДК, перечень источников информации остаются теми же, что и в регламенте №1.
Данные заносим в табл.7.1.
7.3.2 Патентный поиск
Просматриваем источники информации в соответствии с регламентом №2, табл. 7.1. Сведения о ТР, имеющих отношение к ИТР, дополнительно заносим в табл. 7.2.
Отбираем аналоги ИТР и включаем их в перечень для детального анализа. Запись об этом делаем в графе 6 табл.7.2.
7.3.3 Анализ результатов поиска
Выявляем существенные признаки усовершенствованного объекта и группируем их.
Заносим признаки группы а) элементы, б) форма элементов, в) взаимное расположение элементов в табл.7.4.
Таблица 7.4
Существенные признаки ИТР «Фреза»
| Номер ТР | Признаки ТР | ИТР | Аналоги | ||||
| США пат № 1140376 | Россия (СССР) пат № 1337209 | Россия (СССР) пат № 1366329 | Россия (СССР) пат № 1168362 | Россия (СССР) пат № 2070847 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| а) Элементы | |||||||
| 1 | Режущие зубья | + | + | + | + | + | + |
| 2 | Стружечные канавки | + | + | + | + | + | + |
| 3 | Впадины образующего червяка | + | + | + | + | + | + |
| 4 | Заходная часть фрезы | - | - | + | - | - | - |
| 6 | Профилирующая часть фрезы | + | + | + | + | + | + |
| 7 | Стружкоразделительные фаски | - | - | - | - | - | + |
| б) Форма элементов | |||||||
| 1 | Смещение исходного контура | - | - | + | - | - | - |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 2 | Наклон стружечных канавок | + | + | + | + | + | + |
| 3 | Расположение фасок зубьев | - | - | + | - | - | - |
| в) Взаимное расположение элементов | |||||||
| 1 | Положение передней поверхности зубьев | + | + | - | - | + | - |
Проверяем наличие каждого из признаков ИТР в каждом аналоге. Наличие признака отмечаем знаком «+», отсутствие – «–». Дополнительные признаки аналогов также заносим в таблицу, а отсутствие их у ИТР отмечаем знаком «–».
Сопоставляем совокупности признаков группы а) «элементы» ТР, защищенных действующими патентами, и ИТР (табл.7.4). Видим, что здесь ни один патент исключать из дальнейшего рассмотрения нельзя.
Аналогичным образом анализируем признаки группы б) «форма элементов» и в) «взаимное расположение». Видим, что в ИТР не использованы совокупности признаков на патенты России пат № 1337209, пат №1366329, пат № 2070847, но имеются в патенте №1168362.
Вывод
Усовершенствованная червячная фреза не обладает патентной чистотой по России, т.к. является запатентованной с 1987 г. Следовательно, чтобы выпускать и эксплуатировать червячную фрезу в России надо приобрести лицензию на производство у авторов патента, либо запустить производство годом позже, когда закончится срок действия патента.
8. НАУЧНЫЕ ИССЛЕДОВАНИЯ
Активное внедрение технологий прогрессивных технологий в значительной мере связано с современным ростом производительности механической обработки. Шлифование является финишной операцией большинства технологических процессов и применяется для повышения точности размеров и формы поверхностей. Поэтому повышение эффективности процесса абразивной обработки путем управления структурными параметрами абразивного инструмента следует считать актуальным.
При производстве абразивного инструмента в настоящее время применяют технологию, которая, однако, имеет ряд недостатков:
- с увеличением номера структуры абразивного инструмента его твердость значительно снижается и уменьшается равномерность распределения зерен и пор по объему черепка инструмента;
- с ростом неравномерности распределения зерен значительно увеличивается дисбаланс абразивных кругов, что делает невозможным их эксплуатацию на высоких скоростях и снижает качество обрабатываемой поверхности.
Эти недостатки являются следствием неравномерности распределения абразивного зерна в черепке инструмента.
|
|
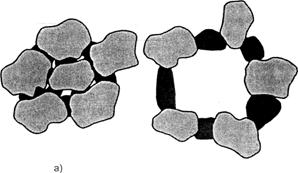
Примеры дефектных структур абразивного инструмента
Рис.8.1
На практике возможны ситуации, когда в процессе прессования зерна собираются в конгломераты (рис.8.1.а), характеризующиеся высокой твердостью и минимальным объемом порового пространства внутри конгломерата.
С другой стороны, появление конгломератов в инструменте влечет за собой появление обратного дефекта - образование пустот (рис.8.1.б). При этом в области появления пустот будет наблюдаться значительное снижение твердости черепка.
Одним из путей устранения этих явлений является управление структурным строением материала абразивного инструмента, что достигается использованием наполнителей различных видов. На сегодняшний день известны следующие виды наполнителей: разрушающиеся при термической обработке инструмента, разрушающиеся в процессе работы инструмента и наполнители с высокой собственной пористостью (полые частицы). Однако технологии изготовления инструмента с использованием указанных наполнителей не лишены недостатков, одни из них чрезвычайно дороги, другие низкотехнологичны.
В качестве наполнителя наиболее целесообразно применение абразивного зерна того же материала, что и зерна основной фракции, но меньшего размера. Идея применения такого наполнителя заключается в том, что зерна более мелкой фракции, находясь внутри черепка инструмента, будут выполнять роль упорядочивающих и армирующих частиц, а при выходе их на поверхность абразивного инструмента — выкрашиваться с образованием поверхностной поры.
Размер частиц наполнителя выбирали с условием, что они должны размещаться в межзерновом пространстве, образуемом зернами основной фракции. Для расчета размера зерен наполнителя в системе МаthCAD разработана физическая пространственная модель, описывающая межзерновое пространство.
При разработке модели принимали следующие допущения:
- форма зерен имеет вид эллипсоидов;
- пора рассматривается как пространство между любыми четырьмя соседними зернами, центры масс которых образуют неправильный тетраэдр;
- геометрические места зерен в пространстве определяются приближенно с заданной точностью приближения;
- каждое зерно описывается набором точек, лежащих на поверхности эллипсоида;
- геометрические параметры абразивного зерна (длина /, ширина Ь, высота /?) принимаются нормально распределенными;
- минимальные расстояния между соседними зернами принимаются равными между собой.
Построение модели осуществляли в несколько этапов.
На первом этапе задавали начальные параметры модели: номер структуры базового инструмента, т. е. инструмента, относительно которого проводятся расчеты; количество точек, описывающих поверхность моделируемых зерен; характеристики распределений геометрических параметров зерна [10].
Второй этап включал расчет длины мостиков связки и определение геометрических параметров абразивных зерен. Поскольку геометрические параметры являются случайными величинами с нормальным законом распределения и известными характеристиками распределения, то их рассчитывали по формуле:
![]() (8.1)
(8.1)
где х - случайная величина с нормальным законом распределения;
п- количество равномерно распределенных случайных величин (в данном случае п = 12);
![]() - случайная
величина, равномерно распределенная в интервале [0; 1];
- случайная
величина, равномерно распределенная в интервале [0; 1];
![]() —
среднее квадратическое отклонение случайной величины х;
—
среднее квадратическое отклонение случайной величины х;
ах — математическое ожидание случайной величины х.
На третьем этапе получали непосредственно модели зерен, произвольно ориентированные в пространстве. Для этого формировали матрицы, содержащие координаты точек, лежащих вблизи поверхностей эллипсоидов с полуосями X,Y и Z. Каждая матрица состоит из трех столбцов и имеет следующую структуру:
|
Mi,0 |
Mi,1 |
Mi,2 |
|
x0 |
y0 |
z0 |
|
x1 |
y1 |
z1 |
|
x2 |
y2 |
z2 |
| ... | ... | ... |
|
xn |
yn |
zn |
В первом
столбце содержатся координаты точек по оси X, во втором по оси Y и в третьем по оси Z. В первой строке содержатся координаты центра эллипсоида (х0, у0,
z0). Координаты точек определяли по следующему принципу:
генерировали три случайных числа, принадлежащие интервалам хх![]() [-х; х], уу
[-х; х], уу![]() [-у; у], zz
[-у; у], zz![]() [-z; z]; затем проверяли соответствие системе двух неравенств:
[-z; z]; затем проверяли соответствие системе двух неравенств:
 (8.2)
(8.2)
Если числа соответствуют условию, т.е. являются координатами точки, лежащей вблизи поверхности эллипсоида, то их записывали в матрицу координат, т.е. генерировали следующую тройку случайных чисел. Графическое представление модели единичного зерна представлено на рис. 8.2.
Четвертый этап моделирования состоит в определении геометрического положения моделей зерен в пространстве путем последовательного их приближения. За основу брали зерно № 1, центр которого располагается в начале координат. Остальные зерна сдвигаются вдоль осей (зерно № 2 вдоль оси Х, №3 - Y и №4 - Z) на расстояния, заведомо превышающие длину мостиков связки. Следующим шагом зерно № 2 приближается к зерну № 1. Приближение ведется вдоль оси Х с шагом 1 мкм до тех пор, пока кратчайшее расстояние между зернами не достигнет lсв.
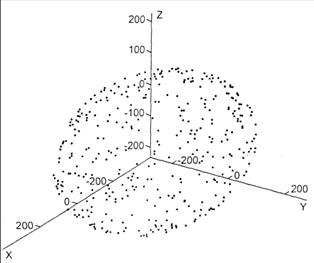
Модель единичного зерна (n=400)
Рис. 8.2
Приближение зерна № 3 к зернам № 1 и 2 ведется в плоскости XY по следующему принципу. Вычисляли расстояния от зерна № 3 до зерен № 1 и 2 и выбирали наибольшее. Затем производили сдвиг зерна № 3 на 1 мкм в направлении наиболее удаленного зерна. Сдвиг производится вдоль прямой, на которой лежат центры эллипсоидов выбранной пары зерен.
Однако возможны случаи, когда в процессе приближения зерно № 3, не достигнув наиболее удаленного, уже может оказаться в зоне ближнего зерна. Для исключения таких ситуаций предусмотрена проверка: если расстояние от зерна № 3 до дальнего зерна все еще превышает lсв, а расстояние до ближайшего меньше lсв, то в таком случае зерно № 3 удаляется от ближайшего на 1 мкм вдоль прямой, на которой лежат центры данных эллипсоидов. Таким образом, циклический сдвиг продолжается до тех пор, пока округленные до целых значения расстояний между зернами не будут равны округленному значению lсв. Принцип приближения зерна № 4 аналогичен таковому для зерна № 3, но ведется не в плоскости, а по всему объему.
Проведя достаточное количество наблюдений, можно сделать вывод о параметрах распределения межзернового пространства инструмента с необходимыми характеристиками.
В качестве наполнителя следует использовать зерна зернистостью, максимум распределения эквивалентного диаметра которого наиболее близок к максимуму распределения диаметра вписанной сферы, но не превышает ее (рис. 8.3).
Кривые распределения диаметров вписанных между зерен окружностей (D)(1) и эквивалентных диаметров зерен фракций
12-Н(d12)(2), 16-Н(d16)(3) и 20-Н(d20)(4)
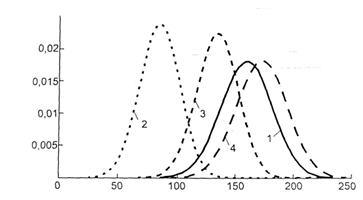
Рис. 8.3
По графикам распределения можно сделать вывод об эффективности использовании в качестве наполнителя электрокорунд белый зернистостью 16-Н, поскольку при использовании зернистости 20-Н с очень высокой вероятностью будут возникать события, когда зерна наполнителя будут разу-порядочивать зерна основной фракции.
Абразивный инструмент на керамической связке изготовляют прессованием с заранее определенной степенью пористости за счет имеющихся неплотностей в объемах абразивного зерна и связующего [11]. Существенно увеличивается степень пористости при введении в состав формовочной массы порообразователей, из которых наиболее практичными являются стеклянные или керамические пустотелые шарики [12], расплавляющиеся во время обжига заготовок инструмента.
В связи с тем, что порообразователь вводится дополнительно к расчетной рецептуре, при заданных номере структуры и степени твердости фактически за счет увеличения степени пористости изменяется содержание абразивного зерна по отношению к остальным компонентам, а следовательно, и номер структуры.
Рецептуру абразивной массы рассчитывают по отношению к 100 весовым частям (в.ч.) абразивного материала. Содержание абразивного материала, отнесенное к 100%, можно определить по следующей формуле:
![]() (8.3)
(8.3)
где A, B, C и D – объемное содержание абразива, связки, клеящего увлажнителя и порообразователя соответственно.
На рис.
8.4 приведены результаты расчета ![]() для абразивного инструмента с
исходным номером структуры №10 для степени твердости ВМ-СТ при различном
содержании порообразователя (до 30 в.ч.).
для абразивного инструмента с
исходным номером структуры №10 для степени твердости ВМ-СТ при различном
содержании порообразователя (до 30 в.ч.).
Зависимость содержания абразивного зерна и номера
структуры от содержания порообразователя при
степени твердости ВМ(1), СМ(2) и СТ(3).
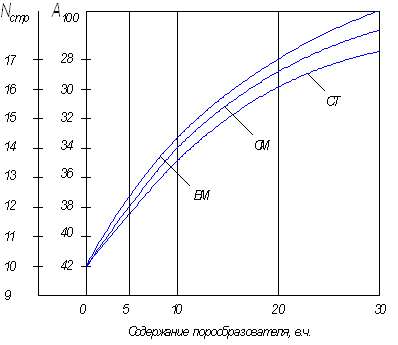
Рис. 8.4
Важным параметром является размер частиц порообразователя, т. е. его зернистости, по отношению к зернистости абразива. Производным в зависимости от содержания порообразователя будет отношение количества зерен абразива n1 к количеству частиц порообразователя n2. Это отношение можно определить по формуле:
![]() (8.4)
(8.4)
где К
– соотношение диаметров порообразователя ![]() и абразивного зерна
и абразивного зерна ![]() ;
;
X – содержание порообразователя;
![]() - удельные
массы абразива и порообразователя соответственно.
- удельные
массы абразива и порообразователя соответственно.
На рис.
8.5 приведены зависимости ![]() от содержания порообразователя при
различных значениях соотношения К для инструмента из электрокорунда.
Видно, что соотношение
от содержания порообразователя при
различных значениях соотношения К для инструмента из электрокорунда.
Видно, что соотношение ![]() , определяющее количество
зерен абразива на одну частицу порообразователя, с увеличением содержания
порообразователя существенно уменьшается, достигая при 30 в. ч. и К = 1
уровня примерно одного зерна на одну частицу. Это соотношение характерно для
равномерной структуры обычного абразивного инструмента. Практичным для
образования крупных пор является соотношение размеров порообразователя и зерна К=
З…4 при содержании порообразователя 10-20 в.ч. Тогда на частицу
порообразователя приходится 40-180 зерен абразива. Получается высокопористый и
высокоструктурный (структуры № 13-16) инструмент, работающий по принципу
прерывистого шлифования, обеспечивающий бесприжоговую обработку с повышенными подачей
и глубиной резания.
, определяющее количество
зерен абразива на одну частицу порообразователя, с увеличением содержания
порообразователя существенно уменьшается, достигая при 30 в. ч. и К = 1
уровня примерно одного зерна на одну частицу. Это соотношение характерно для
равномерной структуры обычного абразивного инструмента. Практичным для
образования крупных пор является соотношение размеров порообразователя и зерна К=
З…4 при содержании порообразователя 10-20 в.ч. Тогда на частицу
порообразователя приходится 40-180 зерен абразива. Получается высокопористый и
высокоструктурный (структуры № 13-16) инструмент, работающий по принципу
прерывистого шлифования, обеспечивающий бесприжоговую обработку с повышенными подачей
и глубиной резания.
На рис. 8.6 приведены зависимости газопроницаемости материала инструмента из электрокорунда и из карбида кремния от зернистости и содержания порообразователя. Видно, что введение порообразователя с зернистостью № 25, т. е. такой же как и абразива, приводит к ее увеличению для электрокорунда почти в 3 раза, а с возрастанием зернистости до № 80 - в 5-6 раз. Аналогично влияние содержания порообразователя в количестве 7-15 % от массы абразива. Однако для карбида кремния уровень повышения газопроницаемости и при максимальных параметрах порообразователя не превышает 2 раз.
Зависимость отношения количества зерен абразива n1 к количеству частиц порообразователя от содержания порообразователя при К, равном 1(1), 2(2), 3(3), 4(4).
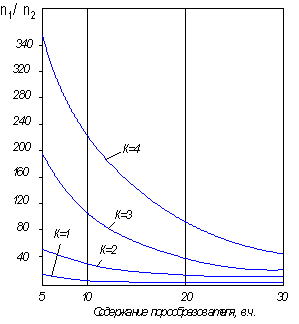
Рис. 8.5
Это объясняется повышенным содержанием и природой свойств спекающейся связки при карбиде кремния по сравнению с плавящейся при электрокорунде, не позволяющей резко повысить степень развитости поровой структуры материала инструмента. При этом, однако, наблюдается некоторое снижение прочности материала инструмента.
Зависимость газопроницаемости (1,2) и прочности при сжатии (3,4) высокопористого материала от зернистости
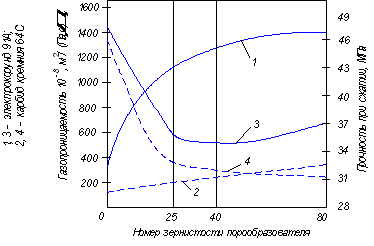
Рис. 8.6
Зависимость газопроницаемости (1,2) и прочности при сжатии (3,4) высокопористого материала от содержания порообразователя
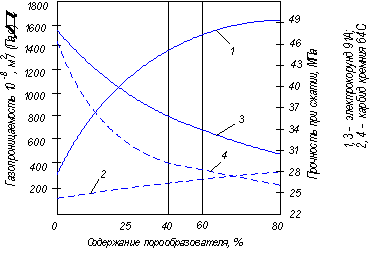
Рис. 8.7
На рис. 8.8, 8.9 показаны закономерности влияния содержания порообразователя и его зернистости на коэффициент шлифования (Кш).
Зависимость коэффициента шлифования от глубины шлифования при введении порообразователя 7 (2), 10 (3) и 15 (4) % по сравнению с кругом структуры № 6 (1)
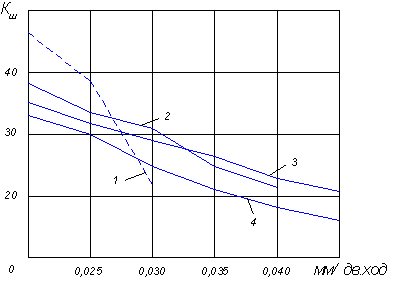
Рис. 8.8
Зависимость коэффициента шлифования от глубины шлифования при зернистости порообразователя № 25 (2), 40 (3), 63 (4) и 80 (5) по сравнению с кругом структуры № 6 (1)
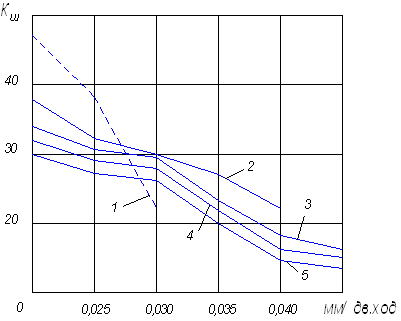
Рис. 8.9
В связи с тем, что введение порообразователя с зернистостью выше, чем абразива, увеличивает расстояние между зернами абразива, шероховатость поверхности при шлифовании высокопористыми кругами несколько выше, чем базовым кругом (рис. 8.10, 8.11). С увеличением содержания и зернистости порообразователя шероховатость поверхности несколько возрастает. Наибольшее влияние на шероховатость оказывает зернистость порообразователя. С увеличением номера зернистости от 25 до 80 параметр шероховатости поверхности возрастает в 1,25—1,3 раза, а с изменением количества порообразователя от 7 до 15 % Rа изменяется не больше, чем на 10%. Кроме того, шероховатость возрастает и при увеличении глубины резания, что характерно при использовании высокопористых кругов.
Таким образом, результаты исследований подтверждают позитивный характер изменения структурно-механических свойств композиционного материала абразивных инструментов с введением порообразователя определенной характеристики, показывают степень повышения эксплуатационных свойств, качества обработки, перспективность технологических возможностей инструмента.
Зависимость параметра шероховатости обработанной поверхности от глубины шлифования при введении по-рообразователя7(2), 10(3) и 15(4)% по сравнению с кругом структуры № б (1)
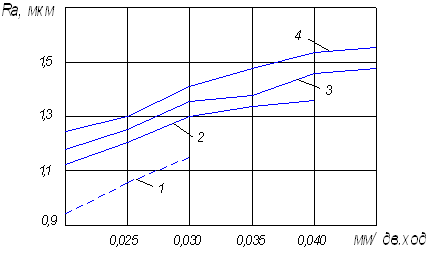
Рис. 8.10
Зависимость параметра шероховатости обработанной поверхности от глубины шлифования при зернистости порообразователя № 25 (2), 40 (3), 63 (4) и 80 (5) по сравнению с кругом структуры № 6 (1)
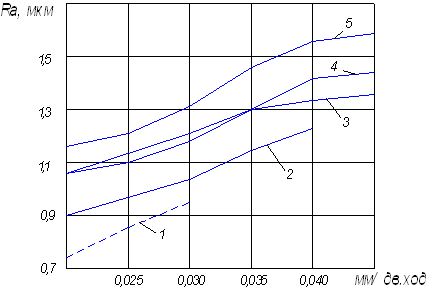
Рис.8.11
Для практического обоснования разработанной технологии были разработаны абразивные круги двух типов: по классической и предлагаемой технологиям. В качестве материала основной фракции использовали электрокорунд белый 25А зернистостью 40-Н, связка - керамическая К5С, структура инструмента № 7, твердость инструмента - СМ2. Круги по предлагаемому принципу изготовляли из тех же материалов, но с добавлением наполнителя - электрокорунда белого 25А зернистостью 16-Н в количестве 5,6 % от массы зерен основной фракции.
Результаты испытаний показали следующее:
- инструмент, изготовленный по предлагаемой технологии, показал увеличение режущей способности на 33,9 % при шлифовании стали 40Х по сравнению с инструментом, изготовленным по классической технологии;
- уменьшение линейного износа круга на 44 %;
- увеличение твердости от СМ2 до СТ1;
- снижение неравномерности твердости на 61 %.
9. ВЫБОР И ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЙ
9.1 Проектирование станочного приспособления
9.1.1 Исходные данные для расчета
Вид и материал заготовки – штамповка Сталь 40Х, sв =750 МПа;
Вид обработки – черновая;
Материал резца – резец сборный со сменной четырехгранной неперетачиваемой пластиной из Т5К10;
Режимы резания – глубина t=3,0 мм; подача s=0,6 мм/об; скорость резания V=61,32 м/мин.
Тип приспособления – одноместное универсальное наладочное (УНП) со сменными кулачками.
Металлорежущий станок – 16К20Ф3 (наибольший диаметр патрона 400мм,
внутренний конус шпинделя – Морзе 2В, основные размеры концов шпинделя по ГОСТ 12595-72).
Теоретическая схема базирования представлена на рисунке 9.1
Операционный эскиз
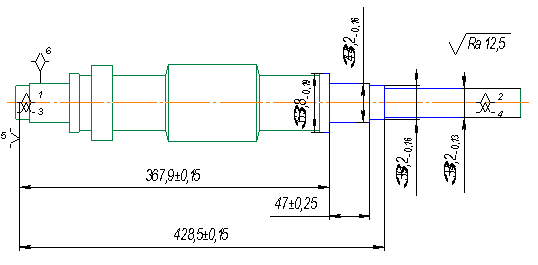
Рис. 9.1
9.1.2 Расчет сил резания
При наружном продольном и
поперечном точении составляющие ![]() силы резания рассчитываются по
формуле:
силы резания рассчитываются по
формуле:
![]()
![]() (9.1)
(9.1)
для ![]()
где, ![]() = 243; [6,c 273,табл. 22]
= 243; [6,c 273,табл. 22]
n =- 0,3; [6,c 273,табл. 22]
х = 0,9; [6,c 273,табл. 22]
y = 0,6; [6,c 273,табл. 22]
для ![]()
где, ![]() = 300; [6,c 273,табл. 22]
= 300; [6,c 273,табл. 22]
n =-0,15; [6,c 273,табл. 22]
х = 1,0; [6,c 273,табл. 22]
y = 0,75; [6,c 273,табл. 22]
Т = 60 мин – период стойкости инструмента;
t= 3,0 мм – глубина резания;
s = 0,6 мм/об – подача; [6,c 266,табл. 11]
![]()
![]() (9.2)
(9.2)
 – коэффициент, учитывающий
качество обрабатываемого материала [6,c 264,табл. 9]
– коэффициент, учитывающий
качество обрабатываемого материала [6,c 264,табл. 9]
![]() =750 МПа – предел прочности
обрабатываемого материала;
=750 МПа – предел прочности
обрабатываемого материала;
![]() = 0,75; [6,c 264,табл. 9]
= 0,75; [6,c 264,табл. 9]
Тогда ![]() ;
;
![]() – коэффициент, учитывающий влияние
угла в плане резца ц
– коэффициент, учитывающий влияние
угла в плане резца ц
![]() =0,89 (для
=0,89 (для ![]() ) [6,c 275,табл. 23]
) [6,c 275,табл. 23]
![]() =0,50 (для
=0,50 (для ![]() ) [6,c 275,табл. 23]
) [6,c 275,табл. 23]
![]() – коэффициент, учитывающий влияние
переднего угла резца г
– коэффициент, учитывающий влияние
переднего угла резца г
![]() =1,1 (для
=1,1 (для ![]() ) [6,c 275,табл. 23]
) [6,c 275,табл. 23]
![]() =1,4 (для
=1,4 (для ![]() ) [6,c 275,табл. 23]
) [6,c 275,табл. 23]
![]() – коэффициент, учитывающий влияние
угла наклона режущей кромки л
– коэффициент, учитывающий влияние
угла наклона режущей кромки л
![]() =1,0 (для
=1,0 (для ![]() ) [6,c 275,табл. 23]
) [6,c 275,табл. 23]
![]() =1,0 (для
=1,0 (для ![]() ) [6,c 275,табл. 23]
) [6,c 275,табл. 23]
Таким образом, ![]() =1,0 × 0,89 × 1,1 × 1,0 = 0,98 (для
=1,0 × 0,89 × 1,1 × 1,0 = 0,98 (для ![]() )
)
![]() =1,0 × 0,50 × 1,4 × 1,0 = 0,7 (для
=1,0 × 0,50 × 1,4 × 1,0 = 0,7 (для ![]() )
)
![]()
![]()
9.1.3 Расчет усилий зажима [13, с71]
В процессе обработки заготовки на нее воздействует система сил. С одной стороны действуют составляющие силы резания, которые стремятся вырвать заготовку из кулачков, с другой – силы зажима, препятствующая этому. Из условия равновесия моментов этих сил и с учетом коэффициента запаса определяются необходимые зажимное и исходное усилия.
Крутящий момент от касательной составляющей силы резания стремится повернуть заготовку в кулачках и равен для данного случая:
![]()
![]() (9.3)
(9.3)
Повороту заготовки препятствует момент силы зажима, определяемый следующим образом:
![]()
![]() (9.4)
(9.4)
где W – суммарное усилие зажима, приходящиеся на три кулачка,H;
f – коэффициент трения на рабочей поверхности сменного кулачка.
Из равенства моментов MP и MЗ определим необходимое усилие зажима, препятствующее повороту заготовки в кулачках:
![]()
![]() (9.5)
(9.5)
Значение коэффициента запаса К, в зависимости от конкретных условий выполнения технологической операции, определяется по формуле:
![]()
![]() (9.6)
(9.6)
где К0 – гарантированный коэффициент запаса, К0=1,5;
К1 – коэффициент, учитывающий неравномерность припуска, К1=1,2;
К2 - коэффициент, учитывающий увеличение сил резания при затуплении инструмента К2 =1,0;
К3 – коэффициент, учитывающий прерывистость резания, К3=1,2;
К4 – коэффициент, учитывающий постоянство сил закрепления, для механизированных ЗМ К4= 1;
К5 – коэффициент, учитывающий эргономику немеханизированного ЗМ, К5=1;
К6 – коэффициент, учитывающий наличие моментов стремящихся повернуть заготовку вокруг своей оси, К6=1,0.
Подставляя в формулу 10.3, получим
KPz=1,5 . 1,2 . 1,0 . 1,2 . 1,0 . 1,0 . 1,0 =2,16
KPy=1,5 . 1,2 . 1,4 . 1,2 . 1,0 . 1,0 . 1,0 =3,02
Коэффициент трения f между заготовкой и сменным кулачком зависит от состояния его рабочей поверхности:
f=0,18 [14, с 384]
Подставив в формулу 9.5 исходные данные получим:
![]()
Сила Py стремится вывернуть заготовку из кулачков относительно оси OO1, создавая момент от силы зажима:
![]()
![]() (9.7)
(9.7)
Данному моменту препятствует момент от силы зажима:
![]()
![]() (9.8)
(9.8)
Необходимая сила зажима равна:
![]()
Для дальнейших расчетов принимаем W=64734Н, т.к. в данном случае при установке червяка осуществляется поджатие задним центром и с помощью люнета, и поэтому в расчетах величины усилия зажима влиянием силы Py пренебрегаем, т.к. опыт показывает, что величина W2 в этом случае значительно меньше силы W1.
Величина усилия зажима W1 прикладываемая к постоянным кулачкам несколько увеличивается по сравнению с усилием W и рассчитывается по формуле:
![]() (9.9)
(9.9)
где lK – вылет кулачка, расстояние от середины рабочей поверхности сменного кулачка до середины направляющей поверхности постоянного кулачка; lK=65мм;
HK – длина направляющей постоянного кулачка; HK=80мм;
f – коэффициент трения в направляющих постоянного кулачка и корпуса
f=0,1
В процессе конструирования патрона данные размеры могут несколько изменяться, но это, как показывает практика, не вносит существенных изменений в расчеты усилий.
Подставив исходные данные в формулу 9.9 получим:
9.1.4 Расчет зажимного механизма патрона [13, c76]
Приступая к расчету зажимного механизма необходимо определится с его конструкцией. В самоцентрирующихся механизмах установочные элементы (В данном случае кулачки) должны быть подвижными в направлении зажима и закон их относительного движения необходимо выдержать с высокой точностью. Поэтому на движения кулачков накладываются условия: разнонаправленность, одновременность и равная скорость движения. Данное условие можно выдержать, обеспечивая движение трех кулачков от одного источника движения (силового привода).
В кулачковых патронах наибольшее применение получили рычажные и клиновые зажимные механизмы.
Рычажный зажимной механизм представляет собой неравноплечий угловой рычаг, смонтированный в корпусе патрона на неподвижной оси, и который своими концами входит с посадкой в пазы постоянного кулачка и центральной втулки.
При расчете зажимного механизма определяется усилие Q, создаваемое силовым приводом, которое зажимным механизмом увеличивается и передается постоянному кулачку.
![]()
![]() (9.10)
(9.10)
где, ic-передаточное отношение по силе зажимного механизма (выигрыш в силе) . Клиновой зажимной механизм рекомендуется применять в патронах, наружный диаметр которых меньше 200 мм, при больших размерах предпочтение отдается рычажному механизму.
На этапе расчета наружный диаметр патрона можно определить по формуле:
![]()
![]() (9.11)
(9.11)
![]()
Принимаем D=240 мм;
принимаем рычажный зажимной механизм с ic=2 (окончательно уточнится после проектирования патрона).
![]()
9.1.5 Расчет силового привода [13, c77]
Для создания исходного усилия Q используется силовой привод, устанавливаемый на задний конец шпинделя. В его конструкции можно выделить силовую часть, вращающуюся совместно со шпинделем, и муфту для подвода рабочей среды.
Вначале следует попытаться применить пневматический привод, т.к. в любом производстве имеются трубопроводы для подачи сжатого воздуха. Диаметр поршня пневмоцилиндра определяется по формуле:
![]()
![]() (9.12)
(9.12)
где P - избыточное давление воздуха, принимаемое в расчетах равным
0,4 МПа.
В конструкцию станка 16К20Ф3 можно встроить силовой привод с диаметром поршня не более 120 мм. Если в расчете по формуле 9.12 диаметр поршня получается более 120 мм, то следует применять гидравлический привод, где за счет регулирования давления масла можно получить большие исходные усилия. При заданном усилии Q подбираем давления масла, чтобы диаметр поршня не превышал 120 мм.
Ход поршня цилиндра рассчитывается по формуле:
![]()
![]() (9.13)
(9.13)
где SW – свободный ход кулачков, который можно принять равным 5 мм.
in=1/ic – передаточное отношение зажимного механизма оп премещению. Значение SQ принимать с запасом 10…15 мм.
Подставляем значения в формулу 9.12
![]()
Для гидравлического привода при 7МПа имеем D=90мм. Принимаем
D=100мм, SQ=20мм.
9.1.6 Описание приспособления
Патроны трехкулачковые поводковые предназначены для крепления заготовок, устанавливаемых в центрах. Передний центр 1 неподвижно закреплен в патроне. Предварительную настрой кулачков 2 на задний размер производят перестановкой их по рифленой поверхности. Благодаря шарнирному соединению тяги 4 с муфтой 5 кулачки могут самоустанавливаться, в результатате чего достигается равномерность зажима заготовки.
9.2 Проектирование контрольного приспособления
9.2.1 Назначение контрольных приспособлений и требования к ним
Контрольными приспособлениями называются специальные или специализированные производственные средства измерения, представляющие собой конструктивное сочетание базирующих, зажимных и измерительных устройств.
Основные требования к контрольным приспособлениям:
1. обеспечение оптимальной точности измерения;
2. обеспечение необходимой производительности;
3. обеспечение удобства в эксплуатации (должно быть эргономично);
4. должно быть технологичным в изготовлении;
5. должно обладать высокой износостойкостью и надежностью;
6. должно быть экономически целесообразно.
Контрольные приспособления применяют при замене непроизводительного контроля универсальными измерительными средствами, в случае невозможности контроля универсальными измерительными средствами и при повышенных требованиях к качеству контроля (исключить попадание брака в годные).
9.2.2 Описание приспособления
Проектируемое приспособление предназначено для контроля радиального биения на ответственных диаметрах червяка. Порядок выполнения контроля:
деталь (червяк) установить в центрах, подвести измерительную головку к контролируемому диаметру, зафиксировать ее положение при помощи болтов М12, подвести наконечник индикатора к контролируемому диаметру. При повороте детали в центрах, индикатор будет показывать радиальное биение, в приспособлении применены регулируемые индикаторные держатели.
Конструкция приспособления универсальна, что позволяет производить контроль различных изделий при базировании по центровым отверстиям.
9.2.3 Погрешности при измерении
Точность метода измерения зависит от конструкции приспособления и способа установки измеряемой детали, от точности самого измерительного прибора.
Составляющие погрешности измерения:
а) погрешности базирования деталей на опоры;
б) погрешности передаточных устройств;
в) погрешности изготовления эталонов, служащих для настройки измерительных средств;
г) допустимая погрешность измерительного средства;
д) случайные погрешности, свойственные данному методу:
- неточность отсчета по шкале измерительного средства;
- неточностью закрепления (непостоянство зажимных сил, влияние качества поверхности детали);
- нарушение первичной настройки измерительного средства;
- температурные колебания.
Случайные составляющие погрешности метода измерения подчиняются закону нормального распределения.
И систематические и случайные погрешности могут быть со знаком «+» или «–» и они равновероятны. Практика показывает, что погрешность метода измерения может составлять от 8% до 35% от допуска на контролируемый размер в зависимости от степени ответственности деталей.
10. ВЫБОР И ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТА
10.1 Исходные данные
Рассчитать и
спроектировать червячную фрезу из стали Р18, при следующих данных вал – шестерни,
сталь 40Х, 37 … 42 HRC, m=2, ![]() =20є, h’=2, h=4.5,
Sd1=3,14.
=20є, h’=2, h=4.5,
Sd1=3,14.
10.2 Определение размеров фрезы по нормали [15, с 79]
10.2.1 Расчетный
профильный угол исходной рейки в нормальном сечении ![]() .
.
10.2.2 Модуль нормальный ![]() мм.
мм.
10.2.3 Шаг по нормали (между соседними профилями фрезы):
![]() (10.1)
(10.1)
![]() мм.
мм.
10.2.4 Расчетная толщина зуба по нормали:
![]() (10.2)
(10.2)
где ![]() - толщина зуба колеса
по нормали на делительной окружности;
- толщина зуба колеса
по нормали на делительной окружности;
![]() - величина припуска под
последующую чистовую обработку.
- величина припуска под
последующую чистовую обработку.
![]() мм.
мм.
10.2.5 Расчетная высота головки зуба фрезы:
![]() (10.3)
(10.3)
![]() мм
мм
10.2.6 Высота зуба фрезы:
![]() (10.4)
(10.4)
![]() мм
мм
10.2.7 Радиус закругления на головке и ножке зуба:
![]() (10.5)
(10.5)
![]() мм.
мм.
10.3 Определение конструктивных размеров фрезы.
10.3.1 Наружный диаметр
фрезы ![]() мм
[15, с 75, табл. 4,].
мм
[15, с 75, табл. 4,].
10.3.2 Число зубьев фрезы:
![]() (10.6)
(10.6)
![]() (10.7)
(10.7)
10.3.3 Падение затылка К = 3 [15, с 80].
10.3.4 Диаметр начальной окружности:
![]() (10.8)
(10.8)
![]() мм.
мм.
10.3.5 Угол подъема витков фрезы на начальной окружности:
![]() (10.9)
(10.9)
где ![]() - число заходов фрезы.
- число заходов фрезы.
![]()
![]()
10.3.6 Шаг по оси между двумя витками:
![]() (10.10)
(10.10)
![]() мм
мм
10.3.7 Ход витков по оси фрезы:
![]() (10.11)
(10.11)
![]() мм
мм
10.3.8 Направление витков фрезы – правое.
10.3.9 Канавки – винтовые.
10.3.10 Осевой шаг винтовой стружечной канавки:
![]() (10.12)
(10.12)
![]()
10.3.11 Угол установки
фрезы на станке ![]() .
.
10.3.12 Расчетные профильные углы фрез:
в нормальном сечении: ![]() .
.
в осевом сечении:
![]() (10.13)
(10.13)
![]() ;
; ![]()
![]() (10.14)
(10.14)
![]() (10.15)
(10.15)
![]() ;
; ![]()
![]() ;
; ![]()
10.4 Проверочный расчет
10.4.1 Требуется
проверить возможность использования червячной фрезы, имеющей размеры профиля: ![]() ;
; ![]() мм; (модуль
2мм);
мм; (модуль
2мм); ![]() мм;
мм; ![]() мм. Для
нарезания колеса параметров:
мм. Для
нарезания колеса параметров: ![]() мм;
мм; ![]() ;
; ![]() мм;
мм; ![]() мм;
мм; ![]() ;
; ![]() .
.
10.4.2 Определяем толщину
зуба, требуемую для обеспечения заданной толщины зуба колеса ![]() на делительном
цилиндре:
на делительном
цилиндре:
![]() (10.16)
(10.16)
![]() мм
мм
10.4.3 Определяем высоту
головки зуба при найденной толщине ![]() :
:
![]() (10.17)
(10.17)
![]() мм
мм
10.4.4 Находим фактически получающийся диаметр:
![]() (10.18)
(10.18)
условие проверки: ![]()
![]() мм
мм
Условие верно, т.к. ![]() .
.
11. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННОГО УЧАСТКА
Червяк изготовлен из конструкционной легированной стали 40Х. Годовая программа выпуска – 1000шт, что при массе 9,1кг соответствует среднесерийному производству. Работа ведется в 2-х сменном режиме.
11.1 Расчёт количества основного технологического оборудования на участке и коэффициента его загрузки
Цель раздела – определение количества основного технологического оборудования при среднесерийном производстве на стадии технологического проекта и подготовки исходных данных для составления планировки участка механической обработки детали.
Исходные данные для проведения этого расчёта являются годовая программа и технологический процесс с нормами времени. Нормы времени приведены в таблице 11.1.
Таблица 11.1
Нормы времени по операциям
| № оп. |
Код и наименование операции |
Тшт , мин |
Модель оборудования |
||
| 1 | 2 | 3 | 4 | ||
| 10 | Фрезерно-центровальная | 2,66 | МР-71М | ||
| 15 | Токарная | 2,04 | 16К20Ф3 | ||
| 20 | Токарная черновая | 4,85 | 16К20Ф3 | ||
| 25 | Токарная черновая | 2,63 | 16К20Ф3 | ||
| 30 | Токарная чистовая | 4,31 | 16К20Ф3 | ||
| 35 | Токарная чистовая | 3,7 | 16К20Ф3 | ||
| 40 | Червячнофрезерная | 31,42 | 5370 (КУ-28) | ||
| 45 | Зубофрезерная | 12,6 | 5К301П | ||
| 50 | Шлифовальная предварительная | 6,53 | 3У131М | ||
| 55 | Шлифовальная предварительная | 5,96 | 3У131М | ||
| 60 | Токарная | 2,5 | 16К20Ф3 | ||
| 65 | Закалка | - | Печь | ||
| 70 | Центрошлифовальная | 1,51 | МВ119 | ||
| 3 | 4 |
|
|||
| 75 | Шлифовальная окончательная | 4,57 | 3У131М | ||
| 80 | Шлифовальная окончательная | 4,55 | 3У131М | ||
| 85 | Червячношлифовальная | 29,1 | 5К881 | ||
| 90 | Зубошлифовальная | 11,45 | 5В830 | ||
При определении количества оборудования необходимо определить действительный фонд времени оборудования Fд.
Действительный фонд времени работы оборудования, принимаемый при расчетах для соответствующего режима работы определим по формуле:
![]() (11.1)
(11.1)
где Вр – коэффициент потерь времени на ремонт оборудования, Вр=7%;
Fн – номинальный фонд времени работы оборудования, определяемый по формуле:
 (11.2)
(11.2)
где Дк – число календарных дней в году, Дк=365;
Пр – число праздничных дней в году, Пр=11;
Вс – число воскресных дней в году, Вс=52;
Сб – число субботних дней в году, Сб=52;
Тсм – длительность рабочей смены, Тсм=8ч;
Дпр – количество предпраздничных дней, Дпр=9;
Тпр – время, на которое сокращается предпраздничный день, Тпр=1ч;
С – количество смен в сутки, С=2.
Таким образом, Fн=((365-11-52-26)·8 - 9∙1)∙2=4398 ч
Fд=4398∙ (1-0,07)=4090 ч.
Годовая программа запуска равна:
![]() (11.3)
(11.3)
где Nг – годовая программа выпуска, Nг=1000шт;
Зч – процент деталей, уходящих в запчасти, Зч=15%;
Бр – процент потерь деталей в брак, Бр=2%.
Nг.зап=1000∙ (1+0,15) ∙ (1+0,02)=1173шт.
Расчётное число станков каждой группы будет находиться по формуле:
![]()
 (11.4)
(11.4)
где Квн – коэффициент выполнения норм, Квн =1,1.
Кисп - коэффициент использования оборудования, 0,95.
Расчёт необходимого количества станков сведём в таблицу 11.2
где Sпр – принимаемое нами количество станков.
Таблица 11.2
Расчетное число станков
| № оп. | Наименование операции |
Расчётное количество станков, Sр |
Принятое количество станков, Sпр |
| 1 | 2 | 3 | 4 |
| 10 | Фрезерно-центровальная | 0,012 | 1 |
| 15 | Токарная | 0,009 | 1 |
| 20 | Токарная черновая | 0,021 | 1 |
| 25 | Токарная черновая | 0,011 | 1 |
| 30 | Токарная чистовая | 0,019 | 1 |
| 35 | Токарная чистовая | 0,016 | 1 |
| 40 | Червячнофрезерная | 0,137 | 1 |
| 45 | Зубофрезерная | 0,055 | 1 |
| 50 | Шлифовальная предварительная | 0,028 | 1 |
| 55 | Шлифовальная предварительная | 0,026 | 1 |
| 60 | Токарная | 0,011 | 1 |
| 65 | Закалка | - | - |
| 70 | Центрошлифовальная | 0,007 | 1 |
| 75 | Шлифовальная окончательная | 0,020 | 1 |
| 80 | Шлифовальная окончательная | 0,020 | 1 |
| 85 | Червячношлифовальная | 0,126 | 1 |
| 90 | Зубошлифовальная | 0,050 | 1 |
Полученные расчетные значения количества станков, округляем в большую сторону до целого числа и определяем необходимую величину догрузки подобными видами продукции.
Догрузка оборудования находится по формуле:
 (11.5)
(11.5)
где Ку =1,05- коэффициент увеличения штучного времени;
Кисп= 0,95 - коэффициент использования оборудования.
Результаты расчётов сведём в таблицу 11.3.
Таблица 11.3
Догрузка оборудования по операциям
| № оп. | Наименование операции |
Догрузка оборудования, Nдог, шт/год |
| 10 | Фрезерно-центровальная | 82415 |
| 15 | Токарная | 107806 |
| 20 | Токарная черновая | 44767 |
| 25 | Токарная черновая | 83444 |
| 30 | Токарная чистовая | 50484 |
| 35 | Токарная чистовая | 58997 |
| 40 | Червячнофрезерная | 6047 |
| 45 | Зубофрезерная | 16601 |
| 50 | Шлифовальная предварительная | 32999 |
| 55 | Шлифовальная предварительная | 36234 |
| 60 | Токарная | 87783 |
| 65 | Закалка | - |
| 70 | Центрошлифовальная | 145955 |
| 75 | Шлифовальная окончательная | 47561 |
| 80 | Шлифовальная окончательная | 47770 |
| 85 | Червячношлифовальная | 6618 |
| 90 | Зубошлифовальная | 18371 |
Проводим заново расчёт необходимого количества оборудования по формуле:
![]()
 (11.6)
(11.6)
Результаты расчётов сводим в таблицу 11.4.
Таблица 11.4
Расчетное число станков с учетом догрузки
| № оп. | Наименование операции |
Расчётное количество станков, Sр |
Принятое количество станков, Sпр |
| 10 | Фрезерно-центровальная | 0,824 | 1 |
| 15 | Токарная | 0,824 | 1 |
| 20 | Токарная черновая | 0,825 | 1 |
| 25 | Токарная черновая | 0,824 | 1 |
| 30 | Токарная чистовая | 0,825 | 1 |
| 35 | Токарная чистовая | 0,825 | 1 |
| 40 | Червячнофрезерная | 0,840 | 1 |
| 45 | Зубофрезерная | 0,830 | 1 |
| 50 | Шлифовальная предварительная | 0,827 | 1 |
| 55 | Шлифовальная предварительная | 0,826 | 1 |
| 60 | Токарная | 0,824 | 1 |
| 65 | Закалка | - | - |
| 70 | Центрошлифовальная | 0,823 | 1 |
| 75 | Шлифовальная окончательная | 0,825 | 1 |
| 80 | Шлифовальная окончательная | 0,825 | 1 |
| 85 | Червячношлифовальная | 0,840 | 1 |
| 90 | Зубошлифовальная | 0,829 | 1 |
Коэффициент загрузки оборудования определяется как отношение расчётного числа к проектируемому:
К = Sp / Sпр (11.7)
Коэффициент загрузки оборудования сведем в таблицу 11.5.
Таблица 11.5
Коэффициент загрузки оборудования
| № оп. | Наименование операции | Коэффициент загрузки оборудования |
| 10 | Фрезерно-центровальная | 0,824 |
| 15 | Токарная | 0,824 |
| 20 | Токарная черновая | 0,825 |
| 25 | Токарная черновая | 0,824 |
| 30 | Токарная чистовая | 0,825 |
| 35 | Токарная чистовая | 0,825 |
| 40 | Червячнофрезерная | 0,840 |
| 45 | Зубофрезерная | 0,830 |
| 50 | Шлифовальная предварительная | 0,827 |
| 55 | Шлифовальная предварительная | 0,826 |
| 60 | Токарная | 0,824 |
| 65 | Закалка | - |
| 70 | Центрошлифовальная | 0,823 |
| 75 | Шлифовальная окончательная | 0,825 |
| 80 | Шлифовальная окончательная | 0,825 |
| 85 | Червячношлифовальная | 0,840 |
| 90 | Зубошлифовальная | 0,829 |
| Среднее значение коэффициента загрузки | 0,827 |
По полученным коэффициентам загрузки оборудования построим график загрузки оборудования (рисунок 11.1)
График загрузки оборудования
![]()
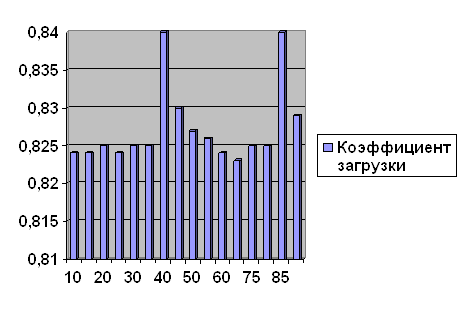
Рис. 11.1
11.2 Расчет числа рабочих
Промышленно – производственный персонал цеха (участка) состоит из производственных и вспомогательных рабочих, инженерно – технических работников (ИТР), служащих и младшего обслуживающего персонала (МОП).
Число рабочих на каждую операцию определяем по формуле:
 (11.8)
(11.8)
где ![]() 1731ч - действительный годовой фонд времени работы рабочего.
1731ч - действительный годовой фонд времени работы рабочего.
Расчёт числа рабочих по операциям техпроцесса сведём в таблицу 11.6
Таблица 11.6
Количество рабочих по операциям технологического процесса
| № оп. | Наименование операции |
Расчетное число рабочих на операцию, Росн |
Принятое число рабочих на операцию, Росн.пр |
| 1 | 2 | 3 | 4 |
| 10 | Фрезерно-центровальная | 1,946 | 2 |
| 15 | Токарная | 1,946 | 2 |
| 20 | Токарная черновая | 1,950 | 2 |
| 25 | Токарная черновая | 1,948 | 2 |
| 30 | Токарная чистовая | 1,949 | 2 |
| 35 | Токарная чистовая | 1,949 | 2 |
| 40 | Червячнофрезерная | 1,986 | 2 |
| 45 | Зубофрезерная | 1,960 | 2 |
| 50 | Шлифовальная предварительная | 1,953 | 2 |
| 55 | Шлифовальная предварительная | 1,951 | 2 |
| 60 | Токарная | 1,947 | 2 |
| 65 | Закалка | - | - |
| 70 | Центрошлифовальная | 1,945 | 2 |
| 75 | Шлифовальная окончательная | 1,949 | 2 |
| 80 | Шлифовальная окончательная | 1,949 | 2 |
| 85 | Червячношлифовальная | 1,984 | 2 |
| 90 | Зубошлифовальная | 1,959 | 2 |
| Итого общее число рабочих | 32 |
После расчёта числа основных производственных рабочих, необходимо рассчитать число вспомогательных рабочих, число контролёров, число ИТР, Численность младшего обслуживающего персонала (МОП).
Вспомогательные рабочие:
![]() 4,8 принимаем
5 человек.
4,8 принимаем
5 человек.
Число контролёров:
![]() 8 принимаем 8
человек.
8 принимаем 8
человек.
Численность ИТР:
![]() 1,11
принимаем 2 человек.
1,11
принимаем 2 человек.
Младший обслуживающий персонал:
![]() 0,74 принимаем 1
человека.
0,74 принимаем 1
человека.
11.3 Организация снабжения материалами и заготовками
Для хранения запаса заготовок предусматривается склад, расположенный в начале участка механической обработки детали. На рабочее место заготовки, уложенные в контейнер открытого типа, доставляются при помощи погрузчиков. В процессе обработки проводится межоперационный контроль, наиболее важными являются контрольные операции перед ТО, каковой являются 065 операция – закалка и после изготовления детали. После каждой из перечисленных операций деталь возвращают на участок на дальнейшую обработку. После проверяют качество изготовленной детали на контрольном столе. Работники планово распределительного бюро обеспечивают подачу деталей и заготовок к станкам.
На основе технической документации, инструментально-раздаточная кладовая (ИРК) заблаговременно комплектует специальный инструмент и приспособления, обеспечивает его заточку, восстановление и списание. Доставку инструмента и приспособлений к рабочему месту осуществляется вспомогательными рабочими.
Сжатый воздух, масло, смазочно-охлаждающая жидкость подаётся к станкам по централизованным трубопроводам. При обнаружении рабочим нехватки масла в станке он обязан сообщить об этом мастеру, а тот в свою очередь даёт заявку вспомогательным рабочим соответствующей службы, которые обеспечивают снабжение основного производства (оборудования участка) маслом, специально оборудованным транспортом с тарой для масла.
11.4 Организация транспортного хозяйства
Главной целью организации транспортного хозяйства является снижение трудоёмкости работ и сокращение времени производственного цикла. Выбор транспортных средств зависит от характера обрабатываемых на участке заготовок, их габаритов и массы, типа производства, конструкции здания.
Доставка заготовок в механический цех осуществляется автотранспортом. Подача контейнеров на склады и к месту обработки выполняется при помощи автопогрузчиков.
Передача деталей от станка к станку осуществляется при помощи вспомогательных рабочих. Такой вид передачи деталей является оптимальным в условиях среднесерийного производства, деталей простой геометрической формы.
Для удаления стружки из рабочей зоны в большинстве станков имеются шнековые устройства, которые перемещают стружку к люку, расположенному с тыльной стороны станка. Дальнейшее транспортирование стружки от станка к общецеховому месту сбора производится при помощи системы скребковых транспортёров (конвейеров), расположенных под полом цеха вдоль станков.
11.5 Организация работы участка и рабочих мест
Организация рабочего места является первичным звеном организации труда. Его правильная организация снижает утомляемость рабочего, повышает работоспособность и в итоге увеличивает производительность труда. Для правильной организации рабочего место важное значение имеет специализация, оснащение, планировка и обслуживание рабочего места. При размещении предметов и средств труда необходимо руководствоваться следующими условиями:
- на рабочем месте не должно быть нечего лишнего, каждая деталь должна иметь своё место
- все часто используемые предметы должны находится ближе к зоне их использования
- расположение предметов на рабочем месте должно быть продуманно с таким расчётом, чтобы рабочий двигался с минимальными затратами сил
- станки должны быть обеспечены местным освещением и пр.
11.6 Планировка механического участка
Планировка участка на заданную программу 1000шт.
Оборудование расставлено по ходу технологического процесса. Стружка удаляется скребковым конвейером, расположенным под полом.
Для инструмента предусмотрены инструментальные ящики. Для улучшения условий труда на участке предусмотрено место для отдыха, место для питьевого аппарата (ситуратора). Для доставки контейнеров с заготовками и деталями по периметру участка расположена дорога (проезд) для автопогрузчиков с односторонним движением. В соответствии с нормами ширина проезда составляет 2000 см. Подвод сжатого воздуха осуществляется от общезаводской централизованной системы. В качестве средств пожарной безопасности предусмотрен пожарный щит, ящик с песком. Имеется верстак, контрольный стол, и др.
При укрупненном проектировании производственную площадь участка определяем по удельной площади, необходимой для размещения станков в зависимости от их массы. Величину удельной площади, приходящейся на один станок берем из [16].
Sпр. = Sуд. × Sобщ. (11.9)
Sпр. = 35 × 12+40 × 4= 580м2
Размеры вспомогательной площади участка определим, исходя из норм для расчета площадей вспомогательных служб.
- склад вспомогательных материалов (0.2 м2 на один станок) – 3,2 м2
- площадь для хранения стружки - 25 м2
- площадь под проходы принимаем 30% от площади станков - 174 м2
- резервное место под дополнительное оборудование - 150 м2
- площадь для места мастера - 12 м2
- площадь под контрольный стол - 10 м2
- площадь под проезд - 82 м2
- место для отдыха -12 м2
- место под контейнеры для материала - 88 м2
- место под кант. площадку - 12 м2
Общая площадь: 1150 м2
Нормативы расстояний между станками, от стен и колонн здания, а также нормы ширины магистральных проездов приведены в [17].
Компоновка механического участка по обработке данной детали представлена на чертеже 07.М15. .76.000.
12. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Цель раздела – рассчитать себестоимость по базовому и проектному вариантам, произвести выбор оптимального варианта и определить показатели его экономической эффективности. Расчет будем вести по методике [18].
Краткую характеристику сравниваемых вариантов занесем в таблицу 12.1
Таблица 12.1
Краткая характеристика сравниваемых вариантов
| Базовый вариант | Проектный вариант |
|
На токарных черновых операциях обработка червяка производится на универсальном станке 16К20. На зубофрезерной операции обработку производим червячной фрезой Р6М5. На зубошлифовальной операции обработку производим червячным шлиф. кругом 25А20НСМ17К Тип производства – среднесерийный Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. |
На токарных черновых операциях обработка червяка производится на станках с ЧПУ 16К20Ф3. На зубофрезерной операции обработку производим модернизированной червячной фрезой Р6М5. На зубошлифовальной операции обработку производим червячным шлиф. кругом 25А16НСМ27К Тип производства – среднесерийный Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. |
Исходные данные занесем в таблицу 12.2
Таблица 12.2
Исходные данные
| Показатели | Номера операций | ||||||||||||||||
| 010 | 015 | 020 | 025 | 030 | 035 | 040 | 045 | 050 | 055 | 060 | 070 | 075 | 080 | 085 | 090 | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
|
Стоимость оборудования, Цоб, тыс. руб. базовый: проектный: |
480 480 |
720 720 |
195 720 |
195 720 |
720 720 |
720 720 |
675 675 |
672 672 |
835 835 |
835 835 |
720 720 |
450 450 |
835 835 |
835 835 |
600 600 |
595 595 |
|
|
Занимаемая площадь, Руд, м2. базовый: проектный: |
5,12 5,12 |
5,75 5,75 |
2,98 5,75 |
2,98 5,75 |
5,75 5,75 |
5,75 5,75 |
2,38 2,38 |
3,38 3,38 |
14,22 14,22 |
14,22 14,22 |
5,75 5,75 |
5,44 5,44 |
14,22 14,22 |
14,22 14,22 |
10,5 10,5 |
3,9 3,9 |
|
|
Коэффициент, учитывающий
дополнительную площадь, базовый: проектный: |
4,0 4,0 |
4,0 4,0 |
4,5 4,0 |
4,5 4,0 |
4,0 4,0 |
4,0 4,0 |
4,5 4,5 |
4,5 4,5 |
3,0 3,0 |
3,0 3,0 |
4,0 4,0 |
4,0 4,0 |
3,0 3,0 |
3,0 3,0 |
3,5 3,5 |
3,5 3,5 |
|
|
Установленная мощность, Муст, кВт. базовый: проектный: |
13 13 |
10 10 |
11 10 |
11 10 |
10 10 |
10 10 |
3,0 3,0 |
2,2 2,2 |
5,5 5,5 |
5,5 5,5 |
10 10 |
2,2 2,2 |
5,5 5,5 |
5,5 5,5 |
3,0 3,0 |
3,0 3,0 |
|
|
Машинное время, Тмаш, мин. базовый: проектный: |
1,24 1,24 |
0,93 0,93 |
4,55 2,86 |
2,94 1,35 |
2,96 2,96 |
2,45 2,45 |
27,5 27,5 |
17,1 10,5 |
4,92 4,92 |
4,68 4,68 |
1,76 1,76 |
0,89 0,89 |
3,1 3,1 |
2,95 2,95 |
26,8 26,8 |
17,44 9,52 |
|
|
Штучное время, Тшт, мин. базовый: проектный: |
2,66 2,66 |
2,04 2,04 |
6,22 4,85 |
4,12 2,63 |
4,31 4,31 |
3,7 3,7 |
31,42 31,42 |
19,3 12,6 |
6,53 6,53 |
5,96 5,96 |
2,5 2,5 |
1,51 1,51 |
4,57 4,57 |
4,55 4,55 |
29,1 29,1 |
19,82 11,45 |
|
|
Стоимость приспособлений, Цпр, тыс. руб. базовый: проектный: |
3,54 3,54 |
5,78 5,78 |
7,78 7,78 |
7,78 7,78 |
7,78 7,78 |
7,78 7,78 |
8,14 8,14 |
9,23 9,23 |
6,51 6,51 |
6,51 6,51 |
7,78 7,78 |
2,08 2,08 |
6,51 6,51 |
6,51 6,51 |
7,52 7,52 |
8,89 8,89 |
|
|
Коэффициент загрузки оборудования, Кз. базовый: проектный: |
0,01 0,01 |
0,008 0,008 |
0,023 0,018 |
0,016 0,01 |
0,016 0,016 |
0,014 0,014 |
0,119 0,119 |
0,073 0,048 |
0,025 0,025 |
0,022 0,022 |
0,009 0,009 |
0,006 0,006 |
0,017 0,017 |
0,017 0,017 |
0,11 0,11 |
0,074 0,043 |
|
|
Количество наименований однотипных деталей, обрабатываемых на станке с ЧПУ, шт. базовый: проектный: |
- - |
118 118 |
- 49 |
- 91 |
55 55 |
65 65 |
- - |
- - |
- - |
- - |
96 96 |
- - |
- - |
- - |
- - |
- - |
|
|
Длительность производственного цикла, дн. базовый: проектный: |
- - |
0,2 0,2 |
0,32 0,27 |
0,33 0,23 |
0,24 0,24 |
0,31 0,31 |
- - |
- - |
- - |
- - |
0,23 0,23 |
- - |
- - |
- - |
- - |
- - |
|
|
Стоимость инструмента, Ци, тыс. руб. базовый: проектный: |
0,91 0,91 |
0,24 0,24 |
0,52 0,52 |
0,22 0,22 |
0,74 0,74 |
0,74 0,74 |
1,9 1,9 |
1,25 1,35 |
0,96 0,96 |
0,96 0,96 |
0,25 0,25 |
0,12 0,12 |
1,1 1,1 |
1,1 1,1 |
1,24 1,24 |
2,4 2,55 |
|
|
Выручка от реализации изношенного
инструм., базовый: проектный: |
0,181 0,181 |
0,048 0,048 |
0,104 0,104 |
0,044 0,044 |
0,148 0,148 |
0,148 0,148 |
0,38 0,38 |
0,25 0,27 |
0,192 0,192 |
0,192 0,192 |
0,05 0,05 |
0,024 0,024 |
0,22 0,22 |
0,22 0,22 |
0,248 0,248 |
0,48 0,51 |
|
|
Количество переточек инструмента до
полного износа, базовый: проектный: |
62 62 |
15 15 |
15 15 |
15 15 |
15 15 |
15 15 |
7 7 |
7 7 |
16 16 |
16 16 |
15 15 |
16 16 |
16 16 |
16 16 |
16 16 |
16 16 |
|
|
Стоимость одной переточки, базовый: проектный: |
36 36 |
7 7 |
7 7 |
7 7 |
7 7 |
7 7 |
45 45 |
45 45 |
90 90 |
90 90 |
10 10 |
90 90 |
90 90 |
90 90 |
90 90 |
90 90 |
|
|
Коэффициент случайной убыли инстр.,
базовый: проектный: |
1,25 1,25 |
1,1 1,1 |
1,1 1,1 |
1,1 1,1 |
1,1 1,1 |
1,1 1,1 |
1,15 1,15 |
1,15 1,15 |
1,1 1,1 |
1,1 1,1 |
1,08 1,08 |
1,1 1,1 |
1,1 1,1 |
1,1 1,1 |
1,1 1,1 |
1,1 1,1 |
|
|
Стойкость инструмента между переточками,
базовый: проектный: |
0,5 0,5 |
1,0 1,0 |
1,0 1,0 |
1,0 1,0 |
1,0 1,0 |
1,0 1,0 |
1,0 1,0 |
1,0 1,0 |
2,0 2,0 |
2,0 2,0 |
1,0 1,0 |
2,0 2,0 |
2,0 2,0 |
2,0 2,0 |
2,0 2,0 |
2,0 2,0 |
|
|
Выручка от реализации изношенного
приспособления, базовый: проектный: |
0,708 0,708 |
1,156 1,156 |
1,556 1,556 |
1,556 1,556 |
1,556 1,556 |
1,556 1,556 |
1,628 1,628 |
1,846 1,846 |
1,302 1,302 |
1,302 1,302 |
1,556 1,556 |
0,416 0,416 |
1,302 1,302 |
1,302 1,302 |
1,504 1,504 |
1,778 1,778 |
|
Таблица 12.3
Исходные данные для экономического обоснования сравниваемых вариантов
| № | Показатели | Условное обозначение, единица измерения | Значение показателей | Источник информации | ||
| Базовый | Проект | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| 1 | Годовая программа выпуска |
Пг, шт |
1000 | 1000 | Задание | |
| 2 | Норма штучного времени, в т.ч. машинное время |
|
В табл. 12.2 | В табл. 12.2 | Расчет | |
| 3 |
Часовая тарифная ставка Рабочего-оператора: Наладчика: |
|
32,06 42,41 |
32,06 42,41 |
Данные кафедры ЭиУП (Прил. 11) | |
| 4 | Эффективный годовой фонд времени рабочего. |
|
1731 | 1731 | ||
| 5 | Коэффициент доплаты до часового, дневного и месячного фондов |
|
1,08 | 1,08 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 6 | Коэффициент доплат за профмастерство (начиная с 3-го разряда) |
|
1,2 | 1,2 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 7 | Коэффициент доплат за условия труда |
|
1,08 | 1,08 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 8 | Коэффициент доплат за вечерние и ночные часы |
|
1,2 | 1,2 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 9 | Коэффициент премирования |
|
1,2 | 1,2 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 10 | Коэффициент выполнения норм |
|
1,1 | 1,1 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 11 | Коэффициент отчисления на социальные нужды |
|
0,26 | 0,26 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 12 | Трудоемкость проектирования техники, технологии |
|
170 | 170 | Прил. 8 | |
| 13 | Цена единицы оборудования |
|
В табл. 12.2 | В табл. 12.2 | Прил. 4 или п. 5-7 списка литературы | |
| 14 | Коэффициент расходов на доставку и монтаж оборудования (0,1…0,25) |
|
0,2 | 0,2 | ||
| 15 | Выручка от реализации изношенного оборудования (5% от цены) |
|
19,5 | Расчет | ||
| 16 | Эффективный годовой фонд времени работы оборудования (при односменной работе – 2030 часов, при 2-хсменной – 4015 часов, при 3-хсменной – 5960 часов). |
|
4015 | 4015 | ||
| 17 | Коэффициент на текущий ремонт оборудования |
|
0,3 | 0,3 | ||
| 18 | Установленная мощность электродвигателя станка |
|
В табл. 12.2 | В табл. 12.2 | Паспорт станка | |
| 19 | Коэффициент одновременности работы электродвигателей (0,8…1,0) |
|
0,9 | 0,9 | ||
| 20 | Коэффициент загрузки электродвигателей по мощности (0,7…0,8) |
|
0,75 | 0,75 | ||
| 21 | Коэффициент загрузки электродвигателя станка по времени (0,5…0,85) |
|
0,65 | 0,65 | ||
| 22 | Коэффициент потерь электроэнергии в сети завода (1,04..1,08) |
|
1,06 | 1,06 | ||
| 23 | Тариф платы за электроэнергию |
|
1,35 | 1,35 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 24 | Коэффициент полезного действия станка (0,7…0,95) |
|
0,8 | 0,8 | ||
| 25 | Цена (себестоимость изготовления) единицы инструмента |
|
В табл. 12.2 | В табл. 12.2 | Задание | |
| 26 | Коэффициент транспортно-заготовительных расходов на доставку инструмента |
|
1,02 | 1,02 | ||
| 27 | Выручка от реализации изношенного инструмента по цене металлолома |
|
В табл. 12.2 | В табл. 12.2 | Прил. 1 | |
| 28 | Количество переточек инструмента до полного износа |
|
В табл. 12.2 | В табл. 12.2 | Прил. 1 | |
| 29 | Стоимость одной переточки |
|
В табл. 12.2 | В табл. 12.2 | Прил. 1 | |
| 30 | Коэффициент случайной убыли инструмента |
|
В табл. 12.2 | В табл. 12.2 | Прил. 1 | |
| 31 | Стойкость инструмента между переточками |
|
В табл. 12.2 | В табл. 12.2 | Прил. 1 | |
| 32 | Цена единицы приспособления |
|
В табл. 12.2 | В табл. 12.2 | Прил. 2 | |
| 33 | Коэффициент, учитывающий затраты на ремонт приспособления (1,5…1,6) |
|
1,55 | 1,55 | ||
| 34 | Выручка от реализации изношенного приспособления (20% от цены) |
|
В табл. 12.2 | В табл. 12.2 | Расчет | |
| 35 | Количество приспособлений, необходимое для производства годовой программы деталей |
|
Принимается равным количеству оборудования | Расчет | ||
| 36 | Физический срок службы приспособления (3…5 лет) |
|
4 | 4 | ||
| 37 | Коэффициент загрузки приспособления (равный коэффициенту загрузки оборудования) |
|
В табл. 12.2 | В табл. 12.2 | Расчет | |
| 38 | Расход на смазочно-охлаждающие жидкости (200…300 руб. на один станок в год) |
|
250 | 250 | ||
| 39 | Удельный расход воды для охлаждения на один час работы станка |
|
0,6 | 0,6 | Данные кафедры ЭиУП | |
| 40 |
Тариф платы за 1м3 воды |
|
1,6 | 1,6 |
Данные кафедры ЭиУП (Прил. 11 |
|
| 41 |
Удельный расход воздуха за 1 час работы установки, приспособления (0,1…0,15 м3/час) |
|
0,14 | 0,14 | ||
| 42 |
Тариф платы за м3 сжатого воздуха |
|
0,15 | 0,15 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 43 | Площадь, занимаемая одним станком |
|
В табл. 12.2 | В табл. 12.2 | Паспорт станка | |
| 44 | Коэффициент, учитывающий дополнительную площадь |
|
В табл. 12.2 | В табл. 12.2 | Прил. 10 | |
| 45 |
Стоимость эксплуатации 1м2 площади здания в год |
|
4500 | 4500 |
Данные кафедры ЭиУП (Прил. 11) |
|
| 46 | Норма обслуживания станков одним наладчиком (10…20 станков на одного рабочего). |
|
16 | 16 | ||
| 47 | Материал заготовки и метод получения. |
Прокат 40Х |
Штамповка 40Х |
Задание | ||
| 48 | Масса заготовки |
|
26,76 | 13,26 | Расчет | |
| 49 | Вес отходов в стружку |
|
17,66 | 4,16 | Расчет | |
| 50 | Цена 1кг материала заготовки |
|
18,45 | 33,94 (с учетом штамп. коэффициен.) | Прил. 5 | |
| 51 | Цена 1кг отходов |
|
1,4 | 1,4 | Прил. 5 | |
| 52 | Коэффициент транспортно-заготовительных расходов (1,05…1,06 – для черных металлов) |
|
1,05 | 1,05 | ||
| 53 | Затраты на разработку одной программы |
|
5000 | 5000 | Прил.6 | |
| 54 | Коэффициент, учитывающий потребности с восстановлением перфоленты |
|
0,06 | 0,06 | ||
| 55 | Период выпуска деталей данного наименования |
|
3 | 3 | ||
| 56 | Величина запуска деталей (размер партии запуска) |
|
В табл. 12.2 | В табл. 12.2 | Прил. 7 | |
| 57 | Межоперационное время на передачу партии деталей |
|
0,5 | 0,5 | ||
| 58 | Оклад инженера-технолога, руб |
Оклад |
5793,7 | 5793,7 | Прил. 11 | |
Таблица 12.4
12.4 Расчет необходимого количества оборудования и коэффициентов
загрузки
| № | Наименование показателей | Расчетные формулы и расчет | Значения показателей | |
| Базовый | Проект | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 |
Расчетное количество основного технологического оборудования по изменяющимся операциям технологического процесса детали, шт. |
|
В табл. 12.2 | |
| 2 |
Принятое количество оборудования, шт. |
Расчетное количество оборудования
округляется до ближайшего большего, целого числа. |
16 | 16 |
| 3 | Коэффициент загрузки оборудования. |
|
В табл. 12.2 | |
| Дополнительные исходные данные для станков с ЧПУ | ||||
| 4 |
Количество наименований однотипных деталей, обрабатываемых на станке с ЧПУ, шт. |
|
В табл. 12.2 | |
| 5 |
Среднесуточный запуск деталей, шт. |
|
2,78 | 2,78 |
| 6 |
Длительность производственного цикла, дней |
|
В табл. 12.2 |
12.5 Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Таблица 12.5
| № | Наименование, единица измерения | Расчетные формулы и расчет | Значения показателей | |
| Баз. | Пр. | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 |
Прямые капитальные вложения в основное технологическое оборудование, тыс. руб. |
|
100,69 | 78,01 |
| 2 | Сопутствующие капитальные вложения: | |||
| 2.1 |
Затраты на проектирование, тыс. руб. |
|
5,6 | |
| 2.2 |
Затраты на доставку и монтаж оборудования, тыс. руб. |
|
15,6 | |
| 2.3 |
Затраты на транспортные средства, руб. |
|
3,9 | |
| 2.4 |
Затраты на дорогостоящие приспособления, тыс. руб. |
|
1,65 | 1,04 |
| 2.5 |
Затраты на инструмент, тыс. руб. |
|
77,23 | 49,1 |
| 2.6 |
Затраты в эксплуатацию производственных площадей, занятых основным технологическим оборудованием, тыс. руб. |
|
11,88 | 8,82 |
| 2.7 |
Стоимость аппаратуры для записи программ (для станков с ЧПУ), тыс. руб. |
|
_ | 1,21 |
| 2.8 |
Оборотные средства в незавершенном производстве (для станков с ЧПУ), тыс. руб. |
|
_ | 0,84 |
| 2.9 |
Затраты на демонтаж заменяемого оборудования, тыс. руб. |
Расчет ведется на реализуемое оборудование из-за ненадобности в случае замены
|
– | 39 |
| 2.10 |
Выручка от реализации заменяемого оборудования, тыс. руб. |
Расчет ведется на реализуемое оборудование из-за ненадобности в случае замены
|
– | 19,5 |
|
Итого сопутствующие капитальные вложения, тыс. руб. |
|
90,76 | 105,61 | |
| 3 |
Общие капитальные вложения, тыс. руб. |
|
191,45 | 183,62 |
| 4 |
Удельные, капитальные вложения, тыс. руб. |
|
0,191 | 0,184 |
12.6 Расчет технологической себестоимости изменяющихся по вариантам операций
Таблица 12.6
| № | Наименование показателей | Расчетные формулы и расчет |
Значения показателей |
|
| Баз. | Пр. | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 |
Основные материалы за вычетом отходов, руб. |
|
493,68 | 469,78 |
| 2 |
Основная заработная плата рабочих операторов, руб. |
|
58,59 | 37,35 |
| 3 |
Основная заработная плата наладчика, руб. |
|
36,99 | 36,99 |
| 4 |
Начисления на заработную плату, руб. |
|
24,85 | 19,33 |
| 5 | Затраты по содержанию и эксплуатации оборудования | |||
| 5.1 |
Затраты на текущий ремонт оборудования, руб. |
|
2,11 | 0,88 |
| 5.2 |
Расходы на технологическую энергию, руб. |
|
2,25 | 1,23 |
| 5.3 |
Затраты на содержание и эксплуатацию приспособлений, руб. |
|
0,55 | 0,35 |
| 5.4 |
Затраты на инструмент, руб. |
|
24,36 | 14,08 |
| 5.5 |
Расходы на смазочные, обтирочные материалы и охлаждающие жидкости, руб. |
|
0,05 | 0,03 |
| 5.6 |
Расходы на воду технологическую, руб. |
|
0,72 | 0,46 |
| 5.7 |
Расходы на сжатый воздух, руб. |
|
0,016 | 0,01 |
| 5.8 |
Расходы на содержание и эксплуатацию производственной площади, руб. |
|
11,89 | 7,43 |
| 5.9 |
Расходы на поставку и эксплуатацию управляющих программ для станков с ЧПУ, руб. |
|
_ | 14 |
|
Итого расходы по содержанию и эксплуатации оборудования, руб. |
|
41,95 | 38,77 |


12.7 Калькуляция себестоимости обработки детали по вариантам технологического процесса
Таблица 12.7
| № | Статьи затрат | Затраты, руб. | Изменения +/- | |
| Базовый | Проект | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 |
Материалы за вычетом отходов:
|
493,68 | 469,78 | -23,9 |
| 2 |
Основная заработная плата рабочих
операторов: |
95,58 | 74,34 | -21,24 |
| 3 |
Начисления на заработную плату: |
24,85 | 19,33 | -5,52 |
| 4 |
Расходы на содержание и
эксплуатацию оборудования: |
41,95 | 38,77 | -3,18 |
|
Итого технологическая
себестоимость: |
656,06 | 602,22 | -53,84 | |
| 5 |
Общецеховые накладные расходы:
|
205,49 | 159,83 | -45,66 |
|
Итого цеховая себестоимость:
|
861,55 | 762,05 | -99,5 | |
| 6 |
Заводские накладные расходы:
|
238,95 | 185,85 | -53,1 |
|
Итого заводская себестоимость
|
1100,5 | 947,9 | -152,6 | |
| 7 |
Внепроизводственные расходы
|
55,03 | 47,4 | -7,64 |
|
Всего полная себестоимость
|
1155,53 | 995,3 | -160,23 |
12.8 Расчет приведенных затрат и выбор оптимального варианта
Таблица 12.8
| № | Наименование показателей, единица измерения | Расчетные формулы и расчет | Значение показателей | |
| Баз. | Пр. | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 |
Приведенные затраты на единицу детали, тыс. руб |
|
1,22 | 1,07 |
| 2 |
Годовые приведенные затраты, тыс. руб. |
|
1218,56 | 1056,02 |
В нашем случае в проектном варианте приведенные затраты на единицу изделия меньшие.
12.9 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
12.9.1 Ожидаемая прибыль (условно-годовая экономия) от снижения себестоимости обработки детали.
![]() (12.1)
(12.1)
![]()
12.9.2 Налог на прибыль
![]() (12.2)
(12.2)
где ![]() =0,24 – коэффициент
налогообложения прибыли
=0,24 – коэффициент
налогообложения прибыли
![]()
12.9.3 Чистая ожидаемая прибыль
![]() (12.3)
(12.3)
![]()
12.9.4 После определения чистой прибыли определим расчетный срок окупаемости капитальных вложений (инвестиций), необходимых для осуществления проектируемого варианта:
![]() (12.4)
(12.4)
![]()
Таким образом, за горизонт расчета принимаем расчетный срок окупаемости в 1 год.
12.9.5 Общая текущая стоимость доходов (чистая дисконтированная прибыль).
![]() , руб (12.5)
, руб (12.5)
где Т – горизонт расчета, лет
Е – процентная ставка на капитал;
t – года получения прибыли.
![]() руб
руб
12.9.6 Интегральный экономический эффект (чистый дисконтированный доход) составит:
![]() , руб (12.6)
, руб (12.6)
![]() руб
руб
Вывод
Так как ЧДД > 0, значит проект эффективен, и поэтому определяем индекс доходности, т.е. прибыль на каждый вложенный рубль:
12.9.7 Индекс доходности
![]()
13. ЭКОЛОГИЧНОСТЬ И БЕЗОПАСНОСТЬ ПРОЕКТА
13.1 Описание рабочих мест, оборудования и выполняемых пераций
Рассматривается производство детали – червяка, достигает в проектируемом варианте 1000 деталей в год при двусменном режиме работы. Поэтому механическая обработка червяка ведется при невысокой автоматизации труда: основные трудоемкие операции выполняются на станках с ЧПУ – токарных и шлифовальных. Помимо металлорежущего оборудования в комплекс входят: контрольная установка, моечная машина, сушильная установка. В процессе предусмотрены быстросменное крепление инструмента, наладка его вне станков и хранение в инструментальных шкафах, устройства для сигнализации о поломке инструмента и автоматический контроль деталей.
Загрузка и транспортировка деталей между станками осуществляется с помощью загрузочно-разгрузочных устройств и транспортных потоков.
Проектируемое производство носит характер среднесерийного производства. Поэтому максимальной автоматизации в разрабатываемом варианте не требуется. Поскольку возрастающие запросы рынка на изменения, как самой продукции, так и ее стоимости поставили перед производителем новые задачи, такие как увеличение производительности, улучшение условий труда за счет внедрения более прогрессивных методов обработки (увеличение стойкости инструмента, увеличение режимов обработки, скорости, подачи), которые трудновыполнимы при жесткой автоматизации. На используемом в проекте оборудовании, станках с числовым программным управлением и на широкоуниверсальных станках будет вестись обработка и других деталей, значит, оборудование может располагаться не в строгом соответствии ходу технологического процесса. Расстояние между станками соответствует санитарно – гигиеническим нормам: ширина переходов равна одному метру, для движения погрузчиков предусмотрены проезды шириной два метра.
Описание технологического оборудования, инструментов, используемых в процессе труда, сведем в таблицу 13.1
Таблица 13.1
Спецификация оборудования, инструмента для производственного участка
|
№ позиции на эскизе участка, рабочего места |
Наименование оборудования, инструмента | Работы, операции, выполняемые на этом оборудовании или этим инструментом |
| 1 | 2 | 3 |
| 010 |
Фрезерно-центровальный станок МР-71М Фреза торцовая Æ100 (пластины Т15К6) ГОСТ 9473-80, Сверло центровочное, тип А 5 Р6 М5 ГОСТ 14952-80 |
Фрезерно-центровальная операция Фрезеровать торцы 1,21; сверлить центровочные отверстия 23,37 |
| 015 |
Токарно-винторезный станок с ЧПУ 16К20Ф3 Резец проходной Т15К6 ГОСТ 18879-73, Резец канавочный Т5К10 ГОСТ 18868-73 |
Токарная операция Точить поверхности 7,8,32 под люнет |
| 020 |
Токарно-винторезный станок с ЧПУ 16К20Ф3 Резец проходной Т15К6 ГОСТ 18879-73, Резец канавочный Т5К10 ГОСТ 18868-73 |
Токарная черновая операция Точить поверхности 8,10,12-19,30,28,39,35 |
| 025 |
Токарно-винторезный станок с ЧПУ 16К20Ф3 Резец проходной Т5К10 ГОСТ 18879-73 |
Токарная черновая операция Точить поверхности 3,4,6,30,25,27,33 |
| 030 |
Токарно-винторезный станок с ЧПУ 16К20Ф3 Резец проходной Т15К6 ГОСТ 18879-73, Резец канавочный Р6М5 ГОСТ 18874-73 |
Токарная чистовая операция Точить поверхности 8,10,12,13,14,15,16,17, 30,18,19,20,22,39,35,40, 36,31,29,28 |
| 035 |
Токарно-винторезный станок с ЧПУ 16К20Ф3 Резец проходной Т15К6 ГОСТ 18879-73, Резец канавочный Р6М5 ГОСТ 18874-73 |
Токарная чистовая операция Точить поверхности 2-6, 30,38,24,26,34,25,27, 33,41,42,31,29 |
| 040 |
Червячнофрезерный станок 5370(КУ-28) Фреза дисковая модульная m=5 Р6М5 ГОСТ 10996-64 |
Червячнофрезерная операция Нарезать червяк, получая поверхности 9,11 |
| 045 |
Зубофрезерный станок 5К301П 6520Ф3 Червячная фреза Æ70 Р6М5 ГОСТ 9324-80 |
Зубофрезерная операция Нарезать шестерню, получая поверхности 43,44 |
| 050 |
Круглошлифовальный станок 3У131М ПП 350x50x76 25А 16H СМ2 7К ГОСТ 2424-83 |
Шлифовальная предварительная операция Шлифовать поверхности 20,19,39,18,35,30,15,10 |
| 055 |
Круглошлифовальный станок 3У131М ПП 350x50x76 25А 16H СМ2 7К ГОСТ 2424-83 |
Шлифовальная предварительная операция Шлифовать поверхности 3,4,5,27,6,33,30 |
| 060 |
Токарно-винторезный станок с ЧПУ 16К20Ф3 Резец резьбовой Р6М5 ГОСТ 18867-73 |
Токарная операция Нарезать резьбу 2 |
| 070 |
Центрошлифовальный станок МВ119 Центродоводочный шлиф.круг |
Центрошлифовальная операция Шлифовать центровые отверстия 23,37 |
| 075 |
Круглошлифовальный станок 3У131М ПП 350x50x76 24А 16H М5 8К ГОСТ 2424-83 |
Шлифовальная окончательная операция Шлифовать поверхности 20,19,18,10 |
| 080 |
Круглошлифовальный станок 3У131М ПП 350x50x76 24А 16H М5 8К ГОСТ 2424-83 |
Шлифовальная окончательная операция Шлифовать поверхности 3,4,5,6 |
| 085 |
Червячношлифовальный станок 5К881 2П 250x76x20 б 200 24А 12H СТ1 9К ГОСТ 2424-83 |
Червячношлифовальная операция Шлифовать поверхности 9,11 |
| 090 |
Зубошлифовальный станок 5В830 Червячный шлиф. круг m=2 24А 20H СМ3 8K ГОСТ 2424-83 |
Зубошлифовальная операция Шлифовать поверхности 43,44 |
| 100 | Контрольный стол | Контрольная операция |
13.2 Идентификация опасных и вредных производственных факторов
Проанализируем все опасные и вредные производственные факторы, которые могут возникнуть при выполнении технологических операций на участке изготовления червяка и внесем их в таблицу 13.2
Таблица 13.2
Опасные и вредные производственные факторы
| № п/п | Наименование опасного и вредного производственного фактора |
Виды работ, оборудование, технологические операции при которых встречается данный производственный фактор |
| 1 | 2 | 3 |
| 1 | Повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека. | На всем оборудовании, во всех операциях, где производится механическая обработка |
| 2 | Повышенный уровень статического электричества | На всем оборудовании, во всех операциях, где производится механическая обработка |
| 3 | Движущиеся машины и механизмы; подвижные части производственного оборудования; передвигающиеся изделия, заготовки, материалы. | На всем оборудовании, во всех операциях, где производится механическая обработка |
| 4 | Фиброгенное воздействие (пыль и абразивная стружка, металлическая пыль) | Операции с 055 по 090 - шлифовальные, центрошлифовальная, зубошлифовальная. |
| 5 | Недостаточное естественное и искусственное освещение | На всех операциях технологического процесса |
| 6 | Повышенный уровень вибрации | На всей территории механического участка |
| 7 | Повышенный уровень шума | На всей территории механического участка |
| 8 | Неблагоприятные параметры микроклимата рабочих мест и производственных помещений | На всей территории механического участка |
| 9 | Физические и нервно-психические перегрузки | Все работающие на участке |
13.3 Воздействие производственного фактора на организм работающего
Производственный травматизм и профессиональные заболевания – это сложные многофакторные явления, обусловленные действием на человека в процессе его трудовой деятельности опасных (вызывающих травмы) и вредных (вызывающих заболевания) факторов.
Опасные и вредные производственные факторы подразделяются на 4 основные группы: физические, химические, биологические и психофизиологические.
К основным травмоопасным физическим факторам относятся: движущиеся машины и механизмы; различные подъемно-транспортные устройства; режущие инструменты; вращающиеся и перемещающиеся приспособления; отлетающие частицы обрабатываемого материала; повышенная температура поверхностей оборудования и обрабатываемых материалов; электрический ток.
Опасность поражения людей электрическим током может возникнуть в случае прикосновения к частям электроустановки или оборудования, нормально не находящимся под напряжением, но с возможностью оказаться под ним при замыкании на корпус электрооборудования.
Вращающийся инструмент может привести к наматыванию одежды, волос на инструмент, механическому повреждению живых тканей организма.
Вредными для здоровья физическими факторами являются: повышенная или пониженная температура воздуха, высокие влажность и скорость движения воздуха, повышенные уровни шума, вибрации, ультразвука. К вредным физическим факторам так же относят запыленность и загазованность воздуха рабочей зоны; недостаточная освещенность рабочих мест и др.
Правильно спроектированное и выполненное освещение на машиностроительных предприятиях обеспечивает возможность нормальной производственной деятельности. Недостаточное освещение отрицательно влияет на работников. Оно ухудшает зрение и состояние нервной системы человека. Кроме того, от освещения зависит производительность труда и качество продукции. Следовательно, его недостаток может привести к ухудшению производственного процесса.
Причиной возбуждения вибраций являются возникающие при работе машин и агрегатов неуравновешенные силовые воздействия. Источником их могут быть кривошипно-шатунные механизмы, гидравлические удары при разрыве и т.д. различают общую и локальную вибрации. Общая вызывает сотрясение всего организма, местная вовлекает в колебательное движение отдельные части тела.
Основные источники шума на участке – гидроприводы, шум от удара при разрыве, электродвигатели, зубчатые и ременные передачи, подшипники, особенно при наличии износа, перекосов и дисбаланса движущихся частей, а также сам процесс резания и вибрации технологической системы ЗИПС.
Неблагоприятные параметры микроклимата рабочих мест и производственных помещений: в соответствии с ГОСТ 12.1.005 – 88 устанавливаем оптимальные и допустимые метеорологические условия для рабочей зоны помещения. Оптимальная температура воздуха 18¸22°С; оптимальные величины относительной влажности составляют 40¸60 %; скорость движения воздуха в зимнее время не должна превышать 0.2¸0.5 м/с, летом - 0.2¸1.0 м/с.
К химическим вредным и опасным производственным факторам относят различные вредные пары и газы – пары бензола и толуола, окись углерода и т.д. К этой же группе следует отнести агрессивные жидкости (кислоты, щелочи), которые могут причинить химические ожоги кожного покрова при соприкосновении с ними.
Обработка резанием червяка происходит с применением смазочно-охлаждающие жидкости, отчего воздух загрязняется аэрозолями (туманами) этих веществ, а так же металлической пылью. Вредные вещества из воздуха проникают в организм человека главным образом через дыхательные пути, а также через кожу и оказывают токсическое действие на организм человека, вызывая раздражение слизистых оболочек дыхательных путей. В процессе обработки образуется железная пыль, которая, попав в лёгкие, оседает там. В результате воздействия вредных веществ могут возникнуть профессиональные заболевания.
К биологическим опасным и вредным производственным факторам относятся микроорганизмы и макроорганизмы, воздействие которых на работающих вызывает травмы или заболевания.
Особую группу составляют психофизиологические опасные и вредные производственные факторы. К ним относятся: физические перегрузки - статические, динамические и нервно-психические перегрузки - умственное перенапряжение, перенапряжение анализаторов (слуха, зрения и др.), монотонность труда, эмоциональные перегрузки.
Таким образом, травмоопасные и вредные производственные факторы следует рассматривать в из взаимосвязи, как факторы опасные для жизни и здоровья человека, и принимать все необходимые меры, предупреждающие возможность их проявления в процессе работы.
13.4 Мероприятия по разработке безопасных условий труда на производственном участке [19]
При организации труда необходимо предусматривать комплекс мероприятий, обеспечивающих высокую производительность и полную безопасность работы. Основные из этих мероприятий следующие:
Рациональная планировка рабочего места, обеспечивающая взаимосвязь основного и вспомогательного оборудования, возможность поддержания зрительной связи между работающими на участке, а также нормы рабочей площадки и разрывов между станками.
Организация бесперебойного питания рабочего места необходимыми материалами, инструментами, а также удаления с рабочего места готовых изделий и отходов.
Для обеспечения безопасности электроустановки оборудуются защитой, которая может быть выполнена в виде защитного заземления, сопротивление которого не должно превышать нормированной величины Rm = 4 Ом.
Вращающийся инструмент должен быть огражден защитными кожухами и отдален от человека на безопасное расстояние. Спецодежда работника должна быть застегнута на все пуговицы, не должно быть свисающих частей, на голове – косынка или кепка.
В цехе и, особенно у шлифовального и фрезерного оборудования, необходимо улавливание аэрозолей и пыли с помощью вентилятора, отсасывающего загрязнённый воздух по трубопроводам к пылегазоочистной установке.
На проектируемом участке присутствует как естественное освещение, так и искусственное, осуществляемое электрическими лампами. Освещение в целях создания наилучших условий видения, должно отвечать следующим требованиям.
а) освещённость на рабочем месте должна соответствовать характеру зрительной работы, который определяется объектом различения, фоном, контрастом;
б) необходимо обеспечить достаточно равномерное распределение яркости на рабочей поверхности, а также в пределах окружающего пространства.
Эффективным средством защиты от вибрации является виброизоляция. Она является наиболее эффективным методом снижения общей вибрации на рабочих местах, а также виброзащиты оборудования и приборов. Между источником вибрации (машиной) и защищаемым объектом (человеком, фундаментом) помещают упругие элементы - амортизаторы, препятствующие передаче колебаний. Это могут быть простейшие резиновые амортизаторы в форме цилиндров, колец или призм. Данный способ защиты должен учитываться при монтаже разрывной установки.
Для снижения шума можно применить следующие методы: уменьшение шума в источнике; рациональная планировка предприятий и цехов; акустическая обработка помещений; уменьшение шума на пути его распространения и, самое главное, регулярная проверка и наладка оборудования для устранения шумов, возникающих в процессе износа оборудования.
Необходимо поддерживать постоянство нормированных параметров микроклимата, т.к. их колебания могут привести к возникновению простудных заболеваний, заболеваний дыхательных путей и сердечно-сосудистой системы работника.
Рабочее место и взаимное расположение его элементов должны обеспечивать безопасное и удобное техническое обслуживание и чистку.
Для сведения к минимуму физических и нервно-психический перегрузок при организации рабочего места должны выполнятся следующие условия: конструкция рабочего места должна обеспечивать удобную рабочую позу человека, что достигается регулированием высоты и угла наклона подставки для ног при ее применении и (или) высоты и размеров рабочей поверхности; конструкцией рабочего места должно быть обеспечено выполнение трудовых операций в зонах моторного поля (оптимальной, легкой досягаемости и досягаемости) в зависимости от требуемой точности и частоты действий.
При проектировании рабочего места в зависимости от характера работы следует работу в положении сидя предпочитать работе в положении стоя или обеспечить возможность чередования обоих положений (например, с применением вспомогательного кресла).
Организация рабочего места должна обеспечивать возможность изменения рабочей позы. Организация рабочего места должна обеспечивать устойчивое положение и свободу движений работающего, сенсорный контроль деятельности и безопасность выполнения трудовых операций. Организация рабочего места должна исключать или допускать редко и кратковременно работу в неудобных позах (характеризующихся, например, необходимостью сильно наклоняться вперед или в стороны, приседать, работать с вытянутыми или высоко поднятыми руками и т.п.), вызывающих повышенную утомляемость. Организация рабочего места должна обеспечивать необходимый обзор зоны наблюдения с рабочего места. Средства отображения информации должны быть размещены в зонах информационного поля рабочего места с учетом частоты и значимости поступающей информации, типа средства отображения информации, точности и скорости слежения и считывания. Органы управления должны быть размещены на рабочем месте с учетом рабочей позы, функционального назначения органа управления, частоты применения, последовательности использования, функциональной связи с соответствующими средствами отображения информации. Расстояние между органами управления должно исключать возможность изменения положения органа управления при манипуляции со смежным органом управления. Рабочее место при необходимости должно быть оснащено вспомогательным оборудованием (подъемно-транспортными средствами и т.д.). Его компоновка должна обеспечивать оптимизацию труда и его безопасность. При планировании участка изготовления червяка учитывались данные вредные факторы, поэтому на момент монтажа они были сведены к минимуму, отклонения от нормы происходят в процессе износа оборудования и устраняются путем систематической подналадки.
13.5 Обеспечение электробезопасности на производственном участке [19]
Все случаи травмирования человека электрическим током обычно делят на две основные группы: поражения внутреннего характера (“электрические удары”) и внешние местные травмы (“электрические ожоги”, метализиция кожи и др.). Наибольшую опасность для жизни и здоровья человека представляют внутренние поражения.
Степень опасности и исход поражения электрическим током зависит от многих факторов: силы тока, проходящего через человека пути тока, его частоты, сопротивления человека в данный момент, продолжительности действия тока.
Принято считать безопасным для человека ток силой до 0,02 А, а проходящий через человека ток 0,1 А и выше является смертельным.
По степени опасности поражения током механические цеха относят к помещениям с повышенной опасностью (температура до 30С°, влажность воздуха около 70%). Для защиты от поражения током обязательно предусматривают: защитное заземление оборудования, изоляция и ограждение токоведущих частей, размещение токоведущих частей на недоступной высоте (применяется в тех случаях, когда ограждение и изоляция недоступны или нецелеобразны), защитное отключение оборудования – специальное устройство автоматически отключающее электрическую установку в случае какого-либо ее повреждения , применение малого напряжения для питания, например, ручного электроинструмента и ручных переносных электроламп.
Все металлические части станков, а также отдельно стоящие электри-ческие устройства, которые могут оказаться под напряжением вследствие нарушения изоляции и замыкания на корпус, должны быть заземлены.
Назначение защитного заземления – устранение опасности поражения людей электрическим током при появлении напряжения на конструктивных частях электрооборудования, т.е. при “замыкании на корпус”.
Принцип действия защитного заземления - снижение опасного значения напряжений прикосновения и шага, обусловленных “замыканием на корпус”. Это достигается уменьшением потенциала заземленного оборудования, а также выравниванием потенциала за счет подъема потенциала основания, на котором стоит человек, до потенциала, близкого по величине к потенциалу заземленного оборудования.
Область применения защитного заземления – трехфазные сети напряжением до 1000 В с изолированной нейтралью и выше 1000 В с любым режимом нейтрали.
Различают заземления искусственные, предназначенные исключительно для целей заземления и естественные – находящиеся в земле металлические предметы другого назначения.
13.6 Обеспечение пожарной безопасности на производственном участке [19]
Пожарная безопасность на предприятии регламентируется строительными нормами и правилами; межотраслевыми правилами пожарной безопасности, а также инструкциями по обеспечению пожарной безопасности на отдельных объектах.
Пожарная защита и взрывозащита производственных объектов обеспечиваются: правильным выбором степени огнестойкости объекта и пределов огнестойкости отдельных элементов и конструкций; ограничением распространения огня в случае возникновения очага пожара; обвалкой и бункеровкой взрывоопасных участков производства или размещением их в защитных кабинах; применением систем активного подавления взрыва; применением легкосбрасываемых конструкций в зданиях и сооружениях; применением систем противодымной защиты; обеспечением безопасной эвакуации людей; применением средств пожарной сигнализации, освещения и пожаротушения; организацией пожарной охраны объекта.
В нашем случае производство относится к категории В (пожароопас-ные производства), так как на участке применяются СОЖ с температурой вспышки 158°С (>61°С) и твердые вещества (тара, ветошь и т.д.), способные гореть, но не взрываться при контакте с воздухом, водой и друг с другом.
Средства предупреждение пожара и эвакуации.
При планировке предприятий требуется обеспечить удобный подъезд пожарных автомобилей к зданиям. Применять при строительстве противопожарные преграды, противопожарные перекрытия, зоны, пожарные стены. Местные противопожарные преграды предназначаются для ограничения распространения пламени в начальной стадии развития пожара.
При пожаре большую опасность представляют собой продукты горения (дым), содержащие отравляющие, а иногда и взрывоопасные вещества. Для их удаления создаются дымовые люки, которые обеспечивают направленное удаление дыма, не задымленность смежных помещений, облегчают обнаружение очага пожара.
Для того чтобы предотвратить воздействие на людей опасных факторов пожара, необходимо при проектировании зданий обеспечить людям возможность быстро покинуть здание. Эту возможность дают эвакуационные выходы. Требования к устройству путей эвакуации и эвакуационных выходов из производственных зданий и помещений определены в СниП 11–2–80 и 11–90–81. Количество эвакуационных выходов принимается по расчету, но обычно должно быть не менее двух.
Способы и средства борьбы с пожарами
В соответствии с условиями, необходимыми для возникновения и распространения горения, прекращение горения может быть достигнуто следующими методами: прекращением доступа в зону горения окислителя (кислорода воздуха) или горючего вещества, а также снижением их поступления до величин, при которых горение невозможно; охлаждением зоны горения ниже температуры самовоспламенения или понижением температуры горящего вещества ниже температуры воспламенения; разбавления горючих веществ негорючими; интенсивным торможением скорости химических реакций в пламени (ингибированием горения) механическим срывом (отрывом) пламени сильной струей газа или воды. На этих принципиальных методах и основаны известные способы и приемы прекращения горения в условиях пожара.
Для ликвидации небольших возгораний на предприятии используют первичные средства пожаротушения: пожарные стволы (водяные и воз-душнопенные), действующие от внутреннего противопожарного водопрово-да (внутренних пожарных кранов), огнетушители, сухой песок, асбестовые одеяла и другой пожарный инвентарь.
Для тушения загораний на начальной стадии и пожаров в начальной стадии их развития применяются огнетушители. По виду огнегасительных веществ их подразделяют на воздушно-пенные, химические пенные, жид-костные, углекислотные, аэрозольные и порошковые.
Наиболее распространены химические пенные огнетушители ОХП–10, ОП-М и ОП-9ММ. Также имеются воздушно – пенные огнетушители: ручные – ОПВ-5, ОПВ-10, стационарные – ОПВ-100 и ОВПУ-250.
13.7 Инженерные расчеты
13.7.1 Расчет допустимого уровня шума
Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид:
 (12.1)
(12.1)
где В – так называемая постоянная помещения, м2
![]() (12.2)
(12.2)
где А – эквивалентная площадь помещения
![]() (12.3)
(12.3)
где LСР – средний коэффициент звукопоглощения внутренних поверхностей помещения площадью SПОВ, LСР = 0,12, тогда
![]() 138
138
 м2
м2
LР – уровень звуковой мощности шума, определяется согласно формулы:
 (12.4)
(12.4)
где ![]() - исходная
мощность, равная мощности переносимой звуковой волной интенсивности I0 через единичную площадку S0=1м2,
- исходная
мощность, равная мощности переносимой звуковой волной интенсивности I0 через единичную площадку S0=1м2,
![]() Вт
Вт
где I0 – интенсивность звука, что соответствует порогу слышимости
Р – мощность источника. Мощность электродвигателей всех станков
Р = 108 кВт = 108×103 Вт.
Подставляя числовые значения, получим:

Ф – фактор направленности, характеризующий неравномерность излучения звука источником по направлениям. В нашем случае Ф = 1, SПОВ – площадь участка. В нашем случае SПОВ = 1150 м2.

13.7.2 Расчет заземления
Напряжение электрооборудования 380В, мощность электрооборудования 108 кВт, нормированная величина сопротивления - Rм = 4 Ом.
Определим сопротивление одиночного заземлителя R1 по формуле в зависимости от формы и расположения заземлителей в грунте:
 , Ом (12.5)
, Ом (12.5)
где, l – длина стержня, l = 0,2 м (рис. 12.2);
d – диаметр стержня, d = 0,012 м;
t0 – расстояние от поверхности грунта до стержня, t0 = 0,5 м;
t – общая длина, t = 0,6 м.
р – удельное сопротивление грунта, р = 30 Ом × м.
 |
Схема стержневого заземления
Рис. 12.2
![]() Ом.
Ом.
Ориентировочно определим количество заземлений:
n = R1/Rм = 85,75 / 4 = 22 шт.
Определим сопротивление соединительного проводника. Длина соединительного проводника при расположении заземлителей в ряд определяется по формуле:
Lс.п. = 1,05 × m × (n-1), м (12.6)
где, m – расстояние между заземлителями, m = 1 м.
Lс.п. = 1,05 × 1 × (22-1) = 22,05 м
Определим сопротивление растеканию тока горизонтального электрода по формуле:
![]() (12.7)
(12.7)
где, l – длина горизонтального электрода, l = 1,5 м ;
d – диаметр стержня, d = 0,08 м;
t0 – расстояние от поверхности грунта до стержня, t0 = 0,5 м;
То
есть ![]() =12,83Ом
=12,83Ом
Определим сопротивление растеканию тока искусственных заземлителей:
![]() , Ом (12.8)
, Ом (12.8)
где hГ – коэффициент использования горизонтального электрода с учетом вертикальных электродов; hГ=0,68
hВ – коэффициенты использования вертикальных электродов, учитывающий их взаимное экранирование; hВ=0,76
Тогда
![]() Ом
Ом
3,94Ом<4Ом
Следовательно, рассчитанная схема заземления обеспечивает безопасную работу на установленном технологическом оборудовании.
13.8 Экологическая экспертиза разрабатываемого объекта
Предприятия машиностроения выбрасывают в атмосферу загрязненный воздух. В результате - постоянное присутствие вредных веществ в воздухе города, которое приводит к хроническим болезням людей (бронхит, астма и др.). Кроме того, загрязнённый воздух отрицательно воздействует на животных, птиц, насекомых и на растения.
Для снижения выброса вредных веществ в атмосферу необходимо детально проработать технологический процесс с целью снижения количества выбросов токсичных веществ.
На участке воздух загрязняется аэрозолями смазочно-охлаждающих жидкостей и металлической пылью (все операции резания), абразивной пылью (шлифовальные операции) и другими веществами, поэтому перед выбросом в атмосферу должен очищаться. Таким образом вредные вещества из рабочей зоны выводятся с помощью приточно – вытяжной вентиляции: приточная вентиляция подает воздух в рабочую зону, а вытяжная удаляет — обе работают одновременно. Количество попадаемого и вытягиваемого воздуха выбирается с учетом требований, предъявляемых к системе вентиляции. Место для забора свежего воздуха выбирается с учетом направления ветра, с наветренной стороны по отношению к выбросным отверстиям, вдали от мест загрязнения.
Загрязнение сточными водами
Промышленные предприятия сбрасывают в водоемы отработанную воду, которая загрязняет сточные воды вредными веществами (песок, окалина, металлическая стружка, пыль, минеральные масла).
При работе используется большое количество СОЖ, масляных эмульсий, образующиеся при этом маслоэмульсионные воды представляют собой водные растворы эмульсолов. Такую сточную воду требуется очищать от маслопримесей. Необходимость в очистке воды возникает на операциях промывки детали раствором олинола.
Возможность загрязнения окружающей среды твёрдыми промышленными отходами.
Отходы машиностроительных предприятий в основном образуются от производства проката, литья, механической обработки. В данной технологии в процессе производства твёрдые отходы образуются в виде амортизационного лома (модернизация оборудования, оснастки), металлической стружки, осадков и пыли (отходы систем очистки воздуха).
Извлечённая при обработке металлическая стружка перерабатывается методом переплава. Для чего её сначала подвергают дроблению на стружкодробилках различных типов (фрезерных, молотковых и валковых). В металлической стружке, предназначенной для переплава, суммарное содержание безвредных примесей, влаги и масла не должно превышать 3%. Наличие этих примесей сверх указанного предела приводит к ухудшению качества выплавляемого металла и к загрязнению окружающей среды. В то же время стружка содержит до 20% СОЖ. Поэтому стружку подвергают обезжириванию, используя центрифуги, моечно-сушильные установки и нагревательные печи. Затем её приводят в компактное состояние, применяя холодное и горячее брикетирование на специальных брикет-прессах. Эти брикеты непосредственно используются в плавильных агрегатах.
Таким образом, технологический процесс оказывается практически безотходным и не влияющим на здоровье людей.
Возможность акустического загрязнения окружающей среды.
Многообразие источников шума и вибрации в машиностроении обуславливает наличие всех их разновидностей. Источниками аэродинамических шумов и механических шумов и вибраций высоких уровней являются вентиляционные системы, насосы, компрессорные установки, суммарный уровень шумов которых (в основном высокочастотных) достигает 135¸145 дБ. Тогда как допустимый уровень шума для территории жилой застройки 33¸67 дБ.
Совокупность возникающих под действием шума нежелательных изменений в организме человека можно рассматривать как шумовую болезнь. Комплекс симптомов, характерный для воздействия вибрации, получил название вибрационной болезни.
Оборудование, по возможности, целесообразнее установить на резиновые амортизаторы, что снижает уровень вибрации в 2 раза и делает его неопасной для окружающей среды. Вибрация в вентиляционных установках снижается путём применения рёбер жёсткости.
13.9 Безопасность объекта при аварийных и чрезвычайных ситуациях
Для ликвидации последствий, вызванных стихийными бедствиями или катастрофами, привлекаются формирования общего назначения и служб гражданской обороны. Основная задача формирований при ликвидации — спасение людей и материальных ценностей. Организация работ производится с учетом обстановки, степени разрушения и повреждения зданий. Работы производятся в сжатые сроки, т.к. необходимо быстро спасти людей и оказать им медицинскую помощь, а также предотвратить последствия катастрофы.
К мероприятиям по предотвращению крупных аварий и катастроф относятся: закладка в проекты вновь создаваемых объектов планировочных, технических и технологических решений, которые должны максимально уменьшить вероятность возникновения аварий или значительно снизить материальный ущерб, если авария произойдет. Кроме того, должны быть предусмотрены мероприятия по эвакуации персонала при чрезвычайных ситуациях (ЧС). В случае появления непосредственной опасности возникновения ЧС в штабе гражданской обороны должен производится инструктаж людей по необходимым действиям при ЧС.
Одним из последствий аварии на предприятиях может стать выброс токсичных отходов в окружающую среду. При возникновении очага поражения токсичными отходами туда высылается радиационная и химическая, а также медицинская разведка для уточнения места заражения и направления распространения зараженного воздуха. Подготавливаются формирования для проведения спасательных работ. В очаге поражения оказывается помощь пострадавшим, проводится их сортировка и эвакуация в медицинские учреждения. Очаг поражения оцепляется - проводится обеззараживание местности, а также санитарная обработка. В первую очередь одеваются противогазы на поражённых, им оказывается первая медицинская помощь, вводятся антидоты. Часто последствием аварии может стать разлив нефти или масла на поверхности водоёмов. Удаляют нефтяную плёнку с поверхности воды с помощью абсорбентов.
В таблице 13.3 приведен перечень спасательных и аварийных работ, проводимых при производственных авариях.
Таблица 13.3
Виды работ проводимых при производственных авариях
| Виды работ | Виды производственных аварий | ||||||
| Аварии на инженерных сетях и коммуникациях |
Землетрясение
|
Выброс ХОВ
|
Взрыв
|
Наводнение
|
Пожар
|
Обрушение зданий | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|
Спасательные работы Поиск пострадавших Извлечение людей из-под завалов Оказание медицинской помощи Эвакуация людей Доставка продовольствия и медикаментов |
+ + + +
+ |
+ + + +
+ |
- + + +
+ |
+ + + -
+ |
+ - + +
+ |
+ + + +
+ |
+ + + -
+ |
|
Пожары Ликвидация очагов пожара Ликвидация массовых пожаров Устройство противопожарных барьеров, насыпей |
+ +
+ |
+ +
- |
+ +
- |
+ +
- |
- -
- |
+ +
+ |
+ +
- |
|
Наводнения Локализация прорывов Ликвидация затопления помещений, зданий, сооружений |
+
+ |
+
+ |
-
- |
+
+ |
+
+ |
-
- |
+
+ |
|
Аварийные и спасательные работы Локализация аварий на коммунально-энергетических сетях и сооружениях Восстановление линий электропередач Восстановление водоснабжения Возведение насыпей, дамб, водоотводящих каналов Обрушение неустойчивых конструкций Расчистка дорог от завалов |
+
+ + - + +
+ |
+
+ + + + +
+ |
+
- + - - -
- |
+
+ + + + +
+ |
+
+ + + + +
+ |
-
+ + - + -
- |
+
+ + - + +
- |
|
Работы на зараженной территории Ликвидация утечки вредных и ядовитых веществ Нейтрализация ядовитых веществ Обеззараживание территории и техники Санитарная обработка людей |
+ + +
+ |
+ + +
+ |
+ + +
+ |
+ + +
+ |
+ + +
+ |
+ + +
+ |
+ + +
+ |
|
|
Заключение
1.Оценена актуальность проблемы, определены цель и задачи проекта.
2.Выполнена оценка служебного назначения червяка, произведена оценка технологичности конструкции детали.
3.Определен тип производства и форма организации технологического процесса.
4.По экономическому критерию выбран метод получения заготовки – штамповка в ГКШП. Масса заготовки существенно уменьшилась.
5.Обоснованно выбраны методы обработки поверхностей детали и разработан прогрессивный технологический маршрут ее изготовления.
7. Усовершенствованна червячная фреза на базе патентных исследований, благодаря чему повысилось качество обрабатываемой поверхности.
8. Спроектирован план участка обработки червяка и рассчитаны коэффициенты загрузки оборудования.
9. Рассмотрены опасные вредные производственные факторы объекта, его воздействие на окружающую среду, чрезвычайные и аварийные ситуации и предложены меры по их устранению.
Изменения, внесенные в технологический процесс, позволили выполнить поставленную цель проекта и снизить себестоимость изготовления червяка, получив интегральный экономический эффект в размере 122 тыс.руб.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Горбацевич А.Ф. Шкред В.А. Курсовое проектирование по технологии машиностроения - Мн.: Высшая школа,1983. 256с.
2. Расчет припусков на механическую обработку и определение размеров заготовок, полученных различными методами. Оформление чертежа заготовки. Методические указания/Боровков В.М.-Тольятти: ТГУ,2002
3. План изготовления детали: Метод. указания/Михайлов А.В.-Тольятти,: ТолПИ, 1994
4. Размерный анализ технологических процессов/В.В. Матвеев, М.М. Тверской и др.-М.: Машиностроение, 1982
5. Размерный анализ технологических процессов изготовления деталей машин: Метод. указания/Михайлов А.В.-Тольятти,: ТолПИ, 2001.34с.
6. Справочник технолога-машиностроителя / под ред. А.Г. Косиловой. Т.2 – М.: Машиностроение, 1985, 496с.
7. Обработка металлов резанием: Справочник технолога/Панов А.А., Аникин В.В. и др.- М.: Машиностроение, 1988. 736с.
8. Алфавитно – предметный указатель к МКИ
9. Международная классификация изобретений: раздел В
10. Королев А. В., Новоселов Ю. К. Теоретико-вероятностные основы абразивной обработки. Ч. I. Состояние рабочей поверхности инструмента. Саратов: Изд-во Саратовского государственного университета, 1987. 160с.
11. Любомудров В. Н., Васильев Н. Н., Фальковский Б. И. Абразивные инструменты и их изготовление. — Л.: Машгиз, 1953. 376с.
12. Курдюков В. И., Коротовских В. К. Методы получения высокопористых структур шлифовальных инструментов из СТМ на органических связках // Сверхтвердые материалы. 1993. №4. С. 30—35.
13. Бобровский А.В., Драчев О.И., Николаев С.В., Расторгуев Д.А., Схиртладзе А.Г., Коротков И.А., Шамов Н.П. Расчет и конструирование станочных приспособлений. 2-ое издание. Учебное пособие. М.: Славянская школа, 2003. – 201с.
14. Станочные приспособления: Справочник в 2 – х т. Т1/под ред. Б.Н. Вардашкина и др., 1984, 592 с., ил.
15. Расчет зуборезных инструментов. Романов В.Ф. М., “Машиностроение” 1969. c 251.
16. Черемисин А.С. Методические указания к практическим работам по курсу “Проектирование механосборочных цехов” – Тольятти: ТолПИ, 1990.
17. Проектирование машиностроительных цехов и заводов. Справочник т.1, 4, 6 / Под общ. ред. Ямпольского С.Е. – М.: Машиностроение, 1975.
18. Мурахтанова Н.М. Методические указания к экономическому обоснованию курсовых и дипломных работ по совершенствованию технологических процессов механической обработки деталей – Тольятти, ТГУ, 2000.
19. Власов А.Ф. Техника безопасности при обработке металлов резанием. – М.: Машиностроение, 1980. – 80 с., ил.