Контрольная работа: Паяные соединения. Технология магнитных дисков. Коммутационные устройства
1.Пайкой называется процесс соединения материалов в твердом состоянии путем введения в зазор легкоплавкого металла - припоя, взаимодействующего с основными материалами и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Из определения следует:
1) пайка происходит при температурах, существенно меньших температур плавления соединяемых материалов, что уменьшает их перегрев;
2) возможно соединение как металлических, так и неметаллических материалов;
3) в зоне контакта должен образовываться промежуточный слой, состоящий из припоя и продуктов его взаимодействия с паяемыми материалами.
Для образования качественного паяного соединения необходимо:
1) подготовить поверхности соединяемых деталей;
2) активировать материалы и припой;
3) удалить окисные пленки в зоне контакта;
4) обеспечить взаимодействие на межфазной границе раздела;
5) создать условия для кристаллизации жидкой металлической прослойки.
Подготовка поверхностей деталей к пайке включает механическую, химическую или электрохимическую очистки от окислов, загрязнений органического и минерального происхождения, а также нанесение покрытий, улучшающих условия пайки или повышающих прочность и коррозионную стойкость паяных соединений.
При монтаже электронной аппаратуры применяют как методы непосредственного соединения контактируемых материалов, осуществляемые под воздействием давления (накрутка, обжатие), тепла и давления (различные методы сварки), давления и физического воздействия (УЗ сварка), так и методы с использованием промежуточного материала виде припоя (пайка), токопроводного клея (склеивание) под действием давления, тепла и физических методов активации.
Паяные электрические соединения нашли самое широкое применение при монтаже ЭА вследствие следующих достоинств: низкого и стабильного электрического сопротивления, широкой номенклатуры соединяемых металлов, легкости автоматизации, контроля и ремонта. Процессы пайки легкоплавкими припоями широко используются при монтаже печатных и проводных плат, герметизации корпусов полупроводниковых приборов и гибридных ИМС, сборки керамических конденсаторов, поверхностно-монтируемых элементов. Недостатки паяных соединений связаны с высокой стоимостью используемых цветных металлов, необходимостью удаления остатков флюса, низкой термостойкостью, снижением прочности в результате термического старения.
Паяные соединения должны обладать высокой электропроводностью и постоянным переходным электросопротивлением в заданных условиях эксплуатации, конструкторской документации на конкретные сборки и блоки аппаратуры требование постоянства переходного сопротивления к паянным сопротивления должно выражаться в численных значениях, заданных разработчиком при проектировании изделия. При его изготовлении это значение переходного сопротивления будет одним из основных критериев объективной оценки качества паяных соединений.
Вторым по значимости является требование достаточной механической прочности, которая в зависимости от эксплутационных нагрузок должна устанавливаться расчетным путем по сопротивлению отрыву. Численные значения сопротивления отрыву не вносятся разработчиком в конструкторскую документацию на конкретные изделия и вызывают в производстве ЭА серьезные разногласия между заинтересованными инстанциями при оценке качества и надежности электромонтажных соединений.
В конструкции паяных соединений между поверхностями сопрягаемых монтажных элементов должны предусматриваться оптимальные зазоры, определяемые прежде всего составом выбранного припоя и особенностями процесса пайки. Оптимальный зазор при пайке в отверстия оловянно-свинцовыми припоями должен устанавливаться данным соотношением:
do=dв +(0,2...0,3),
где d0, dв - диаметры металлизированного отверстия и вывода ЭРЭ.
Фактически зазоры выполняются превышающими 0,4 мм; при этом не учитывается, что удельное электросопротивление оловянно-свинцовых припоев почти в 10 раз больше, чем у меди. С увеличением зазоров возрастает переходное сопротивление паяных соединений и расход дефицитных высокооловянных припоев, снижается механическая прочность, растет число усадочных раковин и увеличивайся затраты ручного труда на устранение дефектов. Эти факторы, а также законы смачивания и капиллярного заполнения зазоров припоями должны приниматься в расчет при оптимизации зазоров.
Электромонтажные соединения (рис. 1 а, б) должны проектироваться с обеспечением возможности визуального контроля паяного шва на всем его протяжении. Для печатного монтажа с металлизированными отверстиями (рис. 1 в) галтели шва каждого из паяных соединений располагаются с обеих сторон печатной платы, и требование свободного доступа для двустороннего их осмотра приобретает особо важное значение. Невыполнение этого требования на этапе проектирования соединения ведет к производству заведомо ненадежных в эксплуатации изделий, ибо не позволяет обнаружить дефектные паяные соединения и произвести их ремонт.
Паяные швы электромонтажных соединений должны быть без избытка припоя, преимущественно скелетную форму с вогнутыми и непрерывными галтелями припоя по всему периметру соединения (рис. 1 г).

Рис. 1. Формы паяных изделий
Скелетная форма в отличие от заливной позволяет видеть контуры паяных соединений и с большей достоверностью оценивать качество монтажных соединений при их визуальном контроле.
Соединения пустотелых заклепок, лепестков, стоек и подобных конструктивных деталей с контактными площадками или печатными проводниками, выполненных методом развальцовки или расклепки, должны быть пропаяны по всему периметру развальцовки или расклепки.
Поверхность галтелей припоя швов должны быть гладкой, глянцевой или светло-матовой без темных пятен, трещин, крупных пор, грубозернистости, без игольчатых и дендритных образований, наплывов, брызг и выступов припоя, уменьшающих минимально допустимое расстояние между соединениями контактными площадками и печатным проводниками.
Конструкция паяных электромонтажных соединений при любой компоновке вариантах установки отдельных ЭРЭ на печатные платы должны обладать высокой ремонтопригодностью. Паяные соединения в отличии от сварных наиболее полно удовлетворяют этому требованию и обеспечивают быструю и неоднократную взаимозаменяемость отдельных элементов ЭРЭ без повреждения их выводе и элементов печатного монтажа. Однако высокая ремонтопригодность паяных соединений может не реализоваться из-за просчетов, допускаемых при компоновке и выборе конструктивных вариантов установки ЭРЭ на печатные платы, или из-за стремления любой ценой обеспечить высокую плотность монтажа.
Процессы контроля при монтаже ЭА включают:
- проверку соединяемых материалов на паяемость,
- контроль технологических режимов,
- оценку качества соединений.
Паяемость характеризует способность паяемого материала вступать в физико-химическое взаимодействие с расплавленным припоем и образовывать надежное паяное соединение. Паяемость, зависит от физико-химической природы металлов способа и режимов пайки, флюсующих сред, условий подготовки паяемых поверхностей.
Поскольку для образования спая необходимо и достаточно смачивания поверхности основного металла расплавом припоя, то это гарантирует паяемость с физической точки зрения, а с технологической - условие соблюдения режимов процесса пайки. Паяемость металлов оценивают несколькими методами:
1) замером площади растекания припоя и определением коэффициента растекания Кр:
![]()
где SP - площадь растекания; So - площадь дозы припоя (рис.2);
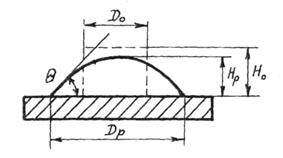
Рис.2. Схема растекания капли припоя
![]() 2) определением
Кр по высоте капли растекшегося припоя:
2) определением
Кр по высоте капли растекшегося припоя:
![]()
где Но, Нр - высота капли припоя до и после растекания.
3) краевым углом смачивания (Q);
4) по высоте или времени подъема припоя в капиллярном зазоре;
5) по величине усилия, действующего на образец основного металла, погружаемого в припой.
Высота капли до растекания находится из условия несмачивания поверхности:
где р - плотность припоя; g - ускорение силы тяжести.
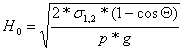
Для измерения высоты капли припоя после растекания разработан прибор, в основу которого положен принцип бесконтактного измерения с помощью индук-тивного преобразователя (рис.3).
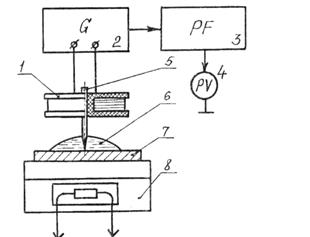
Рис.3. Схема прибора для измерения высоты капли растекшегося припоя
Контроль качества предусматривает следующие виды оценки паяных соединений:
- по внешнему виду с использованием эталона паяного соединения с углом смачивания порядка 5-10°С при 100% контроле;
- прочности соединений на отрыв при выборочном контроле на образцах-свидетелях;
- переходного сопротивления контакта выборочно для различных проводников;
![]() - надежности
соединения путем определения интенсивности отказов в течение заданного срока
испытаний.
- надежности
соединения путем определения интенсивности отказов в течение заданного срока
испытаний.
Критериями оценки прочности паяных соединений являются: величина усилия отрыва, устойчивость соединений при воздействии знакопеременных нагрузок и вибропрочность.
Дефекты в паяных соединениях: поры, раковины, трещины могут быть обнаружены с помощью телевизионно- рентгеновского микроскопа МТР-3 либо ультразвуковым контролем.
Определенная часть дефектов, иногда до 60% от общего числа, может быть выявлена методом модуляции электрического сигнала. Метод основан на свойстве дефектов паяных соединений служить модуляторами сигнала.
Одним из перспективных методов объективного контроля паяных соединений является оценка температурного перепада соединений. Благодаря этому методу обнаруживаются зоны локальных перегревов, соответствующие дефектным паяным соединениям, которые имеют температуру на 1-50С выше номинальной.
Повышение качества контроля паяных соединений достигается путем применения лазерной системы контроля дефектов (рис.4).
Рис.4. Схема лазерного контроля паяных соединений
За счет этой системы удается контролировать около десяти паяных соединений в секунду, которые расположены на расстоянии 1,25 мм друг от друга.
2. Технология магнитных дисков (МД) является сложной: объединяет сотни операций, выполняемых на нескольких десятках единиц нестандартного технологического оборудования; многие параметры, режимы и условия ведения процессов изготовления МД являются производственными секретами фирм-изготовителей МД.
Наиболее часто основа жестких МД изготовляется из листового проката легких сплавов. Механические свойства используемых материалов существенно влияют на физико-механические и прочностные характеристики МД. Выбор материалов для изготовления основы МД весьма ограничен в связи с многообразием и противоречивостью предъявляемых к ним требований. После отказа от МД на основе чистого алюминия, стекла и керамики остановились на применении в качестве основы МД алюминиевых сплавов и листового проката сплавов других легких металлов, в частности магния.
Предпочтение в настоящее время отдается алюминиевым, а не магниевым сплавам, так как последние недостаточно однородны по химическому составу, имеют высокие значения коэффициента теплового расширения и нетехнологичны при обработке.
Основа жестких МД изготовляется из термообработанных листов алюминиевого сплава, подбираемого по ряду критериев и физических свойств. Лист должен быть изготовлен из сплава однородного мелкозернистого состава характеризуемого заданными значениями коэффициента теплового расширения, плотности, твердости, упругости и др.
После обработки на всех стадиях изготовления, которая могла повлечь за собой нарушение плоскостности основы диска, либо повлекла за собой генерацию в материале основы термомеханических напряжений, материал основы вновь неоднократно обрабатывается с целью доведения основы до состояния, удовлетворяющего жестким требованиям жестких МД сосредоточено лишь в нескольких зарубежных фирмах-гигантах: IBM (США), BASF (ФРГ), Pyral (Франция) и на ряде японских фирм.
Перед началом изготовления основы ее заготовку (листовой прокат алюминиевого сплава) проверяют на равнотолщинность, степень макро- и микродефектности, а также на удовлетворение требованиям по физико-механическим характеристикам.
Стадия изготовления основы жесткого диска включает: вырезание из листа алюминиевого сплава заготовок с размерами (наружным и внутренним диаметрами), находящимися в жестких «плюсовом» и «минусовом» допусках; механическую очистку поверхности заготовок; их химическую очистку; опрессовку при повышенной температуре с целью восстановления плоскостности и снятия механических напряжений, возникших в заготовке основы при ее вырезании из листа; химическую очистку; промывку; обточку до окончательных заданных размеров (величин наружного и внутреннего диаметров основы); шлифовку; полировку. Приведенный перечень основных технологических операций изготовления основы жесткого МД диска нуждается в пояснении. Во-первых, основа диска зеркально обрабатывается на станках, работающих без вибрации; обработанная поверхность должна отвечать 12-му классу шероховатости (параметр шероховатости ≤0,025 мкм). Во-вторых, химическая очистка поверхности основы диска от загрязнений ничем не напоминает тривиальное обезжиривание, известное в практике лакокрасочных производств. В нашем случае она включает технологические операции: обработку основы горячим растворителем, последующую обработку растворителем холодным, обработку перенасыщенными парами растворителей.
Основные параметры процесса:
- температура воды в ванне около 350К;
- удельное электросопротивление воды более 1 МОм∙см;
- время выдержки заготовки основы в теплой воде 1...30 с;
- скорость обдува основы горячим воздухом до 50 м/с при расходе 3...15 м/мин;
- температура воздуха около 380К.
На всех стадиях техпроцесса изготовления основы жестких МД осуществляется - пооперационный, как правило, количественный контроль режимов и условий выполнения операций и их результатов.
Совершенство технологического процесса приготовления ферролака, который и определяет технические показатели НМД, зависит от многих факторов: от свойств материалов, используемых в рецептурах ферролака; степени оптимальности этих рецептур; технического уровня используемого смесительного и размольного оборудования; режимов и условий ведения процесса приготовления ферролака и его нанесения на основу.
В состав ферролака для рабочего слоя жестких МД входят: смесь растворителей, ферропорошок, связующий высокополимер и функциональные добавки (прежде всего добавки, упрочняющие рабочий слой, улучшающие его электропроводность и полирующие рабочую поверхность). Материал запоминающей среды (ферропорошок) жесткого МД должен хорошо смачиваться растворителями; иметь хорошую сыпучесть, игольчатую форму микрочастиц при высокой степени их однородности по размерам, средние размеры 0,1...0,2 мкм.
Порядок выполнения технологических операций в процессе приготовления ферролака для жестких МД следующий: компоненты, входящие в рецептуру лака, смешивают между собой в строго определенных массовых соотношениях и определенной последовательности, затем тщательно перемешивают; ферропорошок г-Fe2O3 диспергируют в пленкообразующем, для чего рецептуру лака перегружают из смесителя в бисерную мельницу; приготовленные ферролак с помощью специальных разбавителей доводят до поливной вязкости и тщательно фильтруют до полного удаления агломератов частиц г-Fe2O3 и инородных примесей; затем ферролак подвергают тщательной дезаэрации и, наконец, подают на полив.
Готовый к нанесению на основу ферролак должен представлять собой не что иное как полностью микрокапсулированную пленкообразующим описанными методами систему микрочастиц ферропорошка.
Нанесение ферролакового рабочего слоя на основу МД производится с помощью центрифуги. В конструкцию центрифуги входят следующие основные узлы: держатель основы МД, смонтированный на горизонтально расположенном валу и вращаемый прецизионным электродвигателем с бесступенчатой регулировкой скорости вращения; форсунка, вращающаяся над поверхностью основы диска с постоянной скоростью (выходное сопло форсунки смонтировано на подвижной каретке, чем обеспечивается нанесение ферролака на всю поверхность основы); ряд вспомогательных элементов и приспособлений (прецизионный дозатор ферролака; автомат, регулирующий скорость пространственного перемещения форсунки, обойма для крепления основы диска, камера-ловушка, отводящая избыток ферролака, сбрасываемого с поверхности основы в процессе его нанесения).
Сушка и отверждение рабочего слоя, как и условия их проведения, определяются типами используемых растворителей, веществами связующего высокополимера, пластификатора и отвердителя пластификатора, соотношением между компонентами органической природы в составе ферролаковой композиции, а также соотношением между органической частью рецептуры и ферропорошком.
«Интегральными» признаками оптимальности выбранных температурных и иных условий сушки ферролакового рабочего слоя являются достижимая адгезионная и когезионная прочность рабочего слоя и его твердость.
Нанесение защитного покрытия на поверхности рабочего слоя жестких МД необходимо для обеспечения их эксплуатационной надежности, так как предусматриваемое устройством дисковых ЗУ отсутствие непосредственного контакта рабочей поверхности дисков с магнитными головками и другие меры предосторожности все же не исключают упомянутый контакт полностью.
Материалами, потенциально пригодными для использования в качестве защитных покрытий в жестких МД, представляются тонкие полимерные пленки, некоторые масла, а также силиконовые жидкости.
Толщина защитного покрытия на поверхности рабочего слоя составляет 0,2...0,6 мкм. Это покрытие подается тонкой струей на поверхность МД сначала от центра к периферии, а затем в обратном направлении, при нарастающей частоте вращения диска; затем растворитель удаляется из защитного слоя обдувом поверхности струей теплого воздуха.
Важной доводочной операцией в процессе изготовления жесткого МД является размерное шлифование рабочего слоя, наносимого с плюсовым допуском по толщине. Эта операция выполняется в специальной шлифовальной камере для плоскопараллельного шлифования отвержденного ферролакового слоя (до нанесения на поверхность ферролака защитного слоя). Обязательны операции: технология размерного шлифования; посадка обрабатываемого МД на вал с прижимом, расположенный с валом шлифовального круга; обработка поверхности рабочего слоя струей шлифовальной жидкости; профилированное (коническое) шлифование; обработка сошлифованной поверхности моющей жидкостью под давлением; сушка МД; сухая полировка поверхности рабочего слоя; передача МД на участок монтажа пакетов.
Режимы и условия шлифовки и полировки
(т. е. размерной доводки) рабочего слоя жестких МД относятся![]() к числу
важнейших производственных секретов фирм-изготовителей НМД. Известно только,
что в процессе шлифования рабочего слоя абразивный инструмент с малым шагом
перемещается радиально, возвратно-поступательно, при одновременном вращении
диска. Размерная доводка МД требуется потому, что нанесение ферролакового
рабочего слоя производится центрифугированием. Эта вынужденная операция в технологии
жестких МД оказывается источником различных дефектов рабочего слоя (выпадения,
снижение достоверности записи информации, повышение уровня шумов и т. д.);
микрошероховатость поверхности рабочего слоя, свойства используемого
ферропорошка и другие факторы оказывают влияние как на информационную емкость
дисков, так и на достоверность записи информации на них.
к числу
важнейших производственных секретов фирм-изготовителей НМД. Известно только,
что в процессе шлифования рабочего слоя абразивный инструмент с малым шагом
перемещается радиально, возвратно-поступательно, при одновременном вращении
диска. Размерная доводка МД требуется потому, что нанесение ферролакового
рабочего слоя производится центрифугированием. Эта вынужденная операция в технологии
жестких МД оказывается источником различных дефектов рабочего слоя (выпадения,
снижение достоверности записи информации, повышение уровня шумов и т. д.);
микрошероховатость поверхности рабочего слоя, свойства используемого
ферропорошка и другие факторы оказывают влияние как на информационную емкость
дисков, так и на достоверность записи информации на них.
Плотность записи информации на жестких МД определяется их электромагнитными параметрами и характеристиками «плавающих» магнитных головок. Повысить информационную емкость жестких МД, как уже говорилось, можно уменьшением толщины ферролакового рабочего слоя; увеличением значения Нс ферропорошка; некоторым снижением остаточной магнитной индукции и повышением коэффициента прямоугольности петли гистерезиса рабочего слоя. Наиболее доступным способом увеличения плотности записи информации на жестких МД является снижение толщины рабочего слоя диска и максимальное повышение значения Нс ферропорошка. Другой способ увеличения плотности записи состоит в уменьшении промежутка между поверхностью магнитной головки и рабочим слоем МД и уменьшении ширины рабочего зазора между ними.
3. Коммутационные устройства (КУ) представляют собой изделия РЭА, обладающие свойством замыкать (размыкать) электрические цепи за счет изменения электрического сопротивления контактов. В замкнутом состоянии контакты имеют очень малое сопротивление (близкое к нулю), в разомкнутом - большое (десятки - сотни МОм).
КУ предназначены для замыкания (размыкания) электрических цепей в устройствах автоматики и телемеханики, сигнализации, контроля и защиты, распределения энергии, в системах связи и передачи информации, в бытовой радиоаппаратуре и в других многочисленных системах и устройствах.
КУ можно разделить на два больших класса: с магнитным и механическим управлением.
К КУ с магнитным управлением относятся электромагнитные реле и магнитоуправляемые герметические контакты (герконы). К КУ с механическим управлением отнесены микропереключатели и коммутационные изделия с ручным управлением. К КУ с ручным управлением относятся кнопки и переключатели.
Общими параметрами КУ являются: чувствительность (минимальная величина энергии, при которой происходит скачкообразное изменение сопротивления контактов); время срабатывания; коммутируемые мощность, напряжение и ток; электрическое сопротивление контактов; максимальное число коммутаций; диапазон внешних условий (температура, влажность, давление); масса, габаритные размеры и др.
С энергетической точки зрения КУ являются более экономичными изделиями по сравнению с трансформаторами, дросселями, резисторами. Основные потери энергии в КУ обусловлены наличием не нулевого сопротивления замкнутых контактов и не бесконечного сопротивления разомкнутых контактов. Другой отличительной особенностью КУ (исключая реле) является ненормированное время включения (выключения). И последнее, КУ, имея механические перемещения деталей, по показателям надежности и сроку службы значительно уступают всем остальным пассивным элементам.
Переключатель представляет собой устройство, предназначенное для коммутации электрических цепей радиоустройств с целью обеспечения того или иного режима работы.
Конструкция переключателя состоит из двух основных элементов: контактной пары и механизма замыкания-размыкания контактов.
Контакты, как правило, изготовляют из платины, серебра, золота и сплавов других металлов, а также из бронзы, латуни и вольфрама. Они могут быть плоскоконической, плоскосферической и цилиндрической формы. Контакты бывают прижимные и притирающиеся.
По способу действия механизма замыкания-размыкания контактов переключатели подразделяются на нажимные (кнопки и клавиши), перекидные (тумблеры) и галетные.
По назначению контакты классифицируются на высокочастотные и низкочастотные, сильноточные и слаботочные.
Основными параметрами переключателей являются: переходное сопротивление, емкость между контактами, сопротивление изоляции, мощность контактов, срок службы, четкость фиксации, масса и габариты.
Переходное сопротивление контактов зависит как от материала контактов, так и от состояния их поверхности.
Емкость между контактами определяется их взаимным перекрытием по площади и расстоянием между ними, а также видом диэлектрика, на котором они укреплены.
Сопротивление изоляции между контактами переключателя определяет их электрическую прочность.
Мощность контактов определяется произведением предельно допустимого тока при замкнутых контактах на предельно допустимое напряжение при разомкнутых контактах, при которых гарантируется нормальная работа переключателя в течение определенного срока службы.
Срок службы переключателя оценивается числом переключений, при котором переключатель исправно работает. Он составляет от нескольких тысяч до нескольких миллионов переключений и зависит от мощности контактов и климатических факторов.
Четкость фиксации переключателя характеризуется отношением силы, необходимой для его вывода из зафиксированного положения, к минимальной силе, требуемой для его движения в промежуточном (незафиксированном) положении.
Масса и габариты переключателя определяются в основном его мощностью, типом механизма, числом коммутирующих контактных пар и др.
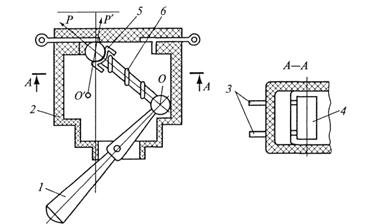
Рис.5. Тумблер.
1 - рычаг; 2 - корпус; 3 - контакты; 4 - переключающий валик; 5 - изоляционный колпачок; 6 - пружина
Из числа перекидных переключателей наиболее широкое применение получили тумблеры (рис.5). Принцип работы тумблера состоит в следующем. При крайнем положении рычага 1 пружина 6 прижимает переключающий валик 4 к одной паре контактов 3, замыкая их. При перемещении рычага в другое крайнее положение пружина сжимается до тех пор, пока центр О головки рычага не окажется в положении О'. При этом под действием составляющей силы P' валик перемещается к другой паре контактов и замыкает ее, а первая пара размыкается.
Однако многократное использование тумблеров в короткие промежутки времени утомляет оператора, работающего с радиоаппаратурой. В этих случаях целесообразно применять клавишные переключатели.
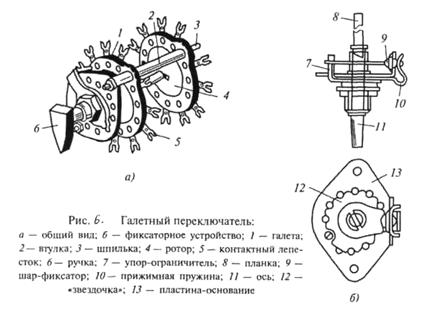
Галетные переключатели являются многополюсными, что позволяет одновременно осуществлять коммутацию нескольких функционально связанных цепей. Галетные переключатели широко применяются в радиоаппаратуре. Наиболее малогабаритными являются низкочастотный МПН-1 (рис.6, а) и высокочастотный МПВ-1 (рис.6, б) переключатели.
Реле, как и переключатели, предназначены для коммутации электрических цепей радиоустройств. Однако если в переключателе коммутация осуществляется механическим нажатием кнопок, клавишей, передвижением или поворотом ручек тумблера, галетного переключателя, то в реле одновременное размыкание (замыкание) контактных пар происходит под действием электрического, магнитного или температурного полей.
По принципу работы реле подразделяются на электромагнитные, магнитоэлектрические, электродинамические, индукционные и электротермические. Наибольшее распространение получили электромагнитные реле.
В зависимости от вида коммутируемого тока различают реле постоянного и переменного токов.
Реле постоянного тока подразделяются на нейтральные и поляризованные. Нейтральное реле срабатывает только при наличии постоянного тока в обмотке, а поляризованное реле, имеющее общий якорь и расположенные по обе стороны от него контактные пластины, срабатывает в ту или другую сторону в зависимости от направления проходящего тока в обмотке.
В состав электромагнитного реле входят, как правило, контактные пары, якорь, обмотка, сердечник и другие элементы для механической сборки.
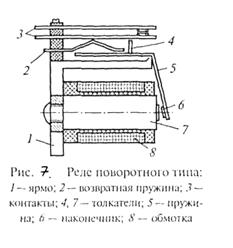
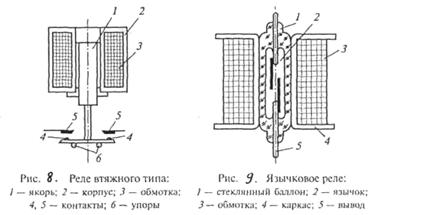
По конструктивному оформлению различают реле поворотного (рис.7), втяжного (рис.8) и язычкового (рис.9) типов.
В зависимости от времени срабатывания реле разделяют на быстродействующие (не более 0,005 с), нормальные (от 0,015 с) и замедленные (более 0,015 с).
Основными параметрами реле являются токи (напряжения) срабатывания и отпускания, время срабатывания и отпускания, мощность срабатывания, срок службы, масса и габариты, эксплуатационные характеристики.
Ток (напряжение) срабатывания - минимально необходимое значение тока (напряжения), при котором тяговое усилие, развиваемое электромагнитом постоянного тока, будет больше суммы противодействующих сил, т.е. силы, развиваемой возвратной пружиной, а также сил деформации контактных пар и трения.
Ток (напряжение) отпускания - минимально необходимое значение тока (напряжения), при котором тяговое усилие будет меньше суммы противодействующих сил.
Ток отпускания всегда меньше тока срабатывания. Объясняется это тем, что в начале срабатывания реле величина зазора большая, поэтому тяговая сила в этот момент меньше, чем в начале отпускания, и для ее увеличения необходим большой ток.
Время срабатывания (отпускания) - интервал времени с момента подачи напряжения (тока) в обмотку реле до момента коммутации контактов.
Мощность срабатывания - мощность, потребляемая обмоткой реле при срабатывании.
Срок службы - число допустимых переключений контактов реле, при котором обеспечивается его надежность, заданная техническими условиями.
Масса и габариты реле зависят от его мощности срабатывания, вида конструктивного оформления, числа контактных пар и эксплуатационных характеристик.
При отсутствии в конструкции реле подвижных механических элементов его быстродействие и надежность повышаются. Такое реле называется герметизированным контактом, или герконом. Геркон имеет малое контактное сопротивление, высокую чувствительность (малые токи срабатывания) и безыскровую коммутацию контактов.
Разъем - это электромеханическое устройство, предназначенное для соединения электрических цепей между блоками и функциональными ячейками с помощью кабелей, жгутов и печатного монтажа.
Разъем представляет собой соединение двух сборочных единиц - вилки и розетки, в изоляционных основаниях которых укреплены штыри и гнезда, образующие контактные пары. Кроме того, в конструкцию разъема входят также корпус, каркас, штырь-ловитель, ключ для правильного соединения вилки и розетки, элементы крепления.
По назначению разъемы классифицируются на высокочастотные и низкочастотные, а по применению - на межблочные и межъячеечные (внутриблочные).
Межблочные разъемы используются для соединения различных по назначению и конструкции блоков, а межъячеечные - только в разъемных конструкциях блоков, обеспечивающих легкосъемность и быстрое электрическое соединение функциональных ячеек как при сборке, так и при эксплуатации.
В зависимости от соединения контактных пар разъемы выполняются с гладкими плоскими и круглыми штырями, с пружинными гнездами, а также с гиперболоидной поверхностью гнезда или штыря.
Разъемы с гиперболоидной поверхностью гнезда или штыря наиболее надежны по сравнению с другими видами разъемов, так как контакт при этом осуществляется во многих точках гиперболоидной поверхности.
По форме разъемы бывают круглые и прямоугольные. Круглые используются в высокочастотном диапазоне и для межблочной коммутации, а прямоугольные чаще используются для внутри-блочных соединений.
Кроме того, по степени унификации различают разъемы стандартного, наборного и нестандартного типов.
К основным параметрам разъемов относятся следующие:
- надежность контактной пары;
- ее переходное сопротивление;
- рабочее напряжение и максимальный рабочий ток разъема;
- рабочий диапазон частот;
- число контактов;
- масса и габариты;
- срок службы;
- эксплуатационные характеристики.
Внутриблочные разъемы применяются для электрического соединения между собой функциональных ячеек с помощью печатного или проводного монтажа.
Межблочные разъемы служат для электрического соединения высоко- и низкочастотных цепей между блоками.