Дипломная работа: Акустичний мікшерний пульт
Вступ
Використання електрообладнання в музичній сфері стало невід’ємним елементом в роботі з музикою, починаючи від створення музики, закінчуючи її прослуховуванням. Існує багато різноманітних видів обладнання для роботи з акустикою, і немаловажними серед всіх є пристрої змішування акустичних сигналів. Необхідність накладати декілька електричних акустичних сигналів один на одного породила створення цього класу приладів - мікшерів. Мікшери стали найважливішими елементами в процесах створення та запису музики, та інших акустичних програм.
Сфера застосування мікшеру дуже широка, мікшери використовуються на радіостанціях, телебаченні, студіях звукозапису, на концертах та в багато інших місцях.
Існують різноманітні види мікшерів, відрізняючихся конструкцією, за призначенням, та ін., але в переважній більшості пристрої змішування акустичних сигналів – це мікшерні пульти. Пультами вони називаються тому, що використовуються для керування декількома вхідними акустичними сигналами та змішування їх в один канал.
Мікшерні пульти поділяються на наступні основні типи:
- Студійні мікшерні пульти – багатоканальні (десятки вхідних каналів), використовуються в студіях звукозапису, там де необхідно скласти велику кількість акустичних сигналів. Вони робляться тільки стаціонарними, мають великі габаритні розміри та масу. Мають дуже велику вартість.
- Концертні мікшерні пульти – вони використовуються при проведення концертів для зведення акустичних сигналів музичних інструментів та подавання змішеного сигналу на акустичні портали.
- Радіотелевізійні – використовуються в телерадіокомпаніях для підготовки телерадіол програм.
- DJ мікшерні пульти – використовуються в клубах для змішування декількох відтворювачів звуку та мікрофону для створення музичних програм.
Dj мікшерні пульти на відмину від всіх інших пультів завдяки своєї спеціалізації мають на багато більшу аудиторію користувачів. Вони мають невеликі габаритні розміри, масу, вартість. Використовуються паралельно з аудіо програвачами та підсилювачами звуку утворюючи акустичну систему.
Сфера виробництва Dj мікшерних пультів користується щільною увагою виробників акустичного обладнання, як дуже прибуткова і перспективна галузь виробництва.
1. Склад та аналіз технічного завдання
1.1 Аналіз вимог до конструкції пристрою
Мікшерний пульт представляє собою пристрій для комутації декількох пристроїв відтворювання звуку, мікрофонів з акустичними колонками або акустичним порталом, з можливістю корегування параметрів вхідного та вихідного сигналу.
Для виконання своєї первинної функції він повинен мати змішуючий блок. У блока повинні бути такі виводи:
· входи кожного каналу аудіо сигналів відтворювачів і мікрофону.
· виходи головного каналу, монітору, навушників.
З виходів головного каналу буде зніматись сигнал для подачі на наступний підсилювач, для подачі на акустичні колонки. Для підключення апаратури на виході каналу повинен бути стандартний штекер типу RCA з розділенням на лівий та правий канали. У разі необхідності сумісність з професійним обладнанням можна зробити виходи типу XLR на кожний канал.
До пульта можуть приєднуватись різноманітні пристрої відтворення звуку, з різними параметрами сигналу. Для узгодження вихідного рівня приєднаних пристроїв з режимом роботи мікшера на вході пристрою повинен бути регулятор чутливості.
Для корегування частотних параметрів вхідного сигналу, на кожному каналі повинен бути еквалайзер, не менше ніж трьох смуговий. Для корегування нижнього діапазону частот, середнього та верхнього.
В тракті кожного стерео каналу повинен бути регулятор гучності. Він повинен знаходитись перед блоком змішування сигналів, після еквалайзеру.
Повинна бути можливість прослуховування кожного каналу в навушниках, з можливістю вибору каналів для прослуховування, як кожного окремо, так і вибірково по декілька.
Акустичні канали з програвачів підєднуються в блок змішування через кроссфейдер. В блоці змішування сигнали відтворювачів і сигнал мікрофону змішуються в один стерео канал.
На виході блоку змішування повинен бути вихідний підсилювач, з регулюванням гучності головного вихідного каналу (мастер каналу). Для попередження перевантаження мастер каналу повинен бути графічній індикатор на кожний моно-канал.
Повинна бути передбачена можливість виводу мастер каналу на навушники з та без виводу цього ж сигналу на мастер вихід пристрою.
Для більш якісного мікшування звукових потоків, можливе використання лічильнику ритму: лічильник кількості ударів на хвилину з цифровим індикатором на якому відображується останнє значення ритму. В ньому повинна бути можливість вибору каналу, ритм якого необхідно бачити.
1.2 Розробка технічного завдання
Виходячи з вимог конструкції конкретизуємо завдання пристрою:
· На входи підключення звуковідтворювачів встановлюється попередній підсилювач для узгодження пристрою з джерелами сигналу. Параметри такі:
o Робочій діапазон: 20-20000 Гц
o Відношення сигнал \ шум, не менше - 80 дБ
o Номінальна вхідна напруга – 0,25 В
o Коефіцієнт гармонік в номінальному частотному діапазоні, %, не більше 0,05
· Мінімум трьох смуговий еквалайзер для корекції вхідних сигналів. Регулювання в діапазоні ± 11дБ, для кожного каналу, та окремо для сигналу мікрофону.
· Входи:
o 2 основних стерео канали
o 1 мікрофонний моно-канал
· Виходи:
o основний вихідний стерео канал (головний мікс)
o вихід для монітору
o вихід для навушників
· Динамічний діапазон 130 дБ
· Світлодіодні індикатори рівня сигналу на входах кожного каналу, окрім мікрофонного, та на головному вихідному каналі.
· Діапазон робочих частот – 20-20000Гц
· Відношення сигнал \ шум, не менше 80 Дб
· Коефіцієнт гармонік в номінальному частотному діапазоні, %, не більше 0,25
· Перевантажувальна здатність на входах, дБ 15-20
· Блок живлення під напругу мережі живлення 220В, 50Гц
· Надійний та міцний корпус, здатний захистити прилад від механічних пошкоджень, та електромагнітних впливів.
1.3 Склад ТЗ
1) Найменування, та область застосування виробу
Акустичний мікшерний пульт, застосовується для змішування декількох акустичних сигналів з можливістю підстроювання рівня сигналу та АЧХ кожного каналу.
Мікшерний пульт використовується при виступі музикантів на концертах, для змішування сигналу з декількох інструментів або програвачів.
2) Підстава для розробки
Підставою для розробки є завдання на курсовий проект видане кафедрою КіВРА.
3) Мета та призначення розробки
Метою роботи є розробка конструкції мікшеру, який характеризується порівняно низькою собівартістю, зручністю експлуатації та при цьому необхідною якістю обробки: зробити пристрій з оптимальним відношенням параметрів ціна \ якість.
4) Технічні вимоги
a) Склад виробу і вимоги до конструкції
Виріб являє собою мікшерний пульт, який складається з восьми блоків:
· Блоків обробки сигналу кожного каналу (4шт). По одному блоку на кожний моно-канал.
· Блоку обробки сигналу мікрофона
· Блок змішування каналів
· Блок обробки вихідного сигналу
· Блок живлення 220В \ 50Гц
· Всі блоки, за винятком блока живлення знаходяться на одній платі. При необхідності, або для оптимізації конструкції пристрій можливо розбити на блоки. Пристрій повинен бути розташований в одному корпусі з габаритними розмірами, мм, не більше:
· Довжина 500±2мм
· Ширина 200±3мм
· Висота 10±3мм
Маса не повинна перевищувати 1.0±0.1 кг.
b) Технічні характеристики
| Напруга живлення, В | 220 |
| Споживана потужність, не більше, Вт | 100 |
| Діапазон робочих частот, Гц | 20-20000 |
| Відношення сигнал\шум, не менше, дБ | 80 |
| Коефіцієнт гармонік, не більше, % | 0.1 |
| Кількість входів сигналу | 3 |
| Кількість виходів | 3 |
| Номінальна вхідна напруга, В | 0,25 |
| Максимальна вхідна напруга, В | 2,5 |
| Номінальна вхідна напруга мікрофонного входу, мВ | 1 |
| Номінальна вхідна напруга лінійного входу, В | 0,75 |
| Максимальна вихідна потужність, Вт | 10 |
c) Вимоги до надійності
Пристрій повинен бути відновлюваний і ремонтопридатний за ГОСТ 27.002-89.
| Середнє напрацювання на відмову, не менше, годин | 10000 |
| Ймовірність безвідмовної роботи на протязі 1000 годин, не менше | 0,9 |
| Середній час відновлення, не більше, годин | 2 |
| Середній строк служби, не менше, років | 3 |
d) Вимоги до технологічності
Вимоги до технологічності за ГОСТ 14.201-83. Рівень технологічності повинен бути зорієнтований на передові технології. Виготовлення деталей і складання повинні забезпечити зниження працеємності. Всі комплектуючі вироби повинні проходити вхідний контроль на відповідність вимогам ТУ.
e) Вимоги до стандартизації та уніфікації
В конструкції повинні бути максимально використані стандартні та уніфіковані деталі та вузли.
Коефіцієнт уніфікації повинен бути, не менше 0.6
Коефіцієнт стандартизації, не менше 0.4
f) Вимоги до складальних частин конструкції, сировини та експлуатаційних матеріалів
В конструкції повинні бути використані деталі та матеріали, що випускаються серійно промисловістю і дозволені до застосування в РЕА загального призначення.
g) Умови експлуатації і вимоги до технічного обслуговування і ремонту
Кліматичне виконання виробу УХЛ 4.2 – за ГОСТ 15150-69
| Робочі температури | Мінімальна | +10ºС |
| Максимальна | +35ºС | |
| Середня | +25ºС | |
| Граничні температури | Мінімальна | +1ºС |
| Максимальна | +40ºС | |
| Гранична відносна вологість, при 25 ºС | 80% | |
| Середня відносна вологість, при 20 ºС | 60% |
Норми механічного впливу за ГОСТ 25467-82
| діапазон частот, Гц | 1-35 |
|
прискорення, не більше, м/с2 (g) |
5(0.5) |
|
амплітуда вібропереміщення, не більше, мм |
0,8 |
| тривалість ударного імпульсу, мс | 10 |
|
пікове ударне прискорення, м/с2(g) |
150(15) |
| загальне число ударів тривалістю 2-15 мс, не більше | 10000 |
| тривалість одиночних ударів з прискоренням 150g, не більше мс | 3 |
h) Вимоги до електромагнітної сумісності до індустріальних радіозавад
Пристрій повинен відповідати вимогам до електромагнітної сумісності до індустріальних радіозавад за ГОСТ 22505-83.
5) Естетичні і ергономічні вимоги
Естетичні вимоги за ГОСТ 23852-79
Ергономічні вимоги за ГОСТ 16035-81
6) Патентно-правові вимоги
Патентно-правові вимоги не вимагаються
7) Вимоги до маркування та упаковки
Перетворювач повинен бути упакований в індивідуальну тару. Маркування на тарі і на перетворювачі проводити згідно ГОСТ 24388-88.
8) Вимоги до транспортування і зберігання
Транспортувати в упакованому вигляді згідно ГОСТ 23088-80 з параметрами:
| · тривалість ударного прямокутного імпульсу, не більше мс | · 10 |
|
· пікове прискорення при прямокутному імпульсі, · не більше м/с2 (g) |
· 750(25) |
| · частота ударного синусоїдального імпульсу, Гц | · 1-500 |
|
· пікове прискорення при синусоїдальному імпульсі, · не більше м/с2 (g) |
· 49(5) |
| · число ударів за хвилину, не більше | · 80 |
9) Вимоги до безпеки обслуговування
Пристрій повинен задовольняти умовам безпеки згідно ГОСТ 12.2.006-87. Потрібно забезпечити відсутність гострих кромок конструкції, наявність відкритих ділянок пристрою які знаходяться під струмом.
10) Економічні показники
Забезпечити мінімальну вартість продукції
Обсяг випуску 75 шт. за рік. Крім цих вимог необхідно забезпечити конкурентноздатність.
11) Стадії та етапи розробки
1. Технічне завдання.
2. Технічна пропозиція.
3. Ескізний проект.
4. Технічний проект.
5. Захист проекту.
2. Аналіз електричної схеми мікшера
2.1 Опис функціональної і структурної схеми мікшера
Функціональна схема пристрою.
На рис. 2.1 зображена функціональна схема пристрою.
Входи 1 і 2 – це стерео входи для підключення звуковідтворюючої апаратури. Вхід 3 призначений для підключення мікрофону, він моно-канал.
Блок обробки вхідного сигналу представляє собою каскади попереднього підсилювача з регуляторами деяких його параметрів (чутливість, коефіцієнт підсилення, та ін.). На кожний моно-канал окремий підсилювач (5 шт).
На виході блоку обробки вхідного сигналу, на кожному з стерео-каналів, рівень сигналу контролюється за допомогою графічних світлодіодних індикаторів.
В блоці частотного корегування сигнал проходить частотну обробку, для підвищення, або зменшення вибраних частотних складових сигналу, з подальшим підсиленням вихідного сигналу.
Сигнали з блоку частотного корегування подаються в блок змішування, який змішує сигнали на двох шинах: головного каналу та каналу навушників. В шину змішування каналу навушників сигнали з попереднього блоку можуть подаватись вибірково в різноманітних комбінаціях.
Блок вихідної обробки представляє собою вихідні підсилювачі з регуляторами їх параметрів. Він складається з двох каналів: головного вихідного каналу, та каналу навушників. На канал навушників може подаватися сигнал з шини змішування каналу навушників або з шини змішування головного каналу.
На виході блоку вихідної обробки рівень сигналу головного каналу контролюється графічним індикатором. Вихід цього каналу розділяється на вихід головний, та вихід монітору.
![]()
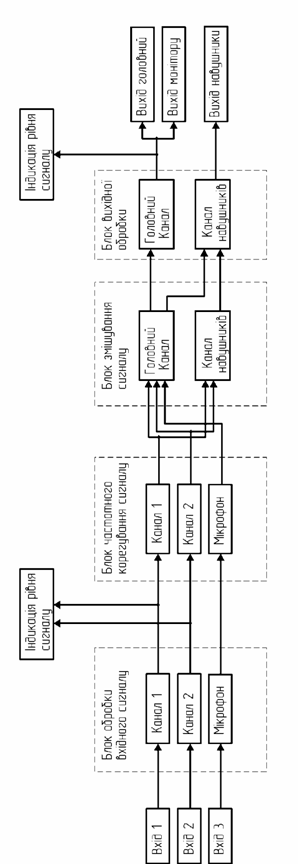
Рис. 2.1
Структурна схема пристрою.
Структурна схема пристрою зображена на рис. 2.2.
Пристрій складається з сукупності пяти трактів обробки звукового сигналу, 1 – 4 на 2 стерео входи та 5 канал мікрофону. Кожний тракт складається з попереднього підсилювача, еквалайзера та вихідного підсилювача тракту.
Виходи 6, 7 – це вигоди головного каналу, з них сигнал подається на акустичні системи, монітори та на звуко-записуючі прилади. Виходи 8 та 9 – це вихід на навушники.
Попередній підсилювач підсилює вхідний сигнал, який подається з звуковідтворюючих пристроїв до необхідного рівня. Рівень сигналу вибирається регулюючим резистором. Для зручності настройки, на виході цього каскаду встановлюється світло-діодний індикатор рівня сигналу (СДІ), за його допомогою легко бачити рівень сигналу в каналі.
Після попереднього підсилювача сигнал проходить еквалайзер (Е). Де регуляторами можливо вибирати підсилення або придушення частотних складових сигналу.
Вихідний сигнал еквалайзера подається на шину змішування проходячи регулятори гучності каналу та кроссфейдер.
Кроссфейдер – це стерео потенціометр з перехресним включенням. Таким чином при русі ручки кросфейдера в один з боків, опір одного стереоканалу буде зменшуватись, а другого одночасно збільшуватись.
Після кроссфейду сигнали потрапляють в блок змішування, де сигнали окремо змішуються для каналу навушників, та головного вихідного каналу. На виході цього блоку буде два стереоканали. Один головний, другий для навушників.
Вихідні сигнали підсилюються до необхідного рівня, який контролюється світло-діодними індикаторами і подається на виходи.

Рис. 2.2
Канал мікрофону не проходить кроссфейдер, він розділяється на два однакових канали і подається в блок змішування на шину головного сигналу, для складання з лівим і правим каналами головного вихідного сигналу.
Головний вихідний сигнал паралельно може також подаватись на навушники.
2.2 Опис електричної принципіальної схеми пристрою
Електрична схема пристрою складається за наступних блоків:
· Попередній підсилювач акустичного сигналу звуковідтворювачів.
· Попередній мікрофонний підсилювач.
· П’яти смуговий еквалайзер.
· Підсилювач, регулятор гучності акустичного сигналу звуковідтворювачів.
· Підсилювач, регулятор гучності мікрофонного сигналу.
· Змішувач, вихідний підсилювач.
· Індикатор рівня сигналу (світлодіодний).
Розглянемо кожний з них окремо.
Попередній підсилювач акустичного сигналу звуковідтворювачів.
На рис 2.3 зображено електричну принципову схему попереднього підсилювача сигналу.
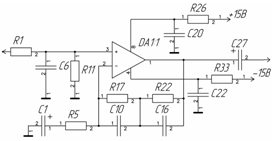
Рис. 2.3 - Попередній підсилювач сигналу
Схема базується на використанні операційного підсилювача в якості активного елемента. Операційний підсилювач використовується серії ВА4558. Серія цих операційних підсилювачів має велику розповсюдженість завдяки своїм характеристикам. Для використання в розробляєму пристої цей операційний підсилювач був використаний завдяки низькому рівні власного шуму.
Операційний підсилювач включений по схемі неінвертуючого підсилювача з негативним зворотнім зв’язком. Зворотній зв'язок в операційних підсилювачах характеризує параметри підсилення та частотні характеристики схем в яких використовуються. В даній схемі елементи зворотного зв’язку підібрані таким чином, щоб проводилася частотна корекція вхідного сигналу акустичних відтворювачів.
Схема має наступні технічні характеристики:
| Діапазон відтворюючих частот, Гц | 20-20000 |
| Відношення сигнал\шум, дБ, не меньше | 80 |
| Номінальна вхідна напруга, В | 0,25 |
| Коеффіцієнт гармонік в номінальному частотному діапазоні, %, не більше | 0,05 |
Попередній мікрофонний підсилювач.
На рис 2.4. зображено мікрофонний підсилювач.
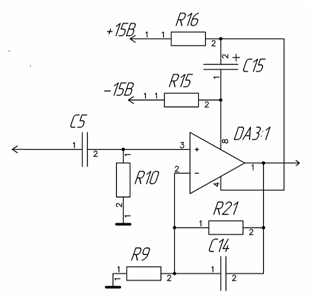
Рис 2.4 - Попередній мікрофонний підсилювач
Він має наступні технічні характеристики:
| Номінальна вхідна напруга, мВ | 1 |
| Номінальна вихідна напруга, мВ | 100 |
| Відношення сигнаш\шум, дБ | 60 |
| Рабочій діапазон частот, Гц | 20-20000 |
| Коефіціент гармонік, % | 0,05 |
| Максимальна вихідна напруга, В | 7 |
| Вхідний опір, кОм | 1 |
Мікрофонні підсилювачі використовуються для підсилення сигналів, маючих низьке значення напруги (0,2-2 мВ), до рівня 0,1-0,3 В.
Значення ЕРС на виході мікрофону дуже низьке, тому необхідно забезпечити в мікрофонному підсилювачі мінімальний рівень шумів, приведений до входу.
Ще одна вимога до мікрофонного підсилювача – це необхідність мати запас по перевантаженню не менше 26 дБ, що зменшує вірогідність появи значних нелінійних спотворень підсилює мого сигналу.
Для забезпечення описаних потреб був використаний операційний підсилювач, тому що операційні підсилювачі мають значні показники надійності, дуже низькі значення рівня шумів, прості в експлуатації.
Операційний підсилювач серії ВА4558 (Uвх.шума = 1 мкВ) включений по схемі неінвертуючого підсилювача з негативним зворотнім зв’язком, підібраним таким чином, щоб проходила відповідна корекція частотних характеристик мікрофонного сигналу: зменшення високих частот для рівномірної частотної характеристики підсилювача.
П’яти смуговий еквалайзер
Еквалайзер виготовлений на базі мікросхеми СХА135AS фірми SONY. Схема підключення мікросхеми зображена на рис. 2.5, вона рекомендована фірмою SONY для мікросхем СХА135AS. Регулятор балансу та гучності за ненадобністю достатньо зробити на підстроючому резисторі або на постійному резисторі, зафіксував максимальне значення гучності, та оптимальне значення балансу.
Схема має наступні технічні характеристики:
| Напруга живлення, В | 4-10 |
| Струм споживання, мА | 8 |
| Діапазон регулювання, дБ | -12 +14 |
| Діпазон регулювання гучності, дБ | 94 – 0 |
| Діапазон регулювання баланса, дБ | 66 – 0 |
| Коефіцієнт гармонік,% | 0,25 |
| Відношення сигнал\шум, дБ | 93 |
Напруга живлення мікросхеми еквалайзеру 4 – 10 В, наприклад стандарт – 9 В, напруга живлення всіх інших мікросхем в приладі – ±15В. Недоцільно робити додатковий блок живлення на 9В, тому живлення буде подаватись на мікросхему через резистор ний дільник, який буде зменшувати напругу живлення мікросхеми СХА135AS до необхідного рівня.
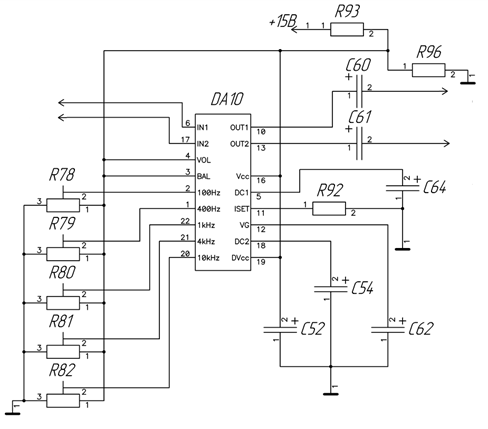
Рис. 2.5 - Еквалайзер п’яти смуговий
Змішувач акустичного сигналу.
На рис. 2.6. зображено акустичний змішувач двох стерео-сигналів.
Сам змішувач складається з резисторів R99 – R121, де R 107 та R108 регулятори гучності першого та другого каналів відповідно, а R117 – кроссфейдер.
Принцип роботи змішувача такий: на резисторах сигнал падає до низького рівня і після резисторів накладається один на одного, після цього отриманий змішаний сигнал низького рівня подається на підсилювач звукової частоти, де підсилюється до необхідного робочого рівня. Завдяки низьким рвням сигналів при змішуванні взаємний вплив сигналів різних каналів дуже низький, тому змішувач має добру розв’язку по каналам.
Вихідний підсилювач змішувача зроблений на базі операційного підсилювача включеного по схемі інвертуючого підсилювача, у такого підсилювача. Для змінювання коефіцієнту передачі підсилювача в зворотній зв'язок можливо вмикати змінний резистор.

Рис. 2.6 - Змішувач акустичного сигналу
Індикатор рівня сигналу (світлодіодний).
На рис 2.7 зображена схема світлодіодного індикатора рівня сигналу на 10 світлодіодах. Індикатор зроблений на мікросхемі LM3915, її напруга живлення 3 – 20 В. Максимальне значення вхідної напруги – 1,3 В, що відповідає акустичному сигналу. Світлодіоди з 1го по 6-ий повинні бути зеленими або синіми, 7,8 – жовтими, 9,10 – червоними.
На вхід подається сигнал паралельно з головним шляхом сигналу з виходів вихідних підсилюючіх каскадів.
Робочій рівень вхідного сигналу мікросхеми вибирається резисторним дільником напруги R161 R163.
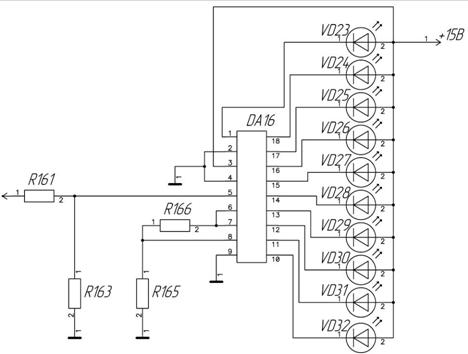
Рис. 2.7 - Світлодіодний індикатор рівня сигналу
2.3 Вимоги до електричних параметрів функціональних вузлів
Мікшерний пульт складається з декількох функціональних вузлів, всі вони повинні бути за можливістю малошумлячими, та мати малий коефіцієнт нелінійних спотворень для збільшення відношення сигнал шум. Не повинно бути в пристрої сильно випромінюючіх елементів, щоб зменшити вплив випромінювання на якість сигналу, та зменшити рівень шумів пристрою.
Для уніфікації та зручності всі блоки повинні мати однакову напругу живлення, щоб не робити для кожного блоку окремі блоки живлення.
Такі вузли, як вхідні підсилювачі, повинні бути витривалі до перавантажень порядку 20 дБ.
Вузел змішування сигналів повинен бути мало залежний від параметрів вхідного опору, щоб різкі зміни параметрів сигналу одного каналу не відображались на сигналах інших каналів. Це дасть добру розвязку між каналами.
В пристрої, для регулювання загального рівня сигналів каналу, та в кросфейдері, будуть використовуватись повзункові резистори (потенціометри). Це необхідно для зручного та наглядного керування гучності та співвідношення потужності каналів. Вони повинні бути якісні, щоб не виникало шумів та різких звуків при регулюванні.
3. Розробка та обґрунтування конструкції пристрою
3.1 Обґрунтування вибору конструкції
Проектуємий пристрій представляє собою, перше за все, пульт керування. Оператор, завдяки такому пульту, буде здійснювати різноманітні маніпуляції з звуковими сигналами. Тому особливу увагу, при розробці конструкції пристрою, треба приділяти питанням ергономіки, щоб у пристрою був інтуїтивно зрозумілий інтерфейс, всі органи керування були легко доступні та не заважали один одному.
Так як проектуємий пристрій – пульт, панель органів керування буде зверху пристрою, як зображено на рис. 3.1.

Рис. 3.1 - Загальний вигляд корпуса мікшерного пульта
Вхідна, вихідна та ін. комутація буде знаходитись на задній панелі, це сигнальні вхідні та вихідні роз`єми, роз`єми живлення. Виняток – вихідний роз`єм для навушників, він повинен знаходитись або на панелі органів керування, але так, щоб не заважати легкому доступу о всіх органів керування, або на передній панелі.
Такий варіант конструкції продиктований тим, що пристрій не використовується сам по собі, а використовується разом з іншою апаратурою утворюючи цілу систему. Тому загальна конструкція не повинна кардинально відрізнятись від інших пристроїв для зручного збирання системи. Ця система не є стаціонарною, вона збирається перед використання, та розбирається після закінчення роботи. Загальний вигляд системи в якій буде використовуватись проектує мий пристрій зображена на рис. 3.2.
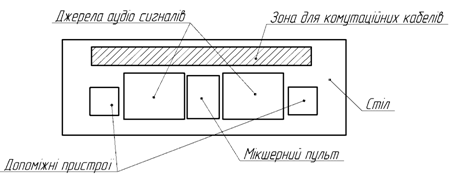
Рис. 3.2 - Загальний вигляд системи в якій використовується пульт
Всі компоненти системи розміщуються на столі, підєднуються один до одного сигнальними кабелями, підводяться кабелі живлення та вихідні сигнальні кабелі, тому зручно коли вони всі знаходяться позаду приладів. Їх легко збирати та розбирати, та вони не будуть заважати при роботі.
Мікшер не повинен сильно перевищувати висоту сусідніх приладів, та не бути набагато тоншим за них. Оптимальний варіант, це коли всі пристрої будуть однакової висоти. Так як на висоту таких пристроїв нема стандартів, і на стадії проектування невідомо з яким саме обладнанням буде використовуватись наш пристрій, то орієнтуватись треба на середнє значення висоти випускаємого обладнання, це 7-10 см.
Для зменшення впливу зовнішніх факторів на мікшер, для уникнення наводок, для зменшення вірогідності факторів викликаючи збільшення рівня шуму та погіршення якості сигналу, а також для збільшення міцності приладу та надійності корпус матеріалу буде металевий.
3.2 Компоновка передньої панелі пристрою. Урахування вимог ергономіки
Як було сказано, питанням ергономіки в проектуванні пристрою виділяється багато уваги, тому що для конструкції пульта це питання є одне з най головних. Від варіанту розташування компонентів керування буде сильно залежати компонування пристрою на блоки, та розміщення цих блоків в корпусі.
Загальна схема розташування органів керування має доволі стандартизований вигляд в усіх аналогічних пристроїв, вона зображена на рис. 3.3.

Рис. 3.3 - Зони для розташування органів керування
Площа панелі для органів керування розбивається на зони розділені на групи по призначенню:
1. Керування, підстройка вхідного сигналу, вибір режиму роботи входу: лінійний вхід, підсилення вхідного сигналу на попередньому підсилювачі, рівня вхідного сигналу.
2. Регулювання тембру сигналу (еквалайзер).
3. Міксування каналів: вибір гучності кожного каналу, вибір каналів для виведення на навушники, вибір процентного вмісту каналів в вихідному сигналі.
4. Регулювання сигналу виводимого на навушники.
5. Регулювання параметрів головного вихідного сигналу: гучність, баланс, гучність та баланс монітору.
З урахуванням розмірів використаних радіо-компонентів, та вимог ергономіки скомпонована панель керування буде мати вигляд рис. 3.4.

Рис. 3.4 - Вигляд панелі керування мікшерного пульта
1. Керування вхідними сигналами, індикація вхідних сигналів.
2. Еквалайзер
3. Керування змішуванням сигналів
4. Настройка вихідного сигналу, індикація його рівня.
Згідно схеми розташування органів керування можна розбити проектуємий пристрій на конструктивно-функціональні вузли.
3.3 Компоновка конструктивно-функціональних вузлів
В вибраному варіанті корпусу з горизонтальним розміщенням плат можливо зробити все на одній платі, або розбити на блоки, функціональні вузли.
Робити весь прилад на одній друкованій платі досить не ефективно, та не вигідно. Це призведе до її громіздкості, складності трасування, зменшення надійності, збільшенні витрат на виготовлення, а це в свою чергу зробить більшу ціну пристрою, зменшить його надійність та ускладнить можливий ремонт.
Щоб запобігти цім проблемам розіб’ємо плату на блоки.
Розбиття та спосіб розміщення в корпусі функціональних вузлів прямо залежить від передньої панелі пристрою, тому що передня панель має велику вагу в розробці приладу. В залежності від панелі пристрій розділено на функціональні вузли наступним чином:
1. блок вхідних каскадів
2. блок корекції тембру
3. блок змішування
4. блок вихідних каскадів
5. блок живлення
Схема розміщення вузлів в корпусі показана на рис. 3.5.
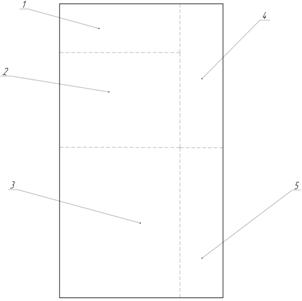
Рис. 3.5 - Схема розміщення функціональних вузлів в корпусі пристрою
Таким чином пристрій буде складатись з п’яти друкованих вузлів з’єднаних шлейфами та дротами. Далі блоки будуть нумеруватись А1, А2… А5 відповідно.
3.4 Розробка топології і конструкторсько-технологічні розрахунки плати
Розглянемо розрахунок елементів провідникового малюнку з врахуванням технології виготовлення друкованої плати.
Сторони прямокутної друкованої плати розташовані паралельно лініям координатної сітки. Оскільки в пристрої використовуються елементи з відстанями між виводами 2,54 мм, 1,76мм та 1,0 мм, то будемо використовувати координатну сітку з кроком дорівнюючим найменшому кратному дільнику цих трьох чисел, таким чином крок координатної сітки буде дорівнювати 0,04 мм. Провідниковий малюнок і отвори наноситься точно по координатній сітці. Базу координат зазвичай вибирають в лівому нижньому куту. Елементи провідникового малюнка розташовують від краю плати, або не металізованого отвору (діаметром більше 1.5 мм), на відстані не менше товщини плати.
Визначення розмірів друкованої плати.
Плати А2, А3, А4, А5, виходячи з компонування передньої панелі, мають габаритні розміри набагато більше необхідного мінімума для розташування на ній всіх елементів, та розведення плати, тому проблем розведенням цих плат не виникає. Під плату А1 виділено не багато місця, тому для неї доцільно зробити розрахунки мінімально необхідного розміру плати.
Розрахунок площі елементів
Під площею елемента розуміється площа самого елемента плюс площа необхідна для трасування.
Площа і-того елемента розраховується за формулою:
![]() ,
,
де a та b – габаритні розміри елемента; m – коефіцієнт, що залежить від складності плати (0.85…0.9), беремо 0.9; n = 0.2; K – кількість виводів елемента;Kз - кількість задіяних виводів елемента.
А1:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Розрахунок площі плати
 ,
,
де ![]() - площа
і-того елемента; Kщ
– коефіцієнт щільності розташування, що залежить від складності плати (0.8…1),
беремо 0.9.
- площа
і-того елемента; Kщ
– коефіцієнт щільності розташування, що залежить від складності плати (0.8…1),
беремо 0.9.
![]()
Вибираємо плату розміром 128х58мм.
Ці розміри – це мінімально необхідні розміри плати для того, щоб розмістити на ній елементи, та провести трасування.
Розрахунок розмірів контактних площадок та ширини провідників.
Визначення ширини провідників
Розрахуємо номінальне значення ширини провідника t:
![]()
t - номінальне значення ширини провідника:
![]() - нижнє граничне відхилення провідника (для друкованих плат другого
класу точності
- нижнє граничне відхилення провідника (для друкованих плат другого
класу точності ![]() = 1 мм. [1, ст.
302, таб.12.6].
= 1 мм. [1, ст.
302, таб.12.6].
![]()
Де -![]() максимальний струм,
протікаючий по провіднику (для нашого пристрою
максимальний струм,
протікаючий по провіднику (для нашого пристрою ![]() не
більше 100мА); jмax - максимально допустима густина струму
(для нашого пристрою jмax =25A/мм2; hф - товщина
фольги (hф = 0.035 мм).
не
більше 100мА); jмax - максимально допустима густина струму
(для нашого пристрою jмax =25A/мм2; hф - товщина
фольги (hф = 0.035 мм).
![]()
Номінальне значення ширини провідника:
t = 0,114 + 0,1 = 0,214 мм
Для плати другого класу точності номінальне значення провідника дорівнює 0.25 мм.
Ширина провідника визначається з урахуванням густини струму яка проходить через провідник ( 20А/мм2.) і струму, що проходить через провідник.
Також ширина провідника обмежується знизу методом виготовлення плати.
Визначимо ширину провідника за наступною формулою:
![]()
де, I – величина струму, I=0,15А.
![]()
Визначення ширини зазорів між провідниками
Величину зазорів вибираємо з точки зору технології 0.3мм (хімічний метод), оскільки великих напруг на платі між провідниками нема.
Визначення типу і розмірів контактних площадок
Номінальне значення діаметру монтажного отвору, для всіх елементів (крім SMD) розраховують за формулою:
![]()
![]() - максимальне значення діаметру виводу;
- максимальне значення діаметру виводу;
![]() - різниця між мінімальним значенням діаметру виводу;
- різниця між мінімальним значенням діаметру виводу;
![]() - нижнє граничне відхилення номінального значення діаметру
- нижнє граничне відхилення номінального значення діаметру
Розрахуємо номінальне значення діаметру монтажного отвору для елементів пристрою:
![]() = 0,6 мм;
= 0,6 мм; ![]() = 0,1 мм;
= 0,1 мм; ![]() = 0,2 мм
= 0,2 мм
![]() = 0,6 + 0,1 + 0,2 = 0,9 мм
= 0,6 + 0,1 + 0,2 = 0,9 мм
Мінімальне значення діаметру контактної площадки знаходиться за формулою:
![]()
![]() - діаметр монтажного отвору; d = 0.9 мм;
- діаметр монтажного отвору; d = 0.9 мм;
![]() - допуск на отвори,
- допуск на отвори, ![]() = 0.1
мм;
= 0.1
мм;
![]() - гарантійний поясок на зовнішньому слої,
- гарантійний поясок на зовнішньому слої, ![]() =
0.1 мм;
=
0.1 мм;
![]() - верхня границя відхилення ширини провідника з покриттям
- верхня границя відхилення ширини провідника з покриттям
![]() = 0.08 мм;
= 0.08 мм;
![]() - нижня границя відхилення ширини провідника з покриттям
- нижня границя відхилення ширини провідника з покриттям
![]() =0.08 мм;
=0.08 мм;
![]() - допуск на розташування отворів,
- допуск на розташування отворів, ![]() =
0.15 мм;
=
0.15 мм;
![]() - допуск на розташування контактних площадок,
- допуск на розташування контактних площадок, ![]() = 0.25 мм.
= 0.25 мм.
D = 0.9 + 0.1 + 2 ∙ 0.1 + 0.08 + (0.152 + 0.252 + 0.082)1\2 = 0.6 мм Вибираємо рекомендоване значення D = 1.8 мм.
Тепер приведемо значення основних параметрів друкованого малюнка:
o товщина провідників hф = 0.035 мм;
o ширина провідників t = 0.25 мм;
o відстань між краями провідників Smin = 0.45 мм;
o діаметр монтажних отворів в платі d1 = 0.9 мм
o резисторів, конденсаторів), d2 = 1.6 мм (для підстроювального резистора
o діаметр контактної площадки для виводів живлення 220В D220=4мм
o мінімальний діаметр контактних площадок D = 1.6 мм.
Використовуючи отримані данні проведемо трасування електричних плат мікшерного пульта.
3.5 Розробка конструкції деталей і вибір конструкційних матеріалів
Вибір резисторів.
При виборі резисторів враховуємо наступні показники:
- електричні характеристики;
- вартість;
- надійність;
- конструктивні характеристики;
- гранична температура;
- шуми.
Оцінку проводимо за методикою викладеною у [7].
Так як жоден тип резисторів не переважає над іншими за всіма показниками, то при виборі оптимального типу резистора варто керуватися компромісним варіантом. Кожному показнику привласнюється вага в залежності від важливості критерію, кожному типу резистора привласнюється бал. Оцінку робимо за десятибальною шкалою. Результати оцінок зібрані в таблицю 1.
Таблиця 3.1 - Результати оцінок резисторів
| Параметр | Вагов. коеф. | Тип резистора | |||||
| SMD 0603 | С2-23 | С4-1 | |||||
| Вартість, гр/шт | 0,2 | 0,1 | 5 | 0,15 | 6 | 0,14 | 4 |
| Напрацювання на відмову мін. год. | 0,2 | 30000 | 4 | 30000 | 4 | 30000 | 4 |
| Габарити(для 0,125 Вт), мм | 0,2 | 1 х 2 | 5 | 6х2 | 7 | 11х5 | 3 |
| Маса, г | 0,15 | 0,5 | 5 | 1 | 7 | 1,8 | 4 |
| Максимально допустима напруга, В | 0,05 | 220 | 8 | 250 | 6 | 220 | 5 |
| Рівень шумів, мкВ/В | 0,15 | 1 | 5 | 1 | 7 | 10 | 3 |
| Максимальна робоча температура, °С | 0,05 | 125 | 4 | 155 | 5 | 350 | 8 |
| Сумарна кількість балів | 7,9 | 6,05 | 3,9 |
Таким чином, згідно сумарного коефіцієнту ефективності вибираємо резистори типа SMD 0603, що набрали найбільшу кількість балів.
Таблиця 3.2 - Параметри резистору SMD 0603
| Тип | Розмір, мм | Номінал | напрацювання на відказ, год | ТКО | максимальна робоча температура | допустиме відхилення опору від номінальн |
| SMD 0603 | 1 х 2 | 50(1%),75(1%),10К | 20000 | ±(0.007…0.1) %/°C | +125°C | ±10% |
Вибір конденсаторів
Так як існують типи конденсаторів електролітичні і неелектролітичні, котрі перекривають весь необхідний нам діапазон.
Параметри оцінки:
- габаритні розміри;
- вартість;
- технологічність установки;
- вологостійкість;
- діапазон робочих температур,
- допустиме відхилення ємності від номінальної;
Результати приведені в таблицях 3.3 та 3.4.
Таблиця 3.3 - Результати оцінки електролітичних конденсаторів
| Тип | Вартість гр./шт. | Габарити, мм | Волого-стійкість | Маса, г | Діапазон температур | Зміна параметра, % | Сумарний коеф. |
| 0,25 | 0,3 | 0,15 | 0,1 | 0,1 | 0,1 | ||
| К50-6 | - | - | - | 0,8 | -20 +70 | -10+50 | 4,1 |
| 7 | 7 | 7 | 7 | 9 | 6 | ||
| К50-35 | - | - | - | 0,6 | -40 +70 | -10+50 | 5,11 |
| 6 | 5 | 5 | 6 | 6 | б | ||
| К50-16 | - | - | - | 1,2 | -20 +70 | -10+35 | 6,85 |
| 5 | 4 | 6 | 5 | 5 | 5 |
Вибираємо конденсатори типа К50 - 16, які набрали найбільшу кількість балів.
У якості неелектролітичних конденсаторів можна використовувати наступних типів:
Таблиця 3.4 - Результати оцінки неелектролітичних конденсаторів
| Тип | Вартість гр./шт. | Габарити, мм | Волого-стійкість | Маса, г | Діапазон температур | Сумарний коеф. |
| 0,25 | 0,3 | 0,15 | 0,1 | 0,1 | ||
| SMD 0603 | 6 | 5 | 5 | б | б | 5,55 |
| КМ-6 | 5 | 4 | 5 | 4 | 5 | 4.4 |
| КД-2 | 5 | б | 5 | 5 | 5 | 5.3 |
Вибираємо конденсатори типу SMD 0603, які набрали найбільшу кількість балів.
Обґрунтування конструкційних матеріалів.
Матеріал корпусу
Враховуючи те, що розробляємий пристрій буде постійно транспортуватись, він повинен мати міцний корпус, здатний захістити прилад від механічних впливів здатних його пошкодити. Також корпус повинен бути здатен захістити пристрій від впливу електромагнітних впливів, через які можливе погіршення якості сигналу,тому що в схемі присутні ланки з низькими рівнями сигналів, на які легко можуть вплинути електричні завади.
З цих причин в якості матеріалу корпуса вибрано сталь.
Деталі корпуса будуть виготовлятися штампуванням, тому сталь необхідно вибирати придатну до штамповки. Для виготовлення корпуса використаємо сталь марки 08Ю ГОСТ 9045 – 93, вона задовольняє всім заданим параметрам та вимогам розробляємого приладу.
Матеріал друкованих плат
При виборі матеріалу для друкованої плати необхідно врахувати наступні параметри:
- tgδ
- модуль пружності
- теплостійкості
- діелектрична проникність
- електрична проникність
- вологостійкість
Для вибору матеріалу друкованої плати нам необхідно одна плата з одностороннім фольгова ним покриттям та дві з двостороннім фольгова ним покриттям, візьмемо декілька матеріалів і розглянемо їх характеристики (таб.3.4) і виберемо найкращий з них.
Таблиця 3.5 - Матеріали друкованих плат
| Тип матеріалу | tgd |
Модуль пружності кг/см |
Тепло-стійкість, °С |
Діелектр. проникненість |
Електр.Проникненість КВ/мм |
Вологостійкість |
| ГФ-2-Н | 0.6 | 1.2 | 1.6 | 1.2 | 0.9 | 0.6 |
| СФ-2-1.5 | 1.28 | 2.4 | 1.8 | 0.9 | 0.7 | 0.8 |
По даним таблиці, вибираємо склотекстоліт фольгова ний СФ-2-1.5 і для плати з односторонньою фольгою СФ-1-1.5. цей матеріал має більшу вологостійкість та кращі електричні параметри як видно з таблиці.
4. Розрахунки, підтверджуючі робото здатність пристрою
4.1 Розрахунок теплового режиму
Визначальними параметрами для розрахунку є питомі потужності розсіювання блоку приладу в цілому та нагрітої зони qк та q3 відповідно:
qк=P0/Sк
q3= P0/S3
де P0 – потужність, що розсіюється приладом. В нашому випадку основна потужність виділяється на блоці живлення та невелика частина на платі. В загальному випадку P0=10Вт.
Sк – площа поверхні корпусу приладу;
S3 - умовна поверхня нагрітої зони.
Sк=2(l1∙l2+( l1+l2)∙l3)
S3=2∙(l1∙l2+( l1+l2)∙l3∙k3)
де l1, l2, l3 – відповідно довжина, ширина та висота корпусу;
k3 – коефіцієнт заповнення об’єму.
Sк=2∙(0,283∙0,166+(0,283+0,166)∙0,08)=0,166 м2
S3=2∙(0,283∙0,166+(0,283+0,166)∙0,08∙0,2)=0,108 м2
Тоді маємо qк=10/0,166 =60,2 Вт/м2; q3=10/0,108=92,6 Вт/м2
В загальному випадку перегрів корпусу герметичного апарату, що працює при температурі t=35°С відносно навколишнього середовища визначається залежністю:
υ1=0,1472∙qк-0,2962∙10-3 qк2+0,3127∙10-6∙qк3
де qк – питома потужність корпусу приладу, Вт/м2
υ1=0,1472∙60,2 -0,2962∙10-3 ∙60,2 2+0,3127∙10-6∙60,2 3= 7,3°С
Перегрів нагрітої зони визначається аналогічною залежністю
υ2=0,1390∙q3-0,1223∙10-3∙q32+0,0698∙10-6∙q33
де q3 – питома потужність нагрітої зони, Вт/м2
υ2=0,1390∙92,6-0,1223∙10-3∙92,62+0,0698∙10-6∙92,63=11,8°С
Зміна атмосферного тиску зовні корпусу впливає на перегрів корпусу приладу відносно температури навколишнього середовища, а в середині корпусу – на перегрів нагрітої зони відносно температури корпусу приладу. Наявність отворів враховується коефіцієнтом, який залежить від відносної площі отворів.
P=SП/(l1∙l2)
де SП – сумарна площа отворів, м2. В нашому випадку SП=0,01 м2.
Р=0,01/(0,283∙0,166)=0,21
по результатам експериментальних випробувань встановлена залежність
kП=0,29+1/(1,41+4,95∙Р)
справедлива в діапазоні значень: 0≤Р≤0,8.
kП=0,29+1/(1,41+4,95∙0,21)=0,69
Виходячи з цього визначається перегрів корпусу блока
υк=0,93∙КН1∙ kП
перегрів нагрітої зони
υз=0,93 kП(υ1∙ КН1+( υ2/0,93- υ1)∙ КН2),
коефіцієнт КН1 визначається тиском повітря зовні приладу:
КН1=0,82+1/(0,925+4,6∙10-5∙Н1),
а коефіцієнт КН2 залежить від тиску середовища у середині приладу та визначається за формулою:
КН2=0,80+1/(1,25+3,8∙10-6∙Н2),
де Н1 та Н2 – атмосферний тиск, МПа, зовні та у середині приладу відповідно. Виходячи з цього маємо:
КН1=0,82+1/(0,925+4,6∙10-5∙0,1)=1,9
КН2=0,80+1/(1,25+3,8∙10-6∙0,1)=1,6
υк=7,5∙1,9∙0,69=9,7°С
υз=0,93∙ 0,69 (16,2∙1,9+( 21,6/0,93- 16,2)∙ 1,6)=16,5°С
По отриманим даним визначаємо перегрів повітря у приладі
υв=0,6∙ υз
де υз – перегрів нагрітої зони.
υв=0,6∙26,5=15,9°С
Визначаємо середню температуру повітря у приладі за формулою:
Tв= υв+tc
де tc – температура оточуючого середовища;
Tв=15,9+35=50°С
Визначаємо температуру корпусу приладу за формулою:
Tк= υк+ tc
Tк=9,7+35=44,7°С
Визначаємо температуру нагрітої зони за формулою
Tз= υз+ tc
Tз=16,5+35=51,5°С
Отримані значення задовольняють роботоздатність пристрою.
4.2 Розрахунок віброміцності та удароміцності друкованої плати
Вібрації – це коливання конструкції, викликані періодичними впливами. Вібрації РЕА виникають при транспортуванні та експлуатації.
У результаті впливу вібрації можуть виникати механічні ушкодження елементів, порушитись контакти, цілісність пайок, різьбових та інших з’єднань.
Конструкція плати повинна бути вібростійкою і віброміцною. Вібростійкість визначає здатність апаратури до динамічних навантажень. Віброміцність визначає здатність апаратури витримувати без руйнування тривалі вібраційні навантаження.
Для розрахунку використаємо программу PLATA2VER21 згідно рекомендації [6, с. 44].
Вхідні данні для програми:
ρ - густина матеріалу
плати, ![]()
а, b, h - габаритні розміри плати, мм.
Габаритні розміри плат приведені в таблиці 4.1.
Таблиця 4.1 - Габаритні розміри друкованих плат
| Плата | Ширина, а, мм | Довжина, b, мм | Висота, h, мм | Маса елементів, М, г |
| A1 | 123 | 59 | 1,5 | 74 |
| A2 | 123 | 95 | 1,5 | 122 |
| A3 | 166 | 130 | 1,5 | 115 |
| A4 | 43 | 144 | 1.5 | 57 |
| A5 | 42 | 69 | 1,5 | 453 |
Для розрахунку параметрів друкованих плат введемо вихідні данні для розрахунку в програму PLATA.
Розрахунки проводяться для точки геометричної середини плат.
Нижче наведенні результати роботи програми для кожної з плат мікшерного пульта.
Плата А1
РАСЧЕТ ЧАСТОТНЫХ И АМПЛИТУДНЫХ ПАРАМЕТРОВ
ПЕЧАТНОЙ ПЛАТЫ
ИСХОДНЫЕ ДАННЫЕ:
длина платы, мм 59,0
ширина платы, мм 123,0
толщина платы, мм 1,500
способ закрепления сторон:
оперты четыре вершины
механические характеристики материала:
модуль упругости, ГПа 9,8
коэффициент Пуассона 0,20
плотность, г/см^3 1,90
КМП 0,32
предел прочности, МПа 245,0
предел выносливости, МПа 55,0
масса распределенных ЭРЭ, кг 0,074
параметры вибрационного воздействия:
частота, Гц 20,0
амплитуда, мм 1,250
виброперегрузка, g 2,00
параметры ударного импульса:
длительность, мс 5,0
амплитуда, g 25,00
форма - прямоугольная
РЕЗУЛЬТАТЫ РАСЧЕТА:
собственная частота платы, Гц 52,5
вибропрочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 25,000 60,000 2,472
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 1,888 0,023858 0,016735
ударная прочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 25,000 60,000 1,767
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,753 0,009519 0,006677
минимальные коэффициенты запаса прочности
материала платы в расчетных точках
относительно предела выносливости
sigv = 55,0 МПа
при вибрационных нагрузках n = 5,83
при ударах n = 14,61
Плата А2
РАСЧЕТ ЧАСТОТНЫХ И АМПЛИТУДНЫХ ПАРАМЕТРОВ
ПЕЧАТНОЙ ПЛАТЫ
ИСХОДНЫЕ ДАННЫЕ:
длина платы, мм 123,0
ширина платы, мм 95,0
толщина платы, мм 1,500
способ закрепления сторон:
оперты четыре вершины
механические характеристики материала:
модуль упругости, ГПа 9,8
коэффициент Пуассона 0,20
плотность, г/см^3 1,90
КМП 0,32
предел прочности, МПа 254,0
предел выносливости, МПа 55,0
масса распределенных ЭРЭ, кг 122,000
параметры вибрационного воздействия:
частота, Гц 20,0
амплитуда, мм 1,200
виброперегрузка, g 1,92
параметры ударного импульса:
длительность, мс 5,0
амплитуда, g 25,00
форма - прямоугольная
РЕЗУЛЬТАТЫ РАСЧЕТА:
собственная частота платы, Гц 1,7
вибропрочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 60,000 45,000 1,010
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,012 0,000012 0,000015
ударная прочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 60,000 45,000 1,000
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,000 0,000000 0,000000
минимальные коэффициенты запаса прочности
материала платы в расчетных точках
относительно предела выносливости
sigv = 55,0 МПа
при вибрационных нагрузках n = >100
при ударах n = >100
Плата А3
РАСЧЕТ ЧАСТОТНЫХ И АМПЛИТУДНЫХ ПАРАМЕТРОВ
ПЕЧАТНОЙ ПЛАТЫ
ИСХОДНЫЕ ДАННЫЕ:
длина платы, мм 166,0
ширина платы, мм 130,0
толщина платы, мм 1,500
способ закрепления сторон:
оперты четыре вершины
механические характеристики материала:
модуль упругости, ГПа 9,8
коэффициент Пуассона 0,20
плотность, г/см^3 1,90
КМП 0,32
предел прочности, МПа 254,0
предел выносливости, МПа 55,0
масса распределенных ЭРЭ, кг 115,000
параметры вибрационного воздействия:
частота, Гц 20,0
амплитуда, мм 1,200
виброперегрузка, g 1,92
параметры ударного импульса:
длительность, мс 5,0
амплитуда, g 25,00
форма - прямоугольная
РЕЗУЛЬТАТЫ РАСЧЕТА:
собственная частота платы, Гц 1,3
вибропрочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 80,000 125,000 1,004
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,005 0,000005 -0,000059
ударная прочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 80,000 125,000 1,000
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,000 0,000000 0,000000
минимальные коэффициенты запаса прочности
материала платы в расчетных точках
относительно предела выносливости
sigv = 55,0 МПа
при вибрационных нагрузках n = >100
при ударах n = >100
Плата А4
РАСЧЕТ ЧАСТОТНЫХ И АМПЛИТУДНЫХ ПАРАМЕТРОВ
ПЕЧАТНОЙ ПЛАТЫ
ИСХОДНЫЕ ДАННЫЕ:
длина платы, мм 43,0
ширина платы, мм 144,0
толщина платы, мм 1,500
способ закрепления сторон:
оперты четыре вершины
механические характеристики материала:
модуль упругости, ГПа 9,8
коэффициент Пуассона 0,20
плотность, г/см^3 1,90
КМП 0,32
предел прочности, МПа 245,0
предел выносливости, МПа 55,0
масса распределенных ЭРЭ, кг 57,000
параметры вибрационного воздействия:
частота, Гц 20,0
амплитуда, мм 1,200
виброперегрузка, g 1,92
параметры ударного импульса:
длительность, мс 5,0
амплитуда, g 25,00
форма - прямоугольная
РЕЗУЛЬТАТЫ РАСЧЕТА:
собственная частота платы, Гц 1,4
вибропрочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 20,000 72,000 1,007
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,008 0,000066 0,000000
ударная прочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 20,000 72,000 1,000
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,000 0,000000 0,000000
минимальные коэффициенты запаса прочности
материала платы в расчетных точках
относительно предела выносливости
sigv = 55,0 МПа
при вибрационных нагрузках n = >100
при ударах n = >100
Плата А5
РАСЧЕТ ЧАСТОТНЫХ И АМПЛИТУДНЫХ ПАРАМЕТРОВ
ПЕЧАТНОЙ ПЛАТЫ
ИСХОДНЫЕ ДАННЫЕ:
длина платы, мм 42,0
ширина платы, мм 69,0
толщина платы, мм 1,500
способ закрепления сторон:
оперты четыре вершины
механические характеристики материала:
модуль упругости, ГПа 9,8
коэффициент Пуассона 0,20
плотность, г/см^3 1,90
КМП 0,32
предел прочности, МПа 245,0
предел выносливости, МПа 55,0
масса распределенных ЭРЭ, кг 453,000
параметры вибрационного воздействия:
частота, Гц 20,0
амплитуда, мм 1,200
виброперегрузка, g 1,92
параметры ударного импульса:
длительность, мс 5,0
амплитуда, g 25,00
форма - прямоугольная
РЕЗУЛЬТАТЫ РАСЧЕТА:
собственная частота платы, Гц 1,5
вибропрочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 20,000 35,000 1,008
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,009 0,000053 -0,000043
ударная прочность:
коэффициенты передачи ускорений:
N точки x, мм y, мм eta(x,y)
1 20,000 35,000 1,000
относительные деформации:
N точки z, мм tet(x), рад tet(y), рад
1 0,000 0,000000 0,000000
минимальные коэффициенты запаса прочности
материала платы в расчетных точках
относительно предела выносливости
sigv = 55,0 МПа
при вибрационных нагрузках n = >100
при ударах n = >100
4.3 Розрахунок надійності за раптовими відмовами
Раптові експлуатаційні відмови є раптовими відмовами повноцінної по надійності радіоелектронної апаратури, що виникають в період нормальної експлуатації, коли прироблення пристрою вже закінчилося, а знос і природне старіння ще не настали. Раптові експлуатаційні відмови обумовлені чисто випадковими чинниками, такими як приховані внутрішні дефекти, які не можуть бути виявлені встановленою системою технологічного контролю; маловірогідні і тому не передбачені схемою і конструкцією відхилення режимів роботи, поєднання параметрів, концентрації зовнішніх навантажень і внутрішніх напружень, помилки операторів в період експлуатації.
Розрахунок ведеться по методиці, приведеній в [5, с. 96]. Початковими даними є схема електрична принципова з переліком елементів.
При визначенні надійності системи через відомі показники надійності її елементів вводять два припущення:
- відмови елементів системи статично не залежні
- відмова будь-якого елементу приводить до відмови системи, по аналогії з електричними ланками таку систему в теорії надійності називають послідовною.
Прийняті припущення дозволяють використовувати теорему множення вірогідності, яка після групування рівнонадійних елементів виглядає таким чином:
Розбиваємо елементи на рівнонадійні групи.
Розрахунок значень надійності для всіх рівнонадійних груп, що входять до складу ДВ приведений в таблиці 4.2.
Таблиця 4.2 - Розрахунок значень надійності рівнонадійних груп ЕРЕ
| № | Назва ЕРЕ |
К-сть Ni |
λ0і∙106, 1/год |
Кн | аі |
λ0і∙106∙аі,1/год |
tср, год |
Ni∙λ0і∙106∙аі,1/год |
|
||
| 1 | Резистор SMD 0603 | 144 | 0,006 | 0,5 | 0,82 | 0,005 | 0,5 | 0,72 | |||
| 2 | Конденсатор SMD 0603 | 44 | 0,012 | 0,7 | 0,75 | 0,009 | 0,5 | 0,396 | |||
| 3 | Конденсатор К50-16 | 63 | 0,012 | 0,7 | 0,75 | 0,009 | 0,6 | 0,567 | |||
| 4 | Операційний підсилювач ВА4558 | 10 | 1,11 | 0,7 | 1,04 | 1,154 | 0,5 | 11,54 | |||
| 5 | Світлодіод АЛ307Б | 22 | 0,062 | 0,7 | 1,22 | 0,076 | 0,5 | 1,672 | |||
| 6 | Діод 2Д-106А | 4 | 0,073 | 0,6 | 1,22 | 0,089 | 0,5 | 0,356 | |||
| 7 | Трансформатор | 1 | 0,14 | 0,2 | 2,5 | 0,35 | 0,5 | 0,35 | |||
| 8 | Мікросхема СХА1352AS | 3 | 1,11 | 0,4 | 1,04 | 1,154 | 0,5 | 3,462 | |||
| 9 | Мікросхема LM3915 | 4 | 1,11 | 0,6 | 1,04 | 1,154 | 0,5 | 4,616 | |||
| 10 | Потенціометр PTF60152A | 3 | 0,006 | 0,6 | 0,82 | 0,005 | 0,5 | 0,015 | |||
| 11 | Потенціометр PTV142B-4 | 22 | 0,006 | 0,6 | 0,82 | 0,005 | 0,5 | 0,11 | |||
| 12 | Стабілізатор LM7815 | 2 | 1,11 | 0,6 | 1,11 | 1,232 | 0,5 | 2,464 | |||
| ∑ | 26,268 | ||||||||||
В таб. 4.2 використані наступні скорочення:
- λ0і - інтенсивність відмов елементів i - ої рівнонадійної групи в номінальному режимі роботи;
- Кн – коефіцієнт навантаження;
- аі – поправочний коефіцієнт, що враховує вплив температури навколишнього середовища та електричного навантаження елемента. Для знаходження значень коефіцієнтів приведених в таб. 4.2 використано [5, с. 96], Т = 60°С.
Інтенсивність потоку відмов всього блоку визначається по формулі:
 ,
,
де ![]() - поправочний коефіцієнт, що
враховує умови експлуатації;
- поправочний коефіцієнт, що
враховує умови експлуатації;
![]() ,
,
де ![]() = 1.07;
= 1.07; ![]() = 2;
= 2; ![]() = 1, [5, табл. 4.3, 4.4,
4.5].
= 1, [5, табл. 4.3, 4.4,
4.5].
![]()
Інтенсивність потоку відмов всього блоку буде:
![]()
Тоді, середнє напрацювання на відмову буде визначається по формулі:
Отже, середнє напрацювання на відмову задовольняє умови ТЗ: напрацювання на відмову не менше 10000 годин.
Середній час відмовлення виробу складатиме:
 ,
,
де ![]() -
коефіцієнт одночасної заміни елементів,
-
коефіцієнт одночасної заміни елементів, ![]() = 2.5,
= 2.5, ![]() - середній час
відновлення елементу, год.
- середній час
відновлення елементу, год.
Визначимо коефіцієнт готовності:
![]()
Знайдемо ймовірність безвідмовної роботи:
![]()
5. Технологічна підготовка виробництва пристрою
5.1 Аналіз технологічності пристрою
Технологічність конструкції – це використання таких вузлів та деталей при конструюванні певного виробу, які при виконанні конструктивно-експлуатаційних вимог дозволяють застосування високопродуктивних, прогресивних методів виготовлення, можливість освоєння виробництва в якнайкоротший строк при мінімальних затратах на технічну підготовку виробництва – тобто деталь повинна мати мінімальну собівартість.
Аналіз технологічності конструкції будемо проводити за методикою, описаною в [3]. На основі складального креслення виробу, креслень складальних одиниць, специфікації та перечнів елементів складемо таблицю (табл.5.1), в яку занесемо всі використані вихідні дані.
Таблиця 5.1 - Вихідні данні для розрахунку технологічності
| № | Вихідні дані | Умовне позначення | Кількість |
| 1. | Кількість монтажних з¢єднань, що виконуються автоматизованим способом |
|
1032 |
| 2. | Загальна кількість монтажних з¢єднань |
|
1139 |
| 3. | Кількість мікросхем і мікро збірок |
|
30000 |
| 4. | Загальна кількість ЕРЕ у виробі |
|
429 |
| 5. | Кількість ЕРЕ, підготовка і монтаж яких ведеться механізованим способом |
|
351 |
| 6. | Кількість типів ЕРЕ |
|
11 |
| 7. | Кількість типів оригінальних ЕРЕ |
|
0 |
| 8. | Кількість деталей |
|
21 |
| 9. | Кількість деталей, виготовлених прогресивними методами |
|
7 |
На основі приведених у таб.5.1 вихідних даних вирахуємо відносні часткові показники технологічності.(для ІІ-го класу блоків ЕРА).
![]() Коефіцієнт використання мікросхем та мікро збірок:
Коефіцієнт використання мікросхем та мікро збірок: 
![]()
Коефіцієнт автоматизації і
механізації монтажу виробу: 
Коефіцієнт автоматизації і механізації підготовки ЕРЕ до монтажу:
Коефіцієнт повторюваності ЕРЕ:
![]()
Коефіцієнт застосовуваності ЕРЕ:
Коефіцієнт прогресивності формування деталей:
Складемо таблицю(таб. 5.2.), в яку занесемо дані часткових показників, і коефіцієнти, що показують вплив кожного з цих показників (коефіцієнти вагової значимості)
Таблиця 5.2 - Коефіцієнти вагової значимості
| Часткові показники | Значення показника | Ваговий коефіцієнт |
Величина |
|
|
0,986 |
1 |
0,986 |
|
|
0,906 |
1 |
0,906 |
|
|
0,818 |
0,75 |
0,613 |
|
|
0,974 |
0,5 |
0,487 |
|
|
1,0 |
0,3 |
0,3 |
|
|
0,667 |
0.3 |
0,2 |
На основі даних таб. 5.2. проведемо розрахунок комплексного показника технологічності за формулою:

Визначимо числове значення
базового комплексного показника технологічності ![]() :
:
![]() , де:
, де:
![]() - комплексний показник технологічності для виробу –аналогу;
- комплексний показник технологічності для виробу –аналогу;
![]() - коефіцієнт
складності (технічної досконалості) нового виробу у порівнянні з
виробом-аналогом;
- коефіцієнт
складності (технічної досконалості) нового виробу у порівнянні з
виробом-аналогом;
![]() - коефіцієнт, що враховує зміну технічного рівня основного виробництва
заводу-виробника нового виробу у порівнянні з заводом виробником
виробу-аналогу;
- коефіцієнт, що враховує зміну технічного рівня основного виробництва
заводу-виробника нового виробу у порівнянні з заводом виробником
виробу-аналогу;
![]() - коефіцієнти, що враховують застосування рівня організації виробництва
до праці заводу виробника виробу-аналогу;
- коефіцієнти, що враховують застосування рівня організації виробництва
до праці заводу виробника виробу-аналогу;
![]() - враховує зміну типу виробництва.
- враховує зміну типу виробництва.
Відповідно з рекомендаціями приведеними в[5],приймаємо:
![]()
![]()
![]()
Звідки:
![]() ;
;
Коли відомо комплексний
базовий показник технологічності Кб, оцінка рівня технологічності
розроблюваного виробу виражається відношенням досягнутого показника К до
базового Кб: ![]()
У випадку, коли ![]() , рівень технологічності
розроблюваного виробу являється незадовільним і існує необхідність
відпрацювання конструкції на технологічність.
, рівень технологічності
розроблюваного виробу являється незадовільним і існує необхідність
відпрацювання конструкції на технологічність.
Як видно ![]() , тому проведемо
відпрацювання конструкції на технологічність.
, тому проведемо
відпрацювання конструкції на технологічність.
Провівши аналіз даної з точки зору технологічності вносимо наступні зміни в конструкцію виробу:
- кількість монтажних з¢єднань, що виконуються автоматизованим способом було 1032 стало 1050
- коефіцієнт автоматизації
і механізації монтажу виробу набуде значення: 
Комплексний показник
технологічності з урахуванням проведених змін маємо: 
Підставимо нове значення
показника технологічності і обрахуємо відношення досягнутого показника
технологічності до базового: ![]()
Таким чином У ≥ 1, отже в результаті відпрацювання конструкції технологічність виникла необхідність внесення змін до конструкторської документації. Підготовка і внесення змін до конструкторської документації проводяться у відповідності до ГОСТ2.503-74 на спеціальних бланках, що додаються до комплекту К. Д.
5.2 Аналіз зборки пристрою
Операції складання виробу являються більшою частиною всього процесу виготовлення РЕА. У відношенні до складання, в поняття технологічності найчастіше входять: проста “складність” усіх деталей та вузлів без пригонок і доробок, без селективної підготовки, забезпечена економічно прийнятними допусками в розмірних, кінематичних і електричних колах і компенсатори в них, можливість паралельного складання при максимальному використанні фронту робіт для отримання більш коротких машинних циклів, можливість найбільшого диференціювання процесу складання та забезпечення нормальної послідовності (без додаткового розбирання і повторного складання).
Для оцінки технологічності об¢єктів складання скористаємось системою часткових показників технологічності РЕА[5].
На основі креслень і специфікацій, складених при розробці приладу складемо таблицю (таб.5.3.) в яку занесемо всі необхідні вихідні дані необхідні для подальшого розрахунку технологічності процесу складання.
Таблиця 5.3 - Вхідні данні для розрахунку технологічності процесу складання
| № | Вхідні дані | Умовне позначення | Кількість |
| 1. | Загальна кількість деталей у виробі |
|
116 |
| 2. | Кількість основних схемних деталей |
|
102 |
| 3. | Кількість деталей кріплення, що йдуть на кріплення вузлове складання |
|
20 |
| 4. | Кількість виводів, що приєднуються вручну |
|
82 |
| 5. | Кількість деталей для кріплення, що йдуть на кріплення деталей вузлової збірки |
|
20 |
| 6. | Кількість виводів, що приєднуються вручну та механізованими засобами |
|
108 |
| 7. | Кількість операцій автоматизованого і механізованого виконання роз¢ємних з¢єднань |
|
12 |
| 8. | Кількість операцій автоматизованого отримання нероз¢ємних з¢єднань |
|
14 |
| 9. | Загальна кількість операцій отримання роз¢ємних і не роз¢ємних з¢єднань |
|
108 |
| 10. | Кількість деталей, що збираються без доробки |
|
10 |
| 11. | Кількість деталей не для кріплення, що йдуть на вузлове складання |
|
12 |
За вихідними даними, наведеними в таблиці, визначимо основні показники технологічності складання:
коефіцієнт економічності конструктивного оформлення
![]()
для характеристики розчленованості виробу(показує можливість максимального диференціювання процесу складання) використовують коефіцієнт розчленованості процесу складання:
![]()
для характеристики технологічності конструкції з точки зору пригоночних і доводочних операцій використовують коефіцієнт загальної якості процесу складання:
![]()
для оцінки технологічності конструкції з точки зору при застосовуваності автоматизованих та механізованих типових технологічних процесів отримання роз¢ємних і нероз¢ємних з¢єднань вводиться коефіцієнт технологічності складальних процесів:
![]()
технологічність складання електронного пристрою оцінюють також за допомогою коефіцієнта технологічності приєднання виводів ЕРЕ та функціональних вузлів:
![]()
Складемо таблицю(таб.5.4), в яку занесемо дані часткові показники та відповідні їм вагові коефіцієнти.
Таблиця 5.4 - Часткові показники
|
Часткові показники, |
Значення показників |
Ваговий коефіцієнт, |
|
|
|
0,87 | 1 | 0,87 |
|
|
0,3 | 1 | 0,3 |
|
|
0,09 | 0,75 | 0,068 |
|
|
0,4 | 0,5 | 0,2 |
|
|
0,24 | 0,3 | 0,06 |
На підставі даних, отриманих у таблиці 5.4, проведемо розрахунок комплексного показника технологічності процесу складання:
Обчислимо комплексний базовий показник технологічності за наступною формулою:
![]() ,де
,де
КА - комплексний показник технологічності виробу аналога, КА =0,43;
КСК - коефіцієнт складності, КСК =1,02;
![]() - поправочні коефіцієнти у відповідності до рекомендацій, наведених у[5], приймаємо їх рівними
одиниці.
- поправочні коефіцієнти у відповідності до рекомендацій, наведених у[5], приймаємо їх рівними
одиниці.
![]()
Якщо відомо базовий коефіцієнт технологічності, то оцінка рівня технологічності складання розробленого виробу вираховується відношенням досягнутого показника K до КБ. Це відношення повинно задовольняти вимогу Y ³ 1:
![]()
Як видно, необхідна умова
(![]() )
виконується, отже, подальшу доробку виробу не треба проводити.
)
виконується, отже, подальшу доробку виробу не треба проводити.
5.3 Обґрунтування технологічної схеми збірки
Вихідними даними для розрахунку параметрів і організації дільниці складально-монтажного виробництва являються: номенклатура виробів, річна програма випуску виробів, технологічний процес складання виробу, трудоємність операцій складання.
Номенклатура виробів, що будуть складатися на дільниці, встановлюється на основі структурної схеми складання виробу, яка наведена в додатку 1.
Представлена схема складання являється схемою з базовою деталлю, (в якості базової, зазвичай, обирають ту деталь, поверхні якої будуть потім використані при встановленні збірки у готовий виріб, при кріпленні вузла до раніше зібраного.) В більшості випадків базовою деталлю є корпус.
Обрахуємо трудоємність виготовлення виробу по операціях – для цього скористуємось нормами часу на складально-монтажну операцію і занесемо їх до таблиці(таб. 5.1.)
Таблиця 5.5 - Норми часу на операції зборки мікшеру
|
№ п/п |
Найменування операції | Трудоємність Т, хв | Номер робітника |
| 1 | Збирання корпуса | 20 | 1 |
| 2 | Встановлення сигнальних роз¢ємів | 30 | 1 |
| 3 | Встановлення роз¢ємів живлення | 25 | 1 |
| 4 | Встановлення плати живлення | 15 | 1 |
| 5 | Встановлення інших плат | 40 | 1 |
| 6 | З’єднання роз¢ємів живлення з платою живлення | 120 | 1 |
| 7 | З’єднання сигнальних роз¢ємів з платами | 120 | 1 |
| 8 | Встановлення верхньої кришки | 30 | 1 |
| 9 | Встановлення елементів керування | 30 | 1 |
Розрахуємо такт випуску виробу за формулою:
![]() , де
, де
![]() - річний фонд
робочого часу, хв..
- річний фонд
робочого часу, хв..
![]() - річна
програма випуску виробів, шт.;
- річна
програма випуску виробів, шт.;
![]() хв./шт.
хв./шт.
Як видно, такт виходить набагато вищим, чим середній час виконання певної операції одним робітником, тобто є можливість на одному робочому місті проводити декілька операцій збірки та монтажу даного виробу. Для складання даного виробу достатньо одного робітника: він один здатний займатись всім процесом складанням приладу.
6. Економічні розрахунки і організація виробництва
Будь-яке технічне рішення може бути визнано ефективним і прийнято до впровадження лише після того, як буде доведена його економічна доцільність. Тому економічне обґрунтування технічних рішень є обов'язковою складовою частиною дипломного проекту.
У даному розділі представлений розрахунок собівартості, ціни, оцінка рівня якості, розрахунок прибутку на одиницю виробу, прогноз збуту й розрахунок прибутку на річний випуск.
6.1 Аналіз ринку
У даному дипломному проекті розробляється мікшерний пульт, який використовується в сфері проведення невеликих концертних виступів.
Оскільки пристрої даного класу орієнтовано на експлуатацію в жорстких умовах, до них пред'являється ряд специфічних технічних та конструктивних вимог.
На сьогоднішній день на ринку непрофесійних мікшерних пультів домінують товари іноземних виробників, таких як Pioneer, Behringer, Numark. Вітчизняні виробники в даному секторі ринку не представлені. Оскільки проектований пристрій позиціонується в нижньому ціновому діапазоні, то за технічними параметрами серед непрофесійних та полу професійних мікшерних пультів до проектованого мікшерного пульту найближчими є Pioneer TK-2107, Behringer VX-210A(V).
Таким чином, конкурентоспроможність проектованого мікшерного пульта та очікуваний прибуток від його виробництва та продажу визначатиметься відповідністю його тактико-технічних характеристик вимогам до непрофесійних та полу професійних мікшерних пультів, тобто його технічним рівнем, а також його ціною порівняно з аналогами.
6.2 Визначення рівня якості проектованого виробу
Вихідні положення
Кожен виріб є носієм різних конкретних властивостей, що відображають його корисність і відповідають певним потребам людини.
Якість як економічна категорія являє собою сукупність властивостей продукції, що робить її здатною виконувати певні функції і задовольняти тим самим певні потреби.
Поряд із якістю існує поняття технічного рівня продукції, який за змістом вужче якості, оскільки охоплює сукупність лише техніко-експлуатаційних характеристик.
Рівень якості - це кількісна характеристика придатності того чи іншого виду продукції задовольняти конкретний попит на неї у порівнянні з відповідними базовими показниками.
В даному випадку, оцінка технічного рівня продукту орієнтована на визначення його рівня якості.
Вибір та обґрунтування системи параметрів
В ході формування системи параметрів необхідно враховувати наступні групи показників:
а) Показники призначення - визначають головний напрямок використання товару і можливу сферу його застосування. До цієї групи відносять класифікаційні показники, показники складу і структури, показники технічної досконалості.
б) Показники надійності - характеризують здатність виробу безвідмовно функціонувати у заздалегідь визначених умовах та протягом обумовленого терміну. Вона визначається за допомогою показників безвідмовності, довговічності, ремонтопридатності. Показники надійності забезпечують порядок визначення термінів гарантійних зобов'язань виробників перед споживачами товарів.
в) Показники технологічності характеризують ефективність конструкторсько-технологічних рішень, раціональний розподіл витрат матеріалів, засобів, праці та часу при техніко-виробничій підготовці, виготовленні та експлуатації (маса, габарити).
г) Показники стандартизації та уніфікації - насиченість продукції стандартними, уніфікованими та оригінальними деталями.
д) Показники ергономічності за допомогою яких оцінюють систему "людина-виріб-середовище". Ці показники якості свідчать, наскільки технічні і конструктивні рішення виробу беруть до уваги об'єктивні біологічні властивості людини і характеристики середовища використання товару. До ергономічних належать гігієнічні, антропометричні, фізіологічні та психологічні показники якості. Гігієнічні показники використовують для визначення відповідності виробу санітарно-гігієнічним нормам життєдіяльності та працездатності людини (рівень освітленості, температури, вологості, токсичності, шуму тощо). За допомогою антропометричних показників визначають пристосованість виробу до розмірів, форми і ваги тіла людини.
є) Показники естетичності товару характеризують інформаційну виразність, раціональність форми, цілісність композиції, досконалість виробничого виконання і стабільність товарного вигляду.
ж) Показники транспортабельності виражають пристосованість продукції для транспортування.
з) Патентно-правові показники характеризують патентний захист та патентну чистоту продукції. Слід брати до уваги наявність у виробі нових технічних рішень, а також рішень, які захищені патентами в країні, наявність реєстрації промислових зразків.
и) Екологічні показники якості характеризують рівень негативного впливу на довкілля під час використання товару (вміст шкідливих домішок, ймовірність викидів шкідливих часток, газів).
к) Показники безпеки характеризують особливості продукції для безпеки споживача та обслуговуючого персоналу, тобто безпеку при монтажі, обслуговуванні, ремонті, зберіганні, транспортуванні, споживанні продукції.
Зважаючи на сферу застосування проектованого виробу та характер функцій, які він реалізує, при формуванні системи параметрів обирались показники, які переважно належать до перших п'ятьох груп.
Оскільки, такі параметри, як діапазон відтворюваних частот та температур, номінальна вхідна напруга є стандартними для даного класу пристроїв, вони не розглядались при побудуванні системи показників. Їх значення є стандартними для даного класу пристроїв тому не впливають на показник конкурентноздатності.
Остаточна система показників має вигляд:
XI Відношення сигнал \ шум. Параметр, що впливає на якість вихідного сигналу.
Х2 Перевантажувальна здатність. Параметр, що визначає здатність витримувати випадкові перевантажування входів, а отже і надійність приладу.
X3 Коефіцієнт гармонік в номінальному частотному діапазоні. Параметр визначаючий якість передачі сигналу.
X4 Габарити та Х5 Маса. Показники призначення, оптимальному значенню яких відповідає більша зручність використання.
Х6 Кількість каналів. Параметр, що характеризує функціональні можливості виробу.
Вибір та обґрунтування виробів для порівняння
Технічні параметри аналогів та самого розроблюваного пристрою наведені в таблиці 6.1.
Таблиця 6.1 - Технічні параметри пристроїв-аналогів та проектованого пристрою
| Pioneer ТК-2107 | Behringer VX-210A(V) | Numark IC-Fll | Sven P-040 | Проектований пристрій | |
| Відношення сигнал \ шум, не меньше, дБ | 90 | 80 | 70 | 70 | 85 |
| Перевантажувальна здатність, дБ | 15 | 20 | 20 | 10 | 25 |
| Коефіцієнт гармонік в номінальному частотному діапазоні, % | 0,03 | 0,045 | 0,07 | 0,055 | 0,05 |
| Габарити, мм | 300x200x10 | 260x150x7 | 275x180x10 | 200x200x9 | 290x175x7 |
| Маса, кг | 0.840 | 0.500 | 0.650 | 0.480 | 0.550 |
| Кількість каналів | 3 | 2 | 2 | 3 | 2 |
Для проведення порівняльного аналізу, за базовий було обрано пристрій Behringer VX-210A(V).
Визначення коефіцієнтів важливості параметрів
Вагомість кожного параметра в загальній кількості параметрів, що розглядаються при оцінці параметрів, визначається методом попарного порівняння. Оцінку проводить експертна комісія, кількість членів якої повинна дорівнюватись непарному числу (не менше 5 осіб). Експерти повинні бути фахівцями в даній предметній галузі.
Визначення коефіцієнтів вагомості передбачає:
- визначення ступеня важливості параметрів шляхом присвоєння їм різних рангів(параметр з рангом 1 - найважливіший);
- перевірку придатності експертних оцінок для подальшого використання;
- виявлення і оцінку попарного пріоритету параметрів;
- обробку результатів і визначення коефіцієнтів вагомості (кВі).
Після детального обговорення та аналізу кожний експерт оцінює ступінь важливості параметрів шляхом присвоєння їм рангів. Результати експертного ранжирування наведені в таблиці 6.2.
Таблиця 6.2 - Результати ранжирування показників
| Назва параметра | Ранг параметра за оцінкою експерта | Сума рангів, R; |
Відхилення, ∆і, |
∆і2 |
||||
| 1 | 2 | 3 | 4 | 5 | ||||
| X1 Відношення сигнал \ шум, не меньше, дБ | 1 | 2 | 1 | 2 | 2 | 8 | -9.5 | 90.25 |
| Х2 Перевантажувальна здатність, дБ | 2 | 1 | 2 | 1 | 1 | 7 | -10.5 | 110.25 |
| ХЗ Коефіцієнт гармонік в номінальному частотному діапазоні, % | 3 | 3 | 3 | 3 | 3 | 15 | -2.5 | 6.25 |
| Х4 Габарити | 5 | 4 | 4 | 6 | 5 | 24 | 6.5 | 42.25 |
| Х5 Маса | 6 | 5 | 5 | 5 | 6 | 27 | 9.5 | 90.25 |
| Х6 Кількість каналів | 4 | 6 | 6 | 4 | 4 | 24 | 6.5 | 42.25 |
| Сума: | 21 | 21 | 21 | 21 | 21 | 75 | 0 | 381.5 |
Сума рангів кожного показника визначається за формулою
![]()
Де rij - ранг і-го параметра, визначений j-м експертом; N - кількість експертів.
Далі необхідно перевірити загальну суму рангів
![]()
тут n - кількість параметрів.
![]()
Після обчислення середньої суми рангів
![]()
визначають відхилення суми рангів кожного параметру від середньої суми рангів
∆i=Ri - T
Сума відхилень за всіма параметрами повинна дорівнювати 0. Обчисливши суму квадратів відхилень
![]()
можна визначити коефіцієнт конкордації за формулою

Для радіотехнічних виробів нормативне значення коефіцієнту конкордації WH =0.77. Оскільки отримане значення W задовольняє умові W>WH, оцінки експертів можна вважати придатними для подальших розрахунків.
Порівняння параметрів
Використовуючи отримані від кожного експерта результати ранжирування параметрів (таблиця 6.2), проводиться попарне порівняння всіх параметрів і результати заносяться в таблицю 6.3. Експерти оцінюють лише перевагу одного показника над іншим (більш важливий, менш важливий, рівноцінні). Знакам ">", "<", "=" відповідає визначений коефіцієнт надання переваги, на основі якого розраховують відносні оцінки - пріоритет.
Таблиця 6.3 - Результати експертного порівняння важливості параметрів
| Показники | Експерти | Підсумкова оцінка | Числове значення коефіцієнтів переваги, Ajj | ||||
| 1 | 2 | 3 | 4 | 5 | |||
| X1 і X2 | > | < | > | < | < | < | 0,5 |
| X1 і X3 | > | > | > | > | > | > | 1,5 |
| X1 і X4 | > | > | > | > | > | > | 1,5 |
| X1 і X5 | > | > | > | > | > | > | 1,5 |
| X1 і X6 | > | > | > | > | > | > | 1,5 |
| X2 і X3 | > | > | > | > | > | > | 1,5 |
| X2 і X4 | > | > | > | > | > | > | 1,5 |
| X2 і X5 | > | > | > | > | > | > | 1,5 |
| X2 і X6 | > | > | > | > | > | > | 1,5 |
| X3 і X4 | > | > | > | > | > | > | 1,5 |
| X3 і X5 | > | > | > | > | > | > | 1,5 |
| X3 і X6 | > | > | > | > | > | > | 1,5 |
| X4 і X5 | > | > | > | < | > | > | 1,5 |
| X4 і X6 | < | > | > | < | < | < | 0,5 |
| X5 і X6 | < | > | < | < | < | < | 0,5 |
Числові значення коефіцієнтів переваги визначаються за правилом:
якщо хі > хк, Аij = 1,5
якщо хі < хк, Аij = 0,5
де к = 1…n;
хі та хк – параметри, що порівнюються між собою.
Розрахунок вагомості параметрів.
На основі числових даних таблиці 6.3 складаємо наступну матрицю (табл.6.4):
Таблиця 6.4 - Результати розрахунку пріоритету (відносних оцінок) показників
| Показники | 1-й крок | 2-й крок | ||||||||
| Х | Х1 | Х2 | Х3 | Х4 | Х5 | Х5 |
вi |
Квi |
вi’ |
К’вi |
| Х1 | 1,0 | 0,5 | 1,5 | 1,5 | 1,5 | 1,5 | 7.5 | 0.208 | 41.75 | 0.210 |
| Х2 | 1,5 | 1,0 | 1,5 | 1,5 | 1,5 | 1,5 | 8.5 | 0.236 | 49.75 | 0.251 |
| Х3 | 0,5 | 0,5 | 1,0 | 1,5 | 1,5 | 1,5 | 6.5 | 0.181 | 34.75 | 0.175 |
| Х4 | 0,5 | 0,5 | 0,5 | 1,0 | 1,5 | 0,5 | 4.5 | 0.125 | 23.75 | 0.120 |
| Х5 | 0,5 | 0,5 | 0,5 | 0,5 | 1,0 | 0,5 | 3.5 | 0.097 | 19.75 | 0.099 |
| Х6 | 0,5 | 0,5 | 0,5 | 1,5 | 1,5 | 1,0 | 5.5 | 0.153 | 28.75 | 0.145 |
| S | 36 | 1 | 198.5 | 1 |
Коефіцієнт враховуючий
важливість (вагомість) кожного показника ![]() знаходимо по
формулах:
знаходимо по
формулах:
![]()

де n – число показників.
Відносні оцінки розраховують кілька разів, доти поки значення будуть відрізнятися від попередніх не більше ніж на 5%. На другому й наступному кроках знаходимо так:
![]()
![]()
Розрахунок рівня якості проектованого виробу.
Показник якості можна визначити по формулі:
![]() (6.1)
(6.1)
де КВі – коефіцієнт, що враховує вагомість i-го показника виробу;
КЗМі – коефіцієнт зміни параметра i-го показника виробу.
При лінійній залежності якості виробу від показників якості коефіцієнт зміни по кожному показнику знаходять, як відношення числового значення параметра нового й базового виробів. Якщо збільшення величини параметра веде до покращення якості виробу використовують формулу:
![]()
у протилежному випадку формулу:
![]()
де ПБі, ПНі – числові значення показників відповідно базового й нового виробів.
При нелінійній залежності необхідно використовувати формули:
та

Технічні характеристики базового й нового виробів наведені в таблиці 6.5.
Таблиця 6.5 - Технічні характеристики виробів
| Показники | Індекс | Варіант | Коефіцієнт зміни | |
| Базовий | Новий | |||
|
Відношення сигнал \ шум Перевантажувальна здатність Коефіцієнт гармонік Габарити Маса Кількість каналів |
X1 X2 X3 X4 X5 Х6 |
80 20 0,045 260x150x7 0,5 2 |
85 25 0,05 290x175x7 0,55 2 |
1,06 1,22 1,11 0,85 0,91 1 |
Підставляємо числові значення КВі й КЗМі у формулу (6.1) одержимо коефіцієнт якості:
ß=0,21·1,06+0,251·1,22+0,175·1,11+0,12·0,85+0,099·0,91+0,145·1=1,1
В результаті проробленої роботи з'ясоване й обґрунтовано, що проектований мікшерний пульт є цілком конкурентоспроможним на ринку приладом.
6.3 Визначення собівартості нового виробу
Визначення собівартості виробу, що проектується, передбачає складання калькуляції відповідно до встановленого в галузі переліку витрат.
Калькуляція собівартості
Калькуляція собівартості складається згідно з "Типовим положенням з планування, обліку і калькулювання собівартості (робіт, послуг) у промисловості". В даній роботі будуть враховані статті калькуляції, які найчастіше використовуються на підприємствах приладобудівних галузей виробництва.
Ціни взяти середні між постачальниками даної продукції на 15.12.2006.
Розрахунок собівартості пристрою здійснюється за допомогою затвердженого переліку витрат. Сутність методу зводиться до того, що прямі витрати на одиницю продукції визначаються шляхом нормативного розрахунку собівартості проектованого пристрою по статтях калькуляції.
Собівартість містить у собі:
- витрати на матеріали;
- прямі витрати на робочу силу;
- змінні витрати: матеріальні витрати, амортизація основних засобів, заробітна плата основного й допоміжного персоналу, накладні витрати, безпосередньо пов'язані з виробництвом і реалізацією.
Детальний розрахунок собівартості визначається відповідно до встановленого переліку статей витрат.
Розрахунок витрат на матеріали
Витрати на придбання матеріалів визначають на підставі норм їх витрачання і цін з урахуванням заготівельних витрат.
![]()
де ![]() - норма витрат i-го
матеріалу на одиницю продукції, грн;
- норма витрат i-го
матеріалу на одиницю продукції, грн;
![]() - ціна одиниці і-го матеріалу, грн;
- ціна одиниці і-го матеріалу, грн;
![]() - коефіцієнт, що враховує транспортно-заготівельні витрати.
- коефіцієнт, що враховує транспортно-заготівельні витрати.
Розрахунки зведені в таблицю 6.6.
Таблиця 6.6 - Розрахунок витрат на матеріали
| Матеріал | Марка | Од. виміру |
Норма витрат на виріб |
Ціна одиниці, грн. |
Сума, грн. | |
| 1 | Двосторонній фольгований склотекстоліт (лист 1,5 мм) | СФ-2-1.5 |
м2 |
0,05 | 189 | 9,45 |
| 2 | Припой ПОС-61 | ГОСТ 21931-76 | кг | 0,07 | 315 | 22,05 |
| 3 | Фарба | АТ520А | л | 0,02 | 36 | 0,72 |
| 4 | Захисний лак | DCR200 | л | 0,015 | 67,73 | 1,02 |
| 5 | Плавикова кислота | ДСТ 11243-85 | л | 0,2 | 36 | 7,2 |
| 6 | Спирт, етиловий | ДСТ 18300-72 | л | 0,1 | 6 | 0,6 |
| 7 | Сталь | 08Ю ГОСТ 9045 - 93 |
м2 |
0,4 | 200 | 90 |
| Разом | 131,04 | |||||
| Невраховані матеріали, 10% | 13,1 | |||||
| Транспортно заготівельні витрати, 5% | 6,55 | |||||
| Всього | 150,69 |
Витрати на придбання матеріалів по кожному найменуванню визначаються на основі технічної норми витрат і відпускної ціни одиниці матеріалу (за прайс-листами фірм-постачальників - ЧП "VD-mais", м. Київ; ВАТ "Таберу", м. Москва). Усі розрахунки зведені в таблиці 6.6, де введена стаття "Невраховані матеріали", частка яких складає 10% від вартості всіх матеріалів.
Тип виробництва - серійне (1000 шт. у рік).
Транспортно-заготівельні витрати визначаються в процентному відношенні від вартості матеріалів. Норматив цих витрат приймається по даним підприємства, на якому виготовляється прилад, і в даному випадку складає 5 %. Витрати на покупні вироби і напівфабрикати визначаються аналогічно витратам на матеріали, виходячи з оптових цін і необхідної кількості.
Розрахунок витрат на покупні комплектуючі вироби та напівфабрикати
Витрати по цій статті розраховуються аналогічно витратам на матеріали, виходячи з необхідної кількості покупних виробів, напівфабрикатів і їхніх цін.
Розрахунки необхідних витрат за даною статтею зведено до таблиці 6.7.
Таблиця 6.7 - Розрахунок витрат на покупні комплектуючі вироби й напівфабрикати
| № | Вироби та напівфабрикати | Марка | Од. виміру |
Норма витрат на виріб |
Ціна одиниці, грн. |
Сума, грн. |
| 1 | Резистор SMD | 0603 | шт | 144 | 0,1 | 14,4 |
| 2 | Конденсатор SMD | 0603 | шт | 44 | 0,1 | 0,44 |
| 3 | Конденсатор електроліт. | К50-16 | шт | 63 | 0,4 | 25,2 |
| 4 | Операційний підсилювач | ВА4558 | шт | 10 | 1,0 | 10,0 |
| 5 | Світлодіод | АЛ307Б | шт | 22 | 0,8 | 17,6 |
| 6 | Діод | 2Д-106А | шт | 4 | 0,5 | 2,0 |
| 7 | Трансформатор | шт | 1 | 10,0 | 10,0 | |
| 8 | Мікросхема | СХА1352AS | шт | 3 | 5,0 | 15,0 |
| 9 | Мікросхема | LM3915 | шт | 4 | 3,0 | 12,0 |
| 10 | Потенціометр | PTF60152A | шт | 3 | 5,0 | 15,0 |
| 11 | Потенціометр | PTV142B-4 | шт | 22 | 2,5 | 55,0 |
| 12 | Стабілізатор | LM7815 | шт | 2 | 1,0 | 2,0 |
| Гвинти | М3 | шт | 40 | 0,005 | 0,2 | |
| 14 | Роз’єм 220 | IEC 320 C13 | шт | 1 | 2 | 2,0 |
| 15 | Роз’єм | RCAx4 | шт | 3 | 1 | 3,0 |
| Разом | 183,84 | |||||
| Невраховані вироби, 10% | 18,38 | |||||
| Транспортно заготівельні витрати, 5% | 9,19 | |||||
| Всього | 211,41 |
Основна заробітна плата.
Основна заробітна плата виробничих робітників включає тарифну заробітну плату і надбавки як добуток норм часу та часових тарифних ставок робітників відповідних розрядів. Надбавки і доплати приймаються в розмірі 40% від тарифної за робітної плати.
Витрати на цією статтею розраховуються по кожному виді робіт (операцій) залежно від норми часу (нормативної трудомісткості) і погодинної тарифної ставки робітників.
![]()
де Ст. - тарифна ставка для і-го виду робіт (операцій), грн;
t – норма часу, для і-го виду робіт (операцій), н. годин.
Перелік робіт (операцій) відповідає технологічному процесу виробництва виробу (блоку, вузла). Норми часу для монтажних і складальних робіт визначаються типовими нормами часу на складально-монтажні роботи. Результати зведені в таблицю 6.8.
Таблиця 6.8 - Розрахунок основної заробітної плати
| Операція |
Кількість однорідних операцій |
Норма часу, год. |
Годинна та- рифна став- ка, грн. |
Сума зароб. плати, грн. |
| Збирання корпуса | 1 | 0,3 | 3,0 | 0,9 |
| Встановлення сигнальних роз¢ємів | 1 | 0,5 | 3,5 | 1,75 |
| Встановлення роз¢ємів живлення | 1 | 0,4 | 3,5 | 1,4 |
| Встановлення плати живлення | 1 | 0,25 | 4,6 | 1,15 |
| Встановлення інших плат | 1 | 0,7 | 3,5 | 2,45 |
| З’єднання роз¢ємів живлення з платою живлення | 1 | 2 | 3,0 | 6,0 |
| З’єднання сигнальних роз¢ємів з платами | 1 | 2 | 4,0 | 8,0 |
| Встановлення верхньої кришки | 1 | 0,5 | 3,0 | 1,5 |
| Встановлення елементів керування | 1 | 0,5 | 3,0 | 1,5 |
| Разом | 24,65 | |||
| Інші невраховані роботи 20% сумарної трудомісткості врахованих | 4,93 | |||
| Разом | 29,58 | |||
| Надбавки і доплати 40% від тарифної зарплати | 11,83 | |||
| Всього | 41,41 |
Додаткова заробітна плата.
Витрати в цій статті визначаються у відсотках до основної заробітної плати:
![]() грн.,
грн.,
де ![]() – коефіцієнт, що враховує
додаткову зарплату.
– коефіцієнт, що враховує
додаткову зарплату.
Відрахування на соціальне страхування.
По діючим нормативами відрахування на соціальне страхування становлять 37% від суми основної й додаткової заробітної плати:
![]() грн.,
грн.,
де ![]() – коефіцієнт, що враховує
відрахування на соціальні потреби.
– коефіцієнт, що враховує
відрахування на соціальні потреби.
Загальновиробничі витрати.
З огляду на, що собівартість виробу визначається на ранніх стадіях його
проектування в умовах обмеженої інформації щодо технології виробництва й витрат
на його підготовку в загальновиробничі витрати включаються, крім власне цих
витрат, витрати на освоєння основного виробництва, відшкодування зношування
спеціальних інструментів і пристроїв цільового призначення, утримання й
експлуатацію встаткування. При цьому загальновиробничі витрати визначаються у
відсотках до основної заробітної плати. При такому комплексному составі
загальновиробничих витрат їхній норматив (![]() )
досягає 200–300%:
)
досягає 200–300%:
![]()
Адміністративні витрати
Ці витрати відносяться на собівартість виробу пропорційно основній заробітній платі і на приладобудівних підприємствах вони становлять (nа.в.) 100-200%:
Са.в. = nа.в.Сз.о. = 1*41,41 = 41,41 грн.
Комерційні витрати.
Витрати по цій статті
визначаються у відсотках до виробничої собівартості (звичайно, ![]() ),
), ![]() - сума по всім наведеними
вище статтями калькуляції, представляє повну собівартість продукції.
- сума по всім наведеними
вище статтями калькуляції, представляє повну собівартість продукції.
![]()
Отримана сума по перерахованим статтям калькуляції представляє собою повну собівартість, яка відображає всі затрати підприємства, зв'язані з виготовленням і реалізацією продукції.
Результати виконаних розрахунків приводяться в таблиці 6.9.
Таблиця 6.9 - Розрахунок собівартості
| № | Статті витрат |
Сума, грн. |
Питома вага, % |
| 1. | Основні матеріали | 150,69 | 27 |
| 2. | Закупівельні вироби та напівфабрикати | 211,41 | 37,3 |
| 3. | Основна заробітна плата виробничих робітників | 41,41 | 7,3 |
| 4. | Додаткова заробітна плата | 12,42 | 2 |
| 5. | Відрахування на соціальне страхування | 19,92 | 3,5 |
| 6. | Загальновиробничі витрати | 82,82 | 14,6 |
| 7. | Адміністративні | 41,41 | 7,3 |
|
Виробнича собівартість |
560,08 | 99 | |
| 8. | Комерційні витрати | 5,6 | 1 |
|
Повна собівартість |
565,68 |
100 |
6.4 Визначення ціни на нову продукцію
На ранніх стадіях проектування використовуються різні методи ціноутворення, однак найпоширенішим уважається метод лімітних цін, відповідно до якого визначається верхня й нижня границя ціни.
6.5 Нижня границя ціни
Нижня границя ціни (ЦН.Г.) захищає інтереси виробника продукції й передбачає, що ціна повинна покрити витрати виробника, пов'язані з виробництвом і реалізацією продукції, і забезпечити рівень рентабельності не нижче того, котрий має підприємство при виробництві вже освоєної продукції.
де ![]() – оптова ціна підприємства,
грн.;
– оптова ціна підприємства,
грн.;
![]() – повна собівартість виробу, грн.;
– повна собівартість виробу, грн.;
![]() – нормативний рівень рентабельності, 15%;
– нормативний рівень рентабельності, 15%;
![]() – податок на додану вартість, 20%.
– податок на додану вартість, 20%.
У такий спосіб одержуємо:
![]() грн.
грн.
Верхня границя ціни.
Верхня границя ціни (ЦВ.Г.) захищає інтереси споживача й визначається тією ціною, що споживач готовий сплатити за продукцію із кращими споживчими якостями.
![]()
де ЦБ – ціна базового виробу, грн., ЦБ =1350 грн.;
Кт.р. - рівень якості нового виробу щодо базового.
Договірна ціна.
Договірна ціна (Цдог) може бути встановлена за домовленістю між виробником і споживачем в інтервалі між нижніми й верхньої лімітними цінами.
![]()
В обраному інтервалі
780,64 < Цдог < 1485
визначаємо Цдог=1100 грн.
6.6 Аналіз собівартості продукції
Собівартість продукції має важливе значення для підприємства. Вона показує, наскільки ефективно використовуються засоби та предмети праці при виготовлені продукції. Від собівартості залежать такі показники підприємства, як прибуток та рівень рентабельності, тому аналіз собівартості виступає як важливий інструмент пошуку нових резервів підвищення ефективності підприємства.
Основна частина витрат приходиться на статтю "Покупні комплектуючі вироби та напівфабрикати". Це в першу чергу пов'язано з тим, що даний пристрій складається з великої кількості складових частин. Серед цих частин є кілька досить коштовних елементів.
По характеру залежності від об'єму виробництва всі витрати діляться на умовно-постійні та умовно-змінні. Витрати, абсолютне значення яких в розрахунку на річний об'єм випуску постійні або зменшуються пропорційно зміні випуску, а в розрахунку на одиницю продукції залишаються практично незмінними, відносять до умовно-змінних (основні матеріали, напівфабрикати, заробітна плата основним робочим). Витрати, абсолютне значення яких в розрахунку на річний об'єм випуску значно не змінюються, а доля, яка приходиться на одиницю продукції, обернено пропорційна річному об'єму випуску, відносять до умовно-постійних (утримування та експлуатація обладнання, цехові, загальнозаводські). Постійні затрати залишаються незмінними до певного рівня збільшення виробництва. Із-за значних змін збільшення об'єму виробництва, які зв'язані зі змінами виробничої і організаційної структури виробництва, змінюється величина витрат, які відносяться до постійних. Тоді повна собівартість продукції складе:
![]() грн..
грн..
де Сзм = 0,77*СП = 435,57 грн. – розмір умовно-змінної частини собівартості;
Спост = 0,23*СП = 130,11 грн. – розмір умовно-постійної частини собівартості.
Собівартість річного випуску продукції складе:
![]()
де ![]()
![]() - повна собівартість
одиниці продукції, грн;
- повна собівартість
одиниці продукції, грн;
![]() - умовно-змінна частина собівартості:
- умовно-змінна частина собівартості:
![]() =(0,27+0,373+0,073+0,02+0,035)·100%=77%;
=(0,27+0,373+0,073+0,02+0,035)·100%=77%;
![]() - умовно-постійні витрати
- умовно-постійні витрати ![]() =23%;
=23%;
Х - виробнича потужність підприємства X=1500 ед./рік;
![]() - річний обсяг випуску продукції
- річний обсяг випуску продукції ![]() =1000
ед./рік;
=1000
ед./рік;
Ср = 0,77*565,68*1000 + 0,23*565,68*1500 = 630 733,2 грн.
Вартість річного випуску продукції:
Qр = Цдог*Q = 1100*1000 = 1 100 000 грн.
6.7 Визначення рівня беззбитковості виробництва продукції й прибутку від її реалізації
Графік беззбитковості виробництва відображає вплив на прибуток об'ємів виробництва, ціни продажу і собівартості продукції при розділенні витрат на умовно постійні та умовно змінні.
Побудуємо цей графік, визначимо при якому обсязі продукції (Q1) виторг від реалізації продукції та її собівартість співпадають, що відповідає беззбитковості виробництва, та визначимо обсяг продукції (Q2) при якому буде досягнутий запланований рівень рентабельності.
Аналітично Q1 та Q2 можуть бути визначені за формулами:
![]()
![]() од.
од.
Обсяг продукції при якому буде досягнутий запланований рівень рентабельності:

![]() од.
од.
Річний прибуток при досягненні запланованого рівня рентабельності складе:
![]()
![]() грн.
грн.
Побудуємо графік на якому покажемо значення ![]() й
й
![]() :
:
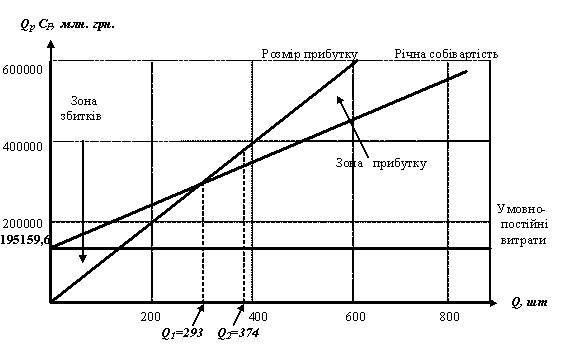
Рис. 6.1 - Графік безбитковості
Проаналізувавши графік беззбитковості виробництва, ми бачимо, що запланований річний випуск в 1000 шт. знаходиться після точки беззбитковості (293 шт.), а при випуску 374 штук буде досягнуто запланований рівень рентабельності. Оскільки при досягненні запланованої рентабельності використовується не вся виробнича потужність, можна зробити висновок про збільшення рівня рентабельності. Але варто враховувати, що витрати можуть змінитися по не залежним від підприємства причинам (зміна цін на матеріали, робочу силу, покупні вироби й т.д.). Розміри прибутку також будуть залежати від дій конкурентів.
6.8 Економічна ефективність проекту
Ефективність проектів оцінюють за допомогою різних показників, основними з яких є:
- чистий дисконтований дохід;
- період окупності витрат;
- індекс прибутковості.
Індекс прибутковості характеризує співвідношення дисконтованих грошових потоків і величини початкових інвестицій у проект:
де i - норма дисконту, що дорівнює прийнятній для інвестора нормі доходу на капітал (20%);
t - номер кроку розрахунку (t = 0, 1, 2,..., Т);
Т – розрахунковий період, рівний часу реалізації проекту;
Wt – грошовий потік на t-ом кроці розрахунків, грн;
Kt – капіталовкладення на t-ом кроці, грн;
Оскільки інвестиції в проект здійснюються одноразово, візьмемо разові витрати рівні 0,4Qp.
Проект планується для реалізації на 3 роки, тому візьмемо T=3.
Wt=Пч+A,
де А – амортизаційні відрахування, грн (візьмемо їх приблизно рівними 10% від CP);
Пч – чистий прибуток, грн:
Пч= П(1-αп),
де αп – ставка податку на прибуток (становить 25%);
П – прибуток, що підлягає оподаткуванню.
Врахуємо податок на додану вартість:

У такий спосіб Пч= 350986,67x0,75=263240 грн.
Wt=263240+63073,32=326313,32 грн
Kt=0,4x1100000=440000 грн
Індекс прибутковості нашого проекту дорівнює:

Оскільки індекс рентабельності > 1, проект рекомендується для впровадження
Період окупності розраховується по формулі:
де y - останній рік, коли грошовий потік Д приймає від’ємне значення;
Wy+1 – значення грошового потоку в році y+1.
Таким чином, період окупності нашого проекту складе:
![]() року
року
Отже,
зважаючи на приведені вище розрахунки (собівартості, конкурентоспроможності,
оцінки рівня якості виробу, визначення його ціни і прибутку, який можливо
отримати), як з технічних вимог так і з економічної сторони, можна говорити про
те, що виготовлення даного приладу доцільне. При цьому можливе отримання
високого рівня прибутків на протязі визначеного терміну, при умові дотримання![]() розрахованих обсягів виробництва та ціни виробу.
Покращення технічних показників, призведе до підвищення
конкурентноспроможності.
розрахованих обсягів виробництва та ціни виробу.
Покращення технічних показників, призведе до підвищення
конкурентноспроможності.
Повна собівартість складає 565,68 грн.
Нижня межа ціни - Цнм = 780,64 грн.
Верхня межа ціни - Цвм =1485 грн.
Договірна ціна - Цдог =1100 грн.
Обсяг продукції при якому прибуток дорівнює нулю - Q1 = 293 од.
Обсяг продукції при якому буде досягнуто запланований рівень рентабельності - Q2 = 374 од.
Термін окупності проекту Ток складає 1,42 роки.
Шляхи зниження собівартості:
- оптимізація електричної, принципової, функціональної схем;
- покращення якісних характеристик окремих вузлів пристрою;
- вибір та обґрунтування найбільш досконалих та економічних технологічних процесів і методів організації виробництва.
7. Охорона праці
В даному дипломному проекті проводиться розробка пристрою мікшерного пульта. Виконаємо оцінку потенційно шкідливих і небезпечних виробничих чинників, що виникають при розробці, виробництві та експлуатації пристрою. На підставі цих оцінок необхідно розробити заходи щодо зменшення шкідливих впливів цих факторів на людину як в процесі експлуатації виробу, так і при його виробництві. Враховуючи те, що в технічній частині дипломного проекту, при розробці мікшерного пульта були розглянуті усі вимоги ДСН3.3.6.037-99 щодо можливого небезпечного впливу акустичного шума, то в першу чергу, розглянемо найбільш небезпечні фактори, що виникають при технологічному процесі пайки, а також розглянуті можливі комплексні заходи щодо запобігання впливу цих факторів на людину і навколишнє середовище. Також розглянуто питання пожежобезпеки.
7.1 Виявлення небезпечних та шкідливих виробничих факторів при розробці, виготовленні та експлуатації приладу
Основні шкідливі та небезпечні виробничі фактори.
Проаналізуємо потенційно шкідливі і небезпечні фактори, що виникають при виготовленні даного пристрою і, зокрема, в процесі ручної пайки.
Одним з найбільш небезпечних і шкідливих факторів є пайка виводів радіо компонентів. При пайці використовуємо припій ПОС–61, до складу якого входить свинець, що відноситься до першого класу небезпеки. Процесу пайки притаманні шкідливі та небезпечні фізичні, хімічні, біологічні і психофізичні фактори. Спільна дія декількох останніх може привести до травмування і профзахворювань, і так само до виникнення пожеж, вибухів.
Потенційно небезпечними і шкідливими виробничими факторами при ручній пайці є:
· пил і загазованість в повітрі робочої зони;
· наявність інфрачервоного випромінювання від паяльника;
· незадовільна освітленість робочих місць або підвищеною яскравістю світла;
· незадовільні метеорологічні умови в робочій зоні;
· вплив бризів та крапель розплавленого припою;
· група психологічних шкідливих виробничих факторів: напруженість праці,
· нервово–психічні перевантаження;
· можливість поразки електричним струмом.
Аналіз біологічної дії небезпечних та шкідливих факторів
Ручна пайка супроводжується забрудненням повітряного середовища аерозолем припою. Знаходячись у запиленій атмосфері, робітники піддаються впливу пилу та пару, шкідливі речовини осідають на шкірному покриві, попадають на слизову оболонку порожнини рота, очей, верхніх дихальних шляхів, зі слиною заковтуються в травний тракт, вдихаються в легені. Поряд із забрудненням повітряного середовища забруднюються робочі поверхні й одяг робітників. Ступінь впливу аерозолів залежить від хімічного складу. Більшість елементів, що входять до складу застосовуваних припоїв, є шкідливими для здоров'я та життя людини. У розроблювальному технологічному процесі застосовується припій ПОС-61 ГОСТ1499-79. Пайка проводиться електропаяльником потужністю 36 Вт. До складу припою входить 60–62% олова, інше - свинець. Біологічна дія, клас небезпеки і ГДК в повітрі робочої зони вихідних компонентів, що входять до складу аерозолю приведені в табл.6.1.
Біологічна дія, клас небезпеки і ГДК у повітрі робочої зони вихідних компонентів, що входять до складу аерозолю.
Таблиця 7.1 - Біологічна дія, клас небезпеки і ГДК в повітрі робочої зони
| Компоненти | Характер токсичності дії | Клас небезпеки | ГДК у повітрі робочої зони, мг/м3 |
| Свинець | При отруєнні спостерігається поразка нервової системи, крові, серцево-судинної системи, шлунково-кишкового тракту, статевої системи. | 1 | 0,01 |
| Олово | Поразка бронхів. При тривалому впливі можливий пневмоконіоз. | 3 | 10,0 |
| Спирт етиловий | Має наркотичну і дратівну дію при тривалому контакті. | 4 | 1000 |
| Каніфоль соснова | Має дратівну дію. При тривалому впливі на шкіру викликає дерматит. | - | - |
7.2 Визначення концентрації аерозолю свинцю
Як видно з таб.7.1 найбільш небезпечною речовиною аерозолю є свинець. Виходячи з вищесказаного, небезпека процесу визначається токсичністю свинцю, причому наявність олова знижує токсичний ефект.
Зробимо розрахунок концентрації аерозолю свинцю в повітрі робочої зони. На робочих місцях питоме утворення аерозолю свинцю при пайці електропаяльником з потужністю 36 Вт складає 0,02 мГ/100 пайок. Концентрація аерозолю в атмосфері складає:
 ,де
,де
y = 0,02 мГ/100 пайок - питоме утворення свинцю; n =4 - кількість пайок за хвилину, шт.; t = 8 год. - тривалість зміни; N = 1 - кількість робочих місць, де ведеться пайка, шт.; V =22,5 м3 - об’єм приміщення.
С = 0,6∙0,02∙4∙8∙1/22,5 = 0,017 мг/м3 > 0,01мг/м3.
З приведеного розрахунку видно, що концентрація аерозолю свинцю перевищує ГДК, тому необхідні відповідні заходи щодо поліпшення умов праці.
Оцінка впливу інфрачервоного випромінювання
Зробимо перевірочний розрахунок інтенсивності інфрачервоного випромінювання від паяльника. При пайці використовується припій ПОС–61.
Його температура плавлення дорівнює 190С0. Температура паяльника повинна бути на 40С0 більше і дорівнює 230С0. Знайдемо довжину хвилі максимальної інтенсивності випромінювання:
l = 2,88/T,
де l - довжина хвилі, мм; Т - температура випромінюючої поверхні, К.
l = 2,88 / 503 = 5,73 мкм.
Випромінювання такої довгої хвилі поглинається шкірним покривом людини, в результаті чого підвищується температура шкіри і підшкірних тканин. Визначимо площу поверхні випромінювання.
S=p (d1∙l1+d2∙l2),
де S - площа випромінюючої поверхні, м2, d1 – діамерт жала паяльника, d2 – діаметр нагріваючого елемента, l1, l2 – довжини відповідно.
d1= 0,004м; l1=0,03м; d2=0,01м; l2=0,03м.
S =3,14∙(0,004∙0,03+0,01∙0,08)=0,00289м2.
Визначимо інтенсивність опромінення. Якщо відстань від джерела випромінювання до людини r = 0,1м > rmin = 0,054м, то застосуємо точковий метод розрахунку.
q = 0,91∙S∙[(T/100)4 – A]/r2.
А = 85 - для шкірного покриву людини.
q = 0,91∙0.0021∙[(503/100)4 – 85]/0,12=106,1 Вт/м2.
При довжині хвилі l = 5,76 мкм; qдоп = 120 Вт/м2. Розраховане q < qдоп, тому додаткових заходів захисту не потрібно.
Параметри мікроклімату
Виконувані роботи при пайці згідно з ДСН 3.3.6.042-99 відповідають категорії II, а робота - сидяча, з підняттям ваги до 1кг. Розглядається холодний період року.
Таблиця 7.2 - Параметри мікроклімату
| Назва | Припустимі параметри | Фактичні параметри |
| Температура повітря | 21–25 0С | 20–25 0С |
| Швидкість руху повітря | 0,1м/з | 0.1м/з |
| Відносна вологість повітря | 55% | 50% |
Параметри мікроклімату, як видно з табл.7.2, для даної робочої зони відповідають нормам за ДСН 3.3.6.042–99.
Перевірка освітленості на робочому місці
Розрахунок природної освітленості на робочому місці. За СНиП ІІ–4–79/85 для найменшого об’єкта в 0,3-0,5мм, який розрізняють, значення коефіцієнта природної освітленості (КПО) повинне бути еIII=1,2% (сумісно). Метою розрахунку умов освітленості є перевірка їх відповідності СНиП ІІ–4–79/85. При бічному однобічному освітленні нормується мінімальне значення КПО в точці, що розташована в одному метрі від стіни, найбільш віддаленої від світлових прорізів, на перетинанні характерного розрізу площини приміщення і робочої поверхні. Характерний розріз приміщення - поперечний розріз через середину приміщення, площина якого перпендикулярна площини світлових прорізів. Умовна робоча поверхня - горизонтальна, розташована на висоті 0,8 м від підлоги.
Нормативне значення КПО для будинків, розташованих у I, II, III, IV поясах (м. Київ - IV пояс) визначається за формулою:
ен IV = E н III m c,
де ен III - значення КПО для III пояса; m = 0,9 - коефіцієнт світлового клімату, для Києва c = 0,95 - коефіцієнт сонячності клімату.
е н IV = 1,2∙0,9∙ 0,95 = 1,71 %.
Округляємо до 1,7%.
Фактичне значення ер при бічному освітленні (конфронтуючий будинок відсутній):
ер = еб∙q∙r1∙T0/Kз,
де T0 - загальний коефіцієнт світлопропускання, дорівнює T0 = T1 T2∙T3∙T4 T5,
T1 - коефіцієнт світлопропускання матеріалу остеклення (подвійна шибка
Т1 = 0,8), T2 -
коефіцієнт, що враховуює втрати світла в плетіннях світлопройому (плетіння
дерев'яні спарені Т2=0.75 ), T3 - коефіцієнт, що враховує втрати світла в
носійних конструкціях (при бічному освітленні Т3=1 ), T4 - коефіцієнт, що
враховує втрати світла в сонцезахисних пристроях (при регульованих жалюзях Т4=1
), T5 - коефіцієнт, що враховує втрати світла в захисній сітці (при бічному
освітленні Т5=1 ), Значення Т1 - Т5 згідно нормативної документації. q = 0.64 -
коефіцієнт, що враховує нерівномірну яскравість неба, q - є функцією кутової
висоти середини світлового прорізу над робочою поверхнею. Кут ![]() = 14°,
Кз = 1,2 - коефіцієнт запасу (виробниче приміщення з повітряним середовищем, що
містить менше 1мг/м3 пилу. Приміщення сусідніх будинків при вертикальному
освітленні); r1 - коефіцієнт, що враховує збільшення КПО при бічному освітленні
завдяки світлу, відбитому від поверхонь приміщення і підстильного шару, що
прилягає до будинку, r1 визначається залежно від глибини приміщення b = 7 м до
висоти верху вікна, від рівня робочої поверхні h = 3 м, відносно відстані l = 6
м розрахункової точки від зовнішньої стіни до глибини приміщення, відносно
довгі приміщення lп = 4 м, до його глибини b = 6,25м, середньозваженого
коефіцієнта приміщення, що розраховується за формулою
= 14°,
Кз = 1,2 - коефіцієнт запасу (виробниче приміщення з повітряним середовищем, що
містить менше 1мг/м3 пилу. Приміщення сусідніх будинків при вертикальному
освітленні); r1 - коефіцієнт, що враховує збільшення КПО при бічному освітленні
завдяки світлу, відбитому від поверхонь приміщення і підстильного шару, що
прилягає до будинку, r1 визначається залежно від глибини приміщення b = 7 м до
висоти верху вікна, від рівня робочої поверхні h = 3 м, відносно відстані l = 6
м розрахункової точки від зовнішньої стіни до глибини приміщення, відносно
довгі приміщення lп = 4 м, до його глибини b = 6,25м, середньозваженого
коефіцієнта приміщення, що розраховується за формулою
 ,
,
де ![]() 1,
1, ![]() 2,
2,
![]() 3 - коефіцієнт відбиття відповідно
побіленої стелі, пофарбованих стін і підлоги, за таблицею дорівнюють
3 - коефіцієнт відбиття відповідно
побіленої стелі, пофарбованих стін і підлоги, за таблицею дорівнюють ![]() 1=0.7,
1=0.7,![]() 2=0.5,
2=0.5, ![]() 3=0.1, S1, S2, S3 – площі стелі,
стін, підлоги, S1=35м2, S2=76м2, S3=25м2.
3=0.1, S1, S2, S3 – площі стелі,
стін, підлоги, S1=35м2, S2=76м2, S3=25м2.
![]()
При відношенні b/h = 7/3 =
2.3; l/b = 6/7 = 0.86; lп/b = 5/6 = 0.71; ![]() порівн = 0,45;
одержимо r1= 2,45, еб - геометричний КПО в розрахункової точці при бічному висвітленні:
порівн = 0,45;
одержимо r1= 2,45, еб - геометричний КПО в розрахункової точці при бічному висвітленні:
еб = 0,01∙(n1∙n2),
де n1 = 9 - кількість променів згідно нормативної документації, що проходять від неба через світлові прорізи в розрахункову точку на поперечному розрізі приміщення, n2 = 45 - кількість променів, що проходять від неба через світлові прорізи в розрахункову точку на плані приміщення.
еб = 0,01∙(n1∙n2) = 0,01∙9∙45 = 4,05,
ер = еб∙q∙r1∙T0/Kз = 4,05∙0,6∙2,45∙0,56/1,2 = 2,49.
Фактичне значення КПО більше нормованого КПО ( е =1,7).
З цього можна зробити висновок, що умови зорової роботи в лабораторії, де проводиться розробка відповідають нормам.
Розрахунок штучного освітлення робочого місця. Перевіримо освітленість, що забезпечується загальним рівномірним штучним освітленням. Для визначення освітленості застосуємо метод коефіцієнта використання світлового потоку.
Як джерело світла використовуємо люмінесцентні лампи ЛБ–80 потужністю 80 Вт. Застосовуються світильники ПВЛМ чи ЛСПО62∙80–08.
Освітленість дорівнює:
![]() ,
,
де N =12 - кількість
світильників у приміщенні; Ф0 =5220 Лм - світловий потік світильника; Kз –
коефіцієнт запасу; S = 35 м2 - площа освітлюваного приміщення; ![]() –
коефіцієнт використання світлового потоку. Визначається в залежності від
індексу приміщення i коефіцієнтів відбиття стелі,
–
коефіцієнт використання світлового потоку. Визначається в залежності від
індексу приміщення i коефіцієнтів відбиття стелі, ![]() 1= 0,7, стін
1= 0,7, стін ![]() 2=
0,5, підлоги
2=
0,5, підлоги ![]() 3 = 0,1.
3 = 0,1.
![]() ,
,
де l = 7м - довжина приміщення; b = 5м - ширина приміщення; h = 3м - висота підвісу світильників; i = 7∙5/(3∙(7+5)) = 0,96.
Визначаємо ![]() =
0,34.
=
0,34.
При використанні люмінесцентних ламп у примі-щеннях з повітряним середовищем, що містить менше за 1мг/м3 пилу; Кз = 1,5; Z=1,1 - коефіцієнт нерівномірності освітлення
E =12∙5220∙0,34/(35∙1,5∙1,1) =368,78 Лк.
Норма загального освітлення робочих місць (контраст об'єкта розрізнення середній, фон середній, розряд зорової роботи 3В; робота високої точності) складає 300 Лк. Фактичне Е більше необхідного, і норми СНиП ІІ–4–79/85 виконуються.
На робочому місці монтажу РЕА комбіноване освітлення повинне забезпечити освітленість місця Енорм =750Лк. Загальне освітлення забезпечує 369 Лк, місцеве повинно бути Енорм – Езаг = 750 – 369 = 381Лк. Застосуємо джерело місцевого освітлення МЛ–2x80. Перевіримо чи забезпечить даний світильник необхідну освітленість
 ,
,
де N =1 - число світильників; Е - освітленість, яку забезпечує місцевий світильник; Кз =1,5 - коефіцієнт запасу; n = 2 - число ламп у світильнику;
Ф0 = 4070 Лм - світловий
потік лампи ЛД80; ![]() = 1,2 - коефіцієнт, який враховує
збільшення освітленості від навколишніх предметів; L =100 - умовна освітленість
за графіком;
= 1,2 - коефіцієнт, який враховує
збільшення освітленості від навколишніх предметів; L =100 - умовна освітленість
за графіком; ![]() =1 - враховує кут нахилу робочої
площини, тоді
=1 - враховує кут нахилу робочої
площини, тоді
E=2∙4070∙100∙1∙1,2∙1/1000/1,5 = 651,2.
Комбіноване освітлення з джерелом МЛ–2x80 забезпечить необхідну освітленість на робочому місці монтажника (651,2 >381).
Електробезпека при виготовленні мікшерного пульта.
Відповідно до ГОСТ 12.2.007.0-75, розробляемий мікшерний пульт відноситься до I класу електробезпеки. Все інше наявне в приміщенні обладнання, де виготовляється прилад можна віднести до I та ІІ (ВДТ, ПЕОМ)класів щодо електрозахисту, це устаткування має робочу ізоляцію і приєднується до електро мережі за допомогою трьох контактних вилок, один з контактів якої з'єднується з контактом розетки, яка заземлює.
Приміщення цеху за ступенем небезпеки поразки людей електричним струмом згідно ОНТП 24-86 та ПБЕ можна віднести до приміщень без підвищеної небезпеки, тому що:
- відносна вологість повітря не перевищує 75%;
- матеріал підлоги (паркет) є діелектриком;
- температура повітря не досягає значень, великих 35 0С;
- відсутня можливість одночасного дотику людини до дотику з землею, металоконструкціями будинків, технологічними апаратами, механізмами і т.д., з одного боку, і до металевих корпусів електроустаткування - з іншого.
Використовується 3-х фазна мережа з глухо заземленою нейтраллю та зануленням з використанням автоматів струмового захисту.
Розрахунок електромережі на відключаючу здатність У табл.7.3 приведені гранично допустимі значення напруг дотику, В, та сили струмів, мА, при аварійному режимі електроустановок напругою до 1000 В з глухозаземленою нейтраллю чи ізольованою нейтраллью на частоті 50 Гц.
Захисті мережі здійснюється автоматом струмового захисту, що має час спрацьовування tСПР = 0,2 сек та номінальний струм І ном =15 А.
Напруга корпуса Uк електроустановки відносно землі в аварійному режимі роботи при однофазному короткому замиканні становить:
Uк = Uф∙R0/(R0 + Rф),
де Uф - напруга фази; Rф - опір фазового проводу; R0 - опір нульового проводу.
Приймаємо Uф =220В, Rф = R0 = 1 Ом.
Uк = 220∙1/(1 + 1) =110 В.
Таблиця 7.3 - Гранично допустимі значення напруг
| Вплив | Гранично припустимі рівні напруги і сили струму при тривалості впливу струму, сек. | |
| 0,01…0,08 | 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 >1 | |
| Змінна напруга U, B | 650 | 500 250 165 125 100 85 70 65 55 50 36 |
| Перемінний струм I, ма | 650 | 500 250 165 125 100 85 70 65 55 50 6 |
Отримана напруга згідно з ГОСТ 12.1.038-88 не перевищує гранично припустимого значення напруги дотику Uпр = 250 В, при тривалості дії tд = 0,2 сек.
Струм короткого замикання:
Iк.з.. = 220/(1+1) = 110 А.
Iк.з. > 1,25∙Iном =1,25∙15 = 21 А, 110 А > 21 А.
За ПУЕ та ПБЕ для електроустановок з напругою до 1000 В опір заземлення пристроїв не повинно перевищувати 4 Ом.
Перевірочний розрахунок заземлюючого пристрою. Ґрунт який знаходиться біля будинку, де розташований наш пристрій характеризується, як садова земля, і має рекомендований для розрахунків питомий опір 5000 Ом*см.
Для стрижньового типу заземлювача.
R1=![]() ,
,
де l >> d, ![]() –питомий
опір ґрунту.
–питомий
опір ґрунту.
Вертикальні електроди виконують у вигляді стрижнів (d =12 мм, l =5 м), як заземлюючий провідник, з смугової сталі.
Провідники, що заземлюють, між собою і з заземленням з'єднуються зварюванням, а з корпусом устаткування, що заземлюють, за допомогою болтів:
R1електрода=(5000/
![]() ∙500)∙Ln(4∙5∙1000/12)
= 11,13Ом.
∙500)∙Ln(4∙5∙1000/12)
= 11,13Ом.
Визначимо необхідну кількість рівнобіжних з'єднаних заземлювачів:
n1= R1електрода
/RМаксимально допустиме∙![]() 1,
1,
де ![]() 1-
коефіцієнт використання заземлювача дорівнює 0,4, тоді
1-
коефіцієнт використання заземлювача дорівнює 0,4, тоді
n1=11,13/4∙0,4 =
6,95, округлимо до 7, тоді Rфакт пов= R1/n∙![]() . Rфакт пов -
фактичне значення вторинного опору, R одного поділене на кількість заземлювачів
. Rфакт пов -
фактичне значення вторинного опору, R одного поділене на кількість заземлювачів
Rфакт пов = 11,13/7∙0,4 = 3,95 Ом.
З порівняння випливає, що 3,95 < 4. Таким чином Rфакт відповідає вимогам ГОСТ 12.1.030-81.
7.3 Заходи щодо поліпшення умов праці на робочому місці
Розрахунок вентиляції ділянок пайки
Експлуатація ділянок пайки, які не обладнаних місцевою витяжною вентиляцією, забороняється. Вентиляційні установки повинні включаться до початку робіт і виключаться після їхнього закінчення. Робота вентиляційних установок повинна контролюватися спеціальною світловою сигналізацією. Місцеві відсоси від зон пайки повинні обслуговуватися окремою, вентиляційною установкою.
В зоні ручної пайки швидкість спрямованого потоку, створюваного місцевими відсосами повинна на 0,2м/с перевищувати рухливість повітря в зоні пайки і бути не менше 0,5м/с.
Застосуємо шарнірно–телескопічні відсоси прямокутної форми з гострими крайками, які встановлюємо у вертикальній площині столу.
Кількість повітря, що відсмоктується, для прямокутних отворів з гострими крайками:
L = (S +7,7∙E0.63∙Х1,4)VX,
де S - площа
всмоктувального отвору, м2; E - велика сторона прямокутного усмоктувального
отвору, м; E =(0,14![]() 0,28) м; X - відстань до зони
пайки, (Х = 0,1
0,28) м; X - відстань до зони
пайки, (Х = 0,1![]() 0,3 м).
0,3 м).
Менша сторона прямокутного усмоктувального отвору визначається з оптимального співвідношення між сторонами всмоктувальної щілини В и Е, при якому кількість повітря, що відсмоктується, буде мінімальним.
Вибираємо Е = 0,2м, Х = 0,2м; тоді одержуємо B/E = 0,24, В = 0,24∙E = 0,24∙0,2 = 0,048 м.
Площа усмоктувального отвору дорівнює S = B∙E = 0,2∙0,048 = 0,0096 м2.
Визначимо кількість повітря, що відсмоктується:
L = (0,0096 + 7,7∙0,2∙0,36∙0,211,4)∙0,5 = 280 м3/год.
Визначимо концентрацію аерозолю свинцю в повітрі робочої зони за формулою
С = 0,6. y. n. t.N/(V+L.t),
де у - питоме утворення аерозолю свинцю; n - кількість пайок за хвилину;
N - кількість роб. місць; V- об’єм приміщення, м; t - тривалість зборки виробу, год.
У нашому випадку: y = 0,02мг/100 пайок, n =4, T = 8 год, N = 1, V = 22,5м3.
Тоді С = 0,6∙ 0,02∙4∙8∙2/(22,5 + 280∙8) = 0,0001мг/м3.
Отже, за даних умов технологічного процесу концентрація аерозолю свинцю в повітрі робочої зони не буде перевищувати гранично допустиму концентрацію 0,01мг/м3 за ГДК, тобто немає необхідності у вентиляції ділянок пайки.
7.4 Пожежна безпека
В робочому приміщенні виконані усі вимоги НАПБ.А.01.001–95 «Правил пожежної безпеки в Україні».
Згідно з ОНТП 24-86 та СНиП2.09.02-В5 приміщення, де виконуються електромонтажні роботи, по рівню пожежної та вибухонебезпеки належать до категорії В (пожежнонебезпечні). В приміщенні знаходяться тверді горючі речовини, що нездатні переходити зважений стан, тому робочі зони приміщення по пожежонебезпеці належать згідно з ПУЕ та ПБЕ до класу П-ІІа.
Причиною виникнення пожежі можуть стати порушення ізоляції струмоведучих дротів, коротке замикання, паління в приміщенні і порушення правил експлуатації електроприладів.
На випадок виникнення пожежі повинна бути забезпечена можливість безпечної евакуації людей через евакуаційні виходи. Потрібна кількість виходів ширина проходів та ступінь вогнестійкості будівлі повинна відповідати СНиП2.01.02-85 та СНиП 2.09.02-85.
В будівлі присутні три евакуаційні виходи: головний вихід - фасад і два виходи з бокових сторін.
Кількість, розташування та умови зберігання засобів для гасіння пожежі (вогнегасники, пожежні гідранти і т.п.) повинні відповідати ГОСТ 12.1.004-85 та ГОСТ 12.4.009-83, ІSO3941-77.
В приміщенні встановлені 2 вогнегасники ОУ-8 – вуглекисневих восьмилітрових для гасіння електроустановок напругою до 1000В.
Передбачаються наступні заходи з метою забезпечення пожежної безпеки:
- постійний контроль стану засобів пожежегасіння;
- контроль за станом ізоляції струмоведучих дротів;
- заборонено паління в приміщенні;
- неприпустимість перевантажень, перегріву при роботі обладнання;
- заборона експлуатації обладнання з саморобними запобіжниками;
- неприпустимість знаходження в приміщенні горючих та вибухонебезпечних речовин;
- друковані плати виготовляти із гетинаксу, текстоліту - пожежна небезпека цих матеріалів невелика.
Література
1. General description LM3915 Dot/Bar Display Driver / National Semiconductor, February 2001.
2. Dual operational amplifier BA4558 / Standard ICs.
3. General description CXA1352AS 2-channel 5 Elements Graphic Equalizer IC / SONY.
4. Операционные усилители / http://www.gaw.ru/html.cgi/txt/doc/op/op_1.php
5. Принципиальные схемы аудио приборов / http://www.electronic-circuits.net/electonic-circuits-Audio.php.
6. Методичні вказівки до виконання організаційно-економічного розділу дипломних проектів. За редакцією А.Т. Чернявського – К.: НТУУ “КПІ”, 1999. – 66 с.
7. ГОСТ 12.1.007-76. ССБТ. Вредные вещества. Классификация и общие требования безопасности.
8. ГОСТ 12.2.007.0-75. ССБТ. Изделия электротехнические. Общие требования безопасности.