Контрольная работа: Неразрушающий контроль и диагностирование узлов и деталей в вагонном хозяйстве
Федеральное агентство железнодорожного транспорта
Федеральное государственное образовательное учреждение
Среднего профессионального образования
Пензенский техникум железнодорожного транспорта
Неразрушающий контроль и диагностирование узлов и деталей в вагонном хозяйстве
Контрольная работа
2009
Содержание
Вопрос № 1. Радиационный вид неразрушающего контроля
Вопрос № 2. Устройство намагничивающее стандартного образца МСН-12.01
Вопрос № 3. Диагностирование дизель-генераторных установок
Вопрос № 1. Радиационный вид неразрушающего контроля
Согласно ГОСТ 18353-79 радиационный контроль — это вид неразрушающего контроля, основанный на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с контролируемым объектом.
Радиационные методы в вагонном хозяйстве применяются для контроля сварных швов котлов железнодорожных цистерн. Эти методы основаны на взаимодействии электромагнитного излучения с твёрдым телом. Однородный поток электромагнитного излучения подаётся на просвечиваемую деталь. Проходя через неё и взаимодействуя с материалом детали и дефектами в ней, поток ослабляется (рассеивается и поглощается). В результате прохождения излучения через внутренние и наружные дефекты образуется неоднородное электромагнитное поле. Неоднородный поток электромагнитного излучения после прохождения детали образует так называемое радиационное изображение, которое преобразуется в видимое с помощью детектора, например, фоточувствительной плёнки. На плёнке в процессе проявления формируются участки с различной оптической плотностью.
При радиационном контроле применяют следующие виды излучения: тормозное излучение (его частный случай — рентгеновские лучи), γ— излучение, нейтронное излучение. По способу регистрации излучения различают: радиографию, радиоскопию, радиометрию.
При радиографии получают неподвижное изображение на фотоплёнке или на специальных пластинах. Радиография с использованием плёнок основана на фотографическом действии электромагнитного излучения. Радиационное излучение, прошедшее сквозь контролируемый объект подаётся на фотоплёнку, чувствительную к электромагнитному излучению в этом диапазоне, взаимодействует с кристаллами AgBr в фотоэмульсии плёнки и образует скрытое изображение. После этого плёнку подвергают фотообработке и получают видимое изображение.
В радиоскопии радиационное изображение подаётся на сцинтилляционный кристалл (сцинтилляция — явление излучения кристаллом видимого света под воздействием тормозного или γ —излучения), а затем изображение поступает на фотоэлектронный умножитель, где оптическое изображение преобразуется в электронное, после чего оно подаётся на телевизионный монитор. Таким образом, радиоскопия — это получение подвижного видимого изображения.
В радиометрии радиационное излучение подаётся на ионизационную камеру или счетчик, где производит ионизирующее воздействие на газ, содержащийся в них. Возникающий ионизационный ток измеряется прибором. Таким образом, радиометрия — это получение электрических сигналов под воздействием ионизирующего излучения. Чувствительность метода определяется минимальным размером дефекта в направлении просвечивания, обнаруживаемого при контроле. Она выражается в единицах длины (абсолютная чувствительность) или в процентах (относительная чувствительность) В процессе просвечивания необходимо контролировать соответствие реальной чувствительности требуемой. Для этого используют наборы искусственных дефектов разных размеров (дефектометры). Используют проволочные или канавочные дефектометры, при этом требуемая чувствительность считается достигнутой, если выявляется проволочка или канавка заданного размера.
Вопрос № 2. Устройство намагничивающее стандартного образца МСН-12.01
Обеспечение взаимодействия магнитного поля с объектом контроля возможно при его намагничивании. Способы и схемы намагничивания выбирают в зависимости от формы и размеров объектов контроля, а также ориентации подлежащих выявлению дефектов.
Для того чтобы получить наибольший магнитный поток рассеяния над дефектом и, следовательно, увеличить выявляемость дефекта, необходимо намагнитить деталь так, чтобы линии магнитной индукции пересекали наибольшую площадь дефекта, т.е. направление намагничивания должно быть перпендикулярно плоскости дефекта.
Дефекты выявляются значительно хуже или могут не выявляться, если магнитное поле направлено к плоскости дефекта под углом менее 300. Если ориентация дефектов неизвестна, то детали намагничивают в двух или трех направлениях. Магнитное поле рассеяния дефекта формируется только тангенциальной НI, составляющей вектора напряженности намагничивающего поля. Выявляемость дефектов ухудшается, если нормальная составляющая Нn, вектора напряженности намагничивающего поля превышает тангенциальную более чем в три раза. Для надежного выявления дефектов на контролируемой поверхности детали при намагничивании должно выполняться условие Нn/НI ≤ 3. Используют полюсный (продольный, поперечный, нормальный), циркулярный (бесполюсный) и комбинированный способы намагничивания.
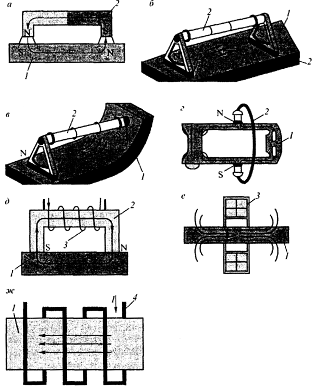
При полюсном продольном намагничивании магнитные силовые линии направлены вдоль продольной оси или наибольшего размера детали, пересекая поверхность и образуя на ее концевых участках магнитные полюса. Дефекты, ориентированные строго параллельно линиям поля, не выявляются. Как видно из рисунка, полюсное намагничивание осуществляется путем размещения детали между полюсами постоянного магнита (а, б, в, г), электромагнита (д), помещения детали в соленоид (е) и обвивки детали или ее части гибким кабелем (ж). Линии поля в местах входа в деталь и выхода из нее образуют зоны магнитных полюсов S и N. Эти зоны — области с ярко выраженной неоднородностью магнитного поля вносят неоднозначность дефектоскопирования, так как их образование не связано с дефектами. Намагничивание электромагнитами используют для намагничивания участков крупных деталей и для намагничивания всей детали, которую располагают между полюсами электромагнита как замыкающее звено магнитопровода. Примером такой схемы является намагничивание надрессорной балки и боковых рам тележек вагонов с помощью намагничивающей системы МСН-12.01. Направление выявляемых дефектов поперечное. Гибкий кабель наматывают (рис.1, 158, ж) в виде соленоида непосредственно на деталь или жесткий каркас из немагнитного материала для выявления поперечных дефектов. Между кабелем и деталью должен быть зазор от 10 до 20 мм.
Вопрос № 3. Диагностирование дизель-генераторных установок
Под технической диагностикой энергосилового оборудования рефрижераторного подвижного состава понимается процесс определения фактического технического состояния объекта без его разборки. В отдельных случаях для монтажа средств диагностики или их датчиков допускается частичная разборка диагностируемого объекта. Во время капитального ремонта дизель разбирают независимо от технического состояния. Диагностику условно разделяют на общую, когда оценивают техническое состояние дизеля в целом по совокупности ряда параметров, и поэлементную (локальную) позволяющую оценить техническое состояние отдельных узлов или систем двигателя (топливный насос высокого давления, водяной насос, форсунка и т.д.). Причем в одинаковой степени используется объективный метод, основанный на применении контрольно-измерительных средств, и субъективный, проводимый исполнителем визуально или с помощью простейших технических средств, не дающих количественную оценку технического состояния элементов машин. В ряде случаев при диагностике, помимо оценки фактического технического состояния объекта, предсказывается (прогнозируется) техническое состояние, в котором объект будет находиться через интересующий нас период времени или, наоборот, устанавливается срок, по истечении которого объект достигнет определенного технического состояния. Значительно реже решаются экспертные задачи — определяют техническое состояние, в котором агрегат находился некоторое время тому назад. Диагностика дизелей и его вспомогательных агрегатов перед началом ремонтных операций в депо условно может быть разбита на несколько этапов, каждый из которых должен быть предусмотрен технологическим процессом ремонта всего оборудования. Этими этапами являются получение информации от обслуживающей бригады о работе агрегата во время рейса; ознакомление с записями старшего механика или механика рефрижераторного поезда в «Книге учета и ремонта оборудования рефрижераторной секции» формы ВУ-87; анализ объема и характеристики сверхплановых работ при предыдущем деповском ремонте, внешний осмотр агрегата; запуск дизеля с замером параметров, необходимых для диагностирования его технического состояния, и диагностика агрегата в холодном состоянии с помощью контрольно-измерительных приборов и приспособлений. Общая диагностика основана на анализе различных внешних признаков и на результатах инструментального исследования. Наибольшее распространение в рефрижераторных депо получили методы, основанные на изучении выпускных газов, шумов при работающем двигателе и определении развиваемой мощности. По цвету выхлопных газов можно судить о техническом состоянии отдельных систем дизеля: белый цвет газов указывает на низкую компрессию цилиндра, попадание в цилиндры воды, переохлаждение дизеля, пропуск вспышек топлива, износ рабочих поверхностей плунжеров и втулок топливного насоса высокого давления или засорение фильтров тонкой очистки; темно- или светло-синий цвет газов указывает на неисправность форсунки, выгорание масла при переполнении картера, залегание поршневых колец, износ направляющих втулок рабочих клапанов; черный цвет выхлопных газов свидетельствует о плохом распылении топлива форсункой или уменьшении угла опережения впрыска. Этот признак характерен также для недостаточной подачи воздуха и завышенной подачи топлива; сизый или светло-серый цвет газов наблюдается при пуске двигателя после ремонта, когда детали поршневой группы еще не успели приработаться, или в случае залегания поршневых колец и при износе деталей поршневой группы. Если после пуска дизеля нет дыма или он выбрасывается редкими клубами — значит недостаточна подача топлива, сломана пружина топливоподкачивающего насоса, заклинило плунжер или лопнула его пружина, отказала форсунка или обратный клапан топливного насоса высокого давления. Метод диагностирования дизеля по издаваемому шуму распространен не менее чем по цвету выпускных газов. Он также не требует дорогостоящего оборудования (обычно прослушивается с помощью различных стетоскопов) хотя и доступен только квалифицированным, специалистам. В последние годы создан ряд механических и электронных стетоскопов, существенно облегчающих поиск неисправного сочленения деталей. Дорожной лабораторией технической диагностики рефрижераторного депо Предпортовая Октябрьской дороги разработан метод диагностики технического состояния дизелей, позволяющий прогнозировать оставшийся моторесурс наиболее ответственных деталей. Мощность дизеля проверяют подключением к электрогенератору печей обогрева грузовых вагонов. Превышение мощности дизеля по сравнению с номинальной более чем на 5%, как и снижение ее на 7%, и более, считается отказом. Превышение верхнего предела мощности на 10% влечет за собой увеличение скорости изнашивания отдельных деталей на 25—30%. Регулятор частоты вращения проверяют на устойчивость работы мгновенным отключением от генератора при максимальной нагрузке. Первоначально частота вращения коленчатого вала не должна превысить 1020—1050 об/мин, частота тока не более 3 Гц. Равномерность распределения нагрузки по цилиндрам определяется по эффективной мощности дизеля при работе на трех цилиндрах с поочередным отключением подачи топлива каждого из четырех. Разность их мощности (ток по амперметру), замеренных при работе на четырех или трех цилиндрах равна условной индикаторной мощности отключенного цилиндра. После замеров по всем цилиндрам определяют коэффициент равномерности их работы. Главным условием технической диагностики и прогнозирования остаточного моторесурса дизелей является правильный выбор наиболее точных методов диагностики, основанных на использовании действительных закономерностей изменения этих диагностических параметров. В связи с этим в настоящее время для технической диагностики дизелей на транспорте используются в основном следующие методы: механический метод диагностики; и виброакустический метод спектрального анализа картерного масла. В основу механического метода диагностирования дизелей положен принцип изменения динамических характеристик дизелей и их связи с параметрическими показателями измеряемых величин, которые можно определить механическими способами.
Долговечность двигателей чаще всего лимитируется состоянием его цилиндропоршневой группы. Расход масла наиболее правильно характеризует ее состояние. Этот параметр оказывает значительное влияние на экономические показатели дизеля. По предельному угару масла определяют состояние цилиндропоршневой группы, так как угар масла имеет довольно жесткую связь с износом. Обычно в условиях эксплуатации об угаре масла судят по удельному расходу масла путем сравнения с паспортными данными. По изменению давления и утечки масла судят о состоянии подшипников коленчатого вала дизеля. Для этого определяют масляным калибратором количество масла, проходящего через зазоры в подшипник за единицу времени при заданных режимах работы дизеля. Падение давления ниже нормы свидетельствует об увеличении зазоров между шейками коленчатого вала и вкладышами подшипников. Однако этим методом невозможно определить изношенность отдельных подшипников, так как калибратор дает оценку суммарной неплотности всех подшипников коленчатого вала дизеля. Другой способ, используемый для определения состояния цилиндропоршневой группы дизелей, основан на определении прорвавшихся газов в картер дизеля через кольцевое уплотнение поршней. Как показывают исследования и практика, при наступлении предельно изношенного состояния цилиндропоршневой группы значение расхода газов, прорвавшихся в картер, в 3—4 раза больше соответствующего значения у нового дизеля. Этот параметр позволяет точно прогнозировать остаточный моторесурс дизеля, так как наблюдается плавная закономерность его нарастания. Для определения величины износа цилиндров и компрессионных колец поршней необходимо отсоединить от сапуна вентиляционный шланг и на его место подключить газовый расходомер. При пропуске в картер газов более 60 л/мин необходимо проверить герметичность каждого цилиндра в отдельности, обратив особое внимание на состояние клапанов газораспределения. Одним из показателей, по которому также можно судить о состоянии цилиндропоршневой группы каждого отдельного цилиндра дизеля, служит давление конца сжатия (компрессия). Данный метод основан на явлении снижения давления (компрессии) в конце хода сжатия при увеличенном износе деталей уплотнения поршня или клапанного механизма газораспределения. Этот метод особенно чувствителен на пусковых оборотах дизеля. Поэтому измеряют компрессию на пусковых оборотах холостого хода. Значение компрессии при этих оборотах у предельно изношенного цилиндра дизеля уменьшается по сравнению с новым на 25—30%. В настоящее время существуют многочисленные конструкции компрессимеров — от простых механических до электронных. Некоторые механизмы дизелей диагностируют по структурным параметрам. К ним относятся зазоры в рамовых и шатунных подшипниках коленчатого вала, зазор между поршневым пальцем и втулкой верхней головки шатуна, тепловой зазор в клапанном механизме и др. В качестве средств контроля структурных параметров, которыми в большинстве случаев оказываются зазоры в сопряженных деталях, используют те или иные измерительные приборы (например, индикатор). Зазоры в коренных подшипниках вала определяют косвенным путем. Для этого затягивают редукционный клапан до предела, при этом давление масла в магистрали должно быть для дизеля типа 4VD-21/15 не менее 0,7 МПа. Наиболее трудно проверить зазоры верхних и нижних подшипников шатунов. Замеряют их с помощью специального приспособления, устанавливаемого вместо форсунки на головку цилиндров.
Состояние цилиндропоршневой группы дизеля в целом определяется на работающем агрегате. При этом дизель должен иметь температуру воды 75-85°С, давление масла 0,5 МПа, частоту вращения коленчатого вала 800—850 об/мин, что соответствует показаниям вольтметра 240—250 В. На дизеле К-461 М производится проверка поршня, клапанов, прокладок головок блока, т.е. деталей, обеспечивающих герметичность камеры сгорания. Варианты проверки: путем прослушивания, по угару масла, по падению сжатого воздуха, подаваемого в цилиндры. Для проверки этих деталей без разборки применяется переносной пневматический прибор типа НИИ АТК-69. Состояние гильз цилиндров, поршневых колец, клапанов и прокладок головки блока цилиндров определяется с помощью измерения расхода воздуха, вводимого внутрь цилиндра через отверстие для форсунки на неработающем дизеле. При повышенном давлении путем прослушивания более четко определяется состояние клапанов, поршневых колец и прокладок головки цилиндра. Разность утечки воздуха в начале и конце такта сжатия при отсутствии утечки через клапаны и прокладку головки цилиндра характеризует состояние цилиндров. Предельному износу поршня и цилиндровой втулки соответствует разность утечки более 30%. Размеры утечки при положении поршня в начале такта сжатия характеризуют состояние поршневых колец, клапанов. Если утечка более 18%, кольца заменяют. Повышенный расход топлива также может характеризовать износ дизеля. Общий расход топлива определяют жидкостным расходомером (ротаметр типа РМ-5 и др.) при работе дизеля под полной нагрузкой при частоте вращения коленчатого вала 1000 об/мин, и напряжения в сети 390 В, после этого нагрузка ступенчато снимается повторно замеряется расход топлива в л/ч. Результаты замеров сравнивают с данными, полученными на эталонном дизеле.
Виброакустический метод диагностики дизелей. Дизель можно рассматривать как совокупность отдельных деталей, колебания которых при возмущающих воздействиях происходят на собственных частотах. При увеличении зазоров в сопряженных деталях растет энергия вибрации при работе двигателя. Эти колебания передаются остову дизеля в результате неуравновешенности центробежных инерционных сил, вращающихся и возвратно-поступательно движущихся деталей кривошипно-шатунного механизма, топливной системы, механизма газораспределения, процесс сгорания, вспомогательными механизмами и т.д. Колебания возникают в результате ударных взаимодействий в сопряженных деталях. Эти упругие колебания являются основополагающими диагностическими сигналами с точки зрения виброакустической диагностики, так как вызывают вибрацию деталей механизмов и всего дизеля. При этом ударные воздействия происходят с частоты вращения коленчатого вала дизеля или кратной ей и могут быть с достаточной точностью привязаны к углу поворота коленчатого вала и, в частности, к положению поршня, когда он находится в верхней мертвой точке. При прочих равных условиях, чем больше зазор в сопряженных деталях, тем больше скорость, момент удара, при этом возрастает энергия виброимпульсов. Для дизелей характерно то, что каждая сопряженная пара деталей имеет собственную, только ей присущую частоту колебаний, отличную от частот колебаний других сопряженных пар деталей, которые быстро затухают по определенному закону. Время между возбуждающими воздействиями у отдельных сопряженных деталей в 2—2,5 раза больше длительности колебательного процесса.
В настоящее время для диагностики дизелей используется всевозможная электронная виброаппаратура, создан ряд новых приборов и диагностических схем («Брюль и Къер», RTF, ДИПС, ЭМДП, Нева-306и др.).
Литература
1. Неразрушающий контроль в вагонном хозяйстве. Д. А. Мойкин.
2. Современные методы технической диагностики и неразрушающего контроля деталей и узлов подвижного состава железнодорожного транспорта. Криворудченко В.Ф., Ахмеджанов Р.А.