Курсовая работа: Разработка технологии печатных процессов для книжно-журнального издания
Введение
В данной курсовой работе проводится подбор технологии печатного процесса для конкретного издания, а также выбор основных материалов и оборудования для его проведения. Выбор печатной машины производится методом сравнительного анализа технических характеристик двух печатных машин и возможности оптимального использования выбираемой машины для печати рассматриваемого издания. Выбранные в данной курсовой работе материалы не являются единственно подходящими и могут заменяться на другие, но с учетом требований государственных стандартов и технологических инструкций. Полученная продукция должна соответствовать государственным стандартам. Правильно подобранный и согласованный печатный процесс позволит минимизировать себестоимость продукции, повысить ее качество и оперативность производства.
1. Характеристика издания
|
N п/п |
Показатели оформления | Проектируемые характеристики |
| 1 | Вид издания: | |
| по материальной конструкции | Журнал | |
| по знаковой природе информации | Тексто-изобразительное | |
| по целевому назначению | ||
| по периодичности | Массовое | |
| Переодическое | ||
| 2 | Формат издания, см | 60x90/8 |
| 3 | Тираж издания, тыс.экз. | 5 |
| Объем издания, | ||
| 4 | физ.печ.л. | 8 |
| стр. | 64 | |
| 5 | Красочность | 4+4 |
| 6 | Площадь иллюстраций, % | 50 |
| 7 | Характер внутритекстовых иллюстрации | Растровые, штриховые |
| 8 | Линиатура растра, лин/см | 60 |
| 9 | Вид фальцовки | Трехсгибная |
| 10 | Вид комплектовки и способ скрепления тетради | Вкладкой, скрепление скобами |
| 11 | Тип обложки или переплетной крышки | Обложка, тип 1 |
2. Выбор и обоснование выбора способа печати
На данный момент различают три основных способа печати - глубокий, высокий и плоский офсетный способ печати.
2.1 Способы высокой печати
Способом высокой печати, может быть изготовлена самая разнообразная
продукция.
Достоинством высокой печати являются:
• хорошая разрешающая способность;
• достаточная графическая, градационная и колористическая точность воспроизведения различных по своему характеру изображений. Наряду с достоинствами высокая печать обладает рядом недостатков:
• большая трудоемкость подготовительных операций;
• отсутствие печатного оборудования, которое позволяло бы одновременно удовлетворять требования, диктующие увеличение тиражей и повышения иллюстративности изданий массового пользования;
• низкая степень механизации и автоматизации печатного оборудования;
• сложность технологического процесса подготовки печатной машины к печатанию тиража.
2.2 Способ глубокой печати
Глубокая печать используется, главным образом, для выпуска иллюстрированной продукции. Достоинствами глубокой печати являются:
• высокая скорость печатания;
• возможность обеспечивания выразительных цветовых и градационных эффектов;
• высокий уровень механизации производственного процесса. Недостатками глубокой печати являются:
• высокая капиталоемкость;
• большие затраты ручного труда на заключительной стадии изготовления формных цилиндров;
• токсичность применяемых красок;
• необходимость растрирования текста, вследствие чего текст и штриховые изображения становится неудобными для восприятия.
2.3 Способ плоской офсетной печати
Основными достоинствами плоской офсетной печати являются:
• универсальные возможности художественного оформления изданий;
• возможность двухсторонней печати многокрасочной продукции за один прогон";
• большая доступность изготовления крупноформатной продукции;
• наличие высокопроизводительного и технологически гибкого печатного оборудования;
• улучшения качества и появление новых, основных и вспомогательных материалов;
• внедрение в практику гибких и эффективных вариантов формного производства. Недостатками плоской офсетной печати является:
• увлажнение, т.к. В связи с нарушением баланса "краска - увлажняющий раствор" происходят графические, градационные и цветовые искажения.
Поэтому, учитывая недостатки и достоинства всех трех основных способов печати, остановимся на способе плоской офсетной печати. Данное издание - многокрасочное, в соответствие с ОСТ 2933-78, рекомендуется способами высокой и глубокой печати исполнять в 1 или 2 краски, а способом плоской офсетной печати в 1 - 4 краски. Выбор способа плоской офсетной печати обуславливается еще тем, что данный способ более дешев, менее трудоемок и требует меньших временных затрат.
дистанционного изменения положений краскодозирующих цилиндров, а также окружной, боковой и диагональной приводки. Последняя разработка пульта СРС - 2000 объединяет и расширяет функции СРС 1 - 04 и CPTronic. Легко настраиваемый, быстрый самонаклад с ленточным транспортером обеспечивает надежную транспортировку листов и сокращает до минимума время переналадки при смене формата. В самонаклад входят следующие компоненты:
• дистанционно управляемая установка бокового упора на заданный формат;
• электронный контроль бокового равнения;
• самонастраиваемый электронный контроль двойного листа;
• автоматическая регулировка подхода листа к передним упорам;
• дистанционно управляемая установка высоты приклонов на заданную толщину материала;
• дистанционно управляемая установка края стопы бумаги;
• управляемая сенсорами разгрузка стапелей в Nonstop - режиме;
• электронный контроль движения листов.
Увлажняющий аппарат Alcolor обеспечивает быстрое достижение баланса "краска - вода" посредствам целенаправленного предварительного увлажнения. Он позволяет подавать экстремально малое количество увлажняющей жидкости, получать высококонтрастную печать и стабильную работу на всем периоде тиражной печати.
Автоматическое предварительное и последующее увлажнение и связь увлажняющего и красочного аппаратов, посредством пневматически управляемого промежуточного валика, сокращают. Красочный аппарат машин серии Speedmaster соответствует высшим требованиям серийного качества печати и удобства обслуживания. Программа приработки краски запускается простым нажатием кнопки. Автоматически, в регенерации увлажняющего раствора, что позволяет достичь оптимального баланса "краска - вода", а также снижение расхода увлажняющего раствора. Печатные машины также оснащаются устройством контроля рН увлажняющего раствора. При присутствии в процессе такой операции, как лакирование, в машине должна быть предусмотрена ИК - сушка, обеспечивающая нормальное высыхание и закрепление лака на оттиске.
В настоящее время ассортимент предлагаемого печатного оборудования очень велик. Свои услуги прелагают такие общепризнанные производители печатного оборудования как Heidelberg, KBA,MAN и др.
Проведем сравнительный анализ возможного печатного оборудования для изготовления данного вида продукции.
3. Выбор печатного оборудования
Для изготовления данного вида продукции необходима надежная производственная система для достижения высокого стандарта качества.
Листовые машины имеют ряд преимуществ по сравнению с рулонными ротационными машинами:
• способность печатать на бумагах' различного формата с различной массой, а также способность печатать на других материалах;
• обеспечение более точной приводки при многокрасочной печати;
• требуют меньшего расхода бумаги на технические нужды. Рулонные машины имеют также свои преимущества над листовыми ротационными машинами:
• высокая скорость работы;
• простота конструкции;
• возможность печатания многокрасочной продукции за один прогон;
• возможность выполнения дополнительных операций (фальцовку, комплектовку).
Применение рулонной машины для выпуска данного вида продукции нецелесообразно:
• потеря бумаги на технические нужды (более 10 %);
• не всегда возможно получение высококачественной продукции,
• сложность и длительность процесса подготовки машины к печатанию тиража.
В связи с этим, останавливаем свой выбор на листовой ротационной машине, т.к. издание имеет большой объем иллюстраций совмещенных с текстом, и процент потери бумаги на технические нужды будет меньшим.
Последние модели печатных машин оснащаются противоотмарочньми аппаратами, устройствами централизованной настройки, устройствами для снятия статического электричества, а также устройствами для фильтрации и
зависимости от изображения, происходит распределение краски по зонам в соответствии с записанной в памяти информации о печатной форме.
Автоматические устройства для смывки офсетного полотна и печатного устройства, а также автоматическое устройство для смывки красочного и увлажняющего аппаратов работают со встречно-вращающимся валиком, который прижимается к офсетному полотну.
Бумажная пыль и обрезные края надежно удаляются водой и моющим раствором, который имеет отдельную подводку. Через CPTronic можно установить как количество подаваемого моющего раствора или воды, так и продолжительность процесса. Смывка с учетом экологии не представляет проблемы, т.к. все устройства запрограммированы для работы с раствором на растительной основе.
Машина оснащена поворотным устройством, что дает возможность двухсторонней печати.
Система двухсторонней печати, разработанная фирмой Heidelberg, удовлетворяет высшим требованиям превосходного качества. Комбинация из равновеликого печатного цилиндра и трех барабанного поворотного устройства дает для двухсторонней печати неоспоримые преимущества. Только однооборотный цилиндр объективно обеспечивает наилучшее технологические предпосылки для получения высококачественной двуронней печати. Поверхностная структура всех печатных цилиндров перенастраиваемой Speedmaster после поворота дает исключительное разделение слоя краски для получения высшего контраста и наименьшего прироста тональности. Благодаря искусной слаженности распрямления листа происходит при одном перехвате с сохранением заданной приводки.
Посредством запатентованных жестяных направляющих листовыводного устройства с воздушным поддувом запечатанные с двух сторон листы выводятся без отмарывания на стапель приемки.
Технические характеристики листовых печатных машин.
Таблица 3.1
| Основные показатели | Марка машины |
| Heidelberg Speedmaster SM 1 02 - 8 | |
| 1. | 2. |
| Формат максимального листа(двухст. печати) | 720x1 020 мм |
| Формат минимального листа (двухст. печати) | 400x420 мм |
| Макс, производительность (вкл двухст. печать) | 13000отт./час |
| Формная пластина | 770x1030 мм |
| Толщина залечат, материала | До 0.8 мм |
| Высота стапелей самонаклада | 1070мм |
| Высота стапелей норм. стап. Приемки | 1045 мм |
Выбор оборудования. Технико-экономический расчет выбираемого оборудования
| Показатели | Печать основного материала | Печать обложек | |
| Speedmaster SM 102 - 8+LX | Rapida 104 -4+L | Speedmaster SM 102 -8+LX | |
| 1. Формат | 72x102 | 72x104 | 72x102 |
| 2. Красочность | 4+4 | 4+0 | 4+4+L |
| 3. Прогонный тираж, тыс. |
20 |
80 | 0,625 |
| 4. Количество краско-форм | 32 | 32 | 9 |
| 5. Количество машиноформ | 4 | 8 | 1 |
| 6. Процент отходов бумаги на технические нужды, % | 1,41 | 1,5 | 1,9 |
| 7. Количество листов-оотисков на отходы, тыс. | 0,57 | 1,2 | 0,012 |
| 8. Прогонный тираж с учетом отходов, тыс. | 20,57 | 81,2 | 0,637 |
| 9. Норма времени на приладку одной машиноформы, ч | 0,12 | 0,08 | 0,135 |
| 10. Время на приладку всех форм, ч | 0,48 | 0,64 | 0,135 |
| 1 1 . Часовая норма выработки на печать, тыс. листоп- | 0,08 | 0,1 | 0,09 |
| рогонов | |||
| 12. Время печати тиража, ч |
3 2 j,± |
8,0 | 0,63 |
| 13. Суммарное время на приладку и печать, ч | 3,68 | 8,64 | 0,765 |
| 14. Коэффициент полезного использования машины во |
07 о / |
92,6 | 82,4 |
| времени, % | |||
| 15. Число исполнителей | 3 человека | 3 человека | 3 человека |
| 16. Тарифная ставка бригады в час и зарплата за печать и приладку, руб. | 40 руб. /ч 147,20 руб. | 40 руб./ч 345,60 руб. | 40 руб./ч 30,60 руб. |
Коэффициент использования оборудования рассчитывается следующим образом:
Kи = Кп Кф Коб.
где Кп - коэффициент полезного действия времени печатания:
Кп =Тп /(Тп +Тв),
где Тп - время печатания тиража;
Тв - время на технологические остановки машины; К,- коэффициент использования машины по формату:
К ф = Sф/Sп ,
где S, - формат бумажного листа проектируемого издания;
Sn - максимальный формат бумажного листа печатной машины; Коб - коэффициент использования машины по оборотам:
К =П ./П ,
Где П - выбранное количество оборотов для проектируемого издания;
Пк - максимальное количество оборотов согласно паспортным данным машины; Speedmaster SM 102 - 8+LX:Rapida 104 - 4+L: Кп=0,87; Kn=0,926; Кф=(60х90)/(72х 102) = 0,74; Кф=(60х 90)7(72x104) = 0,72; Коб = 11000 / 13000 = 0,85; Ко6 = 10000/15000 = 0,67; Ки = 0,87*0,74*0,85=0,76 Ки = 0,926x0,72x0,67=0,45 На основании рассмотренных характеристик для печати данного издания можно рекомендовать печатную машину Speedmaster SM 102 - 8+LX.
Система СРС - управление краскоподачей и приводкой, дает возможность
Общая технологическая схема изготовления печатных форм плоской офсетной печати (рис. 1).
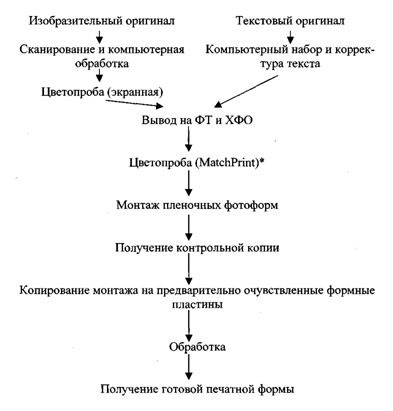
Рис. 1
4. Выбор основных и вспомогательных материалов для печатного процесса
4.1 Выбор бумаги
| Элемент издания | ГОСТ, ОСТ, ТУ и его название | Варианты, рекомендуемые стандартом | Выбранный вариант |
| Вид бумаги для блока | ОСТ 29.62-81 "Издания книжные и журнальные. Основные параметры. Издательско-полиграфическое оформление" | Тип. N1 (6080 г/квм) Офс. N1(601 20 г/квм) Мелованная (70160 г/квм) | Мелованная мар-ки"0", массой ПО г/квм |
| Вид бумаги для обложки |
ГОСТ 20263-74 ГОСТ 9094-80 ГОСТ 12044-76 ГОСТ 2 1444-76 ТУ 17-1374-75 |
Бумага обложечная (100- 120 г/квм) Бумага офсетная (120-240 г/квм) Бумага иллюстрационная (120- 180 г/квм) Бумага мелованная (11 0-240 г/квм) Материал переплетный "Бумвинил" (220-330 г/квм) | Мелованная мар-ки"0", массой 110 г/квм |
Технические показатели и назначение мелованной бумаги
| Название и Показатели марка бумаги | Мелованная бумага марки "0" | |
| Блок | Обложка | |
| Покрытие | Двухсторонняя однократная | |
| Способ печати | Офсетный | |
| Печатная продукция | Массовые иллюстрационные и иллюстрационоо-текстовые издания | |
|
Масса бумаги, площадью1м2,г |
ПО | 240 |
| Толщина, мкм | 100 | 200 |
| Гладкость, с | не менее 500 | не менее 400 |
| Белизна, % | не менее 78 | не менее 80 |
| Сорность, неболее: Черных соринок рН водной вытяжки | 80 не более 2 6.0-9.5 | 80 не более 2 6.0-9.5 |
| Деформация после намокания в поперечном направлении, % | не более 2.3 | не более 2 |
| Стойкость поверхности к выщипыванию, м/с | 1.7 | 1.7 |
| Влажность, % | 3.5-5.0 | 4.0-6.0 |
4.2 Краска
В зависимости от технологии печатания происходит выбор печатных красок.
Для печатания данного издания на мелованной бумаге марки Iconofix выбираем триадные краски фирмы BASF.
Таблица 4.2.1
EcosetNovavit F 908 BIO IK Novaspace F 2010. Ecoset желтый 1 Novavit F 908 BIO IK жел-Novaspace F 2010.
Применение красок серии Ecoset обусловлено тем, что данный тип красок применяется при лакировании в линию; серия Novavit F 908 BIO IK - является экологически безопасной, т.к. изготавливается на растительной основе; Novaspace F 2010 - высокоинтенсивная триада.
Данные типы красок применяются для иллюстрационно текстовой печати на офсетных листовых машинах со скоростью печати до 15 об/час, рекомендуются для печати 4+4, хорошо впитываемые, без запаха. Обладают хорошими печатными свойствами. Превосходные характеристики данных красок, касающиеся баланса “краска - вода”, обеспечивают беспроблемную печать и стабильное качество. Благодаря этому, офсетные краски фирмы BASF позволяют оптимально использовать печатную машину, т. к. отпадает необходимость в частой смывке красочных валиков. Данные краски обладают высокой насыщенностью, хорошим глянцем и прочностью к истиранию.
4.3 Увлажняющий раствор
Состав увлажняющего раствора должен подбираться в зависимости от применяемых форм, бумаги, краски, т.к. необходимо, чтобы увлажняющий раствор смачивал пробельные элементы, а краска ложилась на печатающие и не вытесняла раствор с пробельных.
Увлажняющий раствор в своем составе должен содержать:
• минеральные электролиты (слабые кислоты или их соли);
• гидрофильный полимер;
• ингибитор коррозии;
• буферное вещество;
• деэмульгатор.
При наличии всех компонентов в увлажняющем растворе, будет обеспечена стабильность пробельных элементов, т. е. сохранение их гидрофильных при нарушении гидрофильного слоя Кроме всего прочего, наличие деэмульгатора будет препятствовать эмульгированию офсетных красок, и способствовать разрушению образующихся эмульсий Выбираем увлажняющий раствор фирмы YARN - Alcofree. Концентрат применяется в соответствии с рекомендациями фирмы-производителя.
4.4 Декельный материал
Назначение декеля состоит в создании легко регулируемого по величине давления печатания. Упруговязкому декелю присуще, также, способность, частично, компенсировать разброс давления, вызываемый неточностью изготовления декельного материала, недостаточной жесткостью печатного устройства и отклонениями от номинальных значений толщины печатной формы и декеля. В настоящее время ассортимент декельных материалов очень широк и разнообразен.
Выбираем компрессионное резинотканевое полотно производства фирмы PHOE-NIX для листовой офсетной печати марки Sapphire, как для Heidelberg Speedmasteer SM 102-8. Данное 4-х слойное офсетное резинотканевое полотно имеет упругий микросферический слой, устойчивый к растяжению стабильный каркас. Высокая устойчивость рабочей поверхности к механическому износу и к воздействию растворителей, чистая печать без смазывания и отмарывания, отличная краскопередача, быстрое отделение бумаги - все это способствует печати на высокоскоростных листовых офсетных машинах. Данное полотно применяется для запечатывания различных материалов - различных видов бумаг, картона, пластиковой поверхности и фольги.
В комплектацию машины входит лакировальная секция, поэтому фирма Heidelberg рекомендует при присутствии в процессе такой операции как лакирование применять для лакировальной секции компрессионное резинотканевое полотно Amethyst. Тканевый каркас данного полотна разработан таким образом, что позволяет избежать набухания в процессе лакирования. Край полотна имеет точную границу и не деформируется.
Оба представленных резинотканевых полотна имеют толщину 1.70 мм.
4.5 Лак
Для лакирования используется лак производства фирмы BASF 3180 HG+Scheuershutz, обладающий высокой прочностью к истиранию, является быстросохнущим и имеет высокий глянец.
5. Подготовка печатной машины к печатанию тиража
5.1 Подготовка бумаго-передающего и приемно-выводного устройств
В печатных машинах Speedmaster SM 102, имеющих высокий уровень автоматизации, настройка передних и боковых упоров осуществляется через систему СРС после подачи в систему управления необходимых сведений о будущем тираже.
Высокопроизводительная автоматизированная листопитающая система Preset позволяет производить оптимальную настройку всех параметров в соответствии с данными будущего тиража, введенными на пульт управления машиной. После обработки полученных данных система управления CPTronic отдает команду исполнительным механизмам на подготовку самонаклада к печати. Одновременно происходит настройка контрольно-блокирующих устройств, и выбираются необходимые оптимальные режимы воздушной системы в зависимости от характера запечатываемого материала. На заданный формат настраиваются также исполнительные механизмы приемного устройства и механизмы натиска печатных секций.
Весь процесс подготовки листопитающей системы занимает около 1 минуты.
В многокрасочных машинах этой серии принято использовать универсальные листопередающие устройства способные работать и в качестве листопереворачивающих устройств. Настройка листопередающей системы может производить как в ручную, так и в автоматическом режиме.
5.2 Подготовка печатного аппарата
Эта стадия включает в себя проверку, установку и приладку печатных форм, выбор и контроль размерных параметров офсетных резинотканевьгх пластин и поддекельных материалов, натяжение упругоэластичного декеля на офсетный цилиндр, а также между цилиндрами печатного аппарата. Почти все, выше перечисленные, операции осуществляются в автоматическом режиме при помощи системы управления CPTronic.
Формные цилиндры служат для установки формных пластин, поэтому на цилиндрах имеются приспособления для зажима и натяжения формы, а также механизмы приводки формы.
Крепление офсетной формы производится с помощью специальных планок, которые зажимают переднюю и заднюю кромки формы-. Для сокращения времени на приводку, в данной машине, передняя кромка формы фиксируется по контрольным штифтам, которые устанавливаются на специальной, выверенной при сборке на заводе передней шине. После закрепления переднего края формы в зажимных планках закрепляют ее заднюю кромку, затем форму на цилиндре натягивают при помощи натяжного устройства.
С учетом тенденции автоматизации вспомогательных операций при обслуживании печатных машин на фирме Heidelberg разработана унифицированная система Auto-plate, предназначенная для автоматической установки печатной формы и вывода ее после отработки. Данная система работает в автоматическом режиме.
5.3 Подготовка увлажняющего аппарата
При прохождении процесса печатания на офсетных машинах получение продукции хорошего качества возможно только при соблюдении баланса “краска - увлажняющий раствор”. Происходит постоянное совершенствование подачи увлажняющего раствора с самим устройством увлажняющих аппаратов и особенностей питания формы увлажняющим раствором. На современных печатных машинах наиболее широко используется аппарат контактного типа. В подготовку увлажняющего аппарата входят следующие операции:
• Установка корыта;
• Приладка печатных и передающих валиков;
• Заполнение корыта увлажняющим раствором;
• Регулировка подачи увлажняющего раствора на форму. На машинах фирмы Heidelberg подача увлажняющего раствора на протяжении всего процесса печатания осуществляется в автоматическом
режиме, а также автоматически происходит поддержка баланса “краска- вода”.
5.4 Подготовка красочного аппарата
Подготовка красочного аппарата состоит в регулировании прижима накатных валиков к поверхности краскопередающей системы. Режим подачи краски, а также прижим накатных валиков, в данной машине, задается, а после и поддерживается с пульта управления в автоматическом режиме. Система СРС обеспечивает стабильное функционирование красочного аппарата независимо от скорости печатной машины путем компенсации скоростного режима питающей группы.
Подготовка лакировальной секции.
Все операции по подаче лака, приводке формного цилиндра и смывке лакировальной секции автоматизированию.
Окружная и боковая приводка формного цилиндра осуществляется через СЗС 1. Количество подаваемого лака определяется объемом ячеек растрированного валика, что соответствует линиатуре растра.
6. Подготовка материалов
6.1 Бумага
Листовая бумага поступает на полиграфическое предприятие в виде упакованных пачек. После контроля их укладывают выровненными стопами определенной высоты на стеллажи.
Бумага, подготовленная к печатанию тиража, должна обладать определенными одинаковыми свойствами по цвету, гладкости, массе 1м2.
Бумага является гигроскопическим материалом, при изменении влажности воздуха отдает или забирает влагу, что приводит к деформации листов.
Для того чтобы исключить деформацию бумаги, происходит процесс акклиматизации. Для этого бумага находится не менее двух суток в том помещении, где она будет запечатываться.
Во избежание деформации бумага должна иметь продольное направление волокон.
6.2 Краска
Краски, полученные со склада, должны пройти акклиматизацию в цехе в течение не менее 24 часов.
Подготовка красок к печатанию производится с учетом особенностей плоской офсетной печати. В случае необходимости, краски проходят корректировку по параметрам: вязкость, липкость в колористическом отделении предприятия.
6.3 Увлажняющий раствор
Подготовка увлажняющего раствора к процессу печати производится в соответствии с рекомендациями фирмы - производителя.
Концентрат разводится в соответствии с рецептурой: 1:8, рН разбавленного раствора должен быть равен 5.5 - 6.5. Вода может быть использована водопроводная.
6.4 Декель
Толщина декеля измеряется толщиномером или микрометром. Для того чтобы его толщина соответствовала норме, указанной в паспорте машины, добавляют лавсановые пленки. Направление основы резинотканевой пластины должно располагаться по окружности. Поддекельная пластина должна быть на 2 - 3 см уже верхней пластины. При печатании лучше использовать полужесткий декель. Вдоль переднего и заднего краев кромки пластины пробивают отверстия соответственно отверстиям на зажимных планках. На поддекельном материале отверстия пробивают только с одной стороны. Зазоры между контрольными кольцами цилиндров с обеих сторон должны быть равны; их значения находят в паспорте машины.
6.5 Лак
Лак проходит акклиматизацию в цехе в течение не менее 24 часов. Процесс лакирования происходит при соблюдении рекомендаций фирм -производителей.
О. Выходной контроль качества печатной продукции.
| Объекты и параметры контроля. | Методы контроля. | Средства контроля. | Исполнители. | Характер контроля. | Периодичность контроля. | ТУ, ГОСТ или ОСТ. | Допуски |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. |
| 1. Соответствие тиражного оттиска подписному листу по размеру и расположению элементов. | Визуальный. | Измерительная линейка. | Приемщик, печатник, ОТК. | Выборочный. | Каждый оттиск не менее 3-х раз в смену. | Технологические инструкции по процессам офсетной печати. | |
| 2. Точность приводки “лица” и “оборота” | Визуальный. | Измерительная линейка. | Приемщик, печатник, ОТК. | Выборочный. | Не менее 2-х раз в смену. | 0.57 - 1.12 мм. | |
| 3. Точность совмещения красок. | Аппаратный. | СРС1. | Печатник. | Сплошной. | Каждый лист тиража. | ±0.05. | |
| 4. Отсутствие загрязнений и тенений на пробельных элементах. | Визуальный. | Печатник, приемщик, ОТК. | Выборочный. | Не менее 2-3 раз в смену. | |||
| 5. Отсутствие отмарывания на оборотной стороне. | Визуальный. | Печатник, приемщик, ОТК. | Выборочный. | Не менее 2-3 раз в смену. |
Выводы
За последние годы во всех областях подготовки и производства печатных средств информации произошли значительные изменения. Многие процессы полиграфического производства заменяются новыми технологиями - Computer-to-Film, Computer-to-Plate, Com-puter-to-Press и другие. Цифровая технология получает все большее распространение, особенно после появления сканеров и цифровых фотоаппаратов, когда стало возможным получать и обрабатывать первичную информацию (не только текстовую, но и изобразительную) в цифровом виде.
Современные печатные машины позволяют с помощью блока цифрового управления осуществлять предварительный ввод в машину всех важных данных для нового заказа, записывать в запоминающее устройство до 250 заказов со всеми настроечными параметрами, автоматически настраивать машину по всем параметрам повторяющихся заказов на основе архивных данных и т.д. Современные машины могут быть также оснащены устройством контроля качества печати, работающее на спектрофотометрической основе, что позволяет значительно повысить качество выпускаемой продукции.
В работе проведен сравнительный анализ между печатными машинами Speedmaster SM 102 - 8+LX и Rapida 104 - 5+L. В результате анализа основных показателей выбираем для печатания тиража машину Speedmaster SM 102 - 8+LX.
| Современные формные пластины для офсетной печати | |
|
Оглавление Введение 1. Основные виды формных пластин для офсетной печати 1.1 Способ офсетной печати 1.2 Способы получения печатных форм и виды формных ... Офсетная печать (от англ. offset) - это разновидность плоской печати, при которой краска с печатной формы передается на резиновую поверхность главного офсетного цилиндра, а с нее ... В процессе обработки пластина превращается в печатную форму: ее печатающие элементы приобретают свойства воспринимать краску, а пробельные элементы начинают воспринимать ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Основные способы печати как база полиграфических технологий | |
|
Стефан Стефанов Мирские истины ограничены и противоречат друг другу. Лао Цзы Основные способы печати Издательской и полиграфической деятельностью ... К способу плоской косвенной печати относят офсетный способ печати, при котором краска с плоской печатной формы передается на бумагу посредством промежуточного офсетного цилиндра ... При традиционной офсетной печати с увлажнением капельки краски и увлажняющего раствора не могут четко ложиться на печатную форму, в точности повторяя изображение оригинала, если на ... |
Раздел: Издательское дело и полиграфия Тип: статья |
| Проект полиграфического производства, выпускающего упаковку для ... | |
|
Министерство Российской Федерации по делам печати и массовым коммуникациям Государственное образовательное учреждение среднего профессионального ... - за возможно меньшее количество оборотов цилиндров печатного аппарата должен достигаться стабильный баланс "краска-увлажняющий раствор". Все травмоопасные зоны (печатный цилиндр, офсетный цилиндр, формный цилиндр, красочный аппарат, увлажняющий аппарат) должны иметь надежную защиту или ограждения. |
Раздел: Рефераты по журналистике Тип: дипломная работа |
| Определение издательско-полиграфического оформления издания | |
|
ВВЕДЕНИЕ В условиях перехода к рыночным условиям хозяйствования вызывает необходимость совершенствования организации производства на полиграфических ... Укреплению позиций листовой офсетной печати способствуют и такие факторы, как постепенный переход от крупнотиражного печатания к выпуску продукции небольшими тиражами (прежде всего ... Для печатания продукции способом офсетной печати используются только специальные офсетные краски или краски универсального назначения, если в их названии или в технических условиях ... |
Раздел: Рефераты по журналистике Тип: курсовая работа |
| Разработка печатного цеха | |
|
Введение Непрерывный рост мощностей полиграфической промышленности в Казахстане происходит благодаря строительству новых предприятий, реконструкции ... Печатные свойства краски - способность печатной краски раскатываться раскатными валиками в красочном аппарате, накатываться накатными валиками на печатную форму, переходить с нее ... Для печатания продукции способом офсетной печати используются только специальные офсетные краски или краски универсального назначения, если в их названии или в технических условиях ... |
Раздел: Промышленность, производство Тип: курсовая работа |