Курсовая работа: Конструкция теплового источника оптического излучения
Реферат
Пояснительная записка содержит листа, рисунков, 6 чертежей, 5 таблиц, 3 использованных источника.
ЛАМПА НАКАЛИВАНИЯ, УСТРОЙСТВО ЛАМПЫ, ТЕЛО НАКАЛА, НОЖКА, СРЕДНЯЯ ТЕМПЕРАТУРА КОЛБЫ, ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ, ДИАМЕТР НИТИ, ЗАВИСИМОСТЬ ПАРАМЕТРОВ.
В данном курсовом проекте производится расчет и конструирование лампы накаливания с вакуумным наполнением, рассчитывается тело накала, диаметр колбы по заданной средней температуре колбе, коэффициенты зависимости температуры, мощности, светового потока и световой отдачи от изменения диаметра нити тела накала. Приведена технология изготовления спроектированной лампы. В графической части приведены сборочный чертеж разработанной лампы накаливания, тела накала, ножки и т.д.
Введение
Число типоразмеров тепловых источников оптического излучения, среди которых основное место занимают лампы накаливания (ЛН), исчисляется несколькими тысячами. Столь большое разнообразие решений тепловых источников излучения обусловлено повсеместным и эффективным их применением в различных областях человеческой деятельности. Широкое распространение ЛН, прежде всего объясняется их сравнительной простотой и надежностью эксплуатации, отработанностью технологии производства и дешевизной. Промышленностью освоены лампы, напряжение которых колеблется от долей до многих сотен вольт, мощность – от сотых долей ватта до десятков киловатт. Применяются лампы, размер которых меньше рисового зерна, и в то же время в специальных оптических системах используются лампы, диаметр колбы которых превышает 0,6 м.
Практическое отсутствие ограничений в части создания ламп на требуемые мощности и напряжения, сравнительная простота реализации ламп с необходимыми габаритами и заданной форма тел накала и колбы, широкие возможности регулирования яркости (в том числе габаритной) тела накала и многие другие преимущества ЛН делают их вполне перспективными в необозримом будущем.
Путем изменения температуры тела накала, материала и толщины стекла, из которого выполняется колба, а также параметров покрытий, наносимых на стекло колбы, можно в весьма широких пределах изменять спектральные характеристики ЛН. ЛН в отличие от все более широко используемых газоразрядных ламп не требует специальной пускорегулирующей аппаратуры, обеспечивающей зажигание и стабилизацию разряда. В отличие от многих типов газоразрядных источников света характеристики ламп накаливания практически не зависят от температуры окружающей среды. Уместно напомнить, что миниатюрные и микроминиатюрные (сверхминиатюрные) источники света, как правило, крайне сложно выполнить с помощью газоразрядной лампы, поскольку при весьма малых расстояниях между электродами (при требуемых малых габаритах области излучения) сложно обеспечить надежное зажигание и поддержание стабильного газового разряда. Поэтому в установках, в которых требуются миниатюрные источники излучения, еще многие годы будут отдаваться предпочтение лампам накаливания.
Указанные достоинства ламп накаливания во многом объясняют непрерывные поиски новых высокотемпературных материалов, совершенствование элементов ламп, создание полностью автоматизированных и высокоскоростных поточных линий, повсеместные теоретические и экспериментальные исследования (особенно применительно к специальным низковольтным и галогенным лампам накаливания).
Лампы накаливания (ЛН) принадлежат к искусственным источникам света теплового излучения. Устройство ЛН основано на использовании тепла, выделяющегося при прохождении электрического тока по проводнику с высокой температурой плавления. Нагретый током тугоплавкий проводник излучает энергию, которая в форме электромагнитных волн различной длины волны распространяется в окружающем пространстве. Убыль энергии в виде излучения постоянно восполняется проходящим током.
При низких температурах проводник излучает почти только невидимые лучи, а с повышением температуры возрастает энергия излучения и увеличивается доля видимых лучей. Проводник начинает светиться сначала темно-красным, затем красными оранжевым и, наконец, белым светом.
Лампы накаливания принадлежат к электровакуумным приборам, - действие которых связано с использованием электрических явлений в их рабочем пространстве. Они входят в группу так называемых безразрядных или проводниковых приборов, характеризующихся прохождением электрического тока по проводникам и используемых в качестве источника излучения (обычно-видимого света).
Расчет и конструирование новых ЛН принято проводить в несколько этапов. Основными из которых являются следующие:
а) анализ пополнение исходных данных;
б) по исходным данным определяются диаметр и длина нити накала, диаметр спирали и длина спирали с последующим уточнением количества крючков.
в) расчет рабочего режима лампы (тела накала) с помощью построения зависимостей Рл, эффективного энергетического потока (Ф’э) и мощности отводимой через газ (Рг), от температуры тела накала (Т) - при равенстве Рл(Т) и Ф’э(Т)+Рг(Т) находится рабочая температура тела накала (Т) и соответствующая ей Рл и Н.
г) уточнение Рл и Н по формулам пересчета, разработка конструкции и технологии производства предлагаемого варианта лампы.
1. Описание устройства проектируемой лампы
Рассмотрим устройство проектируемой лампы на примере лампы накаливания общего назначения.
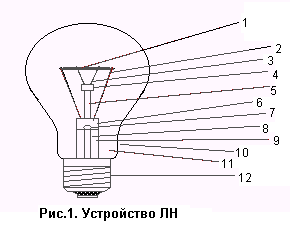
Главной частью любой ЛН является тело накала (1) (рис.1). Нагревание тела накала (ТН) производят пропускание через него электрического тока, что приводит к излучению света. ТН может быть выполнено из нити, спирали, биспирали, триспирали и иметь различные формы и размеры. Для того, чтобы ТН в процессе работы сохраняло исходную форму его фиксируют в пространстве с помощью внутренних звеньев электродов (2) и держателей (3). Необходимо отметить, что при конструировании тела накала важнейшими являются вопросы монтажа на ножке лампы. Выбор конструкции монтажа может повлиять на конструкцию самой спирали, т.е. может потребовать заранее предусмотренных пропусков спирали, называемых «тире». Ниже на рис.2 приведены наиболее распространенные типы монтажа.
В зависимости от типа лампы электроды могут быть одно- двух- и трехзвенными. Внутреннее звено изготовляется из никеля, ферроникеля, меди или платинита. Среднее звено может быть изготовлено из платинита или молибдена. Внешнее звено изготовляется из меди, платинита. Если внешнее звено выполняет роль плавкой вставки, то оно изготавливается из ферроникеля.
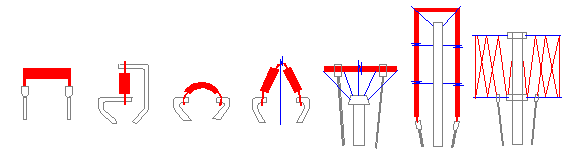
Рис.2. Наиболее распространенные типы монтажа.
Электроды и держатели являются частью ножки. Ножка - стеклянный конструктивный узел лампы который кроме электродов включает в себя стеклянный цельной или пустотелый штабик (5) с линзочкой (4), стеклянный пустотелый штенгель (8) и стеклянную трубку тарелку (9) имеющую в нижней части развертку. Эти детали соединены между собой путем сплавления стеклянных элементов в зоне лопатки (6). Ножкой служит опорой для ТН и вместе с колбой обеспечивает герметичность лампы. Для удобства эксплуатации на горловину с помощью мастики укрепляется цоколь (11).
Металлический корпус (1), который служит для установки лампы в патроне, обеспечения электрических контактов между сетью (упругим контактом патрона) и электродами лампы (в большинстве ламп его привариваются или припаивают к корпусу), нанесение маркировки на рант и соединение цоколя с горлом лампы посредством цоколевочной мастики. Металлические контактные пластины (2) служащие для осуществления электрического контакта между сетью (упругими контактами патрона) и другими электродами лампы, которые привариваются или припаиваются к пластине. Стеклянный или керамический изолятор (3), обеспечивающий механическое соединение корпуса с контактными пластинами и электрически изолирующий их друг от друга.
2. Расчет тела накала
При выборе и определении исходных данных необходимо учитывать следующее.
При Рл<25 Вт (U>130В) тело накала – спираль, а лампа вакуумная (В); если Рл>200 Вт (U>130 В), то ЛН, как правило, со спиральным телом накала, а наполнение – технический аргон (Г); в тех случаях, когда 40 Вт < P < 200 Вт, то лампы биспиральные наполненные техническим аргоном (Б) или техническим криптоном (БК).
В нашем случае (Рл = 80 Вт, U = 220 В), тело накала – спираль, лампа вакумная.
Опыт серийного производства показывает, что коэффициент шага (kш) и сердечника (kс) обычно находится в пределах kш = 1,3 - 1,7; kс = 3 – 6 (kш, kс – соответственно, коэффициенты шага и сердечника спирали). Коэффициент шага стремятся сделать меньше, а сердечника - больше, так как при этом тело накала компактнее, а потери через газ - меньше.
Выбираем спиральную вакуумную лампу. При этом потери через газ будут равны kГ = 0.
Ток лампы найдется из выражения:
Коэффициент шага kШ = 1,4. Коэффициент сердечника kС = 4,0.
Коэффициент излучения есть функция коэффициента шага. По табл.1 принимаем d = 0.74
Таблица 1.
| KШ | 1.00 | 1.10 | 1.20 | 1.30 | 1.40 | 1.50 | 1.60 | 1.70 | 1.80 | 1.90 | 2.00 |
| d | 0.50 | 0.60 | 0.66 | 0.70 | 0.74 | 0.77 | 0.79 | 0.80 | 0.82 | 0.84 | 0.85 |
Коэффициент видимого излучения для спирали определяется по формуле dВ.СП = d × h, h = f(kШ). Зависимость представлена на рисунке 3.
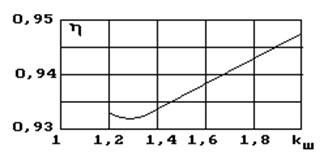
Рис.3. Зависимость h от kШ.
Из рисунка 3 видно, что h = 0.934. Тогда
dВ.СП = d × h = 0.74 × 0.934 = 0.69.
Световая отдача лампы найдется из выражения:
![]()
Задаем также коэффициент экранирования светового потока
цоколем aЦ =1,03;
коэффициент охлаждающего действия электродов и крючков aД =1,03; коэффициент охлаждающего действия
поддержек при I=const ![]() =1,015;
=1,015;
Рассмотрение внутреннего и внешнего баланса энергии ламп накаливания, у которых охлаждающее действие поддержек не перекрывается, позволило установить, что
где ![]() ,
, ![]() - удельное сопротивление и
энергетическая светимость вольфрама при температуре Т; k - относительные потери
через газ; Нл, Нпр - световые отдачи лампы и прямой нить (в вакууме);
- удельное сопротивление и
энергетическая светимость вольфрама при температуре Т; k - относительные потери
через газ; Нл, Нпр - световые отдачи лампы и прямой нить (в вакууме); ![]() ,
, ![]() - общие
коэффициенты излучения и излучения по световому потоку ТН; I, U - ток лампы и
напряжение на ней;
- общие
коэффициенты излучения и излучения по световому потоку ТН; I, U - ток лампы и
напряжение на ней; ![]() - коэффициент, учитывающий
уменьшение мощности за счет охлаждающего действия поддержек при I=const (для
ЛОН
- коэффициент, учитывающий
уменьшение мощности за счет охлаждающего действия поддержек при I=const (для
ЛОН ![]() =1,01
- 1,02);
=1,01
- 1,02); ![]() -
коэффициент, характеризующий экранирующее действие цоколя (
-
коэффициент, характеризующий экранирующее действие цоколя (![]() = 1,03 - 1,08);
= 1,03 - 1,08); ![]() - коэффициент,
определяющий потери светового потока ТН из-за охлаждающего действия поддержек,
- коэффициент,
определяющий потери светового потока ТН из-за охлаждающего действия поддержек, ![]() = 1 + (0,004 -
0,008)nд, где nд - количество поддерживающих ТН электродов и крючков; для ЛОН
= 1 + (0,004 -
0,008)nд, где nд - количество поддерживающих ТН электродов и крючков; для ЛОН ![]() = 1,03 - 1,05.
= 1,03 - 1,05.
Рассчитываем световую отдачу прямой нити в вакууме:
![]()
Температура ТН однозначно связана с НПР, а rТ = f(T) и MeT = f(T) представлены в табл. 2.
Таблица 2.
| T, K | r*10-6 ,Ом×см | Мет, Вт/см2 | Нпр, Лм/Вт |
| 2200 | 63.48 | 38.2 | 5.6 |
| 2300 | 66.91 | 47.2 | 7.3 |
| 2400 | 70.39 | 57.7 | 9.5 |
| 2500 | 73.91 | 69.8 | 11.8 |
| 2600 | 77.49 | 83.8 | 14.4 |
| 2700 | 81.04 | 99.6 | 17.8 |
| 2800 | 84.7 | 117.6 | 20.7 |
| 2900 | 88.33 | 137.8 | 23.9 |
| 3000 | 92.04 | 160.5 | 27.5 |
| 3100 | 96.04 | 187.5 | 31 |
| 3200 | 99.54 | 214 | 34.6 |
При НПР= 9,949 лм/Вт температура ТН равна 2427,6 К, энергетическая светимость МеТ = 61 Вт/см2, а удельное сопротивление rТ = 71,36×10-6 Ом×см.
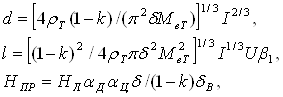
Рассчитываем диаметр (d) и длину (l) нити:
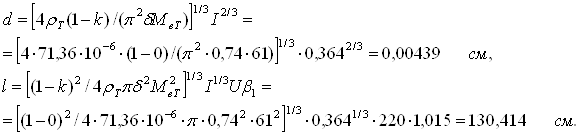
Далее найдем геометрические параметры ТН по формулам:

Уточнение параметров ТН рассчитанной лампы производится путем графического определения рабочей температуры ТН (ТР) по пересечению рассчитываемых
РЛ = bU2 / rT = f(T) и Фе = f(T)
Для этого построим зависимости мощности лампы и энергетического потока от температуры тела накала. Расчет кривых проводим с помощью программы предназначенной для расчета ламп накаливания. Значения приведены в табл.3.
Таблица 3.
| Т, К | Фе, Вт | РГ, Вт | РЛ, Вт | Фе+РГ, Вт |
| 2200 | 50,1 | 0 | 89,9 | 50,1 |
| 2300 | 62 | 0 | 85,2 | 62 |
| 2400 | 75,9 | 0 | 80,9 | 75,9 |
| 2500 | 91,9 | 0 | 77 | 91,9 |
| 2600 | 110,4 | 0 | 73,4 | 110,4 |
| 2700 | 131,3 | 0 | 70,1 | 131,3 |
| 2800 | 155,1 | 0 | 67,0 | 155,1 |
| 2900 | 181,9 | 0 | 64,2 | 181,9 |
| 3000 | 212,0 | 0 | 61,6 | 212,0 |
| 3100 | 249,7 | 0 | 58,6 | 249,7 |
| 3200 | 285,4 | 0 | 56,3 | 285,4 |
По данным табл.3 построим кривые зависимостей РЛ=f(T) и Фе=f(T) (рис.4).
Определим точно значение температуры.
ТР = 2425,4 К.
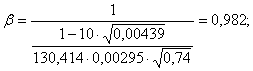
Сопротивление нагретого ТН найдется из выражения:

b - коэффициент, учитывающий охлаждающее действие выбранного после предварительного расчета тело накала количества держателей:
![]()
где nД - количество электродов и крючков, Q1 - табулированная функция (Q1=0,00295) , d - диаметр нити, d - коэффициент излучения.
Находим уточненную мощность лампы:
![]()
Уточненный световой поток лампы найдется из формулы:
![]()
где LT - яркость по нормали к поверхности вольфрама (LT = 184,3 кд/см2, берется из таблицы).
![]()
Далее находим уточненную световую отдачу:
![]()
Далее проводится уточнение диаметра и длины нити тела накала по следующим формулам:

nr = 1,19, nM = 4,75, nL = 10,91 - берется из таблицы.

Далее пересчитываем геометрические размеры тела накала по формулам:
3. Конструирование ножки
Ножкой называется цельный неразъемный узел лампы, включающий в себя стеклянный штабик 1, штенгель 2, тарелку 3 с разверткой 4 и трехзвенные электроды 10 cоединены в единую конструкцию посредством расплавления и последующей формовки стекленных элементов в виде лопатки 5. В это время осуществляется продувка штенгеля, в результате чего образуется откачное отверстие 6.

По конструктивному исполнению ножки разделяют на три группы: гребешковые, бусинковые и плоские. Подавляющее большинство ламп накаливания снабжают гребешковыми ножками, которые чаще всего имеют штенгель, штабик, тарелку и электроды.
Ножки для ламп на низкое рабочее напряжение изготавливают без штабика с одной двумя молибденовыми поддержками или без поддержек. Выбираем гребешковую ножку cо штабиком и десятью держателями впаянными в линзочку.
Средние звенья 7 электродов должны создавать со стеклом вакуумно-плотное соединения, которое изолировало бы внутренний объем лампы от окружающей среды. В большинстве ЛН для этих целей используют биметалл платинит. Диаметр платинита ограничивается областью от 0.25 до 0.8 мм. Платинит, диаметром 0.25 мм недостаточно прочен и не дает герметичного спая со стеклом из-за быстрого окисления, а толще 0.8 мм - вызывает опасности напряжения в стекле. Диаметр платинита выбираем из стандартного ряда в зависимости от предельно допустимых токовых нагрузках (dПЛАТ = 0,3 мм при IПРЕД = 2 А).
При изготовлении лампы штенгель 2 ножки служит элементом вакуумной системы, связывающим внутреннее пространство лампы с вакуумным насосом и обычно представляют стеклянные цилиндрические трубки круглого сечения, длина которых (LШ) значительно больше внутреннего диаметра (DШ). Между длиной и диаметром штенгеля обычно соблюдается соотношение LШ / DШ ³ 20.
Длина штенгеля должна обеспечивать удобное вставление лампы в гнезда откачных установок. Выбираем выступающей за край развертки длину штенгеля равной 50 мм. Используя соотношение находим внутренний диаметр штенгеля 58 / 28 » 2 мм
Чертеж смонтированной ножки представлен в приложении.
4. Расчет средней температуры колбы
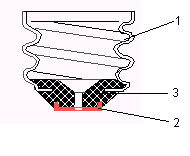
Колбы большинства ЛН – это стеклянные баллоны разной формы, в которые впаивают смонтированные ножки. На рис.6 приведены части и обозначения основных размеров колбы: 1 – основная часть колбы; 2 – горло колбы; 3 – рант.
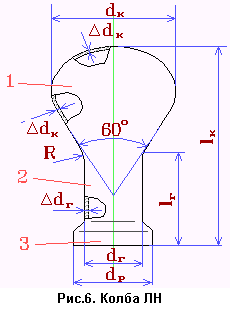
Назначение колбы – надежно защищать тело накала от атмосферного воздуха; в максимальной степени пропускать оптическое излучение в течении всего срока службы; выполнять роль конструктивного остова лампы, связывая с собой заданным образом ножку и цоколь; в ряде случаев обеспечивать функции оптической системы; выполнять некоторые эстетические функции.
Определение температуры колбы ТК следует проводить в согласии с принятыми принципами расчета ТК колб разрядных ламп.
Так как
aК×РЛ = q×АК,
где aК – доля мощности лампы (РЛ), идущая на нагрев колбы; q – удельные тепловые потери колбы путем лучеиспускания (qИ) и отвода тепла через газ (qТ), а АК – площадь внешней колбы (АК = zpdК, где dК – диаметр колбы; z – коэффициент, учитывающий реальную форму колбы и зону горловины), то

где Фе – поток излучения ТН; РГ – мощность тепловых потерь ТН через газ; РЦ – мощность, идущая на нагрев цоколя излучением и газом; a¢К – эффективный коэффициент поглощения и излучения стеклом колбы; a¢¢К – коэффициент, показывающий, какая часть РГ, падающая на колбу, поглощается стеклом; e¢К, e¢¢К – доли Фе и РГ, падающие на колбу лампы; e¢¢¢К – доля РЦ, передаваемая цоколем колбе лампы; А – коэффициент, зависящий, в основном, от рода и давления окружающего колбу газа; ТК – средняя температура колбы, К; ТО – температура окружающей среды, К; eК – коэффициент излучения стекла колбы; s0 – постоянная Стефана-Больцмана, равная 5,67×10-12 Вт/см2град.
Колбы ламп накаливания выполняются либо из стекла какой-либо группы, либо из кварца. В зависимости от того, с каким металлом стекло образует согласованный спай, стекла разделяют на следующие основные группы:
1) вольфрамовую (СЛ40), 2) молибденовую (СЛ 52), 3) платинитовую (СЛ 96), переходную (СЛ 58, СЛ 86). Кварцевое стекло (СЛ 5) применяется при изготовлении галогенных ламп накаливания, температура стенки которых должна быть около 500 - 600 C.
Итак, в качестве материала колбы выберем стекло, форма колбы – цилиндрическая.
Температура окружающей среды ТО = 25 оС;
Эффективный коэффициент поглощения излучения стеклом колбы a¢К = 0,1.
От положения лампы в пространстве зависит ход конвекционных потоков в лампе и, соответственно, распределение температуры по поверхности колбы. Поэтому в расчете средней температуры колбы задается положение горения лампы: цоколем вверх или цоколем вниз.
Положение горения лампы – цоколем вниз.
Зададимся для расчета некоторыми коэффициентами.
Доля РГ, передаваемая колбе лампы e¢¢К = 0,7;
Доля Фе падающего на колбу лампы e¢К = 0,9;
Доля РЦ передаваемой цоколем колбе e¢¢¢К = 0,08;
Поток излучения телом накала Фе = 79,9 Вт;
Мощность тепловых потерь ТН через газ (РГ) = 0 Вт.
В общем случае мощность идущая на нагрев цоколя излучением и газом:
![]()
РЦ = 8 Вт.
В табл.4 приведена зависимость коэффициента А для воздуха от температуры.
Таблица 4.
| t, оС | -50 | 0 | 20 | 40 | 60 | 100 | 200 |
| А*10-4 | 4.6 | 4.4 | 4.2 | 4.2 | 4.1 | 4.0 | 3.7 |
Таким образом, А = 4.2×10-4.
Если учесть, что площадь горловины колбы АГ обычно связана определенным отношением с площадью шаровой (или считающейся шаровой) частью колбы А¢К (АК = АГ + А¢К), то реальный диаметр колбы
где АЦ – площадь поперечного сечения горловины колбы.
Выше приведенные уравнения при принятых ТК позволяют найти dК. Учитывая, что q = f (dК, ТК) данные уравнения решаются графически.
В таблице 5 приведены результаты расчета программы.
Таблица 5.
| X | Y1 | Y2 |
| 50 | 5,600 | 7,264 |
| 75 | 5,600 | 5,336 |
| 100 | 5,600 | 4,229 |
| 125 | 5,600 | 3,629 |
| 150 | 5,600 | 3,155 |
| 175 | 5,600 | 2,794 |
| 200 | 5,600 | 2,51 |
| 225 | 5,600 | 2,278 |
| 250 | 5,600 | 2,084 |
| 275 | 5,600 | 1,919 |
| 300 | 5,600 | 1,775 |
| 325 | 5,600 | 1,651 |
| 350 | 5,600 | 1,541 |
По данным таблицы построим график.
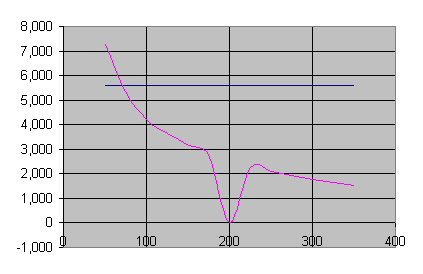
Рис. 7.
По пересечению кривых находим среднюю температуру колбы ТК = 70,3 0С.
5. Технология изготовления разработанной лампы
5.1 Изготовление вводов
Вводы для впаивания в тугоплавкие стекла могут быть однозвенными или многозвенными. Наибольшее распространение получили многозвенные вводы, в которых внутренне звено изготовлено из никеля, среднее – из вольфрама или молибдена, внешнее – из меди. Во вводах этого типа особое внимание уделено качеству обработки среднего звена, от которого зависит вакуумная плотность спая со стеклом.
Для изготовления этих звеньев используются вольфрамовые или молибденовые проволоки диаметром 0,8 – 2,0 мм или прутки диаметром 2,0 – 4,0 мм, причем для стекол вольфрамовой группы соответственно выбирается вольфрам, а для стекол молибденовой группы – молибден.
Для выправления проволоки производят правку на специальных машинах путем многократного изгиба проволоки при ее протягивании между вращающимися плашками из твердой стали, закрепленными в полом валу машины с определенным смещением от оси. Молибденовую проволоку правят в холодном состоянии, а вольфрамовую – с нагревом до 1000 °С. Прутки обычно не плавят. После правки проволоку разрезают на отрезки длиной 1 м.
Выправленную и нарезанную проволоку и прутки для снятия различных поверхностных дефектов шлифуют на бесцентрово-шлифовальных станках. При шлифовке пруток помещается между двумя абразивными вращающимися кругами и медленно смещается в осевом направлении. Шлифовкой снимается верхний слой металла. После шлифовки прутки разрезаются с помощью дисковых абразивных или алмазных кругов на заготовки требуемой длины. Проволоки малых диаметров разрезаются с помощью ножей. При этом во избежание расслоения проволоки по месту резки ее нагревают газовой горелкой до слабо-красного каления.
После механической обработки вводы тщательно очищают: их кипятят в 20%-ном растворе едкого натра, промывают в дистиллированной воде, кипятят в 20%-ном растворе железосинеродистого калия и 10%-ном растворе едкого натра, снова смывают в воде, проверяют на отсутствие трещин, несколько минут травят в холодной смеси азотной и серной кислот, окончательно промывают в дистиллированной воде и сушат. Молибденовые вводы после сушки отжигают в водороде или вакууме при 1000 °С.
Наружное звено изготавливается из медных тонких проволочек, скрученных в канатик. На один из концов заготовки наружного ввода надевается никелевая втулка и хорошо обжимается вручную или на ротационной ковочной машине.
Подготовку никелевых звеньев включает в себя резку проволоки на заданную длину, обезжиривание, травление, промывку в воде, сушку и отжиг в водороде.
Соединение подготовленных звеньев встык производится обычно электросваркой с обдувом места сварки струей водорода или препарированного газа.
Сварные вводы остекловываются по среднему звену, путем обмотки расплавленным стеклом вручную.
5.2 Изготовление цоколей
Корпус резьбового корпуса чаще всего изготавливают из мягкой стальной ленты с последующим цинкованием для защиты от коррозии. Контактные пластины всегда изготавливаются из латуни. В качестве изоляции применяют специальные пластмассу или фарфор, стекло, скрепляющие элементы цоколя в единую конструкцию.
На отечественных электроламповых заводах изготовление резьбовых цоколей ведется в следующей последовательности: штамповка, накатка резьбы на корпусе цоколя, штамповка контактной пластины, сборка цоколя, травление, нанесение антикоррозийного покрытия.
5.3 Выработка колб
Одним из распространенных способов механизированной выработки колбы является их изготовление на автоматах карусельного типа, составляющих совместно с дополнительными механизмами автоматические линии для получения из жидкой стекломассы полностью готовых колб.
Существенную роль в работе линий играет способ питания стеклоформующих машин стекломассой. В настоящее время используется два основных способа питания: вакуумный и капельный (фидерный).
Вакуумный способ заключается в том, что стекломасса засасывается с помощью вакуума в черновую форму, затем переносится на автомат выдувания колб в специальные чистовые формы.
При капельном способе жидкая стекломасса перетекает по желобу из выработочной части ванной стекловаренной печи в головную часть питателя – чашу. Последующее вытекание стекломассы через отверстие благодаря возвратно-поступательному движению специального плунжера происходит не непрерывно, а в виде отдельных капель, строго дозированных по массе, форме и времени формования.
5.4 Изготовление дротов
Стеклянным дротом называют получаемое непрерывным вытягиванием трубчатое или стержневое стекло. Трубы из стекломассы могут изготавливаться горизонтальным или вертикальным вытягиванием.
5.5 Изготовление изделий из дротов
Из дротового стекла изготавливаются разнообразные стеклоизделия: штенгели, штабики, бусинки, стеклянные кольца, тарелки для ножек ламп, колб некоторых специальных ламп и др. На выработку этих изделий должно подаваться стекло без дефектов, предварительно разкалиброванное по диаметру, и трубчатое стекло и по толщине стенок.
Путем резки стеклянного дрота на необходимую длину изготавливают штенгели, штабики, стеклянные кольца.
Чаще всего используется механическая резка. При такой резке на поверхности стекла образуется кольцевая царапина, которая под действием возникших внутренних напряжений дает относительно ровную трещину, отделяющую изделие от оставшейся заготовки.
Изготовление тарелок. Изготовление тарелок ведется на автоматах карусельного типа. Заготовки в вертикальном положении загружаются в патроны автомата, которые обеспечивают необходимую центровку, фиксацию и вращение трубок.
Сначала производится разогрев нижнего конца трубки до начала размягчения стекла и отбортовка размягченного стекла на конус специальным механизмом. Затем трубка с развернутым нижним концом подравнивается опусканием на упорную асбоцементную площадку и начинается разогрев стекла выше развертки, по месту отреза, который определяет высоту тарелки.
Отрез производится с помощью двух встречновращающихся в горизонтальной плоскости стальных дисковых ножей.
Отрезанная тарелка по направляющим попадает в газовую туннельную печь отжига и оплавления места среза, а затем с помощью конвейера подается на стол контроля.
5.6 Очистка стекла
Очистка поверзности стеклоизделий производится с целью удаления с нее раздичных загрязнений, остатков покрытий. Полная очистка поверхности стекла производится в следующей последовательности:
предварительная мойка в концентрированных растворах NaOH или КОН, промывка в проточной воде, выдержка в концентрированном растворе хромпика K2Cr2O7, промывка в проточной и дистиллированной воде, сушка.
Обезжиривание стекла производится промывкой в ацетоне, мойкой в горячем растворе соды или хромпика, промывкой в горячей дистиллированной воде, а затем ополаскиванием в спирте.
5.7 Изготовление спиралей
В большинстве случаев для изготовления спиралей применяется вольфрамовая проволока марки ВА, ВМ или ВТ диаметром от 0,01 до 1,25 мм.
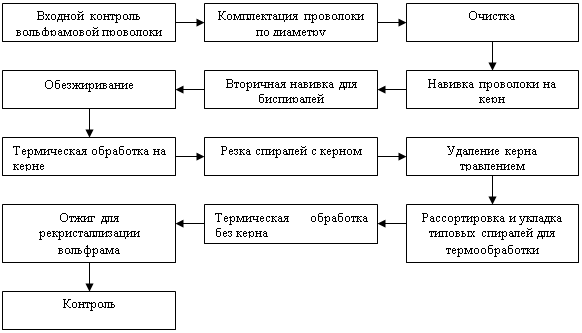
Рис.7. Схема типового технологического процесса изготовления спиралей.
Схема типового технологического процесса изготовления спиралей показан на рис.7. Операции по изготовлению спиралей можно объединить в следующие основные группы: подготовительные, спирализация, обработка спиралей на керне и заключительные операции.
А) Подготовительные операции. К подготовительным операциям можно отнести входной контроль спирализуемой проволоки и вспомогательной проволоки для керна, их комплектацию по диаметру и предварительную очистку.
Входной контроль. Контроль проволоки заключается в проверке ее диаметра, испытаниях на растяжение, перегиб и способность спирализоваться, оценке ползучести, выявлении микроструктуры, а также проверке проволоки по внешнему виду и качеству намотки на катушку.
Очистка. Вольфрамовая проволока до спирализации очищается только в некоторых специальных случаях. Обычно на операцию спирализации поступает неочищенная от графитовой смазки проволока. Установлено, что такая проволока лучше спирализуется.
Очистка проволоки для керна перед спирализацией обязательна. При этом молибденовую проволоку очищают электролитическим травлением в щелочи, а стальную – промывкой в трихлорэтилене.
Непосредственно перед спирализацией вольфрамовую проволоку перематывают с больших катушек на специальные шпули небольшого диаметра.
Б) Спирализация. Процесс спирализации осуществляется на спирализационных машинах. В одних случаях керн спирализации оставляют в спирали и ряд последующих технологических операций проводят лдя спирализованной проволоки вместе с керном, затем керн удаляют вытравливанием. В других случаях при спирализации используют постоянный керн; после навивки спирали его снимают и используют повторно для последующих навивок.
Для получения равномерного шага и плотного прилегания спирали к керну при навивке вольфрамовая проволока должна натягиваться равномерно и с достаточным усилием.
В процессе спирализации вольфрамовую проволоку для увеличения ее плсатичности в момент навивки на керн подвергают прямому или косвенному нагреву.
В) Обработка спиралей на керне включает в себя следующие операции: обезжиривание, термическую обработку, резку спиралей с керном и удаление керна травлением.
Обезжиривание. Для обезжиривания спирализованную проволоку на керне, намотанную на стальные перфорированные ободки погружают на 15-30 мин в ванны с трихлорэтиленом или бензином. Обезжиренные спирали тщательно просушивают, очищают от графитовой смазки кипячением в расворе щелочи в течение примерно 30 мин, снова промывают в проточной воде и сушат в центрифуге.
Термическая обработка. Обезжиренные спирали подвергают термообработке с целью снятия напряжений, закрепления формы и удаления остатков графитовой смазки. Отжиг проводят в водороде или препарированном газе обычно в два этапа: сначала при относительно невысокой температуре в среде увлажненного газа, затем при более высокой температуре в среде хорошо осушенного газа. Обработку ведут путем перемотки спирализованной проволоки в два или три ручья через муфельную печь.
Первичный отжиг спиралей на молибденовом керне проводится при 1150-1200 °С в среде увлажненного газа с точкой росы около 20 °С. Содержащиеся в газе молекулы воды при рабочей температуре отжига разлагаются с выделением кислорода, который взаимодействует с углеродом на спирали, образуя углеродистый газ. Этот газ непрерывно вытесняется из печи.
После удаления остатков графической смазки со спирали проводят второй этап отжига. Использование на этом этапе более высоких температур (около 1300-1350 °С) позволяет устранить натяжения и закрепить форму спирали.
Резка. Отожженую спирализованную проволоку на керне разрезают на отдельные отрезки требуемой длины с помощью специальных машин резки.
Травление. Операцию травления производят для удаления керна и очистки спиралей от окислов, остатков графитовой смазки и органических загрязнений. При травлении должна достигаться высокая скорость растворения керна без заметного уменьшения диаметра вольфрамовой проволоки, высокое качество очистки и малый расход травильных составов. Потери в массе спирали в результате травления должны быть в пределах 3-5 %.
Г) Заключительные операции. После удаления керна спирали сортируются и направляются на заключительные операции: отжиг, формовку и контроль.
Отжиг. Проведение отжига на этом этапе преследует ту же цель, что и отжиг спиралей до удаления керна, т.е. снятие оставшихся напряжений, доочистка спиралей и закрепление их формы.
Отжиг выполняется в муфельных высокотемпературных печах в среде хорошо осушенного водорода или препарировочного газа. Отжиг рекомендуется проводить в два приема: сначала при температуре 1100-1150 °С, а затем при температурах, заданных в зависимости от марки вольфрама и диаметра проволоки.
Формовка. Операция формовки проводится с целью придания прямолинейной спирали более сложной формы. Формовка осуществляется вручную путем перегибания спирали по участку тире об нагретый пропусканием электрического тока до температуры 300-500 °С вольфрамовый или молибденовый утюжок.
Отформованные спирали вставляют в молибденовые рамки, предварительно нанизывая их на вольфрамовые иглы, или укладывают в молибденовые формы. Затем спирали отжигают в электрической печи в среде водорода или препарировочного газа при 1400-1500 °С в течение 25-30 мин.
Контроль. Качество спиралей контролируется как в процессе их изготовления, так и после окончания его.
Браки выявляются путем внешнего осмотра спиралей на молочном стекле с нижней подсветкой.
Взвешиванием на торзионных весах можно по несоответствию массы спирали норме выявить отклонение диаметра вольфрамовой проволоки, общего числа витков в спирали и потери в массе спирали после травления от заданных значений.
Прочность спиралей проверяют их растягиванием до заданной длины или сгибанием на определенный угол, при этом спирали не должны нарушаться.
6. Начальные сборочные операции
Изготовление гребешковых ножек. Гребешковые ножки собираются из тарелки, штенгеля, вводов и штабика. Для сборки гребешковых ножек применяют ножечный атвомат карусельного типа с 24, 28 или 32 рабочими позициями.
Изготовление ножек на автомате производится путем последовательного выполнения следующих операций: выравнивание загруженных полуфабрикатов и фиксирование в нужном положении, постепенный разогрев стекла огнями газовых горелок, штамповка лопатки с помощью расколоток, продувание откачного отверстия штенгеля, остывание ножек на автомате при обогреве их мягкими огнями и выгрузка ножек в печь отжига.
Отжиг ножек. Отжиг проводится сразу после изготовления ножек. При поточном производстве ламп используются ленточные или туннельные печи непрерывного действия, которые располагаются сразу после ножечного автомата.
Монтаж ножек. Операция монтажа состоит в соединении внутриламповых конструктивных элементов между собой и закреплении их на ножке лампы в соответствии с чертежом. Монтаж ножек ЛН в массовом производстве ведется на автоматах карусельного типа с большим числом рабочих позиций.
Монтаж производится в следующей последовательности. В гнездо автомата автоматически загружается штампованная ножка, прошедшая операцию отжига после изготовления на ножечном автомате. Ножка подается в клещи автомата монтажа загрузочным механизмом в таком положении, что плоскость лопатки ножки располагается перпендикулярно радиусу карусели, а штенгель направлен вверх.
После разведения вводов в стороны и подрезки их по размеру концы вводов для последующего закрепления в них спиралей расплющиваются в плоские лопаточки, а затем загибаются в крючки.
Спирали переносятся вакуумными присосами с поворачивающегося зубчатого барабана к ножке так, чтобы участки тире точно размещались в крючках. Зажим крючков должен производится с одинаковой силой. После зажатия спирали присосы разобщаются с вакуумной системой и сообщаются с подводкой хорошо очищенного сжатого воздуха, поддув которого облегчает отделение спирали от присосов.
Заварка ламп. Для заварки ламп накаливания применяется специализированное высокопроизводительное оборудование. Обычно для этих целей используют совмещенные заварочно-откачные автоматы карусельного типа с различным числом рабочих позиций.
На загрузочной позиции в заварочную карусель автомата загружаются смонтированная ножка и колбы с нанесенной, но не закрепленной маркой.
Ножку устанавливают в свечу, а колбу поверх ножки – в специальный шаблон-держатель.
При движении карусели рабочие гнезда приводятся во вращение, что обеспечивает большую равномерность разогрева стекол. Огни неподвижно укрепленных на станине газовых горелок настроены так, чтобы с заданной скоростью нагреть стекло до размягчения. Размягченное стекло колбы постепенно стягивается и приходит в соприкосновение со стеклом ножки. В это время нижняя концевая часть колбы под собственным весом отрывается и падает вниз. Место соединения ножки и колбы проваривается жесткими огнями. Для придания месту заварки нужной формы горло колбы специально формуется.
Одновременно с заваркой, как правило, производится обжиг марки.
Вакуумная обработка прожекторных ламп. Вакуумная обработка прожекторных ламп ведется на откачных постах. Обработка ламп включает: откачку ламп механическим насосом до давления в несколько единиц паскалей; обезгаживание колбы в течение 10 мин при 475 °С; 10 – 12-кратную промывку ламп азотом при давлении 80 кПа; откачку ламп до предельного вакуума насоса; наполнение ламп чистым азотом; ручную отпайку ламп с помощью газовой горелки.
Цоколевание. При производстве массовых типов ламп накаливания операцию цоколевания и крепления выводов совмещают и проводят на автомате карусельного типа.
В рабочее гнездо автомата вставляется колба с надетым на нее цоколем. Колба лампы удерживается специальным шаблоном в цоколе патрона. Под действием пружины шток поджимает с колбой к цоколю, а цоколь – к патрону. Рабочие элементы гнезда обеспечивают необходимую центровку колбы и цоколя относительно друг друга.
Нагрев цоколей ведется через массивные патроны. После завершения процесса сушки мастики выступающие за пределы цоколя части выводов автоматически подрезаются и происходит крепление выводов к контактам цоколя.
Обжиг ламп. Обжиг ламп проводится в один прием на специальных карусельных рамах или на цоколевочных автоматах совмещенно с операцией цоколевания. Начальные ступени обжига проиводятся при напряжении, равном 85-90 % номинального, а последующего – при напряжении, равном 115-120 % номинального. Время обжига 20-30 сек.
Технологическая выдержка и упаковка ламп. Чтобы предотвратить потребителю попадание медленно натекающих ламп, на электроламповых заводах организуется их выдержка на промежуточном складе перед отгрузкой покупателю. Срок выдержки устанавливается в зависимости от назначения ламп, обычно от 3 до 5 суток. Для специальных ламп – 2 недели и более.
Все лампы по завершении срока выдержки проверяют на зажигание или натекание и после отбраковки передают их на упаковку.
Основной целью упаковки ламп является защита ламп при хранении и транспортировке от механических повреждений, загрязнений, воздействия атмосферных осадков и других неблагоприятных условий окружающей среды. Для упаковки ламп в основном используют гофрированный картон.
7. Специальное задание
Специальное задание по ЛН выполнение которого предусмотрено в курсовом проекте предопределяется следующими факторами:
Технологическими задачами решаемыми на производстве.
Научными и прикладными знаниями в области ЛН общего назначения.
Оценками предельных и эксплуатационных возможностей ЛН при различных ограничениях.
Принятыми процедурами использования аналитических связей установленных для ЛН.
Необходимостью углубления теоретических и инженерных знаний полученных студентами на лекциях, в лаборатории и при работе над технической литературой по тепловым источникам оптического излучения.
Необходимо выбрать диаметр нити из существующей номенклатуры и оценить влияние изменения диаметра нити на ее температуру, световой поток, мощность и световую отдачу ЛН при неизменных остальных параметрах.
Влияние изменения диаметра нити на ее температуру, световой поток, мощность и световую отдачу произведением по следующим уравнениям:
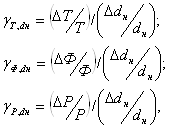
где ![]() ,
, ![]() и
и ![]() - коэффициенты нестабильности; Т,Ф,
Рл, dн – рассчитанные значения температуры тела накала, светового потока лампы,
мощности лампы и диаметра нити; Δdн – отклонение диаметра нити,
определяемое по формуле:
- коэффициенты нестабильности; Т,Ф,
Рл, dн – рассчитанные значения температуры тела накала, светового потока лампы,
мощности лампы и диаметра нити; Δdн – отклонение диаметра нити,
определяемое по формуле:
Δdн = dнор - dн;
Δ Т, Δ Ф, Δ Рл – определяемое отклонение значений температуры тела накала, светового потока лампы, мощности лампы в следствии отклонения диаметра нити Δdн.
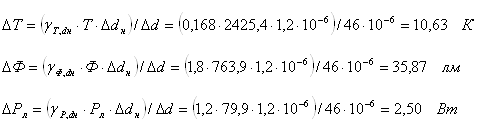
Из существующей номенклатуры вольфрамовой проволоки выбираем диаметр Δdн = 46·10-6 м. Расчетный диаметр Δdн = 44,8·10-6 м.
Δdн = 1,2·10-6;
Δdн/d =1, 023;
У ЛН со слабым охлаждающим действием поддержек при
неизменных значениях коэффициента шага, коэффициента сердечника при отклонении
диаметра нити коэффициенты нестабильности ![]() ,
, ![]() и
и ![]() определяются по следующим
выражениям:
определяются по следующим
выражениям:
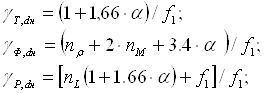
где
α = k/(1-k) = 0; f1 = nρ + nМ + 2,7α,
f1 = 1,19 + 4,75 = 5,94.
Итак,
![]()
ΔН = Нном – Нл = 6,7 – 9,56 = 0,14 лм/Вт.
При принятии диаметра нити из номенклатурного списка температура тела накала увеличится на 10,63 К, световой поток возрос на 35,87 лм и мощность увеличилась на 2,50 Вт. При этом световая отдача повысилась на 0,14 лм/Вт.
Заключение
В данном курсовом проекте была рассчитана лампа накаливания типа С 220-80. Описано устройство лампы накаливания, ее основные узлы, конструкции. Далее было рассчитано тело накала, его геометрические размеры. Проведено конструирование ножки, выбраны ее основные геометрические размеры, диаметр плавкой вставки, внутренний диаметр штенгеля. Рассчитана средняя температура колбы по ее заданному диаметру. Далее была приведена технология изготовления спроектированной лампы. Приведены зависимости основных параметров от диаметра нити накала. А также рассчитаны изменения температуры тела накала, светового потока и мощности лампы при замене рассчитанного диаметра нити накаливания на номенклатурную.
Список литературы
1. П.В.Пляскин, В.В.Федоров, Ю.А.Буханов. Основы конструирования электрических источников света - М.: Энергоатомиздат, 1983. - 360с., ил.
2. Л.Г.Ульмишек. Производство электрических ламп накаливания.- М.: «Энергия», 1966. - 640с., ил.
3. В.С. Литвинов, Г.Н. Рохлин. Тепловые источники оптического излучения. М., Энергия, 1975, 248 с.
| Изготовление технологического процесса изготовления лампы накаливания ... | |
|
МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМ. Н.П. ОГАРЁВА Факультет светотехнический Кафедра экономики и управления на предприятии ПОЯСНИТЕЛЬНАЯ ЗАПИСКА ... Ключевые слова: ввод, дрот, заварка, крючки, колба, лампа накаливания, маркировка, мастика, откачка, отпайка, тарелка, тело накала, цоколь Углеродные загрязнения при работе лампы образуют с вольфрамом карбиды, приводящие к повышению локальной температуры и точечной хрупкости проволок и спиралей, что в свою очередь ... |
Раздел: Рефераты по схемотехнике Тип: реферат |
| Товароведная характеристика ламп накаливания и фарфоровых изделий | |
|
Содержание 1. Источники света: лампы накаливания и ртутные лампы низкого давления (люминисцентные лампы). Светотехническая арматура 2. Никель и его ... 1 - колба; 2 - полость колбы (вакуумированная или наполненная газом); 3 - тело накала; 4, 5 - электроды (токовые вводы); 6 - крючки-держатели тела накала; 7 - ножка лампы; 8 ... Спираль накала такой лампы обычно уложена за счет особой конструкции и подвески в колбе более компактно для лучшей фокусировки; |
Раздел: Рефераты по маркетингу Тип: контрольная работа |
| Химическая устойчивость натрий-кальциевых и химико-лабораторных стекол | |
|
Содержание Введение Раздел 1. Товароведение 1.1 Сырьевая и производственная база стекольной промышленности 1.1.1 Производство стекла разного ... Это стекло применяется в приборостроение (испытанное стекло предназначено для изготовления выскоземетров), в электронных (в лампах накаливания), и для разного ассортимента химико ... Лампы газоразрядные по 60 Вт. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Электронные пускорегулирующие аппараты для разрядных ламп высокого ... | |
|
СОДЕРЖАНИЕ 1. КЛАССИФИКАЦИЯ СХЕМ ПРА 2. СТАРТЕРНЫЕ ПУСКОРЕГУЛИРУЮЩИЕ АППАРАТЫ ДЛЯ ЛЮМИНЕСЦЕНТНЫХ ЛАМП 2.1 ОДНОЛАМПОВЫЕ СТАРТЕРНЫЕ ПРА 2.2 ДВУХЛАМПОВЫЕ ... В резистивных аппаратах может быть использован балластный резистор или нелинейный резистор (вольфрамовая спираль лампы накаливания). Например, дроссель к лампе мощностью 40 Вт можно применять для включения двух ламп мощностью по 20 Вт. |
Раздел: Рефераты по физике Тип: курсовая работа |
| Моделирование тепловых процессов при наплавке порошковой проволокой | |
|
Министерство образования и науки Украины Донбасская государственная машиностроительная академия Кафедра компьютерных информационных технологий ... В процессе сварки нагрев и плавление сердечника проволоки происходит за счет тепла, поглощаемого сердечником от излучения сварочной дуги Qu и, теплопередачи от расплавленной капли ... В качестве источников света используют люминесцентные лампы мощностью 40 Вт или энергоэкономичные мощностью 36 Вт типа ЛБ, ЛХВ и ЛЕЦ как наиболее эффективные и приемлемые с точки ... |
Раздел: Рефераты по информатике, программированию Тип: дипломная работа |