Курсовая работа: Разработка операционного технологического процесса изготовления детали типа вал
Министерство образования и науки Украины
Донецкий национальный технический университет
Механический факультет
Кафедра "Технология машиностроения"
Курсовой проект
по дисциплине "Технологическая подготовка производства"
на тему: "Разработка операционного технологического процесса изготовления детали типа вал" ПК 09.04.27.71.00.000 ПЗ
Выполнил
ст.группы МС-05н
Князев Я.И.
Проверил
Горобец И.А.
Нормоконтроль
Сулейманов С.Л.
Донецк 2009
Реферат
Курсовой проект: с.38 , табл., рис., источников, приложения.
Объект исследования – зубчатое колесо трехступенчатого коническо-цилиндрического редуктора.
Цель курсового проекта - составление технологического процесса для обработки детали зубчатое колесо с детальной разработкой документации технологии её изготовления с помощью САПР "ВЕРТИКАЛЬ" и "КОМПАС 3D".
В курсовом проекте проведен анализ базового техпроцесса, определен тип производства, выбран тип заготовки, разработан маршрутно-операционный и операционный техпроцессы. Рассчитаны режимы резания для обработки двух поверхностей. Разработаны карты наладок, произведено нормирование технологического процесса и экономическое сравнение вариантов техпроцесса.
ЗАГОТОВКА, СТАНОК, ЗУБЧАТОЕ КОЛЕСО, ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, КАРТЫ НАЛАДОК, РЕЖИМЫ РЕЗАНИЯ, ПРИСПОСОБЛЕНИЕ, ЗАГОТОВКА, ДЕТАЛЬ, ПРИПУСКИ
Содержание
Введение
1. Анализ технологичности конструкции детали
2. Определение типа производства
3. Выбор метода получения заготовки
4. Выбор маршрута обработки детали
5. Определение операционных припусков на механическую обработку детали
6. Выбор режущего и измерительного инструмента
7. Выбор металлорежущего оборудования
8. Расчет режимов резания
9. Анализ размерной цепи
10. Нормирование технологического процесса
11. Экономическое сравнение технологического процесса
Заключение
Список литературы
Введение
Уровень развития машиностроения – один из самых значительных факторов технического прогресса, так как коренные преобразования в любой сфере производства возможны лишь в результате создания более совершенных машин и разработки принципиально новых технологий. Развитие и совершенствование технологии производства сегодня тесно связаны с автоматизацией, созданием робототехнических комплексов, широким использованием вычислительной техники, применением оборудования с числовым программным управлением. Все это составляет базу, на которой создаются автоматизированные производства, становятся возможным оптимизация технологических процессов, созданием гибких автоматизированных комплексов.
В условиях современного производство возникает задача снизить сроки и затраты на изготовление продукции. Причем снижение продолжительности и затрат производства должно осуществляться не только на этапе изготовления, но и в значительной мере на этапе проектирования и разработки технической документации. Это можно осуществить с использованием современных САПР. В данном курсовом проекте подготовка технической документации осуществлялась с помощью пакетов программ компании АСКОН – САПР "ВЕРТИКАЛЬ" и "КОМПАС 3D". Использование данного инструмента позволяет современному инженеру сократить этап подготовки производства в несколько раз.
1. Анализ технологичности конструкции детали
Исследуемая деталь - цилиндрическое прямозубое зубчатое колесо. Материалом детали является конструкционная углеродистая сталь 45 ГОСТ 1050-88. Данная сталь применима для вал-шестерен, коленчатых и распределительных валов, шестерен, шпинделей, бандажей, цилиндров, кулачков и других нормализованных, улучшаемых и подвергаемых поверхностной термообработке деталей, от которых требуется повышенная прочность. Химический состав стали, механические, физические и технологические свойства приведены таблицах ниже.
Таблица 1.1. Химический состав стали 45 (в %)
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.42 - 0.5 | 0.17 - 0.37 | 0.5 - 0.8 | до 0.25 | до 0.04 | до 0.035 | до 0.25 | до 0.25 | до 0.08 |
Таблица 1.2. Механические свойства стали 45 при Т=20°С
|
sв |
sT |
d5 |
y | KCU | Термообработка |
| МПа | МПа | % | % |
кДж / м2 |
- |
| 470 | 245 | 15 | 30 | 340 | Нормализация |
При проектировании детали выдержаны все требования стандартов по ГОСТ 2.403-75.
Требуемая твердость (300…340 НВ) достигается улучшением. Для возможности применения повышенных режимов резания перед механической обработкой применяем термообработку: отпуск.
При серийном производстве целесообразнее применять штамповку в прикладных штампах, что позволяет конфигурация детали.
В качестве конструкторской и технологической баз при обработке зубьев колеса принята цилиндрическая поверхность; в качестве измерительной – ось колеса. Это является нетехнологичным, так как нарушается принцип единства баз.
При изготовлении детали используется в основном стандартная технологическая оснастка. На чертеже детали имеются все виды, сечения и разрезы необходимые для того, чтобы представить конструкцию детали. Заменить деталь сборным узлом или армированной конструкцией представляется нецелесообразным. Все поверхности детали доступны для обработки и измерений. Возможно использование высокопроизводительного оборудования и стандартной технологической оснастки. Условия для врезания и выхода режущего инструмента обеспечены конструкцией детали. Все отверстия детали являются сквозными. Нетехнологичных элементов конструкция детали не имеет, а также не возникает трудностей при выдерживании заданных допусков на размеры и требуемой шероховатости. Величина радиального биения не должна превышать 0,05мм. Принимаются допуски на торцевое биение 0,25мм. Допуск круглости и цилиндричности центрального отверстия составляет 0,01мм. При выдерживании этих требований технологических трудностей не возникает. На центральном отверстии колеса предусмотрены заходные фаски, которые облегчают его монтаж при изготовлении и сборку при применении. Наиболее точной поверхностью детали являются поверхность ø71H7. Обеспечение этой точности требует обработки абразивным инструментом. Точность отверстия соответствует точности зубчатого венца. Данная поверхность является базой, что делает деталь более технологичной. В целом деталь является технологичной.
2. Определение типа производства
Рассчитаем такт выпуска по известным зависимостям
 (2.1)
(2.1)
где Fg- годовой действительный фонд времени работы оборудования;
Ku- коэффициент, учитывающий потери по организационным причинам, Ku=0,75;
Nt-программа выпуска деталей в год = 150 шт.
Fg=Fn (1-P/100), (2.2)
Где Fn- номинальный годовой фонд времени;
Р- величина простоев оборудования по организационно-техническим причинам. Принимаем Р=10%
Fn=(Дпр∙φпр+ Дφ)· с, (2.3)
где Дпр- число предпраздничных дней в году;
φпр- продолжительность смены в предпраздничные дни;
Д- число полных рабочих дней в году;
φ- продолжительность смены в рабочие дни;
с- количество рабочих смен.
При пятидневной рабочей неделе (продолжительностью 40 часов) общее количество рабочих дней в 2009 году составляет:
Np=366-114=252, (2.4)
здесь 114 - количество нерабочих и праздничных дней.
Тогда, учитывая число рабочих смен с =2; продолжительность смены φ =8 часов; продолжительность смены в предпраздничный день φпр=7 час; количество предпраздничных дней Дпр=6; количество полных рабочих дней Д =246, получим:
Fn=(7·6 + 246·8 )·2 = 4020 час
Тогда
Fg= 4020 (1-0,1)= 3618 час
Тогда
![]() мин/шт
мин/шт
Определим коэффициент серийности по формуле:
Kl= , (2.5)
, (2.5)
Где tшт.ср.- средняя величина штучного времени на механическую обработку
Kl=![]()
Тогда, тип производства – среднесерийный.
3. Выбор метода получения заготовки
Метод получения заготовки детали, его целесообразность и экономическая эффективность определяется такими факторами, как форма детали, её материал, габаритные размеры детали, годовая программа выпуска детали. Исходя из конструкции детали, типа производства, заготовка может быть получена одним из методов: литьем, ковкой или штамповкой.
Поскольку материал заготовки – сталь 45 не является пригодной для литья, то метод получения заготовки из литья неприемлем.
Следует отметить что сталь 45 хорошо деформируется. Поэтому исходя из величины годовой программы выпуска деталей, особенности конструкции детали одним из методов получения заготовки выбираем штамповку в подкладных штампах. Штамповка на ГКМ неприемлема т.к. при данном способе изготовления возникает необходимость покупки дорогостоящего оборудования.
Вычислим расчетную массу поковки:
![]() кг,
кг,
где МД – масса детали;
kp – коэффициент для ориентировочной расчетной массы поковки (Табл.20,ГОСТ 7505-89) .
Исходя из конфигураций заготовки определяем:
- Группа стали – М1;
- Класс точности – Т4.
Для определения степени сложности поковки рассчитаем отношение массы поковки к массе простой геометрической фигуры, в которую можно вписать деталь:

![]()
C=3
Согласно графику [1, с.116, рис.5.21] получаем ИИ=13.
На основании исходного индекса определяем допуски и припуски и составляем таблицу
Таблица 3.1 Выбор припусков и допусков на обрабатываемые размеры
| Размер детали, мм | Допуск, мм | Припуск, мм | Размер заготовки,мм |
| Ø 390 h11 |
+6 -6 |
16∙2 | Ø 422 |
| Ø 340 H14 |
+5 -5 |
21∙2 | Ø 298 |
| Ø 120 h14 |
+3 -3 |
11∙2 | Ø 142 |
| Ø 71 H7 |
+2 -2 |
9∙2 | Ø 53 |
| 100 h12 |
+2 -2 |
9 | 109 |
| 105 h11 |
+3 -3 |
10 | 115 |
| 18 h14 |
+2 -2 |
6 | 24 |
Определим массу заготовки по зависимости:
G3= ρ· V· K , (3.2)
где ρ=7810 - плотность металла, кг/м3;
К - коэффициент, учитывающий отходы металла;
V3- объем заготовки, который равен сумме объёмов заготовки
G3=7810۰0,004۰1,1=34,4 кг
Определим коэффициент использования металла по формуле:
![]() , (3.3)
, (3.3)
где Gg- масса детали, отсюда
![]()
Технические требования на заготовку: Штамповочные радиусы 4 мм , штамповочные уклоны для наружных поверхностей 7˚, для внутренних поверхностей 10˚, допустимая величина смещения частей штампов 1,4 мм, допустимая величина остаточного облоя 1,6 мм.
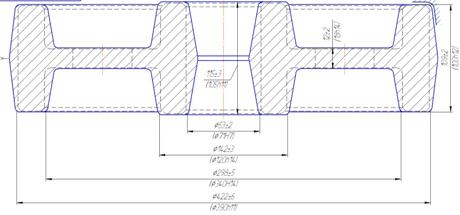
Рисунок 3.1 – Эскиз заготовки поковки колеса
4. Выбор маршрута обработки детали
Учитывая точность и качество поверхностей детали разработаем маршрут их обработки.
Таблица 4.1 Маршрутная карта обработки зубчатого колеса
|
№ поверхности |
Конструктивный размер элементарной поверхности | Качество поверхностного слоя | Технологические переходы | Достигаемый уровень качества | ||
| Квалитет |
поверхностиШероховатость Rа,мкм |
Квалитет |
Шероховатость Rа,мкм |
|||
| 1,2 | 105h11 | 11 | 3,2 | Чистовое точение | 11 | 3,2 |
| Черновое точение | 12 | 6,3 | ||||
| 3 | Æ71Н7 | 7 | 1,6 | Чистовое шлифование | 7 | 1.6 |
| Черновое шлифование | 8 | 3.2 | ||||
| Чистовое точение | 10 | 6,3 | ||||
| Черновое точение | 12 | 12,5 | ||||
| 4 | 20Js9 | 9 | 3,2 | Протягивание | 9 | 3,2 |
| 5 | 390h11 | 11 | 3.5 | Черновое точение | 12 | 6,3 |
| Чистовое точение | 11 | 3.2 | ||||
| 6 | Æ56H14 | 14 | 12.5 | Рассверливание | 14 | 12.5 |
| Сверление | 14 | 12,5 | ||||
| 7,8 | 100h12 | 12 | 6,3 | Черновое точение | 12 | 6,3 |
| 9 | 100 | 9 | 3,2 | Однократное фрезерование | 9 | 3,2 |
Используя результаты разработки МОП, приведем перечень операций технологического процесса в их технологической последовательности. Представим его виде таблицы:
Таблица 4.2 Операционная карта обработки зубчатого колеса
| № Опе-рации | Технологическая операция | Элементарная поверхность |
| 005 | Токарно-винторезная |
Точить поверхности 7, 11, 14, 10, 1 по программе Расточить сквозное отверстие 3 по программе Точить фаски 3,5х45°,3х45° по программе |
| 010 | Токарно-револьверная |
Подрезать торец Æ390h11/Æ340Н14 Подрезать торец Æ120h14/Æ71Н7 предварительно Точить поверхность Æ390h11 начерно. Точить поверхность Æ390h11 начисто. Точить фаски 3х45°, 3,5х45°. |
| 015 | Радиально-сверлильная | Сверлить 6 отверстий Æ20H14 |
| 020 | Радиально-сверлильная | Рассверлить 6 отверстий Æ56H14 |
| 025 | Гориз.-протяжная | Протянуть шпоночный паз B=20Js9 |
| 030 | Зубофрезерная | Фрезеровать 76 зубьев |
| 035 | Внутришлифовальная |
Шлифовать поверхность Æ71Н7 предварительно. Шлифовать поверхность Æ71Н7 окончательно. |
5. Расчет припусков на обработку детали
Припуск – слой материала, который удаляется из поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Промежуточные допущения имеют очень важное значение в процессе разработки технологических операций механической обработки деталей. Правильное назначение допущений на обработку заготовки обеспечивает экономию материальных и трудовых ресурсов, качество продукции, которая выпускается, снижает себестоимость изделий.
Определение элементов припуска и заполнение расчетной таблицы для диаметрального размера O71Н7.
Этапы обработки поверхности
1. Получение заготовки ковкой в подкладных штампах
2. Черновое растачивание H12
3. Чистовое растачивание H10
4. Черновое шлифование H8
5. Чистовое шлифование H7
Таблица 5.1 Величины неровностей для различных видов обработки
|
|
h, мкм | |
| Заготовка |
|
- |
| Чорновое растачивание | 125 | 120 |
| Чистове растачивание | 40 | 40 |
| Чорнове шлифование | 15 | 15 |
Для заготовки суммарная погрешность расчитывается по формуле:
![]() , (5.1)
, (5.1)
де ![]() - погрешность коробления;
- погрешность коробления;
![]() - погрешность зсуву штампів.
- погрешность зсуву штампів.
Согласно [1, табл.17,
стр.186]: ![]() мкм [1, табл.18,стр.187]
мкм [1, табл.18,стр.187] ![]() мкм.
мкм.
![]() мкм|.
мкм|.
Для подальших переходов сумарная похибка определяется по формуле:
![]() , (5.2)
, (5.2)
де ![]() - коефициент уточнения.
- коефициент уточнения.
Для чернового точения: ![]() .
.
Для чистового точения: ![]() .
.
Для чернового шлифования: ![]() .
.
Для чистового шлифования: ![]()
![]() мкм;
мкм;

![]() мкм.
мкм.
Погрешность установки расчитывается по формуле:
![]() , (5.3)
, (5.3)
де ![]() - погрешность базирования;
- погрешность базирования;
![]() - погрешность закрепления.
- погрешность закрепления.
При установці в
трикулачковому самоцентрующому патроні ![]() .
.
Величину припуска для всіх переходів розраховуємо по формулі:
![]() ; (5.4)
; (5.4)

![]()
![]()
![]()
![]()
Данные расчетов заносим в таблицу
Таблица 5.2 Данные расчета припусков
| Этап | Квалитет | Елементи припуска,мкм | Допуск ,мм | Операцион. розмiр,мм | Размеры припуска,мм | ||||||
|
Rz |
h |
∆E |
E | расчетный | Округл. | max | min | ||||
| Заг-ка | - | 1250 | 1868 | 0 | 4,0 | 71 | 71 | - | - | ||
| Чер.раст | H12 | 125 | 120 | 113 | 100 | 0,30 | 70,874 | 70,87 | 10,54 | 5,5 | |
| Чист.рас. | H10 | 40 | 40 | 11 | 100 | 0,12 | 70,61 | 70,6 | 1,21 | 0,81 | |
| Чер.Шл. | H8 | 15 | 15 | 1 | 10 | 0,046 | 69,52 | 69,5 | 0,31 | 0,15 | |
| Чис.Шл. | H7 | - | - | - | 10 | 0,030 | 59,28 | 62 | 0,156 | 0,084 | |
Операционные размеры определяются таким образом:
![]()
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
Розміри припуска розраховуються по наступних формулах:
![]() ; (5.5)
; (5.5)
![]() . (5.6)
. (5.6)
Тогда
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
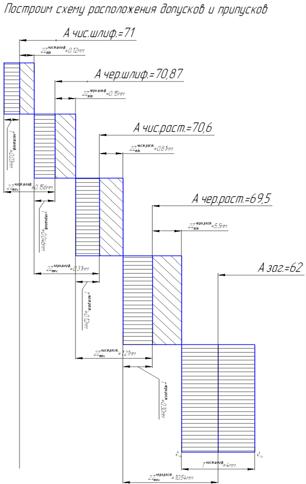
Рисунок 5.1 – Схема расположения припусков и допусков для диаметрального размера Ø71Н7
Для остальных поверхностей заготовки результаты расчетов заносим в таблицу 5.3
Таблиця 5.3 Результати определения операционных размеров
|
Поверхность детали |
Технологичные переходы | Допуск Т, мкм |
Минимальный припуск 2Zmin мм |
Номинальный операционный размер,мм | |
| Расчетный | округленный | ||||
| Ø 390 h11 | Черновое точение | 570 | 23,43 | 390 | 390 |
| Чистовое точение | 360 | 2,07 | 392,57 | 392,5 | |
| 100 h12 | Черновое точение | 350 | 7 | 100 | 100 |
| 105 h11 | Черновое точение | 350 | 5,6 | 105 | 105 |
| Чистовое точение | 220 | 1,15 | 106.45 | 106.4 |
6. Выбор режущего инструмента
Удаление припуска из заготовки осуществляется с помощью режущего инструмента. Результате выбора режущего инструмента представленные в таблице 6.1
Таблица 6.1 - Результаты выбора режущего инструмента
| Наименование | Режущий инструмент | Измерительный инструмент | |||||
| Операции | Переход | ||||||
| Токарно-винторезная с ЧПУ | Установ А | ||||||
| Точение поверхности 14, 11, 7 по программе | Резец контурный T5K10 2103-0714 ГОСТ 20872-80 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон специальный | |||||
| Точение поверхности 1,10,14 по программе | Резец контурный T5K10 2103-0714 ГОСТ 20872-80, Резец контурный T15K6 2103-0714 ГОСТ 20872-80, | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон специальный | |||||
| Растач. отв.3 по программе | Резец расточ. 2140-0007 Т5К10 ГОСТ 2140-0027, Резец расточ. 2140-0007 Т15К6 ГОСТ 2140-0027 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон специальный | |||||
| Токарно-револьверная | Установ А | ||||||
| Подрезание торца 1 | Резец подрез.2112-0005 T5K10 ГОСТ 18880-73 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89 | |||||
| Подрезание торца 2 (начерно) | Резец подрез.2112-0005 T5K10 ГОСТ 18880-73 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Подрезание торца 2 (начисто) | Резец подрез.2112-0005 T15K6 ГОСТ 18880-73 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Точіння пов.3 | Резец прох.PTNR 2525M22 T5K10 TY 2-035-892-82 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Точіння пов.4 (начерно) | Резец прох.PTNR 2525M22 T5K10 TY 2-035-892-82 | Штангенциркуль ШЦЦ-III-400-0,01 ГОСТ 166-89 | |||||
|
Точіння пов.5 (начисто) |
Резец прох.PTNR 2525M22 T15K6 TY 2-035-892-82 | Штангенциркуль ШЦЦ-III-400-0,01 ГОСТ 166-89 | |||||
| Точіння пов.6 | Резец прох.PTNR 2525M22 T5K10 TY 2-035-892-82 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Точіння пов.7 | Резец фасонный | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Точіння фасок 3,5х45˚,3х45˚ | Резец фасоч.2136-0710 ГОСТ 18875-73 | Шаблон специальный | |||||
| Установ А | |||||||
| Сверление 6 отверстий | Спиральное сверло Ø20, 2301-0146 Р6М5 ГОСТ 10903-80 | Штангенциркуль ШЦК-II-125-0,1 ГО | |||||
| Радиально - свердлильная | Установ А | ||||||
| Рассверливание 6 отверстий | Спіральне свердло Ø56, 2301-0146 Р6М5 ГОСТ 10903-80 | Штангенциркуль ШЦК-II-125-0,1 ГО | |||||
| Горизонт. - протяжная | Установ А | ||||||
| Протянуть шп.паз | Протяжка 2405-1128 ГОСТ 18217-80 | Специальний | |||||
| Зубофрезерная | Установ А | ||||||
| Фрезерувати 76 зубів | Фреза 2405-1128 Р6М5 ГОСТ 18217-80 | Зубомер сдвига-2350-АВ Ту2-034-231-88; шагомер шага зацепления М1ГОСТ 3883-81; нормалемер М01-ав ГОСТ 7760-81) | |||||
| Внутришлиф. | Установ А | ||||||
| Шлифов. отв.3 (начерно) | Круг 2720 – 0024 ГОСТ 16167 - 90 | Калибр – пробка 8133-0291 ГОСТ16780-71 | |||||
| Шлифов. отв.3 (начисто) | Круг 2720 – 0024 ГОСТ 16167 - 90 | Калибр – пробка 8133-0291 ГОСТ16780-71 | |||||
7. Выбор металлорежущего оборудования
Учитывая количество деталей в партии, тип производства и материал заготовки, для обработки внешних цилиндровых поверхностей можно использовать верстать токарной группы.
Выбираем токарно – револьверный станок 1Г340. Токарный – револьверный стакное 1Г340 с горизонтальной осью поворота револьверной головки предназначено для высокопродуктивной обработки в патроне стальных изделий. Режущий инструмент из твердых сплавов, необходимый для обработки изделия, закрепляется в восьми позициях револьверной головки и в одной позици поротной різцевой головки поперечного суппорта.
Для обработки отверстий применяются станки сверлильной группы. Выбираем радиально – сверлильный станок 257 предназначенный для сверления в сплошном материале, рассверливание, зенкерование, развертывание.
Для выполнения зубофрезерной операции выбираю зубофрезерный станок модели 53А50.
Для обработки шпоночного паза выбираю станок 7Б57.
Для достижения необходимой точности отверстия 3 применяем внутришлифовальный станок модели 3К228В.
Результаты выбора металлообрабатывающих станков представлены в таблице 7.1.
Таблица 7.1 Результаты вибора металлорежущего оборудования
| № | Модель и назначение | Техническая характеристика | |||
| 1. | Токарно – винторезный 16К30Ф3 | Макс. диаметр обрабатываемого изделия, мм: |
|
||
| над станиной | 630 |
|
|||
| над суппортом | 320 |
|
|||
| Макс. длина обрабатываемого изделия | 320 мм. |
|
|||
| Длина расточки при обработке в патроне | 100 мм. |
|
|||
| Частота вращения шпинделя | 6,3-1250 об/мин. |
|
|||
| Количество частот вращения шпинделя | 24 |
|
|||
| Количество частот вращения шпинделя, переключаемых по программе | 12 |
|
|||
| Пределы рабочих подач суппорта, мм/мин: |
|
||||
| продольных | 1-1200 |
|
|||
| поперечных | 1-600 |
|
|||
| Ускоренные подачи суппорта, мм/мин: |
|
||||
|
|||||
| продольные | 4800 |
|
|||
| поперечные | 2400 |
|
|||
| Количество инструментов | до 8 |
|
|||
| Габариты станка | 4360х2200х1600 мм. |
|
|||
| Масса без выносного оборудования | 6300 кг. |
|
|||
| Масса с выносным оборудованием | 7400 кг. |
|
|||
| 2. | Горизонтально – протяжной 7Б57 | Габаритна довжина, мм | 9400 |
|
|
| Габаритна ширина, мм | 2500 |
|
|||
| Габаритна висота, мм | 1910 |
|
|||
| Потужність, кВт | 37 |
|
|||
| Діаметр отвору в планшайбі, мм | 200 |
|
|||
| Швидкість робочого ходу протяжки, м/мін | 1,0 – 6,15 |
|
|||
| Швидкість зворотного ходу протяжки, що рекомендується, м/мін | 20 – 25 |
|
|||
| Номінал тягової сили, кН | 400 |
|
|||
| Найбільша довжина ходу санчат, мм | 2000 |
|
|||
| Довжина робочої поверхні опорної плити, мм | 560 |
|
|||
| Ширина робочої поверхні опорної плити, мм | 560 |
|
|||
| Діаметр отвору в опорній плиті під планшайбу, мм | 250 |
|
|||
| Маса верстата, кг | 13500 |
|
|||
| 3 | Радиально-сверлильный 257 | Пределы вылета оси шпинделя от колонны, мм | 500-2000 |
|
|
| Наибольший диаметр отверстия,мм | 75 |
|
|||
| Пределы расстояния от торца шпинделя до плиты, мм | 600-1750 |
|
|||
| Наибольшее осевое перемещение шпиделя | 450 |
|
|||
| Число скростей вращения шпинделя | 22 |
|
|||
| Мощность , кВт | 7 |
|
|||
| Предел чисел оборотов шпинделя в минуту | 11,2-1400 |
|
|||
| 4 | Токарно – револьверный станок 1Г340 | Наибольший диаметр обрабатываемой заготовки в патроне, мм |
|
||
| Над станиной | 400 |
|
|||
| Над поперечным суппортом | 200 |
|
|||
| Число позиций револьверной головки | 16 |
|
|||
| Диаметр отверстия револьверной головки для закрепления инструмента, мм | 14 отверстий диаметром 30 |
|
|||
| 5 | Внутришлифовальный 3К228В | Наибольший диаметр, мм: |
|
||
| устанавливаемой заготовки | 560 |
|
|||
| устанавливаемой заготовки в кожухе | 400 |
|
|||
| Наибольшая длина, мм: |
|
||||
| устанавливаемой заготовки | 200 |
|
|||
| при наибольшем диаметре отверстия шлифования | 200 |
|
|||
| Диаметр шлифуемых отверстий, мм | 50...200 |
|
|||
| Наибольший ход стола, мм | 630 |
|
|||
| Наибольшее наладочное поперечное перемещение, мм: |
|
||||
| шлифовальной бабки: вперед (от рабочего) | 60 |
|
|||
| назад (на рабочего) | 10 |
|
|||
| бабки заготовки: |
|
||||
| вперед (от рабочего) | 200 |
|
|||
| назад (на рабочего) | 50 |
|
|||
| Наибольший угол поворота бабки заготовки, град | 30 |
|
|||
| Наибольший диаметр и высота шлифовального круга, мм | 180 х 63 |
|
|||
| Скорость движения стола, м/мин: при правке шлифовального круга | 0,1...2 |
|
|||
| при шлифовании | 1...7 |
|
|||
| при быстром продольном подводе и отводе | 10 |
|
|||
| Частота вращения шпинделя, с-1: |
|
||||
| внутришлифовального | 75 100 150 200 |
|
|||
| бабки заготовки | 1,66...10 |
|
|||
| торцешлифовального приспособления | 66,66 |
|
|||
| Мощность электродвигателя привода шлифовального круга, кВт | 5,5 |
|
|||
| Масса (с приставным оборудованием), кг | 6900 |
|
|||
| Наибольший диаметр, мм: |
|
||||
| устанавливаемой заготовки | 560 |
|
|||
| устанавливаемой заготовки в кожухе | 400 |
|
|||
| Наибольшая длина, мм: |
|
||||
| устанавливаемой заготовки | 200 |
|
|||
| 6. | Зубофрезерный станок 53А50 | при наибольшем диаметре отверстия шлифования | 200 | ||
| Диаметр шлифуемых отверстий, мм | 50...200 | ||||
| Наибольший диаметр нарезаемых колес, мм | 500 | ||||
| Наибольший модуль зубьев нарезаемых колес, мм | 8 | ||||
| Наибольший угол наклона зубьев нарезаемых колес, град. | ±60 | ||||
| Наибольший вертикальный ход фрезы, мм | 360 | ||||
| Наибольший диаметр фрезы, установленной в суппорте, мм | 180 | ||||
| Осевое перемещение фрезы, мм | 200 | ||||
| Частота вращения шпинделя фрезы, мин -1 | 40-405 | ||||
|
Подача, мм/об.: вертикальная радиальная осевая |
0,75-7,5 0,2-2,25 0,13-2,6 |
||||
| Мощность главного электродвигателя, кВт | 10 | ||||
| Масса, т | 9,7 | ||||
8. Расчет режимов резания
Расчитаем режимы резания для рассверливания отверстия Ø56
Сверление, зенкерование и развёртывание являются наиболее распространёнными технологическими способами обработки круглых отверстий. Сверление (рис.8.1) - основной метод образования отверстий в металле обрабатываемых заготовок.

Рисунок 8.1. Схема резания при сверлении и рассверливании
При сверлении, как правило, используются стандартные свёрла, имеющие две режущие кромки, расположенные диаметрально относительно друг друга.
Просверленные отверстия чаще всего не имеют абсолютно правильной цилиндрической формы. Их поперечные сечения представляют форму овала, а продольные - небольшую конусность.
При сверлении глубина резания принимается t=0,5D, а при рассверливании, зенкеровании или развёртывании t=0,5(D-d), где
D -диаметр инструмента, мм; d - диаметр предварительного отверстия, мм.
t=0,5(D-d)=0,5(56-20)=18 мм
Подачу назначаю руководствуясь приложением 5
S=0.8 мм/об
Назначенная подача должна быть скорректирована по паспорту выбранного станка. При этом необходимо выдержать условие: Sст <S, где Sст - окончательно установленное по паспорту значение подачи.
Scт=0,8 мм/об
Скорость резания, м/мин, определяется:

где D - диаметр сверла, зенкера или развёртки, мм; Kv - общий поправочный коэффициент.
Общий поправочный коёффициент на скорость резания, учитывающий фактические условия резания определяется по формуле:
![]()
где Кмv - коэффициент на обрабатываемый материал; Киv - коэффициент на инструментальный материал; Кlv - коэффициент, учитывающий глубину сверления; коэффициент Kмv рассчитывается следующим образом:

при обработке стали

при обработке серого чугуна

при обработке ковкого чугуна
Коэффициент, учитывающий глубину отверстия Кlv при сверлении принимается в зависимости от диаметра сверла.
![]()
После определения скорости резания, рассчитывается частота вращения шпинделя станка np, 1/мин:

где D - диаметр инструмента, мм.
![]()
Полученное значение np корректируется по паспорту станка и принимается ближайшая меньшая ступень nст
ncт=100 1/мин
Крутящий момент, Нм и осевая сила, Н, рассчитываются по следующим формулам:
![]()
![]()
где См и Ср - коэффициенты, учитывающие условия резания.
![]()
![]()
Эффективная мощность резания определяется по формуле:


Потребная мощность резания:

Nп=Nэ/0,9=6,4 кВт
9. Анализ размерной цепи
Размерной цепью называется последовательный ряд взаимосвязанных линейных размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Каждая размерная цепь содержит исходное и несколько составляющих звеньев. Под размерной технологической цепью понимают размерные цепи, звенья которых являются операционными размерами и припусками.
Замыкающим размером в размерной цепи называется размер, который в детали получается последним в процессе ее обработки.
Из схемы размерной цепи можно определить уравнение замыкающего звена
![]() (9.1)
(9.1)
где ![]() - сумма
увеличивающих составляющих звеньев цепи;
- сумма
увеличивающих составляющих звеньев цепи;
![]() - сумма
уменьшающих составляющих звеньев цепи.
- сумма
уменьшающих составляющих звеньев цепи.
Связь между допусками составляющих и замыкающих размеров определяется правилом суммирования допусков Тi :
![]() (9.2)
(9.2)
Проведем размерный анализ для установочного размера при сверлении отверстия. Замыкающим звеном будет являться размер А1, для него составим размерную схему.
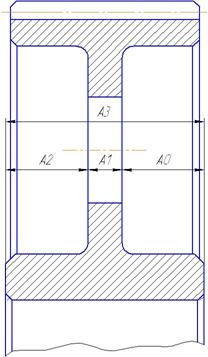
Рисунок 9.1 Размерная схема сверления отверстия
Где конструкторский размер А1 – замыкающий размер;
А1=18-0,4
А2=43,5-0,15
А3=105-0,22
А0=43,5
Определим А0MAX и А0MIN, решив уравнения:

Допуск Т на размер A0 будет равным
![]()
Полученный размер ![]()
10. Нормирование технологического процесса
Для нормирования технологического процесса выбираю операцию с наибольшим количеством переходов – токарно-револьверную операцию .
Основное время обработки определяем по формуле [4]:
![]() (9.1)
(9.1)
где l![]() - длина врезания инструмента на
рабочей подаче, мм;
- длина врезания инструмента на
рабочей подаче, мм;
l![]() -длина рабочего хода, мм;
-длина рабочего хода, мм;
l![]() -длина перебега, мм;
-длина перебега, мм;
i-число проходов инструмента;
S![]() -минутная подача инструмента, мм/мин
-минутная подача инструмента, мм/мин
Формула для расчета вспомогательного времени:
![]() , мин; (9.2)
, мин; (9.2)
где Т![]() - время на установку и
снятие заготовки, мин,
- время на установку и
снятие заготовки, мин,
Т![]() -время, связанное с
переходом,
-время, связанное с
переходом,
Т![]() -время на измерение, мин.
-время на измерение, мин.
Оперативное время находим как сумму основного и вспомогательного:
![]() , мин; (9.3)
, мин; (9.3)
Формула для определения подготовительно-заключительного времени:
![]() , мин; (9.4)
, мин; (9.4)
где Т![]() - время на наладку станка,
инструмента, приспособлений, мин;
- время на наладку станка,
инструмента, приспособлений, мин;
Т![]() -время на получение
инструмента до начала обработки и сдачу после окончания, мин;
-время на получение
инструмента до начала обработки и сдачу после окончания, мин;
Штучное время находим по формуле:
![]() , мин (9.5)
, мин (9.5)
где Т![]() = 0,03 Т
= 0,03 Т![]() - время на обслуживание
оборудования, мин;
- время на обслуживание
оборудования, мин;
Т![]() =0.04 Т
=0.04 Т![]() - время нормированного
отдыха, мин;
- время нормированного
отдыха, мин;
Штучно-калькуляционное время находим по формуле:
![]() , мин; (9.6)
, мин; (9.6)
где N - размер партии, шт;
Используя формулы
(9.1)-(9.6), для определения Т![]() ,
Т
,
Т![]() , Т
, Т![]() , Т
, Т![]() , Т
, Т![]() , находим Т
, находим Т![]() для каждой операции.
для каждой операции.

11. Экономическое сравнение технологического процесса
Выбор наилучшего варианта технологического процесса из всех возможных, может быть осуществлен разными способами. Если из всех возможных вариантов имеется такой, на внедрение которого требуется наименьшие капитальные вложения и который обеспечивает самую низкую себестоимость единицы продукции, этот вариант является наилучшим. Однако на практике чаще варианты с большими удельными капитальными вложениями обеспечивают при внедрении меньшую себестоимость единицы продукции. В этих случаях технологический вариант определяется с помощью нормативного коэффициента эффективности или приведенных затрат.
При определении рациональности замены действующего варианта техники, технологии, способа организации производства новым рассчитывают коэффициент сравнительной эффективности.
![]()
Здесь С – себестоимость продукции, а К – капитальные вложения, Ен - нормативный коэффициент эффективности, Ен = 0,15; N – количество деталей производимых в год.
Сравним такие варианты технологического процесса (операция 020):
1. Обработка детали на токарно-револьверном станке.
2. Обработка детали на станке с ЧПУ.
Себестоимость продукции определяется путем сложения всех затрат, а именно:
![]() ,
,
где ![]() - стоимость основных и
вспомогатльных материалов, для обоих видов обработки величина
- стоимость основных и
вспомогатльных материалов, для обоих видов обработки величина ![]() одинакова и постоянна;
одинакова и постоянна;
Зо – затраты, связанные с заработной платой основного рабочего;
Зв.р. – затраты, связанные с заработной платой вспомогательного рабочего (наладчика) с учетом всех видов доплат и начислений;
Ао – амортизационные отчисления от стоимости оборудования;
Ат.о. – амортизационные отчисления от стоимости технологического оснащения, приходящегогся на одну деталь;
Ро – затраты, связанные с ремонтом и обслуживанием оборудования;
И – затраты, связанные с инструментом;
Ло – расходы на технологическую электроэнергию;
Пл – затраты, связанные с амортизацией производственных площадей;
Ппр – расходы на ремонт и обслуживание управлящих устройств и программ.
Затраты, связанные с заработной платой основных рабочих определяются по формуле:
![]()
где Нчс – норматив часовой заработной платы станочника соответ-ствующего разряда;
Км – коэффициент станочного обслуживания.
При обработке на универсальном оборудовании:
Нои=12,5 грн. /час. – для станочника 3-го разряда;
![]() =1, так
как многостаночное обслуживание недопустимо при данном производстве.
=1, так
как многостаночное обслуживание недопустимо при данном производстве.
На основании этого получаем:
- заработная плата основного рабочего для токарно-револьверной операции для серийного типа производства:
![]() грн.
грн.
- заработная плата основного рабочего для токарно-револьверной с ЧПУ для среднесерийного типа производства (при использовании оператора 3-го разряда Нои= 8,4 грн/час и Кт=0,7):
![]() грн.
грн.
Затраты, связанные с заработной платой вспомогательных рабочих определяются по формуле:
![]() ,
,
где Нчс – норматив заработной платы наладчика соответствуещего разряда;
m – число смен работы станка;
Кон – число станков, обслуживаемых наладчиком за смену: Кон=7;
Fд – действительный годовой фонд времени работы оборудования.
![]() грн;
грн;
Затраты, связанные с амортизационными отчислениями на оборудование:
![]() ,
,
где Ф – стоимость оборудования;
На – норма амортизационных отчислений.
![]() грн;
грн;
![]() грн;
грн;
Затраты, связанные с амортизационными отчислениями на технологическое оснащение:
![]()
где Фто – стоимость технологического оснащения;
Nг – годовая программа выпуска изделий.
![]() грн;
грн;
![]() грн;
грн;
Затраты, связанные с ремонтом и обслуживанием оборудования
![]() ,
,
где Нм, Нэ – нормативы годовых затрат на ремонт электрической и механической частей оборудования;
Км, Кэ – коэффициенты сложности ремонта электрической и механической частей оборудования;
Кт – коэффициент запаса точности оборудования (Кт =1).
![]() грн;
грн;
![]() грн.
грн.
Затраты, связанные с инструментом:
![]() ,
,
де Фи – стоимость инструмента;
Тсл.и. – срок службы инструмента.
![]() грн;
грн;
![]() грн.
грн.
Расходы на технологическую электроэнергию:
![]() ,
,
где Nэ – мощность электродвигателя;
![]() – тариф электроэнергии.
– тариф электроэнергии.
![]() грн;
грн;
![]() грн.
грн.
Затраты, связанные с амортизацией производственных площадей:
![]() ,
,
где Нп – годовые издержки;
Пс – площадь в плане;
Кс.у – коэффициент учитывающий площадь системы управления.
![]() грн;
грн;
![]() грн.
грн.
Расчет экономической части ведем методом полной себестоимости с учетом капитальных вложений. Согласно этому, полная себестоимость по расходам на одну деталь:
![]() грн;
грн;
![]() грн;
грн;
В капитальные вложения включаются расходы на производственное оборудование, инструменты и приспособления.
![]() грн;
грн;
где ![]() - коэффициент, учитывающий
дополнительные затраты на установку оборудования;
- коэффициент, учитывающий
дополнительные затраты на установку оборудования;
Ц – цена оборудования.
![]() грн;
грн;
![]() грн.
грн.
Коэффициент сравнительной эффективности:
![]()
Применение обработки на станке с ЧПУ является более приемлимо.
Заключение
В курсовом проекте был составлен технологический процесс для обработки детали типа зубчатое колесо с детальной разработкой документации технологии её изготовления с помощью современных САПР "ВЕРТИКАЛЬ" и "КОМПАС 3D". В курсовом проекте проведен анализ базового техпроцесса, определен тип производства, выбран тип заготовки, разработан маршрутно-операционный и операционный техпроцессы. Рассчитаны режимы резания для обработки нескольких поверхностей. Разработаны карты наладок, произведено нормирование технологического процесса и экономическое сравнение вариантов технологического процесса.
В данном курсовом проекте для детали зубчатое колесо были произведены: анализ технологичности, определение типа производства, определение вида заготовки, выбор и анализ выбранного оборудования для осуществления процесса механической обработки изделия. Также были рассчитаны минимальные величины припусков на механическую обработку, произведен размерный анализ устанвочного размера при сверлении, расчет режимов резания, нормирование технологического процесса, экономическое сравнение вариантов технологического процесса. Были сформированы маршрутные карты, операционные карты, карты эскизов и карты наладки на изготовление детали типа зубчатое колесо.
Список литературы
1. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения: [Учеб. пособие для машиностроительных спец. вузов]. – 4-е изд., перераб. и доп. – Мн.: Выш. школа, 1983. – 256 с., ил.
2. Справочник технолога-машиностроителя. В2-х т. Т.2 / Под ред. А.Г. Косиловой, Р.К. Мещерякова. 4-е изд., перераб. и доп. – М: Машиностроение, 1985. – 496с.
3. Справочник технолога-машиностроителя. В2-х т. Т.1 / Под ред. А.Г. Косиловой, Р.К. Мещерякова. 4-е изд., перераб. и доп. – М: Машиностроение, 1985. – 457с.
4. Справочник инструментальщика /И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.: Под общ. ред. И.А. Ординарцева. – Л.: Машиностроение, Ленингр. отд-ние, 1987. – 846с.
5. Общемашиностроительные нормативы вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. М.: Машиностроение, 1974, 422с.
6. Технология машиностроения / Под общ. ред. С.А. Картавова. - Киев: Техника, 1965. –527с.
7. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство, Издание 2, Москва, Машиностроение, 1974 г.