Отчет по практике: Проектирование и разработка технологических процессов изготовления детали
Федеральное агентство по образованию
Государственное общеобразовательное учреждение
Высшего профессионального образования
Тульский государственный университет
Кафедра Аэрологии, охраны труда и окружающей среды
Отчет по производственной практике
База практики ОАО АК “ТУЛАМАШЗАВОД”
Тула 2008
СОДЕРЖАНИЕ
Введение
1. История завода
2. Назначение, область применения детали
3. Анализ технологического процесса изготовления детали
4. Предложение по улучшению технологического процесса
5. Прохождение технологического процесса изготовления детали по цехам предприятия
Прокатное производство
Механический цех
6. Безопасность технологических процессов
Общие требования безопасности
Монтаж и демонтаж оборудования
7. Технико - экономические показатели изготовления детали
Заключение
Список использованной литературы
ВВЕДЕНИЕ
В период прохождения практики ставится цель - освоение методов реального проектирования и разработки технологических процессов изготовления детали, отдельных узлов, сборочных единиц и формирование технологического мировоззрения при одновременном обеспечении необходимых требований безопасности на всех этапах производства.
За время прохождения практики нами были решены следующие задачи:
а) закрепление и углубление знаний в области производства технологических процессов, оборудования, оснастки, средств контроля и испытаний, вопросов экономики, организации производства, охраны труда и окружающей среды;
б) ознакомление с номенклатурой, конструктивными и технологическими особенностями производства деталей, сборочных единиц и изделий, выпускаемых на предприятии;
в) приобретение практических навыков в разработке технологической документации;
г) изучение технологических процессов контроля деталей и приобретение навыков работы с контрольно-измерительными приборами;
д) приобретение практических навыков использования изученных дисциплин в технологической подготовке производства;
е) накопление материалов по технологической практике для выполнения курсовых проектов и других заданий в процессе дальнейшего обучения;
ж) приобретение опыта общения в трудовом коллективе.
1. ИСТОРИЯ ЗАВОДА
Знаменитые Тульские заводы ведут свою историю не одно десятилетие. С 1880 года на Байцуровском заводе, где сегодня расположена Акционерная компания «Туламашзавод», началось промышленное производство. Завод выпускал различные изделия из чугуна и меди, орудия сельскохозяйственного назначения.
С 1912 предприятие работало в составе оружейного завода, развивая станкостроение, текстильное машиностроение. В 1936 завод назван Машиностроительным. В августе 1984 года завод получил имя Василия Михайловича Рябикова, выдающегося руководителя военной промышленности.
6 ноября 1992 года завод был преобразован в акционерную компанию ОАО АК «ТУЛАМАШЗАВОД».
В наши дни технический прогресс в значительной степени является функцией науки. Значительная роль здесь принадлежит такой науке, как технология машиностроения. Объектом исследования этой науки является процесс изготовления машин, а цель – раскрытие связей и закономерностей, действующих в этом процессе.
Основной задачей технологии машиностроения является решение социальной и экономической проблемы снижения затрат человеческого труда во всех отраслях изготовления изделий.
Технологический процесс изготовления изделия является составной частью производственного процесса, содержащей действия по изменению и последовательному определению состояния предмета производства. Производственный процесс – это совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления изделия.
2. НАЗНАЧЕНИЕ, ОБЛАСТЬ ПРИМЕНЕНИЯ ДЕТАЛИ.
Деталь, данная мне для изучения в процессе прохождения практики - это винт. Он производится во внутризаводском предприятии “Двигатель” (производственный участок №10 цеха №15 ОАО АК “ТУЛАМАШЗАВОД”).
Винт входит в состав дизельного двигателя и выполняет функцию крепежного приспособления со спиральной нарезкой. Предназначен для крепления отдельных составляющих частей двигателя. Объем выпуска детали в год составляет 2000 штук, что соответствует объему мелкосерийного производства.
Описание детали. Деталь представляет собой тело вращения. Длина детали 123–1 мм. Диаметр 20мм. Для крепления винта нарезана резьба М20-8g.
3. АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ.
Законченная часть технологического процесса, выполняемая на одном рабочем месте, называется технологической операцией.
Технологический процесс изготовления детали содержит 7 операций.
0010 – отрезная (пила ножовочная);
0030 – токарная (токарно – винторезный станок 1К62);
0035 – токарная (токарно – винторезный станок 1К62);
0060 – сверлильная (вертикально – сверлильный станок ТСМ-212);
0070 – резьбонакатная (резьбонакатной п/автомат UPW 2.5*100);
0080 – промывка (машина моечная МК-100);
0200 – покрытие;
Законченная часть технологической операции, характеризуемая постоянством применяемого инструмента, и поверхностей, образуемых обработкой и ли соединяемых сборкой (ГОСТ 3.1109-73), называется технологическим переходом.
Операция 0010 состоит из одного перехода:
1- резать штангу на заготовки.
Операция 0030 состоит из четырех переходов:
1 – подрезать торец.
2 – обточить фаску 1.
3 – отрезать деталь в размер 2.
4 – уложить деталь в тару.
Операция 0035 состоит из шести переходов:
1 – подрезать торец 7.
2 – обточить диаметр 1 выдерживая размеры 2 и 3.
3 – обточить диаметр 4 выдерживая размеры 5 и 6.
4 – обточить конус 8 выдержав размер 9.
5 – сдать ОТК размер 5.
6 – уложить деталь в тару.
Операция 0060 состоит из двух переходов:
1 – сверлить отверстие, выдерживая размеры 1 и 2
2 – зенковать фаски, выдерживая размер 3
Операция 0070 состоит из одного перехода:
1 – накатать резьбу в размер 1 выдерживая размеры 2 и 3.
Операция 0080 состоит из одного перехода:
1 - промыть деталь (допускается промывку производить в ванне цеховой в моющем растворе: тринатрий фосфат ГОСТ 201 – 76 - 15…35 г/дм3; сода кальцинированная техническая Б сорт 1 ГОСТ 5100 – 85 - 15…35 г/дм3; стекло натриевое жидкое А ГОСТ 13076 – 61 – 3…5 г/дм3;).
Далее деталь поступает на стол контролера, где проходит проверку на соответствие размеров ГОСТам и системе стандартов, разработанных на ОАО АК “Туламашзавод” (ЛК). Размер 1 - ГОСТ 17763 – 72, размер 2 - ГОСТ 17764 – 72, размер 3 и размер 4 - ЛК 8153-8182, размер 5 и размер 6 - ОСТ 3-2040-87, размер 7 , 8 , 9 - ЛК 8102-0503-h14, размер 10 ГОСТ 14810-69, размер 11 - ЛК 8371-0162.
Далее деталь транспортируется из цеха №15 в цех №12 для нанесения покрытия из цинка15-хром.
Затем снова деталь транспортируется в цех №15 на сборку. Перед сборкой деталь попадает на стол контролера, где идет проверка качества покрытия и ставится клейма ОТК.
Данный технологический процесс для данной детали (винта) составлен наиболее рационально для существующего типа производства.
4. ПРЕДЛОЖЕНИЕ ПО УЛУЧШЕНИЮ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА.
Возможно использование пресса любой модели взамен ножовочной пилы на операции 0010. За счет этого значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали.
5. Прохождение технологического процесса изготовления детали по цехам предприятия.
Данная деталь (винт) производится из заготовки, изготовленной путем проката.
5.1 Прокатное производство Сущность процесса
Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. При прокатке металл пластически деформируется вращающимися валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. Выделяют три основных вида прокатки: продольную, поперечную и поперечно-винтовую.
При продольной прокатке (рис. 1, а) заготовка 2 деформируется между двумя валками 1, вращающимися в разные стороны, и перемещается перпендикулярно к осям валков.
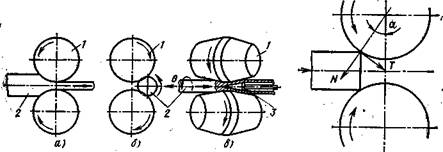
Рис. 1. Основные виды прокатки:
1 г— валки; 2 — заготовка; 3 — оправка
При поперечной прокатке (рис. 1, б) валки 1, вращаясь в одной направлении, придают вращение заготовке 2 и деформируют ее.
При поперечно-винтовой прокатке (рис. 1, в) валки 1расположены под углом и сообщают заготовке 2 при деформировании вращательное и поступательное движения.
В процессе прокатки металл непрерывно втягивается в зазор между валками под действием сил трения между металлом и валками. Для осуществления процесса прокатки необходима определенная величина этих сил трения. Так, при наиболее распространенной продольной прокатке на заготовку со стороны валков действуют нормальные силы N и сила трения Т. Спроектировав эти силы на горизонтальную ось, можно записать условие захвата металла валками (по отношению к одному валку, так как система симметрична):
N sin а <Т соs а.
Угол а называется углом захвата. Выразив силу трения как Т = fN, где f — коэффициент трения, и подставив это выражение в условие захвата, получим
sin а < соs а.или f >tg a.
Таким образом, для осуществления захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
При горячей прокатке стали гладкими валками угол захвата равен 15 — 24°, при холодной — 3 — 8°. При установившемся процессе прокатки коэффициент трения может быть примерно вдвое меньше. В процессе прокатки уменьшается толщина заготовки при одновременном увеличении ее длины и ширины. Деформацию заготовки обычно определяют относительным обжатием, %.
Площадь поперечного сечения заготовки всегда уменьшается. Поэтому для определения деформации (особенно, когда обжатие по сечению различно) используют показатель, называемый вытяжкой. Вытяжка при прокатке обычно составляет 1,1—1,6 за проход, но может быть и больше.
Продукция прокатного производства
Форму поперечного сечения прокатанной полосы называют профилем. Совокупность форм и размеров профилей, получаемых прокаткой, называют сортаментом. В СССР почти весь сортамент проката изготовляется в соответствии с ГОСТом (Государственным общесоюзным стандартом). В ГОСТах на сортамент проката приведены площадь поперечного сечения, размеры, масса 1 м длины профиля и допустимые отклонения от номинальных размеров. Сортамент прокатываемых профилей разделяется на четыре основные группы: сортовой прокат, листовой, трубы и специальные виды проката.
Сортовой прокат делят на профили простой геометрической формы (квадрат, круг, шестигранник, прямоугольник) и фасонные (швеллер, рельс, угловой и тавровый профили и т. д.). Круглую и квадратную сталь прокатывают соответственно с диаметром или стороной квадрата 5—250 мм; шестигранную — с диаметром вписанного круга 6—100 мм; полосовую — шириной 10—200 мм и толщиной 4—60 мм.
Цветные металлы и их сплавы прокатывают преимущественно на простые профили — круглый, квадратный, прямоугольный.
Листовой прокат из стали и цветных металлов используют в различных отраслях промышленности. В связи с этим листовую сталь, например, делят на автотракторную, трансформаторную, кровельную жесть и т. д. Расширяется производство листовой стали с оловянным, цинковым, алюминиевым и пластмассовым покрытиями. Кроме того, листовую сталь разделяют на толстолистовую (толщиной 4—160 мм) и тонколистовую (толщиной менее 4 мм). Листы толщиной менее 0,2 мм называют фольгой.
Трубы разделяют на бесшовные и сварные. Бесшовные трубы прокатывают диаметром 30—650 мм с толщиной стенки 2—160 мм из углеродистых и легированных сталей, а сварные — диаметром 5—2500 мм с толщиной стенки 0,5—16 мм из углеродистых и низколегированных сталей.
К специальным видам проката относят колеса, кольца, шары, периодические профили с периодически изменяющейся формой и площадью поперечного сечения вдоль оси заготовки
Инструмент и оборудование для прокатки
|
|
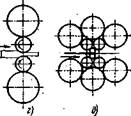
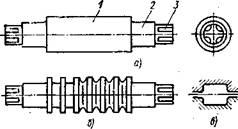
Рис. 2. Инструмент для прокатки:
а— гладкий валок; б — ручьевой валок; в — калибр; г - расположение валков в четырех валковой клети, д – то же, в 12-валковой клети.
Инструментом для прокатки являются валки, которые в зависимости от прокатываемого профиля могут быть гладкими (рис. 2, а), применяемыми для прокатки листов, лент и т. п., ступенчатыми, например для прокатки полосовой стали, и ручьевыми (рис. 2, б) для получения сортового проката. Ручьем называют вырез на боковой поверхности валка, а совокупность двух ручьев образует калибр (рис. 2, в). Каждая пара ручьевых валков обычно образует несколько калибров.
Валки состоят из рабочей части — бочки 1, шеек 2 и трефы 3. Шейки валков вращаются в подшипниках, которые у одного из валков могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения их осей. Комплект прокатных валков со станиной называют рабочей клетью; последняя вместе со шпинделем для привода валков, шестеренкой клетью для передачи вращения с одного на два вала, редуктором, муфтами и электродвигателем образуют рабочую линию стана.
Рабочие клети по числу и расположению валков могут быть двухвалковые; четырехвалковые (рис. 2, г), у которых два валка рабочих и два опорных; многовалковые (рис. 2, д), у которых также два валка рабочих, а остальные — опорные. Использование опорных валков позволяет применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижается усилие деформирования.
Прокатные станы могут быть одноклетьевыми (с одной рабочей клетью) и многоклетьевыми.
Наиболее совершенные многоклетьевые станы — непрерывные, у которых рабочие клети располагают последовательно одну за другой. Прокатываемая полоса через каждую клеть проходит только один раз, т. е. число рабочих клетей этих станов равно требуемому числу проходов полосы. Расстояние между клетями обычно меньше длины прокатываемой полосы, следовательно, она прокатывается одновременно в нескольких клетях. На непрерывных станах достигается высокая производительность при полном исключении ручного труда. Максимальная скорость прокатки на современных непрерывных станах составляет 50—60 м/с.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката. К первой группе относят обжимные станы для прокатки слитков в полупродукт крупного сечения (блюминги, дающие заготовку для сортового проката, и слябинги, дающие заготовку для листового проката) и заготовочные для получения полупродукта более мелкого сечения.
К станам для производства готового проката относят сортовые, листовые, трубные и специальные. Размер блюмингов, слябингов, заготовочных и сортовых станов характеризуется диаметром бочки валков (например: блюминг 1500; сортовой стан 350); размер листовых станов — длиной бочки (например: стан 3600), а размер трубопрокатных станов — наружным диаметром прокатываемых труб.
Технология производства основных видов проката
Исходной заготовкой при прокатке служат слитки: стальные массой до 60 т, из цветных металлов и их сплавов обычно массой до 10 т. При производстве сортовых профилей стальной слиток массой до 15 т в горячем состоянии прокатывают на блюминге, получая заготовки квадратного (или близкого к нему) сечения (от 140X140 до 450x450 мм), называемые блюмами. Затем блюмы поступают на заготовочные станы для прокатки заготовок требуемых размеров или сразу на крупносортные станы для прокатки крупных профилей сортовой стали. На заготовочных и сортовых станах заготовка последовательно проходит через ряд калибров.
Разработку системы последовательных калибров, необходимых для получения того или иного профиля, называют калибровкой. Калибровка является сложным и ответственным процессом. Неправильная калибровка может привести не только к снижению производительности, но и к браку изделий. Чем больше разность в размерах поперечных сечений исходной заготовки и конечного изделия и чем сложнее профиль последнего, тем больше число калибров требуется для его получения. Число калибров может быть различным; например, при прокатке проволоки диаметром 6,5 мм их число достигает 21. После прокатки полосы режут на мерные длины, охлаждают, правят в холодном состоянии, термически обрабатывают, удаляют поверхностные дефекты.
При производстве листового проката стальной слиток массой до 50 т в горячем состоянии прокатывают на слябинге или блюминге, получая заготовку прямоугольного сечения (наибольшей толщиной — 350 и шириной — 2300 мм), называемую слябом.
В настоящее время вместо прокатанных заготовок широко применяют заготовки в виде слябов, полученные непрерывной разливкой. Слябы прокатывают большей частью на непрерывных станах горячей прокатки, состоящих из двух групп рабочих клетей — черновой и чистовой, расположенных друг за другом. Перед каждой группой клетей сбивают окалину в окалиноломателях. После прокатки полосу толщиной 1,2—16 мм сматывают в рулон. К отделочным операциям производства горячекатаного листа относятся резка, травление, термическая обработка и др.
Исходным материалом для холодной прокатки листа толщиной менее 1,5 мм обычно служат горячекатаные рулоны. На современных станах холодной прокатки производят листовую сталь с минимальной толщиной 0,15 мм и ленты с минимальной толщиной 0,0015 мм. Современным способом холодной прокатки является рулонный. Предварительно горячекатаный лист очищают травлением в кислотах с последующей промывкой. Прокатывают на одноклетьевых и многоклетьевых непрерывных четырех валковых станах, а также на многовалковых станах. После холодной прокатки материал проходит отделочные операции: отжиг в защитных газах, нанесение в случае необходимости покрытий, разрезку на мерные листы и др.
При прокатке бесшовных труб первой операцией является прошивка — образование отверстия в слитке или круглой заготовке. Эту операцию выполняют в горячем состоянии на прошивных станах. Наибольшее применение получили прошивные станы с двумя бочкообразными валками, оси которых расположены под небольшим углом (5—15°) друг к другу. Оба валка вращаются в одном и том же направлении, т. е. в данном случае используется принцип поперечно-винтовой прокатки. Благодаря такому расположению валков заготовка получает одновременно вращательное и поступательное движения. При этом в металле возникают радиальные растягивающие напряжения, которые вызывают течение металла от центра в радиальном направлении, образуя внутреннюю полость, и облегчают прошивку отверстия оправкой , устанавливаемой на пути движения заготовки.
Последующую прокатку прошитой заготовки в трубу требуемых диаметра и толщины стенки производят на раскатных станах. Например, при наиболее распространенном методе трубу прокатывают на короткой оправке в так называемом автоматическом двухвалковом стане. Валки образуют последовательно расположенные круглые калибры, зазор между закрепленной на длинном стержне оправкой и ручьями валков определяет толщину стенки трубы. Для устранения неравномерности толщины стенки по сечению и рисок после раскатки производят обкатку труб в обкатных станах, рабочая клеть которых по конструкции аналогична клети прошивного стана. Затем для получения заданного диаметра трубы прокатывают в калибровочном многоклетьевом стане продольной прокатки без оправки; а при необходимости получения труб диаметром менее 80 мм — еще и в редукционных непрерывных станах с рабочими клетями аналогичной конструкции.
Сварные трубы изготовляют из плоской заготовки — ленты (называемой штрипсом) или из листов, ширина которых соответствует длине (или половине длины) окружности трубы. Процесс изготовления сварной трубы включает следующие основные операции: формовка плоской заготовки в трубу, сварка кромок, уменьшение (редуцирование) диаметра полученной трубы. Для сварки чаще применяют следующие способы: печную сварку, сварку сопротивлением и дуговую под слоем флюса. При производстве труб печной сваркой ленту, размотанную с рулона, правят, нагревают в узкой длинной (до 40 м) газовой печи до температуры 1300—1350 °С и формируют в трубу в непрерывном прокатном стане (рис. 3.12). Стан состоит из 6—12 рабочих клетей, в которых валки образуют круглые калибры. При прокатке в калибрах прижимаемые одна к другой кромки, до полнительно нагретые до высокой температуры обдувкой кислородом, свариваются. Выходящую из стана трубу разрезают специальной пилой на куски требуемой длины и далее калибруют на калибровочном стане. Этим способом изготовляют трубы самой низкой стоимости из низкоуглеродистой стали (Ст2кп) диаметром 10—114 мм.
Электросваркой можно получать трубы большого диаметра (до 2500 мм) с тонкой стенкой (до 0,5 мм) из легированных сталей.
При производстве труб сваркой сопротивлением ленты или полосы свертывают в холодном состоянии в трубу в формовочных непрерывных станах. При выходе из формовочного стана трубная заготовка поступает на трубоэлектросварочный стан, где кромки трубы прижимаются друг к другу двумя парами вертикальных валков и одновременно свариваются роликовыми электродами. После сварки трубу калибруют, разрезают на части.
Дуговой сваркой под флюсом изготовляют, трубы с прямыми и спиральными швами. В первом случае подготовленный лист формуют на листогибочных валковых станах или на прессах, затем сваривают, причем швы накладывают снаружи и изнутри трубы. При получении труб со спиральным швом лента, разматываемая с рулона, сворачивается по спирали в трубу, а затем сваривается по кромкам.
Трубы с более тонкой стенкой, высокими качеством поверхности и точностью размеров получают на станах холодной прокатки труб различных типов, а также волочением. В качестве заготовки в этом случае применяют горячекатаные трубы.
Процессы получения специальных видов проката отличаются большим разнообразием. Причем некоторые из них осуществляют на металлургических предприятиях, а другие — на машиностроительных. Особенно большое значение имеет прокатка периодических профилей, которые применяют как фасонную заготовку для последующей штамповки и как заготовку под окончательную механическую обработку. Периодические профили в основном изготовляют поперечной и поперечно-винтовой прокаткой. На станках поперечно-винтовой прокатки получают не только периодические профили, но и заготовки шаров и сферических роликов подшипников качения (рис. 3). Валки 2 и 4 вращаются в одну и ту же сторону. Ручьи валков соответствующей формы сделаны по винтовой линии. Заготовка 1 при прокатке получает вращательное и поступательное движения; от вылета из валков она предохраняется центрирующими упорами 3. Производство других специальных видов проката, осуществляемых чаще на машиностроительных предприятиях.
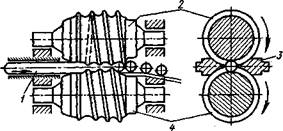
Рис. 3. Схема прокатки шаров в стане поперечно-винтовой прокатки
5.2 Механический цех
Одна из главных задач машиностроения — дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей. Особенно большое внимание уделяется чистовым и отделочным технологическим методам обработки, объем которых в общей трудоемкости обработки деталей постоянно возрастает. Наряду с механической обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергий. Весьма прогрессивны комбинированные методы обработки.
Обработка металлов резанием - это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщить относительные движения. Инструмент и заготовку устанавливают и закрепляют в рабочих органах станков, обеспечивающих эти относительные движения: в шпинделе, на столе, в револьверной головке. Движения рабочих органов станов подразделяют на движения резания, установочные и вспомогательные. Движения, которые обеспечивают срезание с заготовки слоя металла или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания. К ним относят главное движение и движение подачи.
За главное принимают движение, определяющее скорость деформирования и отделения стружки, за движение подачи — движение, обеспечивающее врезание режущей кромки инструмента в материала заготовки. Эти движения могут быть непрерывными или прерывистыми, а по своему характеру вращательными, поступательными, возвратно-поступательными. Скорость главного движения обозначают v, величину подачи —s.
Движение, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя материала, называют установочными. К вспомогательным движениям относят Транспортирование заготовки, закрепление заготовок и инструмента, быстрые перемещения рабочих органов станка и др.
Режущие инструменты в данном производстве работают в условиях больших силовых нагрузок, высоких температур и трения. Поэтому инструментальные материалы должны удовлетворять ряду особых эксплуатационных требований. Материал рабочей части инструмента должен иметь большую твердость и высокие допустимые напряжения на изгиб, растяжение, сжатие, кручение. Твердость материала рабочей части инструмента должна значительно превышать твердость материала заготовки.
Высокие прочностные свойства необходимы, чтобы инструмент обладал сопротивляемостью соответствующим деформациям в процессе резания, а достаточная вязкость материала инструмента позволяла воспринимать ударную динамическую нагрузку, возникающую при обработке заготовок из хрупких материалов и заготовок с прерывистой поверхностью. Инструментальные материалы должны иметь высокую красно стойкость, т. е. сохранять большую твердость при высоких температурах нагрева. Важнейшей характеристикой материала рабочей части инструмента является износостойкость. Чем выше износостойкость, тем медленнее изнашивается инструмент. Это значит, что разброс размеров деталей, последовательно обработанных одним и тем же инструментом, будет минимальным.
В основу классификации металлорежущих станков, принятой в нашей стране, положен технологический метод обработки заготовок. Классификацию по технологическому методу обработки проводят в соответствии с такими признаками, как вид режущего инструмента, характер обрабатываемых поверхностей и схема обработки. Станки делят на токарные, сверлильные, шлифовальные, полировальные и доводочные, зубообрабатывающие, фрезерные, строгальные, разрезные, протяжные, резьбообрабатывающие и т. д.
Классификация по комплексу признаков наиболее полно отражается в общегосударственной Единой системе условных обозначений станков. Она построена по десятичной системе; все металлорежущие станки разделены на десять групп, группа — на десять типов, а тип — на десять типоразмеров. В группу объединены станки по общности технологического метода обработки или близкие по назначению (например, сверлильные и расточные). Типы станков характеризуют такие признаки, как назначение, степень универсальности, число главных рабочих органов, конструктивные особенности. Внутри типа станки различают по техническим характеристикам.
В соответствии с этой классификацией каждому станку присваивают определенный шифр. Первая цифра шифра определяет группу станков, вторая тип, третья (иногда третья и четвертая) показывает условный размер станка. Буква на втором или третьем месте позволяет различать станки одного типоразмера, но с разными техническими характеристиками. Буква в конце шифра указывает на различные модификации станков одной базовой модели. Например, шифром 2Н135 обозначают вертикально-сверлильный станок (группа2, тип 1), модернизированный (Н), с наибольшим условным диаметром сверления 35 мм (35).
Различают станки универсальные, широкого применения, специализированные и специальные. На универсальных станках выполняют самые разнообразные работы, используя заготовки многих наименований. Примерами таких станков могут быть токарно-винторезные, горизонтально-фрезерные консольные и др. Станки широкого назначения предназначены для выполнения определенных работ на заготовках многих наименований (многорезцовые, токарно-отрезные станки). Специализированные станки предназначены для обработки заготовок одного наименования, но разных размеров (например, станки для обработки коленчатых валов). Специальные станки выполняют определенный вид работ на одной определенной заготовке.
6. БЕЗОПАСНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Снижение производственной опасности осуществляется выполнением соответствующих инструкций:
№013- Для работающих на токарных станках, автоматах и полуавтоматах с ЧПУ (2000 год).
№029- Для работающих на металлорежущих станках (2002 год).
6.1 Общие требования безопасности
К обслуживанию механизмов могут быть допущены только те рабочие, которые изучили их устройство и инструкцию по эксплуатации. Перед включением следует удостовериться в исправности механизма и в том, что пуск его никому не угрожает опасностью. Обнаружив во время осмотра какие-либо неисправности в механизме или его предохранительных устройствах, рабочий должен сообщить об этом мастеру и до их устранения к работе не приступать.
Запрещается оставлять работающий механизм без присмотра. Даже при кратковременном отсутствии на рабочем месте следует остановить механизм и сообщить мастеру о своем уходе. Запрещается касаться движущихся частей механизма и облокачиваться на него; брать или передавать через работающий механизм предметы; чистить, смазывать, ремонтировать механизм на ходу. Недопустимо пользоваться перчатками и рукавицами при выполнении работ, если имеется опасность захвата их вращающимися частями. Если во время работы в механизм попал какой-либо предмет, доставать его, не отключив механизм, запрещается. Надо остановить механизм и медленно, вращая его вручную, освободить попавший в него предмет.
Не разрешается допускать на свое рабочее место лиц, не имеющих отношения к выполняемой работе, а также доверять работающий механизм другому рабочему.
6.2 Монтаж и демонтаж оборудования.
Станки, прессы и другое оборудование должны устанавливаться на прочных основаниях или фундаментах, тщательно выверяться и надежно закрепляться. В конструкции оборудования (станка, пресса и т. д.) и отдельных его частей необходимо предусматривать специальные рамы, болты, окна, кронштейны и другие устройства для быстрой, удобной и надежной строповки и безопасного перемещения во время погрузки, демонтажа и ремонта оборудования.
Устройства для строповки должны располагаться с учетом центра тяжести переносимого груза и при подъеме не должны повреждаться натянутыми цепями или тросами. Рым-болты, приливы, кронштейны, стенки, в, которых имеются окна под строповку, должны быть рассчитаны на прочность с учетом массы поднимаемого груза и возникающей во время транспортирования перегрузки.
При монтаже, демонтаже и ремонте оборудования; его узлов и агрегатов высотой более 1,5 м от уровня пола или рабочей площадки устраивают прочные и устойчивые подмости, леса и т. п. для безопасной работы на высоте. Рабочие места ремонтных слесарей должны быть оборудованы шкафами, верстаками, стеллажами.
Перед ремонтом оборудование отключают от электросети, а на пусковых устройствах вывешивают плакат с надписью «Не включать — работают люди».
7. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Технико-экономическое обоснование выбора заготовки для обрабатываемой детали производят по нескольким направлениям металлоемкости, трудоемкости и себестоимости, учитывая при этом конкретные производственные условия. Технико-экономическое обоснование ведется по двум или нескольким выбранным вариантам. При экономической оценке определяют металлоемкость, себестоимость или трудоемкость каждого варианта изготовления заготовки, а затем их сопоставляют.
Технико-экономический расчет изготовления заготовки производят в следующем порядке:
1. Устанавливают метод получения заготовки согласно типу производства, конструкции детали, материалу и другим техническими требованиям на изготовление детали.
2. Назначают припуски на обрабатываемые поверхности детали согласно выбранному методу получения заготовки по нормативным таблицам или производят расчет аналитическим методом;
3. Определяют расчетные размеры на каждую поверхность заготовки;
4. Назначают предельные отклонения на размеры заготовки по нормативным таблицам в зависимости от метода получения;
Технико — экономические показатели изготовления детали.
Материал:
· Размер: М20
· Марка стали: Ст25
· Вес заготовки одной штуки = 0,313 кг
· Цена за 1 кг = 23-00 (руб.)
· Стоимость за единицу = 7-20 (руб.)
1.3аработная плата рабочего за единицу продукции составляет 5-72 (руб.).
2. Дополнительная заработная плата рабочего на единицу продукции составляет 1-43 (руб.).
3. Отчисление на социальное страхование составляет 1-99 (руб.).
4. Спецрасходы составляют 1-14 (руб.).
5. Цеховые расходы составляют 17-16 (руб.)
6. Общезаводские расходы составляют 11-44 (руб.)
7. Итоговая заводская себестоимость детали равна 46-08 (руб.)
ЗАКЛЮЧЕНИЕ
Основной целью проектирования технологического процесса является снижение себестоимости изделия и повышение производительности труда. Решение этой задачи должно производиться в соответствии с заданным типом производства. Проектирование нового технологического процесса должно включать в себя анализ исходных данных (определение служебного назначения изделия, анализ технических условий и технологичности конструкций), определение класса и группы детали, количественная оценка групп изделий, выбор исходной заготовки и метода ее изготовления, выбор технологических баз, составление технологического маршрута обработки, разработка технологических операций.
Технологический процесс для данной детали (винта) составлен наиболее рационально. Форма детали достаточно проста для обработки, для выполнения своих функций, рассматриваемая деталь получена с экономической точки зрения рационально.
Итоговая заводская себестоимость винта не велика.
Припуски определены расчетно-аналитическим методом, что дает получить экономию металла, уменьшить трудоемкость обработки и снизить себестоимость выпускаемой продукции.
Выбраны оптимальные режимы резания, что обеспечивает наибольшую производительность труда при наименьшей себестоимости операции при требуемом качестве обработки.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Курсовое проектирование по предмету “Технология машиностроения”, Добрыднев И.С., М.: Машиностроение 1985.
2. Технология конструкционных материалов, Дальский А.М., М.: Машиностроение 1985.
3. Охрана труда в машиностроении, Мазов В.А. М.: Машиностроение 1983.