Контрольная работа: Особливості та режими зварювання різних металів
Особливості та режими зварювання різних металів
Зміст
1. Зварювання вуглецевих сталей
2. Зварювання легованих сталей
3. Зварювання чавуну
4. Зварювання міді
5. Зварювання латуні і бронзи
6. Зварювання алюмінію і його сплавів
7. Зварювання інших металів
1. Зварювання вуглецевих сталей
Маловуглецеві сталі можна зварювати будь-яким з способів газового зварювання. Полум'я пальника під час зварювання сталі повинно бути нормальним, потужністю 100—130 дм3/год ацетилену на 1 мм товщини металу в разі лівого і 120— 150 дм3/год в разі правого зварювання.
Висококваліфіковані зварники застосовують полум'я великої потужності — 150—200 дм3/год ацетилену на 1 мм товщини металу та товщий дріт, що підвищує продуктивність. При такому режимі зварювання від зварника вимагається значний досвід, оскільки в разі невмілого зварювання можна перегріти метал і одержати крупнозернисту будову металу шва.
Для зварювання вуглецевих сталей застосовують дріт з маловуглецевої сталі Св-08, Св-08А або Св-ЮГА за ГОСТ 2246—60. Під час зварювання цим дротом частина вуглецю, марганцю та кремнію вигоряє, а метал шва набуває крупнокристалічної структури і його границя міцності нижча від такої для основного металу. Щоб одержати наплавлений метал рівноміцний основному, застосовують дріт Св-12ГС, який містить, %: до 0,17 вуглецю; 0,8—1,1 марганцю і 0,6—0,9 кремнію. Діаметр дроту беруть залежно від товщини зварюваного металу.
У разі зварювання полум'ям великої потужності, з метою запобігання перегріванню металу, зменшують кут нахилу мундштука до основного металу, а полум'я переважно направляють на кінець дроту.
Під час зварювання треба стежити за тим, щоб кромки шва і кінець дроту розплавлялись одночасно і щоб краплі розплавленого присадного металу не потрапляли на ще недостатньо нагріту кромку основного металу. Якщо це станеться, то у даному місці не буде міцного з'єднання наплавленого металу з основним і утвориться непровар кромки. У недосвідченого зварника при дотиканні до кромки металу кінцем недостатньо нагрітого дроту він часто приварюється до основного металу.
Для ущільнення і підвищення пластичності наплавленого металу застосовують проковування шва у гарячому стані. Проковування провадять при температурі ясно-червоного і закінчують при температурі темно-червоного жару. При нижчій температурі проковування провадити не можна, оскільки це веде до наклепування металу і може спричинити появу тріщин у шві і у прилеглій до нього зоні основного металу.
При зварюванні листів великої товщини, а також зварюванні відповідальних виробів застосовують термічну обробку зварного шва або виробу в цілому за способом, описаним у попередньому розділі. Необхідність та порядок термічної обробки передбачається технічними умовами на виготовлення виробу.
Середньовуглецеві сталі (до 0,6% вуглецю) зварюються гірше, ніж маловуглецеві. Вони схильні до жолоблення і утворення тріщин під час зварювання. Наконечник беруть потужністю 75 дм3/год ацетилену на 1 мм товщини зварюваного металу, тобто меншою, ніж для зварювання маловуглецевої сталі.
Полум'я повинне бути нормальним або трохи навуглецьовувальним, оскільки окислювальне полум'я спричинює вигоряння вуглецю. Якщо товщина металу понад 3 мм, рекомендується попередньо підігрівати вироби до 250—350°С з метою зменшення нерівномірності нагрівання, зниження внутрішніх напруг і запобігання загартовуванню основного металу у пришовній зоні. Поряд з загальним підігріванням застосовують також місцеве підігрівання пришовної зони до 650—700° С.
Як присадний метал використовують дріт Св-08А за ГОСТ 2246—60. Низький вміст вуглецю у цьому дроті зменшує вигоряння вуглецю та "кипіння" зварювальної ванни. З метою запобігання перегріванню металу слід застосовувати ліве зварювання. Після зварювання шов проковують при 850—900°С з наступною нормалізацією нагріванням до 900°С і охолодженням на повітрі. Структуру металу шва та пришовної зони можна поліпшити відпусканням при 600—650°С. Для зварювання сталей, що містять вуглецю 0,7—0,8%, доцільно застосовувати флюс (буру). Сталі, що містять вуглецю понад 0,6%, зварюються значна гірше. Якісне їх зварювання можна одержати при товщині не більшій 5—6 мм. Для зварювання сталі важливе значення має чистота поверхні кромок, оскільки забруднення спричинює у шві пори, непровари, шлакові включення.
2. Зварювання легованих сталей
Більшість конструкційних легованих сталей зварюється газовим зварюванням задовільно. Зварювання цих сталей має ряд особливостей, оскільки відбувається часткове вигоряння легуючих домішок, внаслідок чого метал шва втрачає властивості сталі даної марки. Леговані сталі гірше проводять тепло, ніж маловуглецева сталь і через те більше жолобляться при зварюванні. Сталі деяких марок здатні загартовуватися на повітрі, особливо в прилеглих до шва ділянках, і схильні до утворення тріщин.
Hизьколеговані сталі для будівельних конструкцій (наприклад, 15ХСНД і 10ХСНД) добре зварюються газовим зварюванням. Потужність наконечника вибирають 75—100 дм3/год при лівому і 100—130 дм3/год ацетилену при правому зварюванні на 1 мм товщини металу. При зварюванні застосовують нормальне полум'я і дріт Св-08, СВ-08А або Св-10Г2 за ГОСТ 2246—60. Можна застосовувати ліве і праве зварювання. Для поліпшення якості наплавленого металу доцільно проковувати шов при ясно-червоному жарі (800—850°С) з наступною нормалізацією металу шва. Флюс не застосовують.
Низьколеговані молібденові і хромо-молібденові теплостійкі сталі для котлобудування. Газове зварювання цих сталей може використовуватися при монтажі і ремонті парових котлів і трубопроводів.
Полум'я застосовують лише нормальне, потужністю 100 дм3/год ацетилену на 1 мм товщини металу. При зварюванні застосовують дріт марок Св-08ХНМ, Св-ЮНМ, СВ-18ХМА, Св-ЮХМ, Св-ЮМХ за ГОСТ 2246—60. Зварюють невеликими ділянками завдовжки 15—25 мм, підтримуючи температуру ясно-червоного жару всієї зварюваної ділянки.
При товщині металу понад 16 мм всі вироби необхідно попередньо рівномірно підігрівати до 250—360°С, зберігаючи цю температуру сталою в процесі зварювання. Для цього виріб під час зварювання підігрівають пальниками або іншими способами.
При навколишній температурі мінус 10°С зварювати сталі 15М і 20М завтовшки до 10 мм можна без попереднього нагрівання, а при більшій товщині — з підігріванням до 250—300°С. Хромомолібденові сталі 12ХМ, 15ХМ, 12Х1МФ при мінус 10°С зварюють з підігріванням до 250— 300°С, незалежно від товщини металу.
Кромки перед зварюванням зачищають до металічного блиску. При товщині металу до 5 мм зварювання провадять в один шар, при більшій товщині застосовують багатошарове зварювання. Спочатку "пролуджують" кромки, для чого їх у вершині шва розплавляють і зварюють без додавання присадного металу з метою одержання повного провару вершини шва. Довжина пролудженої ділянки не повинна перевищувати 15—25 мм, оскільки при більшій довжині в цьому місці можлива поява непомітної тріщини, яка може лишитися в шві. Для зменшення вигоряння хрому і молібдену метал зварювальної ванни треба підтримувати в можливо густішому стані, не перегріваючи його.
Зварювання провадять з найменшою кількістю перерв. При поновленні зварювання після перерви необхідно рівномірно підігріти шов у даному місці (при зварюванні труб — увесь стик), до 250—300° С з метою попередження появи тріщин. Підсилення шва розміщують симетрично до осі шва, забезпечуючи плавний перехід від наплавленого металу до основного.
Повній термообробці (нормалізації) підлягають барабани і деталі котлів при товщині металу більше 10 мм — їх нагрівають до 900—930°С для молібденової і до 930— 950°С для хромомолібденової сталі, видержують при цій температурі з розрахунку 1—1,5 хв на 1 мм товщини металу і охолоджують в спокійному повітрі до 300°С.
При зварюванні труб і зварюванні на монтажі допускається також місцева термообробка у вигляді відпалювання. Місцевій термообробці піддаються всі зварні з'єднання паропровідних і колекторних труб. Для молібденових і хромомолібденових сталей нагрівання при відпалюванні провадиться до 680—700°С (для хромомолібденованадієвих — 720—740°С) з видержкою 4—5 хв на 1 мм товщини металу і повільним охолодженням до 250—300°С. Для хромомолібденових сталей місцева термообробка провадиться індукційними нагрівниками, кільцевими газовими пальниками і муфельними електропечами опору. Зварне з'єднання треба нагріти по всьому периметру на ширині не менше 100 мм в обидва боки від шва.
Низьколеговані хромокремнемарганцеві сталі (хpомансиль). При газовому зварюванні цих сталей марганець, хром і кремній, які входять до їх складу, частково вигоряють, що спричинює появу в шві включень окислів, шлаків і непровару. Щоб запобігти цьому, зварювання провадять нормальним полум'ям, наконечником потужністю 75—100 дм3/год ацетилену на 1 мм товщини металу. Окислювальне полум'я шкідливе, оскільки збільшує вигоряння хрому, кремнію і марганцю. Застосовують або маловуглецевий дріт Св-08 і Св-08А або легований Св-18ХГСА і СВ-18ХМА.
Зварювання провадять в один шар. Перед зварюванням листи попередньо прихвачують через 20—30 мм при товщині листів від 0,5—1,5 мм і через 40—60 мм при товщині 2 мм і більше. Прихватки розміщують на відстані 10—15 мм від краю листа або кута зварного з'єднання. Велике значення для якості шва при зварюванні цієї сталі мають старанна очистка і підгонка кромок, а також точне додержання зазора між ними, який повинен бути однаковим по всій довжині шва. Ці сталі при різкому охолодженні схильні до утворення тріщин у шві і біля нього. Тому після закінчення зварювання пальник треба відводити повільно, одночасно підігріваючи факелом полум'я метал кінцевої ділянки на площі радіусом 20—40 мм. Зварювання треба провадити якомога швидше, без перерв, не затримуючи полум'я на одному місці. Для зменшення жолоблення прихвачування і зварювання провадять від середини шва до його кінців.
Після зварювання вузлів відповідальних виробів їх піддають гартуванню і відпусканню. Гартування провадять нагріванням спочатку до 500—650°С з видержкою при цій температурі з розрахунку 1,5 хв на 1 мм товщини (але не менше 5 хв) і наступним нагріванням до 880°С з тією ж видержкою. Після цього деталь охолоджують в маслі з температурою 20—50°С або спочатку в гарячому маслі (190°С), а потім в маслі з температурою 20°С.
Відпускання полягає в нагріванні до 400—600°С з наступним охолодженням в гарячій воді (60°С). Чим нижча температура відпускання, тим вища міцність, але менша пластичність металу шва.
Хромисті сталі можуть містити від 4 до 30% хрому. Зварювання хромистих сталей пов'язане з рядом труднощів, оскільки, вони схильні до сильного жолоблення і гартування в момент остигання шва, що спричинює утворення тріщин. Чим вищий вміст вуглецю у хромистій сталі, тим гірше вона зварюється.
Зварювання хромистих сталей провадять нормальним полум'ям наконечником потужністю не більше 70 дм3/год ацетилену на 1 мм товщини металу. При зварюванні застосовують дріт з хромонікелевої сталі Св-02Х19Н9. Кращих результатів досягають при зварюванні дротом Св-06Х19Н9Т (з титаном). Титан і ніобій перешкоджають утворенню в шві твердих хімічних сполук хрому з вуглецем (карбідів хрому).
Зварювання треба провадити якомога швидше, прагнучи не допускати перерв і повторних нагрівань шва. Щоб уникнути утворення тріщин, слід застосовувати однобічне, одношарове зварювання.
При зварюванні застосовують флюс, який є запобіжником вигоряння хрому і сприяє видаленню із шва окислів хрому. Склад флюсу, %: борної кислоти 55; окису кремнію 10; феромарганцю 10; ферохрому 10; феротитану 5; титанової руди (концентрату) 5 і плавикового шпату 5. Перед зварюванням кромки зачищають до металічного блиску. Хромисті сталі, що містять понад 14% хрому, зварюють з попереднім підігріванням до 200—250°С, а після зварювання піддають термічній обробці за режимом, передбаченим для сталі даної марки.
Високохромисті кислотостійкі сталі при тривалому нагріванні схильні до зростання зерна в зоні нагрівання, що знижує їх міцність. Тому газовим зварюванням ці сталі не зварюють.
Хромонікелеві нержавіючі аустенітні сталі зварюють нормальним полум'ям потужністю 75 дм3/год ацетилену на 1 мм товщини металу. Окислювальне полум'я не допускається. Застосовують дріт CB-02X19H9, CB-06X19H9T або Св-08Х19Н10Б. При зварюванні жароміцної нержавіючої сталі застосовують дріт, що містить 21% нікелю і 25% хрому. Для зварювання корозієстійкої сталі, що містить молібден, застосовують дріт, який містить 3% молібдену, 11% нікелю і 17% хрому.
Основні труднощі при зварюванні цих сталей полягають в тому, що при нагріванні до 400—900°С відбувається виділення карбідів хрому по границях зерен сталі, внаслідок чого сталь втрачає стійкість проти корозії. Титан або ніобій зв'язують вуглець і чинять опір утворенню карбідів хрому. Вміст ніобію повинен не менше ніж у 10 раз перевищувати вміст вуглецю в сталі; максимально допустимий вміст ніобію—1,2%.
Зварювання нержавіючих сталей треба провадити швидко, тримаючи кінець дроту весь час у зварювальній ванні. Для кращого відведення тепла можна зварювати на підкладці з міді. Можна застосовувати ліве і праве зварювання. При довгих швах застосовують зворотноступінчастий спосіб зварювання. Мундштук тримають під кутом 45° до поверхні деталі.
Після зварювання деталь піддають термообробці (гартуванню) нагріванням до 1050—1100°С і швидким охолодженням у воді. Гартування може бути замінене відпалюванням при 850°С з охолодженням на повітрі. При цьому карбіди хрому, що виділилися, знову розчиняються у сплаві і шов набуває властивостей основного металу. Метал завтовшки 1—2 мм можна охолоджувати на повітрі. Сталь з добавкою титану можна не піддавати термообробці після зварювання.
Для поліпшення зовнішнього вигляду шва і видалення окислів хрому застосовують флюс складу, %: плавикового шпату 80 і феротитану 20. Як флюс придатна також суміш складу, % : бури 50 і борної кислоти 50 або бури 80 і двоокису кремнію 20. Флюс наносять на кромки за 15—20 хв до зварювання, а після зварювання видаляють промиванням у гарячій воді або кип'ятінням у 5%-ному розчині NaOH.
Кращі результати дає флюс-паста НЖ-8, який не містить бору і фтору, що спричинюють корозію шва. До складу флюсу НЖ-8 входять мармур, фарфор, феромарганець, феросиліцій, феротитан і двоокис титану.
Хромонікелеві сталі доцільніше зварювати дуговим, в захисних газах або контактним електрозварюванням, оскільки ці способи дають меншу зону нагрівання, і тому забезпечують кращу якість зварного шва, ніж газове зварювання. Газовим зварюванням зварюють нержавіючу сталь завтовшки не більше 3 мм, оскільки при більшій товщині сталі її деформації досягають значної величини.
3. Зварювання чавуну
Чавун зварюють при виправленні дефектів відливок, а також відновленні і ремонті деталей: заварюванні тріщин, раковин, приварюванні частин, що відкололися, і ін. Найчастіше доводиться зварювати вироби з сірого (ливарного) чавуну. Одержання якісної зварки чавуну вимагає від зварника необхідного досвіду і знань. Розроблено багато способів зварювання чавуну як газового, так і електричного. Вибір найкращого способу визначається складом чавуну, конструкцією деталі, умовами її роботи і характером дефекту. При цьому треба мати на увазі, що газове зварювання сірого чавуну є одним з найнадійніших способів, що дає можливість одержувати наплавлений метал, за властивостями досить близький до металу чавунної деталі. Це зумовлено тим, що при газовому зварюванні відбувається більш тривале і рівномірне нагрівання і охолодження зварюваної деталі, ніж, наприклад, при дуговому зварюванні. Тому газове зварювання забезпечує кращі умови для графітизації вуглецю в наплавленому металі, робить менш імовірною появу в сусідніх із швом ділянках основного металу твердих зон вибіленого чавуну і, нарешті, зменшує внутрішні напруги в зварюваному виробі і можливість утворення тріщин. Газове зварювання деталей із чавуну слід провадити із застосуванням попереднього підігрівання, загального чи місцевого.
Скіс кромок роблять однобічний (V-подібний) з кутом розкриття 90°. При товщині до 4 мм скосу кромок не роблять. Кромки ретельно очищають від масла, іржі і бруду щіткою або піскоструминним апаратом і прогрівають полум'ям пальника. Як присадочні прутки використовують чавунні стержні діаметром 4, 6, 8, 10, 12 мм, завдовжки 400— 700 мм. За ГОСТ 2671—44 стержні (прутки) для зварювання чавуну випускають марок А і Б. Стержні марки А призначені для зварювання масивних деталей з підігріванням і мають склад, %: вуглецю 3—3,6; кремнію 3—3,5; марганцю 0,5—0,8; фосфору 0,2—0,5; сірки не більше 0,08, хрому не більше 0,05 і нікелю не більше 0,3. Стержні марки Б призначені для зварювання дрібних деталей з місцевим підігріванням, коли охолодження деталі після зварювання відбувається швидко. Тому в стержнях марки Б міститься більше кремнію, який сприяє графітизації вуглецю, а саме 3,6—4,8% кремнію і 0,3—0,5% фосфору. Решта елементів міститься в тих самих кількостях, що і в прутках марки А.
При зварюванні чавуну утворюються окисли кремнію, заліза і марганцю; для їх видалення із зварювальної ванни застосовують флюс, що складається із меленої прожареної бури технічної (ГОСТ 8429—57) або із суміші, %: бури 56, вуглекислого натрію (соди) 22 і вуглекислого калію (поташу) 22 або бури 50, соди двовуглекислої 47 і кремнезему 3. Застосовують також флюс із вуглекислого натрію і двовуглекислого натрію (по 50%). Добру розкислюючу здатність має флюс складу, %: бури прожареної 23, вуглекислого натрію 27 і азотнокислого натрію 50. Пруток при зварюванні треба частіше занурювати у флюс і підсипати флюс у зварювальну ванну. Наконечник вибирають потужністю 100—120 дм3/год ацетилену на 1 мм товщини металу.
Для зварювання чавуну можна застосовувати також розроблений ВНДІавтогенмашем газоподібний флюс БМ-1, що складається з леткої рідини. Розроблений для зварювання латуні цей флюс має добрі результати і при зварюванні чавуну.
Зварювальне полум'я при зварюванні чавуну повинно бути нормальним або навуглецьовувальним, оскільки окислювальне спричинює місцеве вигоряння кремнію і в металі шва утворюються зерна білого чавуну. Місця з включеннями зерен білого чавуну дуже тверді і дуже утруднюють наступну обробку шва різальним інструментом. Метал добре прогрівають, зварювання провадять швидко нижнім швом, а для масивних деталей — двома пальниками одночасно. Кінцем прутка весь час перемішують метал зварювальної ванни для полегшення виходу розчинених газів, бо інакше шов вийде пористим.
Деталі складної форми, що мають неоднаковий переріз в окремих частинах, отвори, перемички і т. ін., для запобігання появі тріщин і внутрішніх напруг від нерівномірного нагрівання, необхідно зварювати лише з попереднім підігріванням. Загальне підігрівання деталі здійснюється в печі, горні, зольнику до 300—400° С, а крупніших деталей — до 600—700°С. При використанні тимчасових печей деталь обкладають зовні деревним вугіллям і закривають азбестом. Для надходження повітря знизу в стінках печі роблять отвори. Після зварювання деталь повинна повільно остигати разом з піччю для того, щоб метал шва набув однорідної структури сірого чавуну і у виробі не з'явилися тріщини від нерівномірного охолодження.
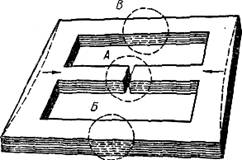
Рис. 1. Місцеве підігрівання під час зварювання чавунної рами:
А — місце зварювання; Б, В — місця підігрівання.
В цехах масового виробництва, де зварюють велику кількість чавунних виробів, для підігрівання застосовують безперервно діючі конвейєрні печі.
Місцеве підігрівання застосовують при зварюванні дуже громіздких виробів або в тому разі, коли форма і характер
пошкодження не потребують нагрівання всього виробу. Місцеве підігрівання робиться пальниками, паяльними лампами, індукційним електронагріванням, деревним вугіллям, коксом. В останніх двох випадках місце нагрівання огороджують коробкою з листового заліза з отворами для доступу повітря і засипають деревним вугіллям або коксом, які розпалюють. При місцевому підігріванні деталі підігріваної ділянки повинні нагріватися і охолоджуватися одночасно і поступово. Малі перерізи при охолодженні слід іноді підігрівати, підтримуючи їх в нагрітому стані, щоб вони не охолоджувалися швидше за більш масивні частини. Місцеве підігрівання роблять так, щоб кромки у місці зварювання попередньо розійшлися. На рис. 1 показано приклад місцевого підігрівання при зварюванні чавунної рами. Якщо середній брус рами, який лопнув, зварити в А без попереднього підігрівання в Б і В, то при охолодженні середній брус почне скорочуватися по довжині, прагнучи зігнути поперечні бруси, як це показано пунктиром. Внаслідок опору вигину поперечних брусів вони в свою чергу прагнутимуть розірвати зварений брус. Оскільки чавун має погану опірність розтяганню, то середній брус лопне по місцю зварки в А. Цього не станеться, якщо перед зварюванням нагріти бокові бруси в Б і В. При цьому вони подовжаться, кромки середнього бруса в А розійдуться і в такому стані його зварюють. При остиганні всі три бруси вкоротяться в однаковій мірі і в А не виникне розтягуючих зусиль.
Під час зварювання чавуну пруток занурюють у зварювальну ванну лише після нагрівання кінця прутка до ясно-червоного жару, оскільки холодний пруток може спричинити місцеве вибілювання чавуну. Метал у ванні безперервно перемішують кінцем прутка для видалення газів і окислів. Пруток слід виймати з ванни можливо рідше і лише для того, щоб вкрити його флюсом.
Полум'я не можна відводити вбік у процесі зварювання, яке провадять з можливо більшою швидкістю. Якщо нагрів металу дуже високий, то ядро полум'я можна трохи віддалити від поверхні ванни, яка, проте, весь час повинна бути вкрита відновлювальною частиною полум'я. Зайва затримка полум'я на одному місці призводить до вигоряння вуглецю і кремнію в даному місці, що спричинює утворення структури вибіленого чавуну.
Після закінчення заварювання тріщин виробу дають повністю повільно охолонути разом з горном з метою запобігти жолобленню і утворенню тріщин від нерівномірного охолодження. Крім того, повільне охолодження перешкоджає появі в шві структури білого чавуну.
Чавуни сірий, ковкий і високоміцний можна зварювати присадним дротом з латуні Л62, що має температуру плавлення 850—900°С, тобто нижчу від температури плавлення чавуну, яка дорівнює 1100—1250°С. Зварювання провадять без підігрівання деталі або з місцевим підігріванням. Шов буде досить пластичним і міцним, оскільки латунь пластична і краще чавуну чинить опір розтяганню і ударам. Чавунна деталь при цьому способі зварювання не піддається сильному нагріванню і через те в ній не виникають загрозливі деформації і напруги. Наконечник при зварюванні чавуну латунню беруть з потужністю полум'я 60—75 дм3/год ацетилену на 1 мм товщини металу. Кут розкриття шва 70—80°. Застосовують флюс складу, %: плавленої бури 70, кухонної солі 20 і борної кислоти 10. Можна застосовувати лише буру або суміш бури і борної кислоти, взятих в однакових кількостях.
Кромки чавунної деталі не розплавляють, а лише нагрівають до ясно-червоного жару, потім їх посипають флюсом і наплавляють латунь, яка облуджує кромки, дифундуючи в чавун. Після цього латунню заповняють весь шов, посипаючи рідкий метал флюсом і перемішуючи його кінцем присадного дроту. Наплавлення здійснюють менш гарячою частиною полум'я, тримаючи ядро на більшій відстані від ванни, ніж звичайно, і спрямовуючи полум'я переважно на присадний латунний дріт.
Найкраще чавун змочується розплавленою латунню при 700—850°С. При нижчій температурі, порядку 600°С, наплавлений метал швидко застигає і гази, які в ньому містяться, не встигають виділитися, що спричинює пористість швів. При температурі понад 900°С відбувається розчинення заліза в латуні і випаровування з неї цинку, що також спричинює пористість наплавленого металу. Крім того, при цій температурі з чавуну вигоряє графіт, що погіршує змочування чавуну латунню. Щоб запобігти випаровуванню цинку, який входить до складу латуні, полум'я повинно мати надмір кисню до 30—40%.
Для зварювання чавуну латунню найдоцільніше застосовувати газоподібний флюс. Крім того, застосовують чавунні прутки з мідним покриттям, що поліпшують змочуваність кромок наплавлюваним металом, а також прутки з так званого евтектичного чавуну, температура, плавлення якого 1050—1200° С. Для зварювання застосовуються флюси у вигляді пасти. При відсутності спеціальних чавунних прутків або латуні Л62 тріщини в чавунних деталях можна заварювати також дротом із електролітичної червоної міді.
Для зварювання високоміцного чавуну з кулеподібною формою графіту застосовують прутки, що містять 0,07% магнію.
Низькотемпературне заварювання ливарних дефектів у чавунних деталях. При даному способі, розробленому ВНДІавтогенмашем для заварювання ливарних дефектів деталей із сірого чавуну, застосовуються спеціальні чавунні прутки і флюси-пасти. Заварювання відбувається без розплавлення основного металу і процес заварювання подібний до паяння, але замість припою з іншого металу в даному разі застосовується пруток також із чавуну відповідної марки. Присадні стержні марки НЧ-1 для заварювання виробів з тонкою стінкою мають склад, %:
| Вуглецю | 3,0—3,5 | Фосфору | 0,2—0,4 |
| Кремнію | 3,0—3,4 | Нікелю | 0,4—0,6 |
| Марганцю | 0,6—0,7 | Хрому | до 0,1 |
| Сірки | не більше 0,05 | Титану | 0,15-0,20 |
При заварюванні товстостінних виробів охолодження наплавки відбувається швидше. У зв'язку з цим застосовують присадні стержні марки НЧ-2, у яких підвищено вміст кремнію до 3,5—4,0%, що сприяє графітизації чавуну наплавки і перешкоджає вибіленню; вміст решти компонентів такий самий, як і для марки НЧ-1. Стержні відливаються у кокіль і мають діаметр 5, 7, 9 і 12 мм. Флюси-пасти для цього процесу заварювання мають такий склад, %:
| Флюс ФСЧ-1 ТУ 21-62 | Флюс ФСЧ-2 ТУ 22-62 | |
| Бура плавлена | 23 | 18 |
| Сода кальцинована | 27 | 25 |
| Селітра натрієва зневоднена | 50 | 56,5 |
| Літій вуглекислий зневоднений | — | 0,5 |
| Води, % до ваги сухої частини | 1 | 1 |
Для прутків НЧ-1 застосовують флюс ФСЧ-1, для НЧ-2 — флюс ФСЧ-2.
Місце зварювання зачищають до металічного блиску. При товщині до 10 мм кромки роблять V-подібної форми з кутом розкриття 70—90°, при товщині, більшій 10 мм,— Х-подібної форми. Ливарні дефекти (пори, шлакові включення) вирубують і кромки обробляють з загальним кутом розкриття шва 45—60°. Перед зварюванням виріб піддають місцевому нагріванню пальником до 300—400°С; вироби з більш складною формою піддають загальному нагріванню в печі до тієї ж самої температури.
На нагріту поверхню наносять шар флюсу-пасти і місце зварювання нагрівають пальником до 820—860°С. Полум'я повинно бути нормальним (відновлювальним). При цій температурі флюс-паста плавиться, вкриваючи місце зварювання тонкою плівкою. Присадний стержень покривається зовні флюсом-пастою і розплавляється поступово, крапля за краплею стікаючи на заварювану поверхню і розтікаючись по ній. Зварювання провадять справа наліво, полум'я пальника переміщують попереду шва. Після заварювання виріб повільно охолоджують в піску або під шаром азбесту. При даному способі зварювання у шві відсутні .зони твердого вибіленого чавуну, оскільки основний метал не доводиться до плавлення; наплавка виходить щільною, м'якою і добре обробляється різцем. Ремонтований виріб зазнає незначних внутрішніх напружень і тріщини не виникають.
Добрі результати при низькотемпературному зварюванні чавуну дає застосування пропан-бутано-кисневого полум'я і пальників ГЗУ-2-62 або ГЗМ-2-62. Потужність полум'я 60—70 дм3/год пропан-бутану на 1 мм товщини, полум'я нормальне. При товщині зварюваного металу 6—12 мм роблять V-подібне розчищання кромок без притуплення з зазором до 3 мм і кутом розкриття 55°. Пруток тримають під кутом 30—35°, а мундштук — під кутом 45° до поверхні металу. Попередньо очищені кромки нагрівають до 300— 400°С, покривають флюсом і нагрівають до "спітніння", тобто 820—860°С. В цей момент у полум'я вводять покритий флюсом пруток і, перемішуючи його кінцем ванну, заповняють її металом доверху з невеликим підсиленням шва. Зварювання провадять без перерви. При товщині металу 6 мм зварювання провадять за один прохід, при 9—12 мм — за два проходи. Режими зварювання такі:
Товщина металу, мм |
6 | 9 | 12 |
| № наконечника | 5 | 6 | 7 |
| Швидкість зварювання, м/год | 1,7 | 1,8 | 0,48 |
| Продуктивність наплавлення, кг/год | 0,73 | 0,86 | 1,13 |
при цьому способі дістають метал наплавлення з структурою дрібнопластинчастого, рівномірно розподіленого графіту. При твердості основного металу НВ 140—160 твердість металу шва і перехідної зони дорівнює НВ 22—245.
Крім пропан-бутану, можна застосовувати і інші гази-замінники: природний, міський, нафтовий і ін.
4. Зварювання міді
Мідь має високу теплопровідність, у зв'язку з чим при її зварюванні до місця розплавлення металу доводиться підводити більшу кількість тепла, ніж при зварюванні сталі. Проте занадто потужне полум'я може спричинити перегрівання металу шва і прилеглих ділянок основного металу, внаслідок чого мідь набуває крупнозернистої структури і знижує міцність. Для зварювання міді завтовшки до 10 мм беруть потужність полум'я 150 дм3/год ацетилену на 1 мм товщини листа. Для товщих листів потужність полум'я збільшують до 200 дм3/год ацетилену на 1 мм товщини металу. При товщині понад 10 мм краще провадити зварювання двома пальниками одночасно: одним для попереднього підігрівання і регулювання нагріву металу в місці зварювання, а другим — для розплавлення і зварювання металу. Якщо дозволяють розміри і форма деталі, то зварювання можна провадити одночасно з двох боків. В таких випадках потужність полум'я кожного пальника беруть 100 дм3/год ацетилену на 1 мм товщини металу.
Однією з властивостей міді, що утруднює зварювання, е її підвищена текучість в розплавленому стані. Тому при зварюванні міді не залишають зазора між кромками, намагаючись можливо щільніше підігнати їх одну до одної. При товщині листів понад 3 мм кромку скошують під кутом 45°. Притуплення кромок роблять таким, щоб воно дорівнювало 0,2 від їх товщини. Кромки перед зварюванням зачищають до металічного блиску або піддають травленню в розчині азотної кислоти з наступним промиванням у воді.
Розподіл тепла при зварюванні міді регулюють так, щоб дріт плавився трохи раніше кромок, покриваючи розплавленим металом кромки основного металу, коли вони тільки починають розплавлятися.
Для зменшення відведення тепла зварювані деталі зверху і знизу покривають листами азбесту.
Як присадний метал використовують дріт із чистої (електролітичної) міді, або із міді, що містить в собі до 0,2% фосфору і до 0,15—0,30% кремнію як розкислювачі. Іноді застосовують зварювання міді латунню, що містить до 0,05—0,25% марганцю і 0,1—0,5% заліза і має tпл = 895° С.
У зарубіжній техніці для зварювання міді застосовуються спеціальні присадні прутки (табл. 1).
Таблиця 1 Прутки для зварювання міді, застосовувані за рубежем
| Компоненти | Вміст трьох складів, % | ||
| № 1 | № 2 | № 3 | |
| Мідь | 98,5 | 99,0 | 99,35—98,65 |
| Нікель | 0,5 | — | — |
| Срібло | 1,0 | — | 0,5—1,2 |
| Олово | — | 0,5 | — |
| Сурма | — | 0,5 | — |
| Фосфор | — | — | 0,02—0,08 |
В Англії випускають для зварювання міді, сірого і ковкого чавуну латунні прутки складу, %: міді 57—63, кремнію 0,2—0,5, алюмінію 0,3, цинк — решта.
При зварюванні міді беруть дріт діаметром від 0,5 до 0,755 (S — товщина зварюваного металу, мм). Дріт діаметром більше 8 мм не застосовують.
Зварювання міді утруднюється також її здатністю в рідкому стані дуже розчиняти гази — кисень і водень і активно окислюватися киснем. Закис міді Сu2О, що утворюється при цьому, розміщується по границях зерен і робить мідь крихкою. Для зменшення окислення міді при зварюванні застосовують лише відновлювальне полум'я, ядро якого тримають майже під прямим кутом до кромок листів, на відстані 3—6 мм від поверхні ванни.
Для зменшення утворення закису міді і попередження появи гарячих тріщин зварювання провадять швидко, без перерв, суворо слідкуючи за збереженням відновного характеру полум'я. Застосовувати прихватки не слід. Зварювати виріб рекомендується в кондукторі, що допускає вільне переміщення кромок. Полум'я з надлишком ацетилену спричинює реакцію відновлення закису міді воднем і окисом вуглецю полум'я, в результаті чого в наплавленому металі утворюються пори і дрібні тріщини (так звана "воднева хвороба" міді).
Для розкислювання міді і видалення в шлак окислів, що утворюються при зварюванні, застосовують флюси, склад яких наведено в табл. 2.
Таблиця 2 Флюси для зварювання міді
| Компоненти | Вміст у флюсах за вагсго, % | |||
| № 1 | № 2 | № 3 | № 4 (паста) | |
| Бура плавлена технічна | 100 | 50 | 60—70 | 50 |
| Борна кислота | — | 50 | 10—20 | — |
| Кухонна сіль | — | — | 20—30 | — |
| Деревне вугілля | — | — | — | 20 |
| Кремнекислота | — | — | — | 15 |
| Кислий фосфорнокислий натрій | — | — | — | 15* |
* Знижує в'язкість шлаку і підвищує розчинність в ньому окислів. Так само діє і додаваний до флюсу вуглекислий калій.
Флюс №4 з кислим фосфорнокислим натрієм застосовують при зварюванні дротом, що не містить кремнію і фосфору як розкислювачів.
Флюсом у процесі зварювання міді посипають ванну, а також покривають кінець присадного прутка, ділянку зварюваного металу завширшки 40—50 мм з обох боків від осі шва і зворотні боки зварюваних листів. Флюс-паста наноситься на пруток і кромки зварюваного металу.
Склоподібні залишки флюсу видаляють промиванням шва 2%-ним розчином соляної (HNO3) або сірчаної (H2SO4) кислоти.
ВНДІавтогенмаш розробив для зварювання міді порошковий флюс складу, %: бури — 78, борної кислоти — 4, хлористого натрію — 13, двовуглекислого натрію — 5. Цей флюс має добру розкислювальну здатність. При зварюванні міді можна успішно користуватися і газоподібним флюсом ВНДІавтогенмашу марок БМ-1 і БМ-2.
Для подрібнення зерен наплавленого металу і підвищення щільності шов після зварювання проковують. Метал завтовшки до 5 мм проковують в холодному стані, а товщий — при температурі 200—300°С. Після проковування шов відпалюють при температурі 500—550°С, піддаючи потім швидкому охолодженню водою, що зберігає дрібнозернисту структуру і підвищує пластичність наплавленого і основного металу. Щоб запобігти утворенню тріщин, не можна виконувати проковування при температурі вищій 500°С, оскільки мідь при цих температурах стає крихкою.
При зварюванні технічної міді, яка містить до 0,025— 0,1% кисню у вигляді евтектики закис міді — мідь (3,6% Сu2О), що надає крихкості литому металу, проковка і відпал сприяють рівномірному розподілу евтектики, внаслідок чого підвищується міцність і в'язкість, зменшується червоноламкість.
5. Зварювання латуні і бронзи
Зварювання латуні. Газове зварювання широко використовують для зварювання латуні, яка важче піддається зварюванню електричною дугою. Основним утрудненням при зварюванні є значне випаровування з латуні цинку, яке починається при 900° С. Якщо латунь перегріти, то внаслідок випаровування цинку шов буде пористим. При газовому зварюванні може випаровуватися до 25% цинку, що міститься в латуні.
Іншою причиною пористості шва при зварюванні латуні є поглинання рідким металом водню зварювального полум'я; не встигаючи виділитись при застиганні металу, водень утворює в шві газові пузирі. Пари цинку, потрапляючи в газові пузирі і розширюючись у них, збільшують їх розміри, утворюючи пори. Для зменшення випаровування цинку зварювання латуні провадять полум'ям з надлишком кисню до 30—40%, тобто на і м3 ацетилену подається від 1,3 до 1,4 м3 кисню. В цьому разі на поверхні металу зварювальної ванни утворюється рідка плівка окису цинку, яка зменшує його випаровування. Надлишок кисню також окислює основну частину вільного водню, внаслідок чого поглинання водню рідким металом різко зменшується.
Для видалення з ванни окислів міді і цинку застосовують флюси таких складів:
| № 1 | №2 | |
| Борна кислота | 35 | 80 |
| Плавлена технічна бура | 50 | 20 |
| Фосфорний натрій | 15 | — |
Ці флюси придатні також при наплавлюванні стальних і чавунних деталей латунню. Як флюс при зварюванні латуні застосовують також одну прожарену буру, яку розводять водою і у вигляді пасти наносять пензлем на кромки. Кромки перед зварюванням треба ретельно зачищати шкуркою, напилком або металевою щіткою до блиску. Якщо на поверхні металу є шар окислів, латунь травлять в 10%-ному розчині азотної кислоти, а потім ретельно промивають гарячою водою і насухо протирають. Види підготовки кромок при зварюванні латуні наведено в табл. 3.
Теплопровідність латуні більша від теплопровідності маловуглецевої сталі приблизно на 70%. Отже, здавалося б, що при зварюванні латуні слід застосовувати потужніше зварювальне полум'я, ніж при зварюванні сталі такої самої товщини. Проте потужнішим полум'ям легше перегріти метал ванни і збільшити випаровування цинку, в результаті чого шов буде пористим, тому при зварюванні латуні потужність полум'я вибирають таку саму, як при зварюванні сталі, тобто 100—120 дм3/год ацетилену на 1 мм товщини листа. Для зниження випаровування цинку і зменшення поглинання водню металом кінець ядра полум'я тримають від зварюваного металу на відстані у 2—3 рази більшій, ніж при зварюванні сталі. Полум'я слід направляти на зварювальний дріт, який тримають під кутом 90° до осі мундштука. Кінець дроту час від часу занурюють у флюс, підсипаючи його також у зварювальну ванну і на краї шва. Зварювання провадять по можливо швидко.
Таблиця 3 Підготовка кромок при зварюванні латуні
| Вид шва | Схема шва | Розміри, мм | ||
| Товщина, S | Зазор, а | Затуплення, b | ||
| З відбортовкою кромок |
|
0,5—1 | — | 1—1 |
|
Без скошування кромок: однобічний |
1—5 | 0,5—2 | — | |
| двобічний | 3—6 | 1—2 | — | |
| з технологічною підкладкою | 3—5 | 2-3 | ||
| V-подібний | 6—15 | 2-4 | 1,5—3 | |
| Х-подібний | 15—25 | 2-4 | 2—4 |

Для латуні ВНДІавтогенмаш розробив кілька марок латунного дроту, що містить розкислювачі: кремній і олово. Склади цих дротів наведено в табл. 4.
При зварюванні цими дротами застосовують як флюси прожарену буру або газоподібний флюс БМ-1. Зварювання з застосуванням дротів даних марок дає чисту зварювальну ванну, щільний безпористий шов і незначне виділення парів цинку, що зменшує шкідливість процесу зварювання латуні. Полум'я застосовують окислювальне з надлишком 30—40% кисню в суміші.
Таблиця 4 Склади латунного дроту для зварювання латуні
| Компоненти | Вміст трьох марок дроту, % | ||
| ЛК62-05 | ЛО60-1 | ЛОК59-1-03 | |
| Мідь | 60,5—33,5 | 59,0—61,0 | 58,0—60,0 |
| Кремній | 0,3—0,7 | — | 0,2—0,4 |
| Олово | — | 1-1,5 | 0,7—1,1 |
| Цинк | Решта |
Для зварювання латуні Л62, Л68 і ін. ВНДІавтогенма-шем розроблений також самофлюсуючий присадний дріт ЛКБ062-02-004-05, який містить, %: міді 60,5—63,5; кремнію 0,15—0,2; бору 0,03—0,07; олова 0,4—0,6; решта — цинк. Кремній і олово, які входять до складу дроту, е розкислювачами, а бор виконує функцію флюсу. При зварюванні латуні цим дротом втрати цинку практично відсутні, продуктивність зварювання підвищується, а застосування додаткового флюсу не потрібне.
Після зварювання латуні шов для підвищення щільності і міцності іноді проковують, загладжуючи підсилення врівень з основним металом. Якщо латунь містить менше 60% міді, проковку можна провадити при 650°С ; при вмісті міді більше 60% — в холодному стані.
Після проковування застосовують відпалювання при 600—650°С з наступним повільним охолодженням. Це робить метал шва дрібнозернистим і знищує вплив наклепу. Відпалювання при температурі понад 650°С не допускається, бо при цьому можливе часткове випаровування цинку. Для латунних зварних виробів застосовують також відпалювання при температурі 260—280°С, яке не змінює структури металу, але знищує залишкові внутрішні напруги в латуні, що оберігає її від наступного розтріскування.
Білі пари окису цинку, що виділяються при зварюванні латуні, шкідливі для організму. Тому при зварюванні латуні звичайним дротом треба користуватися захисною маскою (респіратором) і забезпечувати посилену вентиляцію місця зварювання, споруджуючи місцеві вентиляційні відсмоктувачі. Припустима концентрація цинку в навколишньому повітрі при зварюванні не повинна перевищувати 0,005 мг/дм3. При зварюванні латуні найкращі результати дає розроблений ВНДІавтогенмашем газоподібний флюс БМ-1 з пари леткої борорганічної рідини. Ця рідина являє собою суміш 25% метилового спирту (СН3ОН) і 75% метилборату В(СН3О)3. Можна застосовувати також флюс, що складається з самого метилборату. Перед надходженням у пальник ацетилен проходить через рідкий флюс, що заповнює посудину — флюсоживильник, де ацетилен насичується парою рідкого флюсу і далі надходить у пальник. Пара флюсу надходить у зварювальне полум'я, де метилборат згоряє за реакцією
2В (СН3О)3 + 9О2 = В2О3 + 6СО2 + 9Н2О.
Борний ангідрид В2О3 утворює в полум'ї летку борну кислоту (Н2ВО3), яка осаджується на вироби і знову розкладається, утворюючи борний ангідрид, що є флюсуючою речовиною. Метиловий спирт, що міститься в рідині, повністю згоряє в полум'ї без утворення будь-яких шкідливих для процесу зварювання сполук. Витрата флюсу БМ-1 для одержання наплавленого металу доброї якості становить близько 70 г на 1 л3 ацетилену.
Газофлюсове зварювання латуні з флюсом БМ-1 дає можливість значно підвищити продуктивність, забезпечує одержання щільного безпористого металу шва без проковування з границею міцності до 38 кГ/мм2, кутом загину 180°, ударною в'язкістю 15 кг ∙ м/см2. Випаровування цинку не відбувається і склад шва залишається попереднім, що відповідає складу, проміжному між основним і присадним металом, залежно від розміру участі кожного з них в утворенні металу шва. Поверхня шва виходить чистою від окислів і шлаків, незначний наліт яких легко усувається протиранням ганчіркою. Значно спрощується і поліпшується процес виконання багатошарових швів. Флюс БМ-1 придатний для зварювання латуней всіх марок як дротом, що містить, так і тим, що не містить кремнію. Полум'я при зварюванні з флюсом БМ-1 може мати надлишок кисню від 10 до 40%. Схема установки для зварювання з флюсом БМ-1 наведена на рис. 2. Оскільки до складу флюсу БМ-1 входить метиловий спирт, роботи по заповненню, випорожненню і промиванню флюсоживильника, а також переливанню флюсуючої рідини треба виконувати під місцевою витяжною вентиляцією в гумовому фартусі і гумових рукавицях, які після роботи треба старанно промити протічною водою. В разі потрапляння флюсу БМ-1 на шкіру, одяг, підлогу, стіл і інші речі в приміщенні треба змити його водою (не менше ніж 10-кратним об'ємом води), провітрити приміщення, а одяг зняти. При роботі з полум'ям, що містить флюс БМ-1, зварник повинен захищати очі окулярами з жовто-зеленими стеклами-світлофільтрами марок ГС-4—ГС-7, що забезпечують захист від ультрафіолетових променів.
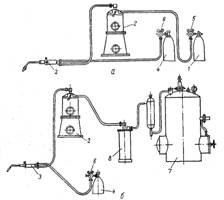
Рис. 2. Схема установки для зварювання з газоподібним флюсом при живленні ацетиленом від балона (а) та від ацетиленового генератора (б) ;
1 — балон з ацетиленом; 2 — флюсоживильник; 3 — пальник: 4 — балон з киснем; 5 — ацетиленовий редуктор; 6 — кисневий редуктор; 7 — ацетиленовий генератор; 8 — осушник.
Для зварювання товстої латуні (40 мм і більше) ВНДІавтогенмаш розробив спосіб порошкового газофлюсового зварювання. Суть способу полягає в тому, що зварювання провадять пальником, в полум'я якого з допомогою струменя азоту або осушеного повітря безперервно подається дозована кількість порошкоподібного флюсу з бачка флюсоживильника. Пальник має водяне охолодження, що дає можливість працювати у важких умовах, при сильному нагріві мундштука. Схему установки показано на рис. 4. Як флюс використовують при цьому незневоднену буру, оскільки зневоднену (плавлену) буру дуже видуває полум'ям і через те застосовувати її недоцільно. Витрата флюсу дорівнює 2 г/кг розплавленого металу. При зварюванні латуні ЛЖМц завтовшки 40 мм дістають щільний, добре розкислений метал шва з границею міцності 42 кГ/мм2 і відносним видовженням 34%.
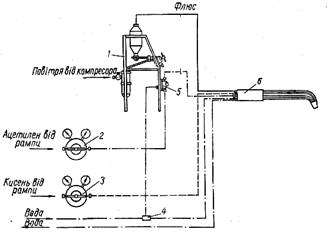
Рис. 4. Схема установки для порошкового газо флюсового зварювання: 1 — установка для подавання флюсу; 2, 3 — відповідно ацетиленовий та кисневий постові редуктори; 4 — трійник; 5 — блокувальний клапан; 6 — пальник.
Зварювання бронзи. Газове зварювання застосовують при ремонті литих виробів з бронзи, наплавлянні шатром антифрикційних бронзових сплавів на поверхні деталей, що працюють на тертя. В разі необхідності зварювання і наплавлення бронз провадять з підігріванням до 450° С. Підігрівання необхідне для запобігання тріщинам. В нагрітому стані підвищується крихкість бронз, тому при зварюванні виріб треба добре закріплювати; зварювання провадять нижнім швом, прагнучи не допустити поштовхів і ударів по деталі.
Зварювальне полум'я повинно мати відновний характер, оскільки при окислювальному полум'ї збільшується вигоряння із бронзи олова, кремнію, алюмінію. Окисли, що утворюються, утруднюють зварювання, шов виходить пористим з включеннями шлаків. Щоб не перегрівати метал, полум'я тримають на такій самій відстані від зварювальної ванни, як при зварюванні латуні. Як присадний матеріал використовують прутки або дріт, близькі за складом до зварюваного металу. Для розкислення у присадний дріт вводять до 0,4% кремнію. Потужність полум'я мусить бути 100—150 дм3/год ацетилену на 1 мм товщини основного металу.
Для захисту металу від окислення і видалення окислів у шлаки застосовують флюси тих самих складів, що й при зварюванні міді і латуні. Для алюмінієвих бронз застосовують флюси, що містять хлористі і фтористі сполуки натрію, барію, калію і літію, тих самих складів, що й для алюмінію.
Після зварювання деталі піддають відпалюванню при 750° С і наступному охолодженню у воді. Проковуванню після зварювання піддають тільки прокатну бронзу, але не литу. При газовому зварюванні бронзи можна одержувати наплавлений метал з границею міцності до 30 кГ/лш2,
6. Зварювання алюмінію І його сплавів
Алюміній і його сплави добре зварюються газовим зварюванням. Особливість зварювання алюмінію і його сплавів полягає в утворенні плівки дуже тугоплавкого (tпл понад 2060° С) окису алюмінію (А12Оз), яка розміщується на поверхні рідкого металу зварювальної ванни. Ця плівка окису заважає сплавлянню частинок металу і повинна видалятися з допомогою флюсу.
Газове зварювання алюмінієвих сплавів найдоцільніше застосовувати для товщини від 1 до 5 мм. Воно дає добрі результати при правильному виборі режиму зварювання, наявності навичок у зварника і застосуванні флюсів, які добре розчиняють окис алюмінію.
Особливе значення має правильний вибір потужності полум'я, оскільки плівка окису алюмінію повністю закриває зварювальну ванну і заважає зварнику контролювати початок розплавлення металу. При занадто потужному полум'ї цього моменту можна не помітити і тоді в даному місці утворюється наскрізне проплавляння металу, яке важко виправити. Залежно від товщини металу потужність полум'я при зварюванні алюмінію і його сплавів повинна бути:
| Товщина металу, мм | 0,5—0,8 | 1 | 1,2 | 1,5—2 | 3—4 |
|
Витрата ацетилену, дм3 /год |
50 | 75 | 75—100 | 150—300 | 300—500 |
Флюс наносять на кромки і дріт у вигляді пасти або порошку. Склад флюсів наведено в табл. 5.
Таблиця 5 Склад флюсів для зварювання алюмінію і його сплавів
| Марка флюсу | Склад, % | Призначення |
| АФ-44, реактивний "ч" технічний, АМТУ 219-60 |
Хлористий калій 55 Хлористий натрій 28 Хлористий літій 14 Фтористий натрій 3 |
Для газового зварювання алюмінію і алюмінієвих сплавів |
|
АН-А201, реактивний "ч" ТУ 17-61 |
Хлористий літій 15 Фтористий літій 15 Хлористий барій 70 |
Для газового зварювання алюмінієво-магнієвих сплавів |
|
АН-4А, реактивний "ч" ТУ 20-61 |
Фтористий літій 30 Фтористий натрій 70 |
Те саме |
|
ВАМИ, технічний ТУ 18-61 |
Хлористий калій 50 Хлористий натрій 30 Кріоліт 20 |
Для газового зварювання алюмінію і алюмінієвих сплавів |
| КМ-1, технічний |
Хлористий калій 45 Хлористий натрій 20 Хлористий барій 20 Фтористий натрій 15 |
Для газового зварювання жил алюмінієвого кабеля |
|
ВФ-156 (ВФС-1), реактивний "ч" ТУ 21-62 |
Фтористий магній 24,8 Фтористий барій 33,8 Фтористий літій 19,0 Фтористий кальцій 14,8 Окис магнію 4,8 Кріоліт 2,8 |
Для газового зварювання легких сплавів на магнієвій основі |
Хлористі солі, що входять до складу флюсу, наприклад, літію, віднімають кисень від окису алюмінію, утворюючи хлористий алюміній за реакцією:
6LіCl + Аl2О3 = 2АlСl3 + 3Li2O.
Фтористі сполуки розчиняють в розплавленому стані окис алюмінію. Всі флюси для зварювання алюмінію, особливо ті, що містять сполуки літію, гігроскопічні, тобто дуже поглинають вологу, і тому повинні зберігатися в банках, що герметично закриваються, невеликими порціями відповідно до фактичної витрати флюсу на зварювання. Залишки флюсу спричинюють корозію шва, тому їх необхідно видаляти промиванням у гарячій воді. Для утворення захисної плівки на поверхні шва його промивають протягом 5 хв 5%-ним розчином азотної кислоти з добавлянням 2% хромпіку.
Видаляти плівку окису алюмінію із зварювальної ванни можна і без допомоги флюсу, наприклад, користуючись для цього спеціальним скребком. Проте цей спосіб потребує великої навички від зварника і при недостатній кваліфікації останнього може призвести до потрапляння в шов плівок окису алюмінію, що спричинює несплавлення металу і дефект шва в даному місці. Тому завжди слід віддавати перевагу застосуванню флюсу для зварювання алюмінію і його сплавів. У табл. 6 показано способи підготовки кромок при газовому зварюванні алюмінієвих сплавів.
Таблиця 6 Підготовка кромок при зварюванні алюмінію
| Ескіз з'єднання | Розміри, мм | Кут скосу кромок a, град | ||
| Товщина металу S | Зазор а | Притуплення b | ||
|
|
До 1,5 | До 1,0 | Без скосу кромок, допускається відбортовування кромок | |
| 1,5—3,0 | 0,8—2,0 | Без скосу кромок | ||
| 3,1—5,0 | 1,5—2,5 | 1,5—1,8 | 60—65 | |
| Більше 5,0 | 2,0—5,0 | 1,6—2,0 | 65—70 | |
| До 1,5 | 0,3—0,5 | Без скосу кромок | ||
| 1,6—3,0 | 0,5—1,0 | Те саме | ||
| 3,1—5,0 | 0,8—1,5 | 1,0—1,2 | 50—60 | |
| Більше 5,0 | 1,0—2,0 | 1,2—1,5 | ||
| До 1,5 | 0,3—0,5 | Без скосу кромок | ||
| 1,6—3,0 | 0,5—1,0 | |||
| 3,1—5,0 | 0,8—1,5 | 1,0—1,5 | 40—60 | |
| Більше 5,0 | 1,0—2,0 | 1,5-2,0 |

Примітки: 1. В кутовому з'єднанні при товщині металу до 5 мм включно кромки вертикального листа можна не скошувати.
2. В тавровому з'єднанні при довжині металу більше 5 мм допускається двобічний скіс кромок.
Лист завтовшки до 1,5 мм зварюють з відбортовуванням. З'єднань внапусток слід уникати у зв'язку з загрозою затікання флюсу між листами, що спричинює корозію з'єднання. Кромки перед зварюванням очищають промиванням протягом 10 хв в лужному розчині з 20—25 г їдкого натру і 20—30 г вуглекислого натрію на 1 дм3 води з t = 65°С, а потім у воді кімнатної температури, після чого кромки травлять протягом 2 хв у 25%-ному розчині ортофосфорної кислоти (для сплавів АМц і АМг) або в 15%-ному розчині азотної кислоти (для сплавів Д і АМг). Після травлення кромки промивають у теплій і холодній воді і протирають тканиною насухо. Для уникнення нового окислення метал зварюють не пізніше як через 8 год після вказаної підготовки.
За ГОСТ 7871—63 передбачено 12 марок дроту діаметром від 1 до 12 мм для зварювання алюмінію і його сплавів. Застосовують дріт із чистого алюмінію марок АО і Al хімічного складу за ГОСТ 3549—55, із алюмінію марок АД, АД1 і алюмінієвих сплавів марок АМц, АМг, АМгбп, АК, АМгЗ. АМг5В, АМгб, Д20 хімічного складу за ГОСТ 4584—49. Дріт для зварювання поставляється в бухтах, в нагартованому стані, чистий, гладенький, без грубих слідів протягання, тріщин, розшарувань, плен і вм'ятин. На поверхні дроту не допускаються білі темні плями з шорсткою поверхнею, які є ознакою корозії. Допускаються білі і темні плями без шорстокостей, а також кольори мінливості, які є наслідком відпалювання дроту.
Для зварювання алюмінію можна застосовувати дріт тієї самої марки, що і зварюваний метал. При зварюванні термічно оброблюваних алюмінієвих сплавів і сплаву АМц кращі результати дає застосування дроту АК, що містить 5% кремнію, який підвищує рідкотекучість металу шва і дає меншу усадку. Для сплавів АМг не рекомендується застосовувати дріт АК, оскільки він знижує пластичність шва; краще користуватися дротом АМг з трохи більшим вмістом магнію, ніж в основному металі. Для зварювання литих алюмінієвих сплавів використовують дріт АК, АМц або дріт із чистого алюмінію.
Алюміній і його сплави зварюють лівим зварюванням лише відновлювальним полум'ям або з невеликим надлишком ацетилену. Кут нахилу мундштука до поверхні металу— не більше 45°. Для закріплення кромок роблять попередню прихватку. Допускається легке проковування шва в холодному стані. Литий алюміній зварюють ділянками по 50—60 мм з попереднім підігріванням до 200—250° С. Після зварювання для одержання і збереження дрібнозернистої структури литво піддають відпалюванню при 300— 350° С з наступним повільним охолодженням.
7. Зварювання інших металів
Зварювання магнієвих сплавів. При газовому зварюванні магнієвих сплавів можна одержати наплавлений метал з границею міцності 60—80% від такої для основного металу. Магнієві сплави задовільно зварюються газовим полум'ям, але потребують застосування флюсів для видалення тугоплавкої плівки окису магнію, яка утворюється в процесі зварювання.
При нагріванні до 600° С і вище магнієві сплави схильні до зростання зерен і підвищення крихкості. Для зменшення несприятливого впливу нагріву магнієві сплави легують титаном (0,2—0,4%) або селеном (0,5%).
Техніка зварювання, підготовки кромок і типи з'єднань при зварюванні магнієвих сплавів ті самі, що й при зварюванні алюмінієвих сплавів. Кромку скошують під кутом 40—45° при товщині металу більшій 3 мм і стикують без зазора; кромки повинні мати притуплення не менше 0,5 мм. Перед зварюванням кромки очищають від захисної плівки окису, що була на листах. Режими зварювання такі:

Полум'я повинно мати незначний надлишок ацетилену і спрямовуватися на шов під невеликим кутом. Застосовують ліве зварювання за один прохід без поперечних коливань мундштука. Кінець прутка не слід занурювати у ванну, бо це призводить до забруднення її окислами.
Флюс наносять на пруток і на кромки металу по обидва боки шва. Залишки флюсу старанно видаляють після зварювання промиванням гарячою водою і протиранням щітками. Проковування після зварювання підвищує пластичність наплавленого металу. Зварний шов піддають оксидуванню розчином хромпіку.
Великі деталі і литво із магнієвих сплавів зварюють з попереднім нагріванням до 300—350°С. Для усунення залишкових напруг деталі після зварювання відпалюють при температурі від 190 до 315°С залежно від марки сплаву.
Зварювання нікелю. При зварюванні нікелю виникають такі труднощі:
поглинання газів рідким металом і різкий спад розчинності при переході металу в твердий стан, що призводить до пористості шва. Тому краще застосовувати праве зварювання, яке дає уповільнене охолодження металу шва, що зменшує пористість;
утворення тугоплавкого окису нікелю, що має температуру плавлення 1650—1660° С. Видалення окислів здійснюється за допомогою флюсів: плавленої бури; суміші із 25% бури і 75% борної кислоти; насиченого розчину борної кислоти в спирті; суміші із 50% борної кислоти, 30% бури, 10% кухонної солі і 10% вуглекислого барію. Застосовують і більш складні флюси, що містять, крім бури і борної кислоти, хлористі сполуки магнію, марганцю і літію, а також хлористий кобальт, ферованадій і титановий концентрат.
Газовим зварюванням нікель зварюється задовільно. Листи завтовшки до 1,5 мм зварюють без присадного металу, з відбортовуванням кромок на висоту (1,4-1,5), де 5 — товщина металу, мм. Листи завтовшки до 4 мм зварюють у стик без скосу кромок. Для більших товщин роблять однобічний скіс під кутом 35—45°. Зварювання внапусток не застосовують у зв'язку з значними деформаціями при нагріванні листів. Листи перед зварюванням скріплюють прихватками через кожні 100—200 мм. Зварювання провадять окремими ділянками зворотноступінчастим способом.
Полум'я не повинно мати надлишка кисню, який спричинює появу пор і крихкість наплавленого металу. Допустимо застосовувати полум'я з невеликим надлишком ацетилену. При зварюванні нікелю потужність полум'я беруть 140—200 дм3/град ацетилену, а при зварюванні монель-металу — 100 дм3/год на 1 мм товщини металу. Як присадку застосовують стрічку із основного металу або дріт такого самого складу. Діаметр дроту повинен дорівнювати половині товщини зварювального листа. Добрі результати дає нікелевий дріт, що містить до 2% марганцю, і не більше 0,2% кремнію. Границя міцності зварного з'єднання — 26—28 кГ/мм2, кут згину — до 90°.
Зварювання ніхрому (75—80% нікелю, 15— 18% хрому і 1,2—1,4% марганцю), що має температуру плавлення 1390° С і малу теплопровідність, утруднюється утворенням тугоплавкої плівки окису хрому, яку видаляють механічним способом. Зварювання треба провадити з максимальною швидкістю і без перерв. Повторне і багатошарове зварювання спричинює тріщини, зростання зерен і міжкристалітну корозію металу шва.
Полум'я повинно мати деякий надлишок ацетилену. Потужність полум'я 50—70 дм3/год ацетилену на 1 мм товщини металу. Застосовують флюс-пасту складу, %: бури 40, борної кислоти 50, хлористого натрію або фтористого калію 10; флюс розбавляють водою. Як присадний пруток застосовують стрічечки із зварюваного металу завширшки 3—4 мм або дріт із ніхрому ЭХН-80. Після відпалювання зварне з'єднання має границю міцності 35— 45 кГ/мм2.
Зварювання свинцю. Свинець плавиться при температурі 327° С, при нагріванні легко окислюється, вкриваючись плівкою окису, що має температуру плавлення 850° С.
Газове зварювання свинцю провадять воднево-кисневим, ацетилено-повітряним, ацетилено-кисневим полум'ям газами-замінниками (пропан-бутаном, природним, міським, парами гасу і ін.). Листи завтовшки до 1,5 мм зварюють у стик з відбортовуванням, без присадного металу. Листи завтовшки до 6 мм зварюють у стик без скосу кромок, при більшій товщині кромки скошують під кутом 30—35°.
При зварюванні свинцю застосовують також з'єднання внапусток. Полум'я не повинно мати надлишку кисню. Потужність полум'я повинна бути 15—20 дм/год ацетилену на 1 мм товщини листа. Зварювання провадять з мінімальним кутом нахилу мундштука до поверхні виробу. Швидкість зварювання повинна бути найбільшою. Для товщини З—4 мм вона має дорівнювати 6,5—8 м/год. Присадним металом є свинцевий дріт, діаметр якого (2—2,5) S, де S — товщина металу, або стрічка із свинцю. Застосовують спосіб зварювання краплями (ванночками). При цьому способі одночасно нагрівають кромки і дріт до початку плавлення, а потім відводять пальник. Крапля стікає на розплавлений метал кромок, змішуючись з ним і утворюючи метал шва. Кожна наступна крапля повинна наполовину перекривати попередню. При товщині понад 8 мм застостовують багатошарове зварювання. Свинець можна зварювати нижнім, вертикальним і стельовим швами. При зварюванні унапусток верхню кромку трохи відгинають і використовують її як присадний матеріал. Для кращого оплавлення металу при зварюванні свинцю і видалення плівки окису можна застосовувати флюс з рівних частин каніфолі і стеарину. Зварювання свинцю провадиться нормальним коротким, полум'ям. Присадний пруток беруть того самого складу,, що й основний метал.
Зварювання цинку. Цинк випаровується при: 907°С, утворюючи шкідливу пару окису цинку. При зварюванні цинку як флюс застосовують нашатир і хлористий: цинк або хлористий літій, взяті у відношенні 1:1. Флюс наносять на пруток і кромки виробу. Полум'я — нормальне або з невеликим надлишком ацетилену — спрямовують при зварюванні більше на пруток, яким також помішують зварювальну ванну. Для поліпшення механічних властивостей метал шва після зварювання проковують при 100— 150°С. Проковування при температурі нижче 100°С або вище 150°С може спричинити тріщини. Зварювання литих цинкових деталей утруднюється присутністю алюмінію в ливарному сплаві. Оцинковані листи і труби краще зварювати бронзою, оскільки при температурі її плавлення цинкове покриття ще не розплавляється.
Зварювання титану. Зварювання титану потребує попередньої ретельної очистки кромок. Зварювання треба провадити із застосуванням флюсу, що містить до 30—70% KHF2, 20—30% КС1 і 1—20% ВаС12. Потрібна відповідна кваліфікація зварника. Титан добре паяється твердими срібними припоями.
Титан погано піддається газовому зварюванню. Кращі результати одержують при аргоно-дуговому зварюванні титану.