Курсовая работа: Система охранной сигнализации
Введение
Автоматизация является качественно новым этапом в совершенствовании производства. Основные обязанности человека в этом случае – наблюдение за параметрами процесса и выполнение внештатных операций. Применение средств автоматизации позволяет увеличить число агрегатов и механизмов, обслуживаемых одним человеком. Основные операции, которые выполняет человек в этом процессе – включение и отключение агрегатов, а в случае возникновения нештатных ситуаций – отключение регулятора и принятия на себя функции регулирования. Для этого он пользуется средствами дистанционного управления механизированными приводами различных регулирующих органов применение средств технологической защиты, блокировки и автоматического включение резервных механизмов позволяет автоматизировать и сам процесс ликвидации аварийных положений.
Автоматизация производственных процессов развилась по пути замены тяжелого физического труда человека работой механизмов. Механизация ручных операций на производственных предприятиях создала предпосылки для передачи технологическим регуляторам операций по управлению производственными процессами.
При автоматизации одной области промышленности возникает потребность в перенастройке технологии, аппаратуры и организации в смежной области. Автоматизация приносит наибольший эффект в тех случаях, когда технологи, конструкторы, специалисты по организации и планированию работают в тесном контакте со специалистами по автоматизации. Такая совместная работа предполагает их взаимопонимание, которое может быть достигнуто лишь в том случае, если специалисты различных профессий будут иметь общие представления автоматизации производственных процессов.
Таким образом, автоматизация работы оборудования включает: механизацию тяжелых работ и трудоемких процессов, дистанционное управление, автоматизацию непрерывных процессов, автоматическое регулирование по заданной программе.
К функциям контроля за состоянием объектов относят: технологическая защита, блокировка, автоматическое включение резерва, технологическая сигнализация.
Сигнализация автоматически подает сигнал при срабатывании защиты, блокировки , а так же при включении резерва и служит для привлечения внимания дежурного персонала к месту возникновения неисправности.
Контролем за состоянием объекта управления называется процесс получения информации. Основной задачей системы автоматического контроля является измерение параметров объекта управления и сравнения текущих значений с допустимыми, регистрация значений параметров и их текущих отклонений от заданных , сигнализация возникновения нештатных ситуаций. По расстоянию от объекта до средств автоматического контроля системы бывают сосредоточенного, дистанционного и телемеханического контроля. Системы сосредоточенного контроля размещают в непосредственной близости от объекта управления. Системы дистанционного контроля размещают на определенном расстоянии от объекта управления, они содержат специальные средства предварительной обработки для передачи контролируемых параметров по линиям связи. Системы телемеханического контроля позволяют осуществить беспроводную связь с объектом управления.
Применение отдельных видов автоматизации не освобождает персонал от выполнения ряда ручных операций и не позволяет сократить численность персонала до возможного минимума. Поэтому полный эффект от автоматизации достигается лишь при комплексном использовании всех ее средств в разумном сочетании.[1]
В данном курсовом проекте будет рассмотрена система охранной сигнализации. Разработано: описание технологии монтажа данной системы, инструкция по монтажу, регулировке и ремонту системы охранной сигнализации.
1.1 Назначение и состав устройства
Это устройство является многофункциональным и может использоваться для охраны автомобиля, квартиры или гаража. При срабатывании сигнализации включается звуковой сигнал. Устройство имеет встроенный источник питания и в аварийной ситуации является энергонезависимым. Вся схема устройства вместе со звуковым сигналом выполнены в одном корпусе.
При охране автомобиля устройство работает с двумя типами внешних датчиков:
а) для дверей (датчики открывания дверей или датчик механических колебаний) — включает звуковой сигнал с задержкой 6 секунд;
б) для закрытого капота и багажника — мгновенное включение звукового сигнала.
Владелец автосторожа при срабатывании сигнализации по звуку легко может определить группу датчиков, сработавших во время охраны.
Схема автосторожа обеспечивает после включения охраны задержку 12±2 секунд для выхода из машины и 6±1 секунд при входе в автомобиль для отключения сигнализации скрытно установленным тумблером S1 до срабатывания звукового сигнала.
Схема подключения автосторожа обеспечивает блокировку системы зажигания (второй парой контактов тумблера S1) на все время охраны вне зависимости от срабатывания датчиков.
В охранном устройстве предусмотрена светодиодная индикация режима срабатывания датчиков сигнализации, что удобно при установке и эксплуатации, так как является индикатором нормальной работы всей схемы.
Устройство питается от аккумулятора автомобиля, но в случае аварийной ситуации (при его отключении) схема автоматически переключается на встроенный резервный источник питания, при этом потребляемый ток в режиме ОХРАНА не превышает 0,5 мА.
При охране квартиры или гаража электропитание устройства осуществляется от встроенного источника питания, которым является блок из шести элементов А316 или аккумуляторов НКГЦ-0,45, при этом ток потребления в режиме ОХРАНА не превышает 0,5 мА и элементы питания обеспечат работу устройства в режиме ОХРАНА не менее одного года (если не срабатывал звуковой сигнал).
Работает устройство с двумя линиями от датчиков:
а) датчик двери — включает звуковой сигнал с задержкой 6 секунд;
б) датчик закрытого окна или вторых дверей — включение звукового сигнала мгновенно.
Схема сторожа обеспечивает после включения режима охраны задержку в 12 секунд для выхода из квартиры и 6 секунд при входе — для отключения сигнализации до срабатывания звукового сигнала.
Электрическая схема собрана на четырех микросхемах КМОП серии, что обеспечивает малое потребление тока, и состоит из триггера на элементах D1.1...D1.3, генератора на частоту около 500 Гц — D2.2 и D2.3, счетчика тактовой частоты D3 и схемы селекции временных интервалов на микросхеме D4. Транзисторы VT1 и VT2 позволяют усилить ток в нагрузке, которой является внутренний малогабаритный динамик (ЗГДШ-14-4), а также может подключаться внешний источник сигнала — гудок автомобиля.
В схеме сигнализации имеется светодиодная индикация режима срабатывания датчиков, что является показателем работы.
Особенностью приводимой схемы является отсутствие электролитических конденсаторов, что позволяет повысить ее надежность и расширить диапазон рабочих температур для устройства охраны.[2]
1.2 Условия эксплуатации
Все внешние воздействия можно разделить на климатические, механические и радиационные.
К климатическим воздействиям относятся температура окружающей среды, влажность, атмосферное давление и наличие в атмосфере активных веществ.
К механическим воздействиям относятся вибрация, удары, линейное ускорение, невесомость (для данной системы механические воздействия не допускаются).
К радиационным воздействиям относятся космическое излучение, излучение от атомных двигателей, реакторов и др.
По условиям эксплуатации различают аппаратуру, работающую в нормальных условиях, наземную и бортовую.
На данную сигнализационную систему будут оказывать большое влияние климатические воздействия, и применение данной системы может осуществляться только в нормальных условиях.
Для нормальных условии, обеспечиваемых в закрытых отапливаемых помещениях, характерно поддержание определенного узкого диапазона изменения температуры, влажности, давления, отсутствие газов, кислот, микроорганизмов, пыли, механических воздействий, излучения выше допустимого.
Наибольшее влияние на работу аппаратуры оказывает температура окружающей среды, так как от номинала температуры или ее изменения в разной степени зависят свойства всех материалов и элементов.
Повышение температуры окружающей среды вызывает нестабильность работы полупроводниковых приборов и микро электронных устройств, увеличение сопротивления проводниковых материалов и ухудшение параметров изоляции, вплоть до полного отказа аппаратуры.
Понижение температуры отрицательно влияет на работу электромеханических устройств и радиоэлектронной аппаратуры, особенно при значительных перепадах температуры — термоударах.
Повышенная относительная влажность воздуха и непосредственное воздействие атмосферных осадков приводит к ухудшению характеристик изоляционных материалов, появлению коррозии металлов.[3]
1.3 Принцип действия
В момент включения питания схемы на выходах счетчика D3 устанавливается (цепью СЗ, R4) лог. "0". Это обеспечивает появление лог. "1" на выводе D4/10 и лог. "0" на D1/3. При этом будет работать автогенератор и связанный с ним счетчик до момента времени, пока на выводе D3/2 не появится "1". Если ни один из датчиков не сработал, то через 12 секунд появится лог. "1" на выводе D1/3 — генератор остановится. С этого момента устройство будет находиться в режиме ОХРАНА, и срабатывание датчиков приведет к переключению триггера на элементах D1.1...D1.3 (на выводе D1/4 появится лог. "1", а на выводе D1/3 — "0"), что приведет к продолжению работы генератора и счетчика, а на выходной нагрузке через 6 секунд появится звуковой сигнал.
Все элементы схемы, кроме светодиода HL1, тумблера S1, динамика ВА1, резистора R5, элементов питания и датчиков, размещены на односторонней печатной плате размером 110х45 мм. При этом потребуется сделать шесть объемных перемычек.
Транзистор VT1 крепится к теплорассеивающей пластине (радиатору). В качестве переключателя S1 применен тумблер ТЗ или любой аналогичный с двумя переключающими контактами.[2]
1.4 Выбор и обоснование организационной формы сборки
Организационной формой сборки называется принятая форма связей между отдельными операциями сборочного технологического процесса и рабочими местами в определенных условиях производства
Имеются в виду временные связи между отдельными операциями, технические связи между рабочими местами и взаимосвязи между операциями и рабочими местами.
Под временными связями между операциями понимается порядок выполнения их с учетом соотношения времени выполнения разных операций и стабильности или нестабильности времени выполнения одних и тех же операций. Операции во времени обычно выполняются последовательно, но не исключается параллельно-последовательное выполнение их, когда на определенных стадиях сборки, как правило, в начале технологического процесса, сборочные единицы более низкой категории сложности собираются одновременно независимо друг от друга с соблюдением определенной последовательности операций, как при сборке этих узлов, так и при последующей сборке изделия в целом. Сюда можно отнести и сборку с перекрытием времени выполнения отдельных операций.
Основным условием применения параллельно-последовательной сборки является возможность расчленения изделия на сборочные узлы, позволяющие собирать их независимо друг от друга
Под техническими связями между рабочими местами понимаются технические средства, с помощью которых обеспечивается перемещение объекта сборки по различным рабочим местам согласно последовательности выполнения операций.
Под взаимосвязями между операциями и рабочими местами понимается размещение операций по рабочим местам. Рабочее место может быть рассчитано и соответственно оборудовано для выполнения одной операции, нескольких операций или всего технологического процесса сборки изделия.
Целостность и непрерывность технологического процесса сборки и определяют организационное построение сборочного процесса. При высокой степени концентрации сборочного процесса, когда все или почти все операции выполняются на одном рабочем месте, отпадают технические связи между рабочими местами, т. е формы связей становятся неподвижными.
При определенной степени дифференциации технологического процесса операции сборки выполняются на нескольких рабочих местах, при этом возникает необходимость б распределении операций по рабочим местам, порядке выполнения операций по времени, технических связях между рабочими местами, т. е. формы связей становятся подвижными.
В соответствии с формами связи различают две основные формы сборки- стационарную (неподвижную) и подвижную.
Стационарная сборка характеризуется тем, что объект сборки собирается на одном рабочем месте. Эта форма сборки в свою очередь подразделяется на концентрированную и дифференцированную
При стационарной концентрированной сборке изделие собирается на одном рабочем месте целиком от начала до конца. При стационарной дифференцированной сборке изделие собирается в два этапа На первом этапе на одном рабочем месте последовательно или на нескольких рабочих местах параллельно собираются основные узлы изделия (узловая сборка), а затем на отдельном рабочем месте из узлов собирают изделие в целом (общая сборка). Не исключается, что собранные узлы не сразу поступают на общую сборку, и накапливаются на промежуточном складе.
Подвижная сборка
характеризуется перемещением объекта сборки по рабочим местам в соответствии с
последовательностью выполнения операций. Перемещение может быть со свободным
ритмом, т. е. от одного рабочего места к другому объект сборки перемещается по
мере выполнения операций. Практически такое перемещение осуществляется с
помощью напольных и настольных тележек, наклонных склизов, ленточных
транспортеров![]() .
.
Перемещение объекта сборки с принудительным ритмом осуществляется с помощью конвейера. Движение конвейера может быть непрерывным прерывистым Рабочие места располагаются или непосредственно на месте конвейера или неподвижно рядом с ним, что очень удобно при сборке точных малогабаритных приборов.
Сложность, точность и габариты изделия; возможность расчленения изделия на узлы; условия взаимозаменяемости; соотношение времени на Выполнение отдельных операций; стабильность времени выполнения операций; квалификация сборщиков.[4]
Для данного устройства наиболее приемлема стационарная концентрированная сборка. Так как устройство не слишком сложное в изготовлении и сборку может осуществить один человек-сборщик.
1.5 Выбор и описание метода сборки устройства
Методом сборки называется принятый метод обеспечения заданной точности выходных параметров изделия б процессе производства при определенных требованиях взаимозаменяемости
Если рассматривать изделие как одну или несколько взаимосвязанных размерных цепей, то линейные размеры или другие параметры комплектующих элементов изделия будут составляющими звеньями размерной цепи, а размеры и отклонения замыкающих звеньев будут характеризовать величины и отклонения выходных параметров
В зависимости от вида элементов и вида связей между этими элементами, которые входят в состав изделия, размерные цепи могут быть линейными (механические устройства) и электрическими с соответственно линейными и электрическими параметрами замыкающих звеньев.
В соответствии с методами достижения заданной точности выходных параметров изделий б конкретных условиях производства различают следующие методы сборки
-метод полной взаимозаменяемости;
-метод неполной взаимозаменяемости;
-метод предварительного подбора,
-метод регулировки,
-метод подгонки по месту,
-метод подбора по месту.
При выборе метода сборки руководствуются прежде всего требованиями взаимозаменяемости и, кроме того, принимаются во внимание конструктивные особенности и точность приборов, серийность, выпуска, принятая организационная форма сборки, экономическая целесообразность
Для этого устройства в связи с точными параметрами элементов и их повторяемости применяется метод полной взаимозаменяемости
При обеспечении полной взаимозаменяемости сам процесс сборки упрощается и может выполняться рабочими более низкой квалификации;[4]
1.6 Техника безопасности на производстве
Правильная организация труда, четкость и аккуратность в работе способствуют безопасности монтажника на производстве. При выполнении монтажных работ необходимо строго соблюдать основные правила техники безопасности.
Наиболее опасно поражение электрическим током. Монтажник должен знать, что действие тока на организм человека зависит от силы тока, частоты, напряжения, продолжительности воздействия, пути прохождения тока и индивидуальных особенностей организма человека.
Электромонтажник обязан выполнять работы при соблюдении следующих требований безопасности
а) произвести необходимые отключения и принять меры, препятствующие подаче напряжения к месту работы вследствие ошибочного или самопроизвольного включения коммутационной аппаратуры;
б) наложить заземление на токоведущие части;
в) оградить рабочее место инвентарными ограждениями и вывесить предупреждающие плакаты,
д) принять
дополнительные меры, препятствующие ошибочной подаче
напряжения к месту работы при выполнении работы без применения
переносных заземлений;
е) на пусковых
устройствах, а также на основаниях предохранителей
вывесить плакаты «Не включать — работают люди/»,
з) проверку отсутствия напряжения производить в диэлектрических перчатках,
и) зажимы переносного заземления накладывать на заземляемые токоведущие части при помощи изолированной штанги с применением диэлектрических перчаток;
Смену плавких вставок предохранителей при наличии рубильника следует производить при снятом напряжении. При невозможности снятия напряжения (на групповых щитках, сборках) смену плавких вставок предохранителей допускается производить под напряжением, но при отключенной нагрузке.
Смену плавких вставок предохранителей под напряжением электромонтер должен производить в защитных очках, диэлектрических перчатках, при помощи изолирующих клещей.
Перед пуском оборудования, временно отключенного по заявке не электротехнического персонала, следует осмотреть его, убедиться в готовности к приему напряжения и предупредить работающих на нем о предстоящем включении.
Присоединение и отсоединение переносных приборов, требующих разрыва электрических цепей, находящихся под напряжением, необходимо производить при полном снятии напряжения.
При выполнении работ на деревянных опорах воздушных линий электропередачи электромонтеру следует использовать когти и предохранительный пояс.
При выполнении работ во взрывоопасных помещениях электромонтажнику не разрешается:
а) ремонтировать электрооборудование и сети, находящиеся под напряжением;
б) эксплуатировать электрооборудование при неисправном защитном заземлении;
в) включать автоматически отключающуюся электроустановку без выяснения и устранения причин ее отключения;
г) оставлять открытыми двери помещений и тамбуров, отделяющих взрывоопасные помещения от других;
Требования безопасности по окончании работы
По окончании работы электромонтажник обязан:
- передать сменщику информацию о состоянии обслуживаемого оборудования и электрических сетей и сделать запись в оперативном журнале;
- убрать рабочее место;
- снять спец. одежду и убрать в шкафчик. [2]
2. Технологическая часть
2.1 Описание технологии монтажа
2.1.1 Изготовление печатной платы
Заготовки из фольгированного диэлектрика отрезают с припуском 30 мм на сторону. После снятия заусенцев по периметру заготовок и в отверстиях, поверхность фольги защищают на крацевальном станке и обезжиривают химически соляной кислотой в ванне. Рисунок схемы внутренних слоёв выполняют при помощи сухого фоторезиста. При этом противоположная сторона платы должна не иметь механических повреждений и подтравливания фольги.
Базовые отверстия получают высверливанием на универсальном станке с ЧПУ. Ориентируясь на метки совмещения, расположенные на технологическом поле. Полученные заготовки собирают в пакет. Перекладывая их складывающимися прокладками из стеклоткани, содержащими до 50% термореактивной эпоксидной смолы. Совмещение отдельных слоёв производится по базовым отверстиям.
Прессование пакета осуществляется горячим способом. Приспособление с пакетами слоёв устанавливают на плиты пресса, подогретые до 120…130° С. Первый цикл прессования осуществляют при давлении 0,5 Мпа и выдержке15…20 минут. Затем температуру повышают до 150…160° С, а давление – до 4…6 Мпа. При этом давлении плата выдерживается из расчёта 10 минут на каждый миллиметр толщины платы.
Охлаждение ведётся без снижения давления. Сверление отверстий производится на универсальных станках с ЧПУ СМ-600-Ф2.
В процессе механической обработки платы загрязняются. Для устранения загрязнения отверстия подвергают гидроабразивному воздействию. При большом количестве отверстий целесообразно применять ультразвуковую очистку. После обезжиривания и очистки плату промывают в горячей и холодной воде. Затем выполняется химическую и гальваническую металлизации отверстий. После этого удаляют маску.
Механическая обработка по контуру, получение конструктивных отверстий и Т. Д. осуществляют на универсальных, координатно-сверлильных станках (СМ-600-Ф2) совместимых с САПР. Выходной контроль осуществляется автоматизированным способом на специальном стенде, где происходит проверка работоспособности платы, т.е. её электрических параметров.
Затем идет операция гальванического осаждения меди. Операция проводиться на авто операторной линии АГ-44. На тонкий слой осаждается медь до нужной толщины. После этого производится контроль на толщину меди и качество её нанесения. Далее производиться обработка по контуру ПП. Эта операция производиться на станке CМ-600-Ф2 с насадкой в виде дисковой фрезы по ГОСТ 20320-74. В этой операции удаляется ненужный стеклотекстолит по краям платы и подгонка до требуемого размера. Затем методом сеткографии производиться маркировка ПП. Операция производиться на станке CДC-1, который требуемым штампом произведет оттиск на ПП маркировки. Весь цикл производства ПП заканчивается контролем платы. Здесь используется автоматизируемая проверка на специальных стендах [4]
2.1.2Размещение навесных элементов
Размещение навесных элементов осуществляется в с отраслевыми стандартами ОСТ 4.ГО.010.030, ОСТ4.ГО.010.009.
Выбор варианта установки элементов на плату производится в соответствии с заданными условиями эксплуатации и другими требованиями к конструкции печатного узла и аппаратуры, в которую входит данная печатная плата. При расположении навесных элементов можно руководствоваться следующими правилами:
Принципиальная электрическая схема разбивается на функционально
связанные группы, производится размещение элементов в каждой группе, составляется таблица соединений групп.
а) Группа элементов, имеющая наибольшее количество внешних связей размещается вблизи соединителя, а группа элементов, имеющая наибольшее число связей с уже размещенной группой размещается рядом.
б) При необходимости производится корректировка в размещении отдельных навесных элементов или замена отдельных связей.
в) При размещении необходимо учитывать тепловой режим, т.е. элементы, выделяющие большое количество тепла нужно размещать отдельно, либо на теплоотводах. Также необходимо обеспечивать минимальные значения длин связей; должно быть минимальным количество переходов печатных проводников со слоя на слой; должно быть минимальное количество паразитных связей между навесными элементами.
г) Необходимо выполнять равномерное распределение масс навесных элементов.
Элементы с большой массой размещают вблизи мест механического крепления платы.
2.1.3 Пайка
Для создания электрических контактов между отдельными радиоэлементами и проводниками печатных плат в процессе сборки и монтаже РЭА используют пайку с применением флюсов и припоев. Флюсы (например, канифоли) предназначены для очистки поверхности проводников, подлежащих пайке от образования оксида металла. Оловянно-свинцовые припои (ПОС) обеспечивают высокую надежность пайки, имеют низкую температуру плавления, обладают высокой электропроводностью и хорошо смачивают поверхность пайки. Кроме того, припои ПОС позволяют осуществлять групповую пайку при изготовлении РЭА с применением печатного монтажа. Наиболее простым и распространенным способом групповой пайки печатных плат является погружение платы в ванну с расплавленным припоем. При пайке погружением в расплавленный припой печатную плату с установленными на ней радиодеталями закрепляют в специальном держателе и погружают в ванну с расплавленным припоем. Этот способ обеспечивает одновременную пайку всех соединений, но требует выдерживания определенных температуры и времени пайки. При перегреве платы вспучивается диэлектрик, при недогреве снижается качество пайки.
Для изготовления печатных плат единичным или мелкосерийным тиражом применяют ручную пайку.[5]
2.2 Инструкция по монтажу, ремонту и наладке системы охранной сигнализации
2.2.1 Назначение
Это устройство является многофункциональным и может использоваться для охраны автомобиля (рисунок 1), квартиры (рисунок 2) или гаража. При срабатывании сигнализации включается звуковой сигнал.
Схема автосторожа обеспечивает после включения охраны задержку 12±2 секунд для выхода из машины и 6±1 секунд при входе в автомобиль.
Схема сторожа помещения обеспечивает после включения режима охраны задержку в 12 секунд для выхода из квартиры и 6 секунд при входе — для отключения сигнализации до срабатывания звукового сигнала.
2.2.2 Способы подключения устройства.
Схема автосторожа. Устройство имеет встроенный источник питания и в аварийной ситуации является энергонезависимым. Вся схема устройства вместе со звуковым сигналом выполнены в одном корпусе.
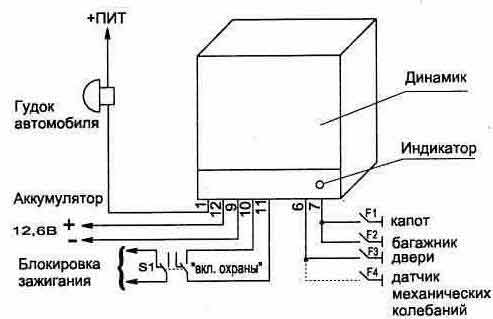
Рисунок 1. Подключение системы охраны к автомобилю
При охране автомобиля устройство работает с двумя типами внешних датчиков:
а) для дверей (датчики открывания дверей или датчик механических колебаний) — включает звуковой сигнал с задержкой 6 секунд;
б) для закрытого капота и багажника — мгновенное включение звукового сигнала.
Владелец автосторожа при срабатывании сигнализации по звуку легко может определить группу датчиков, сработавших во время охраны.
Схема автосторожа обеспечивает после включения охраны задержку 12±2 секунд для выхода из машины и 6±1 секунд при входе в автомобиль для отключения сигнализации скрытно установленным тумблером S1 до срабатывания звукового сигнала.
Схема подключения автосторожа обеспечивает блокировку системы зажигания (второй парой контактов тумблера S1) на все время охраны вне зависимости от срабатывания датчиков.
В охранном устройстве предусмотрена светодиодная индикация режима срабатывания датчиков сигнализации, что удобно при установке и эксплуатации, так как является индикатором нормальной работы всей схемы.
Устройство питается от аккумулятора автомобиля, но в случае аварийной ситуации (при его отключении) схема автоматически переключается на встроенный резервный источник питания, при этом потребляемый ток в режиме ОХРАНА не превышает 0,5 мА.
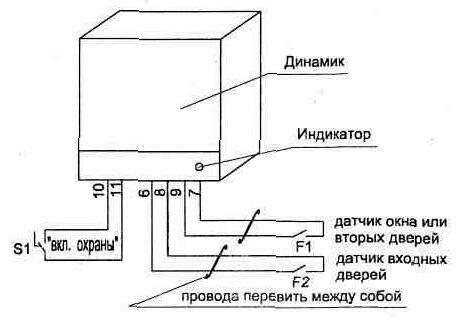
Рисунок 2. Подключение системы охраны в квартире
При охране квартиры или гаража, электропитание устройства осуществляется от встроенного источника питания, которым является блок из шести элементов А316 или аккумуляторов НКГЦ-0,45. При этом ток потребления в режиме ОХРАНА не превышает 0,5 мА и элементы питания обеспечат работу устройства в режиме ОХРАНА не менее одного года (если не срабатывал звуковой сигнал).
Работает устройство с двумя линиями от датчиков:
а) датчик двери — включает звуковой сигнал с задержкой 6 секунд;
б) датчик закрытого окна или вторых дверей — включение звукового сигнала мгновенно.
Схема сторожа обеспечивает после включения режима охраны задержку в 12 секунд для выхода из квартиры и 6 секунд при входе — для отключения сигнализации до срабатывания звукового сигнала.
В схеме сигнализации имеется светодиодная индикация режима срабатывания датчиков, что является показателем работы.
2.2.3 Монтаж электропроводок технических средств сигнализации
Монтаж электропроводок технических средств сигнализации должен выполняться в соответствии с проектом (актом обследования), типовыми проектными решениями.
Соединения и ответвления проводов и кабелей должны производиться в соединительных или распределительных коробках способом пайки или с помощью винтов.
Прокладка незащищенных проводов и кабелей через помещения, которые не подлежат защите, должна производиться скрытым способом или в металлических тонкостенных трубах.
При прокладке скрытым способом провода и кабели сигнализации должны быть проложены в отдельной штробе.
Прокладка проводов и кабелей по стенам внутри охраняемых зданий должна производиться на расстоянии не менее 0,1 м от потолка и, как правило, на высоте не менее 2,2 м от пола. При прокладке проводов и кабелей на высоте менее 2,2 м от пола должна быть предусмотрена их защита от механических повреждений.
2.2.4 Монтаж приемно-контрольных приборов (ПКП), сигнально - пусковых устройств и оповещателей (СПУ)
Установка ПКП в местах, доступных для посторонних лиц, например, в торговых залах предприятий торговли, должна производиться в запираемых металлических шкафах, конструкция которых не влияет на работоспособность приборов.
Если по требованиям пожарной безопасности не допускается устанавливать ПКП непосредственно в помещении, оборудованном средствами сигнализации, то ПКП устанавливаются вне помещения в запираемых металлических шкафах или ящиках, блокируемых на открывание.
Установка ПКП средней и большой информационной емкости и СПУ должна производиться в выделенных помещениях: на столе, стене или специальной конструкции на высоте, удобной для обслуживания, но не менее 1 м от уровня пола.
Не допускается установка ПКП:
- в сгораемых шкафах;
- на расстоянии менее 1 м от отопительных систем;
- во взрывоопасных помещениях;
- в помещениях темных и особо сырых, а также содержащих пары кислот и агрессивных газов.
Световые и звуковые оповещатели, как правило, должны устанавливаться в удобных для визуального и звукового контроля местах (межоконные и межвитринные пространства, тамбуры выходных дверей).
Допускается установка звукового оповещателя на наружном фасаде здания в металлическом кожухе на высоте не менее 2,5 м от уровня земли.
2.2.5 Регулировка и ремонт устройства
Применяемые резисторы и конденсаторы можно использовать любого типа. Все элементы схемы, кроме светодиода HL1, тумблера S1, динамика ВА1, резистора R5, элементов питания и датчиков, размещены на односторонней печатной плате размером 110х45 мм. При этом потребуется сделать шесть объемных перемычек.
Транзистор VT1 крепится к теплорассеивающей пластине (радиатору). В качестве переключателя S1 применен тумблер ТЗ или любой аналогичный с двумя переключающими контактами.
При правильной сборке и исправных деталях схема не требует настройки. Общие габариты всего устройства, при использовании малогабаритного источника звука, не превышают 140х120х60 мм.
Ремонт данной системы производится заменой неисправных элементов на работоспособные в соответствии с техническими требованиями.
Примечание
Несоблюдение правил монтажа данного оборудования может привести к неисправностям, поломкам и сбоям в работе.
Внимание!
Необходимо тщательно защитить блок схему и соединительные провода от посторонних лиц, в несгораемом шкафу, с температурой от -40 до +50 С˚. Попадание влаги не допускается!
Список литературы
1 Лаврус В.С. Серия "Информационное издание". Выпуск 1. Охранные системы. Москва «Наука и техника», 1996г.
2 Интернет сайт “cxem.net”
3 Филатов В.В, Филатова Г.А. «Расчет и конструирование деталей аппаратуры САУ.» Москва «Машиностроение» 1989г.
4 Шепелев Н.А «Монтаж, наладка и эксплуатация специализированных изделий и систем» Москва «Машиностроение» 1989г.
5 Пирогова Е.В. «Проектирование и технология печатных плат» Москва «Форум» 2005г.