Курсовая работа: Производство пасты моющей
Производство пасты моющей
Технологическая схема изготовления пасты, а также схема расположения оборудования и рабочих мест на участке фасовки продукции приведена в приложении.
Исходные данные
I. Общие исходные данные
1. Годовое задание по условиям сбыта продукции: Qг = 7800т/ год.
2. Оптовая цена без НДС одной банки пасты 2,10 грн.
3. Проект должен обеспечивать от 25% до 100% прироста объема производства в будущем за счет заложенного резерва мощности.
4. Удельные расходы сырья, материалов и энергоресурсов с указанием цен приведены в приложении табл. 2.
5. Длительность простоя в текущем ремонте 48 часа, в капитальном ремонте 600 часов, число текущих ремонтов в год –6, число капитальных ремонтов в год – 1, технологических простоев нет.
6. Тарифные ставки по основным категориям рабочих приведены в приложении табл. 4.
7. Годовой фонд эффективного времени работников 1920 час.
8. Стоимость 1 м2 производственных помещений 5 тыс. грн., стоимость административно-бытового корпуса 250 тыс. грн.
II. Данные по участку изготовления пасты
1. Стоимость основного оборудования технологической линии и нормативы потребности в площади производственных помещений приведены в табл.:
|
Объем реакторов Р1, Р2 (м3) |
Стоимость (тыс. грн.) |
Норматив (м2) |
|
| 0,1 | 11,1 | 7,5 | |
| 0,25 | 23,1 | 14,6 | |
| 0,66 | 50,2 | 22,1 | |
| 1 | 70,0 | 30,0 | |
| 3 | 168,6 | 58,0 | |
| 6 | 293,5 | 87,9 | |
| 10 | 441,7 | 119,4 | |
| Производительность гомогенизатора Г (т/час) | Стоимость (тыс. грн.) | ||
| 0,8 | 7 | ||
| 3 | 16 | ||
2. Норма обслуживания (аппаратчик IV разряда) на одну линию изготовления пасты 2 чел/ед.
3. Стоимость неучтенного технологического оборудования принять в размере 20% от стоимости реакторов, стоимость вспомогательного оборудования – 10% стоимости реакторов плюс 10 тыс. грн.
4. Номинальная загрузка реактора 80%, допустимая от 60 до 85%%, плотность пасты 1,25 кг/л.
5. Расчет длительности производственного цикла производится в соответствии с методическими указаниями.
III. Данные по участку фасовки и упаковки
1. Фасовка производится в полиэтиленовые банки емкостью 0,5 кг, упаковка осуществляется в картонные коробы, емкостью 24 банки.
2. Стоимость оборудования, (включая основное и вспомогательное) участка фасовки и нормативы потребности в площади производственных помещений приведены в табл.:
| Часовая производительность фасовочного агрегата (т/час) | Стоимость (тыс. грн.) |
Норматив (м2) |
| 0,15 | 200 | 30 |
| 1,6 | 1100 | 120 |
3. Норма обслуживания (машинист IV разряда) на одну линию фасовки пасты 1 чел/ед.
4. Оперативное время – Топ = 430 мин/см.
5. Нижняя граница производительности линии фасовки (% от номинала) 60.
6. Штучное время выполнения трудовых операций в пересчете на 1 короб:
| Производительность фасовочного агрегата (т/час) | Штучное время по рабочим местам (мин/шт) | |||
| I | II | III | IV | |
| 0,15 | 0,8 | 1 | 0,7 | 1,4 |
| 1,6 | 0,32 | 0,6 | 0,56 | 0,42 |
СОДЕРЖАНИЕ
Раздел 1. Характеристика продукции, технологического процесса и применяемого оборудования
1.1 Характеристика производимой продукции
1.2 Характеристика рынка сбыта и конкурирующей продукции
1.3 Общая характеристика технологического процесса
1.4 Сведения о промышленных выбросах
1.5 Требования к охране труда и технике безопасности
Раздел 2. Обоснование производственной мощности и условий выполнения задания по объему производства
2.1 Обоснование производственной мощности
2.2 Обоснование условий выполнения задания по объему производства
Раздел 3. Обоснование использования трудовых ресурсов
3.1 Обоснование численности производственного персонала
3.2 Расчет затрат по заработной плате
Раздел 4. Расчет амортизационных отчислений
Раздел 5. Расчет затрат на производство продукции
Раздел 6. Технико-экономические показатели производства
Заключение
Список использованной литературы
Приложения
Раздел 1. Характеристика продукции, технологического процесса и применяемого оборудования
Паста моющая синтетическая представляет собой смесь поверхностно-активных веществ и органических, неорганических компонентов. Предназначена для стирки изделий из льняных, х/б, шерстяных, шелковых и синтетических тканей.
Паста моющая синтетическая универсальная "Ландыш" выпускается по ТУ 6-39-14-90. Паста "Ландыш" по качественным показателям соответствует требованиям, указанным в табл.1.
Таблица 1 Нормативные требования качества
| №пп | Наименование показателей | Нормативные требования (паста "Ландыш") |
| 1 | 2 | 3 |
| 1 | Внешний вид | Пастообразная переслаивающаяся масса. Допускается наличие твердых частиц, растворимых в воде компонентов рецептуры, равномерно распределяемых в массе. |
| 2 |
Запах* |
Запах применяемой отдушки характерный для компонентов моющего средства |
| 3 | Цвет по шкале определения цвета пастообразных синтетических средств | 1 – 2 (3 – 4) |
| 4. | Массовая доля поверхностно-активных веществ, %, не менее | 16 |
| 5 |
Массовая доля фосфорно-кислых солей в пересчете на Р2О5, %, не менее |
|
| 5.1 | При массовой доле по рецептуре 30% | 15,5 |
| 5.2 | При массовой доле по рецептуре 20% | 10,0 |
| 5.3 | При массовой доле по рецептуре 15% | 7,5 |
| 5.4 | При массовой доле по рецептуре 10% | 4,5 |
| 6 |
Массовая доля силиката натрия в пересчете на SiO2, %, не менее |
|
| 6.1 | При массовой доле по рецептуре 1,5% | 0,7 |
| 6.2 | При массовой доле по рецептуре 2,0% | 1,2 |
| 6.3 | При массовой доле по рецептуре 4,0% | 3,2 |
| 7 | Содержание натрий-КМЦ (качеств. проба) | присутствие |
| 8 | Содержание оптического отбеливателя (качеств. проба) | присутствие |
| 9 | Массовая доля влаги, %, не более | 50 |
| 10 | Моющая способность по отношению к эталону, % не менее | 100 (80) |
| 11 |
Показатель безопасности применения пасты. Показатель концентрации водородных ионов (РН) 1%-ного водного раствора, единиц РН |
9,0 – 10,8 |
* В пастах с применением диталана ОТS допускается запах аммиака.
Примечание:
1. Нормы, указанные без скобок, относятся к продукции улучшенного качества.
2. При выпуске пасты по варианту рецептуры без триполифосфата натрия или динатрийфосфата показатель №5 не определяется.
3. При выпуске паст по варианту рецептуры без КМЦ показатель №7 не определяется.
1.2 Характеристика рынка сбыта и конкурирующей продукции
Продукция завода "Полимербытхим" реализуется не только на местном рынке, но и за его пределами.
Ассортимент выпускаемых моющих средств обширен. Выпускают СМС порошкообразные, жидкие и в виде паст. Преимущества порошков очевидны: они быстро растворяются в воде, ими можно стирать в воде любой жесткости благодаря большому содержанию триполифосфатов. Во многие порошки введено 2 или более ПАВ, что значительно улучшает их качество. Однако порошки пылят, а некоторые люди плохо переносят эту пыль, которая раздражает органы дыхания.
На местном рынке преобладают порошки (более 90%). По данным опроса было выявлено, что наибольшим спросом пользуются порошки "Е автомат", "Апрель", "Test", "Лотос-экстра". Из-за значительного скачка цен в конце 1998 г. многим покупателям пришлось отказаться от порошков высокой моющей способности. В настоящее время более 10% населения покупают порошки высокой моющей способности. Порошки средней и низкой моющей способности покупают около 80% населения. Порошки данных групп незначительно отличаются по качеству, главным фактором для покупателя при выборе служит цена.
Моющие пасты не пылят и очень компактны. В их состав часто входят такие ПАВ, которые в силу ряда технологических причин не могут быть введены в порошки. Однако пасты медленно растворяются в воде и содержат в 1,5-2 раза меньше триполифосфатов, чем порошки. Поэтому стирать ими можно лишь в относительно мягкой воде. Кроме того, выпускаемые нашей промышленностью пасты не содержат химических отбеливателей.
Доля пастообразных моющих средств незначительна (менее 10%). Спрос на данную продукцию имеется, хотя в настоящее время их ассортимент невелик.
Синтетические моющие пасты: "Диана" (НВФ "Симонс", Киев); "АМА" (Днепробытхим); "Альфа" (РХЗ "Заря"); "Ландыш" (Полимербытхим). Наибольшим спросом пользуются пасты "АМА" и "Диана", а также паста, изготовленная на основе природных добавок "Дитяча" (НФВ "Симонс").
1.3 Общая характеристика технологического процесса
Технологический процесс приготовления моющей пасты состоит из следующих стадий:
I. Поступление и приготовление сырья.
II. Получение моющей пасты.
III. Расфасовка и упаковка пасты.
Поступление и приготовление сырья.
При приеме сырья, осуществление входного контроля и обеспечении цеха сырьем для получения пасты "Ландыш", необходимо руководствоваться СТП 6-03-20-81, ГОСТ 24297-80. Проверяется внешний вид, упаковка, маркировка, документы, удостоверяющие качество поступившего сырья (паспорта, сертификаты). При приготовлении пасты используются следующие виды сырья: натрия триполифосфат, натрий карбоксиметилцеллюлоза, натрий сернокислый, соль поваренная, оптический отбеливатель, вода питьевая, диталан OTS, алкисульфаты первичных жирных спиртов.
Поступившее в цех сырье перед загрузкой в реактор взвешивают на весах РП-150. При необходимости:
- натрия триполифосфат (ТПФ) дробят. Через бункер, течку ТПФ загружают в дробилку, откуда он поступает в бункер, далее через дозатор и сетку – в реактор;
- натрий карбоксиметилцеллюлозу измельчают в смесителе СМ-100 на установке краски водоэмульсионной, выгружают в мешки и доставляют к реактору.
- диталан OTS, алкисульфаты синтетических жирных спиртов, поступающие в зимнее время в виде паст или вязких жидкостей в металлических бочках, перед загрузкой в реактор разогревают в камере для разогрева до вязкотекущего состояния.
Температура камеры (50±5)0С. Обогрев камеры производится за счет подачи пара в трубы-регистры. Поддержание постоянной температуры в камере автоматическое.
Пастообразное сырье, поступающее в цистернах с обогревом, разгружается в обогреваемый контейнер. Предусмотрена также разгрузка алкисульфатов первичных жирных спиртов в емкость, а затем в обогреваемый контейнер. Из контейнера алкисульфаты подаются насосом РЗ-30 или передавливаются сжатым воздухом в сборник алкисульфатов, которые затем через мерник, установленный на платформенных весах, дозируются в реактор.
Жидкое стекло из бочек насосом загружают в сборник, откуда через мерник подают в реактор.
"Прогресс" из хранилища по трубопроводу подают насосом, откуда самотеком через мерник в реактор.
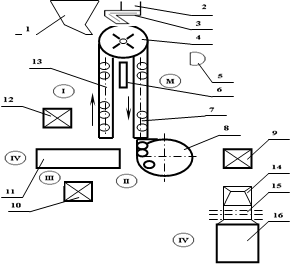
Получение моющей пасты
В реактор (рис. 1) загружают расчетное количество воды. Контроль количества воды осуществляется по счетчику жидкости. Затем подают пар в рубашку реактора, нагревают воду до (50±5)0С и отключают нагрев. Включают мешалку, загружают через люк натрий карбоксиметилцеллюлозу (КМЦ), предварительно измельчают, и перемешивают 10-15 мин., после чего загружают моноэтаноламиды. Содержимое реактора перемешивают 10-12 мин., загружают натрий серно-кислый, соль поваренную и отбеливатель оптический. После введения каждого компонента, перемешивание производится 2-3 мин. Затем загружают 1/2 часть "Прогресса", медленно порциями в течение 30-40 мин. Загружают натрия триполифосфат, оставшуюся ½ часть "Прогресса", стекло натриевое жидкое или метасиликат натрия. Перемешивают 2-3 мин., загружают отдушку и перемешивают 2-3 мин. Затраты времени рабочих на подготовку к пуску реактора Р1 20 мин., осмотр и обслуживание аппарата после выгрузки пасты 10 мин. Машинное время при работе аппарата Р1 включает две фазы:
- загрузка порций сырья при перемешивании;
- выгрузка через гомогенизатор при перемешивании.
Эмпирическая зависимость длительности первой фазы имеет вид :
ТМ1 (Р1) = (V*10+200)*(кЗ пл/кЗ ном*0,66+0,34), мин.,
где V - объем аппарата, м3;
кЗ пл и кЗ ном - планируемый и номинальный коэффициенты загрузки.
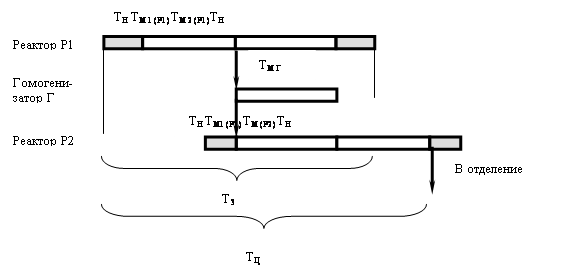
Длительность второй фазы работы аппарата Р1 и первой фазы аппарата Р2 обратно пропорциональна производительности гомогенизатора и равна машинному времени гомогенизатора. График выполнения основных технологических операций стадии изготовления пасты без учета масштаба времени приведен в Приложении 2.
Готовую пасту моющую из реактора перекачивают гомогенизатором в реактор, анализируют на соответствие нормам и при положительных результатах анализа пасту сжатым воздухом подают на автомат для расфасовки. Обор проб для анализа производят пробоотборником через люк реактора. Длительность второй фазы машинного времени аппарата Р2 зависит от затрат времени на анализ продукта и равна 60 мин. Технологическая схема производства пасты моющей приведена в Приложении 1.
Фасовка и упаковка пасты
Паста моющая расфасовывается в полимерные банки. Масса нетто банки 500 г и 450 г. Отклонение массы расфасованного средства не должна быть более ±3% от массы, указанной на упаковке.
Полимерные банки должны быть оформлены печатью. Маркировка потребительской тары производится согласно ГОСТ 6-15-543-82. Расфасовка пасты производится на автомате для расфасовка карусельного типа непрерывного действия (рис. 2). Из реактора паста поступает на дозатор автомата для расфасовки. К дозатору транспортером подаются банки. Банка находится в гнезде ротора, воздействует на блокирующий механизм "есть банка – доза выдается" и наполняется пастой.
На следующей позиции на банку надевается крышка и происходит укупорка банки. Укупоренные банки подаются транспортером к упаковочному столу, где вручную производится их упаковка в ящики из картона.
Допускается по согласованию с торгующими организациями транспортирование пасты в универсальных контейнерах.
Схема рабочих мест фасовки и упаковки приведена в Приложении Б.
1.4 Сведения о промышленных выбросах
При получении пасты моющей "Ландыш" в окружающую среду выбрасывается пылевоздушная смесь, содержащая пыль натрия триполифосфата, сульфата натрия, натрия КЦМ, моноэтаноламидов. Стоки от промывки полов и уборки рабочего места направляются в хозяйственно-бытовую канализацию, а вода после охлаждения оборудования – в промливневую.
Неорганические выбросы в атмосферу отсутствуют. Залповые выбросы в атмосферу отсутствуют.
Жидкие отходы отсутствуют.
Наименование и состав выбросов указаны в табл. 2.
Таблица 2 Выбросы в атмосферу при производстве пасты моющей "Ландыш"
| Наименование выброса |
Объем отход. газов т.м3/ч |
Перио-сть выбросов |
Состав выбросов, мг/м3 |
Допуст. кол-во вредн. в-в, кг/ч |
Технологические |
||||
| 1.Выбросы воздуха с содержанием пыли от течки после рукавного фильтра | Не более 3,15 | 16 часов в сутки |
Пыль натрия триполифосфата не > 20 мг/м3, остальное воздух |
0,063 |
| 2. Выбросы воздуха с содержанием пыли от реакотра после В-34 | Не более 2,05 | 16 часов в сутки |
Пыль натрия триполифосфата, натрия КМЦ, моноэтаноламидов не > 20 мг/м3, остальное воздух |
0,041 |
Вентвыбросы из помещения |
||||
| 1. Вентвыбросы от В-34 | 10,3 | 16 часов в сутки |
Механические загрязнения, ПДК-10 мг/м3 |
0,1 |
| 2. Вентвыбросы от В-35 | 5,4 | 16 часов в сутки |
Механические загрязнения, ПДК-10 мг/м3 |
0,05 |
1.5 Требования к охране труда и технике безопасности
Основными опасностями для персонала установки получения пасты моющей являются: работы с алкилсульфатами первичных жирных спиртов, нагретых до (50±5)0С, травмирование по причине нарушения правил техники безопасности при обслуживании движущихся механизмов и при выполнении других работ.
Для предупреждения травматизма, обеспечения нормальных условий труда и недопущения брака необходимо:
1. Руководствоваться настоящим технологическим регламентом.
2. Соблюдать нормы технологического режима, правила эксплуатации и ремонта оборудования.
3. Работать только на исправном оборудовании и исправным инструментом.
4. Проверять исправность ограждений всех движущихся механизмов.
5. Соблюдать график ППР.
6. Допускать к работе обслуживающий персонал, прошедший обучение в соответствии с утвержденной программой и сдавшим инструкцию по рабочему месту, ТБ, производственной санитарии и противопожарной безопасности.
7. При ремонтах и осмотрах технологических аппаратов пользоваться переносными светильниками во взрывозащитном исполнении, напряжением не более 12 В.
8. Проведение огневых работ допускать только с письменного разрешения нач. цеха, согласованного с пожарной частью и утвержденного главным инженером. Место проведения огневых работ обеспечить средствами пожаротушения.
9. Вскрытие, чистку, ремонт движущихся частей механизмов производить после полной их остановки под надзором инженерно-технического персонала.
10. Погрузочно-разгрузочные работы следует выполнять в соответствии с требованиями ГОСТ 12.3020-80.
11. Проверять заземление электродвигателей, пускателей оборудования и коммуникаций.
В условиях производства пасты моющей применяют следующие средства защиты: рабочий костюм, х/б халат рабочий, ботинки кожаные, защитные очки, резиновые перчатки, х/б перчатки, рукавицы комбинированные, респиратор ШБ-1, "Лепесток", противогаз "М".
Раздел 2. Обоснование производственной мощности и условий выполнения задания по объему производства
2.1 Обоснование производственной мощности
Цель: обоснование наиболее целесообразного варианта оборудования.
Расчету производственной мощности производства в целом и его отдельных стадий должен предшествовать подбор оборудования по основным параметрам (объем аппарата, часовая производительность и т.д.) и, при необходимости, конфигурации технологической линии. Известно, что мощность производства определяется по узкому месту, в данном случае она будет равна мощности стадии производства, имеющей меньшую пропускную способность.
При обосновании производственной мощности необходимо учитывать ряд следующих ограничений:
- проект должен обеспечивать от 25% до 100% прироста объема производства в будущем за счет заложенного резерва мощности.
- если предполагается задействовать несколько ведущих аппаратов или линий на какой-либо стадии (операции), они должны иметь одинаковые параметры.
Резерв производственной мощности по отношению к годовому заданию производства продукции можно создать за счет снижения сменности работы оборудования, неполной его загрузки по объему или производительности (в границах, установленных в задании), комбинации указанных факторов или временной остановки производства. Однако, остановка производства ведет к непроизводительным затратам (на консервацию оборудования, потери сырья, оплата вынужденного простоя и т.п.), поэтому ее следует стараться не допускать.
Производственная мощность определяется с учетом пропускной способности ведущего технологического оборудования или его часовой производительности и фонда эффективного рабочего времени в течение года.
Производственная мощность, согласно условию, должна попадать в диапазон 1,25Qг - 2Qг, т.е. от 9750 т/г до 15600 т/г.
Для непрерывных технологических процессов расчет мощности осуществляется по формуле:
![]() , (2.1)
, (2.1)
где М г – годовая производственная мощность;
n – количество одноименных параллельно работающих ведущих аппаратов (агрегатов);
Т эф - фонд эффективного времени в течение года.
Фонд эффективного времени учитывает регламентируемые остановки на ремонт (Трем) и технологические (Ттех) простои:
Т эф = Т кал – Т рем – Т тех , (2.2)
где Т кал = 365 дн, фонд календарного времени в течение года.
Длительность ремонтных простоев в течение года регламентируется графиком ППР:
Т рем = n г (к) ∙ t к + n г (т) ∙ t т , (2.3)
где n г (к) и n г (т) – количество капитальных и текущих ремонтов в год;
t к и t т – соответственно длительность простоя в капитальном и текущем ремонтах.
С учетом вышесказанного и исходных данных проведем обоснование производственной мощности.
Трем =48*6+600*1 = 888ч
Тэф = 8760-888-0 = 7872 ч.
На основании нескольких вариантов расчета для отдела фасовки и упаковки выбирается:
одна производственные линии с производительностью аппарата 1,6 т/ч:
n = 1
Мг =1*1,6*7872 = 12595,2 т/г
Резерв мощности составит:
R = (Мг - Qг) / Qг *100% = (12595,2- 7800)/7800*100%= 61,50%
Для периодических процессов с непрерывной организацией работ годовую производственную мощность рекомендуется определять по формуле:
М г = n ∙ N з ∙ q з , (2.4)
где N з – количество загрузок технологического процесса за год (округляется до целого, отбрасывая дробную часть):
![]() , (2.5)
, (2.5)
nост – количество остановок технологического процесса в течение года (ремонт, промывка технологической линии и др.);
Тп.ц – длительность производственного цикла;
Тз – интервал между двумя последовательно выполняемыми загрузками;
qз – выход готового продукта с одной загрузки (операции).
Выход готового продукта с одной загрузки в аппаратурных процессах определяется следующим образом:
qз = кз ∙ V ∙ ρ ∙ квых, (2.6)
где кз - коэффициент загрузки аппарата (при расчете мощности принимается максимальное значение, указанное в задании);
V - объем аппарата;
ρ - плотность реакционной массы;
квых - коэффициент выхода готового продукта по материальному балансу (в частности, при изготовлении моющей пасты близок к единице).
Длительность производственного цикла Тп.ц и интервал между двумя последовательно выполняемыми загрузками Тз определяют на основании графика производственного процесса. График, отображающий стадии производственного процесса, строится с учетом времени работы аппаратчика, не перекрываемого машинным временем и времени работы аппарата. Описание операций и эмпирическая зависимость машинного времени от степени загрузки аппарата приведены в приложении к курсовой работе.
На основании многочисленных расчетов , наиболее приемлемыми для производства данного годового объема выбираются:
Для отдела производства пасты
Одна производственные линия с объемом реакторов 10 м3 и один гомогенизатор производительностью 3,0 т/ч, тогда:
Кз – 0,8;
ρ = 1,25;
Квых = 1
V =10,
ТМ1(Р1) = (V*10+200)/60 = (10*10+200)/60 = 5ч.
ТМГ = qз/nгм* qгм = 10/1*3 = 3,33 ч
qз = 0,8*10*1,25*1 = 10т
Тз = 0,33+5+2+0,17=7,5 ч
Тп.ц =20/60+ ТМ1Р1+ ТГМ +1= 0,33+5+2+1=8,33ч
Nз = (7872-7*8,33) / 7,5+7 = 1048
МГ = 1*1048*10 = 10480 т/г
Резерв мощности составляет:
R = (Мг - Qг) / Qг *100% = (10480-7800)/7800*100% = 34,36%
2.2 Обоснование условий выполнения задания по объему производства
Цель: обоснование значений технологического процесса, который обеспечит наилучшие технико-экономические показатели.
В данном разделе работы необходимо установить режим сменности работы оборудования, коэффициенты его загрузки по объему или производительности (в границах, установленных в задании) и, при необходимости, запланировать длительность и периодичность временной остановки производства, а также установить сменное задание.
Выбор режима работы оборудования производится на основе экономических критериев (прибыльности и окупаемости) и действующих ограничений.
Необходимо учитывать, что фонд номинального времени работы оборудования изменяется в зависимости от установленного режима сменности работы оборудования. Поэтому в расчет Тэф должна быть внесена соответствующая поправка. Производственные процессы с прерывной организацией работ обычно осуществляются по 5-дневной рабочей неделе с учетом количества рабочих смен.
Тном (5-дн) = (365 – 52 ∙ 2) ∙ Ксм ∙ Тсм , час (2.7)
где 365 – длительность календарного времени года, дн;
52 ∙ 2 – количество выходных дней (субботы и воскресения) в течение года;
Ксм – коэффициент сменности (может принимать целые значения: 1,2,3);
Тсм – длительность одной смены.
и тогда Т эф п= Т ном – Т рем – Т тех , (2.8)
где Т эф п - годовой фонд эффективного времени по проекту (с учетом установленного коэффициента сменности).
Для увеличения годового фонда эффективного времени при 5-дневной рабочей неделе целесообразно проводить текущие ремонты в дни, являющиеся выходными для основных технологических рабочих. Поэтому в расчет Трем должна быть внесена поправка:
Т рем п = n г (к) ∙ t к + n г (т) ∙ t т п , (2.9)
где Т рем п - длительность остановок на ремонт по проекту;
n г (к) и n г (т) – количество капитальных и текущих ремонтов в год;
t к и t т п – соответственно длительность простоя в капитальном и текущем ремонтах.
При расчете t т п следует из t т вычесть время простоя в ремонте, приходящееся на выходные дни основных технологических рабочих.
и тогда
Т эф п= Т ном – Т рем п – Т тех , (2.10)
Выполним обоснование условий выполнения задания по объему производства для участка фасовки и упаковки:
Qг = 7800 т/год
Тном.5 дн. = (365-52*2)*3*8 = 6264ч.
Тэф = 6264 – 6 * 0 – 600 + 192 = 5850
Тэф.п. = Тэф*К = 5850*0,898 = 5253,3 т/год
Q = 7800/ 1*5253,3 = 1,48
Выполним обоснование условий выполнения задания по объему производства для участка производства пасты:
Тном.5 дн. = (365-52*2)*3*8 = 6264ч.
Тэф.п. = Т Q – Т рем п – Т тех = 6264 – 888 -0 = 5376 ч.
Qг = 7800т/год
Изменяя коэффициент сменности. необходимо подобрать Т эф п так, чтобы обеспечить выполнение годового задания Qг. В соответствии с выражением (2.4), после их преобразования используется ограничение :
n N з п q з ≥ Qг (2.12)
где N з п - количество загрузок техпроцесса по проекту.
Преобразовывать неравенство (2.12) в равенство следует, подбирая значение кз с учетом ограничения, установленного заданием (60-85%%). При этом следует учитывать, что длительность операций зависит от планируемой степени загрузки аппарата, т.к. при неполной загрузке сокращается время транспортных операций.
Qг = 1/ n * Nз * q = 7800
Nз = 7800/(1*10) = 780
![]() = (5376 – 7*(7,67+0,04))/(6,84+0,04)
= 780
= (5376 – 7*(7,67+0,04))/(6,84+0,04)
= 780
х = 0,04 – дополнительные перерывы в работе оборудования составили около 40 мин.
Для выполнения равенства необходимо снизить количество загрузок технологического процесса до 870:
1*780*7,67 = 5982,6т/г = Qг
Сменные задания по стадиям производственного процесса Qсм устанавливают по формуле:
![]() (2.15)
(2.15)
Если расчетные значения коэффициентов сменности работы оборудования по стадиям производственного процесса различны, в проекте необходимо отразить возможные последствия несовпадения графиков работ и рекомендовать организационно-технические мероприятия, позволяющие обеспечить нормальную работу производства.
Так как на участках фасовки – упаковки и производства пасты графики работы одинаковые, то и сменные задания у них одинаковые:
Qсм фас-уп. =7800*8/5850=10,67 т/см
Qсм произв =7800*8/5376 = 11,6 т/см
Поскольку различны сменные задания на участке фасовки и участке приготовления, то необходимо предусмотреть бункер для хранения полуфабрикатов.
З1 =( Qmax – Qсм min) * Зсм *2мес
З2 =Qсм фасовки *Зсм *2дн
З2 = 10,67т
V = 64,02 т/д = 64,02/1,25 м3 =51,216 м3 - ( минимальный обьем бункера ( т.е. не меньше бункер должен быть).
Для обоснования эффективности фактического производства необходим расчет номинального производства, которое будет работать при пятидневной рабочей неделе, с коэффициентом сменности равным 2.
Расчет объема производства при номинальных условиях
Именно обьем производства при номинальных условиях на участке приготовления будет определять обьем производства по всему предприятию при номинальных условиях по всему предприятию поскольку данный участок(приготовления) является “узким местом”.
Q ном = n * Nз * q з
Тном = (365-52*2)*2*8 = 4176
Тэф. = Тном - Т рем = 4176 – 888 = 3288 ч
Nз = ((3288-(7*7,67))/6,94)+7 = 473
Q ном = 1* 473 * 10 = 4737 т/год
С учетом узкого места номинальный объем производства будет равен 4737т/год
Так как на участке производства пасты и на участке фасовки – упаковки 5-дневный график работы и 2-сменный режим, то у них одинаковое сменное задание, равное:
Qсм = (4730* 8)/ 3282 = 11, 53 т/см
Раздел 3. Обоснование использования трудовых ресурсов
3.1 Обоснование численности производственного персонала
Цель: Расчет численности производственного персонала для определения затрат на оплату труда.
Обоснование численности производственного персонала осуществляется на основе действующих норм обслуживания оборудования, штучного времени и укрупненных трудовых нормативов. Численность основных технологических рабочих рассчитывается раздельно для производственного участка изготовления моющей пасты и участка фасовки и упаковки с учетом сменного задания по объему производства и коэффициента сменности.
Явочная численность отдельно по каждой профессии основных технологических рабочих, работающих по нормированному заданию, рассчитывается по формуле:
Nяв. i = n ∙ Ноб (3.1)
где Nяв. i - явочная численность i-той категории работников,
Ноб - норма обслуживания.
1. явочная численность работников на участке производства пасты, (аппаратчик IV разряда):
Nяв. апп. = 2*1 = 2чел
Т.к., в соответствии с заданием, норма обслуживания (аппаратчик ІV разряда) на одну линию изготовления пасты – 2 чел./ед., то на участке изготовления пасты одна производственная линия.
2. Явочная численность работников на участке фасовки и упаковки:
а) явочная численность машинистов IV разряда
Nяв. маш. = 1*1 = 1 чел
Т.к., в соответствии с заданием, норма обслуживания (машинист ІV разряда) на одну линию изготовления пасты – 1 чел./ед., то на участке изготовления пасты одна производственная линия.
б) явочная численность основных технологических рабочих по операциям, для которых установлены нормы штучного времени, т.е. укладчиков – упаковщиков III разряда:
Nяв. ук. - уп. = (0,32/24*0.,002)+(0,6/24*0.,002)+(0,56/24*0,002)+
(0,42/24*0,002) = 3,965 – общая нагрузка на каждого работника не более 70 %.
Поскольку коэффициент загруженности кождого работника должен быть не более 70% , то численность удовлетворяющая этому условию составит:
Nяв. ук. – уп = 3,965/0,7 = 5,66 = 6 чел.
Такт поточной линии определяется исходя из сменного задания с учетом оперативного времени в течение смены:
![]() (3.3)
(3.3)
где m - масса банки, m - 0,5 кг, т.е. 0,0005 т.
Топ = 430 мин/см - оперативное время;
Qсм = 10,67 т/см – сменное задание.
Отсюда, такт поточной линии равен (с учетом двух производственных линий):
r = 0,0005*430/10,67 = 0,02 мин/шт
При обосновании явочной численности бригады с использованием выражения (3.2) необходимо учитывать коэффициент загруженности рабочих мест. В связи с этим:
- рассчитывается минимальная потребность в рабочих точно (без округлений),
Nяв. ук. - уп. = ((0,32/0,02 *24)+(0,6/0,02 *24)+(0,56/0,02 *24)+(0,42/0,02
*24)) = 3,965 чел.
Т.е. с учетом 1-й производственной линии минимальная потребность рабочих составляет 6 чел.
- рассчитывается численность бригады с учетом загруженности каждого рабочего, не превышающая 70%:
Nяв. ук. - уп.= 3,965 /0,7 = 5,66 = 6чел.
Списочную численность по отдельным категориям основных технологических рабочих определяют округлением в сторону большего значения результата вычислений по формуле:
Nосн.сп i= Nяв. i ∙ Ксм.р ∙ Ксп, (3.4)
где Ксп = 1,13 – 1,14 - коэффициент приведения к списочной численности.
1. Определим списочную численность аппаратчиков IV разряда, если Ксм = 3
Nосн.сп.апп..= 2*3*1,14 = 7чел.
2. Списочная численность машинистов IV разряда:
Nосн.сп.маш..= 1*3*1,14 = 4чел.
б) списочная численность укладчиков – упаковщиков III разряда:
Nосн.сп.ук-уп..= 6*3*1,14 = 21 чел.
Расстановка основных рабочих по участку фасовки – упаковки приведена в приложении Б.
Всего списочная численность основных рабочих составит:
Nосн.сп. = Nосн.сп.апп + Nосн.сп.маш + Nосн.сп.ук-уп..= 7+4+21 = 32 чел.
С учетом задания численность вспомогательных рабочих и управленческого персонала принимается в следующем соотношении:
вспомогательные рабочие – 30% от Nосн.сп;
управленческий персонал – 10% от Nосн.сп.
Определим численность вспомогательных рабочих и управленческого персонала:
Nсп. всп. = 0,3*32= 9чел.
Nсп. упр. = 0,1*32 = 3чел.
Результаты расчета численности персонала сводятся в табл. 3.1.
Таблица 3.1. Численность производственного персонала
| Категория работников | Явочная численность сменной бригады, чел | Коэффициент сменности | Квалификация (разряд) | Явочная численность в сутки, чел | Списочная численность, чел |
| 1. Основные рабочие, всего | 9 | 27 | 32 | ||
| а) изготовление пасты | 2 | 3 | 6 | 7 | |
| в т.ч. аппаратчики | 2 | 3 | IV | 6 | 7 |
| б) фасовка и упаковка, всего | 7 | 21 | 25 | ||
| в т.ч. машинисты | 1 | 3 | IV | 3 | 4 |
| укладчики-упаковщики | 6 | 3 | III | 18 | 21 |
| 2. Вспомогательные рабочие, всего | 9 | ||||
| 3. Управленческий персонал и др. | 36 | ||||
| Итого | 44 |
Обоснование численности производственного персонала при номинальном объеме производства.
1. Обоснование численности производственного персонала для производственного участка изготовления пасты. Определим явочную численность работников на участке производства пасты (аппаратчик IV разряда):
Nяв. апп. = 1*2 = 2 чел
Определим списочную численность аппаратчиков IV разряда, если Ксм = 2
Nосн.сп.апп..= 2*2*1,14 = 4,56 = 5 чел
2. Обоснование численности производственного персонала для производственного участка фасовки – упаковки пасты.
Определим явочную численность работников на участке фасовки и упаковки:
а) явочная численность машинистов IV разряда
Nяв. маш. = 2*1 = 2 чел
б) явочная численность укладчиков – упаковщиков III разряда:
r = 0,0005*430/11,53= 0,019
N яв. i = (0,32/0,019*24)+(0,6/0,019*24)+(0,56/0,019*24)+
(0,42/0,019*24)=4,165 чел.
4,165/0,7 = 5,95 =6 чел.
Кзагр. = 0,6
Определим списочную численность работников на участке фасовки - упаковки, если Ксм = 2:
а) списочная численность машинистов IV разряда:
Nосн.сп.маш..= 1*2*1,14 = 2,28 = 3 чел.
б) списочная численность укладчиков – упаковщиков III разряда:
Nосн.сп.ук-уп..= 6 *2*1,14 = 13,68= 14 чел.
Расстановка основных рабочих по участку фасовки – упаковки приведена в приложении Б.
Всего списочная численность основных рабочих составит:
Nосн.сп. = Nосн.сп.апп + Nосн.сп.маш + Nосн.сп.ук-уп..= 5 +3+14 =22 чел.
По заданию принимаем следующие соотношения численности вспомогательных рабочих и управляющего персонала к численности основных рабочих:
вспомогательные рабочие – 30% от Nосн.сп;
управленческий персонал – 10% от Nосн.сп.
Определим численность вспомогательных рабочих и управленческого персонала:
Nсп. всп. = 0,3*22 = 6 чел.
Nсп. упр. = 0,1*22 = 2 чел.
Результаты расчета численности персонала сводятся в табл. 3.2.
Таблица 3.2. Численность производственного персонала
| Категория работников | Явочная численность сменной бригады, чел | Коэффициент сменности | Квалификация (разряд) | Явочная численность в сутки, чел | Списочная численность, чел |
| 1. Основные рабочие, всего | 9 | 18 | 22 | ||
| а) изготовление пасты | 2 | 2 | 4 | 5 | |
| в т.ч. аппаратчики | 2 | IV | 4 | 5 | |
| б) фасовка и упаковка, всего | 7 | 2 | 14 | 16 | |
| в т.ч. машинисты | 1 | IV | 2 | 3 | |
| укладчики-упаковщики | 6 | III | 12 | 14 | |
| 2. Вспомогательные рабочие, всего | 6 | ||||
| 3. Управленческий персонал и др. | 2 | ||||
| Итого | 31 |
3.2 Расчет затрат по заработной плате
Тарифная часть фонда заработной платы (ФЗП) определяется для списочной численности отдельных категорий рабочих в соответствии с установленными для них тарифными ставками. Расчет доплат производится в соответствии с действующим законодательством и трудовыми соглашениями.
Затраты по заработной плате при фактическом производстве для основных рабочих рассчитываются:
Тф = Тст * Тэф * Nсп
Двредн = Доплатавредн. * Тэф * Nсп
Д премии = 0,3. * Тф
Дночн = Тст * Тэф * Nсп * 0,4 * 1/3
Дпраздн = Тст * Тсут * Nяв.см. * Nпраздн.
Дитог = Тф + Двредн + Дночн + Дпраздн
Отпуска = Дитог * (кол-во дней в отпуске / (365- кол-во дней в отпуске))
Гф = Дитог + отпуска
Затраты по заработной плате при фактическом производстве для вспомогательных рабочих управленческого персонала рассчитываются:
Дф. вспом. раб. = Дитог. осн. раб / Nсп осн. раб * 0,8 * Nсп вспом. раб.
Дф. упр. перс. = Дитог. осн. раб / Nсп осн. раб * 1,4 * Nсп упр. перс.
Тст. вспом. раб. = Дф. вспом.. раб / (Nсп вспом. раб. *Тэф)
Тст. упр.перс. = Дф. упр. перс. / (Nсп упр. перс.. *Тэф)
Отпуска вспом. раб = Дф вспом. раб * (кол-во дней в отпуске / (365- кол-во дней в отп.))
Отпуска упр.перс. = Дф упр.перс. * (кол-во дней в отпуске /(365- кол-во дней в отп.))
Гф вспом. раб = Дф вспом. раб + отпуска вспом. раб
Гф упр.перс = Дф упр.перс + отпуска упр.перс
Расчет затрат по оплате труда основных рабочих при фактическом производстве:
1. на участке изготовления пасты (аппаратчик IV разряда):
Тф = 1,6*1920*7 = 21504 грн.
Двредн = 0,24*1920*7 = 3225 грн.
Д премии = 0,3. * 24729= 7419грн.
Дночн = 1,6*1920*7 * 0,6* 1/3 = 4258 грн.
Дпраздн = 1,6*24*2*10 = 768 грн..
Дитог = 21504+3225 +7419+4258+768 = 37174 грн.
Отпуск = 37174*(24+5)/(365-(24+5))= 3208 грн.
Гф = 21187+3208= 40382 грн.
2. На участке фасовки – упаковки:
А) машинист IV разряда:
Тф = 1,6*1920*4 = 12288 грн.
Двредн = 0,24*1920*4 = 1843 грн.
Д премии = 0,3. * 10445 = 4239,3грн.
Дночн = 1,6*1920*4*0,6 * 1/3 = 2433 грн.
Дпраздн = 1,6*24*1*10 = 384 грн..
Дитог = 12288+1843+4239,3+2433+384= 21187 грн.
Отпуск = 21187*(24+5)/(365-(24+5)) = 1829 грн.
Гф = 21187+1829 = 23016 грн.
Б) Укладчик – упаковщик III разряда:
Тф = 1,42*1920*21 = 57254 грн.
Двредн = 0,213*1920*21 = 8588 грн.
Д премии = 0,3. * 65842 = 19753 грн.
Дночн = 1,42*1920*21* 0,6 * 1/3 = 11336 грн.
Дпраздн = 1,42*24*6*10 = 2045 грн..
Дитог = 57254 +8588+19753+11336+2045= 98976 грн.
Отпуск =98976 *(24+5)/(365-(24+5)) = 8543 грн.
Рассчитаем затраты по заработной плате для вспомогательных рабочих и управленческого персонала:
Дф. вспом.. раб = 157337/32*0,8*9 = 35401 грн.
Дф. упр. перс. = 157337/32*1,4*3= 20651 грн.
Тст. вспом. раб. = 35401/(9 *1920) = 2,05 грн.
Тст. упр.перс. = 2065/ (3 *1920) = 0,36 грн.
Отпуска вспом. раб = 35401* 24 / (365-24) = 2491,5 грн. .
Отпуска упр.перс. = 20651* 24 / (365-24) = 1453,4 грн.
Гф вспом. раб = 35401+2491,5 = 37892,5 грн.
Гф упр.перс = 20651+1453,4 = 22104,4грн.
Результаты расчета сводятся в табл. 4.1.
Таблица 4.1. Затраты по оплате труда
| Категория работников | Спис. числ. чел. |
Тст. грн./час |
Год. фонд эффект. времени |
Тф грн./год |
Доплаты, грн./год |
Дитог грн./год |
Отпуска |
Гф грн./год |
|||
|
Двредн |
Д премии |
Дночн |
Дпраздн |
||||||||
| 1. Основные рабочие, в т. ч.: | |||||||||||
| Аппаратчик IV р. | 7 | 1,6 | 1920 | 21504 | 3225 | 7419 | 4258 | 768 | 37174 | 3208 | 40382 |
| Машинист IV р. | 4 | 1,6 | 1920 | 12288 | 1843 | 4339,3 | 2433 | 384 | 21178 | 1829 | 23016 |
| Укл.-упак. ІІІ р. | 21 | 1,42 | 1920 | 57254 | 8588,16 | 19753 | 11336 | 2045 | 98976 | 8543 | 107519 |
| Всего | 32 | 91046,4 | 136,56 | 31411,3 | 18027 | 3197 | 157337 | 13580 | 170917 | ||
| 2. Вспомогательные рабочие | 9 | 2,05 | 35401 | 2491 | 37892,5 | ||||||
| 3. Управленческий персонал. | 3 | 0,36 | 20651 | 1453,4 | 22104,4 | ||||||
| Итого производственный персонал | 44 | 91046,4 | 136,56 | 31411,3 | 18027 | 3197 | 213389 | 15724,9 | 230913,9 |
Расчет затрат по заработной плате при номинальном производстве (Ксм = 2) для основных и вспомогательных рабочих, а также для управленческого персонала производится с некоторыми изменениями в формулах:
Дночн = Тст * Тэф * Nсп * 1/2
Дпраздн = Тст * Тсут * Nяв.см. * Nпраздн.,
Тсут = 16 час
Расчет затрат по оплате труда основных рабочих при номинальном производстве:
1. на участке изготовления пасты (аппаратчик IV разряда):
Тф = 1,6*1920*5 = 15360 грн.
Двредн = 0,24*1920*5 = 2304 грн.
Д премии = 0,3. * 17664= 5299,2 грн.
Дночн = 1,6*1920*5*0,4* 1/2 = 3071 грн.
Дпраздн =1,6*16*2*10 = 768 грн..
Дитог = 15360+2304+5299,2 +3071+768= 26803 грн.
Отпуск = 26803 *(24+5)/(365-(24+5)) = 2313,4 грн.
Гф = 26803+2313,4 = 29116,4 грн.
2. На участке фасовки – упаковки
А) машинист IV разряда:
Тф = 1,6*1920*3 = 9216 грн.
Двредн = 0,24*1920*3 = 1382грн.
Д премии = 0,3. * 10598,4 = 3179,52 грн.
Дночн = 1,6*1920*3*0,6*1/2 = 1843 грн.
Дпраздн = 1,6*16*1*10= 384грн..
Дитог = 9216+1382+3179,52 +1843+384 = 16005грн.
Отпуск = 16005*(24+5)/(365-(24+5)) = 1381,4 грн.
Гф = 16005+1381,4 = 17386,4 грн.
Б) Укладчик – упаковщик III разряда:
Тф = 1,42*1920*14 = 38169,6 грн.
Двредн = 0,213*1920*14 = 5725 грн.
Д премии = 0,3. * 43895,04= 13168,512 грн.
Дночн = 1,42*1920*14* 1/2 = 7633,1 грн.
Дпраздн = 1,42*16*6*10 = 2045 грн..
Дитог = 38169,6 +5725+13168,512 +7633,1 +2045 = 66742 грн.
Отпуск = 66742*(24+5)/(365-(24+5)) = 5760,5грн.
Гф = 66742+5760,5= 72502,5грн.
Рассчитаем затраты по заработной плате для вспомогательных рабочих и управленческого персонала:
Дф. вспом.. раб = 109550/6*0,8*12 = 24649 грн.
Дф. упр. перс. = 109550/2*1,4*4 = 14378,4грн.
Тст. вспом. раб. = 24649/(12*1920)= 1,06 грн.
Тст. упр.перс. = 14378,4/(4*1920) = 0,62 грн.
Отпуска вспом. раб = 24649* 24 / (365-24) = 1735 грн.
Отпуска упр.перс. = 14378,4* 24 / (365-24) = 1012 грн.
Гф вспом. раб = 24649+1735= 26384 грн.
Гф упр.перс = 14378,42+1012= 15390,4грн.
Все расчеты сводятся в таблицу 4.2.
Таблица 4.2. Затраты по оплате труда
| Категория работников | Спис. числ. чел. |
Тст. грн./час |
Год. фонд эффект. времени |
Тф грн./год |
Доплаты, грн./год | Итого | Отпуска |
Гф грн./год |
|||
|
Двредн |
Д премии |
Дночн |
Дпраздн |
||||||||
| 1. Основные рабочие, в т. ч.: | |||||||||||
| Аппаратчик IV р. | 5 | 1,6 | 1920 | 15360 | 2304 | 5299,2 | 3071 | 768 | 26803 | 2313,4 | 29116,4 |
| Машинист IV р. | 3 | 1,6 | 1920 | 9216 | 1382 | 3179,52 | 1843 | 384 | 16005 | 1381,4 | 17386,4 |
| Укл.-упак. ІІІ р. | 14 | 1,42 | 1920 | 38169,6 | 5725,4 | 13168,512 | 7633,1 | 2045 | 66742 | 5760,5 | 72502,5 |
| Всего | 22 | 62745,6 | 9411 | 21647,232 | 12547,1 | 3297 | 109550 | 94553 | 119005,3 | ||
| 2. Вспомогательные рабочие | 12 | 2,41 | 1920 | 24649 | 1735 | 26384 | |||||
| 3. Управленческий персонал. | 4 | 4,21 | 1920 | 14378,4 | 1012 | 15390,4 | |||||
| Итого производственный персонал | 38 | 62745,6 | 9411 | 21647,232 | 12547,1 | 3297 | 148577,4 | 12202,3 | 160779,7 |
Раздел 4. Расчет амортизационных отчислений
Расчету амортизационных отчислений предшествует определение стоимости оборудования, зданий и сооружений. Стоимость оборудования, зданий и сооружений рассчитывают исходя из принятых в разделе 2 параметров оборудования и конфигурации технологических линий с учетом стоимости административно-бытового корпуса. Основанием для расчетов служат исходные данные задания на проектирование. Стоимость зданий и сооружений определяют на основе нормативов потребности в площади производственных помещений и стоимости 1 квадратного метра производственных помещений.
Стоимость зданий и сооружений:
119,4*5+1*120*5+250 = 1447 тыс. грн.
Стоимость основного технологического оборудования с учетом неучтенного технологического оборудования, которое принимается в размере 20% стоимости реакторов:
1*441,7+1*16+1*1100+0,2*441,7 = 1646,04 тыс. грн.
Стоимость вспомогательного оборудования принимается в размере 10% стоимости реакторов плюс 10 тыс. грн.:
0,1*441,7+10 = 54,17 тыс. грн.
а) энергосиловое оборудование (70%):
44,17*0,7= 30,92 тыс. грн.
б) автотранспорт, средства связи и т.п. (30%):
44,17*0,3 = 10,548 тыс. грн.
Результаты стоимостной оценки основных фондов сводятся в табл.5.1.
Структура и сроки использования основных средств
Таблица 5.1.
| Элементы основных фондов | Стоимость, тыс. грн | Срок использования, лет |
| 1. Здания и сооружения | 1447 | 20 |
| 2. Основное технологическое оборудование | 1646,04 | 10 |
| 3. Вспомогательное оборудование | 44,17 | |
| в т.ч. - энергосиловое (70 %) | 30,92 | 10 |
| - автотранспорт, средства связи и т.п. (30 %) | 13,251 | 5 |
| Всего оборудование | 1734,4 | |
| Итого основные фонды | 3181,4 |
Основой для расчета амортизационных отчислений служат данные табл.5.1., перегруппированные в соответствии со сроками использования основных средств.
Расчет амортизационных отчислений рекомендуется проводить прямолинейным способом.
На = 1/Тэксплуатации
Агодовая = На * Стоимость основных средств
Данные расчета сводятся в таблицу 5.2.
Таблица 5.2. Расчет амортизации основных средств
| Группы основных средств | Стоимость основных средств, тыс. грн | Норма амортизации, % | Сумма амортизации за год, тыс. грн |
| I | 1447 | 0,05 | 72,35 |
| II | 1676,96 | 0,1 | 167,697 |
| III | 13,251 | 0,2 | 2,6502 |
| Итого | 3137,211 | 242,6962 |
Амортизация основного технологического и энергетического оборудования учитывается в составе затрат на ремонт, содержание и эксплуатацию оборудования, прочая амортизация – в составе общепроизводственных расходов.
Раздел 5. Расчет затрат на производство продукции
Затраты на производство единицы продукции рассчитываются по статьям калькуляции в соответствии с принятой в отрасли структурой затрат. Прямые затраты на используемые сырье, материалы, энергоресурсы и выплату зарплаты основным рабочим рассчитываются в соответствии с заданными расходными коэффициентами и ценами.
В пунктах 1, 2, 3 (калькуляции) себестоимость каждого вида = Норма расхода * Цена за ед. продукции
При номинальном и фактическом объеме производства пункты 1, 2, 3 одинаковы.
Пункт 4: Заработная плата основных рабочих:
З/плата осн. рабочих. = Гф. осн. раб./ Qг
При номинальных условиях производства11905/4176 = 28,50 грн./т
При фактических условиях производства: 170971/7800 = 21,92 грн./т
Пункт 5: Отчисления на соц. нужды:
Отчисления на соц.нужды = 38% * З/плата осн. рабочих
При номинальных условиях производства: 0,38*28,50 = 19,83 грн./т
При фактических условиях производства: 0,38*21,92 = 8,33 грн./т
Пункт 6: РСЭО.
Расходы на ремонт содержание и эксплуатацию оборудования упрощенно принимаются на уровне 200 % суммы амортизации основного технологического и энергетического оборудования.
РСЭО, в том числе амортизация = [(амортизация основного технологического оборудования + амортизация энергетического оборудования)*200%]/ Qг
При номинальных условиях производства:
(164604+3092)*2/4176 = 80,31 грн./т
При фактических условиях производства:
(164604+3092)*2/7800 = 42,99 грн./т
Пункт 7. Общепроизводственные расходы (накладные расходы) рассчитываются упрощенно следующим способом:
а) непрямые материальные расходы принять в размере 5 % прямых расходов на сырье и материалы:
Итого п.1 *5% = 2773,708*0,05 = 138,685 грн./т
При номинальном и фактическом условии производства одинаковы.
б) непрямые расходы на оплату труда принять в размере 200 % фонда оплаты труда управленческого персонала:
Гф упр.перс * 200%/ Qг
При номинальных условиях производства: 15390,4*2/4176 = 7,37 грн./т
При фактических условиях производства: 22104,4*2/7800 = 5,67грн./т
в) расходы на содержание и эксплуатацию зданий, сооружений и прочих основных средств принять на уровне 150 % суммы амортизации основных средств, неучтенной в прямых затратах:
(амортизация зданий и сооружений + амортизация транспорта, средств связи и т.п.) * 150%/ Qг
При номинальных условиях производства:
(72350+2650,2)*1,5/4176 = 26,93 грн./т
При фактических условиях производства:
(72350+2650,2)*1,5/7800 = 14,73 грн./т
Себестоимость = сумма всех расходов
Упрощенная структура калькуляции затрат не производство единицы продукции приведена в таблице 6.1.
Таблица 6.1 Калькуляция производственной себестоимости продукции
| Статьи затрат | Затраты на единицу продукции, грн./кг (т) | |
| номинальные условия производства | фактические условия производства | |
| 1. Сырье, основные материалы и полуфабрикаты | 2773,708 | 2773,708 |
| 2. Вспомогательные материалы | 621,53 | 621,53 |
| Итого п.п.1-2 | 3395,22 | 3395,22 |
| 3. Энергоресурсы на технологические цели | 124,54 | 124,54 |
| Итого п.3 за | 124,54 | 124,54 |
| 4. Зарплата основных рабочих | 28,50 | 21,92 |
| 5. Отчисления на социальные нужды | 10,83 | 8,33 |
| 6. Расходы на содержание и эксплуатацию оборудования | 80,31 | 42,99 |
| Итого прямых расходов п.п. 1-6 | 3639,4 | 3593 |
| 7. Общепроизводственные расходы | 171,795 | 158,765 |
| Всего производственная себестоимость (п.п. 1-7) | 3811,195 | 3751,765 |
Вывод: при переходе от номинальных условий производства к фактическим условиям производства себестоимость производимой продукции снижается на :
(3811,195 – 3751,765/3751,765) * 100% = 1,58 = 1,6%
Раздел 6. Технико-экономические показатели производства
В данном разделе приводятся необходимые расчеты показателей, характеризующие использование производственных ресурсов по их основным группам.
Показатели использования производственной мощности.
Коэффициент использования производственной мощности:
![]() . (6.1)
. (6.1)
где Qз.г. - задание по объему производства
Мг - годовая производственная мощность.
Для номинальных условий производства: КМг ном. = 4370/10480 = 0,42
Т. е. при данных условиях производства с учетом узкого места мощность загружена на 46%, резерв мощности составляет 54%.
Для фактических условий производства: КМг факт.. = 7800/10480 = 0,74
Т. е. при данных условиях производства с учетом узкого места мощность загружена на 66%, резерв мощности составляет 34%.
Показатели использования трудовых ресурсов.
Полная трудоемкость (по отношению к затратам сменного времени всего производственного персонала цеха):
![]() , (6.2)
, (6.2)
где τт – технологическая трудоемкость (по отношению к затратам сменного времени);
dвсп – долевое участие вспомогательных рабочих в данном производстве;
dупр – долевое участие управленческого и прочего персонала цеха, отнесенное к данному производству.
Ксп = 1,14 - коэффициент приведения к списочной численности.
Технологическая трудоемкость:
τт = (Nяв. произв. * Тсм)/Qсм. произв.
При номинальных условиях: τт. ном. = 9*8/11,53 = 6,24 чел-час/т
При фактических условиях: τт. факт. = 9*8/10,67 = 6,74 чел-час/т
Полная трудоемкость при номинальных условиях производства:
τт . ном = 6,24 *(1+0,3+0,1)*1,14 = 9,95 чел-час/т
Полная трудоемкость при фактических условиях производства:
τт. факт. = 6,74 *(1+0,3+0,1)*1,14 = 10,75 чел-час/т
Производительность труда основных рабочих:
![]() . (6.3)
. (6.3)
Производительность труда основных рабочих при номинальных условиях производства:
Пт. ном. = 4370/22 = 215 т/чел
Производительность труда основных рабочих при фактических условиях производства:
Пт. факт. = 7800/32= 243,75 т/чел
Показатели экономической эффективности.
Прибыль от производства:
П = (Ц – Спр)∙Qз.г, (6.4)
где Ц – оптовая цена единицы продукции;
Спр -производственная Себестоимость:
Прибыль от производства при номинальных условиях производства:
Ппроизв.. = ((2,1*1000)/0,5 – 3811,195)*4370 = 1699077,85 грн.
Прибыль от производства при фактических условиях производства:
Пфакт... = ((2,1*1000)/0,5 – 3751,765)*7800 = 3496233 грн.
Рентабельность затрат на производство:
![]() . (6.5)
. (6.5)
Рентабельность затрат на производство при номинальных условиях производства:
Рном. = (1699077,85 /(3811,195*4370))*100% = 10,20%
Рентабельность затрат на производство при фактических условиях производства:
Рфакт. = (3496233/(3751,765*7800))*100% = 11,94%
Фондоотдача:
![]() , (6.6)
, (6.6)
где ТП – годовой объем товарной продукции;
Фосн – стоимость основных средств.
Фондоотдача при номинальных условиях производства:
fном. = ((2,1*1000/0,5)*4370)/3137211 = 5,85 грн/грн
Фондоотдача при фактических условиях производства:
fфакт. = ((2,1*1000/0,5)*7800)/ 3137211 = 10,44 грн/грн
Срок окупаемости основных средств:
![]() , (6.7)
, (6.7)
где Пг – годовая прибыль.
Аг – годовая амортизация.
Срок окупаемости основных средств, при номинальных условиях производства:
Ток. ном. = 3137211/(1699077,85+242696,2) = 1,61 года
Срок окупаемости основных средств, при фактических условиях производства:
Ток. факт. = 3137211/(3496233+242696,2) = 0,83 года
Заключение
Выполнив расчет по организации производства моющей пасты «Ландыш» в соответствии с исходными данными, при фактических и номинальных условиях производства, а также сравнив полученные результаты показателей, можно сделать вывод о том, что более приемлемыми и эффективными являются фактические условия производства.
В соответствии с исходными данными задания по основным параметрам было подобранно оборудование: для непрерывных технологических процессов использовались 1фасовочный агрегат с часовой производительностью 1,6 т/час; для периодических процессов с непрерывной организацией работ – 2 реактора объемом 10 м3 и гомогенизатор с производительностью 3 т/час.
Выбранное оборудование обеспечивает прирост объема производства в будущем за счет заложенного резерва мощности и минимальные затраты по сравнению с другими вариантами.
Были обоснованы условия выполнения задания по объему производства путем установления режима сменности работы оборудования, коэффициентов его загрузки по объему или производительности, сменного задания.
Обоснование численности производственного персонала осуществлялось на основе действующих норм обслуживания оборудования, штучного времени и трудовых нормативов. Списочная численность производственного персонала для фактического производства составила 44 человек, а для номинального производства – 32 человек.
Затем были рассчитаны затраты по заработной плате как для фактического, так и для номинального производств.
После расчета затрат на производство продукции были определены основные технико-экономические показатели. Таким образом, для фактического производства прибыль составляет П=3496233 грн., рентабельность Р=11,94%, фондоотдача 10,44грн/грн, срок окупаемости основных средств 0,83 года. А для номинального производства прибыль составляет П=1699077,85 грн., рентабельность Р= 10,20%, фондоотдача 5,85 грн/грн., а срок окупаемости основных средств 1,61 лет.
Таким образом, фактическое производство является наиболее эффективным, т.к. его прибыль и рентабельность выше, чем у номинального производства, а основные средства окупятся за меньший срок.
Список использованной литературы
1. Богданов Г.М. Проектирование изделий: Организация и методика постановки задачи. – М.: Издательство стандартов, 1995.
2. Иванленко В., Лосева Н., Климова И. Анализ показателей рентабельности// Бизнес-Информ - 1998. - № 10 с.51-53.
3. Ковалев В.В., Волкова О.Н. Анализ хозяйственной деятельности предприятия: учебн. – М.: ПБОЮЛ М.А. Захаров, 2001, - 424 с.
4. Крейкина М.Н. Финансовое состояние предприятия. Методы оценки. - М., ИКЦ "ДНС", 1997
5. Сачко Н.С. Теоретические основы организации производства. – Минск.: Дизайн ПРО, 1997.
6. Стивенсон В.Д. Управление производством. – М.: Бином, 1999.
7. Шах А.Д., Погостин С.З. Организация, планирование и управление предприятием химической промышленности. – М.: Высшая школа, 1981.
8. Методические указания к выполнению графического задания по инженерной графике «Схема химико-технологического производства»./Метод. указания. – Северодонецк, 1999.
9. Економіка підприємства: Підручник/ За заг. ред. С.Ф. Покропивного. - Вид. 2-ге, перероб. та доп. - К.: КНЕУ, 2001.
Приложения
Приложение А
Рис. 1
где ТН - неперекрываемое машинным временем время работы аппаратчика;
ТМ1 (Р1) - машинное время реактора Р1, необходимое для приготовления моющей пасты;
ТМ2 (Р1), ТМГ, ТМ1 (Р2) - машинное время, необходимое на гомогенизацию пасты;
ТМ2 (Р2) - машинное время реактора Р2, необходимое для отбора проб и корректировки показателей качества;
ТЗ - минимально возможных интервал между загрузками;
ТЦ - длительность производственного цикла на стадии изготовления при условии, что операции по подготовке сырья проводятся параллельно основным операциям.
График основных технологических операций в отделении изготовления моющей пасты.
Приложение Б
Схема рабочих мест фасовки и упаковки.
![]()
![]()
![]()
![]() Условные
Условные
Условные обозначения
1 – бункер-дозатор
2 – ящик для крышек
3 – механизм подачи крышек
4 – стол с поворотной крестовиной механизма фасовки
5 – контрольные весы
6 – пульт включения и выключения механизма агрегата
7 – транспортер фасованной продукции
8 – стол-накопитель
9 – штабель тарных коробов
10 – штабель коробов с готовой продукцией на поддоне
11 – стол для обандероливания коробов
12 – ящик для порожних банок
13 – транспортер порожних банок
14 – накопитель коробов
15 – наклонный желоб или рольганг
16 – стол для изготовления коробов
М – рабочее место машиниста агрегатов
I, II, III, IV – рабочие места укладчиков-упаковщиков.