Отчет по практике: Технология и оборудование литейного производства
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
Кафедра: Технология и оборудование
литейного производства
Отчёт по преддипломной практике
2007
Аннотация
Рисунков, листов, таблиц.
Целью данной преддипломной практики является приобретение практических навыков по изучению оборудования, технологии и конструкции машин по всем пределам литейного производства, а именно сталелитейного цеха, завода имени Орджоникидзе (СКМЗ).
Для достижения поставленной цели необходимо решить следующие задачи: ознакомится с работой, конструкциями, расположенным оборудованием в отдельных цехах, и выполнить индивидуальное задание.
В период практике изучается машина и линия – аналог для дипломного проекта.
Из всего выше сказанного можно сделать вывод, что первостепенной задачей практики является закрепление теоретических знаний на существующем оборудовании цеха и выполнить индивидуальное задание.
СОДЕРЖАНИЕ.
Введение
1 Общие сведения о сталелитейном цехе
1.1 Классификация литейного цеха
1.2 Структура сталелитейного цеха
1.3 Режимы работы и фонды времени
1.4 Производственная программа сталелитейного цеха
1.5 Порядок составления производственных заданий
1.6 Организация технического контроля в цехе
2 Склад шихтовых материалов
3 Смесеприготовительное отделение
4 Плавильное отделение
5 Заливочное отделение
6 Формовочное отделение
6.1 Участок ручной формовки
6.2 Участок машинной формовки
7 Стержневое отделение
8 Финишная подготовка отливок
8.1 Очистки литья и оборудования для очистки
8.2 Выбивка отливок
8.3 Очистка
8.4 Обрубка и резка
8.5 Зачистка литья шлифовальными кругами
8.6 Термообработка
9 Вспомогательные службы цеха
10 Охрана труда
11 Индивидуальное задание
11.1.1 Автоматическое проектирование машин
11.1 Общие сведения и предпосылки для автоматического.
проектирования.
11.1.2 Цель работы, поставка и порядок выполнение задачи
11.1.3 Обоснование выбора направленности методики
и программы
11.1.4 Методика автоматизированного
проектирования
11.1.5 Программа САПР для импульсных машин
11.2 Экономика, планирование и организация производства
11.3 Техника безопасности, охрана труда и окружающей среды
11.3.1 Опасные и вредные производственные факторы,
меры для их снижения
11.3.2 Мероприятий по защите окружающей среды
11.3.3 Требования безопасности к оборудованию и
технологическим процессам.
11.3.4 Пожарная безопасность
11.3.5 Меры электробезопасности
11.3.6 Вентиляция цеха. Расчёт общеобменной вентиляции
Заключение
Список литературы
Приложение – 1.
Приложение – 2.
Введение
Старокраматорский машиностроительный завод имени Орджоникидзе (СКМЗ) является известным в Украине изготовителем высокопроизводительного прокатного, металлургического, горнорудного, подъемно-транспортного и специализированного оборудования.
Мощная производственная, научно-исследовательская и экспериментальная база, современные технологии и высококвалифицированные кадры позволяют коллективу завода создавать комплексное оборудование с высоким качеством и в короткие сроки, поддерживать его длительную работоспособность у заказчика.
Предприятие располагает сегодня современными станками и агрегатами высококвалифицированными кадрами способными решать любые производственные задачи.
Завод СКМЗ поддерживают плодотворные связи со многими научно-исследовательскими учреждениями страны, что позволяет успешно решать такие актуальные проблемы и задачи, которые коренным образом позволяют преобразовать целые производственные процессы.
В заводе непрерывно ведутся работы по снижению материалоемкости выпускаемого оборудования и повышению уровня унификации отдельных узлов.
Важнейшую роль в успешном решении задач, стоящих перед машиностроителями, играет сегодня совершенствование технологии в заготовительных, обрабатывающих и сборочных цехах вытеснение ручного труда, повышение качества выпускаемой продукции и всемерное снижение затрат. Первостепенное значение приобретает степень оснащенности заготовительных цехов новым прогрессивным оборудованием и средствами механизации, на базе которых должны совершенствоваться и внедряться принципиально новые, прогрессивные технологические процессы.
1 Общие сведения о сталелитейном цехе
1.1 Классификация литейного цеха
Основными признаком по которому классифицируют литейные цеха является: развес отливок, род металла, характер производства, степень механизации, вид специализации. В машиностроении литейные цеха по развесу отливки делятся на пять классов, таблица – 1.
Таблица – 1 Классификация литейных цехов
| Цехи литья | Класс | Характер производства | |
| Серийный, мелкосерийный, единичный. | Крупносерийный, массовый | ||
| Максимальный вес отливки | |||
| Мелкого | I. | 100 | 8 |
| Среднего | II. | 1000 | 8 – 50 |
| Крупного | III. | 5000 | 50 – 500 |
| Тяжёлого | IV. | 20000 | Более 500 |
| Особо тяжёлого | V. | Более 20000 | - |
По роду металла литейные цеха делятся на чугунолитейные, сталелитейные и цветнолитейные.
По характеру производства литейные цеха делятся на цехи единичного, серийного, крупносерийного и массового производства. Характер производства литейного цеха определяет выбор и организацию работы цеха. При увеличении серийности создаются более благоприятные для применения комплексной механизации и автоматизации.
По степени механизации литейные цеха делятся на цехи средней механизации, механизированные и автоматизированные.
По отраслевому признаку сталелитейный цех завода СКМЗ относится к IV классу, обслуживает тяжёлое машиностроение с максимальным развесом отливок в 15 тонн. По развесу литья цех относится к 4 классу, характер производства единичный и мелкосерийный.
По виду производства литья цех – средней сложности.
1.2 Структура сталелитейного цеха
Структура сталелитейного цеха определяется его мощностью, номенклатурой, режимом работы и типом производства. Общая площадь цеха 20000 м2, производственная 14540 м2.
Сталелитейный цех состоит из производственных и вспомогательных отделений, складских и служебно - бытовых помещений.
Производственные отделения – плавильное - включая приготовление шихты; формовки, заливки, выбивки – включая сушильные установки, отделение обрубки и термообработки литья с участками исправления литья и гидроиспытаний литья. Вспомогательных отделений – ремонтного, модельного, ковшевого хозяйства, лабораторий, участков подготовки свежих формовочных материалов, участков регенерации смесей, участков получения углекислоты. Участки складов шихты, свежих формовочных материалов, опок, приспособлений, отливок. Служебно-бытовых помещений: контора цеха, технологическое бюро, службы механика и энергетика, бухгалтерия, ОТиЗ, БТК, душевые, комната отдыха. Главный план сталелитейного цеха приведён в приложении – 1. Структура управления сталелитейного цеха приведена в приложении – 2.
1.3 Режимы работы и фонды времени
В настоящее время в литейные цеха применяются два режима работы: последовательный и параллельный.
Последовательный режима работы принят на участке ручной формовки, все операции выполняются на одной и той же производственной площадке в разное время суток. Параллельный режима работы применяют на всех остальных участках сталелитейного цеха. В соответствии со статьей 73 кодекса законов о труде Украины работа на предприятиях, в учреждениях, организациях не проводится в следующие праздничные дни и дни религиозных праздников: 1, 7 января; 8 марта; 1, 2, 5, 6, 9 мая, 28 июня; 24 августа. Итого в 2005 году 10 праздничных дней. В соответствии со статьей 50 КЗОТ Украины, нормативная продолжительность рабочего времени работников не должна превышать 40 часов в неделю. Действительный годовой фонд времени рабочих мест принимается равным номинальному фонду и при 40 часовой рабочей неделе составляет 2010 часов.
1.4 Производственная программа сталелитейного цеха
Производственная программа сталелитейного цеха содержит задание на годовой выпуск литья на каждое изделие, в зависимости от рода металла. В производственной программе так же указываются изделия, которые используются как запчасти. В таблице ХХХ приведена производственная программа сталелитейного цеха старокраматорского машиностроительного завода.
Таблица – 2.Производственная программа цеха завода СКМЗ.
|
Весовой разброс |
Детали | Годовой выпуск | Вес одной отливки |
Масса отливок кг/Год |
Годовой выпуск по группе, кг | Годовой выпуск приведенный кг | Коэффициент приведения | Приведённый годовой выпуск погруппе шт |
|
|
| До 100 | Обойма | 940 | 25 | 23500 | 565 960 | 171 000 | 3,3 | 12540 |
|
|
| Обойма | 740 | 85 | 62900 |
|
||||||
| Рычаг | 1116 | 95 | 106020 |
|
||||||
| крышка | 300 | 63 | 18900 |
|
||||||
| крышка | 500 | 40 | 20000 |
|
||||||
| крышка | 820 | 15 | 12300 |
|
||||||
| Кронштейн | 1110 | 45 | 47500 |
|
||||||
| Фланец | 1300 | 60 | 78000 |
|
||||||
| Кронштейн | 680 | 38 | 25840 |
|
||||||
| Подпятник | 3800 | 45 | 171000 |
|
||||||
| 100-250 | Втулка | 950 | 480 | 456000 | 2 710 160 | 456000 | 5,9 | 5605 |
|
|
| Обойма | 910 | 335 | 304850 |
|
||||||
| Крышка | 320 | 132 | 42240 |
|
||||||
| Рычаг | 810 | 200 | 162000 |
|
||||||
| Корпус | 500 | 210 | 105000 |
|
||||||
| Крышка | 930 | 250 | 232500 |
|
||||||
| Шайба | 400 | 400 | 160000 |
|
||||||
| Хомут | 650 | 100 | 65000 |
|
||||||
| Корпус | 430 | 214 | 92020 |
|
||||||
| Фиксатор | 790 | 265 | 209350 |
|
||||||
| Подшипник | 1000 | 250 | 250000 |
|
||||||
| Подшипник | 800 | 180 | 144000 |
|
||||||
| Рычаг | 500 | 250 | 125000 |
|
||||||
| Рычаг | 760 | 260 | 197600 |
|
||||||
| Рычаг | 970 | 320 | 310400 |
|
||||||
| 500-1000 | Втулка | 600 | 700 | 420000 | 10 456 950 | 2500000 | 4,1 | 4100 |
|
|
| Плита | 543 | 650 | 352950 |
|
||||||
| шкив | 2000 | 530 | 1060000 |
|
||||||
| Крышка | 830 | 1200 | 996000 |
|
||||||
| Сегмент | 900 | 1050 | 945000 |
|
||||||
| Сегмент | 480 | 1450 | 696000 |
|
||||||
| Корпус | 1000 | 2500 | 2500000 |
|
||||||
| Траверса | 460 | 400 | 184000 |
|
||||||
| Траверса | 670 | 3300 | 2211000 |
|
||||||
| Стойка | 364 | 3000 | 1092000 |
|
||||||
| Свыше 5000 | Плита | 500 | 7000 | 3500000 | 11 183 000 | 4788000 | 2,3 | 1449 |
|
|
| Корпус | 630 | 7600 | 4788000 |
|
||||||
| стакан | 193 | 15000 | 2895000 |
|
||||||
| итого | 24 916 000 | 24 916 000 | ||||||||
1.5 Порядок составления производственных заданий
Ежемесячно отдел планирования производства планирует цеху объемы производства и перечень заказов, которые необходимо изготовить в наступившем месяце. Согласно производственного плана цеха составляется и выдается программу каждому участку цеха, где указываются заказы, чертежи, количество деталей на заказ. Ежедневно старший мастер участка составляет сменно-суточное задание, в котором указывает заказы, чертежи, количество форм и отливок, которые необходимо изготовить за смену. Задание выдается бригадиру и сменному мастеру, которые распределяют работу между работниками.
В конце каждой смены бригадир и сменный мастер отмечают в задании изготовленные формы и отливки и возвращают сменное задание мастеру.
1.6 Организация технического контроля в цехе
Технический контроль в цехе осуществляется работниками ОТК и технологического бюро цеха. Контроль осуществляется на всех стадиях технологического процесса. Поступающие материалы контролируются по наличию сертификатов и лабораторных испытаний. Несколько раз в смену контролируется состав на соответствие его свойствам. Производится контроль процесса формовки, плавки и выбивки.
Окончательный контроль отливки проходят на обрубном участке. Работники ОТК проверяют геометрические размеры отливок, механические свойства, устанавливают отсутствие внешних поверхностных и внутренних дефектов.
2 Склад шихтовых материалов
Шихтовой пролет предназначен для хранения шихтовых, шлакообразующих и заправочных материалов. В связи с тем что сталелитейный цех является цехом с большим объёмом производства склад шихтовых материалов находится в здании самого цеха. На шихтовом пролете установлены дробилки для измельчения известняка, каменного угля, ферросплавов; магнитно – грейферные краны, закрома, сушилочная печь с выкатным подом, шаровая мельница.
На этом складе хранятся также исходные формовочные материалы, огнеупорные материалы. Склад имеет ворота для железнодорожного состава. Таким образом, шихтовые и формовочные материалы на склад подаются по железной дороге
Количество материалов, хранящихся на складе, определяется согласно расчётам плавильного и смесеприготовительного отделений. Расход вспомогательных материалов устанавливаем на основании норм расхода. Ведомость материалов шихтового двора приведена в таблице – 3.
Таблица – 3Ведомость материалов шихтового двора.
| Наименование материала | Расход на 1т стали |
| Лом стальной | 9,1 |
| Ферромарганец | 13 |
| Ферросилиций | 12 |
| Доломит | 15 |
| Магнезит | 18 |
| Электроды | 8,7 |
| Стопорные трубы | 5,5 |
| Пробки, стаканы | 4,5 |
| Кирпичи шамотные | 10,38 |
| Кирпичи динасовые | 11,5 |
| Кирпичи магнезитовые | 15 |
| Кирпичи хромистые | 5 |
| Кирпичи хромисто-магнезитовые | 6 |
| Кирпичи аммонийные | 1 |
| Камень известняк | 8,7 |
| Песок кварцевый | - |
| Песок Часов-ярский | - |
| Песок Бамтышевский | - |
| Песок Гусаровский | - |
| Глина огнеупорная | - |
| Руда железная | 40 |
| Плавиковый шпат | 6,5 |
| Коксовый отсев | 5,5 |
Места хранения представляют собой закрома для различных материалов, разделенные перегородками. Высота хранения в них составляет 5...6 м. Размельчение руды, производится в две ступени: сначала грубое (дробление), а затем тонкое (размалывание). Шихтовые материалы разгружаются с платформы с помощью электромагнитной шайбы. Сыпучие материалы разгружают с помощью грейфера. Шихтовые материалы хранятся в закромах. Имеются закрома для : передельного чугуна, закрома для железного лома, закрома для отходов собственного производства, закрома для электродов. Также есть закрома для хранения ферромарганца, ферросплавов, плавикового шпата.
Сыпучие материалы хранятся в следующих бункерах: бункера для хранения кокса, бункера для хранения молотой огнеупорной глины, бункер для хранения железной руды.
3 Смесеприготовительное отделение
Песок и формовочные материалы поставляются на завод в отделение смесеприготовления в вагонах по железнодорожному полотну, после чего грейфером осуществляют разгрузку в закрома. Конструкцию грейфера приведена на рисунке -1.
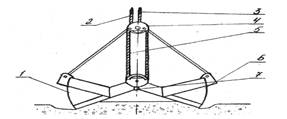
1, 6 – Челюсти, 2. Замыкающий канат, 3- Поддерживающий канат, 4 -Верхняя траверса, 5- Полиспаст, 7-Нижняя траверса.
Рисунок -1 Схема двухканатного грейфера
Передача материалов в отделение осуществляется при помощи ленточных транспортеров. Формовочный материал (песок) просушивают на установке сушки песка в кипящем слое или в барабанных сушилках. Конструкцию горизонтального сушила приведена на рисунке – 2.
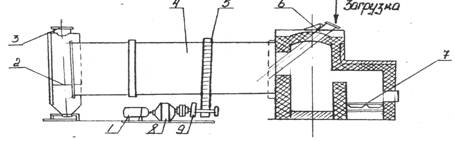
1-электродвигатель; 2-разгрузочная камера; 3-вентиляционная система 4-барабан; 5-зубчатый венец; 6-загрузочная воронка; 7-топка; 8-редуктор; 9-сменная шестерня.
Рисунок – 2 Схема горизонтального сушила
Из топки 7 направляются в барабан 4, куда по загрузочной воронке 6 поступает песок для сушки. В барабане имеются винтовые лопатки., которые распределяют песок по отдельным ячейкам, образованным продольными и каналами и системой радиальных перегородок. Привод сушила состоит из электродвигателя 1, редуктора 8, уравнительной муфты, сменных шестеренок 9, ведущей шестерни и зубчатый венец 5.
Конструкцию установки для сушки песка в кипящем слое приведена на рисунке -3.
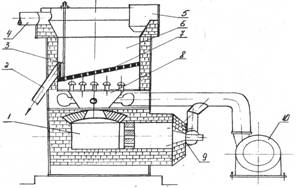
1-разгрузочный желоб, 2-регулирующая заслонка, 3-рубопровод отходящих газов, 4-загрузочная воронка, 5-сушильная камера, 6-газораспределительная решетка, 7-смесительная камера, 8-газовые горелки,9-вентилятор.
Рисунок -3 Схема установки для сушки песка в кипящем слое
После сушки подается в камеру 6, по дну которой представляет газораспределительную решетку 7. Горячие газы проходя тонкими струйками через слой песка , лежащий на этой решетке, приводят в движение его частицы, в результате чего образуется «кипящий слой».
Сухой формовочный материал смешивают для получения формовочной смеси в бегунах . Над бегунами расположены бункера, с различными компонентами. Схема смесителей с вертикальными катками приведена на рисунке -4

1-неподвижная чаша; 2-два гладких катка; 3-центральный вертикальный вал; 4-оси; 5,6- плужки; 7- люк.
Рисунок -4 Схема смесителей с вертикальными катками
Катковые бегуны имеют неподвижную чашу 1 два катка с (посаженными на оси 4), которые катятся по слою смешиваемого материала вокруг центрального вертикального вала 3. При помощи плужков 5 и 6 смешиваемый материал направляется под катки. Между катками и днищем чаши имеется регулируемый зазор ( до 25 мм), который предотвращает дробление катками песчаных зерен смеси. Готовый замес выгружается из смесителя через люк 7 в днище чаши. Качество смешивания проверяется пробами смеси и анализа в лаборатории. После чего ленточным транспортером смесь поступает в основной корпус цеха.
Часов-Ярский песок мелкий полужирный песок, содержит глины от 10 до 20%. Применяется для изготовления песчаног-линистых формовочных смесей. Переработке этот песок не подвергается. Подача песка к бегунам производится с помощью грейферного крана (рис.4.1), тарельчатого питателя и при помощи ленточных транспортеров.
Староверовский и Вольногорский пески кварцевые, мелкие. Содержат глины до 2%. Староверовский песок применяют в основном при изготовлении смесей на основе жидкого стекла, Вольногорский - для изготовления ПСС и ХТС. Эти пески сушат в барабанных сушилах (рис,4.2), и в установке для сушки
Некоторые формовочные смеси приготавливаются непосредственно на формовочно-стержневом участке, а именно: на участке изготавливается смесь на хромитовом порошке, ХТС и ПСС .
4 Плавильное отделение
Плавка ведется в двух электродуговых печах типа ДСВ-10 и ДС-5М ёмкостью 10 и 5 тонн. Технические характеристики печей приведены в таблице – 4.
Таблица-4Технические характеристики печей
| ДСВ-10 | ДС-5М | |
| Диаметр печи | 3920 | 3600 |
| Ёмкость печи | 10 | 5 |
| Вес метало завалки | 13,6 | 6,9 |
Шихтовка плавок производится по специальным правилам, которые зависят от вида и способа выплавляемого металла. Завалка шихты в электродуговые печи производится при помощи бадьей. Перед включением электродуговых печей проверяют чтобы шихта не касалась электродов.
Используемые печи называют ещё печами прямого действия, т.к. электрическая дуга возникает непосредственно между электродом и расплавленным металлом. Электрический режим работы дуговой печи зависит от режима процесса плавки. При расплавлении металлического лома печь работает на максимальной мощности. При доводке жидкого металла до нужного химического состава мощность печи сравнительно невелика.
Регулировать режим печи можно, изменяя напряжение на электродах или длину дуги, т.е. силу тока дуги. В первом случае переключают трансформатор с одной ступени на другую, во втором - опускают или поднимают электроды с помощью автоматической системы.
На рисунке 5 изображена дуговая электрическая печь. Печь подключают к трехфазной сети промышленной частоты напряжением 6...35 кВ. Печь состоит из следующих основных узлов: стального кожуха (каркаса), футеровки печи ( под, стены, свод ), механизма наклона печи, электродов и механизма перемещения электродов.
1 - электрод, 2 – колоны, 3 – проводники тока, 4 – каретки, 5 – электрододержатели, 6 – холодильники, 7 – тросы, 8 – механизм перемещения кареток, 9 – кожух, 10 – набивной под, 11 – летка, 12 – опорные рейки, 13 – свод, 14 – рабочая площадка.
Рисунок -5Система дуговой электрической печи.
Кожух печи цилиндрический. Кожух сваривают из листовой стали. Толщина стенок - 12-15 мм. Днище кожуха сферическое. В кожухе вырезают отверстия для загрузочного окна и металлической летки. Кожух печи несет на себе всю тяжесть футеровки и расплавляемого материала и испытывает термические напряжения, поэтому он должен быть большой прочности.
Механизм наклона печи. Для слива металла из печи ее необходимо наклонять в сторону сливного носка на угол, равный 40°- 45°; для скачивания шлака печь необходимо наклонять в сторону рабочего окна на угол равный 10°- 15°. Кожух печи опирается на литую постель, установленную на фундаменте, двумя литыми сегментами, жестко соединенными с кожухом. На сегментах и литой постели выполнены зубцы, надежно фиксирующие печь. Печь наклоняется при вращении винта, который ввинчен в гайку, шарнирно закрепленную на одном из сегментов. Футеровка печи состоит из трех основных частей: подины, стен и свода. Подина, изготовляемая из огнеупорных материалов, состоит из трех слоев. Первый слой, соприкасающийся с жидким металлом и шлаком, набивной из магнезитового порошка, связанного каменноугольной смолой. Толщина набивки около 200 мм. Второй слой футеровки выполняют из огнеупорного кирпича. Для печей с основными шлаками - магнезитовый огнеупорный материал. Третий слой - теплоизоляционный из шамота, диатомита и асбеста. Набор шихты производится с помощью крана, имеющего магнитную шайбу. Шихта подбирается в короба и с шихтового пролета подается на тележке к печам. ьСтены печей в зависимости от процесса выкладывают из динасового или магнизитового кирпича. На эти кирпичи укладывают слой шамотного кирпича, затем слой диатомитового порошка, последний слой асбеста наклеивают на кожух печи. Свод изготавливают с помощью специального шаблона из электродинасового нормального и фассонного кирпича.
На участке цветного литья для плавки цветных металлов применяют печь электрического сопротивления.
5 Заливочное отделение
В цехе для заливки форм используют два стопорных ковша. Ковш имеет стопор. Разливка производится путем открывания стопора в днище ковша. Ковши имеют кислую футеровку. Футеровка ковша выдерживает до 20 разливов. Стопор имеет стойкость в 1-2 разливки. Поэтому в заливочном отделении имеется участок подготовки стопоров. На ковше имеется рычажный механизм открытия и закрытия стопора при разливке стали.
Разливочное отверстие закрывается стопором, на конце которого имеется стопорная чашечка. Отработанные ковши выбивают при помощи пневматических отбойных зубил. Выбитая футеровка идет в отвал. После выбивки футеровки ковш просушивается. Его кладут на бок и в него направляется пламя газовой горелки. Ковш сушат до полной просушки. заливочное отделение совмещено с участком ремонта крышек электропечей. В виду большой температуры (1650-1700°С) своды электропечей быстро прогорают, поэтому своды перефутеровывают. Огнеупорные материалы на участок ремонта сводов подают в коробах и кранов. На участке стального литья находятся две инерционные выбивные решетки (ГП-7,5 т).
Как показывает практика такой способ заливки трудоемок, ненадежен и небезопасен. Сейчас переходят к заливочным устройствам, в которых выдача металла в форму производится непосредственно из заливочной печи путем выжимания его сжатым воздухом ( газами ), а дозирование осуществляется при помощи реле времени, включающего подачу сжатого воздуха . Лучше всего , когда в цехе установлена автоматическая заливочная линия, которая компактна, производительна и не требует большой физической силы от рабочих.
6 Формовочное отделение
6.1 Участок ручной формовки
На участке ручной формовки производится формовка в кессонах крупных отливок весом около 15000 кг. Максимальная масса отливок в кессонах составляет 21000 кг.Формовка осуществляется пневмотрамбовками. Сушка верхних полуформ производится в тупиковом камерном сушиле. Для изготовления форм применяют песчано-глинистые смеси и деревянную оснастку. Облицовочная смесь также песчано-глинистая. Транспортировка смеси производится кранами в коробах.Сборка форм производится согласно технологическим инструкциям. Заливка форм производится согласно технологических условий и согласно технологическим инструкциям.
6.2 Участок машинной формовки
На участоке машинной формовки находятся встряхивающие машины модели Герман 600 и НКМЗ – 10. На рисунке - 6 изображена встряхивающая формовочная машина.
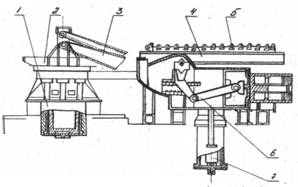
1 - механизм встряхивания; 2 - перекидной стол; 3 - рычаг; 4 - приемный стол; 5 - рычаг; 6 - механизм поворота, 7 - вытяжной механизм.
Рисунок 6 – Формовочная машина с перекидным столом.
Уплотнение формовочной смеси осуществляется встряхиванием с последующей подтрамбовкой верхних слоёв.
Опока устанавливается на модельную плиту укрепленную на перекидном столе и наполняется смесью. После встряхивания на нее накладывается и закрепляется подопочный щиток, а затем с помощью рычагов 3, механизма поворота полуформа вместе со столом переворачивается и устанавливается над приёмным столом 4 вытяжного механизма. Поднимаясь до встречи с полуформой, приемный стол принимает и на балки нивелирующего механизма. После чего происходит опускания стола и отделения модели от формы. Затем полуформа опускается на рычаг 5 и сталкивается пневмоцилиндром на позицию установки стержней и сборки формы.
7 Стержневое отделение
В стержневом отделении выполняются следующие операции: изготовление, покраска, сушка, зачистка и сборка стержней, их контроль. Здесь размещается каркасный участок, склады для суточного хранения стержневых ящиков, плит и сухих стержней. Номенклатуру стержней, разбивают на весовые группы. Для каждой группы назначают способ изготовления.
Сушка форм и мелких стержней, изготовленных из песчано-глинистых смесей производится в шести тупиковых и четырё проходных сушилах. Топливом является природный газ. Так же сушку производят переносными сушилами.
Процесс сушки заключается в медленном нагреве полуформы или стержня, выдержке при определенной температуре и остывании вместе с печью .
Загрузка печей происходит при температуре равной 100°С. Полуформы или стержни загружают на тележку, расстояние между двумя полуформами равно 150...200 мм, стернями 60...80 мм.
Режим сушки задается графиком, контроль осуществляется потенциометром. Режим сушки изображён на рисунке -7.
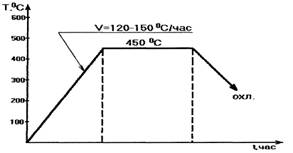
Рисунок -7Режим сушки форм и стержней.
Большая часть стержней изготавливается из смесей ХТС , ЖСС. Для смесей ЖСС применяют химическую сушка - продувка СО2. Схема установка ХТС приведена на рисунке -8.
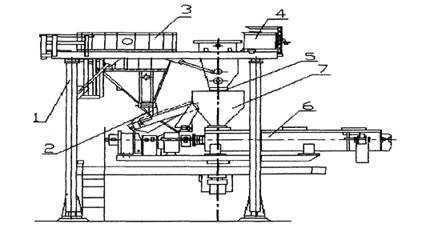
1 – колонны, 2 – лоток, 3 – бункер, 4 – щит, 5 – дозатор отвердителя, 6 - кожух шнека смесителя, 7 – дозатор.
Рисунок - 8Схема установка ХТС.
8 Финишная подготовка отливок
8.1 Очистки литья и оборудования для очистки
Типовой технологический процесс включает следующие операции: отбивку литниковых систем и выпоров при их выбивке из формы; охлаждение; очистку и удаление стержней; обрубку и зачистку; исправление дефектов; промывку, грунтовку и сушку (для отливок идущих по кооперации); контроль качества и передача отливок на склад.
Отбивка питателей и выпоров осуществляется (с учетом хрупкости чугуна) в процессе выбивки форм ударами молотка. Очистку предусматриваем проводить в гидрокамерах.
Преимущества: исключение пылевыделения, а также возможность сочетания очистки поверхности отливки с одновременным удаление стержней. Удаление заливов, швов и других неровностей на наружной и внутренней поверхностях, а также вырубка дефектов подлежащих заварке выполняется с помощью пневматических рубильных молотков с зубилами. Для обрубки и зачистки крупных отливок используем воздушно-дуговую резку. Для зачистки питателей прибылей и других неровностей на наружной поверхности используем установки, снабженные абразивными кругами.
Грунтовка отливок применяется для предохранения от коррозии при длительном хранении или транспортировке.
Перед грунтовкой поверхность очищается в моющих установках. Отливки грунтуются в проходных покрасочных камерах и с помощью пульверизаторов.
После грунтовки отливки сушат в специальных покрасочных камерах. В очистном отделении применяют промежуточный и окончательный контроль: 1-й применяют в процессе очистки, обрубки и зачистки; 2-й – при приемке отливок.
8.2 Выбивка отливок
Выбивка – наиболее тяжелый и трудоемкий процесс в литейном производстве. Основным узлом установки для выбивки форм является выбивное устройство, в котором разрешается набивка опок и происходит освобождение отливки от смеси.В цеху на третьем пролете установлена механизированные выбивные решетки и решетка для удаления горелой земли. На пятом пролете расположена выбивная инерционная решетка.
Сущность этого способа в том, что разрушение кома и выпадение его из опоки происходит в результате действия сил инерции, возникающих при ударе формы о решетку.
8.3 Очистка отливок
После термообработки углеродистые стали охлаждают предварительно до 100 … 2000 С , легированные до 500 С. Отливка располагается на стали или решетке таким образом, чтобы наибольшая часть очищаемой поверхности находилась на расстоянии 100 …150 мм от сопла гидромонитора, при этом необходимо предусмотреть возможность очистки двумя гидромониторами.
Арматуру, препятствующую полной выбивке стержневой смеси разрешается извлекать из отливки после разрезки вручную или магнитной шайбой. После очистки проверяется качество очистки. Для удаления формовочной смеси применяют пневматические молотки .
Гидрокамера, рисунок -10 отделена от основной части цеха высокими металлическими стенами. Когда начинается работа, то открываются двери гидрокамеры и от туда по рельсам выезжает тележка, которую нагружают отливками и возвращают их в камеру. Включают мониторы, карусель 3 вращается вокруг них. Вся пульпа стекает в сито, стекает в 5, а все остальное отсасывается.

1. корпус 2. приводная тележка, 3. карусель 4. сито, 5. мешалка, 6 и 7 мониторы, 8 - отсасывающая система.
Рисунок -10 - Схема гидрокамеры
Так как выбивка ведется водой, то отсутствует пыль, также стержневые каркасы можно повторно использовать. Однако происходит быстрое ржавление отливок, в цехе много грязи из- за воды. Гидрокамеры оправдывают себя в том случаи, когда в цехе есть гидрорегенерация. Дробеметная и дробеструйная камера . По характеру получения абразивной струи оборудование делится на дробеструйное, у которого очистной материал направляется на обрабатываемую поверхность струёй воздуха и дробеметный, у которого очистной материал выбрасывается под давлением центробежных сил. Существует пять видов дроби: дробь чугунная литая ( ДЧЛ ). Дробь чугунная колотая (ДЧК), дробь стальная литая (ДСЛ), дробь стальная колотая (ДСК) и дробь стальная рубленая из проволоки (ДСР).
Сущность дробеметной очистки состоит в направлении на очищаемую поверхность отливки струи дроби, разогнанной до скорости 40-100 м/с. Схема дробеметного аппарата приведена на рисунке -11.
1 - корпус, 2 - тележка, 3 - рельсовый путь, 4 - привод, 5 - ёмкость, 6 - сито.
Рисунок -11 – Схема дробеметного аппарата.
Отливку загружают на тележку и подают в камеру на карусель. Плотно закрывают и начинают обрабатывать. Дробь отработав поступает через емкость на сито, где отделяется от крупных частей металла, затем транспортируется с помощью шнекового смесителя и элеватора на магнитный сепаратор. Происходит отделение грязи и пыли, затем дробь размагничивается и идет на лопатки дробемета.
Для очистки отливок, имеющих глубокие внутренние карманы и обширные полости, в которые трудно направить струю дроби из дробеметного аппарата, применяют дробеструйную очистку. Дробь воздухом под давлением подается на отливку, происходит очистка. Отработанная дробь и отходы собираются в отсеках. После чего дробь размагничивается и идет на дальнейшее использование.
Сравнив два этих метода очистки отливок можно сказать, что дробеметные установки в отличие от дробеструйных более производительны и расходуют примерно в шесть раз меньше энергии на единицу массы очищаемых отливок. Также при дробеструйной очистке хуже санитарно-гигиенические условия.
8.4 Обрубка и резка
Литую черную арматуру удаляют кислородно-флюсовой резкой. Ручная отрезка прибыли литья применяется для отливок с диаметром прибылей до 350 мм, кислородным - Ø 1600мм.
Перед резкой термообработка, очистка, т.к. качество резки прибылей зависит от подготовки литья к резки, ширина значимой полосы 30 …40мм.
Из оборудования для резки применяется резак «Маяк» и копы Ø 12мм, толщина стенки 1…2 мм и флюсоаппарат УРХС.
Из горючих: кислород, природный газ, воздух, флюс.
Кислород-10 ![]() ; газ-1
; газ-1 ![]() ; ацетилен - 0,4
; ацетилен - 0,4 ![]() ; воздух -6
; воздух -6 ![]()
8.5 Зачистка литья шлифовальными кругами
Шлифовальный круг состоит из зерен абразивного материала, соединенных при помощи связующих материалов. Основными показателями качества абразивного материала является твердость, форма зерен, степень вязкости и теплоустойчивость. Также применяют подвесные точила. Кранам устанавливают отливку на столе, предусмотрев возможность её кантовки при очистки.
8.6 Термообработка
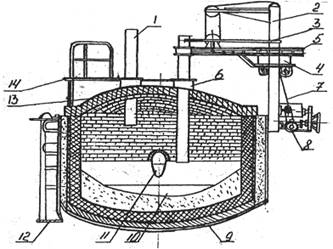
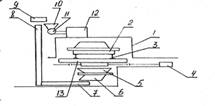
В цехе устанавливаются отжигательные печи. Отжиг и нормализация отливок до 300 кг происходит в коробках с отверстиями и установленных на тележках высотой не менее 150…300мм. Отливки улаживаются так, чтобы обеспечивалось свободное омывание их печными газами при нагреве. Садка печей на термообработку должна компоноваться отливками по материалам стали. Схема отжигальной печи приведена на рисунке 13.
9 Вспомогательные службы цеха
К вспомогательным службам относятся следующие подразделения:
• ремонтная служба цеха, предназначенная для текущего ремонта и обслуживания оборудования;
• экспресс - лаборатории для оперативного контроля формовочных и стержневых смесей и химического состава сплава;
• цеховые кладовые;
• службы снабжения.
10 Охрана труда
Для свободного доступа к оборудованию и рабочим местам предусматриваются подходы и проезды шириной не менее 2 м. На участке заливки материалом пола является жаропрочный бетон, оборудование и стены окрашены в светлые тона, а токопроводящие части машины - в яркие. Чистоту и порядок рабочих мест предусматривается поддерживать за счет уборки рабочих мест в конце смены. Для удаления пыли со стен, с конструкции здания, пыли от воздухо-очистных устройств вентиляции - применяется гидроуборка.
Электродвигатели, проводки, электроаппаратура цеха удовлетворяют следующим действующим правилам устройства, установки и эксплуатации оборудования:
Электропроводка заключена в металлические трубы. Корпуса электродвигателей, кожуха электрической аппаратуры и другие металлические части, которые могут оказаться под напряжением - заземлены.
Наиболее вредные отделения и пролеты размещается в отдельных блоках (смесеприготовительное отделение, участок выбивки).
11 Индивидуальное задание
11.1 Автоматическое проектирование
11.1.1 Общие сведения и предпосылки для автоматического
проектирования
За последнее десятилетие резко возросла сложность и трудоемкость проектируемых изделий. В настоящее время очень сильно ощущается потребность в таких машинах, которые отвечали бы современным представлениям человека о качестве, надежности, работоспособности, дизайне используемого объекта.
Особенно актуальна эта проблема и в линейном производстве. Это связано с разнообразием применяемых в настоящее время способов формообразования, которые приводят к появлению множества формовочных машин сложных по конструкции и назначению.
Для нахождения наилучших решений составляются технические задания. Они будут оптимальны лишь при условии, когда конструктор располагает максимальной информацией в данной области, иначе возможно, что он упустит какой-либо конструктивный вариант. Однако даже самый квалифицированный специалист не в состоянии произвести перебор множества возможных вариантов для решения технического задания, на основе которого и будет производится дальнейшее рабочее проектирование.
Наилучшим выходом из сложившегося положения является разработка специализированных систем для проведения автоматизированного проектирования (САПР) и моделирования необходимых технических систем и сред (машин, установок и др.), а также специальное комплексное применение современных высокопроизводительных ПЭВМ в инженерном проектировании и разработках. Автоматизированное проектирование позволяют упорядочить обширную информацию об объекте, соответствии с логической схемой построения объекта и в соответствии с системной связью между элементами решаемой задачи.
Внедрение методик автоматизированного проектирования позволяет сделать и выбрать оптимальную конструкцию узлов, что в итоге дает не только чертеж машины, но и её трёхмерную модель.
11.1.2 Цель работы, поставка и порядок выполнение задачи
Целью данной дипломной работы является разработка специальной методики и создание на ёё основе системы для автоматизированного проектирования формовочного агрегата и его частей с поочередным расчётом всех его узлов и их последовательным трёхмерным моделированием и проведением трёхмерной сборки, как отдельных узлов, так и всего агрегата в целом.
Разработанная методика и сам процесс трёхмерного автоматизированного проектирования в дальнейшем будет рассмотрена на примере импульсной формовочной машине высокого давления.
Для выполнения поставленной задачи необходимо решить следующие задачи:
1) Разработка общей методики расчётов и моделей для трёхмерного проектирования и принципов использования нижеизложенных пунктов.
2) Составление конкретных математических и алгоритмических моделей для автоматизированного проектирования узлов и деталей формовочной машины;
3) Разработать программу для ЭВМ, которая позволяет пользователю в интерактивном режиме производить ввод исходных начальных данных, а также полный их контроль и изменение в процессе всех расчётов; а на остове полученных конструктивных размеров производится дальнейшее автоматическое построение готовых трёхмерных деталей, узлов и машины в целом. Для некоторого упрощения поставленной задачи и получения реальной возможности в создании программы автоматизированного проектирования выбранной машины условно принимаем, что разработка общей методики расчётов и трёхмерных построений будет производиться для всей формовочной машины в целом, а программа будет предназначена лишь только для импульсных головок как высокого, так и низкого давлений.
При проектировании технических устройств большое значение имеет определение оптимальных вариантов конструкций машин и аппаратов, режимов их работы. Появление и быстрое развитие электронной техники сделало вешение этих задач.
Под задачами оптимального проектирования понимается: определение конструктивных параметров всех узлов, деталей и их компоновок в машинах, возможности использования стандартных изделий в машинах (цилиндров, электрических двигателей и т.д.), расчет элементов конструкций литейных машин при заданной производительности и многое другое.
Исходными данными при проектировании изделий является указанные их номинальных параметров, стандартных требований и технологий изготовления, изделия, как в целом, так и по отдельности его частей.
При оптимальном проектировании необходимо определить и обосновать критерий оптимальности проектируемого изделия и четко выделить показатели и характеристики, принимаемые в качестве ограничений. Поскольку конструктор нередко формирует свое представление о критерии оптимальности и оптимальном варианте изделия в процессе проектирования, целесообразно корректировать определение комплексного критерия по результатам серии оптимизационных расчетов. Сложность проектируемых инженерно-технических объектов приводит к необходимости использования, значительного числа методов оптимизации, а также формирования комбинированных алгоритмов, ориентированных на изменение методов поиска в зависимости от геометрии допустимой области и скорости убывания (возрастания) критерия оптимальности. Реализация указанных процедур на ПЭВМ требует создания сложного программного комплекса. Основными требованиями к такому комплексу являются:
- гибкая система ввода-вывода информации, позволяющая вносить оперативные изменения в модель проектируемого объекта, а также исходные данные, как по результатам вычислений, так и в процессе счета (система должна работать как в режиме пакетной обработки, так и в диалоговом режиме); обеспечение эффективного использования алгоритмов оптимизации, включенных в систему, путем реализации процессов адаптации при поиске, предусматривающих своевременную смену алгоритмов в процессе решения задачи оптимального проектирования;
- возможность расширения системы за счет включения в нее алгоритмов прошедших испытания на тестовых и практических задачах; простота управляющего языка системы, с целью сделать систему допустимой для инженеров -проектировщиков, не знакомых с программированием на ПЭВМ;
- возможность использования программного комплекса автоматизации оптимального проектирования в системах коллективного пользования. Система управления комплексом программ автоматизированного оптимального проектирования, таким образом, может рассматриваться как некоторая проблемно-ориентированная операционная система. Она предназначена для поиска оптимума конструктивных параметров при произвольных ограничениях на пределы их изменения. Структура программного комплекса, реализующего оптимальное проектирование объектов на ПЭВМ, представлена на рисунке – 12.

Рисунок 12- структура программного комплекса оптимального проектирования
Система по минимальным управляющим указаниям со стороны пользователя (инженера-проектировщика) должна выполнять следующие операции: формировать модель объекта, выбирать для каждой конкретной задачи проектирования наиболее эффективные методы решения и осуществлять их применение в требуемой последовательности.
Для формирования рабочей модели объекта и поисковой программы система должна использовать следующие признаки, определяющие, по существу, характер и особенности решаемой задачи оптимального проектирования:
- модификацию проектируемого объекта (указание используемых модулей программной модели объекта);
- список ограничений;
- критерий оптимальности (в случае нескольких критериев должны быть указаны отношения приоритета);
- указание о дискретной или непрерывной области изменения отдельных конструктивных параметров;
- требования к точности решения.
Исходными данными при проектировании формовочной машины являются габариты опок, необходимая производительность формовочной машины, прочность формовочной смеси, масса отливки, габариты отливки, серийность производства. Общая постановка задачи оптимального проектирования формовочной машины предполагает одновременный поиск оптимальных параметров (в частности, размеров) как активной, так и конструктивной частей машины. Однако при этом задача усложняется.
Таким образом, чем точнее будет сделан расчет при помощи ПЭВМ, тем точнее будет результат расчетов, значения будут оптимальными, необходимая надежность будет достигнута, конструкция машины в итоге будет спроектирована.
11.1.3 Обоснование выбора направленности методики и программы
В данное время существует большое количество способов уплотнение формовочной смеси, такие как встряхивание, прессование, вакуум-пленочная формовка, специальные виды литья. Но в данной работе за основу взят воздушно- импульсный способ уплотнения потому, что:
Процесс воздушно-импульсного формообразования обеспечивает:
· стабильную повторяемость уплотнения независимо от конфигурации модели;
· снижение массы отливок (в среднем на 12-18 %) за счет повышения размерной точности формы, рационального распределения плотности смеси по высоте полуформы;
· снижение брака по вине формы (в среднем на 5-7%);
· снижение трудоемкости по очистке литья;
· отсутствует необходимость переналадки оборудования при переходе на другую номенклатуру;
· сохраняются существующие модели и формовочные смеси.
В настоящей работе большое внимание уделено методике расчета импульсных головок как низкого так и высокого давления, т.к в данное время отсутствуют какие- либо единые методики, и все разработчики при проектировании используют «метод эксперимента», который слишком дорогостоящ, и занимаем много времени.
11.1.4 Методика автоматизированного проектирования машины
Автоматизированное проектирование начинается с составления структурной схемы формовочной машины.
При разработке общей методики расчётов и моделей для трёхмерного проектирования узлов и деталей формовочной машины использованы различные методики:
1. математическое моделирование;
2. алгоритмическое моделирование;
3. статистическое моделирование.
Математическое моделирование
Согласно различным теориям математического моделирования [7, 8] проектированию программного обеспечения предшествует аналитическое моделирование. Которое представляет множество функциональных и логических отношений, которые полностью описывают функционирование технической системы или ее частей и сводящееся к применению аппарата аналитической механики и методов динамических аналогий, и цифровое моделирование, представляющее замкнутую модель системы алгебраических уравнений, описывающих преобразование входных данных в выходные.
Разработка математической модели начинается с построения расчетной схемы. В данном случае формовочную машину представляем в виде объекта, состоящего из ряда сборочных единиц, логически описать, которые не вызвало затруднений и поддающиеся упрощению и схематизации:
1 импульсная головка;
2 станина;
3 траверса;
4 колонны.
5 Рольганги подачи опок.
6 Рольганги подмодельных плит.
Рассмотрим методики математических моделей названных сборочных единиц.
Математическое моделирование импульсной головки .
В основу математического расчета конструктивных параметров головки низкого давления положены следующие соотношения [4], [5]:
1) объема опоки Vo к объему ресивера головки Vp
![]() [4]
[4]
гдеZ=0,09…0,12для импульсной головки высокого давления
Z=1…3для импульсной головки низкого давления
2) площади выпускного отверстия ресивера FВО к площади опоки Fоп
![]() ,[5]
,[5]
где![]() =0.025…0.043для импульсной
головки высокого давления
=0.025…0.043для импульсной
головки высокого давления
![]() =0,15…0,2для
импульсной головки низкого давления
=0,15…0,2для
импульсной головки низкого давления
4) объема полости рассекателя Vрас к объему опоки Vо
![]() ,[6]
,[6]
где![]() =1,6…2,4для импульсной
головки высокого давления
=1,6…2,4для импульсной
головки высокого давления
![]() =0,04…1,5для
импульсной головки низкого давления
=0,04…1,5для
импульсной головки низкого давления
Для проведения расчетов предоставим упрощенные конструкции известных импульсных головок [5], [6]. Импульсную головку низкого давления опишем как прямоугольную емкость по площади соответствующую уплотняемой опоке Fо , по объему Vp=(1…3)V0 , с множеством выпускных отверстий FВО в нижней части емкости, соединяемой с опокой. Схема импульсной головки высокого давления более сложная, имеет в основании пустотелую плиту- рассекатель с множеством выпускных отверстий FВО для прохождения воздуха из рассекателя в опоку. По площади плита-рассекатель соответствует площади уплотняемой опоки, а по объему Vрас=(1,6…2,4) V0. Сверху на плите-рассекателе расположен цилиндр-ресивер (один, два или более), внутренняя полость которого отсекается от полости рассекателя клапаном [1], [2], [4].
Для создания математической модели используем алгоритмическую форму, т. е. запись соответствующей модели и выбранного численного метода решения в форме алгоритма.
Расчет головки давления начинаем с выбора объема ресивера головки Vp , зависящего от Z (чем больше объем уплотняемой опоки, тем больше Z). Запись проведем следующим образом :
![]()
гдеa,b- ширина и длина опоки, м
h- изменяемая высота опоки от 0,2 до 0,4 м в каждом типоразмере опоки.
Оптимальный
расчет ведем по следующей схеме. Если![]() , то Z=0,09
и все параметры головки будут рассчитаны для объема ресивера
, то Z=0,09
и все параметры головки будут рассчитаны для объема ресивера ![]() , расчет ведем пока
, расчет ведем пока ![]() , после чего прекращаем,
т.е. необходимо изменить вводимые параметры опоки, либо пересмотреть технологию
изготовления отливки.
, после чего прекращаем,
т.е. необходимо изменить вводимые параметры опоки, либо пересмотреть технологию
изготовления отливки.
В расчет параметров головки входит определение оптимальных размеров выпускного отверстия из ресивера в рассекатель Dвып равного диаметру клапана и хода поршня клапана H. Для определения Dвып представим объем ресивера импульсной головки высокого давления как объем цилиндра, т.е.
![]() ,
,
где Dв- внутренний диаметр ресивера,
Hp- высота ресивера.
Если
принять, что Dвып=0,5Dв,
Hp=Dв,
а ![]() тогда
тогда ![]() , а
, а ![]() .
.
Ход
клапана (H) ограничим так, чтобы
над клапаном сохранялась дополнительная емкость, работающая на запирание
клапана и предупреждение его преждевременного открытия, т.е. ![]() .
.
Оптимальные размеры a, b, h, Dв, Hp, Dвып, H выводим на печать и переходим к проверочной части расчета корпуса импульсной головки на прочность.
Подбираем
материал для корпуса ресивера, проверочные расчеты ведем с учетом допускаемого
предела прочности на растяжение ![]() . Если
соблюдаются соотношения Р
. Если
соблюдаются соотношения Р![]() >Р
>Р![]() и Р
и Р![]() >Р
>Р![]() , где Р
, где Р![]() и Р
и Р![]() - допускаемые давления на
стенки и днище сосуда, Р
- допускаемые давления на
стенки и днище сосуда, Р![]() -
рабочее давление, необходимое для уплотнения смеси, то выбранная конструкция
работоспособна; если соотношения не соблюдаются, то выбирается другая марка материала
с более высоким
-
рабочее давление, необходимое для уплотнения смеси, то выбранная конструкция
работоспособна; если соотношения не соблюдаются, то выбирается другая марка материала
с более высоким ![]() (
(![]() или
или![]() ). В блок-схеме
использованы обозначения:
). В блок-схеме
использованы обозначения: ![]() -
коэффициент прочности сосуда; С - прибавка на коррозию; R
-
коэффициент прочности сосуда; С - прибавка на коррозию; R![]() - радиус контакта клапана
с седлом головки, т. е. радиус выпускного отверстия;
- радиус контакта клапана
с седлом головки, т. е. радиус выпускного отверстия; ![]() - высота клапана,
необходимо учесть, что R
- высота клапана,
необходимо учесть, что R![]() и
и ![]() выбираются по априорным
данным [2] и составляют, м,
выбираются по априорным
данным [2] и составляют, м,
R![]() =0,05...0,08;
=0,05...0,08; ![]() = 0,1...0,15
= 0,1...0,15
и
зависят от давления в импульсной головке Р![]() .т.е.
чем выше давление, тем меньше размеры; d - диаметр отверстия, соединяющего
полость головки с атмосферой; S и S
.т.е.
чем выше давление, тем меньше размеры; d - диаметр отверстия, соединяющего
полость головки с атмосферой; S и S![]() -
толщины днища и корпуса головки; К - эмпирический коэффициент [3].
-
толщины днища и корпуса головки; К - эмпирический коэффициент [3].
Математическое моделирование колонн
Математическое моделирование колонн подразумевает объяснение конструкции, функций, т.е. аналитическое моделирование и алгеброическое выражение на основе, которого можно проверить на прочность любую колонну, т.е. цифровое моделирование.
1)аналитическое моделирование колонн.
Колонны осуществляют конструктивную и силовую связь траверсы со станиной. Колонны воспринимают усилие прессования, передавая его станине. На колонны действует вес траверсы и других деталей, укрепленных на траверсе и колоннах. Колонны могут быть различные : круглые, квадратные, в виде уголка, швелера и т.д. .
2)цифровое моделирование колонн.
Цифровой моделью для выбора и расчета сечения колонн и проверки его на изгиб является уравнение:

![]()
где
σ![]() -
расчетное наибольшее по абсолютной величине напряжение в опасном сечении, МПа;
-
расчетное наибольшее по абсолютной величине напряжение в опасном сечении, МПа;
[σ]р - допускаемое напряжение на растяжение материала траверсы, МПа [18];
G![]() -
вес нагружающих частей (сюда входят: усилие траверсы, дозатора, прессовой
колодки или много плунжерной головки и т.д.), кг,
-
вес нагружающих частей (сюда входят: усилие траверсы, дозатора, прессовой
колодки или много плунжерной головки и т.д.), кг,
1 - расстояние, на котором действует нагрузка относительно опоры, мм;
h - высота сечения, мм;
I - момент инерции элементов сечения.
Математическое моделирование станины и траверсы
При математическом моделировании траверсы и станины, используем различные методики: - аналитическое моделирование; цифровое моделирование.
Рассмотрим каждый вид моделирования отдельно.
1) аналитическое моделирование станины и траверы.
Станина представляет собой литую деталь коробчатого, сечения, разделенную на ряд сообщающихся между собой отсеков. Станина выдерживает все нагрузки, которые на нее оказывают. Станина имеет прямоугольный вид. Машина имеет три позиции. На первой позиции и на третьей станина имеет полость, в которой располагаются цилиндр (подъемный). В станине машины имеются также гнезда, выполненные в виде цилиндрических приливов и служащие для крепления четырех колонн.
Траверсы могут быть различными: поворотные, неповоротные и т.д. траверса, как и станина, представляет собой сложную литую деталь коробчатой формы. Угловые цилиндрические приливы служат для крепления траверсы к колоннам. Усилие импульса воспринимается приливом. Траверса формовочной машины служит для крепления головки и воспринимает усилие импульса, передавая его на колонны. Воспринимая большую силу импульса и работая на изгиб, траверса имеет большой момент сопротивления. Неподвижные импульсные траверсы укрепляют на двух, трех, четырех колоннах. Опока, наполненная формовочной смесью, подводится под траверсу и оказывает усилие на нее при помощи цилиндра.
2) цифровое моделирование станины и траверсы состоит в описании их нагружения специальными формулами, которые в даннном разделе не рассматриваются из-за их ненадобности.
Таким образом имеем универсальные формулы, по каким можно рассчитать станину, траверсу, колонны для любой формовочной машины.
Алгоритмическое моделирование
Алгоритмическая модель - это графическое представление алгоритма в виде блок-схемы, В нашем случае проектирование осуществляется при помощи ПЭВМ, для проектирование на компьютере необходимо составить алгоритм программирования.
Алгоритм - это совокупность .действий со строго определенными правилами выполнения, также это формальное описание способа решения задачи путем дробления ее на конечную по времени последовательность действий (элементарных операций). Под словом "формальное" подразумевается, что описание абсолютно полное и учитывает все возможные ситуации, которые могут встретиться по ходу решения. Под элементарной операцией понимается действие, которое по заранее определенным критериям не имеет смысла детализировать.
Алгоритмическое моделирование заключается в составлении алгоритмических моделей каждого отдельного узла проектируемой машины: станина, траверса и т.д. Составим алгоритмические модели для каждого узла отдельно.
На последующих рисунках представлены блок-схемы расчета импульсных головок высокого (рисунок 2) и низкого (рисунок 3) давления, состоящих из нескольких подсистем: высокого давления- из двух подсистем (от расчета основных оптимальных параметров к расчету корпуса головки на прочность); низкого давления- из одной подсистемы (от расчета необходимого давления к выбору оптимальных конструктивных параметров головки).
Блок-схема
расчета импульсной головки низкого давления представлена на рисунке 3. Расчет
начинаем с определения необходимого давления по методике [5]. Затем, в
зависимости от величины давления выбираем Z,
и находим объем ресивера. Из найденного объема ресивера головки - Vp
находим его габариты. Если принять, что ресивер имеет форму параллелепипеда,
объем которого составляет ![]() ,
,
где А=а- длина головки
В=b- ширина головки,
то
высота головки ![]() .
.
После
определения параметров головки находим площадь выпускного отверстия ресивера
согласно литературе [6], которая составляет ![]() .
.
Расчет
начинаем с определения необходимого давления. Затем, в зависимости от величины
давления выбираем Z, и находим
объем ресивера. Из найденного объема ресивера головки - Vp
находим его габариты. Если принять, что ресивер имеет форму параллелепипеда,
объем которого составляет ![]() ,
,
где А=а- длина головки,
В=b- ширина головки, соответствующие длине и ширине опоки,
то
высота головки ![]() .
.
В схеме (рисунок 2) использованы следующие обозначения:
U - периметр опоки;
Рi - мгновенное давление в момент удара в элементарном объеме (Па);
x -коэффициент бокового давления, x=0,45;
f - коэффициент трения формовочной смеси о стенки опоки,
d0 - плотность смеси до удара, d0= 1,15;
j -ускорение инерции, которое действует в момент удара в слое , j =180;
q- ускорение силы тяжести, q =10;
FВО- площадь выпускного отверстия ресивера
Ур = hН + h ,
где h - высота опоки;
hН - высота наполнительной рамки.
На рисунке 13 приведена алгоритмическая модель расчета станины и траверсы. Алгоритмическая модель представляет собой последовательность расчетов. Каждый блок алгоритмической модели выполняет свое действие. Первый блок - это блок ввода исходных данных. Предварительно из банка данных выбираем вид конструкции. Условно принимаем конструкцию в виде балки закрепленной на концах. На основе расчетов сопротивлений материалов [4] находим опасное сечение. Далее в блоках рассчитываем момент инерции, момент сопротивления опасного сечения и рассчитываем напряжение в опасном сечении. Сверив полученный результат со справочным [18] делаем вывод, сможет ли выдержать выбранный вид станины или траверсы необходимые нагрузки. Если результат нас устраивает, то в последнем блоке идет сбор данных: Далее результаты расчетов выводим на печать.
На рисунках 13, 14, 15, 16, 17 приведены различные виды алгоритмических моделей.
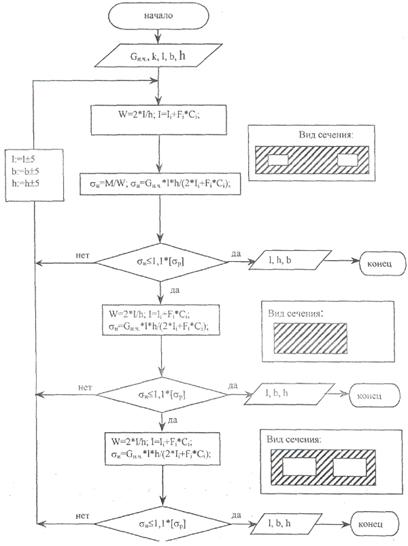
Рисунок 13 . Алгоритмическая модель расчета станины и траверсы
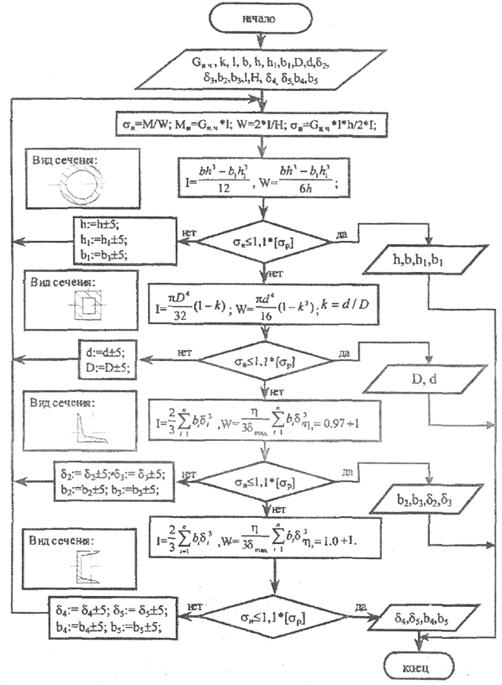
Рисунок 14 . Алгоритмическая модель расчета колонн

Рисунок – 15Блок-схема выбора основных параметров импульсной головки высокого давления.
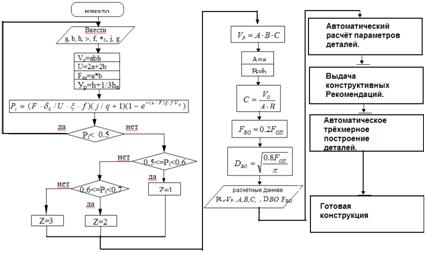
Рисунок 16Блок-схема выбора основных параметров импульсной головки низкого давления
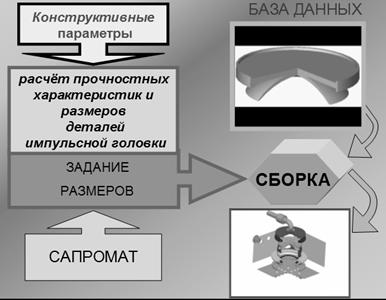
Рисунок – 17Блок-схема работы модулей автоматизированного проектирования импульсной головки .
Алгоритмическая модель представляет собой блок-схему, по которой производим расчет с определенной последовательностью. Первый блок - это блок ввода исходных данных. При расчете колонн первым шагом является выбор сечения конструкции, которые приведены в таблице 2.1. Первый блок - это блок ввода исходных данных. Далее по блокам рассчитываем момент инерции, момент сопротивления вида сечения и рассчитываем напряжение в сечении. Сверив полученный результат со справочным [18] делаем вывод, сможет ли выдержать выбранный вид сечения необходимые нагрузки. Если результат нас устраивает, то в последнем блоке идет сбор данных: Далее результаты расчетов выводим на печать.
На основе полученных алгоритмических моделей составляем программы для автоматизированного расчета узлов и проектирования при помощи ПЭВМ.
Статистическое моделирование
Статистика устанавливает закономерности, которым подчинены массовые случайные явления. Статистика основана на изучении методов теории вероятности статистических данных - результатов наблюдений.
Математическая статистика разрабатывает способы определения числа необходимых испытаний до начала исследования (планирование эксперимента) и в ходе исследования (последовательный анализ. )
Основными задачами математической статистики являются:
1)указание способа сбора и группировки статистических сведений, полученных в результате наблюдений или в результате специально поставленных экспериментов;
2) разработка методов анализа статистических данных в зависимости от целей исследования.
Целью статистического анализа является извлечение максимума информации из результатов эксперимента, проверка достоверности получаемой зависимости и оценка ее точности. Для проверки статистических гипотез используют параметрические и непараметрические критерии сравнения. Параметрические критерии сравнения применяют в тех случаях, когда характер распределения результатов экспериментов нормальный или близок к нему. Не параметрические критерии используются при анализе экспериментальных данных независимо от характера их распределения.
Статистическая обработка результатов эксперимента является обязательной и неотъемлемой частью любого исследования.
Непременным условием выпуска качественной продукции является использование при проектировании прогрессивных технологий изготовления, строгого соблюдение технологичности конструкции, тщательного контроль за изготовлением деталей и контроля сборки машины. Таким образом, математическое моделирование из рассмотренной методики автоматизированного проектирования является основой для проведения дальнейших разработок. Математические модели используются для составления алгоритмической, а на основе алгоритмической моделей составляют программы на ЭВМ. В свою очередь автоматизированное проектирование подразумевает полученный результат (расчет, схему или вид конструкции), используемый для проведения статистической обработки, которая дает результат о точности проведенных расчетов и какова надежность используемой конструкции. Надежность машин в первую очередь определяется прочность и жесткость конструкции.
11.1.5 Программа САПР для импульсных машин
Практической частью данного проекта является разработка программы для проектирования и расчета основных параметров импульсных машин.
Данная программа была выполнена с применением программ, Exel, Microsoft Visual Basic, Solid – Works в качестве программы для построения базы данных готовых элементов, и проведения трёхмерных сборок.
Исходными данными для данной программы служит габарит опок и производительность. После ввода данных начинается обработка и расчет основных параметров импульсной головки.
В основу алгоритма расчета конструктивных параметров головки положены соотношения, которые подробно были описаны выше.
Работа программы основана на специально разработанных алгоритмах, использующих для трёхмерных построений рабочих моделей машин общепринятые формулы и зависимости прочностных расчётов. Обработка необходимых математических вычислений и логических операций производится в специальных электронных таблицах, созданных на основе программы Excel. Автоматическое трёхмерное проектирование и построение, двухмерные чертежей производится в программе Solid Works.
После расчета параметров импульсной головки программа выдает рекомендации, относительно рабочего давления (высокого или низкого) рассчитываются основные конструктивные размеры и т.д.
Далее идет обращение к базе данных готовых элементов, из которой, в зависимости от рассчитанных параметров и происходит построение сборок, 3D модель оборудования, и демонстрируется схема работы оборудования. Одновременно с этим из 3D версии оборудования моделируется 2D версия.
Внешний вид графических окон интерфейса данной программы приведён на рисунках -.18, 19.
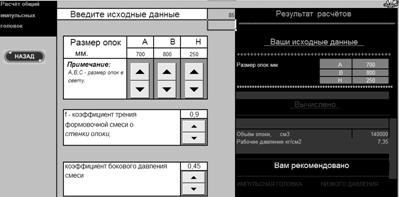
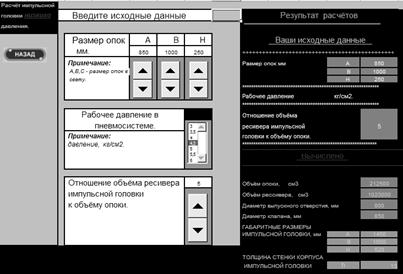
Рисунок -18, 19Внешний вид графических окон интерфейса.
11.2 Экономика, планирование и организация производства
В данном разделе предоставлены сведения о: себестоимости продукции участка литейного цеха, технико-экономические показатели литейной линии, экономическая эффективность капиталовложений.
Литейное производство в организационно-экономическом отношении является одним из наиболее сложных машиностроительных переделов.
Особенностями литейного производства являются:
- сложность организации производственного процесса в литейных цехах;
- большая номенклатура отливок и разносерийный характер производства;
- однонаправленность и непрерывность производственного процесса изготовления отливок;
- существенные различия в технологии выполнения различных литейных операций;
- невозможность создания компенсирующих заделов (жидкого металла, форм, стержней);
- определяющее влияние стадии изготовления форм, на основе которой планируют работу всего литейного цеха;
- разнообразие и большое количество потребляемых и перерабатывающих, а точнее их большой грузооборот с параллельными потоками предметов труда;
- преобладание бригадных методов работы;
- более высокие нормы амортизационных отчислений активной части основных фондов, работающих в условиях запылённости, повышенного износа;
- особенно высокая норма транспортного оборудования (транспортеров, конвейеров, мостовых, консольных и других кранов).
|
Наименование оборудования |
количество |
Мощность, кВт/ч |
Оптовая цена, грн |
Расходы на транспорт и монтаж, грн |
Балансовая стоимость, грн |
Амортизационные отчисления, грн |
|
Основное оборудование |
||||||
| Линия импульсной формовки | 1 | 400 | 2 500 000 | 375 000 | 2 875 000 | 431250 |
|
Вспомогательное оборудование |
||||||
| Кран | 1 | 100 | 200 000 | 30 000 | 230 000 | 34500 |
Таблица – 5Сводная ведомость стоимости оборудования
Наименование |
Стоимость балансовая, грн |
Норма амортизации, % |
Сумма амортнзационных отчислений, грн |
| 1 | 2 | 3 | 4 |
| Здание участка | 137500 | 5,0 | 6875 |
| Оборудование: | |||
| - технологическое | 2875000 | 15,0 | 431250 |
| - вспомогательное | 230000 | 15,0 | 34500 |
| Итого | 3242500 | 534525 | |
| Технологическая оснастка и инструмент | 862500 | 15,0 | 129375 |
| Инвентарь: | |||
| - технологический | 43125 | 25,0 | 10781,25 |
| - хозяйственный | 25000 | 25,0 | 6250 |
| Прочие неучтенные фонды (10% от основного оборудования) | 287500 | 15,0 | 43125 |
| Всего | 4460625 | 724056,25 |
Таблица - 6 Состав и численность основных рабочих.
Профессия |
Разряд |
Численность |
Оператор – наладчик |
4 |
2 |
Электромонтер |
4 |
2 |
Слесарь- ремонтник |
4 |
2 |
Крановщик |
4 |
2 |
Таблица – 7Руководители, специалисты, служащие.
Профессия |
Численность |
Руководители1 Начальник участка 2 Мастер |
1 2 |
Специалисты1 Инженер-технолог 2 Механик 3 Экономист |
11 1 |
Служащие1 Табельщик 2 Нормировщик |
2 1 |
Таблица - 8 Расходы по содержанию и эксплуатации оборудования.
|
Наименование показателей |
Единица измерения |
Значения |
| 1 Годовой выпуск продукции | т | 20000 |
|
2 Площадь участка - общая |
м2 |
500 |
|
3 Количество работающих: -руководители -специалисты -служащие, в том числе -рабочие, из них: вспомогательных основных |
чел. |
3 3 3
8 16 |
| 4 Стоимость основных фондов | Тыс.грн. | 4460625 |
|
5 Средняя заработная плата - основного рабочего - вспомогательного рабочего - руководителя - специалиста - служащего |
грн. |
1274,58 1142,03 1750 800 600 |
| 6 Себестоимость 1 т годного литья | грн. | 3756,67 |
| 7 Прибыль предприятия на 1 т годного литья | грн. | 187,83 |
| 8 Прибыль от производства и реализации продукции | грн. | 3756600 |
| 9 Отпускная цена предприятия 1 т годного литья | грн. | 4735 |
| 10 Срок окупаемости инвестируемых средств | лет | 1,25 |
| 11 Рентабельность продукции | % | 5 |
| 12 Рентабельность производства | % | 7 |
| 13 Фондоотдача | (Грн/год)/год | 2,12 |
| 14 Фондоёмкость | Грн/(грн/год) | 0,47 |
11.3 Техника безопасности, охрана труда и окружающей среды
11.3.1 Опасные и вредные производственные факторы и меры для их снижения
К вредным и опасным производственным факторам литейного цеха относятся:
- повышенный уровень шума;
- движущие части машин и оборудования;
- передвигающиеся изделия;
- повышенный уровень вибраций;
- недостаточная освещённость;
- опасность поражения током электрической цепи и др.;
-загазованность и повышенная температура воздуха рабочей зоны.
Устранение запыленности воздуха в производственных помещениях литейных цехов, резкое сокращение и ликвидация вредных выбросов в атмосферу являются одной из важнейших проблем литейного производства.
Литейное производство является одним из источников загрязнения окружающей среды, вредными пылегазовыми выбросами, а также отходами формовочной смеси, шлака и др. Большое количество пылевых частиц выбрасывается непосредственно в производственные помещения литейных цехов при изготовлении стержневых смесей и при их выбивке.
В таблице - 9 приведены удельные выделения пыли при использовании наиболее распространенного оборудования [17].
Таблица - 9.Удельные выделения пыли q кг /т при использовании наиболее распространенного оборудования
| Оборудование | q, кг /т |
|
Смеситель периодического действия производительностью 50…60 т/ч Смеситель непрерывного действия производительностью 50…60 т/ч |
1,0…1,2 1.3 |
Кроме того, воздух литейных цехов может загрязняться оксидами серы, фенолом, формальдегидом, ацетоном, аммиаком и др. в зависимости от вида применяемого топлива и состава стержневой смеси.
Пылегазовые выбросы литейных цехов содержат большое количество вредных веществ, которые, проникая в организм человека, оказывают физико-химическое воздействие на его клетки и ткани, влекущие нарушение жизнедеятельности.
Вода используется на операциях гидравлической выбивки стержней, промывки формовочной земли (смеси) в отделениях регенерации, в системах обеспыливающей вентиляции и т.д. Образующиеся при выполнении этих операций сточные воды загрязняются глиной, песком, зольными остатками (от стержневой смеси и связующими добавками формовочной смеси). Концентрация этих веществ изменяется в широких пределах в зависимости от применяемого оборудования, исходных формовочных материалов и может достигать значений 5000 мг/л. Наличие этих загрязнений препятствует повторному использованию сточных вод, а их сброс ведёт к загрязнению водоёма [17].
11.3.2 Мероприятий по защите окружающей среды
Технологические процессы литейного производства сопровождаются образованием огромных количеств различных пылей и газов, которые загрязняют атмосферу. Отвалы отработанных смесей и неочищенные сточные воды, сбрасываемые в водоемы, изменяют структуру и химический состав почвы и воды.
Для очистки воздуха от пыли, образующейся при обработке известняка, руды, ферросплавов, применяются форсуночные скрубберы, которые устанавливаются в цехе с целью одноступенчатой очистки в вытяжной системе воздуха от дробильного оборудования. Воздух, отсасываемый от выбивных решеток, бункеров со смесью очищается в циклонах. Эффективность применяемых очистных устройств приведена в таблице - 10. Для очистки газовоздушного потока от СО рекомендуется предварительный дожиг СО.
Таблица -10 Характеристика очистных устройств
Тип агрегата |
Степень очистки, % |
| Труба Вентури | 97 |
| Форсуночный скруббер | 68 |
| Циклон | 85 |
Основными загрязняющими примесями производственных сточных вод цеха являются различные взвешенные вещества минерального происхождения, нефтепродукты, щелочи, соли. Для очистки стоков цеха применяются механические методы, включающие процеживание, отстаивание, фильтрование воды и пропускание ее через центрифуги. Сточные воды, помимо очистки, подвергаются охлаждению. Уменьшение количества сточных вод может быть достигнуто путем создания бессточной системы очистки и внедрения научно – обоснованных норм водопотребления. Для уменьшения объема отвалов отработанной смеси применяется их регенерация и возврат в производство.
11.3.3 Требования безопасности к оборудованию и технологическим процессам
Требования безопасности к оборудованию и технологическому процессу предусмотрены согласно ГОСТ 12.3.002-75 ССБТ [17].
Автоматическая стержневая линия оборудуется органами управления для её пуска и работы в автоматическом режиме, наладки и остановки.
В конструкции стержневой машины предусмотрена блокировка, обеспечивающая невозможность срабатывания её механизмов, пока не будет достигнуто фиксированное положение стержневого ящика.
Во всех машинах, где неизбежно просыпание стержневой смеси, предусмотрена механизированная уборка.
В целях обеспечения безопасности при работе мостового крана применяется блокировка, обеспечивающая подачу звукового сигнала сиреной при подъёме ковша.
Литейные ковши рекомендуется подвергать освидетельствованию и испытанию перед сдачей в эксплуатацию после ремонта, а крановые ковши - через каждые 6 месяцев. На участке заливки применяется эффективная вентиляция путем отсоса загрязненного воздуха и притока свежего.
Автоматизированный участок выбивки отливок имеет вентиляцию, защитные кожухи, сигнализацию для остановки устройства при аварийной ситуации. Объём отсасываемого воздуха должен составлять 1500 м3 /ч на 1 м2 площади решетки.
Для снижения уровня шума используют подвесные фундаменты выбивных устройств, стены и потолок выбивного отделения облицованы звукопоглощающими материалами.
Для оператора предусмотрена звукоизолирующая кабина.
11.3.4 Пожарная безопасность
В литейном цехе происходят высокотемпературные процессы, поэтому имеется постоянная опасность возникновения пожара, поэтому применяются меры по предупреждению пожароопасных ситуаций. В соответствии со СН и П 11-90-81 литейное и металлургическое производство относятся к категории Г (пожароопасные).
Строительные материалы и конструкции по способности к возгоранию делятся на три группы: несгораемые, трудносгораемые и сгораемые. Здание цеха относится к III степени огнестойкости, т. е. все основные несущие конструкции, выполняются несгораемыми, но применяются стальные незащищенные от огня несущие фермы и внутренние перегородки, выполненные из трудносгораемых материалов. По классификации пожароопасных помещений цех относится к зоне класса П – IIa, как помещение, содержащее твердые горючие вещества, не способные переходить во взвешенное состояние.
Для предупреждения распростронения огня здание снабжено противопожарными перегородками.
В цехе применяются следующие горючие материалы (вещества): мазут с температурой воспламенения 420оС, смазочные масла – 200оС, природный газ – 460оС.
В литейном цехе возможны пожары при контакте расплавленного металла и шлака с водой, при самовозгорании порошков аммония и ферросплавов, утепляющих засыпок, в результате перегрузок проводов или короткого замыкания электрических устройств.
Пожарная защита согласно ГОСТ 12.1.004-91.ССБТ ”Пожарная безопасность. Общие требования” обеспечивается в результате применения несгораемых и трудносгораемых веществ и материалов вместо пожароопасных; ограничение количества горючих веществ и их хранение; недопущение возникновения влаги в разливочных установках и литейных формах; использование системы противопожарной защиты объекта.
В производственном помещении цеха оборудованы противопожарные уголки, снабженные ящиком с песком, емкостями с водой, пожарно-инвентарными щитами с набором инвентаря: лопат, багров, крюков, топоров.
При тушении небольших очагов пожара при воспламенении твердых горючих материалов на площади 1м2 в цехе используются порошковые огнетушители ОП-1, ОП-2, ОП-5, время действия которых 60 секунд, а дальность действия 6-8м.
Эффективность и своевременность эвакуации людей при пожаре достигается устройством путей эвакуации: количество, протяженность и ширина которых удовлетворяет нормативным требованиям, а также эвакуационных выходов, которыми служат имеющиеся в цехе производственные выходы.
11.3.5 Меры электробезопасности
При обслуживании электроустановок согласно Правилам устройства электроустановок (ПУЭ) 1985г. применяют основные и дополнительные защитные средства.
Изоляция защищает электроустановки от чрезмерной утечки токов, предохраняет людей от поражения током и исключает возникновение пожаров. Правилами установлено, что сопротивление изоляции сети на участке между двумя смежными предохранителями должно быть не менее 0,5мОм. В помещениях сырых или имеющих выделения едких паров или газов, сопротивление изоляции повышается на 20-50% в зависимости от напряжения [17].
Проводка в производственных помещениях выполняется изолированными проводами и кабелями, которые в местах, где возможно их механическое повреждение, укладывают в механические трубы.
Предохранитель – простейший автоматический прибор, в котором имеется плавкая вставка, перегорающая при увеличении силы тока в цепи. Вставки применяются стандартными, их нельзя заменять другими и использовать жилы медного провода, что может дать сильный нагрев проводов, возгорание изоляции и возникновение пожара.
Электродвигатели для привода оборудования применяются в соответствии с технологическими требованиями. Электродвигатели закрытого типа исключают возможность прикосновения к частям, находящимся под напряжением. Они защищены от попадания внутрь пыли, стружек и других посторонних предметов.
Запрещается работа двигателя при возникновении следующих неисправностей: нечеткая работа выключателя, искрение, вытекание смазки из редуктора, появление дыма или запаха, появление повышенного шума, стука, вибрации.
Двигатели должны подвергаться периодической проверке, не реже одного раза в 6 месяцев.
11.3.6 Вентиляция цеха. Расчёт общеобменной вентиляции
Вентиляция – это организованный воздухообмен в помещениях.
Вентиляция по способу перемещения воздуха подразделяется на естественную и механическую. Она применяется для создания нормальных метеорологических условий, удаления вредностей, выделяющихся при выполнении различных работ и технологических операций. В зависимости от назначения вентиляция может быть приточной и вытяжной.
В нашем случае мы ведем расчет общеобменной вентиляции, она устраивается в случаях, когда вредные выделения образуются во всем объеме помещения. При этом воздухообмен в помещении обеспечивается более или менее равномерно.
Определим требуемый воздухообмен и его кратность для вентиляционной системы цеха завода, имеющего длину 70м, ширину 12м, высоту 6м. В воздушную среду цеха выделяется пыль (в основном кварцевая) в количестве W=100г/ч (для данного вида пыли ПДК=1мг/м3) [18], концентрация пыли в рабочей зоне Ср.з.=0,9мг/м3, в приточном воздухе Сп=0,3мг/м3, концентрация пыли в удаляемом из цеха воздухе равна концентрации ее в рабочей зоне (Сух=Ср.з.), т.е. пыль равномерно распределена в воздухе. Количество воздуха, выбираемого из рабочей зоны местными насосами равна Gм=1500м3/ч.
- объем цеха, м3:
V=70*12*6=5040м3;
- требуемый воздухообмен, м3/ч:
![]()
где L – производительность вентилятора, м3/ч;
GM – количество воздуха, выбираемого местными отсосами, м3/ч;
W – количество, выделяемой пыли, кг/ч;
Ср.з. – концентрация пыли в рабочей зоне, мг/м3;
Сп – концентрация пыли в приточном воздухе, мг/м3;
![]() м3/ч;
м3/ч;
- кратность воздухообмена в цехе, 1/ч:
![]() 1/ч,
1/ч,
т.е. за 1ч воздух в цехе должен обмениваться 33,07 раз.
- подберем вентилятор и электродвигатель для данных: необходимая производительность вентилятора L=166666м3/ч, полное давление Н=64кг/м2.
По графику выбираем вентилятор типа Ц4-70 №20, КПД вентилятора - hв=0,7.
Установочная мощность электродвигателя вентилятора определПо графику выбираем вентилятор типа Ц4-70 №20, КПД вентилятора - hв=0,7.
Установочная мощность электродвигателя вентилятора определяется по формуле:
![]()
где Н – полное давление вентилятора, кг/м2;
К – коэффициент запаса, [18];
hв – КПД вентилятора [18];
hр.п. – КПД ременной передачи (для плоских ремней 0,85-0,09, а для клиноременной передачи 0,90-0,095);
![]() кВт.
кВт.
Согласно [18] для вентилятора Ц4-70 №16 подберем электродвигатель типа А02-42-4 (n=284об/мин, Nуст=55 кВт).
Заключение
За время прохождения преддипломной практики в сталелитейном цехе, завода имени Орджоникидзе (СКМЗ), я ознакомился с находящимся в цехе оборудованием. Изучил организацию производства, принцип работы оборудования и его конструкцию.
Выполнил индивидуальное задание
В работе было выполнено:
1) разработана система автоматизированного проектирования для создания формовочного агрегата;
2) составлены математические и алгоритмические модели автоматизированного проектирования импульсной формовочной машины;
3) Разработан полный алгоритм расчета машины автоматизированного проектирования импульсной формовочной машины и ее сборочных единиц:
4) . Разработана специальная методика и создана на ёё основе система для автоматизированного проектирования формовочного агрегата и его частей с поочередным расчётом всех его узлов и их последовательным трёхмерным моделированием и проведением трёхмерной сборки, как отдельных узлов, так и всего агрегата в целом.
СПИСОК ЛИТЕРАТУРЫ
1. Гунько И.И., Постернак Д.В. Методика автоматизированного расчета на ЭВМ параметров импульсного агрегата высокого давления // Металл и литье Украины.-2005.- №6, С. 28-30.
2. Гунько И.И. Ковригин В.О. Методика автоматизированного расчета на ЭВМ параметров импульсной головки низкого давления// Металл и литье Украины.- 2006.-№5, 28-30
3. Биргер Э.А. Расчет на прочность деталей машин.М.: Машиностроение, 1997.-500с.
4. Горский А.И. Расчет машин и механизмов автоматических линий литейного производства.М.: Машиностроение, 1998,- 552с.
5. Орлов Г.М. Автоматизация и механизация процессов изготовления форм. М.: Машиностроение, 1998,–324с.
6. Гунько И.И. Ковригин В.О. Методика автоматизированного расчета на ЭВМ параметров импульсных головок высокого и низкого давления// Литейное производство, 2006, №10.- с.32
Характеристика
Студент группы ОЛП 99-1 Макаренко А.В. прошёл преддипломную практику в сталелитейном цехе, завода имени Орджоникидзе (СКМЗ). В процессе которой приобрёл практические навыки по изучению оборудования, технологии и конструкции машин литейного производства. Во время прохождения преддипломной практики были решены следующие задачи: ознакомление с работой, конструкциями и расположенным оборудованием в отделениях цеха. В период практике изучались машина и линия – аналог для дипломного проекта.
Так же было выполнено индивидуальное задание. Целью, которого является разработка специальной методики и создание на ёё основе системы для автоматизированного проектирования формовочного агрегата и его частей с поочередным расчётом всех его узлов и их последовательным трёхмерным моделированием и проведением трёхмерной сборки, как отдельных узлов, так и всего агрегата в целом.
Все поставленные выше задачи были успешно выполнены.
Заведующий кафедрой
Руководитель практики от академии
Руководитель практики от завода
Начальник ОТО завода
| Технология обработки конструкционных материалов | |
|
Конспект лекций "Технология обработки конструкционных материалов" ЛЕКЦИЯ 1 Основы металлургического производства. Производство чугуна Основы ... Очистка отливок - процесс удаления пригара, остатков формовочной и стержневой смесей с наружных и внутренних поверхностей отливок. При проектировании отливки должны учитываться литейные свойства сплавов, а также технологии изготовления модельного комплекта, литейной формы, стержней, очистка и обрубка отливок ... |
Раздел: Промышленность, производство Тип: учебное пособие |
| Основы проектирования и конструирования | |
|
Основы проектирования и конструирования Конспект лекций для студентов специальности 060800 "Экономика и управление на предприятии" Составитель ... Проектирование на уровне изделий приводило к постоянному усовершенствованию печей для этого обжига. Это не вызывает особых трудностей в процессе проектирования: проектирование колонны синтеза карбамида будет вестись группой специалистов с учетом входов и выходов, диктуемых ... |
Раздел: Промышленность, производство Тип: учебное пособие |
| Проектирование систем очистки выбросов цеха литья пластмасс | |
|
Министерство образования Российской Федерации ДОПУЩЕН К ЗАЩИТЕ Зав. кафедрой, д.т.н., проф. _ 2003 г. ПРОЕКТИРОВАНИЕ СИСТЕМ ОЧИСТКИ ВОЗДУХА В ЦЕХЕ ... Цех литья из пластмасс (заготовительно-литейное производство) перерабатывает термопластичные материалы: полиэтилен, полипропилен, полистирол, полиамиды, пластик АБС. Производственный мусор, образуется в результате производственной деятельности цеха представляет собой смесь различных материалов в виде опилок, стружки, сметов с полов и т.п ... |
Раздел: Рефераты по экологии Тип: реферат |
| Формовка и формовочные материалы | |
|
Формовка и формовочные материалы 1. Формовка Процесс получения отливки состоит в том, что с помощью модели отливаемого изделия различных ... Процесс получения отливки состоит в том, что с помощью модели отливаемого изделия различных приспособлений и инструментов из смеси формовочных материалов, называемой формовочной ... Оно имеет несколько участков: а) участок изготовления литейных форм по-сырому для ажурных отливок; б) участок изготовления форм, заливаемых после сушки, приспособлен для кусковой ... |
Раздел: Промышленность, производство Тип: реферат |
| Разработка модели технологического процесса получения ребристых труб и ... | |
|
СОДЕРЖАНИЕ ВВЕДЕНИЕ 4 ЛИТЕРАТУРА 116 ВВЕДЕНИЕ Рациональное использование природных ресурсов и энергии является важнейшей задачей производства ... Прежде чем приступить к проектированию технологии изготовления отливки, необходимо оценить возможности и целесообразность выполнения заказа на данном предприятии, руководствуясь ... Значительное количество пыли выделяется при изготовлении различных формовочных смесей, выбивке отливок и очистке литья. |
Раздел: Рефераты по технологии Тип: реферат |