Курсовая работа: Технология изготовления женской одежды
Содержание
Введение
Нормативно техническая документация
1. Технологическая часть
1.1 Обоснование выбора моделей
1.2 Техническое описание
1.3 Выбор и обоснование материалов
1.3.1 Характеристика материалов
1.4 Обоснование выбора методов обработки и оборудования
1.4.4 Технологическая характеристика оборудования
1.5 Технологическая последовательность обработки изделий
2 Организация производства
2.1 Предварительный расчет потока
2.2 Обоснование Выбора типа потока
2.3 Расчет условий согласования времени операций.
2.4 Технологическая схема потока
2.5 Анализ технологической схемы потока
2.5.1 Анализ коэффициентов согласования по секциям и по потоку в целом
2.5.2 Анализ сводной таблицы основных рабочих в потоке . Сводная таблица оборудования и рабочих мест потока
2.6 Технико-экономические показатели потока
Заключение
Список литературы
Приложение 1
Приложение 2
Введение
Культура одежды является наиболее индивидуальной формой материальной культуры народа. В одежде находит отражение и его духовная культура, воплощены представления об удобстве, целесообразности, красоте тела, души и окружающего мира.
В течение всей истории существования человечества люди создавали для себя одежду, внося свой вклад в этот мгновенный процесс. Именно этот вид творчества был наиболее близок большинству людей, так как в нем каждый мог проявить свое мастерство, фантазию, понимание прекрасного.
Истоки одежды уходят глубоко в века, уже тридцать тысяч лет назад люди умели пользоваться различными природными материалами для создания одежды и украшений. Их многообразие достигалось посредством использования кожи, меха, кары деревьев и других материалов растительного происхождения, костей и зубов животных, перьев птиц и разноцветных камней. Издревле люди научились выделывать кожу и обрабатывать меха, прясть пряжу из волокон шерсти льна.
Своеобразие одежды разных народов зависело от различных условий, климата, образа жизни основных занятий, доступных материалов и систем религиозных представлений.
Одежда жителей теплых стран должна была уберегать человека от вредных солнечных лучей, дождя и других воздействий окружающей среды на организм человека. Одежда северных народов должна защищать от снега и мороза.
Со времен своего возникновения, одежда кроме утилитарной выполняла еще социальную и эстетическую функции. По костюму владельца всегда можно было точно указать, какую ступень в обществе он занимает, догадаться о его достатке и ряде занятий. Достигалось разными средствами -от различных орнаментов рисунка на коже дикарей, формы и материалов украшений до качества тканей, мехов, покроя и цвета костюма, богатства его отделки и совершенства исполнения.
И в настоящее время костюм может дать достаточно много информации о своем владельце, несмотря на значительное ослабление социальной функции одежды. Но, как и прежде, велика ее эстетическая роль. Благодаря одежде человек может изменять свой внешний вид, скрыть недостатки и подчеркнуть достоинства внешности, продемонстрировать свой вкус.
Женщина всегда понимала, что ее оценивают не только по уму, характеру, хозяйственным навыкам, но и по умению одеваться. Поэтому женщины всего мира тратят достаточно много времени, сил и средств, чтобы всегда хорошо выглядеть.
Научиться шить самостоятельно удается не всем женщинам. Конечно, было бы прекрасно, если в этом процессе вы могли бы рассчитывать на помощь специалистов, но это, к сожалению, не всегда возможно.
Швейная промышленность является одной из крупнейших отраслей легкой промышленности.
При проектировании одежды должны быть использованы последние достижения науки, техники и прикладного искусства. Выбранные конструктивные решения, соответствующие созданию имеющих высокие эстетические свойства, высокие требования, можно удовлетворить постоянно совершенствую технологию пошива изделия.
При этом повышение эффективности процессов изготовления одежды может быть достигнуто за счет использования прогрессивных способов обработки. Для производства высококачественных изделий необходимо хорошо знать строение и свойства материалов, их изменения под воздействием факторов швейного производства. Необходимо научиться выполнять работы: технологических процессов изготовления швейных изделий, определять их ТЭП, осуществлять планировку агрегатов, пользоваться справочной литературой.
Главная задача швейной промышленности – удовлетворение потребности людей в одежде высокого качества и разнообразного ассортимента. Решение этой задачи осуществляется на основе повышенной эффективности производства, ускорения научно – технического прогресса, роста производительности труда, всемерного улучшения качества работы, совершенствования труда и производства.
Технология современного швейного производства все более становится механической, ее эффективность в первую очередь зависит от применяемого оборудования.
Целью данной курсовой работы является разработка технологической последовательности по изготовлению женского комплекта с применением новейшего высокопроизводительного оборудования и усовершенствованных методов обработки.
Нормативно техническая документация ГОСТы, ОСТы, применяемые для пошива изделия
Одежда платьево - блузочного ассортимента общие технические условия ГОСТ 2594 – 91.
Настоящий стандарт распространен на женскую одежду и верхнюю одежду для девочек платьево – блузочного ассортимента: платья, блузки, юбки, сарафаны и другие аналогичные изделия данной группы.
Стандарт не распространяется на изделия, изготовляемые по индивидуальным заказам и для военнослужащих.
По размерам изделия должны соответствоватьтребованиям ГОСТ 17 - 522, ГОСТ 17 - 916 и ОСТ 17 – 326.
ГОСТ 12807 – 88 изделия швейные. Классификация стежков, строчек и швов.
ГОСТ 12560 Определение сортности готовых изделий.
ГОСТ 10508-88 изделия швейные. Маркировка, транспортировка, хранение.
ГОСТ 23948 Правила приемки готового изделия.
ГОСТ 4103-82 изделия швейные. Методы контроля качества.
ГОСТ 20521 Технология швейной промышленности. Термины и определения.
ГОСТ 22977-89 Детали швейного изделия. Термины и определения.
1. Технологическая часть
1.1 Обоснование выбора модели
Мода постоянно изменяется и создает временное условное представление о красоте форм одежды. Её движущим началом является стремление к периодической смене внешних форм, так как широкое распространение моды приводит к однообразию в одежде. Как бы ни была удачна с эстетической точки зрения та или иная форма, конструкция одежды, материал, цветовая гамма или отделка, их ждёт общая участь – замена другим, может быть и не лучшим вариантом, но новым.
Романтика и элегантность становится источником вдохновения. Модный образ дополняют узоры набивных рисунков на ткани и растительные орнаменты. Чтобы избежать однообразия, можно соединять все что угодно. На пике моды – композиции рисунков, объединяющие разные мотивы. Наслаивающиеся друг на друга ткани искусно интерпретируют тему объема. Завышенные ампирные линии талии придают изысканность силуэтам узких платьев и блузок.
Возвращаясь в романтические пятидесятые и демонстрируя все очарование того времени, можно так же тактично включить и элементы современной моды. Это элегантные, но в полнее утилитарные комплекты, демонстрирующие оригинальные детали и необычные конструкторские и технологические решения. Узкие блузки и пышные юбки так изящно подчеркивают линии тела. Долю кокетства вносят модели с широкими и глубокими вырезами горловины. В соответствии тенденциями моды сохраняется акцент на грудь с помощью складок, оборок, рельефов.
Нечто женственное, романтичное, при этом свежее и современное, смогло, наконец, прорваться сквозь щит мужеподобного стиля. Сейчас в моде легкие, свободные, многослойные и ассиметричные вещи с безупречной «живой» драпировкой, объединенная роскошь и легкая небрежность. Стоит отметить довольно сдержанное цветовое решение, что говорит о новой тенденции – возвращение в моду истинной элегантности – интеллектуальной и аристократичной.

Преобладают темные оттенки цветов в сочетании со светлыми.
В ходе работы по созданию изделия выбор модели был сделан в пользу таких критериев как:
динамика современных тенденций моды;
влияние творческого источника и его приоритеты;
комфорт в эксплуатации изделия.
За разработку берется модель, представленная на рисунке. Модель наибольшим образом удовлетворяет показателям и требованиям, предъявляемым к проектируемому изделию.
Одним из основных условий получения высококачественных изделий является правильный и обоснованный выбор материалов с учетом конструктивных особенностей изделия, применяемых методов изготовления и условий его эксплуатации. При выборе материалов для данного изделия предпочтение делалось натуральным тканям из хлопка светлых и темных тонов. Отличительная особенность состоит в использовании материала в горошек и оборки из шитья.
1.2 Техническое описание
Вид спереди Вид сзади.
Описание внешнего вида изделия. Блузка женская полуприлегающего силуэта с центрально бортовой застежкой на 19 крючков, из хлопчатобумажной ткани. Полочка с двумя горизонтальными рельефами на груди и вытачкой по линии талии и с вертикальной складкой на груди. Спинка с завышенной линией талии и с вытачкой по линии талии. Рукав одношевный короткий. Воротник с цельнокроеной стойкой. По горизонтальным рельефам, в воротнике, концам рукавов кант.
Юбка - полусолнце с застежкой на тесьму молнию с заниженной линией талии, из хлопчатобумажной ткани. Юбка на подкладке с оборкой из кружева по низу.
Спецификация деталей кроя.
| Наименование детали изделия | Количество лекал | Количество деталей | Зарисовка детали кроя |
| Блузка | |||
| Верхняя часть спинки | 1 | 1 | |
| Нижняя часть спинки | 1 | 1 | |
| Верхняя часть полочки | 1 | 2 | |
| Средняя часть полочки | 1 | 2 | |
| Нижняя часть полочки | 1 | 2 | |
| Рукав | 1 | 0 | |
| Верхний воротник | 1 | 1 | |
| Нижний воротник | 1 | 1 | |
| Подборт | 1 | 2 | |
| Обтачка для рукава | 1 | 2 | |
| Детали клеевой прокладки | |||
| Клеевая для подборта блузки | 1 | 2 | |
| Клеевая для обтачки рукава | 1 | 2 | |
| Клеевая для нижнего воротника | 1 | 1 | |
| Юбка | |||
| Переднее полотнище | 1 | 1 | |
| Заднее полотнище | 1 | 1 | * |
| Обтачка заднего полотнища юбки | 1 | 1 | • |
| Обтачка переднего полотнища юбки | 1 | 1 | |
| Детали подкладки | |||
| Подкладка переднего полотнища юбки | 1 | 1 | |
| Подкладка заднего полотнища юбки | 1 | 1 | |
| Детали клеевой прокладки | |||
| Клеевая для обтачки переднего полотнища юбки | 1 | 1 | |
| Клеевая для обтачки заднего полотнища юбки | 1 | 1 |
1.3 Обоснование выбора материалов
1.3.1 Характеристика материалов
Выбор свойств и предъявление требований к материалам – ответственный и наиболее трудоемкий этап. Они устанавливаются в зависимости от моделей – предложений, особенностей, конструкции, применяемой технологии, назначения изделия и условий его эксплуатации.
В соответствии с назначением применяемые материалы должны иметь свойства, определяющие эстетичный вид изделия, срок эксплуатации, гигиенические свойства. Кроме того, материал определяет выбор конструкции и параметры технологической обработки.
Данный комплект, состоящий из блузки и юбки, предназначен для повседневной носки. Поэтому в порядке значимости к выбранному изделию (комплекту) предъявляются следующие требования:
гигиенические – защита человека от воздействий неблагоприятных факторов внешней среды; обеспечение нормальной жизнедеятельности организма (кожное дыхание, газообмен); вентиляция пододежного слоя воздуха; поддержание теплового баланса благодаря выбору материала из ассортимента шерстяных тканей для пошива данного изделия.
эксплуатационные – обеспечение удобства в носке благодаря достаточной свободе движений и правильному выбору застежек (на жилете – однобортная до низа жилета, на брюках – в боковом шве левой половинки); прочность и надежность в эксплуатации, характеризующиеся хорошим сопротивлением материалов и швов разрывным нагрузкам, формоустойчивостью деталей и износостойкостью материалов.
эстетические – художественное оформление одежды, выражающееся в выборе полуприлегающего силуэта жилета и гармоничных пропорций частей одежды.
функциональные – соответствие своему основному назначению, соответствие свойств ткани назначению модели и выбор ткани в соответствии с сезоном.
экономические – проектируемое изделие характеризуется минимальной площадью деталей и, соответственно, минимальными отходами материалов при раскрое.
технологические – уменьшение трудоемкости обработки за счет ликвидации отдельных операций, упрощения способов обработки, создания условий для максимальной механизации технологических процессов и повышения производительности труда.
При изготовлении женских изделий на летний сезон (юбки, блузки, брюки, платья) используют различные ткани. В данном случае выбраны хлопчато-бумжная и подкладочная ткани, так как ее физико-механические свойства наиболее полно удовлетворяют перечисленным выше требованиям.
Подкладочные ткани предназначены для удобства эксплуатации одежды, оформления ее изнаночной стороны и предохранения одежды от износа и загрязнения. В соответствии с этим подкладочная ткань должна иметь гладкую поверхность, малый коэффициент трения, достаточную стойкость к истиранию и прочность, быть мягкой и гигиеничной. Окраска подкладочных тканей должна быть стойкой к поту и трению, стирке и химчистке.
Ассортимент подкладочных тканей представлен тканями различного волокнистого состава: из вискозных, капроновых, ацетатных нитей.
Соответствие износостойкости, массы и внешнего вида подкладочной ткани назначению одежды является главным принципом подбора подкладки для изделия.
Для повседневного комплекта подкладочная ткань должна иметь высокую износостойкость. Лучшими подкладочными тканями по показателям физико-механических свойств являются ткани из вискозных и капроновых нитей.
Для создания и сохранения формы одежды в процессе ее изготовления и при эксплуатации в швейном промышленности применяются прокладочные материалы. Одним из направлений развития ассортимента прокладочных материалов является разработка и внедрение в производство нетканых прокладочных полотен, в частности клеевых прокладочных полотен.
Клеевое прокладочное полотно представляет собой прессованный волокнистый холст, состоящий из смеси различных химических волокон, пропитанный связующим веществом. Свойства клеевых нетканых полотен зависят от качества и количества связующего вещества, от вида волокон, входящих в состав смеси, от структуры холста и от технологического процесса его изготовления.
Швейные нитки являются основным материалом для соединения деталей одежды, кроме того они служат и в качестве отделочного материала.
В швейной промышленности находят применение нитки различного волокнистого состава (хлопчатобумажные, шелковые, синтетические) и различного способа производства (мононити, комплексные, штапельные, армированные, смешанные). Данные нити имеют специфические свойства, своеобразно проявляющиеся при одинаковых условиях пошива на швейных машинах и в процессе эксплуатации. К швейным ниткам в зависимости от их назначения предъявляются различные требования. Основными требованиями к швейным ниткам являются обеспечение удовлетворительных пошивочных свойств и обеспечение необходимой прочности и износостойкости швов в процессе эксплуатации.
В процессе производства одежды швейные нитки применяются для выполнения различных технологических операций: стачивание деталей, выполнение отделочных строчек, подшивание низа, пришивание пуговиц, изготовление петель и т.п. Для обеспечения высокого качества и надежности ниточных соединений при изготовлении швейных изделий должно быть обеспечено рациональное использование швейных ниток.
Для застегивания одежды с помощью петель, а также для украшения изделий служат пуговицы. Различают пуговицы следующих типов: по материалам – пластмассовые, металлические, керамические, комбинированные; по элементам крепления – с отверстиями, с ушком; по способу производства – литые, прессованные, механически обработанные, штампованные, сборные; по отделке – без защитно-декоративного покрытия, с защитно-декоративным покрытием, тисненные фольгой.
Пуговицы для женской одежды выпускаются разнообразной формы и отделки: плоские (круглые, овальные, трех- и четырехугольные; с различной отделкой лицевой стороны – гладкой, выпуклой или с рельефным рисунком), шарообразные, цилиндрические и др. Для женской одежды пуговицы подбираются по цвету, размеру и форме в зависимости от модели изделия.
В данной модели применяются тесьма с крючками.
1.4 Обоснование выбора методов обработки и оборудования
1.4.4 Технологическая характеристика оборудования
Характеристика швейных машин
| оборудование, предприятие - изготовитель | тип или класс | тип стежка | макс. частота вращения главного вала | длина стежков, мм | используемый механизм перемещения материала | иглы (ГОСТ 22249-76) | нитки | обрабатываемые материалы | толщина сшиваемого пакета материалов, мм | дополнительные данные |
| Швейные машины двухниточного челночного стежка | ||||||||||
| Одноиголь-ная стачивающая машина. ОЗЛМ | 97-А | 301 | 5500 | до 4 | нижняя зубчатая рейка | 0052-90, 0052-100 , 0052-110, 0052-120 | х/б №30,40, 50, 60,80; шелковые №65 | костюмные, платьевые ткани из натурал. волокон и смешанных | до 4 | оснащена насосом для автомати-ческой смазки механизмов |
| Швейные машины трехниточного цепного стежка | ||||||||||
| Одноиголь-ная краеобметоч-ная машина. ПМЗ | 851 | 503 | 6500 | 2-4,8 | дифферен-циальный (нижние зубчатые рейки) |
0204-80 0204-90 |
х/б №50, 60, 80; шелковые №33,65; лавсановые №33,55л | костюмные, платьевые ткани из натурал. волокон и смешанных с синтетич. | до 4 | ширина обме-тывания 3,5,6 мм; требует подключения к пневмосети с давлением 0,3-0,5 Мпа или сети вакуум-отсоса |
| Швейные машины полуавтоматического действия | ||||||||||
| Полуавтомат для изготовления прямых петель. «Минерва» | 72702 -101 | 301 | 3500 | - | специальный | 1906 №80,90 | х/б №50,60,80 | костюмные ткани из натурал. волокон и смешанных с синтетич. | до 6 | длина петли 10-22 мм, ширина до 5 мм, ши-рина обметы-вания кромок 1-2,5 мм, ширина закрепок 2-5мм, число стежков в закрепке 5-10 |
| Полуавтомат для пришивания сферических пуговиц с ушком. ПМЗ | 1595 | 101 | 1500 | до 5 | специаль-ный |
0724-90 0724-100 0724-110 0724-120 |
х/б №50,60,80; шелковые №33 | платьевые и костюмные ткани из натурал. волокон и смешанных с синтетич. | до 5 | обрезка ниток автоматическая; число проколов 14, последний прокол закре-почный; диа-метр пуговиц 11-24 мм |
Характеристика приспособлений
| марка приспособления | наименование | схема шва | класс машины | область применения |
| 2-33 | лапка-рубильник для подгибания среза | 97А кл. ОЗЛМ | застрачивание низа блузки | |
| 3-61К | приспособление для притачивания застежки-молнии | 852 кл. ПМЗ | юбка |
Характеристика утюгов
| оборудование, предприятие - изготовитель | марка (тип) | температура нагрева, 0С | установленная мощность, кВт | расход пара, кг/ч | время разогрева, мин | габариты, мм | масса, кг | ||
| длина | ширина | высота | |||||||
| Электропаровой утюг. Орловский машиностроит-ый завод | УТП-2ЭП | 100-240 | 1 | 3 | 10 | 240 | 125 | 153 | 2 |
| Электропаровой утюг. «Паннония», Венгрия | Cs-392 | 100-200 | 1 | 2 | 10 | 215 | 128 | 160 | 3 |
Характеристика прессов
| оборудование, предприятие - изготовитель | марка (тип) | производительность, циклов/ч | усилие прессования, кН | тип нагрева подушек | температура нагрева подушек, 0С | тип привода | установленная мощность, кВт | расход воздуха, м3/ч | расход пара, кг/ч | время разогрева, мин | длительность автоматического цикла, с | Масса без подушек, кг | ||
| верхней | нижней | верхней | нижней | |||||||||||
| Пресс гладильный с программным управлением. Горьковский завод «Легмаш» | ППУ-1 | до 75 | 20 | эл. | пар. | 100-200 | 105-110 | пневм. | до 10 | 0,82 | 12 | 40 | 90 | 400 |
| Пресс гладильный с индивидуаль-ным парогенерато-ром и программным управлением «Паннония» | Сs-313 | до 50 | 20 | эл. | пар. | 80-250 | 105-110 | эл-мех. | до 9,5 | - | 20 | 40 | 80 | 510 |
Габариты прессов, мм:
ППУ-1 : 1400х1180х1300
Cs-313 : 1200х1265х1450
1.5 Технологическая последовательность обработки изделия
Таблица № 1
| № операции | Наименование неделимой операции | Специальность | Разряд | Затраты времени |
Оборудование Спец. приспособл. Инструменты |
| Заготовительная секция | |||||
| Последовательность обработки блузки. | |||||
| 1. | Получение кроя | Р | 2 | 60 | Журнал ручная |
| 2. | Проверка комплектности деталей кроя | Р | 2 | 60 | Лекало, мел. |
| 3. | Размещение деталей кроя по рабочим местам | Р | 2 | 30 | Тележка |
| Обработка мелких деталей | |||||
| Обработка воротника | |||||
| 4. | Обтачивание нижнего воротника верхним по концам и отлету воротника с одновременным притачиванием канта ш.ш 0.7 см. | М | 3 | 40 | Машина 97 кл. |
| 5 | Приутюживание воротника | П | 5 | 20 | Пресс Сs-313 |
| Обработка полочки | |||||
| 6 | Намеловка месторасположения вытачек | Р | 2 | 25 | Мел, лекало |
| 7 | Стачивание талиевых вытачек | М | 3 | 30 | Машина 97 кл. |
| 8 | Заутюживание талиевых вытачек | У | 3 | 15 | СУ-0001-03 Легмаш |
| 9 | Притачивание верхней части полочки со средней частью полочки с одновременным притачиванием канта ш.ш 1.0см | М | 3 | 64 | Машина 97 кл. |
| 10 | Обметывание срезов верхней части полочки | СМ | 3 | 20 | Алтен 8515 |
| 11 | Притачивание нижней части полочки со средней частью с одновременным притачиванием канта ш.ш 1.0 см | М | 3 | 64 | Машина 97 кл. |
| 12 | Обметывание срезов нижней части полочки | СМ | 3 | 20 | Алтен 8515 |
| 13 | Заутюживание рельефных швов | у | 3 | 30 | СУ-0001-03 Легмаш |
| 14 | Обметывание срезов подборта | СМ | 3 | 40 | Алтен 8515 |
| 15 | Обтачивание борта подбортом ш.ш 0.7 см | М | 3 | 90 | Машина 97 кл |
| 16 | Приутюживание борта | П | 5 | 40 | Пресс Сs-313 |
| Обработка спинки | |||||
| 17 | Намеловка месторасположения вытачек | Р | 2 | 25 | Мел, лекало |
| 18. | Стачивание плечевых вытачек | М | 3 | 30 | Машина 97 кл |
| 19. | Заутюживание плечевых вытачек | у | 3 | 15 | СУ-0001-03 Легмаш |
| 20. | Стачивание талиевых вытачек | М | 3 | З0 | Машина 97 кл |
| 21 | Заутюживание талиевых вытачек | У | 3 | 15 | СУ-0001-03 Легмаш |
| 22 | Притачивание верхней части спинки и нижней части спинки с одновременным притачиванием канта ш.ш 1.0 см | М | 3 | 30 | Машина 97 кл |
| 23 | Обметывание срезов верхней части спинки | СМ | 3 | 25 | Алтен 8515 |
| Обработка рукавов | |||||
| 24 | Стачивание нижнего шва рукава ш.ш 1.0 см | М | 3 | 10 | Машина 97 Кл |
| 25 | Обметывание нижнего среза рукава | СМ | 3 | 10 | Алтен 8515 |
| 26 | Зазутюживание нижнего шва рукава | У | 3 | 13 | СУ-0001-03 Легмаш |
| 27 | Притачивание обтачки к низу рукава с одновременным притачиванием канта ш.ш 0.7 см. | М | 3 | 80 | Машина 97 кл |
| Монтажная секция | |||||
| 28 | Стачивание боковых срезов ш.ш 1.0 см | М | 3 | 50 | Машина 97 кл |
| 29 | Заутюживание боковых срезов | У | 3 | 25 | СУ-0001-03 Легмаш |
| 30 | Обметывание боковых срезов | СМ | 3 | 30 | Алтен 8515 |
| 31 | Стачивание плечевых срезов ш.ш 1.0 см | М | 3 | 20 | Машина 97 кл |
| 32 | Обметывание плечевых срезов | СМ | 3 | 20 | Алтен 8515 |
| 33 | Заутюживание плечевых швов | У | 3 | 15 | СУ-0001-03 Легмаш |
| 34 | Втачивание воротника в горловину ш.ш. 1.0 см | М | 3 | 80 | Машина 97 кл |
| 35 | Заутюживание швов втачивания воротника в горловину | У | 3 | 32 | СУ-0001-03 Легмаш |
| 36 | Втачивание рукавов в пройму ш.ш. 1.0 см | М | 3 | 90 | Машина 97 кл |
| 37 | Обметывание срезов рукава | СМ | 3 | 30 | Алтен 8515 |
| 38 | Приутюживание швов втачивания рукавов | П | 5 | 15 | Пресс Сs-313 |
| 39 | Застрачивание низа блузы ш.ш 0,2 см | М | 3 | 46 | Машина 97 кл |
| Отделочная секция | |||||
| 40 | Нанесение местоположения застежек | Р | 2 | 20 | Мел. лекало |
| 41 | Притачивание тесьмы с крючками | М | 3 | 50 | Машина 97 кл |
| 42 | Притачивание тесьмы с петлями | М | 3 | 50 | Машина 97 кл |
| 43 | Чистка блузки | Р | 2 | 100 | |
| 44 | Приутюживание полочки | П | 5 | 65 | Пресс Сs-313 |
| 45 | Приутюживание спинки | П | 5 | 65 | Пресс Сs-313 |
| 46 | Приутюживание рукавов | П | 5 | 65 | Пресс Сs-313 |
| 47 | Приутюживание воротника | П | 5 | 65 | Пресс Сs-313 |
| 48 | Прикрепление маркировочного талона | Р | 2 | 31 | |
| 49 | Упаковка блузки | Р | 2 | 35 | |
| 50 | Сдача продукции на склад | Р | 2 | 40 |
Итого:
Заготовительная секция : 911
Монтажная секция:453
Отделочная секция:586
| № Операции | Наименование неделимой операции | Специальность | Разряд | Затраты времени | Оборудование Спец. приспособл. Инструменты |
| Последовательность обработки юбки | |||||
| Заготовительная секция | |||||
| 51 | Получение кроя | Р | 2 | 60 | Журнал, Ручка |
| 52 | Проверка комплектностей деталей кроя | Р | 2 | 60 | Лекало, мел |
| 53 | Размещение деталей кроя по рабочим местам | Р | 2 | 30 | Тележка |
| Обработка мелких деталей | |||||
| Обработка обтачки | |||||
| 54 | Стачивание бокового шва обтачек юбки с одновременным притачиванием тесьмы для вешалки ш.ш 1.0 см | М | 3 | 20 | Машина 97 кл |
| 55 | Разутюживание бокового шва обтачки | У | 3 | 10 | СУ-0001-03 Легмаш |
| 56 | Обметывание нижнего среза обтачки | СМ | 3 | 30 | Алтен 8515 |
| Обработка подкладки | |||||
| 57 | Обметывание боковых швов подкладки | СМ | 3 | 35 | Алтен 8515 |
| 58 | Стачивание боковых срезов подкладки | М | 3 | 35 | Машина 97 кл |
| 59 | Заутюживание боковых швов подкладки | У | 3 | 45 | СУ-0001-03 Легмаш |
| 60 | Настрачивание сборочной строчки | М | 3 | 15 | Машина 97 кл |
| 61 | Притачивание оборки к нижнему срезу подкладки | М | 3 | 35 | Машина 97 кл |
| Монтажная секция | |||||
| 62 | Стачивание переднего полотнища юбки с задним полотнищем | М | 3 | 45 | Машина 97 кл |
| 63 | Обметывание швов стачивания переднего и заднего полотнищ юбки | СМ | 3 | 30 | Алтен 8515 |
| 64 | Разутюживание боковых швов | У | 3 | 46 | СУ-0001-03 Легмаш |
| 65 | Притачивание обтачки к верхнему срезу юбки ш.ш 1,0 см. | М | 3 | 40 | Машина 97 кл |
| 66 | Застрачивание обтачки к верхнему срезу юбки ш.ш 0,2 см. | М | 3 | 25 | Машина 97 кл |
| 67 | Приутюживание обтачки | П | 5 | 35 | Пресс Сs-313 |
| 68 | Притачивание подкладки к нижнему срезу обтачки 0,1 см. | М | 3 | 56 | Машина 97 кл |
| Отделочная секция | |||||
| 69 | Притачивание тесьмы – молнии к правой стороне | М | 3 | 35 | Машина 97 кл |
| 70 | Притачивание тесьмы – молнии к левой стороне | М | 3 | 35 | Машина 97 кл |
| 71 | Чистка юбки | Р | 2 | 100 | |
| 72 | Приутюживание переднего полотнища юбки | П | 5 | 52 | Пресс Сs-313 |
| 73 | Приутюживание заднего полотнища юбки | П | 5 | 52 | Пресс Сs-313 |
| 74 | Приутюживание подкладки | П | 5 | 52 | Пресс Сs-313 |
| 75 | Приутюживание верхнего края юбки | П | 5 | 52 | Пресс Сs-313 |
| 76 | Приутюживание низа юбки | П | 5 | 52 | Пресс Сs-313 |
| 77 | Прикрепление маркировочного талона | Р | 2 | 31 | |
| 78 | Упаковка юбки | Р | 2 | 35 | |
| 79 | Комплектование блузы с юбкой по маршрутному листу | Р | 2 | 25 | |
| 80 | Сдача продукции на склад | Р | 2 | 40 |
Итого:
Заготовительная секция:375 сек.
Монтажная секция:277 сек.
Отделочная секция:561 сек.
Итого по всему изделию:3164
заготовительная секция:1286
монтажная секция:730
отделочная секция:1147
Трудоемкость изделия и такт потока составили
Т=3164, Nф=30ч. τ=Т/N=3164/30. τ= 105.4
2. Организация производства
Потоком называется такая форма организации производственных процессов, при которой все операции на рабочих местах выполняются в определенной заранее установленной технологической последовательности с заданным количеством рабочих и оборудования.
2.1 Предварительный расчет потока такт потока в табличной форме
Таблица № 2
| Наименование расчетного параметра | Расчетная формула | Единица измерения | Расчет |
| 1. Такт потока | τ = Тсм/М | Сек. | 105.4 |
| 2. Кол-во раб. потока по секциям | N = Тизд/τ | ||
| N1 = Т1/ τ | 12.20 | ||
| N2 = Т2/ τ | 6.9 | ||
| N3 = Т3/ τ | 10.8 | ||
| 4. Площадь потока | Sn = N * Sm | Сек. | 192 |
2.2 Обоснование выбора типа потока
Для швейного производства характерны две основные формы организации – прерывная, или непоточная, и непрерывная, или поточная.
Непоточная форма характеризуется малым объемом производства, нестабильностью предметов труда, универсальностью исполнителей и применяемых средств труда. Такая организация труда применяется при индивидуальном производстве.
Поточное производство характеризуется следующими факторами: непрерывностью и ритмичностью изготовления изделий, основанными на разделении процесса на операции, ровные или кратные по времени; закреплением каждой операции за рабочим местом с необходимым оборудованием и расположением их в соответствии с технологической последовательностью обработки изделия; непрерывной передачей обрабатываемых изделий от операции к операции.
Потоком называется такая форма организации производственных процессов, при которой все операции на рабочих местах выполняются в определенной, заранее установленной технологической последовательности с заданным количеством рабочих и оборудования.
Тип потока – это комплексная характеристика, определяемая организационной структурой, характером перемещения полуфабрикатов, используемыми транспортными средствами, способом запуска и т. д.. Все типам потоков с их разновидностями присущи единые основные правила их проектирования.
Проектированию потока любой организационной фирмы предшествует расчеты его параметров.
Параметрами потока по производству конкретного вида изделия считают следующие факторы: такт потока, мощность, выраженную выпуском продукции в определенный отрезок времени, ил количеством рабочих, занятых в потоке; количество рабочих мест и поточных линий; площадь, занятую потоком.
Тактом потока называется средняя расчетная затрата времени, в течении которой один исполнитель выполняет свою операцию в потоке. Такт потока показывает средний промежуток времени, через которое изделие сходит с потока (запускается в поток).
Мощность потока выражает выпуском изделий в смену.
В швейных цехах применяют потоки, которые в зависимости от вида изделия, его размера, массы, частоты сменяемости моделей, объема выпуска различаются ритмом, способом передачи полуфабриката между рабочими местами, расположением рабочих мест на площади цеха, размерами транспортной партии и т. д..
По характеру движения полуфабриката потоки могут быть со строгим (ритмичный поток) и свободным ритмом работы. В потоках со строгим ритмом работы применяют конвейер, движение которого согласовано с продолжительностью выполнения операции.
В потоках со свободным ритмом могут применяться не ритмичные конвейеры с транспортными устройствами в виде ленты или цепи, замкнутой в вертикальной или горизонтальной плоскости, в виде винтового устройства. На ритмичность выполнения операций и движение изделие в потоке влияют различные факторы, отвлекающие рабочего от основной работы: технические, организационные и физические.
Мощность потока характеризуется максимальным количеством продукции, которое может быть изготовлено в единицу времени, а также числом рабочих в потоке.
Структура потов определяется разбивкой их на группы. При обработке однородных швейных изделий технологически свободных операций может быть свыше 80%, а технически разнообразных операций, только 20%. Поэтому технологический процесс целесообразно разбить на самостоятельные группы (секции).
Секционным потоком называется поток, в котором технологический процесс расчленен по стадиям обработки изделия на секции (заготовительная, монтажная, отделочная), подчиняющееся единому такту потока.
По количеству моделей, изготовляемых в потоке, потоки могут быть одномодельными, многомодельными и многоассрортиментными. Одномодельные потоки применяют, как правило, при изготовлении изделий стабильного ассортимента (специальная и форменная одежда). Многомодельные – при изготовлении изделий любого ассортимента; Многоассортиментные – при изготовлении нескольких видов изделий (например, пальто женское и жакеты, пальто и полупальто мужское, пальто для детей дошкольного и младшего дошкольного возраста).
В швейных цехах применяются потоки следующих типов: групповые, агрегатные, их сочетание – агрегатно-групповое (АГП), конвейерные ритмичные (с регламентированным ритмом работы), конвейерные со свободным ритмом.
2.3 Расчет условий согласования времени операций
При согласовании технологической системы потока практически невозможно обеспечить загрузку в полном соответствии с тактом по всем организациям. Поэтому, продолжительность организации операций может иметь окончательной от такта в пределах условия согласования потока.
Условия согласования потока:
tp= ( 0.9; 1.1 )*Tx*1
Tmin=94,3
Tmax=116
2.4 Технологическая схема потока
Таблица №3
| Наименование неделимой операции | Специальность | Разряд | Расценок | Норма времени | Кол-во работников | Оборуд. / Присп. | |||
| расчет | количество | ||||||||
| 01 | 1 | Получение кроя(блузка) | Р | 2 | 0.408 | 60 | Журнал, ручка | ||
| 3 | Размещение деталей кроя по рабочим местам( блузка) | Р | 2 | 0.204 | 30 | Тележка | |||
| 6 | Нанесение месторасположения вытачек на полочке | Р | 2 | 0.17 | 25 | Лекало, мел | |||
| Итого: | Р | 2 | 0.782 | 105 | 1.01 | 1 | |||
| 02 | 50 | Получение кроя(юбка) | Р | 2 | 0,408 | 60 | Журнал, ручка | ||
| 52 | Размещение деталей кроя по рабочим местам(юбка) | Р | 2 | 0,204 | 30 | Тележка | |||
| 17 | Нанесение месторасположения вытачек на спинке | Р | 2 | 0,17 | 25 | Лекало, мел | |||
| Итого: | Р | 2 | 0,782 | 115 | 1,09 | 1 | |||
| 03 | 2 | Проверка комплектностей деталей кроя (блузка) | Р | 2 | 0,408 | 60 | Лекало, мел | ||
| 48 | Упаковка блузки | Р | 2 | 0,238 | 35 | ||||
| Итого: | Р | 2 | 0,646 | 95 | 0,1 | 1 | |||
| 04 | 51 | Проверка комплектностей деталей кроя(юбка) | Р | 2 | 0.408 | 60 | Лекало, мел | ||
| 78 | Упаковка юбки | Р | 2 | 0.238 | 35 | ||||
| 40 | Нанесение местоположения застежек | Р | 2 | 0.136 | 20 | Лекало, мел | |||
| Итого | Р | 2 | 0.782 | 115 | 1.09 | 1 | |||
| 05 | 4 | Обтачивание нижнего воротника верхним по конца и отлету воротника с одновременным притачиванием канта ш.ш 0.7 мм | М | 3 | 0.292 | 40 | Машина 97 кл. | ||
| 9 | Притачивание верхней части полочки к средней части полочки с одновременным притачиванием канта ш.ш 1.0 см. | М | 3 | 0.467 | 64 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7592 | 94 | 0.8 | 1 | |||
| 06 | 7 | Стачивание талиевых вытачек (блузка) | М | 3 | 0.219 | 30 | Машина 97 кл. | ||
| 18 | Стачивание плечевых вытачек (блузка) | М | 3 | 0.219 | 30 | Машина 97 кл. | |||
| 20 | Стачивание талиевых вытачек (блузка) | М | 3 | 0.219 | 30 | Машина 97 кл. | |||
| 24 | Стачивание нижнего шва рукава ш.ш 1,0 см. | М | 3 | 0.073 | 10 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.73 | 100 | 0.9 | 1 | |||
| 07 | 8 | Заутюживание талиевых вытачек | У | 3 | 0.1095 | 15 | СУ-0001-03 Легмаш. | ||
| 13 | Заутюживание рельефных швов (полочка) | У | 3 | 0.219 | 30 | СУ-0001-03 Легмаш | |||
| 19 | Заутюживание плечевых вытачек | У | 3 | 0.1095 | 15 | СУ-0001-03 Легмаш | |||
| 26 | Заутюживание линии шва рукава | У | 3 | 0.0949 | 13 | СУ-0001-03 Легмаш | |||
| 21 | Заутюживание талиевых вытачек (спинка) | У | 3 | 0.1095 | 15 | СУ-0001-03 Легмаш | |||
| 29 | Заутюживание боковых срезов | У | 3 | 0.1825 | 25 | СУ-0001-03 Легмаш | |||
| Итого: | У | 3 | 0.824 | 113 | 1.07 | 1 | |||
| 08 | 10 | Обметывание срезов верхней части полочки | СМ | 3 | 0.146 | 20 | Алтен 8515 | ||
| 12 | Обметывание срезов нижней части полочки | СМ | 3 | 0.146 | 20 | Алтен 8515 | |||
| 14 | Обметывание срезов подборта | СМ | 3 | 0.292 | 40 | Алтен 8515 | |||
| 23 | Обметывание срезов верхнейчасти спинки | СМ | 3 | 0.1825 | 25 | Алтен 8515 | |||
| 25 | Обметывание нижнего среза рукава | СМ | 3 | 0.073 | 10 | Алтен 8515 | |||
| Итого: | СМ | 3 | 0.839 | 115 | 1.09 | 1 | |||
| 09 | 11 | Притачивание нижней части полочки к средней части с одновременным притачиванием канта ш.ш 1,0 см. | М | 3 | 0.4672 | 64 | Машина 97 кл. | ||
| 22 | Притачивание верхней части спинки к нижней части спинки с одновременным притачиванием канта ш.ш 1,0 см. | М | 3 | 0.219 | 30 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.6862 | 94 | 0.8 | 1 | |||
| 10 | 53 | Стачивание бокового шва обтачек юбки с одновременным притачиванием тесьмы для вешалки ш.ш 1,0 см. | М | 3 | 0.146 | 20 | Машина 97 кл. | ||
| 58 | Стачивание боковых срезов подкладки ш.ш 1,0 см. | М | 3 | 0.2555 | 35 | Машина 97 кл. | |||
| 61 | Притачивание оборки к нижнему срезу подкладки ш.ш 1,0 см. | М | 3 | 0.2555 | 35 | Машина 97 кл. | |||
| 60 | Настрачивание сборочной строчки | М | 3 | 0.1095 | 15 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7665 | 105 | 1 | 1 | |||
| 11 | 27 | Притачивание обтачки к низу рукава с одновременным притачиванием канта ш.ш 1,0 см. | М | 3 | 0.584 | 80 | Машина 97 кл. | ||
| 31 | Стачивание плечевых срезов ш.ш 1,0 см. | М | 3 | 0.146 | 20 | Машина 97 кл. | |||
| М | 3 | 0.73 | 100 | 0.9 | 1 | ||||
| 12 | 28 | Стачивание боковых срезов ш.ш 1,0 см. | М | 3 | 0.365 | 50 | Машина 97 кл. | ||
| 39 | Застрачивание низа блузы ш.ш 0,5 см. | М | 3 | 0.3358 | 46 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7008 | 96 | 0.9 | 1 | |||
| 13 | 5 | Приутюживание воротника | П | 5 | 0.178 | 20 | Пресс Сs-313 | ||
| 16 | Приутюживание борта | П | 5 | 0.356 | 40 | Пресс Сs-313 | |||
| 38 | Приутюживание швов втачивание рукавов | П | 5 | 0.1335 | 15 | Пресс Сs-313 | |||
| 67 | Приутюживание обтачки | П | 5 | 0.3115 | 35 | Пресс Сs-313 | |||
| Итого: | П | 5 | 0.979 | 110 | 1.04 | 1 | |||
| 14 | 54 | Разутюживание бокового шва обтачки | У | 3 | 0.073 | 10 | СУ-0001-03 Легмаш | ||
| 59 | Заутюживание боковых швов подкладки | У | 3 | 0.325 | 45 | СУ-0001-03 Легмаш | |||
| 64 | Разутюживание боковых швов | У | 3 | 0.3358 | 46 | СУ-0001-03 Легмаш | |||
| Итого: | У | 3 | 1.06 | 101 | 0.96 | 1 | |||
| 15 | 56 | Обметывание нижнего среза обтачки | СМ | 3 | 0.219 | 30 | Алтен 8515 | ||
| 57 | Обметывание боковых швов подкладки | СМ | 3 | 0.2555 | 35 | Алтен 8515 | |||
| 63 | Обметывание швов стачивания переднего и заднего полотнищ юбки | СМ | 3 | 0.219 | 30 | Алтен 8515 | |||
| Итого: | СМ | 3 | 0.6935 | 95 | 1.10 | 1 | |||
| 16 | 15 | Обтачивание борта подбортом ш.ш 0,7 см. | М | 3 | 0.657 | 90 | Машина 97 кл. | ||
| 31 | Стачивании плечевых срезов ш.ш 1,0 см. | М | 3 | 0.146 | 20 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.803 | 110 | 1.04 | 1 | |||
| 17 | 34 | Втачивание воротника в горловину | М | 3 | 0.584 | 80 | Машина 97 кл. | ||
| 66 | Застрачивание обтачки к верхнему срезу юбки ш.ш 0,2 см. | М | 3 | 0.1825 | 25 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7665 | 105 | 1 | 1 | |||
| 18 | 36 | Втачивание рукавов в пройму ш.ш 1,0 см. | М | 3 | 0.657 | 90 | Машина 97 кл. | ||
| 79 | Комплектование блузы с юбкой по маршрутному листу | Р | 2 | 0.16 | 25 | ||||
| Итого: | Р | 2 | 0.817 | 115 | 1.09 | 1 | |||
| 19 | 62 | Стачивание переднего полотнища юбки с задним полотнищем ш.ш 1,0 см. | М | 3 | 0.3285 | 45 | Машина 97 кл. | ||
| 68 | Притачивание подкладки к нижнему срезу обтачки ш.ш 1,0 см. | М | 3 | 0.4088 | 56 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7373 | 101 | 0.961 | 1 | |||
| 20 | 65 | Притачивание обтачки к верхнему срезу юбки ш.ш 1,0 см. | М | 3 | 0.292 | 40 | Машина 97 кл. | ||
| 69 | Притачивание тесьмы-молнии к правой стороне ш.ш 0,5 см. | М | 3 | 0.2555 | 35 | Машина 97 кл. | |||
| 70 | Притачивание тесьмы-молнии к левой стороне ш.ш 0,5 см. | М | 3 | 0.2555 | 35 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.803 | 110 | 1.04 | 1 | |||
| 21 | 30 | Обметывание боковых срезов | СМ | 3 | 0.219 | 30 | Алтен 8515 | ||
| 32 | Обметывание плечевых срезов | СМ | 3 | 0.146 | 20 | Алтен 8515 | |||
| 37 | Обметывание срезов рукава | СМ | 3 | 0.219 | 30 | Алтен 8515 | |||
| 31 | Прикрепление маркировочного талона (блузка) | Р | 2 | 0.2263 | 31 | ||||
| Итого: | Р | 2 | 0.8103 | 111 | 1.05 | 1 | |||
| 22 | 33 | Заутюживание плечевых швов | У | 3 | 0.1095 | 15 | СУ-0001-03 Легмаш | ||
| 35 | Заутюживание швов втачивания воротника в горловину | У | 3 | 0.2336 | 32 | СУ-0001-03 Легмаш | |||
| 72 | Приутюживание переднего полотнища юбки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | |||
| Итого: | П | 5 | 0.805 | 99 | |||||
| 23 | 71 | Чистка юбки | Р | 2 | 0.68 | 100 | |||
| Итого: | Р | 2 | 0.68 | 100 | 0.9 | 1 | |||
| 24 | 73 | Приутюживание заднего полотнища юбки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | ||
| 43 | Приутюживание полочки | П | 5 | 0.5785 | 65 | Пресс Сs-313 | |||
| Итого: | П | 5 | 1.0413 | 117 | 1.1 | 1 | |||
| 25 | 46 | Приутюживание воротника | П | 5 | 0.5785 | 65 | Пресс Сs-313 | ||
| 76 | Приутюживание низа юбки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | |||
| Итого: | П | 5 | 1.0413 | 117 | 1.1 | 1 | |||
| 26 | 42 | Чистка блузки | Р | 2 | 0.68 | 100 | |||
| Итого: | Р | 2 | 0.68 | 100 | 0.9 | ||||
| 27 | 74 | Приутюживание подкладки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | ||
| 44 | Приутюживание спинки | П | 5 | 0.5785 | 65 | Пресс Сs-313 | |||
| Итого: | П | 5 | 1.0413 | 117 | 1.1 | 1 | |||
| 28 | 45 | Приутюживание рукавов | П | 5 | 0.5785 | 65 | Пресс Сs-313 | ||
| 75 | Приутюживание верхнего края юбки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | |||
| Итого: | П | 5 | 1.0413 | 117 | 1.1 | 1 | |||
| 29 | 71 | Чистка юбки | Р | 2 | 0.68 | 100 | |||
| Итого: | Р | 2 | 0.68 | 100 | 0.9 | 1 | |||
| 30 | 77 | Прикрепление маркировочного талона (юбка) | Р | 2 | 0.2108 | 31 | |||
| 80 | Сдача продукции на склад (юбка) | Р | 2 | 0.272 | 40 | ||||
| 49 | Сдача продукции на склад (блузка) | Р | 2 | 0.272 | 40 | ||||
| Итого: | Р | 2 | 0.7548 | 111 | 1.05 | 1 |
2.5 Анализ технологической схемы потока
2.5.1 Анализ коэффициентов согласования по секциям и по потоку в целом
Кс=Тизд/(Nф* τ)
Кс=3164/(30*105.4) = 0.99~1
Коэффициент согласования по потоку = 1 – поток построен правильно.
График синхронности
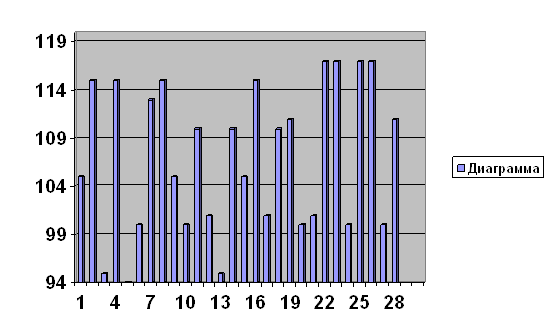
На диаграмме по оси Y отложено время по оси Х - № операции.
2.6 Технико - экономические показатели потока
М= R/ τ
M=28800/105.4=273.2
τ =T/N
τ =3164/30=105.4
N=T/ τ
N=3164/105.4=30
Kм=1195/3164=0.377
Заключение
Целью данной курсовой работы являлась разработка технологической последовательности по изготовлению женского комплекта.
Был выбран женский комплект (Блузка и юбка), предназначенный для повседневной носки. В соответствии с этим был выбран ассортимент основных материалов и пакет прикладных материалов (подкладочные, прокладочные ткани; швейные нитки; фурнитура), которые в полной мере соответствуют предъявляемым к изделию требованиям: гигиеническим, эксплуатационным, эстетическим и пр.
Выбранная модель не только отвечает существующему направлению моды, но и благодаря своей классичности будет востребована и во многих последующих сезонах.
При изготовлении выбранного изделия было применено новое высокопроизводительное оборудование и усовершенствованные методы обработки, которые позволили сократить затраты времени выполнения отдельных операций на 50%, и , соответственно, поднять производительность труда на 100%.
Таким образом, итогом проведенной работы является разработка технологической последовательности и построение граф-процесса изготовления выбранного изделия.
Список использованных источников
1. Бузов Б. А. и др. Материаловедение швейного производства. М. Легпромбытиздат, 1986
2. Гущина К. Г., Беляева С. А. Ассортимент, свойства и технические требования к материалам для одежды. М. Легкая индустрия, 1978
3. Зак И. С., Горохов И. К. Справочник по швейному оборудованию. М. Легкая индустрия, 1981
4. Кокеткин П. П. и др. Промышленная технология одежды. Справочник. М. Легпромбытиздат, 1988
5. Першина Л. Ф., Петрова С. В. Технология швейного производства. М. Легпромбытиздат, 1991
6. Пожидаев Н. Н. и др. Материалы для одежды. М. Легкая индустрия, 1975
7. Савостицкий А. В., Меликов Е. Х. Технология швейных изделий. М. Легкая индустрия, 1982
8. Типовая технологическая документация по конструированию, технологии изготовления, организации труда и производства, основным и прикладным материалам, применяемым при изготовлении мужских костюмов. М. 1983
Приложение 1
Таблица Характеристика швейных машин
| оборудование, предприятие - изготовитель | тип или класс | тип стежка | макс. частота вращения главного вала | длина стежков, мм | используемый механизм перемещения материала | иглы (ГОСТ 22249-76) | нитки | обрабатываемые материалы | толщина сшиваемого пакета материалов, мм | дополнительные данные | ||
| Швейные машины двухниточного челночного стежка | ||||||||||||
| Одноигольная стачивающая машина. ОЗЛМ | 97-А | 301 | 5500 | до 4 | нижняя зубчатая рейка |
0052-90 0052-100 0052-110 0052-120 |
х/б №30,40, 50, 60,80; шелковые №65 | костюмные, платьевые ткани из натурал. волокон и смешанных | до 4 | оснащена насосом для автомати-ческой смазки механизмов | ||
| Швейные машины трехниточного цепного стежка | ||||||||||||
| Одноигольная краеобметочная машина. ПМЗ | 851 | 503 | 6500 | 2-4,8 | дифферен-циальный (нижние зубчатые рейки) |
0204-80 0204-90 |
х/б №50, 60, 80; шелковые №33,65; лавсановые №33,55л | костюмные, платьевые ткани из натурал. волокон и смешанных с синтетич. | до 4 | ширина обме-тывания 3,5,6 мм; требует подключения к пневмосети с давлением 0,3-0,5 Мпа или сети вакуум-отсоса | ||
| Швейные машины полуавтоматического действия | ||||||||||||
| Полуавтомат для изготовления прямых петель. «Минерва» | 72702 -101 | 301 | 3500 | - | специаль-ный | 1906 №80,90 | х/б №50,60,80 | костюмные ткани из натурал. волокон и смешанных с синтетич. | до 6 | длина петли 10-22 мм, ширина до 5 мм, ши-рина обметы-вания кромок 1-2,5 мм, ширина закрепок 2-5мм, число стежков в закрепке 5-10 | ||
| Полуавтомат для пришивания сферических пуговиц с ушком. ПМЗ | 1595 | 101 | 1500 | до 5 | специаль-ный |
0724-90 0724-100 0724-110 0724-120 |
х/б №50,60,80; шелковые №33 | платьевые и костюмные ткани из натурал. волокон и смешанных с синтетич. | до 5 | обрезка ниток автоматическая; число проколов 14, последний прокол закре-почный; диа-метр пуговиц 11-24 мм | ||
| 3-игольная 4-ниточная плоскошовная машина c цилиндр. платформой, нижним раскладчиком и натяжными роликами. Притачивание эластичной тесьмы к верхнему краю изделия |
GK31030 GK32700 |
GK31030 GK32700 |
301 | 6500 | до 3 | специальный | 0203-100 0203-110 0203-120 0203-130 | х/б №50,60,80 | костюмные ткани из натурал. волокон и смешанных с синтетич | до 4 | ширина настрачивания до 3,5см, ширина закрепок 2-5мм, число стежков в закрепке 5-10 |
Характеристика приспособлений
| марка приспособления | наименование | схема шва | класс машины | область применения |
| 2-33 | лапка-рубильник для подгибания среза | 97А кл. ОЗЛМ | застрачивание низа блузки | |
| 3-61К | приспособление для притачивания застежки-молнии | 852 кл. ПМЗ | юбка |
Характеристика утюгов
| оборудование, предприятие - изготовитель | марка (тип) | температура нагрева, 0С | установленная мощность, кВт | расход пара, кг/ч | время разогрева, мин | габариты, мм | масса, кг | ||
| длина | ширина | высота | |||||||
| Электропаровой утюг. Орловский машиностроит-ый завод | УТП-2ЭП | 100-240 | 1 | 3 | 10 | 240 | 125 | 153 | 2 |
| Электропаровой утюг. «Паннония», Венгрия | Cs-392 | 100-200 | 1 | 2 | 10 | 215 | 128 | 160 | 3 |
Характеристика прессов
| оборудование, предприятие - изготовитель | марка (тип) | производительность, циклов/ч | усилие прессования, кН | тип нагрева подушек | температура нагрева подушек, 0С | тип привода | установленная мощность, кВт | расход воздуха, м3/ч | расход пара, кг/ч | время разогрева, мин | длительность автоматического цикла, с | Масса без подушек, кг | ||
| верхней | нижней | верхней | нижней | |||||||||||
| Пресс гладильный с программным управлением. Горьковский завод «Легмаш» | ППУ-1 | до 75 | 20 | эл. | пар. | 100-200 | 105-110 | пневм. | до 10 | 0,82 | 12 | 40 | 90 | 400 |
| Пресс гладильный с индивидуаль-ным парогенерато-ром и программным управлением «Паннония» | Сs-313 | до 50 | 20 | эл. | пар. | 80-250 | 105-110 | эл-мех. | до 9,5 | - | 20 | 40 | 80 | 510 |
Габариты прессов, мм:
ППУ-1 : 1400х1180х1300
Cs-313 : 1200х1265х1450
Приложение 2
Конфекционная карта. Комплект женский блузка и юбка.
| Зарисовка модели | Материал верха, образец, артикул. | Подкладочный материал образец, артикул | Прокладочный материал образец, артикул | Соединительный материал образец, текс, колорит | Фурнитура образец, артикул | Отделочный материал образец, артикул |
| Особенности оценки качества швейных изделий | |
|
Введение Швейные товары - это одежда и изделия, не относящиеся к одежде. -постельное и столовое бельё. Наибольший удельный вес среди швейных изделий ... Платье - швейная плечевая женская и для девочек одежда, состоящая из лифа и юбки, объединенная в одно целое. Симметричность рукавов проверяют сопоставлением между собой, измерением от плечевого шва до первого шва стачивания рукава. |
Раздел: Рефераты по менеджменту Тип: дипломная работа |
| ... семейство моделей женской зимней одежды для серийного производства в ... | |
|
Содержание Введение 1. Проектно-конструкторская часть 1.1 Техническое задание 1.1.1 Анализ моделей - аналогов 1.1.2 Предъявление требований и ... Эксплуатационные требования к одежде достаточно важны и характеризуются устойчивостью одежды (ее формы, материала конструкции, детали кроев и швов) к трению, осыпанию, разрыву ... 4). В верхней одежде полностью дублируется полочка, подборт, верхний воротник, нижний воротник, листочки и срезы деталей низа изделия, низа рукавов, срезов пройм, горловины. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Техническое проектирование технологического процесса ... | |
|
Дипломный проект ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ЭКСПЕРИМЕНТАЛЬНОГО ПРОИЗВОДСТВА Содержание Введение 1. Эскизное проектирование 1 ... Отделочная строчка проложена по кокеткам спинки и полочек, по шву соединения боковых верхних и центральных частей полочек, по локтевым швам рукавов, по плечевым швам, по краям ... Оборудование группы лаборантов принимают равным: на каждого лаборанта - одну швейную машину, на всю группу лаборантов - основные специальные машины швейного цеха, пресс, утюги ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Проектирование модели жакета женского из шерстяной ткани | |
|
ДИПЛОМНЫЙ ПРОЕКТ по теме: Проектирование модели жакета женского из шерстяной ткани Аннотация Дипломный проект выполнен по теме: "Проектирование модели ... - полочка - с отрезной кокеткой, рельефами, выходящими из плечевых швов до шва притачивания кокетки с изделием, на верхнем срезе полочки мягкие складки; Обработка локтевых и передних срезов рукавов, боковых срезов кокетки |
Раздел: Промышленность, производство Тип: дипломная работа |
| Промышленные швейные машины | |
|
Содержание 1. Типовые элементы швейной сборочной операции 2. Швейные машины для выполнения операций групп Iа и II 3. Основные принципы ... Эти строчки используются для соединения передних и локтевых срезов рукавов в верхней одежде, для выполнения швов спинки (в одноигольном варианте), для стачивания частей кокетки и ... Подшивка низа швейных изделий, таких как юбки, платья, пальто, производится и цепными строчками. |
Раздел: Промышленность, производство Тип: дипломная работа |