Дипломная работа: Цех разлива пива под давлением
Содержание
Введение
1. Теоретические основы розлива пива под давлением. Пастеризация как средство повышения стойкости пива. Современное оборудование для розлива пива в стеклянную тару, ПЭТ-бутылку, кеги. Современные способы механизации в складе тары и готовой продукции
1.1 Теоретические основы розлива пива под давлением
1.2 Пастеризация как средство повышения стойкости пива
1.3 Современное оборудование для розлива пива в стеклянную тару, ПЭТ-бутылку, кеги
1.4 Современные способы механизации в складе тары и готовой продукции
2. Выбор, обоснование и описание технологической схемы производств
2.1 Выбор и обоснование технологической схемы розлива пива
2.2 Описание технологическое схемы розлива пива
3. Продуктовый расчет пивоваренного производства
3.1 Расчет расхода продуктов
3.2 Определение выхода экстракта в варочном цехе из 100 кг зернового сырья
3.3 Определение промежуточных продуктов и готового пива
3.4 Определение расхода хмеля, молочной кислоты
3.5 Определение количества отходов
3.6 Таблица продуктового расчета
4. Расчёт и подбор технологического оборудования
4.1 Оборудование для розлива пива в бутылки
4.2 Оборудование для розлива пива в кеги
4.3 Оборудование для розлива пива в ПЭТ-бутылки
4.4 Оборудование для моющих и дезинфицирующих средств
4.5 Расчет тары и вспомогательных материалов
4.6 Расчёт складских помещений пивоваренного производства
5. Расчет расхода воды, пара, сжатого воздуха, диоксида углерода, электроэнергии на технологические нужды
5.1 Расчет расхода воды
5.2 Расход пара
5.3 Расход сжатого воздуха
5.4 Расход диоксида углерода
5.4 Расход электроэнергии
6 Учет и контроль производства
6.1 Учет производства пива
6.2 Отчетность в производстве пива
6.3 Технохимический контроль
6.4 Микробиологический контроль
7. Мероприятия по охране труда и окружающей среды
Заключение
Список литературы
Введение
Пиво – игристый, освежающий напиток с характерным хмелевым ароматом и горьким вкусом. Это древний напиток, ему более 9тыс лет.
Основным сырьём для производства пива является ячмень, хмель, вода. Из ячменя выращивают пивоваренный солод; из воды, солода и хмеля готовят пивное сусло, которое сбраживают в пиво, оно дображивает (созревает).
В пиве кроме воды, этилового спирта и диоксида углерода содержится значительное количество питательных и биологически активных веществ: белков, углеводов, микроэлементов и витаминов. В нём содержится почти все витамины: В1, В2, Н, В6, РР и ряд других, т.к. дрожжи – носители всех витаминов. Калорийность 1 литра пива составляет 400 – 800 ккал, из них 50 % приходится на спирт, его экстракт легко и полностью усваивается организмом.
Приготовление пива состоит из следующих стадий.
Приготовление затора из пророщенного ячменя, именуемого солодом.
Фильтрация затора.
Варка сусла с хмелем.
Брожение и дображивание сусла.
Осветление и карбонизация.
Розлив пива.
Одной из основных стадий при производстве пива является брожение и дображивания сусла. При главном брожении происходит сбраживание сахаров в спирт, сопровождающемое значительным уменьшением экстракта.
При дображивании пива происходит созревание пива, его осветление, пиво придаётся соответствующий вкус и аромат.
Так же немаловажной операцией является розлив пива в разного вида бутылки.
Линия розлива является наиболее большим по объему и дорогостоящим механизмом на пивоваренном заводе. В линию входит разнообразное оборудование и узлы, которые приходится тщательно согласовывать между собой по скорости и производительности - только так можно добиться максимальной конечной продуктивности. Исходя из этого, конструкторы объединили разливочные и укупорочные автоматы в единый моноблок.
Основной дилеммой розлива пива в пластиковую тару в Европе является необходимость выбора между ПЭТ- и ПЭН-бутылкой(ПЭТ (PET) - принятое сокращение от "полиэтилентерефталат", ПЭН (PEN) - от "полиэтиленафталат").
На сегодня чаша весов склоняется на Западе в сторону гораздо более дорогой (на 20-30%), но обладающей более высокими барьерными свойствами (по данным компании "KHS" в 10-15 раз) ПЭН-бутылки либо несколько более дешевой (но все-таки дорогой по сравнению с обычной ПЭТ-бутылкой) модернизированной ПЭТ-тары.
Сегодня ведутся работы по создания недорогого композитного материала - в основном, это выражается в создании различного рода многослойных пластиковых бутылок. Наиболее "популярной" на сегодняшний день является трехслойная ПЭТ-бутылка, в которой между двумя слоями полиэтилентерефталата расположен слой нейлона.
В настоящие время пиво разливается в стеклобутылки, жестяные банки, ПЭТ бутылки и кеги. На сегодня ПЭТ-тара является не столько альтернативой стеклянной пивной бутылке, сколько удачным дополнением, вариантом небьющейся и легкой или недорогой в производстве и емкой тары.
Основным направлением развития индустрии розлива является увеличение производительности оборудования. Главные принципы его работы не зависят от типа используемой тары, однако рассмотрим некоторые современные способы увеличения производительности, основанные на специфике применения различной тары:
Розлив пива в стеклобутылку
По современным нормам нормальное время наполнения одной бутылки составляет около 5-6 секунд. Сократить его пока не представляется возможным. Тем не менее, производительность оборудования повышается регулярно. Делается это за счет розлива во все большее количество бутылок одновременно. Для этого увеличивается количество гнезд в звездочках и их диаметр (это объясняет, почему пивная евробутылка меньшего диаметра, чем отечественного стандарта - чем больше диаметр бутылки, тем шире гнездо под нее, тем меньше наливных клапанов можно расположить на одной звездочке). Еще одним параметром, от которого напрямую зависит скорость наполнения стеклобутылки, является диаметр наливной трубки. Но все возможности его увеличения на сегодня исчерпаны системой, которую пивовары называют "короткой трубкой".
Розлив пива в кеги
Наиболее современные образцы оборудования проводят качественную мойку и наполнение кега уже не просто в автоматическом, а в ресурсо- и энергосберегающем режиме. После завершения санитарной обработки кегов они подаются на розлив. Заполнение кегов пивом основано на традиционном принципе противодавления.
Розлив пива в ПЭТ бутылки
Улучшение качества материала, из которого делают бутылки, ведет к увеличению их стоимости. Выход видят в том, чтобы делать такие бутылки многоразовыми, оборотными (можно использовать до 40 раз). При каждом розливе на бутылку наносится специальная отметка, благодаря чему ведется учет "оборотов" тары. После нанесения последней отметки бутылка, как и обычная пластиковая, идет на общую утилизацию.
В соответствии с заданием в данном проекте предусмотрено разработать цех розлива пива производительностью 7млн дал в год с розливом в стекло 65% Стыры замак, 65% Слуцкое особое и 100% Троицкое; в ПЭТ-тару 100% Яник, Слуцкое и Триумф; в кеги 65% Стыры замак и Слуцкое особое.
1. Теоретические основы розлива пива под давлением. Пастеризация как средство повышения стойкости пива. Современное оборудование для розлива пива в стеклянную тару, ПЭТ-бутылку, кеги. Современные способы механизации в складе тары и готовой продукции
1.1 Теоретические основы розлива пива под давлением
Для сохранения углекислоты в пиве розлив его производится под постоянным давлением. Пиво из лагерных танков по трубопроводам и закрытым аппаратам поступает в кеги и бутылки. В транспортном кеге и бутылке в момент наполнения их пивом создается такое же давление, как в пивном резервуаре разливочной машины, из которого пиво вытекает. Розлив с применением противодавления называется изобарическим. Температура пива при розливе не должна подвергаться изменениям.
Передача фильтрованного пива из сборника в резервуар разливочного аппарата производится путем нагнетания в газовое пространство сборника сжатого углекислого газа, причем в резервуаре разливочного аппарата создается противодавление, равное первоначальному давлению в сборнике. Следовательно, давление в сборнике фильтрованного пива во время его опорожнения должно быть таким, чтобы было обеспечено преодоление сопротивления в трубопроводах и поддержание постоянного давления в пивном резервуаре разливочного аппарата.
Конструкция изобарических разливочных аппаратов дает возможность наполнять пивом кеги и бутылки при постоянном давлении пива. Перед наполнением кег или бутылка герметически закрывается и сообщается с газовым пространством пивного резервуара аппарата, в результате чего в ней устанавливается давление, равное давлению в пивном резервуаре. Только поле этого в кег или бутылку начинает поступать пиво, причем вытесняемый пивом воздух вновь направляется в газовое пространство пивного резервуара. При изобарическом методе розлива пива почти полностью исключается пенение пива и потери углекислоты сводятся к минимуму.
Изобарический розлив пива в кеги.
Из фильтра пиво поступает в сборник фильтрованного пива, а из него к разливочному аппарату. В некоторых случаях, при отсутствии сборников, пиво из фильтра непосредственно поступает к разливочному аппарату. Во время розлива оно должно находиться под постоянным давлением. В противном случае пиво пениться, сто не только приводит к потере углекислого газа, но также препятствует требуемому наполнению кега.
Принцип изобарического розлива в кеги: пиво поступает в напорный резервуар, в котором устанавливают давление около 0,98 бар. Разливочный кран, который посредством трех отводов связан с напорным резервуаром, устанавливается на кег. Пивная наполнительная трубка опускается на дно кега. Посредством второго отвода, связанного с верхней частью напорного резервуара, в кеге устанавливается то же давление, что и в напорном резервуаре. Только после того как произошло выравнивание давлений, открывают первую разливочную трубку, и пиво благодаря различию высот поступает в кег. По третьему отводу, который также связан с верхней частью напорного резервуара, воздух возвращается в напорный резервуар. Небольшой фонарь в третьем отводе позволяет устанавливать, наполнен ли кег с пивом.
Так как в кеге всегда образуется пена, которая увлекается вытесняемым из нее воздухом, при розливе создаются условия для перенесения инфекции из транспортных кег в пивной резервуар. Чтобы предотвратить это, включают на пути отводимого воздуха пеноуловитель, в котором пена разрушается, а увлеченное пеной пиво по мере егонакопления удаляется из пеноуловителя.
Изобарический разливочный аппарат для розлива в кеги.
В автоматических изобарических аппаратах все краны для воздуха и пива приводятся в действие вращением рукоятки. Пивные и воздушные отводы связаны с подвижной разливочной головкой, которая посредством поршня может передвигаться вверх и вниз. Разливочную головку опкскают и плотно прижимают к шпунтовому отверстию в кеге. Уплотнение обеспечивается резиновым конусом. Затем автоматически один за другим открываются краны для поступления пива, воздуха и для обратного воздуха. Если кег наполнен, то изменением воздушного давления на поршень разливочную головку поднимают. Затем закрывают пивную трубку, сначала частично, с тем, чтобы пиво еще могло проникать в кег во время подъема разливочной головки и, наконец, совсем, как только пивная трубка подошла к шпунтовому отверстию. Во время наполнения кег стоит на подставке.
Воздушное давление на действующих поршнях для разливочной головки составляет 0,98-1,47 бар.
Изобарический разливочный аппарат является сложной машиной, которую трудно стерилизовать. Стерилизацию следует проводить кипящей водой, которая подается через ввод пива и выходит через пеноуловитель. Предложена для этой цели циркуляционная схема пропускания горячей водой через фильтр и изобарический аппарат, которая обеспечивает полную стерилизацию всех отводов. Однако исполнительные органы аппарата при этом расширяются и необходимо проверять их состояние. Можно также посредством насоса осуществлять циркуляцию моющих и дезинфицирующих растворов, но при этом растворы не достигают всех частей аппарата и не подавляют все имеющиеся инфекции.
Изобарический розлив пива в бутылки.
Из лагерного отделения к разливочному отделению прокладывается медный трубопровод, который подходит к фильтру, а от фильтра к сборнику фильтрованного пива и далее к разливочному автомату. Пивопровод соединен с фильтром посредством шланга.
Перед розливом всю аппаратуру, трубопроводы и шланги моют, дезинфицируют и проверяют на непроницаемость.
Для подготовки к розливу лагерный танк соединяют с нагнетательной линией углекислотного или воздушного компрессора и с пивопроводом, подающим пиво на фильтрацию и розлив. Затем открывают спускной пивной кран и включают насос, подающий пиво в фильтр. Пиво из лагерного танка течет через смеситель к нагнетательному насосу, который подает пиво в фильтр и далее в сборник фильтрованного пива, из которого пиво направляется в разливочные аппараты.
Розлив начинается постепенным открыванием разливочного крана лагерного танка. Пиво постепенно наполняет шланг и течет к смесителю. Воздух из смесителя вытесняется и удаляется через открытый воздушный краник на смотровом стеклянном фонаре. По наполнении фонаря смесителя пивом воздушный краник на нем закрывается, а выходной кран для пива открывается. Далее пиво течет по шлангу к нагнетательному насосу. В этот момент открывают шпунтовой кран для впуска в лагерный танк углекислого газа или сжатого воздуха и включают двукреглер, подающий пиво в фильтр.
Из двукреглера пиво поступает в фильтр, вытесняя воздух и воду. Воздух удаляется через воздушные краники смотровых стеклянных фонарей, а вода спускается через кран. Смесь воды и пива собирают. Когда начинает вытекать чистое пиво, спускной кран закрывается и постепенно открывается выходной кран, соединенный с разливочными аппаратами. В этот момент двукреглер устанавливается на нормальную производительность или только включается в действие.
Если фильтр перед розливом не наполнен водой, то он должен находиться под воздушным давлением 1,37-1,47 бар, чтобы не происходило сильного пенообразования. Длинные пивопроводы перед розливом заполняют водой. Для этого шланг соединяют не с разливочным краном лагерного танка, а с водопроводом. После полного удаления воздуха приступают к розливу пива.
Из фильтра пиво поступает в противоточный холодильник, в котором охлаждается до 0,5-1,0 С, а затем в приемный сборник. Там пиво выдерживается 4-12 ч. Затем происходит розлив по принципу розлива в кеги. Для осуществления изобарического наполнения сначала создают в бутылке газовое давление, равное тому, под которым находится разливаемое пиво, а затем наполняют бутылки пивом.
1.2 Пастеризация как средство повышения стойкости пива
Под пастеризацией понимают уничтожение микроорганизмов в водных растворах путем нагрева. Название процесса происходит от фамилии Луи Пастера, открывшего, что благодаря сильному нагреву жидкость можно сделать биологически стойкой, причем кислые жидкости становятся стерильными при более низкой температуре, чем нейтральные и щелочные (пиво 10-20 мин при t=60-62 С). При дальнейших исследованиях было установлено, что необходимое для уничтожения микроорганизмов время экспоненциально сокращается с повышением температуры. Таким образом, если пиво подвергают воздействию более высоких температур, то микроорганизмы погибают быстрее.
Используют пастеризацию в потоке и пастеризацию в туннельных пастеризаторах.
Пастеризация в потоке
В этом случае пиво нагревается в пластинчатом теплообменнике 68-72 С. Эта температура выдерживается 50 с, а затем пиво снова охлаждается.
Чем выше температура, тем меньше требуется времени для уничтожения микроорганизмов. На этой основе была условно принята величина, выражающая интенсивность тепловой обработки пива (пастеризации) в пастеризационных единицах (ПЕ).
Под ПЕ понимают биологический эффект от тепловой обработки пива в при 60С в течение 1 мин. Рассчитывается по формуле: ПЕ=время*1,393(температура ппастернизации-60)
Для пастеризации пива нужно 14-15 ПЕ. Чем меньше ПЕ применяют, тем лучше качественные свойства пива, но тем ближе подходят к границе, ниже которой могут выживать микроорганизмы. Необходимая величина ПЕ зависит в первую очередь от степени инфицирования пива. Чем больше микроорганизмов содержит пиво, тем выше становится необходимые ПЕ (зачастую 22-27 ПЕ).
Более высокие температуры позволяют пастеризовать пиво за более короткие сроки, однако это требует точной регулировки температуры. Чтобы избежать ухудшения качества пива, температурный режим пастеризации должен тщательно контролироваться и регулироваться.
Пастеризация в потоке гарантирует биологическую чистоту только пива. По современным данным, 50 % чужеродных микроорганизмов попадают в пиво в качестве вторичной инфекции, т.е. на «пути к бутылке», так что поточная пастеризация не дает гарантии, что пиво будет иметь неограниченную стойкость.
Таким образом, пастеризация в потоке предъявляет серьезные требования к чистоте бутылок и машин линии розлива. Несмотря на это, в настоящее время пастеризация в потоке – самая распространенная форма биологической стойкости пива, как в бутылки, так и в кеги.
Пастеризация в туннельных пастеризаторах
В целях обеспечения полной гарантии биологической стойкости пива заполненные пивом бутылки пастеризуют в туннельном пастеризаторе. Туннельный пастеризатор в цехе розлива занимает много места, так как чтобы пройти весь путь, бутылкам требуется около часа. Кроме того установка требует повышенных инвестиционных расходов и потребляет большое количество энергии – 14-24 МДж/гл, или 70-120 МДж/ 1000 бут.
Равномерно нагреть пиво в бутылке совсем не так просто: теплообмен проходит через стекло, трудно проводящее тепло, так что нагреваются сначала внешние слои жидкости, в то время когда середина остается холодной. Требуемый нагрев всей бутылки не будет достигнут, пока температура не поднимется и в наиболее плохо прогревающейся сердцевине бутылки.
Холодная сердцевина находится на расстоянии около 1,5 см от середины дна бутылки. Проверка температуры пастеризации должна происходить именно в этой точке.
В ходе пастеризации в бутылке возникает довольно высокое давление. Это происходит оттого, что пиво при нагреве распирается. Оно поднимается в горлышко бутылки, заполненное СО2, и давит на него. Газовая подушка в горлышке сжимается, а давление в бутылке от этого возрастает.
Пустое пространство в бутылке при пастеризации не должно быть менее 4 % от объема бутылки – в противном случае давление в бутылке может разорвать бутылку.
При повышении температуры повышается также и давление насыщения. Углекислый газ из пива восстанавливает равновесие в горлышке бутылки.
В туннельном пастеризаторе бутылки вместе с пивом нагреваются до температуры пастеризации, а затем снова охлаждаются.
1.3 Современное оборудование для розлива пива в стеклянную тару, ПЭТ-бутылку, кеги
В состав современной линии для розлива пива в стеклянную бутылку на 12000 бут/час входят: автомат пакеторасформировочный ПРА-50, автомат для извлечения бутылок из ящиков И2-АИА-12, бутыломоечная машина АММ-12, световой экран ОБТ-2401А, разливочно-укупорочный автомат Т1-ВРЦ-12, пастеризатор туннельный КЕМЕХ, бракеражный автомат БАЗ-М, этикетировочный автомат А1-ВЭС, ящикомоечная машина БЗ-ВЯМ-02, автомат для укладки бутылок в ящики И2-АУА-12, пакетоформирующий автомат ПФА-50, интеллектуальный счётчик УСБ-5/7304, транспортёр для ящиков, транспортёр для бутылок.
В состав современной линии для розлива пива в кеги Minomat A5/5 производительностью 60 кег/час. Автоматическая линия состоит из пастеризатора, аппарата внешней мойки кег, транспортера, блока внутренней мойки и наполнения, интеллектуального счетчика,весы для кег.
В состав современной линии для розлива пива в ПЭТ-бутылку производительностью 6000 бут/час входит: печь для подогрева преформ ЛПМ 11, пластинчатый транспортер ТТР – 1, автомат для выдува ПЭТ, ориентатор для бутылок ОВ – 6, ополаскиватель бутылок БЗ-ОМВ6, ультрафиолетовый экран, разливо-укупорочный автомат БЗ-ВР2М/1, к которому подсоединен механизм подачи и ориентировки пробок БЗ-ВР, машина для визуального контроля, этикетировочный автомат БЗ-ЭМА-21, упаковочный автомат БЗ-ТУК-50.
Пиво разливают по уровню в автоматах Р-3, Р-6 и РУ-12 и др. соответственно производительностью 3300, 6600 и 13000 бутылок/ч. Бутылки, в которые поступает пиво или безалкогольные газированные напитки под избыточным давлением 0,05-0,3 МПа, укупоривают стальными колпачками с упругой пробкой или синтетической прокладкой. Для этой цели используют укупорочные автоматы, например У6-А производительностью 6000 бутылок/ч.
Потери пива при фильтровании составляют 1,55 %, при розливе в бутылки — 2, в бочки — 0,5, при бестарной перевозке — 0,33 %.
Пиво разливают в деревянные и металлические бочки, автотермоцистерны и бутылки. Применяют также новые полимерные бутылки вместимостью 1,5 и 2 дм3. Недостаток полимерной тары - ее низкая терморезистентность.
Наиболее распространены бочки вместимостью 50 и 100 дм3 и металлические бочки типа кег - вместимостью 20 и 30 дм3. Также пиво разливают в алюминиевые банки по 0,33 дм3 и 0,5 дм3.
Напитки, фасуемые в пластмассовую тару, могут быть пастеризованы либо в потоке перед розливом, либо в автоклаве и установках с противодавлением. Вследствие высокой термолабильности тары необходимо точно соблюдать температурный режим, чтобы не допустить ее деформации и разрывов. При микроволновой пастеризации нагревается только продукт, а температура материала тары повышается лишь за счет теплопередачи. Тем самым уменьшается температура тары и снижается вероятность ее деформации.
Рядом фирм разработаны полимерные материалы, предназначенные для производства упаковок, обрабатываемых в микроволновых установках. В Великобритании, например, опубликован обзор положения дел на рынке высокобарьерной полимерной тары для пищевых продуктов, приготовляемых в микроволновых печах. Наиболее распространен полипропилен в сочетании с сополимерами этилена (винилового спирта или поливинилиденхлорида).
Фирма CONTINENTAL CAN (США) выпустила систему TEDEPLAST на основе полипропилена и материалов, обладающих барьерными свойствами. Система предназначена для стерилизованных пищевых продуктов, обрабатываемых в микроволновых установках. Материал отличается высокой теплостойкостью и прочностью, из него можно изготовить тару с любой укупоркой.
Розлив пива предусматривает проведение следующих операций: подготовка стеклянной тары и ящиков, мойка тары; розлив пива в тару; укупорка бутылок; бракераж; наклейка этикеток; укладка бутылок.
Разливают готовое пиво на механизированных и полностью автоматизированных линиях в бутылки из оранжевого и темно-зеленого стекла вместимостью 0,33 и 05 дм3 или в дубовые, буковые и алюминиевые бочки по 50, 100 и 150 дм3. В настоящее время на основе проведенного конкурса для пивобезалкогольной продукции рекомендованы бутылки типа «Евро», выдерживающие внутреннее давление до 8 кгс/см2, что позволяет выпускать напитки с большим содержанием углекислоты. Наполненные пивом бутылки герметизируют кронен - пробками. Для придания стойкости при хранении пиво пастеризуют в бутылках при температуре б5-70 °С в течение 20-30 мин или в потоке, используя пластинчатые теплообменники.
Перед выпуском в торговую сеть бутылки с пивом обрабатывают, с одной стороны, для того, чтобы улучшить их внешний вид, поскольку сама бутылка мало привлекательна с эстетической точки зрения, и с другой - для того, чтобы было указано содержимое бутылки и его завод-изготовитель. Бутылки должны быть снаружи чистые и блестящие, без серого налета от споласкивающих вод, имеющих высокую карбонатную жесткость и при окончательном орошении водой должны быть вымыты от остатков пива на их поверхности.
Важной частью производства является оформление бутылок. Широко применяются высокоточные этикетавтоматы для нанесения всех видов этикеток производительностью до 50000 бутылок/ч.
Этикетки содержат информацию о товарном знаке, наименовании предприятия-изготовителя и его подчиненности, вместимости бутылки, дате розлива и обозначении стандарта. Пастеризованное пиво имеет на этикетке дополнительную надпись «Пастеризованное». Горлышко бутылок с оригинальными сортами пива обертывают фольгой.
Для транспортирования и кратковременного хранения в розничной сети бутылки с пивом укладывают в дощатые и металлические ящики, в металлические корзины, а также ящики из гофрированного картона или полимерных материалов.
1.4 Современные способы механизации в складе тары и готовой продукции
Рядом с разливочным отделением помещается склад для пустых бутылок и склад готовой продукции.
Для подачи ящиков от места загрузки бутылок к месту выгрузки бутылок и к соответствующим машинам применяются роликовые транспортеры (рольганги). Этот транспортер должен иметь минимальный наклон при перемещении ящиков с пустыми бутылками 3 см.
Роликовый транспортер, который идет от места разгрузки и доставляет пустые ящики к месту складывания в них бутылок, а затем к моечной машине, где бутылки из ящиков вынимают. Пустые ящики затем транспортируются к этикетировочной машине, где их снова заполняют бутылками с пивом. Для выемки и укладки бутылок в ящики применяют автоматы.
Механизация в складе тары и готовой продукции обеспечивается также за счетт использования электропогрузчиков. Они устанавливают на транспортер ящики с пустыми бутылками, отправляют в склад готовой продукции упакованные коробки и ящики.
Электропогрузчик - подъемное оборудование с электроприводом экологически чистое и безопасное.
Вообще применение данного вида позволяет значительно экономить время, силы и деньги на погрузочно-разгрузочных работах. При помощи этого оборудования работу, которая раньше требовала 3-4 часов и 6-8 человек, теперь можно выполнить с привлечением двух человек всего за полчаса.
Также улучшают и ускоряют работу пакетоформировщики и пакеторасформировщики. Подающее устройство принимает бутылки и устанавливает их в три ряда. После этого они вводятся в картонные коробки. Двигательные пальцы машины напрвляют каждую бутылку в специальную ячейку коробки. Вслед за укладкой следует автоматическое смазывание коробок клеем и их запечатывание. Затем коробки вводят под компрессорное устройство и выдерживают некоторое время. Затем коробки поступают на электропогрузчик.
2. Выбор, обоснование и описание технологической схемы розлива пива
2.1 Выбор и обоснование технологической схемы розлива пива
В данном курсовом проекте необходимо подобрать линии для розлива пива в кеги, стеклянные бутылки и ПЭТ тару. Исходя из этого, рассмотрим принцип работы существующих автоматических линий розлива.
Розлив пива в бутылки
Технологически процесс розлива пива в оборотную стеклобутылку делится на следующие фазы:
1. Аппарат для выемки бутылок из ящика.
2. Подача пустых бутылок по конвейеру на бутылкомоечную машину
3. Мойка в двух погружных ваннах, шприцевание горячей водой, многократная обработка в щелочной ванне, во время которой удаляются мельчайшие частички грязи и этикетка и многократное шприцевание при постепенно снижающейся температуре
4. Подача бутылок на инспекционную машину
5. Транспортировка тары в машину розлива
6. Последовательная вакуумизация и наполнение бутылок СО2 для устранения из них кислорода
7. Наполнение банок пастеризованным пивом (как вариант - последующая пастеризация пива проходит уже в запечатанной бутылке) и укупорка бутылки кроненпробкой
8. Бракераж
9. Нанесение этикетки с информацией о дате розлива и сроке употребления
10. Упаковка бутылок в ящики
Таким образом, автоматическая линия розлива пива в бутылки состоит из автомата для выемки бутылок из ящиков, бутылкомоечной машины, разливочного автомата, укупорочного, бракеражного, этикетировочного автоматов и автомата для укладки бутылок в ящики.
Для изобарического фасования и укупорки бутылок применяют агрегаты производительностью 3, 6, 12, 24 тыс. бутылок в час. Их принципиальное отличие состоит только в производительности оборудования, а в остальном они абсолютно идентичны.
Технологически процесс розлива пива в фирменную стеклобутылку делится на следующие фазы:
1 Аппарат для выемки бутылок из специальных коробок.
2 Подача пустых бутылок по конвейеру на ополаскиватель.
3 Ополаскиватель (он используется вместо бутылкомоечной машины так как бутылки новые они не нуждаются в мойке).
4 Подача бутылок на инспекционную машину
5 Транспортировка тары в машину розлива
6 Последовательная вакуумизация и наполнение бутылок СО2 для устранения из них кислорода
7 Наполнение бутылок пастеризованным пивом (как вариант - последующая пастеризация пива проходит уже в запечатанной бутылке)
8 Укупорка бутылки кроненпробкой
9 Нанесение этикетки с информацией о дате розлива и сроке употребления
10.Укладка бутылок на картон
11. Пакетоформирующий аппарат.
Для мойки бутылок применяют физико-механические и физико-химические способы. Моечные машины по способу мойки подразделяются на шприцевые, отмочно-шприцевые и отмочно-шприцевые с обработкой ершами и щетками. В основном эксплуатируются автоматические бесцепные конвейерные отмочно-шприцевые машины.
Чистую бутылку отправляют на разливочный автомат, где вначале бутылку наполняют сжатым воздухом, очищенным на обеспложивающем фильтре, создают давление, равное тому, под которым находиться разливаемое пиво. Далее бутылки заполняются пивом до определенного уровня по высоте, без точной дозировки по объему. При этом пиво вытесняет из бутылки воздух. Наливают пиво в бутылки коричневого и зеленого цвета. Температура пива должна быть не выше 3˚С. Для розлива пива в бутылки применяют изобарические автоматы непрерывного действия ротационного типа производительностью от 1500 до 48000 бутылок в час.
Пиво, разливаемое в бутылки вместимостью 0,5л, укупоривают металлическими кроненпробками. Для укупорки бутылок применяют автоматы, основным узлом которых являются головки с укупорочными патронами.
Вымытые бутылки перед розливом и укупоренные бутылки с пивом перед наклеиванием этикеток подвергают визуальному осмотру на световых экранах и бракеражных автоматах с целью установления герметичности укупоривания, прозрачности, наличия посторонних включений, определения полноты налива.
Укупоренные проинспектированные бутылки поступают к этикетировочному автомату для наклейки этикеток.
Автомат имеет механизм блокировки «Нет этикетки — нет клея» и блокировку «Нет бутылки — нет этикетки».
Полностью оформленные бутылки укладывают в ящики с помощью автомата типа И2- АУА. Движущиеся по конвейеру бутылки поступают на стол автомата и направляющими разделяются на ряды. Когда под головкой с захватами станет нужное количество бутылок, срабатывает блокировка, головка захватывает бутылки и перемещает к пустому ящику, останавливается и опускает бутылки в ящик. Проведя укладку, головка поднимается и перемещается к столу.
Бутылки с пивом в ящиках отправляют на экспедицию, где оно храниться при температуре не выше 12˚С.
При мойке бутылок, фасовании и укупорке бой стеклянных бутылок составляет около 2% от их количества. При хранении и транспортировании пустых стеклянных бутылок до мойки бой составляет 0,8% от их количества.
Основные требования к процессу розлива в бутылки: герметичность установки во избежание утечек диоксида углерода и окисления пива кислородом воздуха; создание изотермических и изобарических условий; Обеспечение полноты налива и минимального боя бутылок.
Розлив пива в ПЭТ
Розлив пива в ПЭТ-бутылку делится на следующие фазы:
1 Подогрев преформ в печи.
2 Выдув бутылок из преформ.
3 Ориентатор для бутылок направляет их в ополаскиватель
4 Чистые бутылки проходят ультрафиолетовый экран
5 Транспортировка пустых ПЭТ-бутылок в машину розлива, продувка бутылок СО2 для устранения из них кислорода, наполнение ПЭТ-тары пастеризованным пивом, укупорка бутылки винтовым колпачком.
6 Нанесение этикетки с информацией о дате розлива и сроке употребления
7 Упаковка бутылок термоусадочной пленкой в блоки
Процесс выдува бутылок из преформ также может производиться непосредственно в цеху, что уменьшает расходы на транспортировку и хранение пустых ПЭТ бутылок и, следовательно, является значительным преимуществом.
Автоматическая линия розлива состоит из печи для подогрева преформ, пластинчатого транспортера, автомата для выдува ПЭТ, ориентатора для бутылок, ополаскивателя бутылок, ультрафиолетового экрана, разливочно-укупорочного автомата к которому подсоединен механизм подачи и ориентировки пробок, машина для визуального контроля, этикетировочного автомата, упаковочного автомата.
При розливе приходится учитывать то, что толщина стенок обычной ПЭТ-бутылки весьма неравномерна - пластик толстый на донышке и у горлышка, тонкий на боковых стенках. По стандарту даже в наиболее тонком месте ПЭТ-бутылка должна выдерживать внутреннее давление пива в 8 бар.
Одноразовая ПЭТ-бутылка нежесткая, поэтому нельзя допускать, чтобы наливное устройство опускалось на нее сверху и плотно прижимало горлышко, как это делается со стеклотарой. Бутылка просто деформируется от дополнительной нагрузки и требуемая герметичность соединения все равно не будет достигнута. По современной технологии все происходит "наоборот" - ПЭТ-бутылка плотно прижимается к наливному устройству. Делается это с помощью специального подъемного кольца, которым она подхватывается за относительно жесткую горловину.
При розливе пива в ПЭТ стандартно используется метод противодавления, но объем разливаемого пива более часто отмеряется по объему, а не уровню. Важное значение придается быстрой и качественной укупорке бутылки.
Машины разных фирм разнятся между собой по конструкции, компоновке узлов, степени применения оригинальных разработок и "ноу-хау". Но при этом существенной разницы в оборудовании для розлива в ПЭТ и стекло нет. Рассмотрим вместе линии для розлива в ПЭТ и стеклобутылку, классифицировав их по производительности.
1. Малопроизводительная техника, требующая большой доли ручного труда.
Такие машины просты в обращении и обслуживании, легко монтируются. Но дешевизна и простота "уравновешиваются" серьезными минусами: отсутствием надежной санитарии, невысоким качеством розлива и укупорки.
2. Автоматические линии розлива мощностью:
а) от 800 до 20000 стеклобутылок (0,5л) или от 1000 до 6000 ПЭТ-бутылок (1,5л) в час.
Машины подобной мощности являются наиболее массовым сегментом, как продажи, так и производства. Вмешательства человека требуют только при наладке, профилактическом обслуживании, ремонте и непредвиденных сбоях. Уровень санитарии, розлив, укупорка соответствует современным нормам.
б) более 20 тысяч стеклобутылок или 6000 ПЭТ-бутылок в час.
Это наиболее сложное, дорогое и совершенное оборудование, которое под силу производить только считанным компаниям. Как правило, включает в себя все наиболее современные и перспективные наработки, как то: различного рода сенсорные системы, газоанализаторы, электронные системы управления и т.д.
Бутылки с напитками, уложенные в ящики или упакованные в термоусадочную пленку, передают в склад готовой продукции, который должен вмещать не менее двухсуточной выработки продукции.
Розлив пива в кеги
Автоматическая линия состоит из пастеризатора, аппарата внешней мойки кег, транспортера, блока внутренней мойки и наполнения, интеллектуального счетчика,весы для кег.
Первичной стадией обработки кегов является наружная мойка. Она осуществляется в тоннелях, оснащенных форсунками подачи воды или моющих растворов под давлением. В усиленном исполнении машины наружной мойки оборудуются системами форсунок высокого давления или станциями обработки щетками. Во всех случаях завершающей фазой наружной мойки является ополаскивание кегов свежей водой.
Далее кеги поступают на внутреннюю мойку (на автономных агрегатах или моноблоках), технологическая цепочка которой предусматривает последовательное выполнение следующих операций: вымывание остатков пива из кегов холодной водой, отмачивание "проблемных" поверхностей внутри кега щелочным раствором, интенсивную мойку щелочным и кислотным растворами, финальную мойку горячей водой, стерилизацию кега паром, предварительное шпунтование кегов углекислым газом.
После завершения санитарной обработки кегов они подаются на розлив. Заполнение кегов пивом основано на традиционном принципе противодавления, предполагающем дополнительное шпунтование кегов углекислым газом, с тем, чтобы в начальный момент розлива обеспечить одинаковым давление подачи пива и давление углекислого газа в кеге.
Машины для розлива пива в кеги можно классифицировать таким образом:
1. Машины с одной заправочной операционной головкой.
Производительность этих машин 10-20 кегов в час.
Вследствие большой нагрузки головка быстро изнашивается. Кроме того, имеется потенциальный риск попадания остатков моющих растворов в пиво. Поэтому такие машины рекомендуется применять либо для работы с небольшим количеством кегов, либо для отдельных одиночных операций (например, санитации).
2. Машины с двумя операционными головками.
Их производительность, как правило, составляет 30-35 кегов в час. Одна операционная головка предназначается для санитации, а вторая - для заправки пивом.
Это уже полноценные машины, которые выполняют весь комплекс операций. Многие, в т.ч. и крупные, заводы постсоветского пространства как минимум начинали с таких машин и только по достижению определенного уровня продаж переходили к более сложной технике.
3. Машины с 3-мя головками и больше.
С ростом количества операционных головок растет производительность. Перед производителем встает необходимость привязки машины к конкретному заводу, конкретному помещению, наличие необходимых инженерных коммуникаций и т.д. В каждом конкретном случае огромную роль играет инженерное решение по размещению этой техники, конструкторская мысль.
2.2 Описание технологической схемы розлива пива
Технологическая схема розлива пива в стеклянные бутылки.
Линия начинается с подвоза пакетов с ящиками, в которых находятся бутылки, к пакеторасформировывающему автомату (поз.2) электропогрузчиком (поз.1). С пакеторасформировочного автомата ящики поступают на автомат для извлечения бутылок из ящиков (поз.3). Извлеченные бутылки по пластинчатому транспортеру(поз.33) поступают на бутыломоечную машину (поз4), где происходит мойка и шприцевание бутылок. Затем бутылки проходят световой экран (поз.5), для окончательного контроля вымытых бутылок. Прошедшие водную обработку бутылки, поступают на розливо-укупорочный автомат (поз.6). Для повышения стойкости пива, после их розлива, бутылки направляют на пастеризацию. Пастеризацию проводят в туннельном пастеризаторе (поз.7). После пастеризации бутылки проходят бракеражный автомат (поз.8), для проверки продукции на наличие брака. Прошедшая бракераж продукция поступает на этикетировочный аппарат (поз.9). Затем через интелектувльный счетчик (поз.11) бутылки поступают на аппарат для укладки бутылок в ящики (поз.12). Ящики подаются после ящикомоечной машины(поз.10) направляются на пакетоформирующий автомат (поз.13). И готовая продукция направляется электропогрузчиком (поз.1) в склады готовой продукции.
Технологическая схема розлива в ПЭТ-бутылки.
На завод ПЭТ-бутылки поступают в виде преформ. Далее преформы вручную подаются в печь для разогрева (поз.14). Затем разогретые преформы по пластинчатому транспортеру(поз.19) поступают в аппарат для выдува преформ(поз.16). После этого бутылки попадают на ориентатор(поз. 25), а затем в ополаскиватель для бутылок (поз. 22). Затем бутылки попадают на УФ экран(поз. 38), а потом в разливо-укупорочный автомат (поз.16). Так как в разливочно-укупорочном автомате происходит и розлив, и укупорка, то к автомату подведен транспортер подачи пробок (поз.17). Готовая продукция поступает на этикетировочный автомат (поз.20). Готовые ПЭТ-бутылки поступают на упаковочный автомат (поз.21). Далее через интеллектуальный счетчик(поз.11) упакованные ПЭТ-бутылки электропогрузчиком (1) направляют в склады готовой продукции.
Технологическая схема розлива пива в кеги.
Со склада тары пустые кеги по транспортеру(поз.34) поступают на аппарат внешней мойки кег (поз.35) для удаления грязи. Затем с аппарата внешней мойки кеги поступают в блок внутренней мойки и наполнения (поз.36). Готовые кеги через интеллектуальный счетчик(поз.11) для контроля наполнения поступают на автоматические весы (поз37).
3. Продуктовый расчет пивоваренного производства
3.1 Расчет расхода продуктов
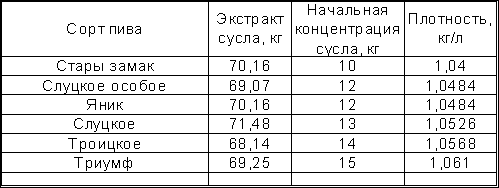
По заданию производительность завода: 7 млн. дал пива в год, а ассортимент продукции представлен в таблице 1.
Таблица 1- Ассортимент пива.
| Сорт пива | Количество, % | Количество, млн. дал |
| Стары замак | 25 | 1,75 |
| Слуцкое особое | 25 | 1,75 |
| Яник | 20 | 1,4 |
| Слуцкое | 10 | 0,7 |
| Троицкое | 10 | 0,7 |
| Триумф | 10 | 0,7 |
| Всего | 100 | 7 |
Таблица 2 – Распределение разливаемого пива по сортам

Расчет продуктов пивоваренного производства для каждого наименования пива, проводим на 100 кг зернопродуктов, с последующим пересчётом на 1 дал и на годовой выпуск.
3.2 Определение выхода экстракта в варочном отделении из 100 кг зернового сырья
Стары замак
90% - светлый солод
10% - рис
При полировке солода потери составляют 0,1%
Qn=90*0,1/100=0,09кг
На дробление солода поступает
Qn=90-0,09=89,91кг
При влажности солода 5,6%, риса 15%, количество сухих веществ в заторе будет:
В солоде - Qcв=89,91*(100-5,6)/100=84,88кг;
В рисе- Qсв=10*(100-15)/100=8,5кг;
Всего сухих веществ в сырье
Qобщ =84,88+8,5=93,38 кг
Принимаем экстрактивность солода 76%, риса–85%, от массы сухих веществ. Тогда содержание экстрактивных веществ в сырье будет равно:
Qэв=Qсв*Э/100
В солоде – Qэв=84,88*76/100=64,51кг;
В рисе – Qэв=8,5*85/100=7,23кг;
Всего экстрактивных веществ содержится:
Qобщ =64,51+7,23=71,74кг
Часть экстракта (2,2% от массы затираемых зернопродуктов) теряется в дробине, поэтому в сусло перейдет экстрактивных веществ:
Э= Qэв*(100-Пэ)/100
=71,74*(100-2,2)/100=70,16 кг
Оставшееся в дробине количество сухих веществ определяют разностью между массой зернопродуктов и массой экстрактивных веществ, переходящих в сусло:
Qдр=Qсв-Э
Qдр=93,38-70,16=23,22кг
Слуцкое особое
Qn=Qс*nn/100
Qc-масса солода
Qn-количество солода после полировки
nn-потери при полировке солода
90% - светлый солод
10% - ячмень
При полировке солода потери составляют 0,1%
Qn=90*0,1/100=0,09кг
На дробление солода поступает
Qпс=90-0,09=89,91 кг
При влажности солода 5,6%, ячменя 15% количество сухих веществ в заторе будет:
В солоде - Qсвс=89,91(100-5,6)/100=84,87кг;
В ячмене - Qсв=10*(100-15)/100=8,5кг
Всего сухих веществ в сырье
Qобщ =84,87+8,5=93,37кг
Принимаем экстрактивность солода 76%, а ячменя – 72% от массы сухих веществ. Тогда содержание экстрактивных веществ в сырье будет равно:
Qэв=Qсв*Э/100
В солоде – Qэв=84,87*76/100=64,50кг
В ячмене – Qэв=8,5*72/100=6,12кг
Всего экстрактивных веществ содержится:
Qобщ =64,50+6,12=70,62кг
Часть экстракта (2,2% от массы затираемых зернопродуктов) теряется в дробине, поэтому в сусло перейдет экстрактивных веществ:
Э= Qэв*(100-Пэ)/100
Э=70,62*(100-2,2)/100=69,07кг.
Оставшееся в дробине количество сухих веществ определяют разностью между массой зернопродуктов и массой экстрактивных веществ, переходящих в сусло:
Qдр=Qсв-Э
Qдр=93,37-69,07=24,3кг.
Яник
90% - светлый солод
10% - рис
При полировке солода потери составляют 0,1%
Qn=90*0,1/100=0,09кг
На дробление солода поступает
Qn=90-0,09=89,91кг
При влажности солода 5,6%, риса 15%, количество сухих веществ в заторе будет:
В солоде - Qcв=89,91*(100-5,6)/100=84,88кг;
В рисе- Qсв=10*(100-15)/100=8,5кг;
Всего сухих веществ в сырье
Qобщ =84,88+8,5=93,38 кг
Принимаем экстрактивность солода 76%, риса–85%, от массы сухих веществ. Тогда содержание экстрактивных веществ в сырье будет равно:
Qэв=Qсв*Э/100
В солоде – Qэв=84,88*76/100=64,51кг;
В рисе – Qэв=8,5*85/100=7,23кг;
Всего экстрактивных веществ содержится:
Qобщ =64,51+7,23=71,74кг
Часть экстракта (2,2% от массы затираемых зернопродуктов) теряется в дробине, поэтому в сусло перейдет экстрактивных веществ:
Э= Qэв*(100-Пэ)/100
Э=71,74*(100-2,2)/100=70,16 кг
Оставшееся в дробине количество сухих веществ определяют разностью между массой зернопродуктов и массой экстрактивных веществ, переходящих в сусло:
Qдр=Qсв-Э
Qдр=93,38-70,16=23,22кг
Слуцкое
Qn=Qс*nn/100
Qc-масса солода
Qn-количество солода после полировки
nn-потери при полировке солода
85% - светлый солод
10% - рис
5% - сахар
При полировке солода потери составляют 0,1%
Qn=85*0,1/100=0,085кг
На дробление солода поступает
Qпс=85-0,085=84,92 кг
При влажности солода 5,6%, риса 15%, сахара 0,8%, количество сухих веществ в заторе будет:
В солоде - Qсвс=84,92(100-5,6)/100=80,16кг;
В рисе - Qсв=10*(100-15)/100=8,5кг
В сахаре - Qсв=5*(100-0,8)/100=4,96кг.
Всего сухих веществ в сырье
Qобщ =80,16+8,5+4,96=93,62кг
Принимаем экстрактивность солода 76%, а риса – 85%, сахара – 99,6% от массы сухих веществ. Тогда содержание экстрактивных веществ в сырье будет равно:
Qэв=Qсв*Э/100
В солоде – Qэв=80,16*76/100=60,92кг
В рисе – Qэв=8,5*85/100=7,23кг
В сахаре – Qэв=4,96*99,6/100=4,94кг.
Всего экстрактивных веществ содержится:
Qобщ =60,92+7,23+4,94=73,09кг
Часть экстракта (2,2% от массы затираемых зернопродуктов) теряется в дробине, поэтому в сусло перейдет экстрактивных веществ:
Э= Qэв*(100-Пэ)/100
Э=73,09*(100-2,2)/100=71,48кг.
Оставшееся в дробине количество сухих веществ определяют разностью между массой зернопродуктов и массой экстрактивных веществ, переходящих в сусло:
Qдр=Qсв-Э
Qдр=93,62-71,48=22,14кг.
Троицкое
50% - светлый солод
50% - солод карамельный
При полировке солода потери составляют 0,1%
Qn=50*0,1/100=0,05кг
На дробление солода поступает
Qn=50-0,05=49,95кг
При влажности солода 5,6%, карамельного солода 6% количество сухих веществ в заторе будет:
В солоде - Qcв=49,95*(100-5,6)/100=47,15кг;
В карамельном солоде - Qсв=50*(100-6)/100=47кг
Всего сухих веществ в сырье
Qобщ =47,15+47=94,15кг
Принимаем экстрактивность солода 76%, а карамельного солода 72% от массы сухих веществ. Тогда содержание экстрактивных веществ в сырье будет равно:
Qэв=Qсв*Э/100
В солоде – Qэв=47,15*76/100=35,83кг
В карамельном солоде – Qэв=47*72/100=33,84кг
Всего экстрактивных веществ содержится:
Qобщ =35,83+33,84 =69,67кг
Часть экстракта (2,2% от массы затираемых зернопродуктов) теряется в дробине, поэтому в сусло перейдет экстрактивных веществ:
Э= Qэв*(100-Пэ)/100
Э=69,67*(100-2,2)/100=68,14кг.
Оставшееся в дробине количество сухих веществ определяют разностью между массой зернопродуктов и массой экстрактивных веществ, переходящих в сусло:
Qдр=Qсв-Э
Qдр=94,15-68,14=26,01кг.
Триумф
50% - светлый солод
25% - солод карамельный
25% - рис
При полировке солода потери составляют 0,1%
Qn=50*0,1/100=0,05кг
На дробление солода поступает
Qn=50-0,05=49,95кг
При влажности солода 5,6%, карамельного солода 6%, риса 15% количество сухих веществ в заторе будет:
В солоде - Qcв=49,95*(100-5,6)/100=47,15кг;
В карамельном солоде - Qсв=25*(100-6)/100=23,5кг;
В рисе - Qcв=25*(100-15)/100=21,25кг;
Всего сухих веществ в сырье
Qобщ =47,15+23,5+21,25=91,9кг
Принимаем экстрактивность солода 76%, карамельного солода 72%, а риса 85% от массы сухих веществ. Тогда содержание экстрактивных веществ в сырье будет равно:
Qэв=Qсв*Э/100
В солоде – Qэв=47,15*76/100=35,83кг
В карамельном солоде – Qэв=23,5*72/100=16,92кг
В рисе – Qэв=21,25*85/100=18,06кг
Всего экстрактивных веществ содержится:
Qобщ =35,83+16,92+18,06 =70,81кг
Часть экстракта (2,2% от массы затираемых зернопродуктов) теряется в дробине, поэтому в сусло перейдет экстрактивных веществ:
Э= Qэв*(100-Пэ)/100
Э=70,81*(100-2,2)/100=69,25кг.
Оставшееся в дробине количество сухих веществ определяют разностью между массой зернопродуктов и массой экстрактивных веществ, переходящих в сусло:
Qдр=Qсв-Э
Qдр=91,9-69,25=22,65кг.
3.3 Определение промежуточных продуктов и готового пива
Исходные данные для расчета количества промежуточных продуктов являются величины начальной концентрации сусла и объемных потерь по стадиям производства пива.
Таблица 3 - Качественные показатели пива.
Масса сусла (м) определяется по формуле
М=Эс*100/е, кг
Где Эс- экстракт сусла, кг
е –массовая доля сухих веществ в начальном сусле, %
Масса сусла
Стары замак М=70,16/10*100=701,6 кг
Слуцкое особое М=69,07/12*100=575,58 кг
Яник М=70,16/12*100=584,67 кг
Слуцкое М=71,48/13*100=549,85 кг
Троицкое М=68,14/14*100=486,71 кг
Триумф М=69,25/15*100=461,67кг
Объем сусла Vс при 20°С будет равен:
Vс = М/d, л
Где d – плотность сусла при 20°С, кг/л
Объем сусла
Стары замак Vс= 701,6/1,04=674,62 л
Слуцкое особое Vс= 575,58 /1,0482=549,11 л
Яник Vс= 584,67/1,0482=557,78 л
Слуцкое Vс= 549,85/1,0526=522,37 л
Троицкое Vс= 486,71/1,0568=460,55 л
Триумф Vс=461,67 /1,061=435,13 л
Объем сусла при 100º С рассчитывается с расчетом коэффициента объемного расширения, равного 1,04:
Vгор= Vс*1,04, л
Объем сусла
Стары замак Vгор=674,62*1,04=701,6 л
Слуцкое особое Vгор=549,11 *1,04=571,07 л
Яник Vгор=557,78*1,04=580,09 л
Слуцкое Vгор=549,85*1,04=571,84 л
Троицкое Vгор=486,71*1,04=506,18 л
Триумф Vгор=461,67 *1,04=480,14 л
При расчете объема холодного сусла (Vхс) учитываются потери сусла в хмелевой дробине, в отстое при сепарирование, смачивании трубопровода (Пхд)
Стары замак Пхд = 6,3%
Слуцкое особое Пхд = 6,3%
Яник Пхд = 6,3%
Слуцкое Пхд = 6,4%
Троицкое Пхд = 6,3%
Триумф Пхд = 6,6%
Vхс=Vгор*(100-Пхд)/100, л
Объем холодного сусла:
Стары замак Vхс=701,6*(100-6,3)/100=657,4 л
Слуцкое особое Vхс=571,07 *(100-6,3)/100=535,09 л
Яник Vхс=580,09*(100-6,3)/100=543,54 л
Слуцкое Vхс=571,84*(100-6,4)/100=535,24 л
Троицкое Vхс=506,18*(100-6,3)/100=474,29 л
Триумф Vхс=480,14*(100-6,6)/100=448,45 л
Сбраживание в ЦКТ
Определим потери в ЦКТ
Пб=Пбд-Пф, %
Где Пбд- потери в отделении брожения и дображивания пива в ЦКТ, %
Пф- потери при фильтровании,%.
Стары замак Пбд=4,65%
Слуцкое особое Пбд=4,65%
Яник Пбд=4,65%
Слуцкое Пбд=4,65%
Троицкое Пбд=4,65%
Триумф Пбд=4,65%
Стары замак Пф=2,3%
Слуцкое особое Пф=2,4%
Яник Пф=2,5%
Слуцкое Пф=2,5%
Троицкое Пф=2,9%
Триумф Пф=2,4%
Стары замак Пб=4,65-2,3=2,35%
Слуцкое особое Пб=4,65-2,4=2,25%
Яник Пб=4,65-2,5=2,15%
Слуцкое Пб=4,65-2,5=2,15%
Троицкое Пб=4,65-2,9=1,75%
Триумф Пб=4,65-2,4=2,25%
Определим объем нефильтрованного пива Vнф:
Vнф= Vхс (100-Пб)/100,л
где Vхс – объем холодного сусла, л
Пб- потери в ЦКТ%.
Стары замак Vнф=657,4(100-2,35)/100=641,95 л
Слуцкое особое Vнф=535,09(100-2,25)/100=524,23 л
Яник Vнф=543,54(100-2,15)/100=531,85 л
Слуцкое Vнф=535,24(100-2,15)/100=523,73 л
Троицкое Vнф=474,29(100-1,75)/100=466 л
Триумф Vнф=448,45(100-2,25)/100=438,36 л
Определим объем фильтрованного пива:
Vф = Vхс (100-Пбд)/100,л
где Vхс – объем холодного сусла, л
Пбд- потери в отделении брожения и дображивания пива в ЦКТ, %
Стары замак Vф =657,4(100-4,65)/100=626,8 л
Слуцкое особое Vф =535,09(100-4,65)/100=510,21 л
Яник Vф =543,54(100-4,65)/100=518,27 л
Слуцкое Vф =535,24(100-4,65)/100=510,35 л
Троицкое Vф =474,29(100-4,65)/100=452,24 л
Триумф Vф =448,25 (100-4,65)/100=427,41 л
Потери товарного пива при розливе в бутылки составляют 2,5%, в кеги- 0,5%, в ПЭТ – 0,5%.
Предварительно определим средневзвешенные потери Пср: для пива Стары замак, разливаемого 65% в стеклянную тару и 35% в кеги:
Пср= (65*2,5+35*0,5)/100=1,8 %
для пива Слуцкое особое, разливаемого 65% в стеклянную тару и 35% в кеги:
Пср= (65*2,5+35*0,5)/100=1,8 %
для пива Яник, разливаемого 100% в ПЭТ:
Пср= (100*0,5)/100=0,5 %
для пива Слуцкое, разливаемого 100% в ПЭТ:
Пср= (100*0,5)/100=0,5 %
для пива Троицкое, разливаемого 100% в бутылки:
Пср =(100*2,5)/100=2,5%
для пива Триумф, разливаемого 100% в ПЭТ:
Пср =(100*0,5)/100=0,5%
Объем товарного пива составляет Vтп:
Vтп =Vф*(100-Пср)/100, л
Стары замак Vтп=626,8*(100-1,8)/100=615,52 л
Слуцкое особое Vтп=510,21*(100-1,8)/100=501,03 л
Яник Vтп=518,27*(100-0,5)/100=515,68 л
Слуцкое Vтп=510,35*(100-0,5)/100=507,8 л
Троицкое Vтп=452,24*(100-2,5)/100=440,93 л
Триумф Vтп=427,41*(100-0,5)/100=425,27 л
Пжф=Vгор-Vтп, л
где Vгор – объем горячего сусла, л
Vтп – объем товарного пива, л
Стары замак Пжф=701,6-615,52=86,08 л
Слуцкое особое Пжф=571,07-501,03=70,04 л
Яник Пжф=580,09-515,68=64,41 л
Слуцкое Пжф=571,84-507,8=64,04 л
Троицкое Пжф=506,18-440,93=65,25 л
Триумф Пжф=480,14-425,27=54,87 л
Общие видимые потери по отношению к объему горячего сусла (в %):
Пжф(%)=Пжф*100/Vгор
где Пжф - потери при фильтровании, %.
Vгор – объем горячего сусла, л
Стары замак Пжф(%)=86,08*100/701,6=12,27%
Слуцкое особое Пжф(%)=70,04*100/571,07=12,26%
Яник Пжф(%)=64,41*100/580,09=11,1%
Слуцкое Пжф(%)=64,04*100/571,84=11,2%
Троицкое Пжф(%)=65,25*100/506,18=12,89%
Триумф Пжф(%)=54,87*100/480,14=11,43%
3.4 Определение расхода хмеля, молочной кислоты
Расход хмеля принимают в зависимости от нормативного содержания горьких веществ в 1 дал горячего сусла определенного сорта пива и фактического содержания в хмеле ά-кислот и влажности:
Нх=Гс*10^6/((ά+1)*(100-W)*(100-П)), г/дал
Где Гс- норма расхода хмеля на 1 дал определенного сорта пива, г
Стары замак Гс=1,25 г
Слуцкое особое Гс=1,05 г
Яник Гс=1г
Слуцкое Гс=1,2 г
Троицкое Гс=0,9 г
Триумф Гс=1,2 г
ά- массовая доля ά – кислот, % к массе сухих веществ;
ά=3,7 %
W- влажность хмеля, % на сухое вещество; W-13,2%
П- потери по жидкой фазе для определенного сорта пива, %
Стары замак П=12,27%
Слуцкое особое П=12,26%
Яник П=11,1%
Слуцкое П=11,2%
Троицкое П=12,89%
Триумф П=11,43%
Расход хмеля Нх,, г/дал
для пива Стары замак
Нх=1,25*10^6/((3,7+1)*(100-13,2)*(100-12,27))=34,6 г/дал
для пива Слуцкое особое
Нх=1,05*10^6/((3,7+1)*(100-13,2)*(100-12,26))= 29,4 г/дал
для пива Яник
Нх=1*10^6/((3,7+1)*(100-13,2)*(100-11,1))=28 г/дал
для пива Слуцкое
Нх=1,2*10^6/((3,7+1)*(100-13,2)*(100-11,2))=33,8 г/дал
для пива Троицкое
Нх=0,9*10^6/((3,7+1)*(100-13,2)*(100-12,89))=25,5 г/дал
для пива Триумф
Нх=1,2*10^6/((3,7+1)*(100-13,2)*(100-11,43))= 34,2 г/дал
Расход хмеля для приготовления данных сортов пива Qх составит:
Qх=Vтп*Нх/1000*10, кг
где Vтп – объем товарного пива, л
Нх – расход хмеля, г/дал
Стары замак Qх=615,52*34,6/1000*10=2,13 кг
Слуцкое особое Qх=501,03*29,4/1000*10=1,47 кг
Яник Qх=515,68*28/1000*10=1,44 кг
Слуцкое Qх=507,8*33,8/1000*10=1,72 кг
Троицкое Qх=440,93*25,5/1000*10=1,12 кг
Триумф Qх=425,27*34,2/1000*10=1,45 кг
Молочная кислота 100%-ной концентрации, используется для подкисления затора в количестве 0,08 кг на 100 кг сырья или 0,2 % 40%-ной молочной кислоты к массе зернового сырья.
3.5 Определение количества отходов
Пивная дробина: количество пивной дробины влажностью Wдр=86% определяется с помощью коэффициента Кдр, который регулирует количество сухих веществ остающихся в пивной дробине:
Кдр=100/(100-Wдр)=100/(100-86)=7,14
Количество пивной дробины Qдр, которое будет получено при варке сусла определяется по формуле:
Qдр=Qсвдр*Кдр, кг
Где Qсвдр – количество экстракта оставшегося в дробине, кг
Стары замак Qдр =23,22*7,14=165,79кг
Слуцкое особое Qдр =24,3*7,14=175,5кг
Яник Qдр =23,22*7,14=165,79кг
Слуцкое Qдр =22,14*7,14=158,08кг
Троицкое Qдр =26,01*7,14=185,71кг
Триумф Qдр =22,65*7,14=161,72кг
Безводной хмелевой дробины получается 60 % от массы израсходованного хмеля, а дробины с влажностью 85 % образуется в 6,67 раз больше (100/(100-85)=6,67). Тогда при приготовлении 1 дал пива влажной дробины получится:
Qдрхм=Qх*0,6*6,67, кг
Где Qх – расход хмеля, кг
Стары замак Qдрхм=2,13*0,6*6,67=8,52кг
Слуцкое особое Qдрхм=1,47*0,6*6,67=5,88кг
Яник Qдрхм=1,44*0,6*6,67=5,76кг
Слуцкое Qдрхм=1,72*0,6*6,67=6,88кг
Троицкое Qдрхм=1,12*0,6*6,67=4,48кг
Триумф Qдрхм=1,45*0,6*6,67=5,8кг
Шламм сепараторный: для всех сортов пива из 100 кг зернопродуктов получается 1,75 кг шламма с влажностью W=10 %.
Избыточные дрожжи: при брожении по периодической схеме получается 1 л избыточных дрожжей влажностью 86 % на 10 дал сбраживаемого сусла. Половина избыточных дрожжей используется в качестве засевных, а другая половина является отходом. Исходя из этого, количество избыточных дрожжей на 100 кг сырья Vид рассчитывается по следующей формуле:
Vид=Vтп*N, л
Где Vтп- объем товарного пива, л
N – количество избыточных дрожжей, получаемых при сбраживании 10 дал сусла, л
Для сбраживания в ЦКТ:
Стары замак Vид=615,52*0,02=12,31 л
Слуцкое особое Vид=501,03*0,02=10,02 л
Яник Vид=515,68*0,02=10,31 л
Слуцкое Vид=507,8*0,02=10,16 л
Троицкое Vид=440,93*0,02=8,82 л
Триумф Vид=425,27*0,02=8,51л
Диоксид углерода. При главном брожении из 1 дал пива выделяется 150 г диоксида углерода, который может утилизироваться. Годовое количество CO2
Qco2=0,15*Vтп,г
Где Vтп-обьем товарного пива за год, дал.
Стары замак Qco2=615,52*0,15=92,33 г
Слуцкое особое Qco2=501,03*0,15=75,15 г
Яник Qco2=515,68*0,15=77,35 г
Слуцкое Qco2=507,8*0,15=76,17 г
Троицкое Qco2=440,93*0,15=66,14 г
Триумф Qco2=425,27*0,15=63,79 г
Исправленный брак. Исправимый брак пива из цеха розлива составляет 2% по всем сортам пива. Его объем за гол составляет:
Vиб=0,02 Vтп, дал
Стары замак Vиб=0,02*615,52/10=1,23 дал
Слуцкое особое Vиб=0,02*501,03/10=1 дал
Яник Vиб=0,02*515,68/10=1,03 дал
Слуцкое Vиб=0,02*507,8/10=1,02 дал
Троицкое Vиб=0,02*440,93/10=0,88 дал
Триумф Vиб=0,02*425,27/10=0,85 дал
4. Расчёт и подбор технологического оборудования
4.1Оборудование для розлива пива в бутылки
В бутылки разливаются следующие сорта пива: Стары замак – 1,14 млн дал, Слуцкое особое – 1,14 млн дал, Троицкое – 0,7 млн дал.
Общее количество разливаемого в бутылки пива составляет:
Qоб=1,14+1,14+0,7=2,98 млн дал
Количество наливаемых в час бутылок вместимостью 0,5 л составляет:
Qб*20/238*2*7*0,7=2980000*20/238*2*7*0,7=25553 бут/ч,
где 20- количество бутылок 0,5 л в 1 дал пива;
0,7 – коэффициент использования оборудования;
8– количество часов работы в смену;
2 – число смен;
238 – число рабочих дней в году.
Исходя из расчета, выбираем автоматические линии розлива три на 12000 бут/час.
В состав линии на 12000 бут/час входят: автомат пакеторасформировочный ПРА-50, автомат для извлечения бутылок из ящиков И2-АИА-12, бутыломоечная машина АММ-12, световой экран ОБТ-2401А, разливочно-укупорочный автомат Т1-ВРЦ-12, пастеризатор туннельный КЕМЕХ, бракеражный автомат БАЗ-М, этикетировочный автомат А1-ВЭС, ящикомоечная машина БЗ-ВЯМ-02, автомат для укладки бутылок в ящики И2-АУА-12, пакетоформирующий автомат ПФА-50, интеллектуальный счётчик УСБ-5/7304, транспортёр для ящиков, транспортёр для бутылок.
В склад тары цеха розлива подвоз тары производится электропогрузчиком (поз.1).
Техническая характеристика электропогрузчика ЭП – 103.
Грузоподъемность 1,0
Наибольшая высота при поднятых вилах, мм 3365
Наибольшая высота подъема груза, мм 4500
Наименьший радиус поворота, мм 1600
Максимальная скорость, км/ч
без груза 10,0
с грузом 9,0
Габаритные размеры, мм
длина 2500
ширина 930
высота 1995
Масса, кг 2150
Линия начинается с пакеторасформировочного автомата марки ПРА-50 (поз.2), который распаковывает упакованные ящики с тарой.
Техническая характеристика автомата ПРА-50.
Производительность, пакетов/час 50
Расход сжатого воздуха, м3/час 10-12
Мощность электродвигателя, кВт 7,5
Габаритные размеры, мм 6950х3450х2950
Масса, кг 4500
С пакеторасформировочного автомата (поз.2) ящики по транспортеру марки БЗ-ВРН/2 (поз.32) поступают на автомат для извлечения бутылок из ящиков марки И2-АИА-12 (поз.3).
Техническая характеристика транспортера БЗ-ВРН/2
Производительность ящиков в час 1400
Установленная мощность кВт 10,5
Занимаемая площадь м2 54
Масса, кг 8000
Техническая характеристика автомата И2-АИА-12.
Производительность, бут/час 12000
Длительность кинематического цикла, с 11,7
Расход воздуха, м3/мин 1,4
Мощность электродвигателя, кВт 6
Габаритные размеры мм 2550×2650×2200
Масса, кг 2400
Ящики после выемщика бутылок из ящиков (поз.3) направляются на ящикомоечную машину марки БЗ-ВЯМ-02 (поз.10).
Техническая характеристика автомата БЗ-ВЯМ-02.
Производительность техническая, ящиков/час 700
Габаритные размеры, мм 8840×1300×1850
Масса, кг 2940
Бутылки по транспортеру БЗ-ТРБ-07 (поз.33) поступают на бутыломоечную машину марки АММ-12 (поз.4).
Техническая характеристика транспортера БЗ-ТРБ-07
Производительность бут/ч не менее 7200
Габоритные размеры 48000310-950-1400
Масса кг не более 2950
Техническая характеристика автомата АММ-12.
Производительность, бут/час 12000
Мощность электродвигателя, кВт 30
Габаритные размеры, мм 7460х3840х2640
Масса, кг 13500
Вымытые бутылки проходят контроль на световом экране ОБТ- 2401А(поз. 5)
Техническая характеристика светового экрана ОБТ-2401А.
Рабочая длина, мм 500
Освещаемость, люкс 200
Мощность электродвигателя, кВт 0,16
Габаритные размеры, мм 612х250х460
Масса, кг 9,5
Прошедшие световой экран бутылки, поступают на разливоукупорочный автомат марки Т1-ВВЦ-12.(поз.6)
Техническая характеристика автомата Т1-ВВЦ-12.
Производительность, бут/час 12000
Число наполнителей, шт. 60
Число укупорочных патронов, шт. 12
Расход сжатого воздуха, м3/час 23
Давление сжатого воздуха, МПа 0,2
Мощность электродвигателя, кВт 1,7
Габаритные размеры, мм 4500х1875х2700
Масса, кг 4500
Для повышения стойкости пива, после его розлива, бутылки направляют по транспортеру (поз.33) на пастеризацию. Пастеризацию проводят в туннельном пастеризаторе марки КЕМЕХ (поз.7)
Техническая характеристика пастеризатора KEMEX.
Производительность, бут/час 12000
Скорость движения, м/мин 0,35
Расход воды, м3/час 8
Расход пара, кг/ч 800
Давление пара, МПа 0,4
Мощность, кВт 24
Габаритные размеры, мм 15900х3600х2000
Масса, кг 2200
После бутылки поступают на бракеражный автомат марки БАЗ-М(поз.8), для проверки продукции на наличие брака.
Техническая характеристика автомата БАЗ-М
Производительность, бут/час 7200
Число бутылконосителей, шт. 18
Мощность электродвигателя, кВт 0,27
Габаритные размеры, мм 1160х660х1630
Масса, кг 300
Прошедшая бракераж продукция поступает на этикетировочный аппарат марки А1-ВЭС(поз.9)
Техническая характеристика автомата А1-ВЭС.
Производительность, бут/час 15000
Число магазинов для этикеток, шт. 2
Мощность электродвигателя, кВт 1,1
Габаритные размеры, мм 1900х1500х1800
Масса, кг 2000
После бутылки поступают на интеллектуальный счетчик УСБ-5/7304 (поз.11).
Техническая характеристика интеллектуального счётчика УСБ-5/7304. Максимальная скорость счета 30шт/с.
Потребляемая мощность не более 3ВА
Габоритные размеры 475х220х100мм
Масса, кг не более 3,5
Затем бутылки по транспортеру(поз.33) поступают на аппарат для укладки бутылок в ящики И2-АУА-12 (поз.12)
Техническая характеристика автомата И2-АУА-12.
Производительность, бут/час 12000
Длительность кинематического цикла, с 11,7
Расход воздуха, м3/мин 1,4
Мощность электродвигателя, кВт 6
Габаритные размеры, мм 2550х2650х2200
Масса, кг 3400
В складе готовой продукции устанавливается пакетоформирующий автомат марки ПФА-50 (поз.13).
Техническая характеристика автомата ПФА-50.
Производительность, пакетов/час 50
Расход сжатого воздуха, м3/час 10-12
Мощность электродвигателя, кВт 7,5
Габаритные размеры, мм 7400×4050×2950
Масса, кг 4500
4.2 Оборудование для розлива пива в кеги
В кеги разливаются следующие сорта пива: Стары замак – 0,61 млн дал, Слуцкое особое – 0,61 млн дал.
Общее количество разливаемого в кеги пива составляет:
Qоб=0,61+0,61=1,22 млн дал
Часовой розлив пива в кеги составляет:
Qоб/238*2*8*0,7*50=1220000/238*2*8*0,7*50=
= 11,7кег/ч
50- объем кеги, л
0,7 – коэффициент использования оборудования;
8– количество часов работы в смену;
2 – число смен;
238 – число рабочих дней в году.
Произведя расчеты можно выбрать автоматическую линию розлива пива в кеги. Выбираем 1 автоматическую линию Minomat A5/5 производительностью 60 кег/час. Автоматическая линия состоит из пастеризатора, аппарата внешней мойки кег, транспортера, блока внутренней мойки и наполнения, интеллектуального счетчика,весы для кег.
Промежуточный сборник (поз.23) должен иметь вместимость 10000 л. Сборник представляет собой горизонтальный цилиндр. Принимаем диаметр сборника равным 2 м, тогда его длинна, будет равна:
L=V*4/πD2=20*4/3,14*22=3.2м. Принимаем L равным 3.2м.
Осуществляется перекачка насосом марки К8/18(поз.24)
Пастеризатор поточный(поз.18)
Техническая характеристика пастеризатора
Производительность л/час 6000
Габаритные размеры 2500х1500х1900
Масса кг, 900
После поступают на аппарат внешней мойки марки Minomat A5/5 (поз.35).
Техническая характеристика аппарата внешней мойки Minomat A5/5.
Производительность, кег/час 60
Габаритные размеры, мм
Длина 1720
Ширина 1700
Высота 2265
Затем с аппарата внешней мойки кеги поступают в блок внутренней мойки и наполнения (поз.36).
Техническая характеристика блока внутренней мойки и наполнения
Minomat A5/5
Производительность, кег/час 60
Габаритные размеры, мм
Длина 2895
Ширина 1700
Высота 2407
После кеги поступают на интеллектуальный счетчик(поз.11)
Техническая характеристика интеллектуального счётчика УСБ-5/7304. Максимальная скорость счета, шт/с 30
Потребляемая мощность не более 3ВА
Габаритные размеры, мм 475х220х100
Масса, кг не более 3,5
Готовые кеги для контроля наполнения поступают на автоматические весы Minomat A5/5 (поз.37)
Техническая характеристика автоматических весов
Minomat A5/5
Производительность, кег/час 60
Габаритные размеры, мм
Длина 1007
Ширина 970
Высота 1300
4.3 Оборудование для розлива пива в ПЭТ-бутылки
В ПЭТ-бутылки разливаются следующие сорта пива: Яник – 1,4 млн дал, Слуцкое – 0,7 млн дал, Триумф – 0,7 млн дал.
Общее количество разливаемого в ПЭТ-бутылки пива составляет:
Qоб=1,4+0,7+0,7==2,8 млн дал
Часовой розлив пива в ПЭТ-бутылки составляет:
Qпб*6,67/238*2*7*0,7=2800000*6,67/238*2*7*0,8=
=8758бут/ч
6,67- количество бутылок в 1 дал пива;
0,8 – коэффициент использования оборудования;
8– количество часов работы в смену;
2 – число смен;
238 – число рабочих дней в году.
Выбираем 2 линии для розлива в ПЭТ производительностью каждая 6000бут/ч.
Автоматическая линия розлива состоит из печи для подогрева преформ ЛПМ 11, пластинчатого транспортера ТТР – 1, автомата для выдува ПЭТ, ориентатора для бутылок ОВ – 6, ополаскивателя бутылок БЗ-ОМВ6, ультрафиолетового экрана, разливочно-укупорочного автомата БЗ-ВР2М/1
к которому подсоединен механизм подачи и ориентировки пробок БЗ-ВР, машина для визуального контроля, этикетировочного автомата БЗ-ЭМА-21, упаковочного автомата БЗ-ТУК-50.
На завод ПЭТ-бутылки поступают в виде преформ. Преформы подаются в печь для разогрева (поз 14).
Техническая характеристика печи для подогрева преформ.
Производительность, бут/час 6000– 8500
Мощность электродвигателя, кВт 22
Расход холодной воды, л/час 50
Температура воды, оС 10
Давление пара, кг/см2 2 – 4
Габаритные размеры, мм 1200×500×1100
Затем разогретые бутылки по пластинчатому транспортеру ТТР – 1 поступают на выдувной аппарат ЛПМ 11 (поз.15), где преформы приобретают нужную форму бутылки.
Техническая характеристика пластинчатого транспортера ТТР – 1.
Ширина одностороннего конвейера, мм 198
Высота уровня транспортера, мм 1000
Скорость пластинчатой цепи, м/с 3 – 17
Мощность электродвигателя, кВт 0,75
Техническая характеристика полуавтомата для выдува ЛПМ 11.
Производительность, бут/час 6000
Количество гнезд в форме 4
Расход воздуха, м/ч 190
Расход воды(при 130С), м/ч 3
Мощность электродвигателя, кВт 66
Габаритные размеры, мм 2950*2950*2250
С выдувного автомата бутылки поступают в хаотическом порядке, для расстановки их в ряд бутылки проходят ориентатор ОВ – 6 (поз.25).
Техническая характеристика ориентатора ПЭТ-бутылок ОВ – 6.
Производительность, бут/час 6000
Количество ориентирующих кассет, шт. 9
Мощность электродвигателя, кВт 1,3
Напряжение питания, В 380
Гц 50
Потребление сжатого воздуха, м3/ч 5
Габариты, мм
Длина 1690
Ширина 2070
Высота 1900
Масса, кг 1250
Выстроенные ПЭТ-бутылки в ряд поступают на ополаскиватель марки
БЗ-ОМВ6 (поз.22).
Техническая характеристика ополаскивателя БЗ-ОМВ6.
Производительность, бут/час 7000
Число клещевых захватов, шт. 24
Потребляемая мощность, кВт 0,55
Напряжение питания, В 380
Гц 50
Потребление питьевой воды, м3/час 0,6
Номинальный напор воды, МПа 0,4
Габариты, мм
Длина 1750
Ширина 2250
Высота 1850
Масса, кг 1550
Затем бутылки проходят ультрафиолетовый экран для инспекции чистоты ПЭТ-бутылок (поз.38).
Техническая характеристика ультрафиолетового экрана.
Габаритные размеры, мм
Длина 1000
Ширина 200
Высота 1300
После экрана бутылки поступают непосредственно на разливочно-укупорочный автомат БЗ-ВР2М/1 (поз.16).
Техническая характеристика автомата БЗ-ВР2М/1.
Производительность, бут/час 6000
Мощность, кВт 4,3
Расход стерильного воздуха, м3/час 30
Давление воздуха, МПа 0,6-0,9
Давление заполнения, (максим) МПа 600
Габаритные размеры, мм 4350*3100*2800
Масса, кг 8500
Так как в разливочно-укупорочном автомате происходит и розлив, и укупорка, то к автомату подведен транспортер подачи пробок марки БЗ-ВР(поз.17).
Техническая характеристика транспортера подачи пробок БЗ-ВР.
Производительность, колпачков/час 6000
Емкость бункера, л 300
Скорость транспортной ленты, м/с 0,16
Мощность, кВт 0,18
Габаритные размеры, мм
Длина 930
Ширина 890
Высота 3400
Масса, кг 185
Готовая продукция поступает на этикетировочную машину марки БЗ-ЭМА-21 (поз.20).
Техническая характеристика этикетировочного автомата БЗ-ЭМА -21.
Производительность, бут/час 6000
Установленная мощность, кВт, не более 1,5
Потребление электроэнергии за 1 час, МДж 5,0
Расход сжатого воздуха, м3/ч 4,0
Расход клея на 1000 бутылок, кг 0,33
Высота рабочей поверхности подающего
и отводящего транспортеров 950-1200
Мощность, кВт 1,5
Габаритные размеры, мм 3000×650×1600
Готовые ПЭТ-бутылки поступают на упаковку на автомат
БЗ-ТУК-50(поз.21).
Техническая характеристика упаковочного автомата БЗ-ТУК-50.
Производительность, пакетов/час 1100
Мощность, кВт 24
Габариты, мм
Длина 10000
Ширина 1500
Высота 2400
Масса, кг 2800
4.4 Оборудование для моющих и дезинфицирующих средств
На пивоваренных заводах для мойки стеклотары требуется большой расход моющих средств. Отделение для приготовления рабочего раствора щелочи должно располагаться вблизи бутылкомоечной машины и включать: сборник концентрированной щелочи, сборник рабочего раствора щелочи, сборник отработанного раствора щелочи, насос для щелочи.
Вместимость сборника концентрированной щелочи должна обеспечить прием щелочи на обработку суточного количества бутылок.
Бак для концентрированного раствора щелочи (поз 26).
Необходимо рассчитать количество бутылок подвергающиеся обработки в сутки (QБУТ):
![]()
где QБУТ – количество бутылок подвергающихся обработке в час, бут/час;
2 – количество смен в цеху;
7 – количество рабочих часов в смену.
![]()
Соответственно расход щелочи 1кг на 1000 бутылок, следовательно, на 336100 бут будет израсходовано 336 кг щелочи на сутки.
Для получения концентрированного раствора щелочи 1кг щелочи разбавляют в 2,5л воды, тогда объем раствора составит:
![]()
Но объем сборника концентрированной щелочи рассчитывается с учетом коэффициента заполнения, который равен 0,75%:

Зададимся диаметром d=1м и высчитаем высоту (Н) бака для концентрированной щелочи (поз.21):
Бак для отстаивания отработанного раствора щёлочи перед регенерацией (поз 31).
Принимаем таким же, как и для изготовления свежего раствора щёлочи 1,1м3.
Зададимся
диаметром бака (D)=1,2м и найдем его высоту:![]()
Бак для разбавленного раствора щёлочи (поз. 28).
Рассчитывают
на объём щелочного раствора, необходимого для заправки одной моечной машины.
Для машины АММ-12 необходимо 14 м3 раствора. Для замены щелочного раствора через
каждые две смены работы достаточного одного бака. Потребная вместимость его при
коэффициенте заполнения 0,75 равна: ![]() Зададимся диаметром бака (D) =3м и
найдем его высоту:
Зададимся диаметром бака (D) =3м и
найдем его высоту: ![]()
![]()
Насос для щелочного раствора (поз.29).
Для перекачки агрессивных сред, к которым относятся и раствор щёлочи, рекомендуются насосы маркой 2К-20/18 производительностью 11÷22 м3/ч с напором 21÷17,5 м. Мощность электродвигателя 22 кВт, частота вращения 2900 об/мин.
Бак для приготовления дезинфектора –– принимается бак с мешалкой вместимостью 8м3(поз.27).
Зададимся диаметром d=2м и найдем высоту бака (Н):
![]()
Принимаем бак диаметром 2000мм с высотой 2550мм.
4.5 Расчет тары и вспомогательных материалов
Бутылки 0,5
При розливе всего пива в бутылки вместимостью 0,5 и из оборачиваемости 40 об/год годовая потребность в бутылках составит:
Nб=Qб*20/40, шт.
Где Qб- годовой выпуск пива в бутылках, дал;
20- количество бутылок в 1 дал.
Qб=2980000 дал
Nб=2980000*20/40=1490000 шт
Согласно нормам проектирования бой бутылок при хранении, мойке и розливе принимают равным, %
При хранении в посудных цехах 0,7
В цехе розлива 2,3
На складе готовой продукции 0,09
Всего 3,09
Кроме того, 5% бутылок не возвращается на завод от населения.
Следовательно, годовая потребность в новых бутылках составит:
Nнб=Nб*0,0809, шт.
Nнб=1490000 *0,0809=120541 шт.
Кеги
Количество оборотных кег рассчитывается по формуле:
Nоб=Qоб/Vоб*40, шт.
Где Vоб- объем кеги, дал;
Qоб- годовой выпуск пива в кегах, дал;
40- оборачиваемость кег, об/год.
Qоб=1368370 дал
Vоб=50 л
Nоб =1220000/50*40=610 шт.
ПЭТ- бутылка.
Годовая потребность в ПЭТ- бутылках составит:
Nпб=Qпб*6,67/40 шт.
Где Qпб – годовой выпуск пива в ПЭТ- бутылках, дал.
Qпб = 3582841,964 дал.
Nпб =2800000*6,67/40=466900шт.
Ящики.
В ящики укладываются бутылки вместимостью 0,5 по 20 штук, т.е. в каждый ящик укладывают количество бутылок, вмещающих 1 дал пива.
Для укладки всей продукции с учетом износа 2% потребуется ящиков для бутылок:
n= Qб/10*0,98, шт.
n=2980000 /10*0,98=304081шт.
Необходимо учесть, что 90% ящиков являются оборотными, поэтому новых ящиков потребуется:
Nn=n*(100-90)/100, шт.
Nn=304081*(100-90)/100=30408 шт.
С учетом оборачиваемости (40 об/год) ящиков и потерь в торговой сети 0,1% потребность в ящиках составит:
Nя= n/0,999*40, шт.
Nя=304081/0,999*40=7610шт.
Кронен - пробки и этикетки
По нормам на 1 дал напитков требуется 104,5% кронен – пробок и 103% этикеток.
Для этикетировки кег требуется 2 этикетки на 10 дал пива.
Годовое количество бутылок готовой продукции рассчитывается исходя из количества пива разливаемого в бутылки, которое умножается на 20 (количество бутылок в которые разливается 1 дал пива).
Кронен – пробки: 2980000*20*1,045=62282000шт.
Этикетки:: 2980000*20*1,03=62200000шт.
Для этикетировки кег:
Этикетки: 2800000*2/50=112000 шт.
Щелочь для мойки бутылок:
В среднем ее расходуется из расчета 1000-1100 кг на 1млн. бут. продукции. На годовой выпуск продукции потребуется щелочи:
0,12*1100=132 кг.
Клей декстрин для наклейки этикеток на бутылки
На приклеивание этикеток на бутылки вместимостью 0,5 л расходуется 0,275 кг на 1000 бутылок. На годовой выпуск пива в бутылках вместимостью 0,5л потребуется декстрина:
120541*0,275/1000=33,149 кг.
4.6 Расчёт складских помещений пивоваренного производства
Склад оборотных бутылок. Площадь склада находят для хранения 2-суточного запаса оборотных бутылок с учетом площади (в м2), требуемой для установки оборудования и проезда штабелеукладчиков по формуле
SСК = [(K1m’2 +К2m”2) m1*2] /238n,
где К1 и К2 — годовой выпуск бутылочной продукции в ящиках соответственно для бутылок вместимостью 0,5 и 0,33 л; m1 — коэффициент, учитывающий площадь, необходимую для установки оборудования и проезда штабелеукладчиков (m1=1, 5); m’2 и m”2 — коэффициенты, учитывающие бой и брак в складе посуды, моечно-разливочном цехе и складе готовой продукции соответственно для бутылок вместимостью 0,5 и 0,33 л:
0,7 + 2,3 + 0,09 0,7+2,3+2,2+0,09
m’2= 100 +1 = 1,039; m”2=1+ 100 = 1,0529
n — количество ящиков, размещаемых на 1 м2 площади при укладке в 3 яруса по высоте (п = 110 шт.); 238 — число дней работы завода в году.
Площадка для хранения запаса бутылок в ящиках из расчёта 2-суточного запаса должна иметь площадь:
SСК =[(2980000*1,039 +0*1,057) 1,5*2] /238*75=520м2
где 1,039 и 1,057 — коэффициенты, учитывающие соответственно бой и брак бутылок на площадке, складе посуды, моечно-розливном цехе; 1,5 — коэффициент, учитывающий проезд штабелеукладчиков.
Склад новых бутылок. На складе должна быть восполнена убыль бутылок, равная 8,09 % месячного выпуска продукции. При розливе пива в наиболее напряженный месяц, как мы приняли для расчета, при равномерном выпуске в один месяц, допуская незначительную погрешность в расчете (из-за сравнительно небольшого количества пополнения бутылок учет продукции ведем не по количеству и вместимости бутылок, а по количеству дал пива или ящиков), месячный выпуск продукции будет: 2980000: 11,33 = 263000 дал или ящиков, т. е. запас новых бутылок в ящиках составит: 263000*0,0809 = 21278 ящиков. Площадь склада для_хранения новых бутылок в ящиках при штабелировании в 3 яруса на 1 м2 по 75шт. и коэффициенте запаса площади 1,5 составит: 21278 *1,5:75= 426м2.
Склад готовой продукции. Расчет склада готовой продукции ведут на 2-суточный запас готовой продукции при укладке ее в 2 яруса по 72ящиков на 1 м2 площади:
(2980000 * 2 * 1,0009): (238 * 50) = 501м2,
где 1,0009 — коэффициент, учитывающий бой и брак на складе готовой продукции
Расчет склада для оборотных кег и готовой продукции
Найдем количество кег разливаемых за двое суток.
120*14*2=3360кег.
90 кег занимают 10м2 следовательно 3360кег будут занимать 373 м2
Учитывая коэф. для установки оборуд. и проезда 1,5- получаем 373*1,5=560м2
Склад новых и отремонтированных кег.
Найдем сколько кег разливается в год 1220000*10:50=244000кег в год.
Убыль кег составляет 5% отсюда пондобится следуещее количество новых кег: 244000-100%
Х - 5%
Х=12200кег
Помещение для приема порожних кег
Рассчитываем для 2-хсуточного хранения кег при условии, что на 10 м2 площади в 3 яруса размещается 60 кег вместимостью 10 дал. Суточная потребность в кегах вместимостью 10 дал:
(1280000/238)*0,5/10=269 штук.
Соответственно площадь площадки потребуется для кег вместимостью 5 дал:
269*10/90=30 м2.
Общая площадь склада с учетом коэффициентов неравномерности – 2, проходов 1,5 и 2-хсуточного хранения – имеет:
30*1,5*2*2=180м2.
Расчет складских помещений ПЭТ
Склад готовой ПЭТ-продукции. Площадь склада находят для хранения двух суточного запаса оборотных бутылок с учетом площади, требуемой для установки оборудования и проезда штабелеукладчиков по формуле:
![]()
![]() Sск=к1*m2*m1* m3/323*n,
Sск=к1*m2*m1* m3/323*n,
где к1 – годовой выпуск бутылочной продукции.
m1 – коэффициент, учитывающий площадь, необходимую для установки оборудования и проезда штабелеукладчиков, (m1=1.5);
m2 - коэффициент, учитывающий бой и брак в складе посуды моечно-разливочном цехе и складе готовой продукции для бутылок 1л;
m3 – коэффициент неравномерности перевозок
n – количество ящиков, размещаемых на 1 м2площади
323– число смен работы в году
Sск=![]() м2,
м2,
5. Расчет расхода воды, пара, сжатого воздуха, диоксида углерода, электроэнергии на технологические нужды
5.1 Расчет расхода воды
Расход горячей воды
| Технологическая операция | Температура, С | Расход воды, м3/сут |
| Мойка кег | 80 | 35 |
| Прочие нужды | 60 | 27,3 |
| Всего | 62,3 |
Расход горячей воды на мойку кег составляет 0,7% от объема пива, разливаемого в кеги.
Суточный расход:
(12200/238)*0,7=35 м³/сут
Прочие нужды: принимаем 0,4 м3 на 1 т перерабатываемых зернопродуктов.
0,4*68,315=27,3м3/сут
Максимальный часовой расход воды принимается 15% от суточного расхода:
62,3 *0,15=9,3м³/ч
Расход холодной воды
Расход холодной воды на мойку стеклянных бутылок принимаем 1,1 л на одну бутылку вместимостью 0,5л. При суточном розливе пива в бутылки вместимостью 0,5л 2980000/238=12521 дал/сут, общий расход воды для мойки бутылок 12521 *20*1,1=275462 л/сут или 275 м³/сут
Расход холодной воды для мойки кег принимается равным 0,3% от объема пива, разливаемого в кеги, т.е. (1220000/238)*0,3=1538 дал/сут или 15,4 м³/сут
Сводные данные о суточном расходе холодной воды (в м³/сут) по операциям:
| Технологическая операция | Температура, С | Расход воды, м3/сут |
| Мойка бутылок | 20 | 275 |
| Кег | 20 | 15,4 |
| Прочие нужды | 339,5 | |
| Всего | 630 |
Расход воды на прочие нужды принимаем равным 5 м3 в сутки на 1 т перерабатываемых зернопродуктов: 5*68,315=339,5 м3.
Расход воды на мойку полов принимается равным 2л на 1м² пола после каждой смены работы.
Максимальный часовой расход холодной воды принимается 12% от суточного без учета воды, расходуемой на мойку полов, что составляет: 630*0,12=75,6 м³.
Суточный расход горячей и холодной воды составляет: 64,65+605,7=672,15 м3.
5.2 Расход пара
Расход пара для подогрева воды в моечных машинах.
Машина АММ-12 производительностью 12000 бут/час требует расхода пара 450 кг/ч. Для работы 3 машин в две смены по 7ч при тепловом КПД 0,95 и коэффициенте использования машин 0,9 потребуется пара:
(450*7*3*0,9*3)/0,95=26857 кг.
Расход пара на технологические нужды.
С учетом потерь тепла в 10% суточный расход составит:
26857*1,1=29543 кг.
Максимальный часовой расход пара принимается 12% от суточного и составляет:
29543*0,12=3545 кг.
Расход пара на 1 дал пива составит:
29543*2,0068/68315=0,86 кг,
где 2,0068 – средний расход зернопродуктов на 1 дал пива, кг;
68315 – суточный расход зернопродуктов, кг.
5.3 Расход сжатого воздуха
Расход сжатого воздуха для розлива пива в бутылки и укупорки бутылок, по паспортным данным линии, составляет 3,6 м3/мин. Для работы 3 поточных линий производительностью 12 000 в час в две смены по 7 ч воздуха потребуется 3,6*3*60*7*2*0,9=8164 м3 (где 0,9 —коэффициент использования оборудования).
Расход сжатого воздуха для розлива пива в кеги составляет 6-18 м³/ч на один кран изобарического аппарата.
Расход сжатого воздуха для работы автомата И2-АИА-12 для извлечения бутылок из ящиков составляет ориентировочно 0,6м³/мин. Для работы 3 автоматов в две смены по 7ч в смену при коэффициенте использования оборудования 0,9 воздуха потребуется 0,6*2*3*7*0,9*60=1360,8 м³
Расход сжатого воздуха для работы автомата И2-АИА-12 для укладки бутылок в ящики составляет 0,8 м³/мин, для того же режима работы расход воздуха для 3 автоматов будет равен: 0,8*3*2*0,9*60=1814,4 м³
Неучтенные нужды: 10% от используемого сжатого воздуха.
Сводные данные о суточном расходе сжатого воздуха (в м³) по операциям:
Розлив пива в бутылки и укупорка бутылок 8164
Выемка бутылок из ящиков 1360,8
Укладка бутылок в ящики 1814,4
Неучтенные нужды 1100
Всего 12360
Максимальный часовой расход сжатого воздуха принимается равным 15% от суточного: 12360*0,15=1854 м³.
Расчет воздуха на технологические нужды составил:
12360/68,315=180,7м3 на 1 т перерабатываемого сырья.
Расход воздуха на 1 дал пива составляет:
12360*2,0068/68315=0,36 м3.
5.3 Расход диоксида углерода
| Нормы расхода на 1 дал пива: | |||||||
| заполнение сборников фильтрованного пива | 23,1 | г | |||||
| передавливание пива на розлив | 30,1 | г | |||||
| мойка | по п. данным | ||||||
| заполнение тары и создание воздушной подушки | |||||||
| при розливе пива | 28 | г |
5.4 Расход электроэнергии
Электрическая силовая нагрузка
Мощность электродвигателя должна соответствовать выражению:
Рн>=Рм,
где Рн – номинальная мощность электродвигателя, кВт;
Рм – потребляемая мощность, кВт.
Основные технические данные рассматриваемых типов привода представлены в таблице.
| Наименование | Количество | Мощность, Ру, кВт |
| Автомат ПРА-50 | 3 | 7,5 |
| Транспортер БЗ-ВНР/2 | 3 | 10,5 |
| Автомат И2-АИА-12 | 3 | 6 |
| Бутылкомоечная машина АММ-12 | 3 | 62,2 |
| Световой экран | 3 | 0,16 |
| Разливоукупорочный аппарат Т1-ВВЦ-12 | 3 | 1,7 |
| Пастеризатор Kemex | 3 | 24 |
| Автомат БАЗ-М | 3 | 0,27 |
| Этикетировочный автомат | 3 | 1,1 |
| Аппарат И2-АУА-12 | 3 | 6 |
| Аппарат ПФА-50 | 3 | 7,5 |
| Печь для подогрева преформ | 2 | 22 |
| Пластинчатый транспортер | 2 | 0,75 |
| Полуавтомат для выдува преформ ЛПМ-11 | 2 | 66 |
| Ориентатор ОВ-6 | 2 | 1,3 |
| Ополаскиватель БЗ-ОМВ6 | 2 | 0,65 |
| Разливо-укупорочный автомат БЗ-ВР2М/1 | 2 | 4,3 |
| Транспортер подачи пробок БЗ-ВР | 2 | 0,18 |
| Этикетировочная машина БЗ-ЭМА-21 | 2 | 1,5 |
| Автомат БЗ-ТУК-50 | 2 | 24 |
Всего: ∑Ру=247,61 кВт
Находим расчетную максимальную потребляемую и реактивную мощности силовой нагрузки:
Pmax=Kc*∑Py=0,5*247,61=123,8 кВт
Qmax=Pmax*tgφср=123,8*1,17=144,9кВт,
где Кс – коэффициент спроса силовой нагрузки, Кс=0,5;
tgφср – средневзвешенный тангенс сдвига фаз tgφср=1,17.
Определяем полную расчетную максимальную потребительскую мощность силовой нагрузки:
Sp=c√(∑Pmax)^2+(∑Qmax)^2=0,9*√(123,8^2+144,9^2)=171,5кВт,
где с – коэффициент смещения максимумов, с=0,85-0,95
Осветительная нагрузка
Расчет освещения по цехам ведем методом удельной мощности. В качестве источников света принимаем лампы накаливания общего назначения с нормальной световой отдачей (ГОСТ 2239-60). Расчетная высота Нр высчитывается по формуле:
Hp=H-hc-hp=hn-hp,
где Н – высота помещения, м;
hc – высота от светильника до пола, м;
hp – высота рабочей поверхности, м;
hn – высота подвеса, м;
Установленная мощность на освещение.
| Наименование помещения | Площадь, м2 | Осв-ть,лк | Высота,Н,м | Расч. Высота, Нр,м | Тип свет-ка | Уд. мощность Р,Вт/м2 | Общая уст. мощность, Роц,Вт |
| Отделение розлива | 792 | 30 | 4,3 | 3,18 | Уз | 13,8 | 10929,6 |
∑Роц=10929,6 Вт
Установленную мощность на освещение территории предприятия Рот.у. принимаем 10% от установленной мощности на освещение самого предприятия:
Рот.у=0,1*Роц=10,9296*0,1=1,09 кВт.
На заводе предусмотрено аварийное освещение общей мощностью 10% от общей установленной мощности:
Роу ав=0,1*(Рот.у+Роц)=0,1*(10,9+1,09)=1,2 кВт.
Расчетная максимальная мощность, потребляемая всеми осветительными установками предприятия:
∑Роmax=Kco*Pоц=0,85*10929,6=9290 Вт=9,29 кВт,
где Ксо – для производственных помещений.
Трансформаторная подстанция
Полная расчетная мощность на линиях вторичного напряжения трансформаторной подстанции, питающей силовую и осветительную нагрузку:
Sтр=c*√(∑Pmax+∑Pab)^2+(∑Qmax)^2=0,9*√((123,8+9,29)^2+144,9^2)=196,7 кВар.
На основании расчета, а также характера работы оборудования и категории надежности выбираем 2 трансформатора мощностью:
100кВт типа ТМ100/10-10
250кВт типа ТМ 250/25-10
Расчет мощности комплексирующего устройства:
Необходимая комплексирующая реактивная мощность конденсаторной установки определяется по выражению:
Qky=Рср(tgφ1-tgφ2);
где Рср=W/T – среднегодовая нагрузка предприятия,кВт;
W – потребление активной энергии за год;
T – число часов работы предприятия в году;
tgφ1 – соответствующий средневзвешенному cosφ1, до компенсации на вводе потребителя;
tgφ2 – после компенсации до заданного значения cosφ2;
cosφ1=0,65; cosφ2=0,9; Т=5000ч.
Рср=917533,5/5000=183,5
Qлн=183,5*(1,17-0,48)=126,6 кВар.
Выбираем комплектную конденсаторную установку ККУ-0, 38-УП-150 КВар.
Определение годового расхода электрической энергии
а) для силовой нагрузки: Wc=Pmax*Tc, кВт/ч,
где Рmax – расчетная максимальная потребляемая активная мощность силовой нагрузки по цеху розлива;
Тс – годовое число часов использования максимума активной мощности=7100 ч.
Wc=123,8*7100=878980 кВт*ч
б) для осветительной нагрузки: Wo=Ро*То,
где То – годовое число использования максимума осветительной нагрузки предприятия=4150 ч;
Wo=9,29*4150=38553,5кВт*ч
Годовой расход по предприятию:
W=Wc+Wo=878980+38553,5=917533,5кВт*ч
6. Учет и контроль производства
6.1 Учет производства пива
Цех розлива
Бутылочное пиво учитывают по количеству бутылок и их вместимости, пиво, налитое в кеги — по количеству и вместимости кег.
Количество пива (бутылочного и в кегах), переданного из цеха розлива в экспедицию, за каждую смену подсчитывается по автоматическим счетчикам и по оканчании смены выписывается накладная.
Определение фактического выхода пива при розливе
Выход готового (разлитого) пива представляет собой полезный выход готового пива, разлитого в транспортную тару: бутылки, ПЭТ бутылки, кеги.
Выход пива при розливе определяется по формуле:
В р.п.- V р.п. / (V осв. п. - V 1 нк. п.)* 100,
где В р. п. - выход разлитого пива, %;
Vр. п. - объем разлитого пива, направляемого в экспедицию, дал;
Vосв. п. - объем осветленного пива, поступившего на розлив;
Vнк.п. - объем некондиционного пива, приведенный к объему стандартного (10-11) %-ного пива при температуре (2:6) С, дал.
При определении выхода пива при розливе массовых сортов суммарный объем исправимого брака сортового и массового пива, а также 8 %-го пива, пересчитанный на стандартную массовую долю сухих веществ (10-11) %-го пива, вычитают из объема осветленного пива в знаменателе формулы.
Объем исправимого брака пива, приведенного к объему (10-11) %-ного, определяют по формуле, приведенной в разделе определения выхода осветленного пива на стадии дображивания и осветления.
Объем разлитого пива определяют по количеству налитых бутылок, бочек, изотермических автоцистерн и по их емкости.
Количество бутылок, передаваемых с розлива в экспедицию, определяют автоматическими счетчиками.
Объем разлитого пива в бочки определяют по количеству налитых бочек и по их емкости.
Объем разлитого пива в изотермические автоцистерны определяют по мерникам II класса.
Фактические потери пива (в %) по жидкой фазе на среднее пиво рассчитываются путем вычитания из 100% фактического выхода пива.
Отсюда фактические потери составят:
П=100-Вр.п.
Потери пива при розливе
Пр.п. (в дал и %) определяют как разность между объемом осветленного пива, поступившего на розлив и объемами разлитого пива, переданного в экспедицию и некондиционного пива (исправимого брака), возвращенного из цеха розлива в цех дображивания, и рассчитываются по формуле:
Пр.п. = Vосв.п. - Vр.п. - Vнк.п. или
Пр.п.% = Пр.п. 100/Vр.п. + Пр.п.
где Пр.п. - потери пива на стадии розлива, дал и %;
V осв.п. — объем осветленного пива, поступившего из цеха дображивания на розлив, дал;
Vр.п. - объем разлитого пива; переданного в экспедицию за отчетный период, дал;
Vнк.п. - объем некондиционного пива (исправимого брака), возвращенного из цеха розлива в цех дображивания), дал.
Применяется также вариант расчета потерь в процентах по технологическим стадиям жидкой фазы, по которому сначала определяется выход пива в процентах по каждой технологической стадии, а затем потери пива в процентах.
Объемный выход полупродуктов
На стадии розлива объемный выход полупродуктов рассчитывается по следующей формуле:
Вр.п. = (Vр.п. + Vнк.п.) 100/Vосв.п.,
где Вр.п. -- выход разлитого пива, %;
Vр.п. — объем разлитого пива, переданного в экспедицию за отчетный период, дал;
Vнк.п. -- объем некондиционного пива (исправимого брака), возвращенного из цеха розлива в цех дображивания, дал.'
Vосв.п. - объем осветленного пива, поступившего в цех розлива, дал.
Учет стеклянной тары, кег и боя бутылок
Учет порожних бутылок осуществляется по количеству и емкости и ведется раздельно: бутылки новые, оборотные и бракованные по местам нахождения.
Бутылки должны храниться в рассортированном виде в ящиках в закрытых складах или на огражденных площадках.
Ввоз посуды на предприятие осуществляется на основании сопроводительных документов, в которых должно быть записано общее количество ящиков и отдельно количество бутылок.
Посуда, возвращаемая на склад цехами розлива и лабораторией завода, принимается путем количественного пересчета.
Учет бутылок осуществляется рядом документов (приемными квитанциями, актами о приемке новой посуды, приемо-сдаточными актами, ежедневными отчетами, актами боя бутылок и т.п.).
Стеклобой, образующийся от боя бутылок в процессе перевозки, приема и хранения, а также на производстве и на складе готовой продукции, подлежит обязательному сбору и хранению в отведенном месте. Для сбора стеклобоя в цехах розлива и на складах должны быть установлены специальные контейнеры. Сбор и взвешивание стеклобоя в цехах розлива производится ежедневно, причем количество стеклобоя фиксируется в килограммах и штуках бутылок. Для этого все битые бутылки тщательно собирают в контейнеры в течение смены и затем взвешивают. Массу стеклобоя делят на массу одной бутылки, которая определяется заводской лабораторией как среднеарифметическая величина массы 10 бутылок.
Стеклобой в тарных складах и складах готовой продукции в течение месяца его сбора подлежит сдаче. Переходящие остатки стеклобоя в указанных складах и цехе розлива на 1 число следующего месяца не допускаются.
1)Учет стеклянной тары и боя бутылок в цехах розлива
Бутылки из посудо-тарного цеха в цеха розлива и бутылки с продукцией в склад готовой продукции передаются по фактическому их количеству.
Количество бутылок, поступивших в цеха розлива из тарного склада, и количество бутылок с готовой продукцией — в склад готовой продукции, учитывается при помощи автоматических счетчиков, которые учитывают каждую бутылку или ящик с бутылками. Перед началом смены и в конце смены снимают показания счетчиков, разность показаний составит количество бутылок, поступивших в цех розлива или из цеха за смену.
В цехе розлива ведется журнал по учету стеклотары и кег. В нем записывают количество бутылок, поступивших в цех, сданных в склад готовой продукции, и остатки на начало и конец смены. Также фиксируется количество сданного стеклобоя (в кг и штуках).
Фактический бой бутылок в цехах розлива определяется как разница между количеством оставшихся бутылок на начало смены плюс приход бутылок за смену и количеством бутылок с готовой продукцией, переданной в склад готовой продукции, и остатком бутылок на конец смены в цехе розлива.
Фактический бой бутылок в процентах рассчитывается по формуле:
бой % = Бф.шт 100/ Кф.шт.+ Бф.шт.,
где Бф.шт. -- бой фактический, штук бутылок;
Кф.шт. - количество бутылок, переданных в склад готовой продукции с готовой продукцией, штук.
Бракованными считаются бутылки, имеющие несквозные щербины или скол венчика горлышка бутылки глубиной до 2 мм. Такие бракованные бутылки могут быть переданы для использования под налив технических жидкостей. Они подлежат реализации и в количество боя не включаются, а учитываются отдельно. Бутылки, имеющие щербины глубиной более 2 мм, превращаются в бой.
Фактический бой бутылок в производстве учитывается ежедневно и записывается в производственном журнале цеха розлива.
Фактический бой бутылок должен подтверждаться массой всего количества боя не менее чем на 70%. При этом средний вес бутылки устанавливается в соответствии с ГОСТ 10 117-91.
Списание боя стеклянной посуды осуществляется только по фактически выявленному бою бутылок.
Собранный за смену бой подлежит сдаче на склад боя бутылок. Масса боя стеклянной посуды учитывается в лимитных карточках.
В конце каждого месяца в производственном журнале цеха розлива подводятся итоги по движению за месяц, подсчитываются приход, расход, количество бракованных бутылок, количество разбитых бутылок в штуках и процентах, а в лимитных карточках — масса боя бутылок.
На 1 число каждого месяца по результатам инвентаризации определяется бой бутылок в цехе розлива как разница между отраженными в журнале данными с данными акта инвентаризации. Составляется акт о движении бутылок в цехе за месяц и полученном бое бутылок, сопоставляя фактический бой бутылок с нормативом. Затем рассчитывают процент боя бутылок за месяц и количество бутылок, составляющих сверхнормативный бой или экономию.
2)Учет боя бутылок в складах тары и готовой продукции
Бой бутылок в складах тары и готовой продукции определяется по результатам инвентаризации на 1-е число каждого месяца как разница между отраженными в журналах остатками и фактическим наличием, установленным при инвентаризации. Он должен подтверждаться количеством сданного боя бутылок не менее чем на 70%.
Снятие фактических остатков производится путем подсчета порожних бутылок, бутылок с напитками и фиксируется в актах инвентаризации.
Недостача стеклянной посуды, выявленная инвентаризацией, сопоставляется с массой сданного стеклобоя, с учетом массы одной бутылки, установленной ГОСТом.
При определении в складах тары и готовой продукции количества разбитых бутылок в процентах за 100% принимается сумма, составленная из количества поступивших бутылок плюс количество бутылок отпущенных, деленное на 2.
3) Предельно допустимые нормативы боя стеклянных бутылок в пивной промышленности
В соответствии с разработанными Харьковским филиалом ВНИИ НМВ "Нормами расхода материальных ресурсов и производственных потерь в пиво-безалкогольной отрасли" по состоянию на 1января 1985 года предельно допустимые нормативы потерь (боя) стеклянных бутылок представлены в табл. 9
Таблица 9-Предельно допустимые нормативы потерь (боя) стеклянных бутылок на предприятиях пиво- безалкогольной отрасли промышленности.
| Наименование операций | Типы бутылок и их вместимость, л |
Норматив потерь (боя) бутылок, % |
|
||
|
Потери в цехах тары (%к количеству принятых бутылок плюс отпущенных,деленное на 2) Хранение бутылок на пристанционных складах, базах, тарных цехах предприятия, включая приемку, штабелирование, расштабелирование. - в таре (ящиках и ящиках складных металлических многооборотных); |
Всех типов и вместимостей ----- |
0,06 | |||
|
- в мешках, кулях, лотках, контейнерах; |
----- | 0,2 | |||
| - в связках | ----- | 0,3 | |||
|
2. Обработка бутылок в тарных цехах предприятий, включая сортировку, бракераж, внутризаводское перемещение, выемку из ящиков и отпуск (с учетом отбракованных, нестандартных бутылок со щербиной и сколами). |
ГОСТ 10117-91 типы V, Х, ХИ ГОСТ 10117-91, тип II ГОСТ 10117-91 тип IX ГОСТ 10117-91 Типы1,111,IV,VI,VI, VIII,IX,XIII,XIV |
0,45 0,48 0,89 |
|||
Примечания:
кп. 1 При поступлении бутылок без упаковки и при отсутствии тары для ее хранения применяется норматив потерь в размере 0,4% с оформлением соответствующим актом.
кп. 2 При проведении выемки бутылок из ящиков и контейнеров в цехах розлива указанные нормативы потерь снижаются на 0,18% и соответственно увеличиваются в производстве.
Норма списания ящиков
металлических проволочных —1,5 ящика/тыс.дал
полиэтиленовых — 3 ящика/тыс.дал
Примечание:
списание тары производится только по фактическому расходу (износу) в пределах, не превышающих установленную норму.
Потери в цехах розлива
(% к количеству бутылок, поступивших в производство)
1. При мойке, розливе, укупорке, оформлении, укладке в ящики ипередаче на склад готовой готовой продукции 0,5 л,0,33л
ГОСТ 10117-91
Типы X 2,0
2. Бутылочная пастеризация 2,0
3. Предварительная мойка сильно загрязненных бутылок всех типов и вместимостей 1,5
Примечание:
К стеклотаре с повышенной загрязненностью относятся бутылки с засохшей грязью, известковыми солями, высохшей пленкой и засоренные стеклянной пылью.
1.Внутрискладское транспортирование хранение и погрузка в автомашины или железнодорожные вагоны всех типов и вместимостей 1,5
Надбавка к нормативам потерь (в % к количеству бутылок, поступивших в производство) Мойка бутылок на моечных машинах 0,1
2. Горячий розлив 0,1
3. Механизированная укладка продукции в ящики:
- на импортных автоматах 0,1
- на отечественных автоматах 0,15
- в контейнеры 0,2
4. Механизированная выемка бутылок из контейнеров 0,15
5. Механизированное пакетирование 0.03
6. Упаковка бутылок в закрытые деревянные ящики 0,04
7. Упаковка в картонные ящики 0,05
Нормативы потерь стеклобоя (в % к средней массе бутылок)
1. Потери стеклобоя при хранении в тарных цехах 22
Потери стеклобоя в цехах розлива и на складах готовой продукции 22
При транспортировании порожних бутылок авто- и железнодорожным транспортом 30
Примечания.
К предельно допустимым нормативам потерь(боя) стеклянных бутылок на предприятиях:
1. Вместимость бутылок приведена номинальная.
2. При доведении до предприятий нормативов потерь необходимо их дифференцировать в зависимости от технического и организационного уровня производства в пределах утвержденных нормативов, но не выше фактически достигнутых.
3. Списание потерь по нормам до установления фактических потерь не разрешается.
4)Учет кег на пивоваренных заводах.
Кеги, поступившие на завод от торгующих организаций, сопровождается документом, в котором указано наименование завода, которому принадлежит бочка, номер и литраж каждой бочки с подведением итога: всего бочек и всего литров.
Аналогично проводится приемка на завод новых и оборотных кег, прибывших по железной дороге. На заводе проверяют качество и количество прибывших новых кег, сверяют количество, номера и емкость кег с данными сопроводительной накладной и отбраковывают негодную тару, которую возвращают обратно торгующей организации. Приемная накладная с указанием номера и емкости каждой кеги выписывается только на годную кеготару.
При поступлении кег в цех розлива из тарного цеха регистрируется номер и вместимость каждой кеги, отмечают соответственно кеги, передаваемые на склад готовой продукции, а также, отправляемые в ремонт.
На кеги, передаваемые в ремонт, составляется спецификация с указанием номера и вместимости каждой кеги, категории ремонта каждой кеги. Аналогично оформляется приемка кег в тарный цех из ремонта.
Кеги, которые уже не могут быть отремонтированы, подлежат ликвидации, на что составляется акт о ликвидации негодных кег. В акте перечисляются кеги по инвентарным номерам и вместимости и выводится общее количество кег и общий итог вместимости.
6.2 Отчетность в производстве пива
В цехе розлива составляются ежедневно отчёты о работе смены по всем видам розлива, на основании которых составляются месячные отчёты. В отчёте описываются все данные, которые отражены в технологических журналах учёта пива в цехах розлива: остаток пива на начало отчётного периода (графа 3), поступившего на розлив пива из цеха дображивания (графа 4), количество утилизированного пива, возвращённого цеху дображивания (графа 5), количество пива, сданного в склад готовой продукции, в том числе по видам розлива (графы 7, 8 и 9). В графе 6 записывается разница между суммой граф 3+4 и графой 5. В графе 10 указывается количество пива исправимого брака, возвращённого со склада готовой продукции в цех дображивания. В графе 11 –– количество пива, сданного в склад готовой продукции за вычетом возврата (графа 7-10). Данные берутся из технологических журналов цехов розлива.
В графе 12 записывается остаток пива в цехе розлива на начало месяца, следующего за отчётным.
Потери пива рассчитываются по каждому сорту пива и по каждому виду розлива отдельно по норме и фактические (в дал и %) и записываются в графы 15-18 отчёта:
по норме: графа 6 х % потерь по норме / 100 дал;
фактические потери (в дал):
графа 6-(7+12), и в процентах графа 6-(7+12)*100/графа 7+[6-(7+12)].
Общие потери пива по цеху розлива по норме и фактические рассчитывают как средневзвешенную величину.
В отчёте отражается движение тары и вспомогательных материалов, т. е. остатки на начало и конец отчётного периода, а также поступление и передача на склад готовой продукции за этот период.
Кроме перечисленных ежемесячных отчётов по пивоваренному производству составляются квартальные, полугодовые и годовые технико-производственные отчёты, которые представляются не позднее 10-го числа после отчётного периода в вышестоящую организацию.
6.3Технохимический контроль
Таблица 10- Схема технохимического контроля розлива пива
| Объект контроля | Контролируемые показатели | Периодичность контроля | Метод контроля | |
| Розлив пива | ||||
| Пиво в сборниках | Давление, температура | В каждом сборнике ежедневно | Манометр, термометр | |
| Мойка бутылок | Концентрация щелочного раствора и его температура | В ваннах моечных машин ежедневно width="28%" valign=top >Титрометрически | ||
| Мойка бочек | Температура воды | В каждой моечной машине | Термометр | |
| Розлив пива и укупорка бутылок и бочек | Полнота налива | В пиве, взятом с каждой машины периодически в течение смены | Визуально | |
| Герметичность укупорки | В пиве, взятом с каждой машины периодически в течение смены | Визуально | ||
| Температура пива | В пиве, взятом с каждой машины периодически в течение смены | Термометр | ||
| Готовое пиво | ||||
| Готовое пиво в бутылках из склада готовой продукции | Среднее наполнение бутылок и кег | В средних пробах от каждой партии пива | ГОСТ 3473-78 | |
| Пеностойкость | В средних пробах от каждой партии пива | ГОСТ 3473-78 | ||
| Высота пены | В средних пробах от каждой партии пива | В средних пробах от каждой партии пива | ||
| Массовая доля СО2 | В средних пробах от каждой партии пива | ГОСТ 12790-81 | ||
| Стойкость | В средних пробах от каждой партии пива | ГОСТ 12790-81 | ||
| Мутность | В средних пробах от каждой партии пива | ГОСТ 3473-78 | ||
| Вкус и аромат | В средних пробах от каждой партии пива | ГОСТ 12788-87 | ||
| Кислотность | В средних пробах от каждой партии пива | ГОСТ 12788-87 | ||
| Цветность | В средних пробах от каждой партии пива | ГОСТ 12789-81 | ||
| Массовая доля сухих веществ | В средних пробах от каждой партии пива | ГОСТ 12787-81 | ||
| Действительный экстракт | В средних пробах от каждой партии пива | ГОСТ 12787-81 | ||
| Массовая доля спирта | В средних пробах от каждой партии пива | ГОСТ 12787-81 | ||
6.4 Микробиологический контроль
Таблица 11- Схема микробиологического контроля
| Объект контроля | Место отбора проб | Наименование показателей | Периодичность контроля для заводов производительностью 8 млн. дал пива в год |
| Готовое пиво | Из автоматов розлива | Стойкость при 20˚С, общее количество микроорганизмов | Не реже 2 раз в месяц по каждому сорту пива |
| Аппараты для розлива готового пива | Смываемая вода из наполняющих кранов | Определение общего числа микроорганизмов | Каждый раз после дезинфекции |
| Бутылки | С конвейера после мойки | Определение общего числа микроорганизмов | Не реже 1 раза в неделю |
| Кеги, мерники | После мойки | Определение чистоты мойки | Каждый раз перед наливом |
| Укупорочные материалы | С рабочего места | Общее количество микроорганизмов | Не реже 1 раза в неделю |
7. Мероприятия по охране труда и окружающей среды
Производительность труда неразрывно связана с условиями труда. Одна из главных задач — создание современных предприятий, с качественно новыми технологическими процессами и оборудованием, с оптимальными условиями труда. Охрана труда включает законодательство по охране труда, производственную санитарию, технику безопасности, пожарную, профилактику.
Охрана труда — система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда.
Производственная санитария — система организационных мероприятий и технических средств, предотвращающих воздействие на работающих опасных производственных факторов.
Техника безопасности — система организационных мероприятий, технических средств, предотвращающих воздействие на работающих опасных производственных факторов.
Пожарная профилактика — комплекс организационных и технических мероприятий, направленных на обеспечение безопасности людей, на предотвращение пожара, ограничение его распространения, а также создание условий для успешного тушения пожара.
Правила техники безопасности технологического процесса
Все здания и сооружения производственных помещений, их взрывопожароопасная классификация, вопросы электрооборудования и соблюдения техники безопасности должны выполняться по правилам техники безопасности и производственной санитарии в и соответствовать:
Строительным нормам и правилам СниП-М2-72;
Противопожарным нормам строительного проектирования СН и П, П-А5-72;
Действующим « Правилам устройства электроустановок» (ПУЭ);
«Правилам защиты от статического электеста»;
Освещение производственных помещений должно удовлетворять требованиям СН и П по естественному и искусственному освещению.
Во всех производственных, бытовых и служебных помещениях завода должны быть обеспечены метеорологические условия воздушной среды, отвечающие требованиям санитарных норм проектирования. Помещения, где возможны выделения больших количеств вредных газов, пыли, взрывоопасных паров должны быть оборудованы механической местной, приточно-вытяжной вентиляцией и естественной.
Исправность оборудования является важнейшим фактором безаварийной работы, соблюдение технологического режима и ликвидации травматизма.
Постоянный надзор за состоянием оборудования, проведение медицинских осмотров, ремонтов и испытаний исключает возможность аварий и обеспечивает высокий коэффициент использования оборудования.
Эффективная и безопасная эксплуатация оборудования обеспечивается путем систематического наблюдения за его техническим состоянием и соблюдением графика планово-предупредительного ремонта.
Опасный производственный фактор - производственный фактор, воздействие которого на работающего в определенных условиях приводит к травме или другому внезапному резкому ухудшению здоровья.
Вредный производственный фактор - производственный фактор, воздействие которого на работающего в определенных условиях приводит к заболеванию или снижению работоспособности. В зависимости от уровня и продолжительности воздействия вредный производственный фактор может стать опасным.
К физическим опасным и вредным факторам относятся: движущиеся машины и механизмы, подвижные части производственногооборудования, передвигающиеся изделия, разрушающиеся конструкции; повышенная запыленность и загазованность воздуха рабочей зоны; повышенная или пониженная температура поверхностей оборудования, материалов; повышенная или пониженная температура воздуха рабочей зоны; повышение уровня шума, вибрации, ультразвука, инфразвуковых колебаний; повышенное или пониженное барометрическое давление и его резкое изменение; повышенное или пониженные влажность, подвижность, воздуха; повышенный уровень ионизирующих излучений; повышенное значение напряжения в электрической цепи; недостаточная освещенность рабочей зоны; повышенная яркость света; повышенная пульсация светового потока; острые кромки, заусеницы и шероховатость на поверхности заготовок, инструментов и оборудования; расположение рабочего места на значительной высоте относительно земли (пола); невесомость.
К химическим опасным и вредным производственным факторам относятся химические вещества, которые по характеру воздействия на организм человека подразделяются на токсические, раздражающие, канцерогенные, мутагенные, влияющие на репродуктивную функцию. По путям проникновения в организм человека они делятся на проникающие через органы дыхания, желудочно-кишечный тракт, кожные покровы и слизистые оболочки.
К биологическим опасным и вредным производственным факторам относятся патогенные микроорганизмы (бактерии, вирусы, грибы, простейшие) и продукты их жизнедеятельности, а также микроорганизмы (растения и животные).
К психофизическим опасным и вредным производственным факторам относятся физические (статические и динамические) и нервнопсихические перегрузки.
Требования к производственному персоналу
Весь производственный персонал, прежде чем приступить к самостоятельной работе должен:
пройти первичный инструктаж в цехе и на рабочем месте;
пройти производственное обучение, в том числе и по вопросам охраны труда и техники безопасности не менее десяти часов, а для профессий и работ повышенной опасности не менее двадцати часов;
сдать экзамен на допуск к самостоятельной работе комиссии предприятия.
При поступлении на работу весь производственный персонал должен пройти предварительный медицинский осмотр. Периодический медицинский осмотр проводится в сроки согласно Постановлению Министерства здравоохранения Республики Беларусь №33 от 08.08.2000г.
Периодически, один раз в три месяца, проводится повторный инструктаж согласно перечню инструкций для инструктажа, разработанному начальником цеха и утвержденному главным инженером завода.
При введении новых нормативных документов, изменении технологического процесса, перерывах в работе более чем на три месяца для профессий повышенной опасности или шести месяцев для остальных профессий, при поступлении информационного материала о несчастных случаях или авариях, по требованию вышестоящей организации, органов надзора или ответственных лиц предприятия производится внеплановый инструктаж.
При выполнении разовых работ, не связанных с прямыми обязанностями, производстве работ, на которое оформляется наряд-допуск, разрешение и т.д. (газоопасные работы по журналу учета газоопасных работ) проводится целевой инструктаж.
Ежегодно у всех рабочих проводится повторная проверка знаний по вопросам охраны труда и технике безопасности; у инженерно- технических работников такая проверка знаний проводится один раз в три года.
Основными нормативными документами, регламентирующими работу являются:
ГОСТ17,23,02-78. Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями.
Рекомендации по оформлению и содержанию проекта норм ПДВ для предприятий. М.,Госкомгидромет,1989.
ОНД-86 « Методика расчета концентраций в атмосферном воздухе загрязняющих веществ, содержащихся в выбросах предприятии».
Освещенность: на рабочих местах, где требуется специальное освещение - контролеров чистой посуды и контролеров готовой продукции, - освещенность должна быть 2000 лк (СН и 11-А, 9-71).
б)Для всех остальных рабочих мест, расположенных на линии, наименьшая освещенность должна быть следующей:
При люминисцентных лампах – 150-200 лк (к поверхности пола)
При лампах накаливания – 75-100 лк (к поверхности пола).
Рекомендуется использовать люминистентные светильники защитного типа (ПВЛ-1, ПВЛ-6, ПЛУ). Количество ламп следует рассчитывать по методу удельной мощности.
Контролировать освещенность на рабочих местах нужно не менее двух раз в год, чистоту светильников – не реже двух раз в месяц.
Согласно санитарным нормам СН-245-71, п.13.9 нормируемыми параметрами являются среднеквадратичные величины колебательной скорости в октавных полосах частот или амплитуды перемещений, возбуждаемые работой оборудования и передаваемые на рабочие места в производственных помещениях (сиденье, пол, рабочая площадка).
Электробезопасность - это система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества. Воздействие электрического тока может вызвать местные поражения организма в виде ожогов, металлизации кожи, механических повреждений и электрических ударов. Ожог может произойти при контакте человека с токоведущими частями при большом напряжении электросети, когда через тело человека протекает ток значительной величины. Электрический удар поражает организм в целом, вызывая сокращение мышц, паралич дыхания, сердца.
Помещения с повышенной опасностью характеризуются наличием одного из следующих условий: влажности (относительная влажность превышает 75%); токопроводящей пыли; токопроводящих полов (металлических, земляных, железобетонных, кирпичных и т. д.); высокой температуры (длительное время превышающей 30 °С); возможности одновременного прикосновения человека к имеющим соединение с землей металлоконструкциям зданий, технологическим аппаратам, механизмам и т. д. и к металлическим корпусам электрооборудования.
К помещениям с повышенной опасностью можно отнести лестничные клетки, вентиляционные камеры. Особо опасные помещения характеризуются наличием одного из следующих условий: особой сырости (относительная влажность близка к 100 % - потолок, стены, пол и предметы, находящиеся в помещении, покрыты влагой); химически активной среды, при которой но условиям производства постоянно длительное время содержатся пары или образуются вещества, разрушающе действующие заземление.
Для защиты от поражения электрическим током используют защитные средства. К ним относятся стационарные в переносные заземления и ограждения, переносные указатели напряжения, переносные приспособления и устройства, обеспечивающие защиту людей от падения с высоты, противогазы, защитные очки, резиновые диэлектрические перчатки, боты, галоши, коврики и т. д.
Все изолирующие защитные средства делятся на основные и дополнительные. Основными называются такие защитные средства, изоляция которых надежно выдерживает рабочее напряжение электроустановок и наличие которых делает возможным прикосновение к токоведущим частям, находящимся под напряжением.
Дополнительными называются такие защитные средства, которые самостоятельно при данном напряжении не могут обеспечить бнадежной защиты от поражения электрическим током. Они являются дополнительной мерой к основным средствам защиты.
Производственная санитария
Своевременная и регулярная дезинфекция помещений и оборудования позволяют поддерживать биологическую чистоту в производстве.
Оборудование для приготовления и охлаждения сусла, а также коммуникаций дезинфицируют не реже 2 раз в месяц. Для дезинфекции применяют 2—4%-ный раствор хлорной извести [Са(С10)2], 0,5—3%-ный раствор каустической соды (NaOH), 1-6%-ный раствор кальцинированной соды (Na2C03), антиформин, катапин и др. Перед дезинфекцией оборудование тщательно очищают от остатков сусла, хмеля, отстоя.
Антиформин готовят двумя способами. По первому способу сначала готовят три отдельных раствора: хлорной извести (5 кг извести растворяют в 150 дм3 воды), кальцинированной соды (10 кг соды растворяют в 20 дм3 горячей воды при 80—90°С), каустической соды (2,5 кг гидроксида натрия растворяют в 12 дм3 горячей воды). Затем при перемешивании первый и второй растворы вливают в раствор каустической соды и смесь оставляют до полного осветления на 7 суток. После этого раствор сливают с осадка и разводят водой в соотношении 1:(15—20), получая рабочий раствор антиформина. Этим раствором заливают все трубопроводы для сусла и пива, выдерживают не менее 2 ч, промывают холодной водой и пропаривают до тех пор, пока на выходе не появится сильная струя пара. Затем все трубопроводы и шланги снова промывают холодной водой.
Для дезинфекции технологических коммуникаций и оборудования можно применять более простой способ, по которому фильтрационный аппарат заливают горячим крепким раствором каус- тической соды на 2—4 ч и перекачивают его насосом по всем трубопроводам, а также через краны самого аппарата. Затем этот раствор сливают в сусловарочный аппарат, где предварительно растворяют кальцинированную соду, добавляют туда холодную воду до нужного объема и при непрерывном размешивании засыпают хлорную известь. Полученный раствор антиформина сразу используют для дезинфекции.
Закрытые холодильные аппараты обрабатывают один раз в декаду горячим раствором 1%-ной щелочи в течение 15 мин, после чего промывают горячей, а затем холодной водой. Рекомендуется применять безразборную дезинфекцию холодильников.
Оросительные холодильники 1 раз в сутки чистят и на 30 мин покрывают густым раствором известкового молока, очищают щетками и промывают водой. Образующийся пивной камень периодически удаляют концентрированным раствором каустической соды или смесью дрожжей и серной кислоты (100:1). Смесь наносят на поверхность холодильника, выдерживают 1—2 ч, после чего промывают водой, очищают щетками и снова промывают водой.
Дезинфекцию оборудования проводят только в защитных очках, резиновых сапогах, фартуке и перчатках.
При попадании раствора щелочи, кислоты на кожу нужно немедленно смыть их холодной водой.
Сразу после освобождения бродильных аппаратов их внутренние поверхности подвергают механизированной мойке и дезинфекции. Для этого применяют специальную установку, включающую два насоса (центробежный напорный для подачи моющего раствора и поршневой, которым откачивают смывные воды) и три емкости (для чистой воды, циркулирующей моющей жидкости и дезинфицирующего раствора).
Мойку и дезинфекцию проводят при помощи устанавливаемых в бродильных аппаратах стационарных или переносных моющих головок, в которые моющую жидкость подают под давлением 0,6—0,8 МПа.
Механизированную мойку бродильных аппаратов проводят в следующем порядке. После спуска пива и отбора дрожжей в моющую головку подают напорным насосом воду из емкости для чистой воды и смывают с внутренней поверхности осадки. Смывные воды поршневым насосом удаляют в канализацию. Затем напорным насосом подают в систему циркуляционную воду, а поршневым насосом ее возвращают в емкость. После 10—20-минутной циркуляционной мойки внутреннюю поверхность аппарата обрабатывают в течение 10—15 мин дезинфицирующим раствором, а потом ополаскивают чистой водой. Смывные воды удаляют в канализацию. Температура моющих растворов и воды не должна быть выше 20°С. При отсутствии установок механизированной мойки и моющих головок моющие препараты наносят на поверхность щетками, оставляют на 20—30 мин и смывают.
К чистоте цилиндроконических бродильных аппаратов предъявляют высокие требования. Сначала их в течение 2 ч моют водой для полного удаления с внутренних стенок дрожжей, засохшей пены, хмелевых смол. Затем в коническую часть аппарата подают заранее приготовленный дезинфицирующий раствор, нижний штуцер подключают к отсасывающему насосу и подают раствор в верхнюю часть аппарата через моющую головку, ополаскивая внутреннюю поверхность в течение 30-40 мин. После дезинфекции аппарат в течение 2 ч промывают кипяченой охлажденной водой.
В качестве дезинфицирующих средств для алюминиевых аппаратов применяют 2%-ный раствор формалина или кислый эльмуцид (смесь растворов азотной кислоты и нитрата калия) и катапин. Для аппаратов из другого металла используют 2%-ный раствор хлорной извести и катапин. Катапин применяют в виде 1%-ного раствора, а из него готовят рабочий раствор путем разведения его водой в соотношении 1:50 (200 см3 1%-ного катапина на 10 дм3 воды).
Для дезинфекции алюминиевых емкостей щелочные дезинфицирующие вещества - хлорную известь, антиформин, каустическую и кальцинированную соду не применяют. Пивной камень с поверхности алюминиевых аппаратов удаляют 17-19%-ным раствором азотной кислоты или 5-15%-ным раствором сульфаниловой кислоты.
С поверхности емкостей из черного металла, имеющего антикоррозионное покрытие, пивной камень удаляют нанесением смеси остаточных дрожжей с 15-20% серной кислоты после выдержки смеси не менее трех часов.
Пивопроводы между цехом главного брожения и дображивания моют холодной водой после каждого спуска молодого пива, а раз в неделю дезинфицируют. Другие пивопроводы и резиновые шланги до начала и после окончания работ промывают водой и два раза в неделю проводят их дезинфекцию антиформином, каустической содой, катамином-АБ, заполняя их на 24 ч, затем тщательно промывают. Шланги после окончания работ хранят на специальных стойках. При этом концы шлангов не должны находиться на полу.
Мойку и дезинфекцию бродильных аппаратов проводят в резиновых сапогах, фартуке, перчатках и защитных очках. При осмотре внутренней поверхности применяют специальные светильники напряжением не более 12 В.
Вход работающих внутрь бродильной емкости разрешается только после освобождения ее от диоксида углерода, в присутствии другого работающего, стоящего снаружи.
Диоксид углерода из технологических емкостей удаляют отсасыванием вакуум-насосом, интенсивным вентилированием, разбрызгиванием воды моющими головками. Отсутствие диоксида углерода в емкости проверяют, опуская в нее горящую свечку на специальном держателе или используя прибор для определения концентрации диоксида углерода.
Все сусло- и пивопроводы, резиновые шланги тщательно промывают и один раз в сутки дезинфицируют антиформином или 0,5%-ным раствором формалина, заполняя их на 2 ч.
Помещения цехов брожения и дображивания должны быть оборудованы приточно-вытяжной вентиляцией. Воздух из них отсасывают у пола. В бродильном отделении обязательно должен быть прибор для определения концентрации диоксида углерода, а также два шланговых противогаза и два спасательных пояса. Содержание диоксида углерода в цехе брожения допускается не более 0,1%.
Применение термометров и других приборов с ртутным наполнением не допускается.
На бродильных аппаратах должна быть надпись: «Осторожно! Диоксид углерода» и знак опасности.
Для рабочих в цехах брожения и дображивания должны быть комнаты обогрева, оборудованные приточно-вытяжной вентиляцией и аптечкой.
Цехи варочный, брожения, розлива должны иметь световую или звуковую сигнализацию и телефонную связь между собой и администрацией завода.
В фильтрационном отделении фильтры, другие аппараты, перед каждым пуском моют водой со щетками и раз в неделю дезинфицируют катамином или сульфохлорантином.
Диатомитовые фильтры ежедневно после окончания фильтрования промывают холодной, затем горячей водой в течение 15-20 мин. Горячую воду вытесняют холодной и оставляют до следующего рабочего дня. При перерыве в работе более 8 ч его промывают горячей и холодной водой, как описано выше. Один раз в неделю фильтр заполняют дезинфицирующим раствором 0,5%-ным раствором катамина или 0,25%-ным раствором сульфохлорантина, который циркулирует в замкнутом цикле 15 мин. Затем фильтр промывают горячей и холодной водой.
Сепараторы после окончания работы подключают на циркуляционную мойку щелочью и водой и раз в неделю разбирают и чистят с помощью мягких щеток 1-2%-ным раствором каустической соды и промывают горячей и холодной водой.
Коммуникации не реже раза в неделю промывают, обрабатывают антиформином или 1%-ным раствором каустической соды с последующей дезинфекцией 0,5%-ным раствором катамина, затем промывают водой. Центробежные сепараторы для пивного сусла и пива устанавливают в отдельном помещении на амортизаторах в соответствии с требованиями инструкции по монтажу.
Частота вращения ротора сепаратора должна строго соответствовать паспортной величине и проверяется по тахометру. Сборку барабана сепаратора осуществляют в строгом соответствии с цифровыми клеймами на деталях. Сепараторы должны быть снабжены исправными тормозами. При появлении вибрации, стука, резкого изменения частоты вращения ротора сепаратор немедленно останавливают и до устранения неполадок в работу не включают.
Для обслуживания сепараторов допускают рабочих не моложе 18 лет, прошедших специальное обучение и инструктаж. При разборке сепаратора необходимо отключить его от электросети, пользоваться только исправной лебедкой, не разрешается стоять под нагруженной лебедкой.
Сборники фильтрованного пива после каждого освобождения ополаскивают холодной водой под давлением, два раза в неделю очищают, моют и дезинфицируют с последующим ополаскиванием.
Емкости для некондиционного пива должны быть снабжены подогревающим устройством для пастеризации. Не реже двух раз в неделю их очищают от осадка и дезинфицируют.
Охрана окружающей среды
Раздел должен быть разработан в соответствии с ГОСТ 17.0.004-90 и СНиП 1.12.01-85.
Концентрация вредных веществ, выбрасываемых в атмосферу, должна соответствовать СН 245-77 и СН 369-74.
Необходимо предусматривать в проектах полную переработку и утилизацию отходов производства: устанавливать бункера для сбора дробины, передаваемой затем животноводческим хозяйствам; устанавливать вальцовые сушилки для сушки кормовых дрожжей;
С целью снижения загрязненности сточных вод, передаваемых на городские очистные сооружения, предусматривать локальные отстойники для сточных вод от пивной дробины и кизельгура.
Для предотвращения загрязнения сточных вод щелочные стоки подлежат нейтрализации с последующим спуском в специальный колодец.
Для уменьшения сброса производственных вод предусматривать повторное использование воды после охлаждения сусла, гидротранспорта.
Защиту от шума следует выполнять в соответствии со СНиП II-12-77, ГОСТ 12.1.003-83.
Для снижения уровней звукового давления до допустимого предела 65 дБА предусматривать:глушители аэродинамических шумов, звукопоглощающую облицовку помещений и трубопроводов;
Для снижения параметров вибрации предусматривать: пружинные и резиновые амортизаторы под оборудование, установку двигателей, редукторов, вентиляторов на виброизолирующих опорах.
Безопасность работы обслуживающего персонала, размещение оборудования, размеры проходов для его обслуживания, высота и объем производственных помещений должны соответствовать требованиям "Правил по технике безопасности и производственной санитарии в пивоваренной и безалкогольной промышленности", утвержденных Минпищепромом СССР 03.05.82 г., а также требованиям общесоюзных нормативных документов.
Конструкция оборудования и его узлов должны обеспечивать безопасность и удобство при обслуживании, ремонте и санитарной обработке.Движущиеся части оборудования, являющиеся источником опасности, должны иметь конструктивные ограждения.
Все тепловыделяющие поверхности оборудования должны быть теплоизолированы с таким расчетом, чтобы температура наружной поверхности теплоизоляции не превышала:
- при температуре теплоносителя свыше 100 °С - 45 °С;
- при температуре теплоносителя до 100 °С - 35 °С.
Оборудование или отдельные части, являющиеся источником выделения влаги, газов и пыли должны быть конструктивно укрыты и максимально герметизированы. При недостаточной герметизации оборудование должно иметь встроенные устройства, улавливающие и удаляющие вредные вещества, с очисткой выбрасываемого в атмосферу воздуха до санитарных норм. Сосуды и аппараты, работающие под давление свыше 0,7 кгс/см2 (0,07 мПа), должны соответствовать требованиям "Правил устройства и безопасной эксплуатации сосудов, работающих под давлением".
Холодильные установки должны соответствовать требованиям "Правил устройства и безопасной эксплуатации аммиачных холодильных установок" и "Правил техники безопасности на фреоновых холодильных установках".Устройство, монтаж и эксплуатация электроустановок должны соответствовать требованиям ГОСТ 12.2.007-75 "Правил устройства электроустановок", "Правил изготовления взрыво-защищенного и рудничного электрооборудования".Молниезащита производственных знаний, вспомогательных и складских помещений и сооружений должна осуществляться в соответствии с РД 34.21.122-87 "Инструкцией по устройству молниезащиты зданий и сооружений".
Для защиты от шума в цехах должны применяться звукопоглощающие конструкции в виде звукопоглощающей облицовки стен, потолков и колонн и т.д. Все конструкции должны выполняться из негорючих и трудногорючих материалов, с полным набором противошумных материалов.
В охлаждаемых помещениях с воздухоохладителями с непосредственным испарением аммиака (цехи бродильный, лагерный, готовой продукции и др.) необходимо предусматривать:
а) устройство вытяжной вентиляции с 3-х кратным воздухообменом в час и включением вентиляторов из коридоров и пульта управления аммиачной холодильной установки;
б) устройство сигнализации безопасности в помещениях и у входа в них с подачей сигнала на пульт управления при появлении запаса аммиака;
в) устройство стационарных лестниц и площадок обслуживания для каждого воздухоохладителя;
г) установку между воздухоохладителями и запорными вентилями обратных клапанов.
Хранение ядовитых токсичных веществ должно предусматриваться в специальных закрытых помещениях. Для удаления двуокиси углерода из цилиндро-конических, бродильных и лагерных танков следует предусматривать стационарные трубопроводы.
Заключение
В ходе выполнения проекта был выполнен продуктовый расчет пивоваренного производства производительностью 7 млн. дал пива в год и по его результатам подобрано оборудование для цеха розлива.
В результате подобраны следующие линии розлива:
Для розлива в стеклянную бутылку - 3 автоматических линий производительностью 12000 бут/час.
Для розлива в кеги –– 1 автоматическая линия Minomat A5/5, производительностью 60 кег/час;
Для розлива в ПЭТ выбираем 2 автоматических линии розлива пива в ПЭТ-бутылки производительностью 6000 тыс. бут/час.
Список литературы
1. Балашов В.Е. Дипломное проектирование предприятий по производству пива и безалкогольных напитков.- М.: Легкая и пищевая промышленность, 1983 г.- 288 с.
2. Балашов В.Е., Рудольф В.В. Техника и технология производства пива и безалкогольных напитков.- М.: Легкая и пищевая промышленность, 1981 г.- 248 с.
3. Калунянц К.Е. Оборудование предприятий пивоваренной и безалкогольной промышленности. – М.: Пищепром, 1987
4. Косминский Г.И. Учет и отчетность в производстве солода, пива и безалкогольных напитков.- М.: 1994г – 220 с.
5. Методические указания «Охрана труда для специальности 49.01.01.04- Технология бродильных производств и виноделия» - Могилев, 2002 г
6. Николаев А.Г. Насосы пищевой промышленности. – М.: Пищевая промышленность, 1987 г.
7. Дипломное проектирование предприятий по производству солода, пива и безалкогольных напитков. Методические указания для студентов дневной и заочной формы обучения специализации 49.01.01.04 «Технология бродильных производств и виноделия». Часть 2-Производство пива. Цед Е.А., Косминский Г.И., Моргунова Е.М., Яромич Л.П. – МГУП,2004.
8. Курсовое проектирование по дисциплине «Технология пивобезалкогольного производства» предприятий по производству солода, пива и безалкогольных напитков. Методические указания для студентов специализации 49.01.01.04 «Технология бродильных производств и виноделия» дневной и заочной формы обучения. Моргунова Е.М., Косминский Г.И., Шелегова Н.А. – МГУП, 2004.
9. Муравицкая Л.В. – Технохимический контроль пивоваренного и безалкогольного производств и основы управления качеством продукции.-М.: Агропромиздат, 1987.-256с.
| Технология производства и товароведная оценка светлых сортов пива | |
|
... иллюстраций, _____таблиц, использовано _____источника литературы. Перечень ключевых слов: затирание, затор, хмель, солод, пеностойкость, высота пены, Технология производства пива - длительный сложный процесс, который продолжается 60-100 дней и включает следующие основные этапы: получение солода из ячменя, приготовление сусла ... подготовка стеклянной тары и ящиков, мойка тары; розлив пива в тару; укупорка бутылок; бракераж; наклейка этикеток; укладка бутылок. |
Раздел: Рефераты по технологии Тип: реферат |
| Товароведение и экспертиза вкусовых товаров (слабоалкогольные напитки) | |
|
Курсовая работа по дисциплине: Товароведение и экспертиза товаров Выполнил студент гр.34К Иванова М.Д. Дальневосточный Государственный Университет ... Упаковывают бутылки с пивом в дощатые ящики по ГОСТ Р 13360, 18575, в ящики из гофрированного картона по ГОСТ Р 13516, ящики из полимерных материалов, а также тару-оборудование по ... Другой причиной горького вкуса является окисление, которое может происходить с компонентами пива в ходе технологического процесса или при розливе готового продукта в транспортную ... |
Раздел: Остальные рефераты Тип: курсовая работа |
| Разработка отварочной технологии производства пива | |
|
ВВЕДЕНИЕ На сегодняшний день в России складывается ситуация, при которой основную долю рынка пива занимают производители-гиганты. В то же время в ... Для пива в бутылках, особенно пастеризованного, от которого требуется более высокая коллоидная стойкость, используется светлый солод, лучше растворенный, с подходящим отношением ... Одним из основных решений в обеспечении указанных условий является включение в процесс производства пива автоматической системы управления и контроля технологического процесса ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Продвижение торговой марки пива на российский рынок на примере ... | |
|
Теоретические основы продвижения торговой марки Торговая марка как основа бренда Для компании, стремящейся к лидерству, один из главных вопросов - как ... Продукция в ПЭТ-таре традиционно позиционировалась в экономичном сегменте, хотя в последнее время делаются попытки изменить потребительское восприятие и разливать в ПЭТ пиво ... Технологически ПЭТ-бутылки совершенствуются, что позволяет им постепенно вытеснять традиционную тару из более дорогих сегментов. |
Раздел: Остальные рефераты Тип: реферат |
| Ассортиментная политика и управление качеством пива, реализуемого на ... | |
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОУВПО "МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ТЕХНОЛОГИЙ И УПРАВЛЕНИЯ" (МГУТУ) Кафедра ... При приемке пива проводят проверку качества упаковки и правильность маркировки потребительской и транспортной тары в соответствии требованиям ГОСТ Р 51174-98, ГОСТ Р 51074-97 ... Также этот вид пива можно купить в другой упаковке: бочонки (5 литров), кеги (30-50 литров), жестяные банки (0,33-0,5 литра), полиэтиленовые бутылки (ПЭТ- бутылки) (1,5-2,25 литра ... |
Раздел: Рефераты по менеджменту Тип: дипломная работа |