Реферат: Общие сведения о технологическом процессе сборки оптико-электронных приборов. Контрольно-юстировочные приборы
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
КАФЕДРА ЭТТ
РЕФЕРАТ НА ТЕМУ:
«ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ СБОРКИ ОПТИКО-ЭЛЕКТРОННЫХ ПРИБОРОВ. КОНТРОЛЬНО-ЮСТИРОВОЧНЫЕ ПРИБОРЫ»
МИНСК, 2008
Основные сборочно-юстировочные операции. Сборочные элементы.
Технологическим процессом называется часть производственного процесса, непосредственно связанная с последовательной сменой состояний продукта производства.
Технологический процесс сборки – это совокупность операций по соединению деталей и узлов в готовый прибор. Сборочными элементами, комплектующими прибор в целом, являются узлы и детали.
Узел представляет собой конструктивный и сборочный элемент изделия, который может быть собран и проверен самостоятельно и независимо от других узлов прибора.
Соединение деталей и узлов при сборке осуществляется таким образом, чтобы они имели заданное расположение, находились в заранее заданном взаимодействии, обеспечивали правильную работу и предписанную точность готового изделия. Для этого собираемые приборы подвергаются юстировке.
Юстировка – приведение прибора в рабочее состояние путем установки и ориентировки базовых элементов во взаимно правильное положение, при котором прибор имеет предписанные параметры и характеристики.
Юстировка – это качественное завершение сборочных операций прибора в соответствии с техническими требованиями. Юстировку механических узлов принято называть регулировкой, а электрических – настройкой.
Для несложных по конструкции оптико-электронных приборов юстировка выполняется после сборки. В сложных приборах юстируют и контролируют отдельные узлы, благодаря чему значительно упрощается процесс общей юстировки.
В ряде случаев юстировки представляет собой сложную задачу. Иногда она выполняется в несколько этапов (предварительная, окончательная).
Под выверкой понимаются приемы для настраивания прибора в процессе эксплуатации. При выверке используются специальные выверочные устройства, отладка которых осуществляется в процессе заводской юстировки таким образом, чтобы этими устройствами можно было пользоваться при эксплуатации прибора.
Построение технологического процесса сборки. Технологическая документация.
При разработке технологического процесса сборки прибора составляется технологический проект сборки – такая последовательность сборочных операций, при которой требуется наименьшее время на сборку. При составлении технологического проекта сборки используются исходные данные о производстве: основные, руководящие и вспомогательные.
К основным исходным данным относятся данные о производственном задании (номенклатура и размеры партий), чертежи и технические условия (ТУ) на изделие.
К руководящим исходным данным относятся общесоюзные и заводские нормали (на материалы, инструмент, приспособления и др.), планировка цеха и технологические инструкции.
Вспомогательными исходными данными служат данные технических справочников, информация по обмену опытом предприятий, рекомендации отделов организации и управления производством по НОТ.
Основными документами для изготовления, сборки и юстировки, проведения испытаний и приемки служат чертежи и ТУ. В ТУ устанавливаются общие требования ко всем ОЭП и указываются назначение прибора, технические требования к изготовлению, его комплектность, условия эксплуатации и хранения. В ТУ устанавливаются требования к выходным параметрам и характеристикам прибора (дальности действия, Г, 2W, качеству изображения, отношению сигн/шум, отделке, долговечности и т.д.), а также основные методы проверки этих требований, методы испытаний прибора и определяется место контрольно-измерительной аппаратуры, необходимой для приемки.
Этапы проектирования техпроцесса сборки:
1. Изучение конструкции и условий эксплуатации и условий эксплуатации собираемого изделия по ТУ и сборочным чертежам.
2. Изучение сборочного состава изделия по чертежам и определение базовых элементов, изучение технических требований на сборку.
3. Построение технологической схемы сборочного состава (схемы веерного типа): снизу вверх по рядам от деталей к узлам примерно одинаковой сложности и трудоемкости, вверху – изделие.
4. Построение схемы технологического процесса сборки (схемы сборки с базовой деталью).
5. Описание технологического процесса в технологической карте.
6. Проектирование и заказ оснастки.
Последовательность операций, выполняемых при сборке.
На сборку узлов и окончательную сборку подаются сборочные элементы: узлы, базовые и вспомогательные детали. Деталь, с которой начинается сборка, называется базовой. К вспомогательным деталям относятся различного рода прокладки, крепежные детали, а также не основные детали, устанавливаемые при окончательной сборке прибора.
При сборке выполняются следующие работы:
1. Соединение деталей и узлов.
2. Подгонка деталей и их совместная обработка в процессе сборки. Подгонка осуществляется путем притирки, обкатки и приработки деталей друг к другу. Применяются также шабрение и токарнопригоночные работы.
3. Электромонтажные работы. Электрическим монтажом называется совокупность рабочих приемов, при помощи которых осуществляется электрическое соединение функциональных элементов, входящих в состав узлов, блоков прибора, в соответствии с принципиальной электрической или электромонтажной схемой. На электромонтажной схеме, выполняемой в виде конструкторской разработки, графически представлено действительное расположение электрических элементов и монтажных проводов и даны все необходимые указания по производству электромонтажа.
4. Регулировка механизмов прибора производится для обеспечения заданной точности их работы (устранение “мертвых ходов” в зубчатых зацеплениях, смещение начала отсчета, установка щетки потенциометра на нуль в исходных положениях узлов и деталей механизмов и т.д.). Регулировка сопровождаются контролем точности взаимодействия механизмов и отсчетных устройств приборов.
5. Контрольно -юстировочные операции.
6. Вспомогательные операции: чистка оптики, чистка деталей, промывка электрических контактов, смазка, герметизация и т.д.
В связи с различными требованиями в отношении частоты при сборке механических и оптических узлов указанные виды сборочных операций разделяют территориально на механическую сборку и оптическую сборку, которая включает соединение оптических деталей и узлов с механическими и установку оптических деталей и узлов с оптикой на место в приборе.
Так как оптические детали прибора предназначены для прохождения светового потолка через прибор, то недопустимо загрязнение поверхности оптических деталей, поскольку оно уменьшает количество проходящей через прибор световой энергии. Особенно недопустимо загрязнение поверхностей, вблизи которых образуется промежуточное изображение. Поэтому в технологию сборочных работ обязательно вводят процесс чистки оптики.
Таким образом, сборка оптико-электронного прибора, как правило, проводится в такой последовательности: механическая сборка – пригонка – электромонтаж – регулировка – оптическая сборка – юстировка – чистка оптики.
После сборки осуществляется контроль выходных параметров и характеристик прибора. Для проверки эксплуатационной надежности проводятся испытания приборов в условиях, имитирующих условия эксплуатации. Под надежностью оптико-электронной аппаратуры понимается ее способность безотказно выполнять заданные функции с предписанной точностью в определенных условиях эксплуатации и времени.
В процессе сборки прибора пользуются сборочными базами.
Сборочные и юстировочные базы.
Сборочные базы – поверхности основных и вспомогательных баз, определяющие положение одной детали при ее работе в приборе относительно других, с которым она соединяется при сборке. Сборочные базы – это реальные поверхности, с помощью которых детали сопрягаются друг с другом.
Сборочная база узла – это линия или поверхность, определяющая положение узла относительно других узлов и относительно основной сборочной базы (базовой детали).
В оптико-электронном приборе должно быть обеспечено правильное взаимное расположение не только между механическими деталями (для правильной работы механической системы), но и между оптическими (для построения изображения и определения его положения в поле зрения), а также между оптическими деталями и приемниками лучистой энергии (для эффективной работы электронного канала).
Юстировочными базами называются любые оптические элементы, с помощью которых обеспечивается правильное взаимное положение схемных деталей в приборе.
Юстировочными базами детали (узла) служат элементы оптической детали (узла), определяющие направление лучей или положение изображения в приборе. Элементы детали: точки (узловая точка, вершина линзы, фокус линзы), линии (оптическая ось линзы, ребро призмы), плоскости (главная плоскость, грань призмы, плоскость главного сечения призмы). Указанные элементы оптических деталей, положение которых регулируется при сборке, определяют положение изображения или направления лучей.
На положение изображения и направление лучей влияют также показатель преломления, фокусное расстояние, радиус кривизны, угол отклонения, но они не зависят от сборки, а поэтому не могут быть базами.
Многие из указанных оптических элементов являются абстрактными, условными понятиями (главная плоскость, оптическая ось, визирная ось, главное сечение и т.д.), которые нельзя увидеть или ощутить материально, но можно обнаружить по их известным свойствам и использовать при юстировке.
Например, если в широкоугольном коллиматоре сместить сетку поперек оптической оси объектива, то при измерениях появится ошибка разномасштабности. Следовательно, оптическая ось объектива является юстировочной базой коллиматора. Юстировочными базами объектива служат его узловые точки. Юстировочной базой оптической поверхности является автоколлимационная точка, а оптического клина – плоскость главного сечения и др.
Оптические детали, как правило, имеют юстировочные и сборочные базы. Они должны быть соответствующим образом согласованы между собой (центрировка линз).
Все механические и оптические узлы и детали связаны с основной сборочной базой путем сопряжения базовых поверхностей узлов и деталей с базовыми поверхностями прибора. Это сопряжение осуществляется либо непосредственно совмещением указанных поверхностей, либо с помощью сопрягаемых размеров и соотношений.
Основной сборочной базой узла является та, которая связана с основной сборочной базой прибора.
Контрольно - юстировочные приборы.
Контрольно – юстировочным приборами называется группа измерительных приборов, посредством которых осуществляется контроль и приемка параметров отдельных деталей и узлов в процессе производства, а также юстировка при сборке с целью получения требуемых характеристик оптико-электронной системы.
Контрольно – юстировочные (КЮ) приборы общего назначения служат для юстировки и контроля свойств, общих для всех приборов данного вида. Кроме КЮ приборов общего назначения применяются специальные КЮ приборы юстировки и контроля свойств, присущих какому-либо прибору. Ряд специальных КЮ приборов комплектуется из приборов общего назначения.
КЮ приборы большей частью являются оптическими приборами (это зрительные трубки, динаметры, коллиматоры, автоколлимационные трубки, микроскопы и др.). Для юстировки оптико-электронной аппаратуры применяются также электроаппаратура и индикаторы (осциллографы, гальванометры, авометры и др.).
Точность юстировки зависит от чувствительности КЮ приборов. КЮ прибор является эталоном для контролируемой им серийной продукции. Поэтому неслучайно высокоточные теодолиты, нивелиты 1-го класса и др. используются часто в качестве КЮ приборов. Чувствительность КЮ приборов зависит от свойств самих приборов, а в визуальных приборах и от свойств глаза.
Многие определения в
процессе юстировки основаны на установке и наблюдении резкого изображения
объекта. Нерезкость изображения зависит от остаточных аберраций, допущенных при
расчете и сборке контрольных приборов. У КЮ приборов аберрации должны быть
ничтожными. В качестве контрольно – юстировочных приборов общего назначения
широко применяются: астрономические зрительные трубы (![]() =400, 600, 1200 мм) – для
юстировки телескопических систем и установки сетки в фокальной плоскости
объектива; гониометры – для контроля углов деталей, механизмов приборов,
лимбов; динаметры и лупы, динамометры – для измерения крутящих
моментов выходных валов механизмов; уровни – для установки приборов и
контрольно -юстировочных приспособлений, а также для горизонтирования валов. В
последнем случае уровни устанавливаются на двугранные призмы с углом 120°.
Кроме КЮ приборов в сборочном процессе используются вспомогательные оптические
детали: пентапризмы, прямой угол которых изготовляют с точностью 90°±5´´;
многогранные призмы для проверки углов механизмов методом
автоколлимации; плоскопараллельные пластинки, набор диоптрийных стекол в
пределах ±0,25 до ±5,0 дптр; линзы с фокусными расстояниями 2; 5; 10 м,
глубиномеры, толщемеры, индикаторы, проверочные плиты и другие инструменты и
приспособления. Кроме этого применяются измерительные микроскопы, нивелиры,
теодолиты.
=400, 600, 1200 мм) – для
юстировки телескопических систем и установки сетки в фокальной плоскости
объектива; гониометры – для контроля углов деталей, механизмов приборов,
лимбов; динаметры и лупы, динамометры – для измерения крутящих
моментов выходных валов механизмов; уровни – для установки приборов и
контрольно -юстировочных приспособлений, а также для горизонтирования валов. В
последнем случае уровни устанавливаются на двугранные призмы с углом 120°.
Кроме КЮ приборов в сборочном процессе используются вспомогательные оптические
детали: пентапризмы, прямой угол которых изготовляют с точностью 90°±5´´;
многогранные призмы для проверки углов механизмов методом
автоколлимации; плоскопараллельные пластинки, набор диоптрийных стекол в
пределах ±0,25 до ±5,0 дптр; линзы с фокусными расстояниями 2; 5; 10 м,
глубиномеры, толщемеры, индикаторы, проверочные плиты и другие инструменты и
приспособления. Кроме этого применяются измерительные микроскопы, нивелиры,
теодолиты.
Краткие сведения о контрольно - юстировочных приборах. Процесс юстировки сопровождается контролем изделий и определением конструктивных элементов оптических систем.
Как указано ранее, несмотря на большое количество и разнообразие оптических приборов, их можно подразделить на 9-10 групп, в соответствии с характером их оптических систем: зрительные трубы, микроскопы, фото и киноаппараты и т.д. Поэтому относительно небольшое количество контрольно – юстировочных приборов общего назначения наряду со специальными юстировочными приборами обеспечивают процессы юстировок всех оптических приборов. К контрольно - юстировочным приборам общего назначения относится:
1. Зрительные трубки.
2. Коллиматоры.
3. Автоколлимационные трубы.
4. Оптические скамьи,ОСК-2, ОСК-3 и др.
5. Гониометры.
6. Толщемеры.
7. Динаметры.
8. Прибор Юдина.
9. Апертометр Аббе.
10. Уровни.
11. Вспомогательные оптические детали.
12. Различные измерительные инструменты.
ЗРИТЕЛЬНЫЕ ТРУБКИ.
Для повышения общего
увеличения системы, а также при юстировке приборов применяют зрительные трубки с
![]() =100 мм и увеличением
порядка 4x и других параметров, а также
диоптрийные трубки.
=100 мм и увеличением
порядка 4x и других параметров, а также
диоптрийные трубки.
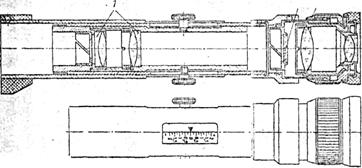
Рис.1. Диоптрийная трубка
Диоптрийная трубка
применяется, в основном, для установки нулевого деления диоптрийной шкалы
окуляра, а также для определения параллакса со стороны окуляра прибора. Диоптрийная
трубка, изображенная на рис.1, представляет собой телескопическую систему с
увеличением 4x и состоит
из объектива 1, сетки 2 и окуляра 3 (![]() =80 мм;
=80 мм; ![]() =20 мм; Гок=12,5x).
=20 мм; Гок=12,5x).
Окуляр имеет диоптрийную наводку в пределах ±5 дптр для установки на резкость изображения сетки по глазу наблюдателя. Установка дополнительного объектива 1 превращает диоптрийную трубку в микроскоп-динаметр для измерения размеров зрачков выхода и удаления зрачка выхода от наружной поверхности окуляра.
КОЛЛИМАТОР.
Коллиматором называется оптическая система объектива, в фокусе которой помещена мира или сетка (рис.2).
Поскольку изображение освещенной миры или сетки находится в бесконечности, то коллиматором имитируется удаленный предмет.
|
|
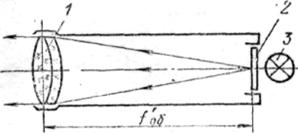
Рис.2. Схема коллиматора:
1 – объектив; 2 – сетка или мира;3 – источник света
Коллиматором может служить зрительная трубка с сеткой, установленная на бесконечность; при этом со стороны окуляра устанавливается источник света.
Некоторые коллиматоры имеют револьверное устройство, в котором находится сетка, мира и окуляр.
Для определения разрешающей способности оптических систем в фокусе коллиматора помещают миру.
Мира представляет собой испытательную таблицу (рис.3,а), в которой расстояние между штрихами меняется по определенному закону. Мира состоит из 25 групп, каждая из них состоит из четырех квадратов (рис.3,б), в которых нанесены штрихи в четырех направлениях. В каждой мире ширина штрихов при переводе от группы №1 к группе №25 убывает на 6%.
Ширина штрихов равна осевому расстоянию между двумя соседними темными или светлыми штрихами.
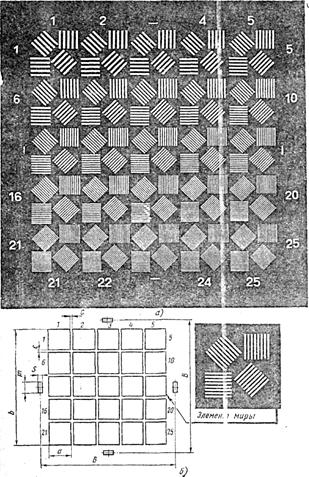
Рис.3. Мира и ее элементы
ЛИТЕРАТУРА
1. Малов А.Н., Законников Обработка деталей оптических приборов. Машиностроение, 2006. - 304 с.
2. Бардин А.Н. Сборник и юстировка оптических приборов. Высшая школа, 2005. - 325с.
3. Кривовяз Л.М., Пуряев Д.Т., Знаменская М.А. Практика оптической измерительной лаборатории. Машиностроение, 2004. - 333 с.
| Оптоволоконные линии связи | |
|
Обзор существующих методов передачи на волоконно-оптических системах передачи городских телефонных сетей. 1.1.Принципы построения и основные ... Конструкция ОК-8 приведена на рис.1. 7. Оптические волокна 1 (многомодовые, ступенчатые) свободно располагаются в полимерных трубках 2. Скрутка оптических волокон - повивная ... Величина изоляции порта 1 от порта 2, т. е. потери А21 = -10 lg P1/P2 так же как и в случае оптического изолятора, определяются степенью разведения поляризованных лучей в ... |
Раздел: Рефераты по информатике, программированию Тип: реферат |
| Передающее устройство одноволоконной оптической сети | |
|
... пропускной способности каналов волоконнооптических систем передачи путём передачи сигналов по одному оптическому волокну в двух направлениях Оптические волокна 1 (многомодовые, ступенчатые) свободно располагаются в полимерных трубках 2. Скрутка оптических волокон - повивная, концентрическая. Окончательное решение о выборе той или иной марки излучателя принимается на основании соответствия технических характеристик прибора требуемой длине волны излучения, ширине спектра ... |
Раздел: Рефераты по радиоэлектронике Тип: реферат |
| Оборудование летательных аппаратов | |
|
Практическая работа N12-6 СИСТЕМА ВОЗДУШНЫХ СИГНАЛОВ СВС-72-3 (Продолжительность практической работы - 4 часа) I. ЦЕЛЬ РАБОТЫ Целью работы ячвляется ... - каталог деталей и сборочных единиц, 7. оптические приборы - их работа основана на законах оптики |
Раздел: Рефераты по авиации и космонавтике Тип: реферат |
| Проект высокоскоростной локальной вычислительной сети предприятия | |
|
... принципов построения сетей 3 1.1. Понятие локальной вычислительной сети (ЛВС) 3 1.2. Классификация ЛВС 3 1.2.1. По расстоянию между узлами 3 1.2.2. По ... Данное руководство по волоконно-оптическим коннекторам дает краткое описание наиболее распространенных типов коннекторов, доступных для использования с любым типом волоконно ... ... 64 байт, или имеющие ошибки), так как выявление ошибок может происходить только при чтении всего кадра и сравнения рассчитанной контрольной суммы с той, которая записана в поле ... |
Раздел: Рефераты по информатике, программированию Тип: реферат |
| Хромирование деталей на подвесках | |
|
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ КАЗАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ Институт нефти ... Не допускается: отсутствие покрытия, за исключением мест, отмеченных на чертеже и мест контакта детали с подвеской; дендритообразные наросты и шероховатость, за исключением ... Контрольно-измерительное оборудование состоит из комплекта универсального инструмента, комплекта эталонов, луп с десяти- и тридцати - кратным увеличением, набора реактивов ... |
Раздел: Промышленность, производство Тип: курсовая работа |