Учебное пособие: Организация, планирование и управление производственным предприятием
НОО ВПО НП «Тульский институт экономики и информатики»
Кафедра «ЭКОНОМИКИ И МЕНЕДЖМЕНТА»
КОНСПЕКТ ЛЕКЦИЙ
по курсу "Организация, планирование и управление производственным предприятием"
Форма обучения: очная
Глухарёв Юрий Геннадьевич
к.т.н., доцент
Тула 2009г.
Содержание
Тема 1. Подготовка и организация высокотехнологичного производства
1.1 Производственный процесс и его структура
1.2 Основные принципы организации производственного процесса
1.3 Организация вспомогательных цехов и служб предприятия
1.4 Производственный цикл и его структура
1.5 Длительность производственного цикла
1.6 Виды движения партии деталей в производстве
1.7 Производственный цикл сложного процесса
1.8 Организация производственного процесса в пространстве
1.9 Производственная структура предприятия
1.10 Типы производства и их технико-экономическая характеристика
Тема 2. Поточные методы организации производства
2.1 Характеристика поточного производства и классификация поточных линий
2.2 Однопредметные непрерывно-поточные линии
2.3 Однопредметные прерывные поточные линии
2.4 Многопредметные поточные линии
2.5 Планировка поточных линий
2.6 Предпосылки и эффективность поточного производства
2.7 Методы управления производством и информационное обеспечение
2.8 Методы разработки и принятия управленческих решений
2.9 Методы управления персоналом, рациональная организация труда
Тема 3 Особенности организации автоматического и гибкого автоматизированного производства
3.1 Общая характеристика автоматического производства и виды автоматических линий
3.2 Производительность и компановка автоматических линий
3.3 Гибкие автоматизированные производства и гибкие производственные системы
Тема 4. Организация внутрифирменного планирования
4.1 Типы внутрифирменного планирования
4.2 Стратегическое и оперативное планирование производства. Процесс планирования в экономической организации
4.3 Система планов экономической организации
4.4 Организация внутрифирменного планирования
4.5 Мотивация, профессиональная адаптация и деловая карьера на предприятии
Тема 1. Подготовка и организация высокотехнологичного производства
1.1 Производственный процесс и его структура
Стратегия процесса предполагает идентификацию типа процесса, выбор соответствующей стратегии управления процессом, принятие долгосрочных решений по организации процесса во времени и пространстве, обеспечению всеми видами ресурсов.
Рабочие процессы. Процесс создания товара (выполнения работы, оказания услуги) представляет собой рабочий процесс. Для сферы материального производства характерны рабочие процессы, связанные с производством товаров; их обычно называют производственными процессами. В сфере сервиса - сервисные процессы.
Рабочий процесс - это целенаправленная деятельность (совокупность действий, работ) по созданию потребительской стоимости, удовлетворяющей личные, коллективные (корпоративные) или общественные потребности.
Результатом рабочего процесса является продукция. Продукция как рыночная категория представляет собой товар.
Структура рабочего процесса - это состав частей данного процесса и их взаимосвязи в отношении порядка следования или уровня вхождения. Элементарной составляющей рабочего процесса (его нижним уровнем) считается операция. Операция - это часть рабочего процесса, выполняемая над одним или несколькими предметами труда на одном или нескольких одинаковых рабочих местах без переналадки средств труда с участием или/и под контролем одного или нескольких работников (бригады, команды).
В зависимости от степени участия в создании потребительной стоимости или в достижении конечного результата на данной части рабочего процесса операции делятся на основные, вспомогательные и обслуживающие. В производстве основными считаются операции, непосредственно связанные с формообразованием и изменением размеров или свойств предметов труда. Выполнение этих операций строго регламентируется технологической документацией (операционная карта, схема инструментальной наладки, маршрутная карта), в которой закреплены основные технологические решения, принятые при разработке технологии изготовления данного предмета. Операции, связанные с перемещением предметов труда от одного рабочего места к другому или с техническим контролем качества, принято относить к вспомогательным. Обычно они также регламентируются технологической документацией, но в меньшей степени, чем основные операции. Остальные операции, которые обычно не регламентируются технологической документацией, относятся к обслуживающим. Их примером может служить складирование рабочим предметов труда на рабочем месте для создания страхового или оборотного запаса, получение рабочим комплекта инструмента в раздаточной кладовой для выполнения новой работы и др.
Совокупность технологических операций, упорядоченная в отношении взаимного следования, образует технологический процесс. Выстроенные в порядке следования совокупности технологических операций, составляющих технологический процесс, и прочих операций или действий (в том числе выполняемых вне рабочих мест и без приложения живого труда) образуют производственный (или сервисный) процесс.
Рабочий процесс включает определенным образом упорядоченную (организованную) в пространстве и во времени совокупность процессов труда и естественных процессов, необходимых и достаточных для создания определенной продукции.
Процесс труда - это рабочий процесс, требующий приложения живого или / и овеществленного труда. Естественный процесс - это рабочий процесс, не требующий приложения ни живого, ни овеществленного труда.
Рабочий процесс состоит из основных, вспомогательных и обслуживающих подпроцессов. Основные процессы - это рабочие процессы, связанные непосредственно с созданием товара (товарной продукции). Вспомогательные процессы - это рабочие процессы, связанные с созданием или восстановлением материальной продукции для собственного потребления, которая необходима для создания товарной продукции. Обслуживающие процессы - это рабочие процессы, связанные с созданием нематериальной продукции (услуги, работы) для собственного потребления, которая необходима для создания товарной продукции.
Например. Автомобилестроительная компания. Основной - процесс производства автомобилей по всем стадиям технологического цикла; вспомогательный - процесс производства нестандартной техоснастки и запчастей для технологического оборудования; обслуживающий - процесс техобслуживания и ремонта оборудования. Для инструментального цеха той же компании процесс производства нестандартной оснастки является основным, так же как для ремонтно-механического участка этого цеха техническое обслуживание и ремонт оборудования - основной процесс.
По характеру операций над предметом труда рабочие процессы разделяются на простые и сложные. Простой процесс - это рабочий процесс, в котором предмет труда подвергается последовательному ряду связанных между собой операций, в результате чего получается готовый или частичный продукт. Сложный процесс - это рабочий процесс, в котором готовый (или частичный) продукт получается путем соединения нескольких частичных продуктов (полуфабрикатов). Сложный процесс представляет собой совокупность взаимосвязанных простых процессов, как правило, выполняемых параллельно-последовательно.
По степени охвата работ, необходимых для достижения конечного результата процесса, выделяют полные или частичные рабочие процессы. Полный процесс - это рабочий процесс, охватывающий полный комплекс работ, необходимых для получения конечного результата данного процесса. Частичный процесс - это незаконченная часть полного рабочего процесса, охватывающая лишь часть работ, необходимых для получения конечного результата данного процесса. Частичные процессы целенаправленно выделяются из полного процесса, чтобы наиболее эффективно организовать их выполнение в рамках обособленных в пространстве или/и времени специализированных рабочих центров.
Рабочие центры. Рабочий центр - это виртуальная или физическая структура, имеющая иерархическое строение, технологически и организационно обособленная в пространстве или/и во времени, предназначенная для наиболее эффективного выполнения частичного или полного рабочего процесса и наделенная для этого набором необходимых ресурсов. Рабочий процесс можно представить как процесс преобразования некого входа в некий выход с заданным качеством процесса.
Строение рабочих центров можно охарактеризовать с точки зрения их элементного (ресурсного), функционального и организационного состава. В элементном (ресурсном) аспекте строение рабочих центров может быть представлено тремя укрупненными составляющими - предметами труда, средствами труда и живым трудом. В рабочем процессе интегрируется их взаимодействие: целенаправленное движение предметов труда по рабочим позициям, на каждой из которых они подвергаются целенаправленному воздействию со стороны средств труда и живого труда. В результате их отдельные действия и движения в рамках рабочего процесса сливаются в связные и целенаправленные процессы движения потоков (материалов и информации), процессы функционирования (технических средств) и трудовые процессы (персонала).
1. Предметы труда - это объекты рабочего процесса, для создания которых к ним прикладывается живой и овеществленный труд. Различают объекты основного рабочего процесса и вспомогательных обслуживающих рабочих процессов. К объектам основного рабочего процесса, например в промышленном производстве, принято относить объекты производства в различной степени готовности к конечному потреблению: сырье, материалы и комплектующие, заготовки, детали, сборочные единицы, комплексы и комплекты, готовые изделия.
К объектам вспомогательных (обслуживающих) рабочих процессов в производстве принято относить вспомогательные предметы, или ингредиенты производства, в различной степени готовности к производственному потреблению (запасные части, инструмент режущий и мерительный, приспособления, тара многоразового и одноразового использования, смазочно-охлаждающие жидкости, топливо и другие энергоносители, отходы производства), услуги и работы производственно-технического назначения (техническое обслуживание и ремонт оборудования, зданий, сооружений, инженерных коммуникаций, транспортировка и хранение).
Условно предметы труда принято разделять на материалы и информацию. В процессе движения через последовательности рабочих центров, реализующих частичные рабочие процессы, материалы и информация образуют соответственно материальные и информационные потоки. Материальные потоки представлены следующими основными составляющими:
комплектующие - это покупные изделия, которые не изготавливаются на предприятии, а поступают в готовом виде (т.е. закупаются готовыми к производственному потреблению);
деталь - предмет, который не может быть разделен на части без разрушения его (например, изготавливаемый из цельной отливки, поковки, проката путем механообработки или формируемый из нескольких частей путем сварки);
сборочная единица (узел) - разъемное или неразъемное сопряжение нескольких деталей;
комплексы и комплекты состоят из соединенных между собой сборочных единиц и деталей;
изделием может считаться законченный сборкой комплекс или комплект, подготовленный к продаже (т.е. представляющий собой готовый товар).
Перечень всех видов изделий, выпускаемых рабочим центром, называется номенклатурой. Изделия могут быть неспецифицированными, когда они не имеют составных частей, и специфицированными, когда они состоят из двух и более составных частей. Изделия характеризуются рядом качественных и количественных параметров: конструктивной сложностью; размером и массой; видами, марками, типоразмерами применяемых материалов; трудоемкостью изготовления и сборки; степенью точности обработки; удельным весом стандартных, нормализованных и унифицированных деталей и сборочных единиц; объемом выпуска.
2. Средства труда - это орудия труда, в которых овеществлен прошлый труд людей и которые используются в рабочем процессе для преобразования предметов труда в товар.
3. Живой труд - это целесообразные действия человека по реализации рабочего процесса, связанные с затратами нервно-мышечной энергии при выполнении различных работ, требующих от человека приложения физических и/или интеллектуальных сил и способностей, в том числе при наблюдении и контроле за воздействием средств труда на предметы труда в автоматическом режиме. (Квалифицированный и неквалифицированный труд)
В функциональном аспекте каждый рабочий центр может быть охарактеризован составом функций (работ), составляющих содержание частичного рабочего процесса. Прежде всего рабочие центры подразделяются на основные, вспомогательные и обслуживающие в зависимости от характера выполняемых в них процессов. Любой из таких рабочих центров имеет конкретную специализацию, что позволяет ему выполнять свою, строго определенную часть общего рабочего процесса наиболее эффективно. В рабочем процессе интегрируется взаимодействие (кооперирование) разнообразных специализированных структурных элементов, выполняющих специфические частичные процессы, такие, как обработка (детали на станке, груза на складе), транспортировка, складирование, поддержка (информационная, финансовая, правовая и т.д.). Определенную специализацию, связанную со служебным (функциональным) назначением, имеет каждый рабочий центр любого уровня организационной структуры.
В организационном аспекте строение рабочего центра может быть представлено через уровни его организационной структуры. В полном рабочем процессе интегрируются частичные рабочие процессы различного уровня, выполняемые рабочими центрами соответствующего уровня. Так, для производственной компании принято выделять рабочие центры следующих уровней: компания, завод, цех, участок, рабочее место. Рабочее место представляет собой рабочий центр самого нижнего уровня иерархии. Рабочее место - это часть пространства, включающая участок производственной или служебной площади с необходимыми средствами оснащения (технологического и организационного), предназначенная для осуществления элементарного частичного рабочего процесса (операции) с участием или под контролем персонала.
1.2 Основные принципы организации производственного процесса
Организация производственных процессов во времени основывается на анализе соблюдения принципов пропорциональности, непрерывности, параллельности, прямоточности, ритмичности и др.
Пропорциональность — принцип, выполнение которого обеспечивает равную пропускную способность разных рабочих мест одного процесса, пропорциональное обеспечение рабочих мест информацией, материальными ресурсами, кадрами и т. д.
Что нужно сделать, чтобы повысить пропорциональность процесса? Имеются четыре направления: 1) пересмотр конструкции детали с целью обеспечения пропорциональности операций по трудоемкости; 2) пересмотр технологического процесса, режимов обработки; 3) разработка и реализация организационных мероприятий по замене оборудования, перепланировке участка; 4) дозагрузка рабочих мест другой аналогичной деталью.
Непрерывность — принцип рациональной организации процессов, определяемый отношением рабочего времени к общей продолжительности процесса:
![]() (4.1)
(4.1)
где Траб — продолжительность рабочего времени;
Тц — общая продолжительность процесса, включающая простои или пролеживание предмета труда между рабочими местами, на рабочих местах и т. п.
Параллельность — принцип рациональной организации процессов, характеризующий степень совмещения операций во времени. Виды сочетаний операций: последовательное, параллельное и параллельно-последовательное.
Коэффициент параллельности рекомендуется определять по формуле:
![]() (4.2)
(4.2)
Прямоточность — принцип рациональной организации процессов, характеризующий оптимальность пути прохождения предмета труда, информации и т. п.
Ритмичность — принцип рациональной организации процессов, характеризующий равномерность их выполнения во времени. Коэффициент ритмичности рекомендуется определять по формуле:
![]() (4.3)
(4.3)
где Viф - фактический объем выполненной работы за анализируемый период (декада, месяц, квартал) в пределах плана (сверх плана не учитывается);
Viп — плановый объем работ.
Одним из путей улучшения перечисленных показателей рациональной организации производственных и управленческих процессов является увеличение повторяемости процессов и операций. В свою очередь, методом увеличения повторяемости процессов является Унификация и типизация разнохарактерных частичных процессов. Преимущества увеличения повторяемости процессов связаны с тем, что конечные результаты в массовом производстве лучше, чем в единичном.
Перечисленные принципы рациональной организации процессов являются основным фактором повышения организованности системы менеджмента, которая характеризуется степенью количественной определенности связей (энтропией) между компонентами системы. Для снижения неопределенности необходимо во всех управленческих документах (планах, программах, заданиях, стандартах, положениях, инструкциях и т. д.) четко фиксировать связи органов управления с управляемыми объектами.
1.3 Организация вспомогательных цехов и служб предприятия
Организация материально-технического обеспечения производства
Материально-техническое обеспечение производства как компонент логистики и обеспечивающей подсистемы системы производственного менеджмента во многом определяет качество процесса переработки входа системы в ее выход — готовый продукт. При низком качестве входа системы невозможно получить высокое качество ее выхода. Процесс материально-технического обеспечения производства направлен на своевременную поставку на склады предприятия или сразу на рабочие места требуемых в соответствии с бизнес-планом материально-технических ресурсов. В состав материально-технических ресурсов входят: сырье, материалы, комплектующие изделия, покупное технологическое оборудование и технологическая оснастка (приспособления, режущий и мерительный инструменты), новые транспортные средства, погрузочно-разгрузочное оборудование, вычислительная техника и другое оборудование, а также покупное топливо, энергия, вода и т. д. Другими словами, все, что поступает на предприятие в вещественной форме и в виде энергии, относится к элементам материально-технического обеспечения производства.
Цели материально-технического обеспечения производства:
своевременное обеспечение подразделений предприятия необходимыми видами ресурсов требуемого количества и качества;
улучшение использования ресурсов: повышение производительности труда, фондоотдачи, сокращение длительности производственных циклов изготовления продукции, обеспечение ритмичности процессов, сокращение оборачиваемости оборотных средств, полное использование вторичных ресурсов, повышение эффективности инвестиций и др.;
анализ организационно-технического уровня производства и качества выпускаемой продукции у конкурентов поставщика и подготовка предложений по повышению конкурентоспособности поставляемых материальных ресурсов либо смене поставщика конкретного вида ресурса. Ради повышения качества "входа" предприятиям не следует бояться смены неконкурентоспособных поставщиков ресурсов.
Для достижения перечисленных целей на предприятии необходимо постоянно выполнять следующие работы:
проведение маркетинговых исследований рынка поставщиков по конкретным видам ресурсов. Выбор поставщиков рекомендуется осуществлять исходя из следующих требований: наличие у поставщика лицензии и достаточного опыта работы в данной области; высокий организационно-технический уровень производства; надежность и прибыльность работы; обеспечение конкурентоспособности выпускаемых товаров; приемлемая (оптимальная) их цена; простота схемы и стабильность поставок;
нормирование потребности в конкретных видах ресурсов;
разработка организационно-технических мероприятий по снижению норм и нормативов расхода ресурсов;
поиск каналов и форм материально-технического обеспечения производства;
разработка материальных балансов;
планирование материально-технического обеспечения производства ресурсами;
организация доставки, хранения и подготовки ресурсов к производству;
организация обеспечения ресурсами рабочих мест;
учет и контроль использования ресурсов;
организация сбора и переработки отходов производства;
анализ эффективности использования ресурсов;
стимулирование улучшения использования ресурсов.
Всеми перечисленными работами должен заниматься отдел материально-технического обеспечения производства, находящийся в подчинении у заместителя руководителя предприятия по производству. Поскольку качество работы отдела во многом определяет качество производственного процесса, то он должен быть укомплектован высококвалифицированными специалистами. Кроме того, многие решаемые отделом вопросы носят комплексный характер, требуют знаний в области маркетинга, логистики, техники, технологии, экономики, нормирования, прогнозирования, организации производства, межпроизводственных связей.
Структура отдела материально-технического обеспечения производства представляется состоящей из следующих бюро:
маркетинга поставщиков ресурсов;
нормирования и планирования обеспечения производства ресурсами;
управления запасами;
обеспечения рабочих мест ресурсами;
управления эффективностью использования ресурсов.
В свою очередь, каждое бюро может состоять (в зависимости от размера предприятия) из групп, отвечающих за конкретную проблему или объект. Например, бюро маркетинга можно подразделять либо по группам ресурсов (оборудование, технологическая оснастка, сырье, материалы, комплектующие изделия), либо по функциям маркетинга (группа информационного обеспечения, группа изучения имиджа поставщиков, группа изучения конкурентоспособности поставщиков и их товаров, группа цен, группа связей с общественностью). Очевидно, что при формировании бюро по предметному признаку требуются специалисты, владеющие всеми функциями маркетинга. При формировании бюро по функциональному признаку специалисты должны хорошо разбираться в особенностях всех видов ресурсов, используемых предприятием.
Бюро нормирования и планирования обеспечения производства ресурсами можно поручить выполнение следующих функций: разработка методов оптимизации использования ресурсов в условиях данного предприятия; разработка нормативов расхода важнейших видов ресурсов по основным объектам предприятия; анализ эффективности использования ресурсов на предприятии; разработка стратегических и тактических норм и нормативов; разработка материальных балансов; разработка плана обеспечения предприятия и его подразделений материально-техническими ресурсами (входит в состав бизнес-плана предприятия).
Бюро управления запасами могло бы заниматься следующими вопросами: расчет нормативов различных видов запаса (оборотный, страховой, расходный) по видам ресурсов, оптимизация запасов по видам ресурсов, организация пополнения запасов, учет и контроль использования ресурсов, техническое обеспечение управления запасами.
Бюро обеспечения рабочих мест ресурсами должно решать следующие вопросы: оснащение основным и вспомогательным оборудованием, инвентарем, тарой, устройствами охраны труда и санитарно-гигиеническими устройствами; организация оперативного обеспечения рабочих мест технологической оснасткой, материалами, комплектующими изделиями, полуфабрикатами, топливно-энергетическими ресурсами; учет, контроль и анализ использования ресурсов на рабочем месте.
Бюро управления эффективностью использования ресурсов могло бы заниматься выявлением факторов улучшения использования ресурсов (по видам), установлением зависимостей между организационно-техническими и экономическими показателями, организацией учета и контроля использования ресурсов в целом по предприятию, разработкой мероприятий по улучшению использования различных видов ресурсов, организацией их внедрения и стимулирования. По аналогии с бюро маркетинга структуру остальных бюро отдела материально-технического обеспечения производства можно формировать по функциональному либо предметному признаку.
Процесс движения ресурсов включает:
привлечение ресурсов для выполнения маркетинговых исследований, НИОКР, организационно-технологической подготовки производства, производства продукции и выполнения услуг, гарантийного обслуживания товаров предприятия, капитального строительства. В свою очередь, привлечение ресурсов для производства продукции и оказания услуг подразделяется на ресурсы для изготовления продукции, предоставления услуг, ремонтно-эксплуатационных нужд; для капитального строительства — на новое строительство, расширение производства, техническое перевооружение, реконструкцию;
использование ресурсов по одному из перечисленных направлений;
восстановление ресурсов (при необходимости);
утилизацию или списание ресурсов.
Планирование материально-технического обеспечения производства включает комплекс работ по анализу удельных расходов материальных ресурсов за отчетный период, использованию технологического оборудования и оснастки, прогнозированию и нормированию отдельных видов ресурсов на плановый период, разработке материальных балансов по видам ресурсов, источникам поступления и вышеперечисленным направлениям использования. Перечисленные работы по планированию весьма трудоемки. Они выполняются экономистами и плановиками при участии других специалистов. Менеджеры не принимают участия в разработке планов, их задача — проверить соблюдение принципов планирования, состав плановых документов, их качество.
Факторами улучшения использования ресурсов являются:
применение к процессам движения ресурсов совокупности научных подходов менеджмента;
оптимизация формирования и использования ресурсов;
совершенствование конструкции или структуры продукции;
совершенствование технологии изготовления продукции;
применение материалов с заранее заданными свойствами;
применение оптимальных для данных условий форм и методов обеспечения ресурсами;
стимулирование улучшения использования ресурсов.
Формы обеспечения ресурсами: а) через товарно-сырьевые биржи; б) прямые связи; в) аукционы, конкурсы; г) спонсорство; д) собственное производство и др. Конкретную форму (метод) обеспечения материально-техническими ресурсами предприятие выбирает исходя из особенностей ресурса, продолжительности его получения, числа предложений, качества и цены ресурса и других факторов. При определении формы обеспечения предприятия ресурсами следует изучать надежность поставщика и уровень конкурентоспособности выпускаемой им продукции. При заключении с поставщиками контрактов (договоров) следует помнить о необходимости отражения в них количественных и качественных показателей, конкретных форм поставок, сроков, санкций и др.
Организация энергетического хозяйства
Основное назначение энергетического хозяйства предприятия — бесперебойное снабжение производства всеми видами энергии при соблюдении техники безопасности, выполнении требований к качеству и экономичности энергоресурсов. Основными видами энергии являются: электрическая энергия; тепловая и химическая энергия твердого, жидкого и газообразного топлива; тепловая энергия пара и горячей воды; механическая энергия. К энергоресурсам относятся: электрический ток, натуральное топливо, пар разных параметров, сжатый воздух разного давления, природный и сжиженный газ, горячая вода и конденсат, вода под напором. Разнообразные виды ресурсов на предприятии используются в качестве двигательной силы, в технологических процессах, для отопления, освещения, вентиляции, хозяйственно-бытовых нужд и т. д..
На всех стадиях производства могут быть использованы различные виды энергии и энергоресурсов. Так, в кузнечных цехах машиностроительных предприятий при резке металла возможно использование электроэнергии и газа. При нагреве под ковку и штамповку используется электроэнергия (индукционный и контактный нагрев), газ и мазут (пламенный нагрев); в процессе ковки и штамповки - пар под давлением 8—10 атм и сжатый воздух (для приведения в действие оборудования и обдувки штампов); при термообработке - электроэнергия, газ и мазут. В землеприготовительных отделениях литейных цехов применяется электроэнергия. При формовке и изготовлении стержней — электроэнергия и сжатый воздух. В процессе плавки металла — электроэнергия (в электропечах), газ, мазут (в мартеновских печах), кокс (в вагранках). При выбивке и очистке литья используется электроэнергия и сжатый воздух. Для мойки — пар 4—6 атм и горячая вода. В механических цехах при металлообработке в основном применяется электроэнергия и сжатый воздух (в пневматической аппаратуре) и т. д.
Выбор наиболее экономичных энергоресурсов должен осуществляться на основе комплексного решения вопросов энергетики, технологии, организации производства и экономики путем сравнительного анализа удельных расходов (норм расхода) технологического топлива и энергии, единовременных затрат на разработку и внедрение мероприятий по снижению норм. Потребляемые предприятием энергоресурсы могут приобретаться со стороны как покупные и вырабатываться собственными силами. На предприятии могут производиться: электроэнергия — на заводской электрической станции, пар и горячая вода — в котельных, генераторный газ — на газогенераторной станции.
Энергоснабжение предприятия имеет специфические особенности, состоящие в необходимости немедленного использования произведенной энергии и неравномерной потребности в ней в течение суток и времени года. Поэтому бесперебойное снабжение энергией должно обеспечиваться за счет создания резервов мощностей энергетического оборудования. В связи с этим наиболее совершенной и экономичной системой энергоснабжения предприятия является централизованная. В этом случае предприятие получает электрическую энергию от центральной (единой) электрической системы (через заводскую понижающую подстанцию), пар — по тепловой сети районной энергетической системы или заводской теплоэлектроцентрали, газ — из сети дальнего газоснабжения природным газом, от комбината энергохимического использования топлива и т. д.
Централизованная система снабжения обеспечивает надежное и бесперебойное снабжение предприятия энергией и снижает текущие издержки производства и единовременные затраты, связанные с получением необходимых предприятию видов энергии. Например, потребление электроэнергии, как и других видов энергии, имеет так называемые пики и спады. Изолированная заводская электростанция вследствие этого должна иметь дополнительные мощности для того, чтобы обеспечивать максимальную нагрузку в часы пик. И наоборот, в часы спада электростанция будет иметь избыток электроэнергии. Если же она включена в Единую энергетическую систему, то в часы пик предприятие забирает энергию из энергосистемы. Наоборот, когда падает потребность в электроэнергии такая станция может отдавать избыточную электроэнергию в энергосистему. Для энергоснабжения предприятий используются также энергетические отходы производства, т. е. вторичные энергетические ресурсы.
Большие потери давления в воздушных сетях при значительной их протяженности не позволяют осуществлять централизованное обеспечение предприятия сжатым воздухом даже внутри предприятия. Обычно для снабжения сжатым воздухом используются стационарные или передвижные компрессорные станции, расположенные вблизи цехов-потребителей.
Основой рациональной организации энергетического хозяйства на предприятии является правильное планирование производства и потребления энергоресурсов с применением балансовых методов. Они дают возможность рассчитывать потребность предприятия в различных видах топлива и энергии исходя из объема производства и прогрессивных норм, а также определять наиболее рациональные источники покрытия этой потребности. Энергетические балансы входят в группу материальных балансов. Они подразделяются: по назначению — на стратегические и тактические плановые, а также отчетные; по степени охвата — на сводные (по предприятию, цеху), частные (по агрегатам, видам энергоресурсов, виду обработки).
Рабочая форма баланса построена по производственно-территориальному и целевому признакам (статьи баланса группируются по участкам производства и направлению использования энергии; отдельно выделяются потери энергии в сетях предприятия) и отражает весь внутренний оборот энергии данного вида, включая использование вторичных энергетических ресурсов. Составление балансов должно сопровождаться проектированием режиме энергетической нагрузки предприятия и режимов работы генерирующих установок. Составление балансов начинается с его расходной части:
вначале рассчитывается потребность во всех видах энергии топлива основного и вспомогательного производства предприятия и расход энергии и топлива на отопление, вентиляцию, освещение, хозяйственно-бытовые и непроизводственные нужды;
затем определяются допустимые (нормативные) величины потерь энергии в сетях и преобразовательных установках, суммарные потребности предприятия по видам ресурсов. На этой основе ее составляются годовые графики нагрузки предприятия по видам энергоресурсов.
Разработка приходной части включает:
определение производственных ресурсов генерирующих установок предприятия и возможности получения топлива и энергии со стороны;
проектирование режимов работы генерирующих установок предприятия и определение графиков их нагрузки;
определение размера покрытия потребности за счет собственного производства, получения со стороны и использования вторичных энергоресурсов;
определение количества энергии, которое может быть отпущено на сторону.
Далее, разрабатываются энергетические балансы генерирующих установок предприятия и рассчитываются технико-экономические показатели их работы. Баланс топлива составляется по отдельным его видам и маркам. Для составления отчетных энергобалансов необходим дифференцированный и точный учет расхода топлива и энергоресурсов. Определение потребности в энергоресурсах по отдельным элементам перед составлением балансов осуществляется на основе норм их расхода.
Структура энергетического хозяйства, например, крупного машиностроительного предприятия включает:
энергетические цехи (электросиловой, теплосиловой, газовый, электромеханический, слаботочный);
преобразовательные и генерирующие установки (компрессорная, котельная, генераторная станция и др.);
цеховые и общезаводские энергопередающие сети;
потребители энергии (оборудование, станки, печи и др.).
Энергетическое хозяйство крупных предприятий находится в ведении главного энергетика, мелких предприятий — в ведении главного механика. В состав отдела главного энергетика входят бюро (группы) энергоиспользования, энергооборудования, электрическая и тепловая лаборатории. Обеспечение бесперебойного питания крупного завода необходимыми энергоресурсами возлагается на дежурных инженеров, руководящих эксплуатацией всего энергетического хозяйства в течение смены. Персонал энергетических цехов подразделяется на сменный, ведущий текущую эксплуатацию оборудования, и ремонтно-монтажный.
Технико-экономические показатели энергохозяйства подразделяются на две группы:
по экономичности производства энергии: удельный расход топлива на производство электроэнергии и тепла; коэффициенты полезного действия генерирования электрической и тепловой энергии; удельный расход электрической энергии на 1000 м3 сжатого воздуха и т. д.; себестоимость единицы вида энергии;
по эффективности использования энергии: удельный расход энергии по ее видам, видам работ; структура энергобаланса цехов и предприятия в целом; показатели энерговооруженности труда.
Основными направлениями совершенствования энергетического хозяйства и повышения эффективности его функционирования являются:
приобретение ресурсосберегающего оборудования;
использование наиболее экономичных видов энергоресурсов;
совершенствование схем энергопотребления;
совершенствование технологических процессов;
автоматизация производственных процессов, учета и контроля использования ресурсов;
совершенствование конструкции энергооборудования;
применение расчетно-аналитических методов нормирования ресурсов;
упрощение структуры энергетического хозяйства предприятия;
стимулирование улучшения использования ресурсов и др.
Организация инструментального хозяйства
Инструментальное хозяйство предприятия представляет собой совокупность отделов и цехов, занятых проектированием, приобретением, изготовлением, ремонтом и восстановлением технологической оснастки, а также ее учетом, хранением и выдачей в цехи и на рабочие места. Например, крупное машиностроительное предприятие использует широкую номенклатуру технологической оснастки: режущий и мерительный инструменты, штампы, модели, станочные и слесарные приспособления, пресс-формы, универсально-сборные приспособления, вспомогательный инструмент и др.
Целью функционирования инструментального хозяйства предприятия является организация бесперебойного обеспечения цехов и рабочих мест высококачественной технологической оснасткой в нужном количестве и ассортименте при минимальных затратах на ее проектирование, приобретение (или изготовление), хранение, эксплуатацию, ремонт, восстановление и утилизацию. Предприятия, например машиностроительные, используют широкую номенклатуру технологической оснастки. На среднем машиностроительном заводе число наименований оснастки достигает 40 тыс. При переходе на новую модель грузового автомобиля проектируют до 20 тыс. наименований оснастки, в себестоимости машиностроительной продукции затраты на технологическую оснастку достигают 15%. В общих затратах на технологическую подготовку производства затраты на оснастку доходят до 60%. Проектирование и изготовление технологической оснастки имеет значительную трудоемкость. Эти факты красноречиво свидетельствуют о важности развития инструментального обеспечения производства. Значительная номенклатура технологической оснастки предопределяет сложность организации работ по стадиям ее жизненного цикла и функциям управления. Организация работ по инструментальному обеспечению производства включает:
технологический контроль конструкторской документации на предмет технологичности конструкции, межвидовой и внутривидовой унификации изделий, их составных частей и конструктивных элементов (линейные размеры, радиусы, диаметры, фаски, резьбы, пазы, материалы, покрытия и т. д.);
упрощение кинематической схемы изделий;
развитие предметной и технологической специализации и кооперирования производства;
типизация технологических процессов;
унификация технологической оснастки и конструктивных элементов;
расчет потребности в различных видах инструментов и оснастки;
расчет запасов инструмента (эксплуатационный фонд, находящийся на центральном инструментальном складе);
проектирование помещений, технических средств и организационных проектов для хранения и доставки оснастки до рабочих мест;
проектирование и изготовление специальной оснастки;
проведение маркетинговых исследований и заключение договоров на приобретение технологической оснастки со стороны, организация ее доставки на предприятие;
входной контроль качества покупной технологической оснастки и качества материалов для изготовления универсальной и специальной оснастки;
организация хранения оснастки;
организация доставки оснастки до рабочих мест;
организация эксплуатации оснастки;
организация учета и контроля использования оснастки;
организация ремонта и восстановления оснастки;
анализ эффективности использования оснастки;
разработка и экономическое обоснование организационно-технических мероприятий по улучшению использования технологической оснастки;
стимулирование улучшения использования оснастки;
налаживание связей с поставщиками технологической оснастки с целью дальнейшего повышения ее качества.
В связи с многообразием решаемых задач организационная структура инструментального хозяйства предприятия довольно сложна. Например, на крупном машиностроительном предприятии организационная структура инструментального хозяйства может состоять из следующих элементов (в составе инструментального отдела):
заместитель начальника отдела по производству оснастки;
заместитель начальника отдела по эксплуатации оснастки;
технический сектор;
планово-экономический сектор;
инструментальные цехи;
бухгалтерия отдела.
В свою очередь, заместителю начальника инструментального отдела по производству могли бы подчиняться следующие подразделения: сектор маркетинга, сектор покупного инструмента, центральный инструментальный склад, планово-диспетчерский сектор. Заместителю начальника по эксплуатации могли бы подчиняться сектор технадзора и планово-предупредительного ремонта оснастки, сектор нормативов, сектор абразивно-алмазного хозяйства, инструментальное хозяйство цехов. Начальник инструментального отдела, куда входят все перечисленные подразделения, подчиняется, как правило, главному технологу предприятия.
Основными направлениями совершенствования инструментального хозяйства и повышения эффективности его функционирования являются:
в области проектирования выпускаемой продукции и технологии ее производства — упрощение конструкции (структуры) продукции, ее унификация и стандартизация, типизация технологических процессов, контроль технологичности конструкций, применение при проектировании продукции научных подходов и методов оптимизации;
в области проектирования и производства технологической оснастки — унификация и стандартизация оснастки, ее составных частей и конструктивных элементов, применение систем автоматизированного проектирования на основе классификации и кодирования технологической оснастки, сокращение продолжительности разработки и изготовления оснастки;
в области менеджмента — применение научных подходов и методов, развитие маркетинговых исследований, выявление конкурентных преимуществ предприятия, совершенствование учета, контроля, анализа и мотивации работ;
в области эксплуатации, ремонта и восстановления оснастки — обеспечение нормальных условий работы центрального инструментального склада, инструментально-раздаточных кладовых, организация обеспечения рабочих мест, организация централизованной заточки инструмента, усиление технадзора, упорядочение норма- тивного хозяйства, улучшение оперативного учета и расходных лимитов, повышение эффективности ремонта и восстановления оснастки.
Организация ремонтного хозяйства
Ремонтное хозяйство предприятия представляет собой совокупность отделов и производственных подразделений, занятых анализом технического состояния технологического оборудования, надзором за его состоянием, техническим обслуживанием, ремонтом и разработкой мероприятий по замене изношенного оборудования на более прогрессивное и улучшению его использования. Выполнение этих работ должно быть организовано с минимальными простоями оборудования, в кратчайшие сроки и своевременно, качественно и с минимальными затратами. Эффективность работы ремонтного хозяйства во многом предопределяет себестоимость выпускаемой продукции, ее качество и производительность труда на предприятии, так как удельный вес затрат на содержание и ремонт оборудования в себестоимости продукции достигает 10%.
Главной причиной значительных затрат на ремонт и техническое обслуживание технологического оборудования является его низкое качество, вследствие чего затраты в сфере эксплуатации продукции машиностроения за нормативный срок использования в 5—25 раз больше ее цены. По сравнению с лучшими зарубежными образцами аналогичного класса отечественное технологическое оборудование и транспортные средства требуют в 3—5 раз больше средств на техническое обслуживание, использование и ремонт. В свою очередь, низкое качество отечественной продукции машиностроения объясняется низким качеством маркетинговых исследований и НИОКР. И как итог — удельный вес отечественной продукции машиностроения, конкурентоспособной на внешнем рынке, составлял в 1998 г. всего около 1%. Отсюда следует, что эффективность ремонтного хозяйства зависит как от качества технологического оборудования, закладываемого на стадиях стратегического маркетинга и НИОКР и реализуемого на стадии производства, так и от уровня организации работы ремонтного хозяйства в сфере потребления оборудования.
Организация ремонтного хозяйства крупного предприятия включает выполнение комплекса работ:
анализ производственной и организационной структуры предприятия с точки зрения обеспечения пропорциональности, прямоточности, непрерывности, параллельности и автоматичности производственных процессов;
анализ уровня специализации, комбинирования с целью оптимизации этих параметров;
анализ технологического оборудования по следующим показателям (факторам):
необходимость данного оборудования;
удельный вес неустановленного оборудования;
удельный вес оборудования, находящегося в ремонте;
средний возраст технологического оборудования (по группам);
удельный вес физически изношенного оборудования;
коэффициент сменности работы технологического оборудования;
коэффициент использования оборудования по производительности (по группам);
коэффициент использования оборудования во времени (по группам);
анализ фондоотдачи;
анализ структуры активной части основных производственных фондов;
анализ уровня механизации производства;
разработка предложений по совершенствованию форм организации производства, производственной и организационной структуры предприятия;
разработка предложений по улучшению использования оборудования (по видам);
разработка норм потребности в оборудовании для замены его изношенной части, технического перевооружения и капитального строительства;
разработка норм потребности в запасных частях для технологического оборудования;
разработка норм потребности в различных видах материалов и энергии для технологического оборудования и других элементов основных производственных фондов (ОПФ);
расчет потребности в производственных площадях для ремонтного хозяйства;
расчет потребности в трудовых ресурсах для ремонтного хозяйства и его фонда заработной платы;
расчет показателей планово-предупредительного ремонта (ППР) оборудования (по видам):
анализ соблюдения графика ППР на предприятии;
структура межремонтного цикла по видам оборудования; продолжительность межремонтного периода;
трудоемкость ремонта оборудования (по видам ремонта и видам оборудования);
потребность в ресурсах для различных видов ремонта;
годовой объем ремонтных работ;
параметры организации ППР оборудования предприятия во времени и пространстве;
организация ремонтных работ;
организация межремонтного обслуживания;
организация материально-технического обеспечения ремонтного хозяйства предприятия;
разработка, контроль и стимулирование стратегического плана повышения эффективности работы ремонтного хозяйства.
Перечисленные виды работ можно укрупненно объединить в три блока:
экономический, объединяющий работы: по учету и анализу эффективности использования ОПФ; разработке норм потребности в оборудовании для замены его изношенной части, технического перевооружения, капитального строительства; разработке норм потребности в запасных частях и материальных ресурсах для технического обслуживания, использования (эксплуатации) и ремонта ОПФ; стратегическому планированию воспроизводства ОПФ, планированию ППР оборудования; планированию материально-технического обеспечения ремонтного хозяйства; разработке предложений по совершенствованию организационной и производственной структур ремонтного хозяйства (совместно со специалистами организационного блока);
технический, включающий: осуществление технического надзора за состоянием оборудования и других элементов ОПФ; проведение технического обслуживания технологического оборудования; проектирование, изготовление и восстановление запасных частей; выполнение различных видов ремонта элементов ОПФ;
организационный, включающий: организацию материально-технического обеспечения ремонтного хозяйства; организацию входного и выходного контроля качества материалов, комплектующих изделий, запасных частей и оборудования, поступающих или выходящих из ремонтного хозяйства; разработку элементов ОПФ; внедрение прогрессивных для данных условий форм организации производства; совершенствование организационной и производственной структур ремонтного хозяйства.
Объем работ по каждому блоку определяется четырьмя основными факторами: 1) сложностью и номенклатурой выпускаемой продукции; 2) программой выпуска; 3) уровнем специализации, комбинирования и кооперирования основного производства; 4) Уровнем специализации, комбинирования и кооперирования ремонтного хозяйства. В условиях развития рыночных отношений наблюдается углубление и расширение специализации и интеграции. Поэтому большинство перечисленных работ может выполняться специализированными фирмами (предприятиями, организациями) которые обеспечивают высокое качество работ и приемлемые цены на их выполнение.
Ремонтное хозяйство на предприятии возглавляет главный механик, подчиняющийся главному инженеру (техническому директору). Структура ремонтного хозяйства может включать следующие подразделения: 1) экономический отдел; 2) технический отдел; 3) организационный отдел; 4) ремонтно-механический цех; 5) склад. Функции отделов были рассмотрены ранее.
Основными направлениями совершенствования ремонтного хозяйства и повышения эффективности его функционирования могут быть:
в области организации производства — развитие специализации и кооперирования в выпуске основной продукции, в организации ремонтного хозяйства;
в области планирования воспроизводства ОПФ — применение научных подходов и методов менеджмента;
в области проектирования и изготовления запасных частей — унификация и стандартизация элементов запасных частей, применение систем автоматизированного проектирования на основе классификации и кодирования, сокращение продолжительности проектных работ и повышение их качества;
в области организации работ — соблюдение принципов рациональной организации производства (пропорциональности, параллельности и др.), применение сетевых методов и ЭВМ;
в области технического надзора, обслуживания и ремонта ОПФ — развитие предметной и функциональной специализации работ, повышение технического уровня ремонтно-механического цеха, усиление мотивации повышения качества труда и др.
Организация транспортного и складского хозяйства
Транспортное и складское хозяйство предприятия создаются для доставки, складирования и перемещения до потребителя различных грузов в соответствии с условиями договоров, в установленные сроки и по оптимальным маршрутам. Основными критериями функционирования транспортного и складского хозяйства являются качественное и своевременное предоставление услуг по минимально возможной цене. Рассмотрим особенности транспортного и складского хозяйства в отдельности, круг организационных вопросов по их функционированию, направления повышения качества и эффективности оказываемых услуг.
Транспортное хозяйство является артерией предприятия, связующей материальные потоки. Ритмичность и качество предоставляемых транспортных услуг определяют стабильность и эффективность функционирования предприятия в целом. Транспортные операции являются важной составной частью производственного процесса, причем транспортные средства нередко используются в целях регулирования его хода и обеспечения заданного ритма производства (например, при помощи конвейера). Рациональная организация внутризаводского транспорта, оптимизация грузопотоков и грузооборота способствуют сокращению длительности производственных циклов изготовления продукции, ускорению оборачиваемости оборотных средств, снижению себестоимости продукции, росту производительности труда.
На предприятиях используют различные виды транспортных средств (классификация):
по сфере обслуживания — средства межцехового и внутрицехового транспорта;
в зависимости от режима работы — транспортные средства непрерывного (конвейерные системы и т. д.) и периодического действия (автомашины, самоходные тележки и др.);
по направлениям движения — транспортные средства для горизонтального, вертикального (лифты, элеваторы и т. д.) и смешанного перемещения (краны и др.);
по уровню автоматизации — автоматические, механизированные, ручные;
по виду перемещаемых грузов — транспортные средства для перемещения сыпучих, наливных и штучных грузов.
Организация транспортного хозяйства предприятия включает выполнение следующих работ:
стратегическое планирование обновления транспортных средств;
анализ производственной структуры предприятия, разработка и внедрение мероприятий по ее совершенствованию (с точки зрения рациональности транспортных схем, обеспечения прямоточности, пропорциональности, непрерывности и ритмичности производственных процессов);
анализ прогрессивности, уровня загрузки и эффективности использования транспортных средств во времени и по производительности;
выбор и обоснование использования транспортных средств;
расчет норм и нормативов расхода (потребности) в материальных ресурсах на ремонтно-эксплуатационные нужды транспортного хозяйства;
составление балансов грузооборота (по горизонтали указываются отправители грузов, по вертикали — их получатели);
проектирование схем грузопотоков;
оперативно-календарное планирование транспортных операций;
диспетчирование работы транспорта предприятия;
учет, контроль и мотивация повышения качества и эффективности работы транспортного хозяйства.
Основными направлениями повышения качества и эффективности работы транспортного хозяйства являются:
углубление предметной и функциональной специализации производства, развитие кооперирования;
повышение уровня автоматизации производства и управления;
сокращение среднего возраста транспортных средств и увеличение удельного веса прогрессивных транспортных средств;
совершенствование нормирования, учета и контроля использования транспортных средств, мотивация повышения их эффективности;
анализ соблюдения принципов прямоточности, пропорциональности и непрерывности производственных процессов, разработка и внедрение соответствующих мероприятий.
Складское хозяйство предприятия выполняет функции по хранению, учету и контролю движения материально-технических ресурсов, поступающих на предприятие, и готовой продукции. Эти функции складское хозяйство должно выполнять качественно, в установленные сроки и с минимальными затратами. Эти три показателя и являются собственно критериями функционирования складского хозяйства. В зависимости от объема работ склады могут быть общезаводскими и цеховыми. Общезаводские склады, например машиностроительных заводов, в свою очередь, подразделяются:
на материальные (склады основных и вспомогательных материалов, топлива, лесоматериалов);
полуфабрикатов и заготовок для хранения материалов, прошедших соответствующую обработку в одних цехах и предназначенных для обработки в других. Это склады черновых заготовок, выпускаемых заготовительными цехами, склады готовых деталей, выпускаемых обрабатывающими цехами и идущих в сборку;
производственные, обслуживающие производственный процесс;
готовой продукции, принимающие от цехов готовую продукцию, производящие упаковку и отправку ее потребителю;
отходов и вторичного сырья;
хозяйственные, предназначенные для хранения тары, спецодежды, хозяйственных материалов, рабочего инвентаря и т. п.
Расположение складов зависит от характера материальных ценностей и их значения. Так, материальные и производственные склады необходимо размещать ближе к цехам-потребителям с тем, чтобы обеспечить наименьший путь прохождения грузов. Склады готовой продукции размещают ближе к сборочным цехам. По своей конструкции склады бывают открытые, полуоткрытые, закрытые и специальные. К цеховым производственным складам применительно к машиностроительному производству относят материальные, промежуточные, склады готовых деталей, комплектовочные и специальные.
Организация складского хозяйства включает следующие работы:
анализ производственной структуры предприятия на предмет прямоточности, пропорциональности, непрерывности и ритмичности производственных процессов;
определение номенклатуры и типа складских помещений;
разработка схем размещения новых складских помещений, их проектирование, строительство;
разработка оперативно-календарных планов работы складских помещений;
организация учета и контроля движения материальных потоков через склады;
организация выдачи и доставки грузов потребителям;
анализ эффективности работы складского хозяйства, разработка и внедрение предложений по улучшению его работы.
Направления повышения эффективности работы складского хозяйства примерно те же, что и для транспортного хозяйства.
1.4 Производственный цикл и его структура
Производственный цикл – календарный период времени между началом и окончанием производственного процесса изготовления одного или партии изделий.
Длительность цикла используется:
для составления производственной программы предприятия и подразделений;
для определения сроков начала процесса производства по заданным срокам его окончания.
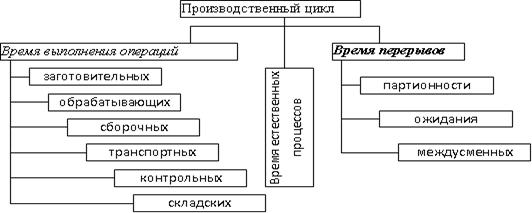
Схема «Структура производственного цикла»
Перерывы партионности – возникают при обработке деталей партиями из-за их пролеживания при ожидании обработки всей партии для последующей транспортировки на очередную операцию.
Перерывы ожидания – возникают из-за несовмещенности времени окончания одной и начала другой операции на одном рабочем месте (в ожидании освобождения этого рабочего места).
Перерывы междусменные – вызываются принятым на предприятии режимом работы.
Время выполнения основных операций обработки изделия или партии составляет технологический цикл, который состоит их операционных циклов.
Операционный цикл – это продолжительность обработки изделия или партии на данной операции процесса. При занятии на операции нескольких рабочих операционный цикл можно рассчитать:
![]() ,
,
где n – величина партии обработки, t – норма времени на обработку 1-го изделия на, Ci – число рабочих мест на i-той операции.
Сочетание во времени выполнения операционных циклов существенно влияет на производственный цикл и определяет порядок передачи детали или партии в процессе обработки.
1.5 Длительность производственного цикла
Длительность производственного цикла – это календарный период времени, между запуском в производство и моментом полного окончания изготовления изделия или партии изделий. Это один из главных параметров характеризующих производственный процесс.
Партия изделий – определённое количество одинаковых изделий одновременно запускаемых в производство с единой затратой подготовительно-заключительного времени.
По составу длительность производственного цикла можно представить схемой:

Рисунок - Длительность производственного цикла
Длительность производственного цикла простого процесса (изготовления детали):
![]() .
.
где Ттех – длительность всех технологических опепраций, ч;
Ттр – длительность транспортных операций, ч;
Тест – длительность естественных процесов, ч;
Ткон – длительность контрольных операций, ч;
Тпер – сумарная длительность перерывов, ч.
В машиностроении и
приборостроении транспортные операции зачастую бывают либо малы по сравнению с
другими операциями, либо выполняются паралельно с другими операциями.
Поэтому,при расчётах ![]() можно пренебречь.
можно пренебречь.
 , [кал. дней]
, [кал. дней]
где ![]() - плановая длительность
производственого цикла простого производственого процесса, кал.дн.
- плановая длительность
производственого цикла простого производственого процесса, кал.дн.
![]() – число смен в сутки;
– число смен в сутки;
![]() – продолжительность смены,часы;
– продолжительность смены,часы;
![]() – коэффициент перевода рабочих
дней в календарные
– коэффициент перевода рабочих
дней в календарные
![]() ;
;
![]() – число рабочих дней за
рассматриваемый период;
– число рабочих дней за
рассматриваемый период;
![]() – число календарных дней за
рассматриваемый период;
– число календарных дней за
рассматриваемый период;
![]() ,
,![]() – суммарная продолжительность
соответственно технологических и контрольных операций в рассматриваемом
процессе, определённая на основе норм времени, ч;
– суммарная продолжительность
соответственно технологических и контрольных операций в рассматриваемом
процессе, определённая на основе норм времени, ч;
![]() – плановый коэффициент выполнения
нормы рабочими;
– плановый коэффициент выполнения
нормы рабочими;
![]() – число операций технологического
процесса;
– число операций технологического
процесса;
![]() – среденее межоперационное время,
ч;
– среденее межоперационное время,
ч;
![]() – длительность естественных
процессов, не совпадающих с перерывами, ч.
– длительность естественных
процессов, не совпадающих с перерывами, ч.
Длительность технологического цикла зависит не только от технологии производства детали, но при той же самой технологии длительность технологического цикла зависит от способа организации производственного процесса.
Способ организации производства наиболее часто определяется видом движения предмета труда в производстве.
1.6 Виды движения партии деталей в производстве
Возможны три вида сочетания операционных циклов (видов движения предметов труда по операциям производственного процесса):
последовательный;
последовательно-параллельный;
параллельный.
Все виды движения рассмотрим на примере следующего технологического процесса:
1). Технологический процесс трехоперационный.
2). Норма времени на 1-ой операции tшт.кальк1=5 минут; на второй операции – 3 минуты; третьей – 4 минуты. С (число рабочих мест)=С1=С2=С3=1.
3). Величина партии обработки n=10 штук.
4). Транспортная передаточная партия р=2 штуки
Последовательный вид движения.
Характеризуется тем, что каждая последующая операция над партией начинается только после её обработки на предыдущей операции. При этом партия не дробится, а передается в полном объёме.
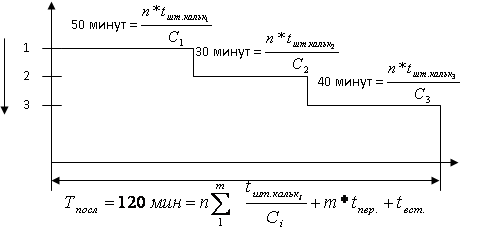
Где m – число операций рассматриваемого процесса; tпер. – время затрачиваемое на передачу деталей с операции на операцию; tест. – время естественных процессов.
Характеристика вида движения:
Самая простая организация производства.
Самый максимальный производственный цикл при минимальной производительности.
Самый простой контроль.
Имеет место пролёживание или ожидание в течение значительного времени, нередко превышающее оперативное.
Вывод: В серийных, крупносерийных и массовых процессах производства неприемлем.
Параллельно-последовательный вид движения (сочетания операций)
Он предусматривает такой порядок передачи изделий или небольших передаточных партий, при котором достигается наибольшая одновременность обработки изделий на операциях. Причем вся партия на каждой операции обрабатывается непрерывно.
Возможны два случая организации производственного процесса:
Первый случай: Время предыдущей операции больше, чем время последующей операции в пересчете на одно рабочее место. В этом случае после обработки последней передаточной партии на предыдущей операции осуществляется её передача на последующую, где она сразу же поступает в обработку. После этого от момента окончания этой обработки достраивается операционный цикл обработки всей партии на последующей операции (обратное планирование).
Второй случай: Время предыдущей операции в пересчете на одно рабочее место меньше, чем время последующей операции. В этом случае первую же обработанную передаточную партию с предыдущей операции сразу же передают на последующую, после чего достраивается операционный цикл всей партии на последующей операции.
![]()
Характеристика:
Значительное сокращение длительности производственного цикла.
Имеет место незначительное пролеживание деталей.
Самый сложный вид организации и контроля производственного процесса.
Имеет место увеличение количества учетно-плановых единиц, что ведет к повышенной загрузке транспортных средств.
Вывод: Целесообразно применять при больших партиях и большой трудоемкости, что свойственно крупносерийному производству.
Параллельный вид движения
Характеризуется тем, что небольшие передаточные партии или даже отдельные изделия передаются с предыдущей операции на последующую немедленно после её обработки на предыдущей операции (в зависимости от смежных операционных циклов). Отдельные передаточные партии имеют независимо от всей партии движение в процессе обработки.
Алгоритм построения плана графика движения предметов труда при параллельном виде.
Построить график движения первой передаточной партии по всем операциям рассматриваемого процесса (последовательный вид движения).
Определить операции имеющие максимальное время переработки в пересчете на одно рабочее место. Достроить операционный цикл этой операции без простоев.
Построить графики движения остальных деталей партии по оставшимся операциям рассматриваемого процесса (будут иметь место гарантированные простои в работе оборудования).
Характеристика:
Самый короткий производственный цикл.
Пролеживание изделий практически полностью отсутствует.
Имеет место упрощения контроля над процессом производства по сравнению параллельно-последовательным видом.
Имеет место простой оборудования на всех операциях кроме лимитирующей.
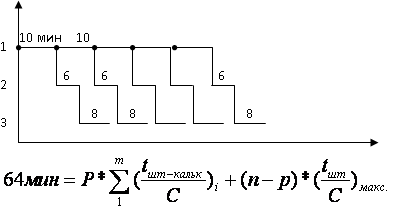
В случае если имеет место ручные операции в рассматриваемом процессе – сложности в организации труда работающих.
1.7 Производственный цикл сложного процесса
Длительность цикла для сложного производственного процесса может быть определена как максимальная сумма длительностей простых процессов, последовательно связанных во времени друг с другом.
Рассмотрим это на следуюшем примере. Пусть имеется изделие М.

Рисунок– Структурная модель изделия
Таблица - Длительность производственных циклов изготовления деталей
| Деталь |
|
|
|
|
|
|
|
|
|
20 | 15 | 15 | 5 | 2 | 20 | 10 |
Таблица - Длительность циклов процессов сборки
| Предмет сборки |
|
|
|
|
|
|
5 | 10 | 5 | 15 |

Рисунок - Цикловой график сложного производственного процесса
1.8 Организация производственного процесса в пространстве
Организация производственного процесса в пространстве представляет собой способ сочетания основных, вспомогательных и обслуживающих процессов на территории организации по переработке ее "входа" в "выход". Поскольку "вход" и "выход" организации относятся к ее ближайшему внешнему окружению, то в соответствии с правилами применения системного подхода "вход", процесс и "выход" следует рассматривать как взаимосвязанные компоненты единой системы. Отсюда следует, что параметры прямых и обратных связей на "входе" определяют параметры функционирования процессов, а параметры процессов, в свою очередь, определяют параметры "выхода".
Для обеспечения высокого качества процесса в системе сначала (на первом этапе) следует проанализировать: а) силу конкуренции на входе системы; б) обоснованность параметров "выхода", насколько они отвечают требованиям конкурентоспособности; в) степень влияния на процесс параметров внешней среды (политической, экономической, технической) а также инфраструктуры региона; г) конкурентоспособность поставщиков комплектующих изделий, сырья, материалов, и др. Затем, на втором этапе анализируются параметры процесса в системе.
Задача сводится к обеспечению конкурентоспособности всех компонентов системы. Если, например, организация обладает конкурентоспособной технологией, высококвалифицированными кадрами, новейшими техническими средствами, а ее поставщики (вход системы) не могут производить высококачественные комплектующие изделия, то и на выходе системы товар будет низкого качества. Объясним этот пример на языке цифр: оценка "входа" — 3, процесса — 5, "выхода" будет 3. Другими словами, если в качестве заготовки у вас гнилое дерево ("вход"), которое обрабатывается лазерным инструментом (процесс), то на "выходе" не будет качественной детали. Еще примеры: на "входе" — 5, процесс — 3, на "выходе" будет 3; на "входе" — 4, процесс — 5, на "выходе" — 4.
Отсюда следуют два правила: 1) уровень качества конечного этапа любого процесса определяется уровнем качества промежуточного этапа, имеющего наихудший показатель качества; 2) отрабатывать процесс следует начиная с входа системы, с первого этапа (объекта, компонента и т. п.), предварительно проанализировав весь процесс.
Организация производственных процессов в пространстве реализуется в производственной структуре (по горизонтали и вертикали), т. е. чтобы представить производственный процесс в пространстве нужно наложить организационную структуру на производственную и определить пространственные (территориальные) связи.
Попытаемся это проиллюстрировать на простом примере:
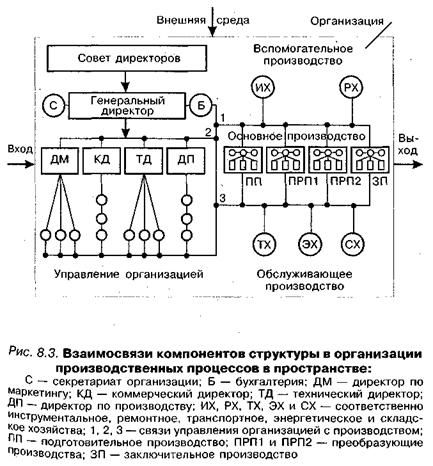
В структуре управления организацией на рисунке "ниже" функциональных директоров указаны отделы (условно — по три). Рассмотрим структуру отделов. Основными отделами, подчиненными директору по маркетингу, могут быть информационный центр, отдел стратегического маркетинга и отдел тактического маркетинга. У коммерческого директора могут быть в подчинении отдел анализа эффективности, плановый отдел, финансовый отдел. У технического директора — специальное конструкторское бюро (СКВ), отдел главного технолога (ОГТ), отдел главного механика (ОГМ). У директора по производству — отдел автоматизированной системы управления производством (АСУП), отдел производственно-календарного планирования, отдел оперативного управления производством.
В структуре основного производства в составе отдельных видов производств (квадраты) маленькими кружочками показаны цехи, имеющие в своем составе несколько участков (маленькие квадраты). Например, подготовительное производство может состоять из материального склада, где осуществляется хранение и подготовка для передачи основному производству заготовок из стального проката, а также литейного и кузнечно-прессового цехов.
Преобразующие производства могут проектироваться как по предметному принципу, специализируясь на изготовлении конечного продукта, так и по функциональному принципу. Подробнее эти вопросы были изложены в теме 3. Заключительное производство может состоять из сборочного цеха, цеха испытаний, цеха упаковки и сертификации.
Соединения 1, 2 и 3 показывают связи организационной структуры с производственной. Соединения небольшого диаметра, например, связи отделов с самой нижней линией (выше фразы "Управление организацией") показывают прямые и обратные связи любого руководителя высшего уровня (директор по маркетингу и др.) с руководителями отделов и производственных цехов и участков. Для соблюдения принципа прямоточности, т. е. сокращения пути прохождения предмета труда в организационной и производственной структурах, необходимо располагать подразделения на территории по ходу управленческих и производственных процессов. Кроме того, подразделения одного функционального и производственного назначения на территории должны располагаться рядом. Например, сначала должны друг за другом располагаться отделы директора по маркетингу, затем отделы коммерческого директора и т. д. На практике, к сожалению, этот принцип не всегда учитывается.
После анализа соблюдения принципа прямоточности рассчитывается коэффициент прямоточности важнейших частичных управленческих и производственных процессов по формуле:
![]() (4.1)
(4.1)
где Дiопт, — оптимальная длина прохождения предмета труда по i-му процессу;
Дiф — фактическая (проектная) длина прохождения предмета труда по i-му процессу. Основными факторами оптимизации прямоточности процессов являются:
расположение подразделений организационной и производственной структур по ходу соответствующих процессов;
концентрация процессов под одной "крышей";
сокращение расстояния между компонентами процессов;
системный анализ и оптимизация коэффициента прямоточности единичных управленческих и производственных процессов;
автоматизация процессов;
обеспечение пропорциональности частичных процессов;
анализ рационализации структур и процессов.
Производственная структура предприятия.
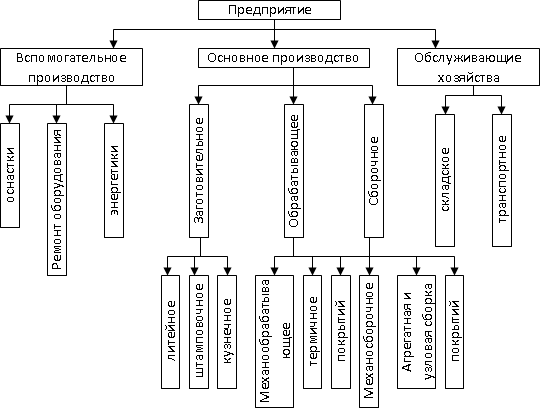
Объединение рабочих мест по признаку сходства работ в участке, цехе и производстве – организационная структура предприятия.
Основное производство выпускает товарную продукцию. Оно может делиться на отдельные производства по стадиям производственного процесса.
Вспомогательное производство обеспечивает основное производство. Его продукция не является товарной и потребляется в основном производстве
1.10 Типы производства и их технико-экономическая характеристика
Предприятия различаются по уровню специализации и концентрации производства изделий и техпроцессов:
Массовое – узкоспециализированное для выпуска одного или узкой номенклатуры изделий сходных конструктивно и технологически, это позволяет специализировать рабочее место технологически для выполнения только одной операции. Для массового производства характерно:
применение спецоборудования и оснастки;
использование высокоточных заготовок;
низкая квалификация работников.
Серийное – выпускает изделия достаточно широкой номенклатуры с периодической повторяемостью. В зависимости от номенклатуры и повторяемости различают три разновидности:
крупносерийное: от 2 до 5 регулярно повторяющихся операций на одном рабочем месте;
среднесерийное: от 6 до 20 регулярно повторяющихся операций на одном рабочем месте;
мелкосерийное: более 20 операций с нерегулярной повторяемостью
Единичное – широкая номенклатура с высокой степенью повторяемости (15-30% ежегодно). Операции на рабочем месте могут выполняться только один раз или с небольшим количеством повторений. Особая разновидность:
опытно-экспериментальное: создается на предприятиях с большим объёмом опытно-конструкторских работ. Его особенность – подготовка производства может быть неполностью завершена к моменту запуска изделия в производство. Здесь возможны переделки и повторные запуски в результате внесения изменений после опытного производства изделий.
Тема 2. Поточные методы организации производства
2.1 Характеристика поточного производства и классификация поточных линий
Сущность поточного производства можно охарактеризовать следующей системой признаков:
1. Высокий уровень специализации, который характеризуется тем, что за поточной линией закреплено изготовление изделий одного наименования или нескольких технологически однородных, а за каждым рабочим местом изготовление одной или нескольких технологически однородных операций.
2. Высокая степень прямоточности, которая означает, что все рабочие места располагаются строго по ходу технологического процесса и с минимально возможными расстояниями между смежными рабочими местами.
3. Высокая степень непрерывности, которая характеризуется практически непрерывной обработкой предметов труда по всем операциям и полной непрерывностью в работе оборудования и рабочих.
4. Высокая степень ритмичности, которая характеризуется тем, что весь технологический участок и каждая операция работают в едином ритме.
5.Высокая степень параллельности организации производственного процесса, который заключается в том , что одновременно на всех операциях технологического процесса обработка партии изделий происходит одновременно.
6.Большинство операций технологического процесса характеризуется признаком синхронности.
7.Высокий уровень механизации и создание предпосылок для автоматизации производства.
Основным элементом поточного производства является:
поточная линия – технологический участок, представляющий собой совокупность специализированных рабочих мест, на которых производство организованно по принципам поточного.
1. По количеству наименований изготовляемых изделий на поточной линии, различают линии:
1.1 Однопредметные;
1.2 Многопредметные:
- с последовательным запуском
- с параллельным запуском
- с параллельно-последовательным запуском.
а) многопредметная линия с последовательным запуском:
![]()
б) многопредметная линия с паралельно-последовательным запуском:

Рисунок 3.1 – Работа многопредметной линии во времени
«А», «Б» – виды изделий
К - комплект К=1*”А”+3*”Б”,при ”А”=1000 шт,”Б”=3000 шт.
Т1,Т2 – время изготовления данного вида изделия или компонентов
2. В зависимости от степени непрерывности процесса:
а) непрерывнопоточная;
б) прерывнопоточная
Непрерывнопоточная линия характеризуется абсолютной непрерывностью в обработке изделий, работе оборудования и рабочих.
Прерывнопоточная линия характеризуется тем, что между некоторыми операциями изделие кратковременно пролёживает, но рабочих и оборудование стараются загрузить на 100%.
3. По степени механизации и автоматизации процесса:
а) немеханизированные;
б) механизированные;
в) автоматизированные.
4. В зависимости от способа поддержания ритма:
а) линии с регламентированным ритмом.
б) линии с свободным режимом.
В линиях с регламентированным ритмом, ритм поддерживается специальными средствами (например, конвейером).
Организация поточного производства характеризуется следующими экономическими результатами:
а) наиболее полным использованием всех ресурсов в производстве.
б) высокой производительностью данного технологического звена.
Эти результаты можно охарактеризовать следующими эффектами:
а) снижением себестоимости выпускаемой продукции при переходе на поточную линию.
б) ростом производительности труда.
Негативными моментами при внедрении поточного производства являются:
1. Значительные капитальные вложения.
2.Значительная организационная подготовка.
3.Значительная монотонность и интенсивность труда при недостаточной автоматизации и механизации.
4. Необходимость четкой организации работы смежных участков, например, по поставке комплектующих изделий.
5. Значительная зависимость эффективности работы поточного производства от объёмов загрузки поточной линии.
Поэтому при организации поточного производства должны быть проведены технико-экономические расчёты и по критериям экономической эффективности обоснована целесообразность введения поточной линии.
2.2 Однопредметные непрерывно-поточные линии
Расчет однопредметных непрерывных поточных линий механообработки
Непрерывными называются такие поточные линии, для которых соблюдаются два признака:
производительность на каждой операции постоянна (за равные интервалы времени обрабатывается одинаковое количество предметов труда);
производительность, взятая за любой интервал времени одинакова на всех операциях.
Таким образом, такая форма ритмичности производства называется синхронностью и составляет основное свойство НПЛ. Оно используется для их расчета.
Расчет ритма НПЛ
В НПЛ детали запускаются в производство, передаются с операции на операцию и выпускаются одинаковыми передаточными партиями по Р-штук.
Ритм НПЛ – интервал времени, за который на операции формируется выработка равная передаточной партии.
RНПЛ – ритм НПЛ,–
календарный фонд времени в сменах, FД – действительный фонд времени, NСМ –
сменная программа выпуска деталей, ![]() - сменная программа запускаемых
деталей. Иногда предусматриваются потери от брака в размере d% от количества
запускаемых деталей. Тогда
- сменная программа запускаемых
деталей. Иногда предусматриваются потери от брака в размере d% от количества
запускаемых деталей. Тогда
![]()
FД = FСМ –Тперем,
где Тперем - суммарное за смену время перерывов на отдых рабочих и на организационное и технологическое обслуживание рабочих мест.
Количество запусков передаточных партий в смену:
![]()
![]() ,
,
если d=0, то ![]() , тогда
, тогда
![]()
если Р=1, то ритм НПЛ называется тактом
![]()
Расчет количества рабочих мест и коэффициента их загрузки.
Поскольку учтены все перерывы при вычислении действительного фонда времени, то операции характеризуются только временем их выполнения, т.е. tоп j. Время обработки передаточной партии на j операции: Тj=P* tоп j. Тогда расчетное количество рабочих мест
![]() .
.
Для определения ![]() типа рабочих
мест используется следующее правило:
типа рабочих
мест используется следующее правило:
берут величину равной целой
части расчетного количества рабочих мест, если она равна 0, то ![]() =1.
=1.
производят перенагрузку рабочих мест равную:
 ;
;
если ![]() , то
, то ![]() или
или
![]() +1.
+1.
Коэффициент загрузки рабочих мест на шаге операции определяется:
 ,
,
где норма находится в пределах от 0,85 до 1 (включительно).
Методы синхронизации непрерывно-поточных линий (НПЛ) на этапе рабочего проектирования:
подбор метода выполнения операции
замена марки модели оборудования
совершенствование оснастки
изменение структуры операции
изменение конструкции изделия
на этапе отладки:
совершенствование трудовых приёмов
подбор рабочих
организация рабочих мест
Расчет количества работающих
Принятое количество
работающих на j-ой операции: ![]() , где С - принятое количество
рабочих мест.
, где С - принятое количество
рабочих мест.
Общее количество рабочих в НПЛ:
![]() ,
,
где S – коэффициент сменности, b - % невыходов рабочих на работу (обычно от 12 до 15%), А округляется до целого числа.
Заделы в НПЛ
Транспортные заделы в НПЛ – одновременно транспортируемое количество изделий.
Технологические – количество изделий одновременно находящихся в производстве.
Страховые – 4%…5% от сменной программы выпуска.
Оборотные – в виду синхронности процесса производства оборотные заделы в НПЛ не создаются.
2.3 Однопредметные прерывные поточные линии
Расчет однопредметных прерывных поточных линий (ППЛ)
Прерывно-поточные линии создаются для выполнения таких производственных процессов, которые при заданной программе выпуска, нельзя синхронизировать в силу разнообразия выполняемых операций (разнотипное оборудование).
В результате непропорциональности производственного процесса в ППЛ возникают перерывы в работе рабочих мест на некоторых операциях. Таким образом, производительность ППЛ непостоянна во времени, то есть:
За равные интервалы времени на одной и той же операции может формироваться разная выработка.
За один и тот же интервал времени на разных операциях может формироваться разная выработка
Организация ППЛ основана на «укрупненном ритме» - это такой интервал времени, за который на всех её операционных участках формируется одинаковая выработка.
Он выбирается исходя из длительности производственного цикла обработки и режима сменности работы потока.
Обычно в машиностроении укрупненный ритм принимается равным одной или двум сменам.
Определение расчетного ритма, количества рабочих мест
и коэффициента их загрузки
В ППЛ могут быть существенно различными времена перерывов на техническое и организационное обслуживание рабочих мест поскольку используется разнотипное оборудование. Поэтому для расчета ритма ППЛ используются не действительный, а календарный фонд времени в смену:
![]() .
.
Соответственно расчет количества рабочих мест ведут не по оперативному, а по штучному времени:
![]() .
.
Принятое количество рабочих мест получается путем округления до большего целого.
Коэффициент загрузки определяется также как и для НПЛ.
Определение числа работающих
По причине непропорциональности технологического процесса в ППЛ всегда есть рабочие места с малым коэффициентом загрузки, поэтому количество работающих определяется учетом совмещенного обслуживания малозагруженных рабочих мест на разных операциях.
Пример:
Дано:
| j |
|
|
Перерывы (мин) | Fд (мин) | ||
| Отдых | Орг. обслуживание | Тех. обслуживание | ||||
| 1 | 2,2 | 2,2 | 2*10 | 5+5 | 6 | 456 |
| 2 | 1,0 | 1,1 | 2*10 | 5+10 | 5 | 452 |
| 3 | 4,0 | 4,6 | 2*10 | 10+10 | 20 | 432 |
RППЛ=2 мин на штуку
Определить: СПР, аПР по всем операциям и на поток в целом.
Решение:
| j |
|
|
№ Р.м. | аР | аПР | Кз | ||
|
|
2,2/2=1,1 | 2 |
1 2 |
1,0 0,1 |
1 1 |
1,0 0,1+0,55+0,3=0,95 |
||
| 2 | 1,1/2=0,55 | 1 | 3 | 0,55 | - | - | ||
| 3 | 4,6/2=2,3 | 3 |
4 5 6 |
1,0 1,0 0,3 |
1 1 - |
1,0 1,0 - |
||
| 6 | 4 |
Заделы ППЛ
В ППЛ существует 4 вида заделов.
Для соблюдения графика работы ППЛ между операциями создаются оборотные заделы. Необходимая величина оборотного задела на начало укрупненного ритма рассчитывается так, чтобы не возникали непредусмотренные простои рабочих мест.
Рассмотрим смежные
операции j и j+1. Предположим что оборотный задел на начало смены равен 0 (![]() ).
).
Построим график изменения
величины оборотного задела ![]() за время равное укрупненному
ритму по следующему алгоритму:
за время равное укрупненному
ритму по следующему алгоритму:
Пусть в некоторый момент времени мы знаем величину оборотного задела. Выбираем интервал времени Т так, чтобы количество работающих по графику рабочих мест на операциях не изменялось и обозначим их tj и t j+1. Тогда
![]() ,
,
![]() .
.
В общем случае величина оборотного задела на начало смены определяется по следующему правилу:
Шаг 1. Находим минимальную
величину оборотного задела на операциях j, j+1, то есть ![]() .
.
Шаг 2. Если минимальное
значение оборотного задела меньше 0, тогда величина оборотного задела на начало
смены определяется по модулю min![]() , то есть
, то есть
![]() =
=![]() ,
,
в противном случае ![]() =0.
=0.
Шаг 3. Для определения величины накопителей определяется максимальная величина оборотного задела
![]()
![]() +
+![]()
| t | 0 | 20 | 30 | 130 | 140 | 190 | 200 | 250 | 260 | 360 | 390 | 430 | 460 | 490 |
| T | 0 | 20 | 10 | 100 | 10 | 50 | 10 | 50 | 10 | 100 | 30 | 40 | 30 | 10 |
| t1 | 0 | 0 | 1 | 2 | 0 | 2 | 1 | 2 | 0 | 2 | 1 | 1 | 1 | 0 |
| t2 | 0 | 0 | 1 | 1 | 0 | 1 | 1 | 1 | 0 | 1 | 0 | 1 | 0 | 0 |
| Zоб(t) | 0 | 0 | -10 | -10 | -10 | -10 | -20 | -20 | -20 | -20 | 10 | -30 | 0 | 0 |
Zоб(20)= Zоб(0)+ Zоб(20)=(20/1.0)*0–(20/0.5)*0=0
Zоб(30)= 0+ Zоб(10)=0+(10/1.0)*1–(10/0.5)*1=–10
Zоб(130)= –10+(100/1)*2–(100/0.5)*1=–10
Zоб(140)= –10+0*0=–10 и т.д.
![]() =|-30|=30;
=|-30|=30; ![]() 10+
10+![]() =10+30=40
=10+30=40
![]() Основы расчета сборочных
НПЛ
Основы расчета сборочных
НПЛ
Сборочные НПЛ создаются или выполняются организационными условиями создания поточного производства.
Сборочные НПЛ так же как и НПЛ механообработки должны обладать ритмичностью в форме синхронности. Синхронизация сборочных НПЛ имеет целью разработку такого техпроцесса в котором все операции имеют равные или кратные оперативные времена. В сборочных НПЛ синхронность достигается за счет компоновки элементарных операций сборки (или переходов в операции техпроцессов).
| № пер. | 1 | 2 | 3 | 4 | 5 | 6 |
|
|
2 | 3 | 10 | 15 | 1 | 4 |
| 5 мин | 10 мин | 15 мин | 5 мин |
RНПЛ=5мин.
В НПЛ сборки расчет ритма потока числа рабочих мест и работающих, а так же коэффициентов их загрузки производится точно так же как и в НПЛ механообработки.
2.4 Многопредметные поточные линии
На многопредметных поточных линиях осуществляется поочередное или смешанное изготовление нескольких типоразмеров изделий. В первом случае изделия изготавливаются партиями, поэтому существенным признаком является наличие или отсутствие переналадки оборудования при смене на линии партии деталей (заготовок). По этому признаку различают переменно-поточные (последовательно-партионные) и групповые многопредметные потоки.
Многопредметной поточной линией с последовательно-партионным чередованием предметов, или переменно-поточной, называется линия, на которой обрабатываются или собираются изделия различных наименований (типоразмеров) последовательно чередующимися во времени партиями, сменяющимися по всем операциям одновременно или за сравнительно короткий отрезок времени.
2.5 Планировка поточных линий
Основой для расчёта являются:
1. Технология производства.
2. Программа выпуска изделий.
Рассмотрим вначале расчет однопредметной непрерывно поточной линии
Порядок расчёта:
Рассчитывается такт поточной линии (самый главный параметр).
Такт поточной линии - промежуток времени между выпуском двух смежных изделий с поточной линии или с каждой операции.
Для простоты предположим что транспортная партия равна 1 (p=1 шт).

- такт поточной линии, ![]() или
или ![]() .
.
где, Тэф- эффективный фонд времени работы поточной линии.
![]() ,
, ![]() .
.
где, Тсм - длительность смены, мин;
Трег - длительность регламентных перерывов в течении смены, мин; nсм - число смен в сутки;
Крем – коэффициент потерь
рабочего времени на ремонт и профилактику линии (Крем![]() 0 только для непрерывного режима
работы производства);
0 только для непрерывного режима
работы производства);
Qвып - программа выпуска изделий, шт/сутки.
![]() ,
,
где, Qзап - программа запуска изделий, шт/сутки;
a - % технологических потерь.
В некоторых производствах технологические потери не планируются (сборочное производство)
2 Синхронизация операций.
Она означает формирование определённых операций технологического процесса, удовлетворяющих условию синхронизации, который позволяет обеспечивать абсолютную непрерывность в обработке изделий, работе оборудования и рабочих.
![]()
- условие синхронизации.
где, ti- норма времени на i-й операции технологического
процесса,мин/шт;
Ci- число рабочих мест на i-операции.
Синхронизация операций практически выполняется в два этапа:
1. Предварительная (грубая) синхронизация, осуществляется на этапе проектирования. При этом допускается отклонение от такта на ± 10-12%.
2. Точная синхронизация, осуществляется в производственных условиях при отладке линии.
Рассмотрим пример предварительной синхронизации операций:
Пусть квалификации исполнителей и средства труда одинаковы для всех операций.
Переход - неделимая часть операции.
Таблица 3.1 - Предварительная синхронизация процесса при такте 4 мин/шт.
| сх | 1 | 2 | 3 | 4 | 5 | ||||
| Переходы | I | II | III | IV | V | VI | VII | VIII | IX |
| Продолжительность переходов, мин/шт | 2,1 | 2,2 | 1,5 | 2,6 | 1,8 | 3,2 | 3,2 | 2 | 1,9 |
| Проектируемые операции | 1 | 2 | 3 | 4 | |||||
| Продолжительность новых операций, мин/шт | 4.3 | 4.1 | 8.2 | 3.9 |
3 Определение числа рабочих мест на поточной линии и степени их загрузки.
![]()
- расчётное число рабочих мест на i-й операции.
![]() -принятое число рабочих мест -
округлённое до ближайшего целого
-принятое число рабочих мест -
округлённое до ближайшего целого ![]()
![]()
- число рабочих мест и рабочих на всей линии
![]()
- коэффициент загрузки рабочего места,его диапозон 88-112%.
По всей проектируемой линии может быть рассчитан средний коэффициент загрузки по формуле:
4 Выбор и расчет транспортных средств
В поточном производстве используются различные виды транспортных средств:
1. Безприводные.
2. Приводные:
непрерывного действия.
периодического действия.
Самым распространённым видом транспорта являются конвейеры, которые делятся на две разновидности:
а) Распределительные;
б) Рабочие.
Распределительные конвейеры осуществляют в основном две функции:
1) транспортировку продукции,
2) регламентирование ритма.
Распределительный конвейер используется при изготовлении небольших изделий, которые рабочий может снимать с несущей части конвейера и обрабатывать на специальном рабочем месте.
Рабочие конвейеры осуществляют кроме вышеназванных функций распределительных конвейеров также функцию рабочего стола при обработке изделия. Используется для крупных изделий, которые стационарно закрепляются на конвейере.
Конвейеры могут быть: непрерывного действия с постоянной скоростью и переменной скоростью, изменяющейся в течении смены.
Конвейеры периодического действия - пульсирующие.
Для непрерывных конвейеров скорость движения конвейера:
![]() ,
, ![]()
![]()
где, l0- шаг конвейера - расстояние между смежными изделиями или смежными рабочими местами.
Если транспортная партия р![]() 1:
1:
![]()
Для пульсирующего конвейера транспортировка осуществляется, когда изделия не обрабатываются:
![]()
где, tтр- время транспортировки.
По конвейерам рассчитываются рабочая зона каждой операции и рабочая зона всего конвейера в целом.
Выполняется планировка поточной линии и рассчитывается занимаемая площадь.
Для распределительного конвейера выполняется так называемая разметка, которая показывает конкретному рабочему какие изделия ему нужно брать с несущей части конвейера.
5 Расчет длительности технологического цикла на поточной линии
 , ч
, ч
где, ![]() - резервная зона на
i-операции, м
- резервная зона на
i-операции, м
Резервные зоны создаются только на рабочих конвейерах, причём на тех операциях, на которых возможны отклонения от такта работы.
При построении графика движения на поточной линии необходимо учесть следующее:
а) смежные рабочие места на одной операции обработки изделия сдвинуты друг относительно друга на такт.
б) если на отдельных операциях коэффициент загрузки в пределах 88%-120%, этим пренебрегают.
Расчет однопредметной прерывно-поточной линии.
Если хотя бы на одной из операций технологического процесса не выполняется условие синхронизации операций, необходимо организовывать прерывно-поточную линию.
Порядок расчёта прерывно-поточной линии:
1. Расчёт такта прерывно-поточной линии осуществляется как и в непрерывно-поточной.
![]()
2. Расчёт числа рабочих мест и рабочих на линии.
Пример: Пусть при такте ![]() имеются две
смежные операции.
имеются две
смежные операции.
Таблица 3.2 – расчет числа рабочих мест и рабочих
| Номер операции | 1 | 2 |
| Норма времени ti,мин/шт. | 5,2 | 2,8 |
| Расчётное число рабочих мест Срасi |
|
|
| Принятое число рабочих мест (округляется в большую сторону)Спрi |
1 1 |
1 |
| Загрузка рабочего места % |
100 30 |
70 |
| Число рабочих |
1 1 |
1 |
| Порядковый номер рабочего |
I II |
II |
3. Выбор ритма работы поточной линии и построение графика её работы.
Ритм работы линии - промежуток времени, в течение которого на поточной линии, на каждой операции должно обрабатываться одинаковое количество изделий. Он определяется исходя из условий:
- Требуемой ритмичности снабжения последовательных участков производства продукцией поточной линии.
- Ритм желательно уменьшать, при этом уменьшается величина незавершенного производства.
- Ритм желательно увеличивать, особенно если в течении этого периода рабочий несколько раз переходит с одной операции на другую.
4 Расчёт максимальной величины межоперационного задела и построение эпюры задела
Tn1, Tn2 - параметры ритма линии, время, которое характеризуется постоянной (неизменяемой) работой рабочих (оборудования) на смежных несинхронных операциях.

Рисунок 3.1 - График-регламент работы линии.
Максимальная величина задела рассчитывается для каждого Tn:
![]() ; шт
; шт
![]() +14 шт;
+14 шт;
![]() -14 шт
-14 шт
Если ![]() , то в течении
рассматриваемого времени задел увеличивается на данную величину. Если
, то в течении
рассматриваемого времени задел увеличивается на данную величину. Если ![]() , то задел
уменьшается.
, то задел
уменьшается.
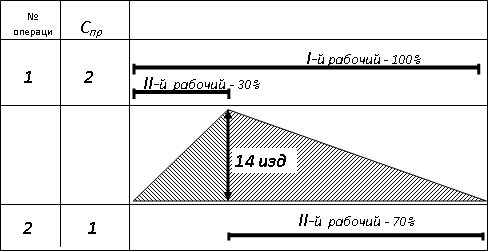
Рисунок 3.2 – Эпюра межоперационного задела.
2.6 Предпосылки и эффективность поточного производства
Основные проблемы поточного производства:
1. Невозможность загрузить поточную линию достаточным объёмом работы.
2. При недостаточной механизации и автоматизации труда, труд на поточной линии характеризуется монотонностью, значительной интенсивностью и текучестью кадров.
3. Значительные капитальные вложения для организации поточного производства.
4. Недостаточно высокая надёжность применяемого оборудования.
5. Частая смена видов выпускаемой продукции, что связанно с научно-техническим прогрессом.
Специфичные пути решения проблем поточного производства:
1. Совершенствование организации труда рабочих на поточной линии:
1) укрупнение операций, которые выполняет один рабочий.
2) введение рационально обоснованных перерывов в течении рабочей смены с использованием специальных условий для отдыха.
3) использование функциональной музыки во время проведения работ.
4) применение повышенных тарифных ставок.
2. Автоматизация производства и её разновидность на основе автоматических поточных линий с роботами и робототехническими комплексами, на основе роторных и роторно-конвейерных линий. Это возможно для массовых и крупно серийных производств.
В условиях серийного производства необходимо создавать гибкие автоматизированные линии (ГАЛ). Гибкие производства предполагают автоматизацию не только производственного процесса, но и процесса подготовки производства.
2.7 Методы управления производством и информационное обеспечение
Менеджмент — это самостоятельный вид профессионально осуществляемой деятельности, направленной на достижение фирмой, действующей в рыночных условиях хозяйствования, намеченных целей путем рационального использования материальных и трудовых ресурсов с применением принципов, функций и методов экономического механизма менеджмента.
Менеджмент — управление в условиях рынка, рыночной экономики — означает:
ориентацию фирмы на спрос и потребности рынка, на запросы конкретные потребителей и организацию производства тех видов продукции, которые пользуются спросом и могут принести фирме намеченную прибыль;
постоянное стремление к повышению эффективности производства, получению оптимальных результатов с меньшими затратами;
хозяйственную самостоятельность, обеспечивающую свободу принятия решений тем лицам, которые несут ответственность за конечные результаты деятельности фирмы или ее подразделений;
постоянную корректировку целей и программ в зависимости от состояния рынка;
выявление конечного результата деятельности фирмы или ее хозяйственно самостоятельных подразделений на рынке в процессе обмена;
необходимость использования современной информационной базы проведения многовариантных расчетов при принятии обоснованных и оптимальных решений.
Менеджмент — это самостоятельный вид профессионально осуществляемой деятельности, направленной на достижение фирмой, действующей в рыночных условиях хозяйствования, намеченных целей путем рационального использования материальных и трудовых ресурсов с применением принципов, функций и методов экономического механизма менеджмента.
Менеджмент — управление в условиях рынка, рыночной экономики — означает:
ориентацию фирмы на спрос и потребности рынка, на запросы конкретные потребителей и организацию производства тех видов продукции, которые пользуются спросом и могут принести фирме намеченную прибыль;
постоянное стремление к повышению эффективности производства, получению оптимальных результатов с меньшими затратами;
хозяйственную самостоятельность, обеспечивающую свободу принятия решений тем лицам, которые несут ответственность за конечные результаты деятельности фирмы или ее подразделений;
постоянную корректировку целей и программ в зависимости от состояния рынка;
выявление конечного результата деятельности фирмы или ее хозяйственно самостоятельных подразделений на рынке в процессе обмена;
необходимость использования современной информационной базы проведения многовариантных расчетов при принятии обоснованных и оптимальных решений.
Метод менеджмента — способ, связанный со спецификой воздействия на управляемый объект для достижения поставленной цели. Особенности этого воздействия различают методы менеджмента друг от друга (таблица 2.1).
В современных условиях происходит переход от преимущественно административно-правовых к экономическим методам менеджмента.
Все методы менеджмента направлены на социальную потребность человека — признание, уважение, самоутверждение.
Высшей потребностью является познавательная — самовыражение, свобода, развитие личности.
При выборе метода менеджмента необходимо учитывать:
скорость достижения цели;
вероятность достижения цели;
отношения подчинения;
личность управляемого;
личность управляющего;
экономическую самостоятельность;
климат в коллективе.
Таблица 2.1 - Методы менеджмента
| Параметр | Метод | ||
| экономический | административно-правовой | социально-психологический | |
| 1. Основа использования | Экономические законы и экономические интересы | Законы государственности и права, правовые интересы | Законы социально-психологического развития, социальные интересы |
| 2. Орудия воздействия | Экономические формы | Административно-правовые и организационные формы | Социально-психологические факторы |
| 3. Объекты соблюдения | Экономическая среда | Организационно-правовая среда | Благоприятный социально-психологический климат |
| 4. Место в рыночной экономике | Исходный и основополагающий метод | Вспомогательный метод | Обеспечивающий и основополагающий метод |
| 5. Главная нагрузка в аппарате управления | Экономические службы | Руководитель с аппаратом управления и контроля | Общественные организации и руководитель |
Любое предприятие рассматривается как сложная система, для которой необходимо определить состав функций управления и учесть следующие факторы:
ресурсы: материальные, трудовые, финансовые, оборудование, здания, сооружения, информация, производственная технология, продукт;
содержание процесса управления: планирование, организация, регулирование, контроль, учет;
цикл принятия управленческого решения: подготовка, утверждение, внедрение, оценка;
стадии жизненного цикла продукта.
Менеджмент как самостоятельный вид профессиональной деятельности предполагает, что менеджер не зависим от собственности на капитал фирмы, в которой он работает. Он может владеть акциями фирмы, а может и не иметь их, работая по найму на должности менеджера. Труд менеджера — это производительный труд, возникающий в условиях комбинирования высокотехнологичного производства с высоким уровнем специализации работников. Обеспечивая связь и единство всего производственного процесса, менеджмент объединяет работников различных специальностей: инженеров, проектировщиков, маркетологов, экономистов, статистиков, психологов, плановиков, бухгалтеров и других, работающих под руководством менеджера, управляющего предприятием, производственным отделением или фирмой в целом.
Термин «менеджер» обозначает принадлежность конкретного лица к профессиональной деятельности в качестве управляющего фирмы независимо от уровня управления, а также от профессиональной подготовки и практического опыта работы. Профессиональный менеджмент как самостоятельный вид деятельности предполагает наличие в качестве субъекта этой деятельности специалиста-менеджера и в качестве объекта — хозяйственной деятельности фирмы в целом или ее конкретной сферы (производства, сбыта, финансов, НИОКР и др.).
Возросшие требования к управлению обусловлены увеличением масштабов предприятий, сложностью технологии, необходимостью владения управленческими навыками. В современных условиях все решения по финансовым, организационным и экономическим вопросам подготавливаются и вырабатываются профессионалами в области организации управления, которые осуществляют также наблюдение и контроль за выполнением принятых решений.
Под хозяйственной деятельностью в определении менеджмента понимается деятельность фирмы:
в любой отрасли экономики (промышленности, торговле, строительстве, транспорте, банковском деле, страховом деле и др.);
в любой сфере деятельности фирмы (НИОКР, производстве, сбыте, финансах), если она направлена на получение прибыли как конечного результата или предпринимательского дохода в зависимости от конкретных целей деятельности фирмы.
Таким образом, «менеджмент» относится только к тем категориям фирм или предприятий, которые осуществляют свою деятельность в целях получения прибыли (предпринимательского дохода) независимо от характера такой деятельности. Менеджмент охватывает деятельность не только промышленных фирм, но также и банков, страховых обществ, туристических агентств, гостиниц, транспортных компаний и других хозяйственных единиц, выступающих на рынке как самостоятельные экономические субъекты.
Содержание хозяйственной деятельности фирмы заключается в обеспечении процесса производства всеми необходимыми ресурсами и организации технологического цикла в целом: внедрении результатов НИОКР в производство; разработке и совершенствовании технологии производства; обеспечении требуемого уровня качества продукции; осуществлении коммерческих операций; проведении операций товародвижения; осуществлении всех видов расчетов; обеспечении технического обслуживания продукции; материально-техническом снабжении процесса производства; обеспечении финансовыми ресурсами; обеспечении персоналом.
Хозяйственная деятельность фирмы требует такого стиля работы, в основе которого лежат постоянный поиск новых возможностей, умение привлекать и использовать для решения поставленных задач ресурсы из самых разнообразных источников, добиваясь повышения эффективности производства.
Изменения в содержании хозяйственной деятельности фирмы связаны прежде всего с изменениями в характере собственности и с процессами делегирования (предоставления) права собственности многочисленным индивидуальным собственникам или коллективам собственников.
Определение целей деятельности фирмы на ближайшую и дальнюю перспективы (management by objectives) — это главное в менеджменте. Управление путем постановки целей осуществляется с учетом оценки потенциальных возможностей фирмы и ее обеспеченности соответствующими ресурсами. Различают цели общие и специфические. Общие цели отражают концепцию развития фирмы в целом, специфические разрабатываются в рамках общих целей по основным видам деятельности фирмы.
Рациональное использование материальных и трудовых ресурсов предполагает достижение целей при минимуме затрат и максимуме эффективности, что осуществляется в процессе управления, когда группа сотрудничающих людей (работников фирмы) направляет свои действия на достижение общих целей на основе соответствующей мотивации их труда.
Менеджмент имеет свой собственный экономический механизм, который направлен на решение конкретных проблем взаимодействия в реализации социально-экономических, технологических, социально-психологических задач, возникающих в процессе хозяйственной деятельности. Экономический механизм менеджмента объективно обусловлен осуществлением хозяйственной деятельности фирмы в рыночных условиях, когда результаты управленческой и хозяйственной деятельности получают оценку на рынке в процессе обмена.
Экономический механизм менеджмента состоит из трех блоков: внутрифирменного управления; управления производством; управления персоналом.
Содержание понятия «менеджмент» можно рассматривать как организацию управления фирмой и как процесс принятия управленческих решений.
В современных условиях важной областью управления стало информационное обеспечение, которое состоит в сборе и переработке информации, необходимой для принятия обоснованных управленческих решений. Передача информации о положении и деятельности фирмы на высший уровень управления и взаимный обмен информацией между всеми взаимосвязанными подразделениями фирмы осуществляются на базе современной электронно-вычислительной техники и других технических средств связи.
Важное значение имеет информация о возникновении в ходе производства отклонений от плановых показателей, требующих принятия оперативных решений.
Существенную роль в принятии решений играет научно-техническая информация, содержащая новые научные знания, сведения об изобретениях, технических новинках своей фирмы и фирм-конкурентов. Это непрерывно пополняемый общий фонд, потенциал знаний и технических решений, практическое и своевременное использование которого обеспечивает фирме высокий уровень конкурентоспособности.
Информация служит основой для подготовки соответствующих докладов, отчетов, предложений для выработки и принятия управленческих решений.
Содержание каждой конкретной информации определяется потребностями управленческих звеньев и вырабатываемых управленческих решений. К информации предъявляются определенные требования:
краткость, четкость формулировок, своевременность поступления;
удовлетворение потребностей конкретных управляющих;
точность и достоверность, правильный отбор первичных сведений, оптимальность систематизации и непрерывность сбора и обработки сведений.
2.8 Методы разработки и принятия управленческих решений
Управленческое решение — это результат конкретной управленческой деятельности менеджера.
Практика принятия управленческих решений определяется в значительной мере традициями и обычаями, существующими в разных странах.
Важнейшие области принятия решений – определение политики капиталовложений и внедрения новой продукции.
Принятие решений является основой управления. Выработка и принятие решений — это творческий процесс в деятельности руководителей любого уровня, включающий:
выработку и постановку цели;
изучение проблемы на основе получаемой информации;
выбор и обоснование критериев эффективности (результативности) и возможных последствий принимаемого решения;
обсуждение со специалистами различных вариантов решения проблемы (задачи);
выбор и формулирование оптимального решения;
принятие решения;
конкретизацию решения для его исполнителей.
Технология менеджмента рассматривает управленческое решение как процесс, состоящий из трех стадий: подготовки решения; принятия решения; реализации решения.
На стадии подготовки управленческого решения проводится экономический анализ ситуации на микро- и макроуровне, включающий поиск, сбор и обработку информации, а также выявляются и формулируются проблемы, требующие решения.
На стадии принятия решения осуществляются разработка и оценка альтернативных решений и курсов действий, проводимых на основе многовариантны расчетов; отбор критериев выбора оптимального решения; выбор и принятии наилучшего решения.
На стадии реализации решения принимаются меры для конкретизации решении и доведения его до исполнителей, осуществляется контроль за ходом его выполнения, вносятся необходимые коррективы и дается оценка полученного результата (выполнения решения. Каждое управленческое решение имеет свой конкретный результат, поэтому цель управленческой деятельности состоит в нахождении форм, методов, средств и инструментов, которые могли бы способствовать достижению оптимального результата в конкретных условиях и обстоятельствах.
Управленческие решения могут быть обоснованными, принимаемыми на основе экономического анализа и многовариантного расчета, и интуитивными, которые экономят время, но содержат в себе вероятность ошибок и неопределенность.
Принимаемые решения должны основываться на достоверной, текущей и прогнозируемой информации, анализе всех факторов, оказывающих влияние на решения, с учетом предвидения возможных последствий.
Руководители обязаны постоянно и всесторонне изучать поступающую информацию для подготовки и принятия на ее основе управленческих решений, которые необходимо согласовывать на всех уровнях внутрифирменной иерархической пирамиды управления.
Количество информации, которую необходимо переработать для выработки эффективных управленческих решений, настолько велико, что оно давно превысило человеческие возможности. Именно трудности управления современным крупномасштабным производством обусловили широкое использование электронно-вычислительной техники, разработку автоматизированных систем управления, что ребовало создания нового математического аппарата и экономико-математических методов.
Методы принятия, решений, направленных на достижение намеченных целей, могут быть различными:
метод, основанный на интуиции управляющего, которая обусловлена наличием у него ранее накопленного опыта и суммы знаний в конкретной области деятельности, что помогает выбрать и принять правильное решение;
метод, основанный на понятии «здравого смысла», когда управляющий, принимая решения, обосновывает их последовательными доказательствами, содержание которых опирается на накопленный им практический опыт;
метод, основанный на научно-практическом подходе, предполагающий выбор оптимальных решений на основе переработки больших количеств информации, помогающий обосновать принимаемые решения. Этот метод требует применения современных технических средств и прежде всего электронно-вычислительной техники. Проблема выбора руководителем решения — одна из важнейших в современной науке управления. Она предполагает необходимость всесторонней оценки самим руководителем конкретной обстановки и самостоятельность принятия им одного из не скольких вариантов возможных решений.
Поскольку руководитель имеет возможность выбирать решения, он несет ответственность за их исполнение. Принятые решения поступают в исполнительные органы, и их реализация подлежит контролю. Поэтому управление должно быть целенаправленным, должна быть известна цель управления. В системе управления обязательно должен соблюдаться принцип выбора принимаемого решения из определенного набора решений. Чем больше выбор, тем эффективнее управление.
При выборе управленческого решения к нему предъявляются следующие требования:
обоснованность решения;
оптимальность выбора;
правомочность решения;
краткость и ясность;
конкретность во времени;
адресность в отношении исполнителей;
оперативность выполнения.
Технология менеджмента имеет следующие составляющие:
общее руководство принятием решений;
правила принятия решений;
планы в принятии решений;
принятие двусторонних решений руководителями одного уровня на основе индивидуального взаимодействия;
целевые группы и их роль в принятии решений (групповое взаимодействие на равных уровнях);
матричный тип взаимодействия.
Первые три составляющие обеспечивают вертикальную взаимосвязь между уровнями управления, последние три — горизонтальную связь в координации принимаемых решений.
Фирма может использовать как простой, так и сложный механизм взаимодействия в менеджменте, что зависит от сложности принимаемых решений и возможностей их реализации.
Общее руководство принятием решений предполагает, что процесс принятия решения находится в руках одного линейного (общего) руководителя, который в свою очередь подчинен вышестоящему руководителю. Здесь создается иерархия в принятии решений по линейным должностям. Каждый руководитель решает свои проблемы со своим непосредственным руководителем, а не с вышестоящим, минуя своего непосредственного руководителя. Такой механизм характерен для американского менеджмента.
В американских фирмах линейные руководители несут персональную ответственность за свою работу, получая право распоряжаться материальными и трудовыми ресурсами, необходимыми для получения намечаемых результатов. Здесь права и ответственности должны быть равны. Руководители функциональных подразделений оказывают помощь линейным руководителям в качестве экспертов и отчитываются перед ними, но не наделяются правами и ответственностью, которые имеет линейный руководитель. Общий руководитель до принятия решения обычно принимает предложения и выслушивает мнения не только непосредственных подчиненных, но и отдельных работников, которые обычно высказывают его при заключении коллективных договоров, в которых интересы работников представляют профсоюзы.
Правила принятия решений, или нормативы, обычно разрабатываются и издаются самими фирмами. В них формулируются действия, необходимые для реализации принятых решений в определенных условиях. Эти правила ставят цель осуществить координацию между различными подразделениями и делятся на оперативные, стратегические, организационные.
Оперативные правила обычно формулируются в среднем управленческом звене в виде различных инструкций.
Стратегические правила, или деловая политика, включают такие виды решений, как определение типа выпускаемых изделий и услуг, вида заказчиков, организации сбытовой сети, способов установления цен, условий и гарантий при продаже изделий фирмы и др. Стратегические правила обычно формулируются на высшем уровне управления при участии среднего звена управления и не имеют временных ограничений.
Организационные правила основываются на местном или государственном законодательстве. Они касаются таких вопросов, как определение цели и характера деятельности фирмы, ее отношений с государственными учреждениями, правовой формы и устава фирмы. Эти правила устанавливают владельцев фирмы, их права и ответственность, а также размер дивидендов, оплату высших управляющих и премиальные выплаты, схемы должностных окладов, лимиты капиталовложений, в пределах которых руководители могут распоряжаться финансовыми средствами фирмы.
Планы служат средством координации деятельности различных подразделений при принятии управленческих решений. В планах определяются имеющиеся ресурсы, необходимые для достижения намеченных целей в рамках конкретного периода. Планы охватывают деятельность производственных отделений, поэтому принятие управленческих решений осуществляется в рамках своих планов. Преимущество планов перед правилами состоит в том, что они более гибки и их легче приспособить к изменившимся условиям. В американских компаниях планы — важнейший инструмент координации деятельности на крупных предприятиях в целях увязки стратегического и оперативного управления.
Обычный годовой плановый цикл в крупных фирмах США начинается с определения высшим руководством ориентиров плана для производственного отделения или стратегического центра хозяйствования, являющегося центром прибыли.
Производственное отделение или СЦХ — это низовой уровень ответственности в фирме за законченный цикл хозяйственной деятельности, т.е. за разработку, производство, сбыт соответствующей продукции и услуг. Плановыми показателями для них являются объем продаж, прибыль, капиталовложения. Каждое производственное отделение или СЦХ после этого готовит детальный годовой план, который содержит прогноз по таким показателям, как объем реализации каждого вида изделия, доходы от новых изделий, издержки производства, прибыль, уровень занятости, капиталовложения.
Вариант плана обсуждается руководителем производственного отделения с вышестоящим руководителем (вице-президентом), после чего по окончательному варианту принимается решение, которое становится обязательным к исполнению. Результаты выполнения плана периодически оцениваются руководителем производственного отделения. По итогам оценки принимаются решения о необходимости внесения коррективов в плановые показатели или применения конкретных мер. О любых существенных отклонениях от плана руководство производственного отделения обязано информировать высшее руководство фирмы, которое может принять собственные решения, обязательные для выполнения.
Принятие двусторонних решений руководителями одного уровня на основе индивидуального взаимодействия осуществляется без согласования с общими руководителями. Здесь реализуется горизонтальный способ координации в принятии решений в рамках утвержденных правил и планов.
Для целей координации довольно часто выделяются специальные лица в производственных отделениях, находящихся на одном уровне управленческой структуры. В некоторых фирмах функции координатора выполняет руководитель проекта, отвечающий за осуществление конкретного комплекса работ и получающий полномочия принимать соответствующие решения. Довольно часто в производственных отделениях в качестве координаторов для принятия решений назначаются руководители, отвечающие за выпуск конкретного изделия. Чаще всего это относится к разработке новых изделий или разработке и выпуску изделий, части и компоненты которых изготавливаются в разных производственных отделениях. В таких случаях координатор выполняет функции руководителя, отвечающего за выпуск конечного продукта, и имеет право принимать решения по вопросам технологии, организации производства и сбыта.
Координатор-руководитель имеет право обсуждать проекты принимаемых решений с руководителями других производственных отделений и функциональных подразделений, но не имеет административной власти, какую получают линейные руководители.
Целевые группы действуют на основе группового взаимодействия и принимают решения, касающиеся конкретных вопросов совместной деятельности для достижения установленных целей. Целевые группы могут создаваться на временной или на постоянной основе и иметь в своем составе представителей разных функциональных подразделений и специализированных производственных отделений. Во главе группы, создаваемой иногда в форме комитета или комиссии, назначается руководитель (председатель), который наделяется правом принимать решения без согласования с высшим руководством фирмы или общим руководителем. Вместе с тем члены группы продолжают находиться в подчинении у своего руководителя.
2.9 Методы управления персоналом, рациональная организация труда
Без людей нет организаций. Без нужных людей ни одна организация не сможет достичь своих целей и выжить. Несомненно, что управление трудовыми персоналами является одним из важнейших аспектов теории и практики управления.
Конкретная ответственность за общее руководство персоналом в крупных организациях обычно возложена на профессионально подготовленных работников отделов кадров, обычно в составе штабных служб. Для того, чтобы такие специалисты могли активно содействовать реализации целей организации, им нужны не только знания и компетенция в совей конкретной области, но и осведомленность о нуждах руководителей низшего звена. Вместе с тем, если руководители низшего звена не понимают специфики управления персоналом, его механизма, возможностей и недостатков, то они не могут в полной мере воспользоваться услугами специалистов – кадровиков. Поэтому важно, чтобы все руководители знали и понимали способы и методы управления людьми.
Управление персоналом включает в себя следующие этапы:
планирования ресурсов: разработка плана удовлетворения будущих потребностей в людских ресурсах
набор персонала: создание резерва потенциальных кандидатов по всем должностям
отбор: оценка кандидатов на рабочие места и отбор лучших из резерва, созданного в ходе набора
определение заработной платы и льгот: разработка структуры заработной платы и льгот в целях привлечения, найма и сохранения служащих
профориентация и адаптация: введение нанятых работников в организацию и ее подразделения, развитие у работников понимания того, что ожидает от него организация и какой труд в ней получает заслуженную оценку
обучение: разработка программ для обучения трудовым навыкам, требующимся для эффективного выполнения работы
оценка трудовой деятельности: разработка методик оценки трудовой деятельности и доведения ее до работника.
планирование карьеры: разработка методов перемещения работников на должности с большей или с меньшей ответственностью, развития их профессионального опыта путем перемещения на другие должности или участки работы, а также процедур прекращения договора найма.
подготовка руководящих кадров, управление продвижением по службе: разработка программ, направленных на развитие способностей и повышение эффективности руководящих кадров.
Административные методы
Административно-правовые методы менеджмента — совокупность средств юридического (правового и административного) воздействия на отношения людей в процессе производства.
В условиях рыночных отношений эти методы играют вспомогательную роль.
Административно-правовые методы опираются на следующие системы:
систему законодательных актов страны и региона — федеральные (государственные) законы, указы, постановления, государственные стандарты, положения, инструкции, методики и другие документы, утвержденные федеральными органами для обязательного применения на территории страны. Глобальная цель этой системы — повышение качества жизни населения;
систему нормативно-директивных и методических документов предприятия и вышестоящей организации, обязательных к применению. К ним относятся: стандарты, методики, положения, инструкции и подобные документы долговременного использования, а также приказы, распоряжения, указания, утвержденные руководством предприятия (вышестоящей организации) и действующие только на предприятии. Обязательные атрибуты нормативно-директивных документов — цель документа, основание для разработки, место данной цели, ссылки на научные подходы и принципы, которые должны соблюдаться при решении цели, потребитель информации, нормы и правила их использования, возможный круг исполнителей, требования к качеству работ, экономии ресурсов, санкции, источники информации;
систему планов, программ, заданий, так как их срыв может нарушить стабильность работы всего коллектива;
•систему оперативного руководства (власти). Данная система включает:
распоряжения: руководитель в устной или письменной форме указывает подчиненному, что тот должен (не должен) совершать в определенных условиях;
популяризацию: способ реализации власти, когда акцент переносится с прямых указаний на инициативы, в которых руководитель проявляет активность. Приказы и наказания используются лишь в крайнем случае;
делегирование полномочий: работнику доверяется самостоятельное решение задачи и возлагается функциональная ответственность. Руководитель сохраняет за собой ответственность за общее руководство, которое не может быть делегировано;
участие в управлении: руководитель привлекает сотрудников к решению текущих вопросов, предоставив им все необходимые полномочия и возложив на них ответственность. Целесообразно использовать там, где люди могут и желают самостоятельно работать.
Административно-правовые методы менеджмента представляют собой:
организационное воздействие (регламентирование и нормирование);
распорядительное воздействие;
организационно-распорядительное воздействие. Административное воздействие определяется объемом полномочий, которым наделен руководитель. Передача части полномочий подчиненным — способ усиления власти менеджера. Цели административного воздействия:
регламентация границ деятельности подчиненных руководителю работников;
постановка задач исполнителям;
контроль за выполнением задач.
Действенность распорядительного воздействия зависит от степени полноты и своевременности информации об объекте управления.
Особую роль играет организационно-распределительное воздействие.
Итак, административно-правовые методы прямо воздействуют на объем управления, определяя его ближайшие задачи и сроки выполнения, давая однозначное решение ситуаций, принимая форму указаний и распоряжений, обязательных для выполнения.
Экономические методы
Экономические методы менеджмента — комплекс способов и приемов управления, основанный на использовании экономических законов, интересов и системы взаимосвязанных экономических показателей, норм и нормативов.
Экономические методы соответствуют социально-экономической природе предприятия и являются средством развития производства и обмена на рыночной основе.
Приоритет экономических методов в рыночных условиях объясняется тем, что отношения управления определяются в первую очередь экономическими отношениями и в конечном итоге сводятся к управлению интересами через интересы и посредством интересов. Отличительная черта современного этапа развития экономических методов менеджмента — их направленность на поощрение деятельности предприятия в зависимости от его эффективности, экономии ресурсов (таблица 2.2).
Таблица 2.2 - Экономические методы менеджмента
| Группа методов | Составляющие группы методов |
| 1. Методы, регулируемые федеральными и региональными органами (относятся к экономическим факторам внешней среды системы менеджмента, параметры которой не определяются предприятием) | налоговая система страны; налоговая система региона; кредитно-финансовый механизм страны; кредитно-финансовый механизм региона |
| 2. Методы, регулируемые предприятием (вышестоящей организацией) | экономические нормативы функционирования предприятия; система материального поощрения работников; система ответственности за качество и эффективность работы; применение научных подходов к менеджменту |
К экономическим нормативам функционирования предприятия относятся:
удельный вес конкурентоспособной продукции по конкретным рынкам;
нормы рентабельности по конкретным видам продукции;
оборачиваемость оборотных средств;
производительность труда;
капиталоотдача инвестиций;
фондовооруженность труда;
удельный вес основных рабочих в общей численности работающих фирмы;
уровень автоматизации производства и управления и др.
Эти нормативы должны разрабатываться на основе результатов маркетинговых исследований, анализа и прогнозирования важнейших показателей качества и ресурсоемкости продукции предприятия и конкурентов, организационно-технического уровня производства. Экономические нормативы включаются в бизнес-план и попадают в функциональную подсистему системы менеджмента.
Психологические методы
Психологическое планирование составляет новое направление в работе с персоналом по формированию эффективного психологического состояния коллектива предприятия.
К наиболее важным результатам психологического планирования относят:
Формирование подразделений (команд) на основе психологического соответствия сотрудников;
Комфортный психологический климат в коллективе;
Формирование личной мотивации людей исходя из философии предприятия;
Минимизацию психологических конфликтов (скандалов, обид, стрессов);
Разработку служебной карьеры на основе психологической ориентации работников;
Рост интеллектуальных способностей членов коллектива и уровня их образования;
Формирование корпоративной культуры.
Типы личности характеризуют внутренний потенциал человека и его общую направленность к выполнению определенных видов работ и сферам деятельности.
В сфере управления типизация личностей играет важную роль. Можно предложить следующую классификацию типов личности:
Аналитический тип, ориентированный на выполнение работы с большим удельным весом логики и анализа, характерный для ученых.
Инженерный тип, характеризующий наклонности людей к выполнению расчетов, черчению, конструированию, программированию.
Творческий тип, в котором преобладает образно-художественное восприятие мира с минимальными логическими обобщениями, характерный для деятелей литературы, искусства, музыки и др.
Интеллектуальный тип, для которого внешние обстоятельства (сон, погода, ситуации, влечения) имеют доминирующее воздействие, более свойственный исполнителям, служащим, выполняющим работу с минимальным объемом обязанностей и ответственности.
Темперамент является второй психологической характеристикой личности.
Известны 4 основных темперамента: сангвинический, флегматический, холерический и меланхолический.
Сангвиник – спокойный, уравновешенный, подвижный в поведении, самооценка соответствует оценке окружающих, уровень притязаний соответствует реальным возможностям. Отличается трудолюбием и высокой работоспособностью.
Слабая черта: неумение перестраиваться в резко меняющихся ситуациях. Тип мышления: предметно-действенный.
Флегматик – эмоционально устойчив, тип мышления преимущественно конкретно-образный, темп мышления замедлен, уровень притязаний ниже реальных возможностей, чрезвычайно устойчив к работе в условиях монотонии, для вхождения в новую среду требуется период адаптации 6-7 месяцев, преимущественный фон настроения – благодушный, выражение лица – «застывшее».
Холерик – Эмоционально неустойчив, вспыльчив, мимика чрезвычайно подвижная, темп мышления ускорен, тип мышления – обостренно-логический, очень высокая коммуникабельность, сверхнормативная активность в короткий период чередуется с пуазами. Познавательные психологические процессы (внимание, восприятие, память, воображение) чрезвычайно подвижны. Уровень притязаний – выше реальных возможностей.
Меланхолик – эмоционально чувствителен, склонен к волнениям, высокая внутренняя тревожность, стрессоустойчив при работе в размеренном ритме. Хорошо адаптируется к быстроменяющимся социальным ситуациям, хорошо чувствует партнеров по общению и создает для них обстановку повышенного эмоционального комфорта. Уровень притязаний ниже реальных возможностей.
Черты характера определяют направленность мира человека, уровень потребности в общении.
Экстраверт – чрезвычайно общителен, откликается на все новое, прерывает тип деятельности, иногда не закончив работу, если возникает новый собеседник, стимул, мотивация деятельности непостоянна и находится в прямой зависимости от мнения окружающих, выражены альтруистические наклонности, иногда ради других человек забывает себя. Типичные экстраверты: Петр I, Чкалов, киногерой Чаплина.
Интроверт – замкнут, в поведении исходит только из внутренних соображений, поэтому иногда окружающим его действия кажутся вычурными и чудаковатым. Хорошо развита интуиция, очень точно просчитывает ситуацию, его решения часто перспективны и оправдываются в будущем. Интроверт эмоционально холоден, бедная мимика и жесты настораживают собеседников и препятствуют откровенности в разговоре. Интроверты: Сталин.
Способы психологического воздействия относят к числу важнейших элементов психологических методов управления. Они концентрируют все необходимые и разрешенные законом приемы воздействия на людей для координации в процессе совместной трудовой деятельности. К способам психологического воздействия относят:
Внушение – апелляция к групповым ожиданиям и мотивам побуждения к труду (приводит человека к совершению поступка);
Убеждение – аргументация и логическое воздействие на психику человека для достижения поставленных целей, снятия психологических барьеров, устранения конфликтов в коллективе.
Подражание (пример – передовик) -
Вовлечение – работники становятся соучастниками процесса (выборы, собрание, соревнование)
Побуждение – подчеркивание положительного качества работника, его квалификации и опыта, что позволяет повысить моральную значимость сотрудника на предприятии (доска почета, грамота, звания).
Принуждение – желательно применять только в чрезвычайных обстоятельствах, когда бездействие может привести к жертвам, ущербу, несчастным случаям.
Осуждение – на человека, который допускает отклонения от моральных норм в коллективе или результаты труда которого неудовлетворительны. Такой прием не может применяться для воздействия на людей со слабой психикой и практически бесполезен для воздействия на отсталую часть коллектива.
Требование – имеет силу распространителя (если руководитель обладает авторитетом или властью).
Запрещение – предполагает тормозящее воздействие на личность.
Плацебо – прием внушения (врач прописал средство, утверждает, что именно оно даст нужный эффект. Психологический настрой больного на благоприятное воздействие прописанного лекарства часто приводит к положительному результату.
На производстве – пример поведения авторитетного лица, когда работникам с легкостью демонстрируют какие либо действия, превозмогая боль, усталость, страх высоты и т.д. Видя это работники могут с такой же легкостью повторить показанные действия, не испытывая при этом неприятных ощущений. Если же наблюдатели заметят, что демонстрация осуществляется через силу, то эффекта не будет).
Эффект плацебо удерживается лишь до первой неудачи, пока работники не поймут, что ритуальные действия, которые они так скурпулезно выполняли не имеют под собой реальной почвы.
Порицание – обладает убеждающей силой только в условиях, когда собеседник идентифицирует себя с руководителем: «он один из нас». В другом случае порицание воспринимается как менторское назидание, которое можно выслушать, но которому не нужно следовать. Человек часто рассматривает этот прием как покушение на свою самостоятельность.
Командование – применяется, когда требуется быстрое и точное исполнение без каких бы то ни было критических реакций. При выполнении команд не рассуждают.
Обманутое ожидание – эффективно в ситуации напряженного ожидания. Предшествующие события должно сформировать у собеседника строго направленный ход мыслей. Если вдруг обнаруживается несостоятельность этой направленности, то собеседник оказывается в растерянности и без возражений воспринимает предлагаемую ему идею.
«Взрыв» - прием, известный как мгновенная перестройка личности под влиянием сильных эмоциональных переживаний. Применение «взрыва» требует создания специальной обстановки, в которой возникли бы чувства, способные поразить человека своей неожиданностью и необъятностью.
Метод Сократа основан на стремлении оградить собеседника от того, чтобы тот сказал «нет». Как только собеседник скажет «нет», его очень трудно повернуть в обратную сторону. Метод назван именем древнегреческого философа Сократа, который часто пользовался им, стараясь вести беседу так, чтобы собеседнику было легче сказать «да».
Намек прием косвенного убеждения посредством шутки, иронии, аналогии. В некотором смысле формой намека может быть совет. Сущность намека состоит в том, что он апеллирует к эмоциям, а не к логике.
Комплимент часто смешивают с лестью. «Лесть – это умение сказать человеку то, что он сам о себе думает» (французская пословица). Лесть приятна далеко не каждому. Комплимент никого не обижает, он всех возвышает. Лесть проста и понятна. Комплимент наталкивает на размышления.
Похвала. Оказывает более сильное воздействие, чем осуждение.
Просьба. Форма общения между коллегами, редко в отношениях между руководителем и подчиненным.
Совет – сочетание просьбы и убеждения. В оперативной работе, требующей принятия быстрых решений, использование советов и просьб руководителем должно быть минимизировано и исключено в тех случаях, когда рабочий допускает брак и срыв заданий.
Поведение – совокупность взаимосвязанных реакций, осуществляемых человеком для приспособления к внешней среде.
5 основных форм поведения человека в социальной группе:
«Ангельское» – отрицание зла и насилия, основной принцип «человек человеку друг, товарищ и брат». Таких людей очень мало.
Способы воздействия: подражание, совет, просьба, похвала, комплимент.
Высокоморальное, провозглашает человеческий добродетель, соблюдение только высоких принципов поведения (честность, порядочность, бескорыстность, щедрость, мудрость и др.)
Нормальное, построено на выполнении принципов общественной морали, допускающее отклонение и недостатки («слаб человек»), признающее диалектическое единство добра и зла, власти и денег.
Способы воздействия: внушение, вовлечение, убеждение, побуждение, похвала, просьба, порицание, плацебо, метод Сократа.
Аморальное поведение, постоянно нарушающее моральный кодекс общества (пьян, бездельник, прогульщик …)
Способы воздействия: принуждение, осуждение, убеждение, требование, внушение, взрыв.
«Дьявольское» - абсолютно амбр., противоправное, противостоящее «ангельскому» (преступники).
Способы воздействия: принуждение, осуждение, наказание, взрыв, запрещение.
В условиях рыночной экономики возрастает значение различных факторов, которые воздействуют на эффективность, производства, так как в силу возрождающейся конкуренции результативность деятельности становится решающей предпосылкой существования и развития предприятий. Среди факторов эффективности существенное место занимает организация труда. Так, даже самое современное оборудование и высокопроизводительная техника не дадут желаемого результата при низкой организации их обслуживания и наоборот, при научной организации труда можно получить от соответствующего технического оснащения производства максимальный результат.
Что же понимается под организацией труда на предприятии? Для ответа на этот вопрос необходимо знать, что термин «организация» имеет несколько значений.
Под организацией труда понимают функцию управления, связанную с установлением, изменением упорядочением чего-нибудь. Это так называемый функциональный смысл термина «организация». В этом значении организация труда на предприятии – это действия по установлению или изменению порядка осуществления трудового процесса и связанных с ним производственных взаимодействий работников со средствами производства и друг с другом.
Для этого отметим, что порядок осуществления трудового процесса предполагает, во-первых, установление цели деятельности; во-вторых, руководствуясь технологией производства, установление перечня производственных операций и их последовательности; в-третьих, разделение всех видов работ между работниками и установление между ними системы взаимодействия, т.е. определенной кооперации труда; в-четвертых, приспособление рабочих мест для удобства работы; в пятых, организацию обслуживания рабочих мест всякого рода вспомогательными работами; в-шестых, разработку рациональных приемов и методов труда; в-седьмых, установление норм труда и системы его оплаты. Для обеспечения соответствующей организации труда необходимы также создание на предприятии безопасных и здоровых условий труда, планирование и учет труда, воспитание дисциплины труда, подбор и подготовка кадров, что можно выразить в виде следующей последовательности, следующие мероприятия:
Подбор, подготовка, переподготовка и повышение квалификации работников.
Разделение труда, т.е. расстановка работников по рабочим местам и закрепление за ними определенных обязанностей.
Организация рабочих мест.
Организация обслуживания рабочих мест.
Установление обоснованных норм труда.
Создание безопасных и здоровых условий труда.
Планирование и учет труда.
Воспитание дисциплины труда.
Если производство чутко реагирует на все новое, что появляется в области организации труда, и систематически внедряет его в свою практику, то мы вправе говорить о научной организации труда (НОТ). Научный подход к организации труда позволяет наилучшим образом соединить в процессе производства технику и людей, обеспечивает наиболее рациональное использование материальных и финансовых ресурсов, снижение трудоемкости и рост производительности труда. Он направлен на сохранение здоровья работников, обогащение содержания их труда.
Важным признаком НОТ является ее направленность на решение:
психофизиологических (оздоровление производственной среды, гармонизация психофизиологических нагрузок на человека, снижение тяжести и нервно-психической напряженности труда);
социальных (повышение разнообразия труда, его содержательности, престижности, обеспечение полноценной оплаты труда).
Существуют следующие формы организации труда:
индивидуальная форма организации труда, когда задание устанавливается каждому работнику отдельно, ведется индивидуальный учет выполненной работы и начисляется индивидуальный заработок работнику;
коллективная форма организации, когда производственное задание устанавливается всему коллективу в целом, учет выработки продукции также ведется по конечным результатам работы коллектива и всему коллективу начисляется заработок.
с полным разделением труда, когда каждый работник занят только выполнением работы строго по своей специальности на одном рабочем месте;
с частичной взаимозаменяемостью, когда работники владеют двумя или большим числом профессий и могут выполнять работы не только на своем рабочем месте, но и по совмещаемой профессии.
По способу формирования средств для осуществления деятельности различаются следующие формы организации труда: индивидуальная трудовая деятельность, подряд, аренда, кооператив, малое предприятие.
Тема 3. Особенности организации автоматического и гибкого автоматизированного производства
3.1 Общая характеристика автоматического производства и виды автоматических линий
В конце 60-х годов прогресс вычислительной техники и средств автоматизации технологических процессов достиг такого уровня, что в промышленно развитых странах был поставлен вопрос о крупномасштабной автоматизации на основе ЭВМ. В то время было трудно ответить точно, где проявится наибольший эффект от внедрения новых технических средств – в технологии или в производстве. Поэтому в 70-х гг. отдельно друг от друга стали развиваться главным образом две сферы: автоматизация обработки информации – автоматизированные системы управления (АСУ), системы автоматического управления (САПР); автоматизация технологии производства – технологическое оборудование с числовым программным управлением от ЭВМ (с ЧПУ), автоматизированные системы управления технологическими процессами (АСУТП), промышленные роботы (ПР). Опыт показал, что обработка информации (автоматизированная) в отрыве от автоматизации технологии не приводит к желаемым результатам. Поэтому в80-х гг. был взят курс на интеграцию указанных сфер автоматизации. Наиболее интенсивным направлением такой интеграции является создание автоматизированных производственных систем, получивших название гибких производственных систем (ГПС).
Хронологическое развитие ГПС делится на несколько периодов:
1 период (60-70-е гг.) – разработка и проверка базовых принципов создания технологии будущего;
2 период (80-е гг.) – разработка и создание элементной техники и технологии;
3 период (90-е гг.) – разработка и создание системных комплексов гибкого производства.
Результаты развития ГПС этих периодов следующие:
продуктом первого периода стали такие новинки, как промышленный робот, обрабатывающий центр, микропроцессор, автоматизированное рабочее место проектировщика и др.;
второй период характеризуется первыми попытками реализовать методологию локально-комплексной автоматизации производства. Так возникли робототехнические комплексы (РТК), гибкие модули, линии и участки;
в третьем периоде появились гибкие технологии с высоким уровнем машинного интеллекта техники управления производством.
Концептуальные характеристики ГПС (автоматизация и гибкость) могут быть реализованы только при высоком уровне взаимосвязи и сбалансированности техники, технологии, информационно-программного обеспечения, подготовки соответствующих кадров, организации и управления.
По технологическому признаку ГПС в различного рода дискретных производствах могут быть разделены на 2 группы:
1) ГПС первой группы предназначены для выпуска с высокой производительностью крупных серий узкого спектра изделий, характеризующихся высокой степенью конструктивного и технологического подобия. Такие технологические задачи решают, применяя разновидность ГПС, называемую гибкой поточной линией (ГПЛ). Изделие проходит производственный цикл, который определяется технологическим маршрутом и соответствующим этому маршруту расположением оборудования. Одновременно в производстве в условиях гибкого потока могут находиться изделия только какого-нибудь одного наименования;
2) для ГПС второго поколения характерны нелинейные схемы организации производства, при которых порядок прохождения деталями технологических маршрутов определяется не конфигурацией технологической линии. А зависит от уровня загрузки тех или иных станков системы. Технологические маршруты, таким образом, изменяются в зависимости от состояния всей производственно-технической системы в целом, что позволяет оптимизировать загрузку станков, сократить объем незавершенного производства и время пролеживания деталей. Таким образом, многономенклатурные дискретные гибкие производства, независимо от их природы, характеризуются одновременной работой над несколькими изделиями с выполнением при этом отдельных операций технологического маршрута на характерном для этих операций технологическом оборудовании либо с привлечением специализированного для выполнения этих операций персонала.
При анализе и решении о внедрении ГПС рассматриваются следующие проблемы: анализ состояния, тенденции, цели и критерии создания ГПС, характеристика особенности организации производства в условиях ГПС, проектирование ГПС в целом и по отдельным элементам, взаимосвязь ГПС с системами управления производства и всего предприятия, определение предварительной экономической эффективности до внедрения, внедрения системы, поддержание ее в состоянии эффективного функционирования.
3.2 Производительность и компоновка автоматических линий
Первоначальный мировой опыт разработки и внедрения наглядно показал жизнеспособность ГПС как высокоинтенсивной, трудосберегающей формы производства. Даже далеко не самые совершенные ГПС позволяют увеличить в среднем коэффициент использования оборудования на 30%, уменьшить его простой на 40 %, снизить стоимость единицы продукции на 10%, уменьшить потребность в персонале на 30%, обеспечить поточное изготовление единичных партий изделий, поступающих в случайном порядке при номенклатуре до нескольких десятков единиц. Естественно, что основной упор был сделан и на автоматизацию вспомогательных операций, обеспечение автоматического функционирования оборудования в вечерние и ночные смены, резкое сокращение времени переналадок, переоснащение, смену инструмента, автоматизацию управления материалами и информационными потоками. Применение различного рода ГПС позволило повысить производительность на 200-500 %.
3.3 Гибкие автоматизированные производства и гибкие производственные системы
Гибкое производство - это производство, которое позволяет за короткое время и при минимальных затратах, на том же оборудовании, не прерывая производственного процесса и не останавливая оборудование, по мере необходимости переходить на выпуск новой продукции произвольной номенклатуры в пределах технических возможностей и технического назначения оборудования.
В настоящее время особенно остро ставится вопрос о дальнейшей интенсификации производства, повышении его эффективности и обеспечении выпуска конкурентоспособной продукции. Достижение этих целей возможно лишь при осуществлении существенного роста производительности технологического оборудования и широкой его автоматизации. Эффективным средством реализации указанного является широкое применение гибких производственных систем (ГПС) и гибких производственных комплексов, управляемых от ЭВМ и работающих по принципу гибко переналаживаемых технологий.
В ГПС можно автоматизировать практически все технологические операции. Традиционный подход к построению ГПС состоит в замене универсального неавтоматизированного оборудования станками с ЧПУ или многооперационными станками со сменными спутниками на объединения групп станков единой ЭВМ.
Основными частями автоматизированных комплексов (ГПС) являются:
- автоматизированные транспортные системы подачи заготовок, удаления готовых деталей, подачи инструмента и его возвращения на склад;
- группы станков с автоматизированной сменой инструмента;
- центральная ЭВМ, управляющая их действиями.
В технически развитых странах накоплен опыт создания ГПС, компоновка которых зависит от многих факторов:
алгоритма работы оборудования и его состава,
степени автоматизации ГПС,
потоков заготовок, инструментов, информации,
организации транспортно-накопительных систем.
В конце 60-х гг. Прогресс вычислительной техники и средств автоматизации технологических процессов достиг такого уровня, что в промышленно развитых странах был поставлен вопрос о крупномасштабной автоматизации на основе ЭВМ. В то время было трудно ответить точно, где проявится наибольший эффект от внедрения новых технических средств - в технологии или производстве. Поэтому в 70-х гг. отдельно друг от друга стали развиваться главным образом 2 сферы:
1. автоматизация обработки информации - автоматизированные системы управления (АСУ), системы автоматического управления (САПР???)
2. автоматизация технологии производства - технологическое оборудование с ЧПУ, автоматизированные системы управления технологическими процессами (АСУТП), промышленные роботы (ПР).
Опыт показал, что обработка информации (автоматизированная) в отрыве от автоматизации технологии не приводит к желаемым результатам. Поэтому в 80-х гг. был взят курс на интеграцию указанных сфер автоматизации. Наиболее интенсивным направлением такой интеграции является создание автоматизированных производственных систем, получивших название гибких производственных систем (ГПС).
Периоды развития:
1. 60-70 гг. - продуктом первого периода стали такие новинки, как промышленный робот, обрабатывающий центр, микропроцессор, автоматизированное рабочее место проектировщика и др.
2. 80-е - характеризуется первыми попытками реализовать методологию локально-комплексной автоматизации производства. Так возникли робототехнические комплексы (РТК), гибкие модули, линии и участки.
3. 90-е - появились гибкие технологии с высоким уровнем машинного интеллекта техники управления производством.
ГПС является принципиально новой формой организации и интеграции производства на основе внедрения новой техники и технологии управления. В результате изменения и совершенствования форм организации сокращается живой овеществленный труд в единице продукции. С внедрение ГПС организуется "безлюдное" производство, достигается высокая производительность многооперационного оборудования и его непрерывная работа. (В настоящее время безлюдность уже не рассматривается как основная техническая цель создания ГПС. Более перспективным с точки зрения снижения эксплуатационных издержек, повышения гибкости и особенно надежности работы ГПС считается сочетание передовой технологии и высококвалифицированной работы на более высокой ступени организации производства)
Внедрение ГПС требует определения экономической целесообразности уровня гибкости автоматизации определенного объекта. Экономический критерий - своеобразный компромисс между уровнем гибкости и размерами расходов на новую технику и перестройку оборудования в ходе производства. Основными организационно-техническими целями и критериями эффективности функционирования ГПС является уменьшение численности промышленно-производственного персонала, снижение себестоимости продукции, повышение использования производственных мощностей, сокращение срока разработки изделий. Определение целей разработки ГПС должно основываться на анализе и прогнозировании потребностей производства продукции и организационно-экономической оценке альтернативных вариантов организации производства, удовлетворяющих принятым критериям.
Для подобных современных производственных комплексов характерны высокая степень технологической, параметрической и структурной гибкости и широкое применение принципа типовых технологических, управленческих и технологических решений.
По технологическому признаку ГПС в различного рода дискретных производствах могут быть разделены на 2 группы.
ГПС первой группы предназначены для выпуска с высокой производительность крупных серий узкого спектра изделий, характеризующихся высокой степенью конструктивного и технологического подобия. Примером могут служить блоки цилиндров автомобильного двигателя, изготовляемые на 4 или 6 цилиндров с расточками под гильзы различных размеров. Такие технологические задачи решают, применяя разновидность ГПС, называемую гибкой поточной линией (ГПЛ). На такой линии поток изделий перемещается с заданным ритмом по рабочим позициям, расположенным в соответствии с технологическим маршрутом и связанным внутренними межстаночными транспортными устройствами. Изделие проходит производственный цикл, который определяется технологическим маршрутом и соответствующим этому маршруту расположение оборудования.
Однако для такой разновидности ГПС характерно то, что для перехода на изделия другого наименования необходимо остановить поток, завершить обработку имеющегося задела, остановить оборудование, перекомпоновать производственные бригады, произвести переналадку оборудования и затем снова запустить поток на выпуск изделий нового наименования. Таким образом, одновременно в производстве в условиях гибкого потока могут находиться изделия только какого-нибудь одного наименования.
Для выпуска изделий широкой номенклатуры, ограниченной только техническими характеристиками типоразмеров применяемого оборудования, специализацией и квалификацией производственного персонала и обладающей большим технологическим разнообразием, создаются ГПС второй группы, характеризующиеся иной организационной и функциональной структурой. Для них характерно движение изделий от одной единицы оборудования к другой по участку по произвольно изменяемому маршруту с возможностью его прерывания. Маршрут движения изделий и последовательность выполнения технологических операций не связаны с расположением оборудования или с неизменным порядком чередования специализированных производственных бригад, а определяются планом работы производственного комплекса и расписанием загрузки оборудования. Здесь возможно одновременное нахождение в производстве изделий различных наименований и не требуется обязательного выравнивания для различных изделий времени пребывания на соответствующих операциях технологического маршрута так же, как и числа этих операций. К ГПС данной разновидности относятся технологические комплексы разного масштаба и различной степени сложности и уровня автоматизации - от гибких участков и цехов до гибких автоматизированных производств и объединений. Т.о., многономенклатурные дискретные гибкие производства, независимо от их природы, характеризуются одновременной работой над несколькими изделиями с выполнением при этом отдельных операций технологического маршрута на характерном для этих операций технологическом оборудовании либо с привлечением специализированного для выполнения этих операций персонала.
Для ГПС второго поколения характерны нелинейные схемы организации производства, при которых порядок прохождения деталями технологических маршрутов определяется не конфигурацией технологической линии, а зависит от уровня загрузки тех или иных станков системы.
Важнейшими условиями гибкого комплексно-автоматизированного производства являются комплексная стандартизация режущего и вспомогательного инструмента, крепежной оснастки, уменьшение на основе стандартизации многообразия инженерных решений и обеспечение технологичности обрабатываемых деталей еще на стадии проектирования.
При внедрении ГПС необходимо соблюдение принципов специализации. Пропорциональности, параллельности, непрерывности, ритмичности, равномерности.
При анализе и решении о внедрении ГПС освещаются следующие проблемы: анализ состояния, тенденции, цели и критерии создания ГПС, характеристика особенности организации производства в условиях ГПС, проектирование ГПС в целом и по отдельным элементам, взаимосвязь ГПС с системами управления производства и всего предприятия, определение предварительной экономической эффективности до внедрения, внедрение системы, поддержание ее в состоянии эффективного функционирования.
Следует отметить, что ГПС не могут заменить все традиционные виды производства. Их области применения широки, но не беспредельны.
Если сравнивать по себестоимости единицы продукции в зависимости от объема годового выпуска, то гибкая автоматизация целесообразна в диапазоне годового объема выпуска от десятков и сотен тысяч деталей до нескольких миллионов. Свыше нескольких миллионов деталей выгодно применять жесткую автоматизацию, а при нескольких сотнях деталей в месяц - целесообразен ручной труд.
Оптимизация систем производства и производственного процесса осуществляется путем многокритериального сравнительного анализа нескольких возможных вариантов. Основными оптимизируемыми параметрами являются: срок изготовления деталей, стоимость продукции, коэффициент загрузки оборудования. Важное место в обеспечении эффективности работы ГПС отводится контролю за состоянием инструмента и функционированием станков, роботов и периферийных устройств.
Тема 4. Организация внутрифирменного планирования
4.1 Типы внутрифирменного планирования
Планирование — это функция управления, включающая следующий комплекс работ: анализ ситуаций и факторов внешней среды; прогнозирование, оценка и оптимизация альтернативных вариантов достижения целей, сформулированных на стадии стратегического маркетинга; разработка плана; реализация плана. Планы по содержанию могут быть проблемными, комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными.
Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы.
Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — полная графическая модель комплекса работ, направленных на выполнение единого задания, в которой (модели) определяются логические взаимосвязи и последовательность работ. Основными элементами сетевого графика являются работа (изображается стрелкой) и событие (изображается кружком).
Работа — это процесс или действие, которое нужно совершить, чтобы перейти от одного события к другому. Она характеризуется определенными затратами труда и времени. Если для перехода от одного события не требуется ни затрат времени, ни затрат труда, то взаимная связь таких событий изображается пунктирной стрелкой и называется фиктивной работой. Фиктивная работа представляет собой, таким образом, логическую связь между событиями и показывает зависимость начала выполнения какой-либо работы от результатов выполнения другой. Событие — это фиксированный момент времени, который представляет собой одновременно окончание предыдущей работы, т. е. ее результат (исключение — начальное событие) и начало последующей работы (исключение — конечное событие). Любая непрерывная последовательность взаимосвязанных событий и работ носит название путь. Путь от начального до конечного события называется полным. Путь отданного события до завершающего называется последующим за данным событием, а от исходного события до данного — предшествующим. Приведем фрагмент укрупненного комплекса работ по планированию (рис. 6.4).
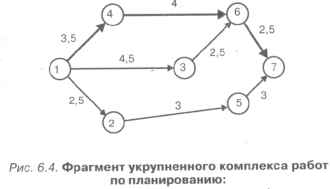
События (1 — получено задание на планирование с финансированием; 2 — выполнен анализ методических документов по планированию, моделированию, оптимизации; 3 — уточнены нормативы конкурентоспособности планируемого объекта; 4 — выполнен прогноз основных параметров плана; 5— выполнены работы по моделированию некоторых параметров плана; 6 — выполнено экономическое обоснование плана; 7 — разработан проект плана); работы (7-2 —анализ методических документов по планированию и другим смежным вопросам, продолжительностью 2,5 мес; 7-3 —уточнение нормативов конкурентоспособности планируемого объекта результатам маркетинговых исследований, 4,5 мес; 1-4 — прогнозирование важнейших параметров плана, 3,5 мес; 2-5 — моделирование, мес; 3-6 — анализ параметров плана, 2,5 мес; 4-6 — экономическое "основание плана, 4 мес; 5-7 — согласование проекта плана, 3 мес; ~ согласование проекта плана, 2,5 мес.
Проведем краткий анализ сетевого графика. Критическим (наиболее продолжительным) является путь 1-4-6-7 продолжительностью 10 мес (3,5 + 4 + 2,5). Путь 7-3-6-7 имеет продолжительность 9 5 мес. (4,5 + 2,5 + 2,5), путь /-2-5-7 имеет продолжительность 8,5 мес (2,5 + 3 + 3). Срыв любого события на критическом пути (на рисунке обведен жирной линией) ведет к срыву всего комплекса работ. Остальные пути имеют некоторый резерв времени, например, путь 1-3-6-7 имеет резерв 0,5 мес (5%), путь 1-2-5-7 — в 1,5 мес (15%). Напряженность последнего пути равна 0,85, что означает допустимость задержки событий 2 и 5 в сумме не более чем на 1,5 мес. Таким образом, сетевые модели позволяют наглядно установить взаимосвязи событий и оптимизировать комплекс работ.
Для увязки работ и исполнителей рекомендуется строить оперограммы по следующей форме (рис. 6.5).

На рисунке показано, что за работу 7 ответственным является исполнитель Г, а Б является соисполнителем. По работе 2 ответственным исполнителем является А, а остальные — соисполнители и т. д. Применение оперограмм позволяет обеспечить наглядность взаимосвязей работ и исполнителей. При планировании сроков выполнения работ следует идти от конечного срока к начальному, текущему моменту. Для стыковки работ, их исполнителей и сроков выполнения применяются также ленточные графики, форма которых представлена на рис. 6.6.

В чем преимущества и недостатки оперограмм и ленточных графиков? Оперограммы позволяют представить в графической форме организацию выполнения работ, состыкованную по видам работ, ответственным исполнителям и исполнителям.
На ленточном графике четко видно, что, например, за качество и сроки выполнения работы отвечает ответственный исполнитель Г, ему помогает исполнитель Б. Кроме того, исполнитель А участвует в трех работах: работе 2 как ответственный исполнитель, а в работах 4 и 6 как соисполнитель. Вместе с тем оперограммы не позволяют наглядно видеть стыковку работ во времени, степень параллельности их выполнения. Этот недостаток исключается в ленточном графике. Поэтому на практике пользуются всеми тремя методами организации и контроля выполнения комплекса работ: сетевые модели — для оптимизации сроков и затрат ресурсов; оперограммы — для стыковки работ с ответственными исполнителями и соисполнителями; ленточные графики — для стыковки работ, исполнителей и сроков выполнения работ.
4.2 Стратегическое и оперативное планирование производства. Процесс планирования в экономической организации
Стратегические планы должны разрабатываться с точки зрения перспективы корпорации, а не конкретного индивида. Они должны обосновываться обширными исследованиями и фактическими данными об отрасли, рынке, конкуренции и др. Стратегические планы придают фирме определенность, индивидуальность, что позволяет ей привлекать лишь определенные типы работников. Наконец, стратегические планы должны быть разработаны так, чтобы не только оставаться целостными в течение длительных периодов времени, но и быть достаточно гибкими, чтобы при необходимости можно было осуществить их модификацию и переориентацию. Современные темпы изменений и увеличения объема инноваций являются настолько стремительными, что стратегическое планирование представляется единственным способом формального прогнозирования будущих проблем и возможностей. Формальное планирование способствует снижению риска при принятии решения. Одним из основных факторов обеспечения качества планов является применение научных подходов к менеджменту и принципов планирования. Если плановые показатели не будут достаточно обоснованными, то как бы хорошо ни работала фирма на последующих этапах, результат будет неудовлетворительным. В подтверждение значимости повышения качества стратегического планирования приведем два высказывания известных ученых: "Стратегическое планирование имеет дело не с будущими решениями, а с "будущим решений, принимаемых сегодня" [П. Дракер]. "Для полного совершенства надо, чтобы подготовка была труднее самого дела" [Ф. Бэкон].
Основные плановые показатели функционирования и развития фирмы формируются на стадии стратегического маркетинга, на которой должны быть даны ответы на следующие вопросы: почему, что и как производить, с какими конкретными показателями качества и ресурсоемкости объекта, для кого производить, по какой цене, в каком количестве, кому производить, в какие сроки? На стадии стратегического маркетинга должны быть разработаны нормативы конкурентоспособности товаров и фирмы в целом, учитывающие использование имеющихся и потенциальных конкурентных преимуществ фирмы, стратегические параметры товарных рынков, устанавливаемых на основе показателей эффективности будущих товаров и конкурентоспособности фирмы.
Система стратегических планов фирмы должна состоять из двух уровней: стратегии фирмы на определенный период и стратегических планов, раскрывающих стратегию фирмы и обеспечивающих достижение ее стратегических целей (разделы "Стратегии фирмы"). Горизонт стратегического планирования определяется сложностью и обновляемостью выпускаемой продукции, возрастом фирмы, ее особенностями. Например, в электронной промышленности стратегия фирмы может разрабатываться на 2—3 года, машиностроении — на 3—5 лет, добывающих отраслях — на 5 и более лет.
Состав "Стратегии фирмы" как комплексного планового документа предлагается следующий.
1. Оглавление.
2. Предисловие (исполнительное резюме).
3. Описание фирмы.
4. Стратегия маркетинга.
5. Стратегия использования конкурентных преимуществ фирмы.
6. Стратегия обновления выпускаемой продукции.
7. Стратегия развития производства.
8. Стратегия обеспечения производства.
9. Стратегический финансовый план фирмы.
10. Стратегия международной деятельности фирмы.
11. Стратегия развития системы менеджмента.
12. Организация реализации стратегии фирмы.
13. Приложения.
В круг вопросов по организации реализации стратегических планов входит следующее:
• разработка, согласование и утверждение программы, сетевого графика и оперограммы реализации стратегических планов;
• организация учета и контроля выполнения планов;
• мотивация выполнения планов в установленные сроки, требуемого качества и с намеченными затратами;
• регулирование процесса реализации стратегических планов при появлении изменений во внешней и внутренней среде фирмы.
4.3 Система планов экономической организации
На уровне организации разрабатывается ее стратегия и бизнес-план (годовой план, производственная программа). На уровне цеха (производственного подразделения организации) и участка (бригады) разрабатываются оперативно-календарные планы, в которых месячные программы (задания) разбиваются на более короткие промежутки времени: декаду, сутки, смену.
Организация производства в каждой отрасли народного хозяйства имеет свои особенности в зависимости от формы собственности, размера организации, типа производства, характера выпускаемой продукции (выполняемой работы или услуги) и других факторов. Однако любая организация как юридическое лицо при решении вопросов организации производства должна ответить на следующие вопросы: что производить (наименования изделия, сборочной единицы, детали, работы, услуги и т. п.), где, кому, в какие сроки, с какими показателями качества, с какими затратами конкретных видов ресурсов, на каком оборудовании и с применением каких инструментов, приспособлений; кому передавать готовое изделие; какова будет прибыль от реализации изделия.
Объем работ по оперативно-календарному планированию определяется только уровнем анализа плановых показателей. Вариации числа плановых показателей и глубины их анализа, обоснования, учета и контроля по разным признакам организации:
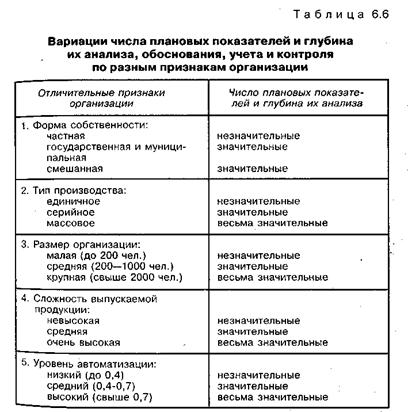
4.4 Организация внутрифирменного планирования
Основные задачи планирования деятельности предприятия:
1) выбор оптимальной стратегии фирмы на перспективу на основе прогнозов альтернативных вариантов стратегического маркетинга;
2) обеспечение устойчивости функционирования и развития фирмы;
3) формирование с применением научных подходов оптимального по номенклатуре и ассортименту портфеля новшеств и инноваций;
4) структуризация целей инновационной деятельности;
5) комплексное обеспечение выполнения планов;
6) формирование организационно-технических и социально-экономических мероприятий, обеспечивающих выполнение планов;
7) координация выполнения планов по заданиям, исполнителям, ресурсам, срокам, месту и качеству работ;
8) стимулирование выполнения планов.
К основным принципам планирования относятся:
а) преемственность стратегического и тактического планов;
б) социальная ориентация плана;
в) ранжирование объектов планирования по их важности;
г) адекватность плановых показателей;
д) согласованность плана с параметрами внешней среды системы управления;
е) вариантность плана;
ж) сбалансированность плана (при условии обеспечения резерва по важнейшим показателям);
з) экономическая обоснованность плана; и) автоматизация системы планирования;
к) обеспечение обратной связи системы планирования.
Основные принципы управления:
1) принцип оптимального сочетания централизации и децентрализации в управлении;
2) принцип сочетания прав, обязанностей и ответственности;
3) принцип единства команды;
4) принцип демократизации управления.
4.5 Мотивация, профессиональная адаптация и деловая карьера на предприятии
Мотивация – это воздействие на поведение человека для достижения личных, групповых и общественных целей.
Пирамида А. Маслоу.
В первую очередь руководителю необходимо стремиться к удовлетворению тех потребностей, которые находятся в нижней части «пирамиды». Это – приемлемый уровень оплаты труда, стабильность занятости, безопасность труда.
После этого можно подключать более «высокие» стимулы.
3 уровень. Социальные потребности
Давать работу, которая позволила бы сотрудникам общаться;
Создавать «дух единой команды»;
Проводить совещания;
Не разрушать неформальные группы, если они не приносят организации ущерба;
Создавать условия для социальной активности членов организации вне ее рамок.
4 уровень. Потребности в уважении
Предлагать подчиненным более содержательную работу;
Высоко оценивать и поощрять достигнутые ими результаты;
Привлекать подчиненных к формулировке целей и выработке решений;
Делегирование полномочий;
Продвигайте подчиненных по служебной лестнице;
Обеспечивайте обучение и переподготовку.
5 уровень. Потребности в самореализации
Обеспечивать возможность для обучения и развития для наиболее полного использования из потенциала;
Доверять подчиненным сложную и важную работу, требующую от них полной отдачи;
Поощрять и развивать у подчиненных творческие способности.
Основные факторы, влияющие на мотивацию и результаты труда
Ожидание того, что затраченные усилия дадут желаемые результаты;
Ожидание того, что результаты повлекут за собой ожидаемое вознаграждение;
Ожидаемая ценность награждения.
После зачисления в организацию, сотрудник направляется на вакантное место, где происходит его задействование, являющееся элементом процесса расстановки кадров – обоснованного и экономически целесообразного распределения персонала по структурам, подразделениям и должностям в соответствии с потребностями организации, интересами, опытом и деловыми качествами самих людей.
Ступени задействования:
I. Введение в должность (индивидуальное и коллективное) (ускорение освоения работы, адаптирование, помощь в установке контактов).
Курс ориентации: общей (информирование об организации в целом) или специальной (о подразделении).
Курс общей ориентации:
1) Общая организация в целом (виды деятельности, структуры, руководство прод., потребители, традиции, приоритеты, проблемы, нормы, отношения).
2) Об оплате труда.
3) О режиме труда и отдыха.
4) О дополнительных льготах.
5) Об охране труда и технике безопасности.
6) О вопросах, связанных с управлением персонала.
7) Об отношениях с профсоюзами.
8) О решении бытовых проблем.
9) Об экономическом положении организации.
Курс специальной ориентации (о подразделении, осмотр, знакомство с коллегами).
II. Адаптация – приспособление к содержанию и условиям труда, социальной среде.
В ее рамках происходит детальное ознакомление с коллективом и новыми обязанностями, усвоение стереотипов поведения, ассимиляция – полное приспособление к среде, идентификация – отождествление личных интересов и целей с общими.
Этапы адаптации:
1. Ознакомительный (1 месяц).
2. Оценочный (до 1 года).
3. Постепенная интеграция в организацию.
Роль руководителя (предварительная работа с будущими коллегами новичка, назначение опекуна). В течение первой недели руководителю желательно ежедневно встречаться с новичком.
По уровню адаптация бывает:
- первичная (для лиц немеющих трудового опыта);
- вторичная.
По направленности:
- профессиональная:
- психофизиологическая ( к условиям труда, режиму труда и отдыха):
- социально-психологическая ( к коллективу, руководству и коллегам, к реалиям).
Адаптация работы к человеку.
Стратегии руководителя:
1) Выжидательная (осторожность, изучение предшественника (через 100 дней активные действия).
2) Критическая.
3) Традиционная (повторение прежних приемов).
4) Рациональная.
Процесс адаптации за частую бывает сопряжен со стрессом.
Виды стресса:
1) Физиологические нагрузки.
2) Психологический ( сложные отношения с окружающими).
3) Информационный (избежание недостаточной информации).
4) Управленческий (ответственность)
5) Эмоциональный (угроза, опасность).
Источники стресса: особенности трудового производства, положение человека в организации, служебные конфликты, климат в коллективе, трудности согласования служебных и семейных отношений.
Карьера - успешное продвижение в любой области деятельности.
Карьера может быть трех видов:
горизонтальная (из одного подразделения – в другое)
вертикальная (по ступеням должностей)
смешанная
Существует закономерность, которая сопровождает вертикаль движения: чем выше поднимается работник, тем, как правило, (но бывает исключение) поднимается его профессиональная квалификация, но повышенная компетенция в методических вопросах управления.
Двигаясь по кругу (линии) (горизонтально), человек может повышать свою квалификацию, но не расти как руководитель.
По этому не редко говорят о двух моделях карьерного человека – человек иерархический и человек профессиональный.
Какие качества надо в себе развить, чтобы сделать карьеру последовательной?
способность управлять собой
умение обучать и организовывать других
четкие личные планы
изобретательность
знание современных управленческих методов
способность руководить другими людьми
способность развивать организацию
способность влиять на окружающих
понимание и знание законодательства
При каких качествах сделать карьеру трудно
неумение управлять, т. е. планировать свое время, энергию, справляться со стрессами, нагрузками, напряжением;
отсутствие личных ценностей, т. е. принципов жизни;
смутные личные цели;
остановленное саморазвитие;
неумение решать проблемы (теория принятия решений);
неумение использовать идеи, особенно новые (свои и чужие);
неумение влиять на людей, использовать их помощь;
непонимание особенностей управления труда;
неумение обучать;
низкая способность собирать вокруг себя коллектив.
Любая карьера делается ради чего-то, и имеет свои движущие мотивы, которые с годами меняются:
- автономия (независимость, все делать по-своему)
- функциональная компетентность (лучший специалист; материальная сторона – безразлична; внешнее признание);
- безопасность и стабильность (сохранение и упрочнение положения в организации);
- управленческая компетентность (стремление к власти, успеху, которые ассоциируются высокой должностью, званием, статусными символами, важна и ответственная работа, высокая зарплата, привилегированность, признание руководства, быстрое продвижение по служебной лестнице);
- предпринимательская креативность (к новому, творческому);
- потребность в первенстве (всегда и везде быть первым) «обойти» коллег);
- стиль жизни;
- материальное благосостояние;
- обеспечение здоровых условий.
Этапы карьеры.
Основой планирования карьеры часто является карьерограмма – документ, составляемый на 5 – 10 лет, содержащий с одной стороны, обязательства администрации по горизонтальному и вертикальному перемещению работника, а с другой стороны обязательства последнего повышать уровень образования, квалификации, профессионального мастерства.
Продвижение по службе определяется двумя группами обстоятельств:
объективными (максимально возможная в данной организации точка карьеры, число промежуточных ступеней до нее, отношение числа сотрудников высшего уровня к числу сотрудников данного уровня, их потенциальная мобильность (соотношение числа вакансий на вышестоящем уровне в среднем за период к числу лиц данного уровня));
субъективными (образование, квалификация, внутренняя мотивация, настойчивость, умение подать себя).
Сегодня считается, что успех карьеры зависит от способности работать на стыке разных сфер деятельности.
Динамику карьеры определяют 2 основных параметра: потенциал продвижения и уровень текущей профессиональной компетенции.
Этапы карьеры.
Предварительный – до 25 лет – обучение, а также испытание себя на разных работах;
Этап становления – до 30 – формирование навыков специалиста и руководителя;
Этап продвижения по служебной лестнице – до 45.
Этап сохранение того, что завоевано – должности, доходов, влияния, - до 60;
Этапы завершения – после 60.
Выделяют раннюю карьеру до 35 лет, среднюю – 36- 55 лет и позднюю – 56 – 70 лет.
Решаясь начать карьеру, сделайте оценку фирмы, на которую вы собираетесь поступить.
На западе сегодня деловая карьера является объектом управления. Она сводится к совокупности мероприятий, осуществляемых кадровыми службами и консультативными органами, позволяющих работникам раскрыть свои способности и применить их наиболее выгодным для себя и организации способом. Их необходимость связана с тем, что большинство сотрудников относится к своей карьере пассивно, предпочитая, чтобы этими вопросами занимались их руководители.
Поэтому во многих западных фирмах обязательными являются планирования деловых карьер.
Программа развития карьеры должна обеспечивать повышение уровня заинтересованности работников, выявление ими с высоким потенциалам продвижения. Она отражает и содержит следующие моменты:
- способы выявления сотрудников с высоким потенциалом роста и продвижения, который характеризуется не степенью подготовленности работника в настоящий момент, а их возможностями в долгосрочной перспективе с учетом возраста, образования, опыта, деловых качеств, уровня мотивации;
- стимулы разработки индивидуальных планов карьеры;
- способы увязки карьеры с результатами оценки деятельности;
- путь создания благоприятных условий для развития (обучение, подбор должностей и разовые задания с учетом личных возможностей, кураторство);
- организация эффективной системы повышения квалификации;
- возможное направление ротации;
- формы ответственности руководителей за развитием подшефных.
Типовые модели карьеры.
Анализ научных разработок и исследования служебной карьеры более 1000 руководителей и специалистов предприятий показали, что все многообразие вариантов карьеры получается за счет сочетания 4-х основных моделей:
«Трамплин» - широко распространена среди руководителей и специалистов. Жизненный путь работника состоит из длительного подъема по служебной лестнице с постепенным ростом его потенциала, знаний, опыта и квалификации. Меняются должности на более сложные и лучше оплачиваемые. На определенном этапе работник занимает высшую для него должность и старается удержаться на ней в течение длительного времени. А потом – «прыжок с трамплина» - уход на пенсию.
«Лестница» - каждая ступень служебной карьеры представляет собой определенную должность, которую работник занимает фиксированное время, например, не более 5 лет. Каждую новую должность работник занимает после повышения квалификации. После занятие верхней ступени начинается планомерный спуск по служебной лестнице с выполнением менее интенсивной работы не требующей принятия сложных решений, руководства коллективом (психологически тяжело).
«Змея» - предусматривает горизонтальное перемещение работника с одной должности на другую путем назначения с занятием каждой на продолжительное время.
Главное преимущество: возможность удовлетворения потребности человека в познании интересующих его функций: управление. Это предполагает постоянное перемещение кадров в аппарате управления, наличие четкой системы назначения и перемещения. Наиболее распространена эта модель в Японии на крупных фирмах (переход из одних подразделений в другие).
«Перепутье» - по истечении определенного срока – аттестация, по результатам которой принимается решение о повышении или понижении в должности (для контрактной системы). Это американская модель.
Планирование карьеры.
Планирование служебной карьеры предполагает научное обоснование рациональных возрастных и нормативных сроков занятие должностей с учетом пожеланий и личности работника. Этот вопрос м.б. решен на основе применения совокупности методов.
1.Путем анализа листков по учету кадров с последующий статистической обработкой данных о продолжительности занятия престижных должностей. Недостаток ориентирования не принципиальность оной.
2.На основе социологических или экспериментальных исследований ученых и руководителей о рациональном возрасте и сроке занятия должностей с последующей обработкой результатов. Недостаток ограничение продолжительности прогнозируемого периода, отсутствие опыта.
3.С помощью рейтинга для каждой должности и определяется соответствие.
Горизонтальная карьера.
Для руководителей и специалистов, чей «потенциал повышения» исчерпан, но которые могут принести большую пользу организации, все более широко распространяется в западных фирмах например практика горизонтальной карьеры (овладение навыками официальной деятельности, повышение квалификации, наращивание мастерства).
Горизонтальная карьера осуществляется прежде всего в форме.
I. Ротации, которая имеет 2 разновидности:
1.Перемешщение работника предполагает выполнение им тех же обязанностей на новом месте. Чаще всего оно используется для укрепления отстающего участка, преодоления при необходимости конфликта, повышения квалификации.
2.Перестановка означает получение новых обязанностей на том же уровне. Перестановки осуществляются между линейными и функциональными ступенями, между подразделениями (территориальными), между низшими и вышестоящими органами без изменения ранга.
Близкой по сути перемещению и перестановке является, широко практикуемая в западных фирмах форма ротации, «карусель» - временный переход работника в пределах организации на другую должность или в другое подразделение, где ему приходится выполнять функции, значительно отличающиеся от прежних. Такая практика позволяет человеку «встряхнуться», укрепить уверенность в себе и в последствии работая более эффективно. Иногда он в результате этого может «найти себя» и начать новую вертикальную карьеру.
В европейских и американских фирмах участие в «карусели» является добровольным. Оно предполагает сохранение прежнего уровня зарплаты и возможности в случае неудачи вернуться на прежнее место.
В Японии «карусель» обязательна для молодых сотрудников, т. к. только пройдя ее и познав особенности работы в различных подразделениях и приобретя необходимый опыт и связи, они могут рассчитывать на продвижение вверх. Японцы считают, что руководитель должен быть специалистом способным работать на любом участке компании. «Хонда», например, проводит программу повышения квалификации, в соответствии с которой каждый руководитель отдела в течении недели работает в той сфере деятельности, с которой он еще не знаком.
Другой разновидностью горизонтальной карьеры является:
II.Обогащение труда, то есть качественное изменение характера работы, существующее в таких формах, как расширение ответственности, представление больших прав в распоряжение ресурсами, участие в работе различных комитетов и творческих групп, повышение информированности.
К обогащению труда можно отнести также чередование видов работы, выполняемой на одном месте; временное назначение на более высокую должность; предоставление возможности заниматься научной работой и делать соответствующую карьеру («параллельная служебная лестница»); участие в обучении других, наставничество.
| Основы экономики | |
|
Вопросы к экзамену по дисциплине "Экономика отрасли" преподаватель Останина Л.М. 1. Рыночная экономика и условия ее развития Ученые выделяют ряд ... 3) Планирование внедрения прогрессивной технологии механизации и автоматизации производства тесно связано, как правило, с выполнением мероприятий технического характера и ... До внедрения гибких производственных систем (ГПС) мелкосерийное производство считалось убыточным из-за того, что установка соответствующего автоматического оборудования на короткий ... |
Раздел: Рефераты по экономике Тип: шпаргалка |
| Основы планирования производства | |
|
... РФ Уфимский государственный авиационный технический университет Кафедра УС и ЭС СРС по организации и планированию производства Выполнил ст. гр. ПЭ-424 стандартизация; - унификация; - типизация технологических и организационных решений; - своевременное изготовление основных средств (оборудование, инструмент, оснастка ... В этих целях нормативная база планирования должна разрабатываться (уточняться) с наиболее полным учетом влияния всех запланированных в разделе "Инновации (техническое и ... |
Раздел: Рефераты по экономике Тип: курсовая работа |
| Менеджмент физической культуры и спорта (ФКиС) | |
|
... учреждение высшего профессионального образования Волгоградская государственная академия физической культуры" Кафедра менеджмента Зубарев Ю.А. УЧЕБНО- Учебно-методический комплекс по дисциплине "МЕНЕДЖМЕНТ ФКиС" регионального (вузовского) компонента цикла ОПД для студентов 4-го курса факультета Физическая культура и спорт по ... Стратегическое планирование в системе менеджмента. |
Раздел: Рефераты по физкультуре и спорту Тип: учебное пособие |
| Совершенствование управления трудовой карьерой специалистов с ... | |
|
СОДЕРЖАНИЕ ВВЕДЕНИЕ ГЛАВА 1 ТЕОРЕТИЧЕСКИЕ И МЕТОДОЛОГИЧЕСКИЕ АСПЕКТЫ УПРАВЛЕНИЯ ТРУДОВОЙ КАРЬЕРОЙ СПЕЦИАЛИСТОВ 1.1 Научные подходы к изучению ... 1.3 Планирование карьеры и продвижение по службе как фактор успешного управления карьерой специалистов в японских банках При характеристике типа карьеры принимается во внимание последовательность, частота и длительность избираемой профессиональной деятельности. |
Раздел: Рефераты по менеджменту Тип: дипломная работа |
| Производственный менеджмент | |
|
ОБРАЗОВАТЕЛЬНАЯ АВТОНОМНАЯ НЕКОММЕРЧЕСКАЯ ОРГАНИЗАЦИЯ "ВОЛЖСКИЙ УНИВЕРСИТЕТ ИМ. В.Н. ТАТИЩЕВА" (ИНСТИТУТ) менеджмента организации _ (наименование ... Технология: операционная, точные нормативы, сборка изделий и механическая обработка на поточных линиях, специальная оснастка. Факторы эффективности: длительность цикла наибольшая; сложная система управления; гибкая реакция на потребности рынка. |
Раздел: Рефераты по менеджменту Тип: учебное пособие |