Курсовая работа: Процес виготовлення деталі поршневої групи
Курсовий проект на тему
"Процес виготовлення деталі поршневої групи"
Дисципліна: Технологія машинобудування
Зміст
Введення
1. Аналіз службового призначення машини, вузла, деталі
1.1 Характеристика установки
1.2 Характеристика вузла
1.3 Короткий опис деталі
2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі
3. Визначення типу виробництва й форми організації роботи
3.1 Коротка характеристика обраного типу виробництва
4. Аналіз технологічності конструкції деталі
5. Аналіз існуючого або типового технологічного процесу
5.1 Формування завдань проектування
6. Вибір способу одержання заготівлі
6.1 Характеристика процесу малодоходні
6.2 Основні операції при малодоходному
6.3 Прокат
6.4 Порівняння способів одержання заготівлі
7. Розробка варіанта технологічного маршруту механічної обробки деталі
7.1 Вибір обґрунтування способів обробки поверхонь заготівлі
7.2 Вибір і обґрунтування схем базування й закріплення
7.3 Складання маршрутного технологічного процесу й вибір оптимального
7.4 Обґрунтування вибору металорізальних верстатів
7.5 Обґрунтування вибору іншого технологічного встаткування
8. Розробка операційної технології
8.1 Розробка структури операцій
8.2 Розрахунок припусків на обробку поверхонь
8.3 Розрахунок режимів різання
8.4 Технічне нормування операцій
Література
Введення
Машинобудівна галузь є основною технологічною базою, яка визначає розвиток всієї промисловості будь-якої країни. Тому темпи росту машинобудування повинні значно перевищувати аналогічні показники інших галузей народного господарства. У цей час машинобудування, як жодна з інших галузей, сильно відстає від науково-технічного прогресу, у зв'язку зі складністю технологічного встаткування, що випускається. Новітні випущені верстати й інше встаткування є, у наш час, морально застарілими, тому що дуже багато часу йде на розробку конструкторської й технологічної документації, підготовку виробництва й інші організаційні роботи. Тому в цей момент перед машинобудуванням стає величезне число складних і важливих завдань, таких як: планування й розробка перспективних технологій; створення високопродуктивних технологій; підвищення якості й технічного рівня машинобудівної продукції; застосування засобів автоматизації й механізації виробництва.
Для рішення поставлених завдань варто приділяти більше увагу підготовці майбутніх фахівців. Рівень розвитку машинобудування - один із самих значимих факторів технічного прогресу, тому що корінні перетворення в будь-якій сфері виробництва можливі лише в результаті створення більше зроблених машин і розробки принципово нових технологій. Розвиток і вдосконалювання технологій виробництва сьогодні тісно пов'язані з автоматизацією, створенням технічних комплексів, широким використанням обчислювальної техніки, застосуванням устаткування із числовим програмним керуванням. Все це становить базу, на якій створюються автоматизовані виробництва, стають можливими оптимізація технологічних процесів, створення гнучких автоматизованих комплексів.
Комплексна механізація й автоматизація виробничих процесів, переоснащення машинобудівних підприємств сучасними металорізальними верстатами, типізація й стандартизація технологічних процесів, повсюдне впровадження в практику технологічного проектування електронних обчислювальних машин привели до переоцінки існуючих методів проектування. У цей час технологічне проектування - це комплексна система взаємодії засобів і методів, що спричиняють створення високоякісної технологічної документації на основі широкого застосування стандартних технологічних рішень. Освоєння машинобудівними підприємствами нової технологічної документації створило передумови для розробки й впровадження автоматичних систем керування виробничими процесами в цілому.
1. Аналіз службового призначення машини, вузла, деталі
1.1 Характеристика установки
Дана установка є двоступінчастим компресором подвійної дії й призначена для стиску атмосферного повітря. Крутний момент передається від двигуна на кривошипно-шатунний механізм, що обертається зі швидкістю 750 о/хв, далі через шток зусилля передається на поршень першого щабля. Поршень створює тиск у першому циліндрі компресора. Далі через розподільні клапана стиснене повітря передається в другий циліндр компресора, де відбувається підвищення тиску до робочого значення.
Маса установки - 11100 кг
Габаритні розміри - 4680x3200x2090 мм
Технічна характеристика установки
Тиск усмоктування - атмосферне
Тиск нагнітання - 0,8 Мпа
Робочі температури - 30...40З
Продуктивність - 25 м3/хв
Дана установка може мати широке застосування в народному господарстві.
1.2 Характеристика вузла
Деталь “Шток" входить до складу вузла: “Група поршнева першого щабля", що складається з наступних деталей:
Поршень
Шайба
Контргайка
Гайка
Стяжка
Шток
Кільце напрямне
Кільце ущільнювальне
Експандер
Болт М12x40.56
Проставка під бурт штока
Проставка під гайку штока
За допомогою поршневої групи, а точніше за допомогою поршня й ущільнювальних кілець, які контактують зі стінками циліндра створюється тиск у циліндрі компресора. Причому тому що компресор подвійної дії, то при русі поршня вперед у лівій частині циліндра відбувається стиск, а в правої нагнітання; при русі штока назад камери міняються місцями. Тиск на виході першого щабля становить 0,3 Мпа.
1.3 Короткий опис деталі
Деталь “Шток" призначена для передачі поступального руху від кривошипно-шатунного механізму до поршня. Тому що компресор подвійної дії, то на правій частині циліндра встановлені ущільнювальні кільця, що забезпечують герметичність при русі штока назад. Лінійна швидкість руху штока V=2,5м/сек і для забезпечення високої зносостійкості робочої поверхні застосований відповідний матеріал: Сталь 38Х2МЮ-АШ і зроблене азотування даної поверхні. Для зменшення нагрівання й зношування ущільнювальних кілець, а також для зменшення руйнувань (тому що шток працює при знакозмінних навантаженнях) шорсткість робочої поверхні повинна бути незначної. Для зменшення концентраторів напруг і збільшення терміну служби штока всі переходи між діаметрами виконуються з невеликою шорсткістю, а різьблення виконується не нарізуванням а накочуванням.
Шестигранник призначений для закріплення штока в установці за допомогою ключа.
Шпонковий паз призначений для запобігання проворота шайби й відгвинчування контргайки.
Поверхня 14 притирається для забезпечення герметичності сполуки із проставкою під бурт штока.
Аналіз поверхонь
Шток базується у вузлі поверхнями 8, 12, 14 - це основна конструкторська база. Поверхні 8 і 12 утворять подвійну напрямну базу, поверхню 14 - опорну базу.
Поверхні 12,14 - допоміжна конструкторська база для деталі 11. Поверхня 8 - допоміжна конструкторська база для деталі 12.
Поверхня 5 - допоміжна конструкторська база для деталі 3.
Поверхня 5 - допоміжна конструкторська база для деталі 4.
Поверхні 5,3 - допоміжна конструкторська база для деталі 2.
Поверхні 1, 2, 4, 6, 7, 9, 10, 11, 13, 15, 16, 17, 18, 19, 21, 23, 24, 25, 27, 28, 29 - вільні.
Поверхні 5, 14, 20, 22, 26 - виконавчі.
У результаті аналізу можна зробити висновок, що деталь експлуатується в досить жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь.
2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі
Кількість видів і розрізів досить для повного подання про конструкцію деталі.
На кресленні не зазначені квалітети й відхилення лінійних розмірів.
Позначення видів, розрізів і винесень зазначені за правилами ЕСКД.
Не зазначені лінійні розміри проточки під різьблення, радіуси проточки нестандартні.
Нестандартні розміри канавок для виходу шліфувального кола.
Не зазначені допуски кутових розмірів.
Шорсткість робочих поверхонь штоків 6-го квалітету, діаметром 10-120мм Ra=0,63 - відповідає оптимальним
Неробочі шейки валів, діаметром більше 18мм Ra=6,3 - вимоги по шорсткості завищені.
Шорсткість бічних поверхонь шпонкового паза Ra=5,0-1,25 - відповідає оптимальної.
Точність і шорсткість різьблення на кінцях штока 6g, Ra=1,25-0,63 - відповідають оптимальним.
Креслення містить всі необхідні допуски розташування поверхонь. Значення допусків розташування поверхонь призначені правильно. [2] Допуск співвісності між робочими ділянками штока необхідний для забезпечення принципу взаємозамінності при складанні.
Допуск перпендикулярності торця буртика до 32h6 необхідний для забезпечення герметичної сполуки із проставкою і складання без пригону.
3. Визначення типу виробництва й форми організації роботи
ВИХІДНІ ДАНІ:
Річна програма 200 шт.
Режим роботи підприємства 1 змін
Дійсний річний фонд роботи 2030 час. по [3, с.334]
Норми часу операцій по базовому процесу наведені в таблиці
Таблиця 3.1 - РЕЗУЛЬТАТИ РОЗРАХУНКУ
| Номер опер. | Найменування операції | Штучний час, хв | Число верстатів, шт | Коефіцієнт завантаження |
| 5 | Токарська | 90.00 | 1 | 0.164 |
| 10 | Розмічальна | 4.80 | 1 | 0.009 |
| 15 | Токарська | 30.00 | 1 | 0.055 |
| 20 | Токарська | 60.00 | 1 | 0.109 |
| 25 | Розмічальна | 3.00 | 1 | 0.005 |
| 30 | Свердлильна | 6.00 | 1 | 0.011 |
| 35 | Токарська | 48.00 | 1 | 0.088 |
| 40 | Токарська | 150.00 | 1 | 0.274 |
| 45 | Фрезерна | 36.00 | 1 | 0.066 |
| 50 | Шліфувальна | 180.00 | 1 | 0.328 |
| 55 | Токарська | 60.00 | 1 | 0.109 |
| 60 | Фрезерна | 112.00 | 1 | 0.022 |
| 65 | Шліфувальна | 60.00 | 1 | 0.109 |
| 70 | Токарська | 24.00 | 1 | 0.044 |
Коефіцієнт закріплення операцій 35.69
Тип виробництва дрібносерійний
Форма організації виробництва групова
Періодичність запуску 21 днів
Розмір виробничої партії 16 шт.
Такт випуску 609.00 хв.
3.1 Коротка характеристика обраного типу виробництва
Дрібносерійний тип виробництва характеризується обмеженою номенклатурою виробів, виготовлених періодично повторюваними партіями й порівняно більшим об'ємом випуску. Коефіцієнт закріплення операцій 20-40.
Використовується універсальне й спеціалізоване й частково спеціальне устаткування. Широко застосовуються верстати зі ЧПУ, що обробляють центри, а також автоматизовані системи на основі верстатів зі ЧПУ, зв'язаних транспортуючими пристроями, керованими від ЕОМ. Устаткування розставляється по технологічних групах з урахуванням напрямку основних вантажопотоків цеху, по предметно-предметно-замкнутих ділянках.
Технологічне оснащення в основному універсальна, Велике поширення має універсально-збірня, переналагоджувана технологічне оснащення, що дозволяє значно підвищити коефіцієнт оснащеності навзаводи виробництва.
Як вихідні заготівлі використовується гарячий і холодний прокат, лиття в землю й під тиском, точне лиття, кування й точні штампування.
Необхідна точність досягається як методами автоматичного одержання розмірів, так і методами пробних проходів із частковим застосуванням розмітки для складних корпусних деталей.
Кваліфікація робітників вище чим у масовому виробництві, він нижче чим в одиничному. Поряд з робітниками наладчиками, що працюють на складному універсальному встаткуванні використовуються робітники-оператори, що працюють на настроєних верстатах.
Залежно від особливості технології виробництва й об'єму випуску забезпечується повна, неповна, групова взаємозамінність, однак застосовується й пригін по місцю, компенсація розмірів.
Технологічна документація й нормування докладне розробляється для найбільш складних і відповідальних заготівель і спрощеного нормування для простих заготівель.
Застосовуваний різальний інструмент - універсальний і спеціальний.
Вимірювальний інструмент - калібри, спеціальний вимірювальний інструмент.
Відповідно до даного типу виробництва й порядком виконання операцій, розташування технологічного встаткування встановлюється групова форма організації технологічного процесу, з однорідними конструктивно-технологічними ознаками виробів, єдністю засобів технологічного оснащення.
4. Аналіз технологічності конструкції деталі
Показники технологічності розбиті на дві групи:
Таблиця 4.1
| Якісні показники | Кількісні показники. |
| 1. Матеріал деталі. | 1. Коефіцієнт використання заготівлі. |
| 2. Базування й закріплення. | 2. Коефіцієнт використання матеріалу. |
| 3. Самоскидальний розмірів на кресленні | 3. Коефіцієнт точності. |
| 4. Допуски форми й взаємного розташування | 4. Коефіцієнт шорсткості |
| 5. Взаємозамінність | 5. Коефіцієнт рівня технологічності за собівартістю. |
| 6. Не технологічні конструктивні елементи | 6. Коефіцієнт уніфікації конструктивних елементів |
I Якісна оцінка
1) Матеріал деталі
Сталь 38Х2МЮ-АШ - Сталь легована конструкційна з підвищеними міцністю й в'язкістю. Застосовується для деталей, що працюють в умовах тертя, і деталей точного машинобудування, для яких не допускається деформація при термічній обробці.
Таблиця 4.2 - Хімічний склад стали 38Х2МЮ-АШ в%
| С | Mn | Si | Cr | Mo | Al | P | S | Cu | Ni |
| не більше | |||||||||
| 0,35-0,42 | 0,30-0,60 | 0, 20-0,45 | 1,35-1,65 | 0,15-0,25 | 0,70-1,10 | 0,025 | 0,025 | 0,30 | 0,30 |
Таблиця 4.3 - Механічні властивості
| ДЕРЖСТАНДАРТ | Стан поставки | Перетин |
s0,2 |
sB |
d5 |
y |
KCU Дж/див2 |
HB не більше |
| 4543-71 |
Пруток. Загартування 9400С, вода або масло. Відпустка 6400С, вода або масло |
30 | 835 | 980 | 14 | 50 | 88 | - |
| 8479-70 | Кування Загартування, відпустка | 100-300 | 590 | 735 | 13 | 40 | 49 | 235-277 |
|
Загартування 9500С, масло. Відпустка 5500С масло |
60 | 880 | 1030 | 18 | 52 | 49 | 250-300 |
Технологічні властивості.
Температура ковкі: початку 1240, кінця 800. Перетин до 50мм охолодження в штабелях на повітрі, 51-100мм у ящиках.
Зварюваність - зварювання не застосовується
Оброблюваність різанням - у загартованому й відпущеному стані при HB240-277, sB=780Мпа
Схильність до відпускної крихкості - не схильна.
2) Дана деталь типу вал - для забезпечення співвісності зовнішніх циліндричних поверхонь доцільно при їхній обробці для базування застосовувати центрові отвори. Базування й закріплення деталі виробляється правильно на всіх операціях. Деталь втрачає всіх необхідних ступенів волі. Схеми базування реалізуються закріпленням деталі за допомогою пристосувань досить надійно й економічно вигідно.
3) Тому що деталь обробляється із двох установ, те розміри на кресленні проставлені від двох торців, що дозволяє сполучити конструкторську й технологічну базу.
4) Допуски форми й розташування цілком досяжні на застосовуваному встаткуванні.
5) У виробництво деталі закладений принцип взаємозамінності.
6) Аналіз елементів деталі на технологічність
1. Відношення довжини штока до його діаметра більше 15 - шток нежорсткий, для забезпечення необхідної точності (6кВ) необхідно обмежувати режими різання або використовувати люнети для збільшення твердості. Це спричиняє неможливість застосування прогресивних режимів різання, а при застосуванні люнетів неможливість автоматизації установки й зняття заготівель.
2. Канавки мають різні розміри й нестандартні, що вимагає застосування спеціального інструмента.
3. Для фрезерування шестигранника необхідно спеціальне ділильне пристосування.
4. Для забезпечення взаємного розташування шестигранника й шпонкового паза необхідно спеціальне пристосування на операції фрезерування паза.
5. Наявність поверхні з високими вимогами до точності розмірів і якості поверхневого шару вимагає застосування контрольних операцій, особливо після азотації, що може викликати тріщини в поверхневому шарі й жолоблення штока.
6. Висока твердість після азотації утрудняє подальшу мех. обробку.
7. Застосовуваний метод одержання заготівлі (малодоходний на молотах) спричиняє більші й нерівномірні припуски, а значить великий об'єм механічної обробки й необхідність обдирання поверхневого шару окалини.
II Кількісна оцінка
1) Коефіцієнт використання заготівлі
Кз=Мд/Мз; (4.1)
Мд=4,54кг;
Мз=Vз*0,00785= 1251846,111285*0,00785= 9826,9г= 9,83кг (4.2)
Vз= (D12*L1+ D22*L2+ D32*L3) *p/4; (4.3)
Vз= (502*180+602*50+452*476) *3,1415/4= 1251846,111285мм3
Кз=4,54/9,83= 0,46
2) Коефіцієнт використання матеріалу
Км=Мд/ (Мз+Мотх); (4.4)
Мотх= 6%*Мз= 9,83*6/100= 0,59кг (4.5)
Км=4,54/ (9,83+0,59) =0,43
Таблиця 4.4
| N |
Найменування поверхні |
Кількість |
Квалітет точності |
Параметр шорсткості |
| 1 | Зовнішні поверхні | 7 | 6; 9; 14; 9; 14; 6; 6. | 1,6; 3,2; 3,2; 3,2; 3,2; 0,8; 1,6. |
| 2 | Внутрішні поверхні | |||
| 3 | Торцеві поверхні | 5 | 14; 14; 14; 14; 14. | 3,2; 3,2; 0,4; 3,2; 3,2. |
| 4 | Отвору | |||
| 5 | Фаски | 4 | 14; 14; 14; 14. | 3,2; 3,2; 3,2; 3,2. |
| 6 | Пази | 1 | 14 | 6,3 |
| 7 | Канавки | 4 | 14 | 3,2 |
| Разом: | 21 | 218 | 52,3 |
3). Коефіцієнт точності обробки.
Ктч=1- (1/Tср); (4.6)
Tср=STi*ni / Sni (4.7)
Tср=218/21= 10,38; Ктч=1- (1/10,38) =0,903
4). Коефіцієнт шорсткості поверхонь.
Кш=1/Шср (4.8)
Шср=SШi*ni / Sni (4.9)
Шср=52,3/21= 2,49
Кш=1/2,49= 0,4
Із деталі видно, що вона містить невелику кількість точних поверхонь, самі точні поверхні мають 6ой квалітет, також деталь має невелика кількість поверхонь із високими вимогами шорсткості.
Провівши аналіз технологічності конструкції деталі можна зробити висновок, що в цілому деталь є технологічною, тому що має невелика кількість поверхонь із високою точністю й шорсткістю. Має розвинені поверхні для базування й закріплення при обробці.
Поверхні деталі є досить відкритими для вільного доступу інструмента. Обробка зовнішніх поверхонь можлива прохідними різцями.
Конструкція деталі дозволяє застосовувати для мех. обробки верстати зі ЧПУ, що відповідає дрібносерійному типу виробництва.
Існуючу точність і шорсткість робочих поверхонь не можуть бути змінені, тому що вони є необхідними для виконання деталлю свого службового призначення.
Шляхи підвищення технологічності:
1. Змінити спосіб одержання заготівлі з метою зменшення припусків на механічну обробку.
2. Забезпечити підвищення твердості штока при обробці застосуванням люнетів.
3. Необхідно встановити стандарт розміри канавок під різьблення й для виходу шліфувального кола.
5. Аналіз існуючого або типового технологічного процесу
5.1 Формування завдань проектування
Від правильності призначення послідовності й переліку технологічних операцій прямо залежить якість одержуваної деталі. Для правильної оцінки технологічного процесу необхідно керуватися типовим технологічним процесом. У якості типового обраний процес обробки східчастих валів, але з урахуванням конструктивних особливостей і призначення вихідної деталі.
Послідовність операцій: Послідовність операцій відповідає типовому технологічному процесу:
підготовляються технологічні бази
виробляється обточування в три стадії: (чорнове, напівчистове, чистове)
фрезерують шестигранник
напівчистове шліфування робочих поверхонь
полірування поверхонь під азотацію
накочування різьблення
фрезерування паза
чистове шліфування робочих поверхонь
полірування (32h6
Загальний аналіз технологічного процесу:
У заводському процесі широко застосовується розмітка на операціях свердління й фрезерування. У зв'язку з типом, що змінився, виробництва пропоную замінити розмітку застосуванням пристосувань. Застосовуване встаткування по точності відповідає вимогам операцій. Різальний інструмент в основному твердосплавний з напаяними пластинами, марки інструментальних матеріалів обрані відповідно до типу операції, мають високу стійкість і дозволяють вести обробку на високих режимах різання. Міряльний інструмент на операціях попередньої обробки - штангенциркуль і лінійка, на чистовій і оздоблювальній стадіях - граничні калібри-скоби. Даний міряльний інструмент дозволяє вести виміри з необхідною точністю.
Тому що шток це відповідальна деталь, то в процесі передбачені операції дефектоскопії. Перша - ультразвукова, після чорнового обточування: необхідна для контролю за наявністю порожнеч в об'ємі штока. Друга - магнітна, проводиться перед азотацією: необхідна для контролю стану поверхневого шару штока.
Заготівля: На заводі дана деталь вироблялася в умовах одиничного виробництва, цьому виробництву відповідав спосіб одержання заготівлі - малодоходним на молотах, що характеризується більшими й нерівномірними припусками, більшими допусками. У зв'язку із цим була необхідність введення обдирних операцій, великий об'єм механічної обробки, а також складність використання як чорнові бази зовнішніх циліндричних поверхонь. У зв'язку з типом, що змінився, виробництва пропоную змінити спосіб одержання заготівлі на більше точний з відповідними техніко-економічними розрахунками.
Аналіз операцій:
Операція 015 - Токарська
На даній операції мех. обробки виробляється підготовка технологічних баз для обробки зовнішніх циліндричних поверхонь - центрових отворів і торця. Операція виконується на токарно-гвинторізному верстаті 1М63 з установкою в 4х кулачковий патрон з упором у правий торець, що забезпечує подвійну опорну й настановну базу. Дана схема базування достатня для забезпечення точності. Перед зацентруванням застосовується вимір центрового отвору після підрізування торця, тому що заготівля має нерівномірні припуски. Установка в 4х кулачковий патрон трудомістка операція і потрібно забезпечити відсутність биття розміченого отвору. Пропоную замінити дану операцію на фрезерно-центрувальну. Це дозволить збільшити продуктивність обробки й підвищити точність центрових отворів.
Операція 025 - Токарська
На даній операції обробляється місце для кріплення повідця, виробляється відрізка зразків і обробка другого центрового отвору. Операція виконується на токарно-гвинторізному верстаті 1М63 з установкою в 4х кулачковий патрон з упором у правий торець, що забезпечує подвійну опорну й настановну базу. Дана схема базування достатня для забезпечення точності. Застосовуються різці з напаяними пластинами твердого сплаву й центровий свердел з стали Р6М5 ДЕРЖСТАНДАРТ 14952-75; уважаю, що різальний інструмент обраний правильно. Пропоную залишити дану операцію, але змінити її сполука з урахуванням застосування фрезерно-центрувальної операції.
Операція 040 - Токарська
На даній операції виробляється чорнове обточування штока перед ультразвуковою дефектоскопією. Операція виконується на токарно-гвинторізному верстаті 16ДО20 з установкою в центрах (лівий плаваючий, правий обертових) з упором у лівий торець, передача крутний моменту через хомутик. Дана схема базування забезпечує подвійну напрямну й опорну базу. Дотримується принцип сполучення баз. Застосовуваний інструмент: Різець правий прохідний відігнутий 2102-0005 Т5К10 ДЕРЖСТАНДАРТ 18877-73, Різець підрізний 2102-0005 Т5К10 ДЕРЖСТАНДАРТ 18880-73 з напаяними пластинами; уважаю, що різальний інструмент обраний правильно. Пропоную залишити дану операцію в процесі з наступними змінами:
У зв'язку зі зменшенням припусків доцільно змінити застосовуваний інструментальний матеріал на більше зносостійкий, наприклад Т14К8, що використовується для роботи з кірки при відносно рівномірному перетині зрізу й безперервному різанні.
У зв'язку зі збільшенням об'єму випуску застосувати для передачі крутний моменту замість хомутика повідковий патрон з кулачками, що скоротить час на установку й зняття заготівель.
Операція 055 - Радіально-свердлильна
На даній операції виробляється свердління попереднє розміченого отвору (6мм на відстані 10мм від торця довгої частини штока для підвіски штока при термообробці. Устаткування - радіально-свердлильний верстат 2М55. Шток установлюється в призмах, що дає подвійну напрямну базу, закріплюється прихватами. Дана схема базування достатня для забезпечення точності. Різальний інструмент: Свердел Р18 2301-4001 ДЕРЖСТАНДАРТ 2092-77. Уважаю, що даний інструмент обраний правильно. Пропоную залишити дану операцію в процесі з наступними змінами: замість розмітки застосувати свердління по кондукторі.
Операція 065 - Токарська.
На даній операції виробляється зачищення поверхні штока після термічної обробки для установки люнета, при цьому заготівля встановлюється в 3х кулачковий самоцентрувальний патрон, що забезпечує подвійну напрямну й опорну базу. Далі на люнеті з перестановкою підріжуться торці й виробляється центрування лівого торця (4 і виправлення правого центрового отвору (2,5. Пропоную у зв'язку з типом, що змінився, виробництва замінити дану операцію на фрезерно-центрувальну, що дозволить підвищити продуктивність обробки й точність центрових отворів.
Операція 070 - Токарська зі ЧПУ.
На даній операції виконується напівчистове й чистове обточування штока з переустановкою із припуском під шліфування (32 і (36, а також проточка канавок. Операція виконується на токарно-гвинторізному верстаті зі ЧПУ 16К20Т1 з установкою в центрах (лівий плаваючий, правий обертовий) з упором у лівий торець, передача крутний моменту через хомутик. Дана схема базування забезпечує подвійну напрямну й опорну базу. Дотримується принцип сполучення баз для діаметральних розмірів. Для лінійних розмірів точність забезпечується за рахунок прив'язки “0” системи ЧПУ до правого торця заготівлі. Застосовуваний інструмент:
Різець прохідний Т15К6 2103-0713 ДЕРЖСТАНДАРТ 20872-80 з механічним кріпленням тригранної пластини.
Різець для контурного гостріння Т30К4 2101-0607 ДЕРЖСТАНДАРТ 20872-80 з механічним кріпленням пластини.
Різець канавковий Т5К10 К01-4112, канавка під різьблення.
Різець канавковий Т5К10 ТУ 2 035-558-77, канавка для виходу шліфувального кола.
Різець канавковий Т5К10 ТУ 2 035-558-77, канавка для виходу шліфувального кола.
Уважаю, що різальний інструмент обраний правильно. Пропоную залишити дану операцію в процесі з наступними змінами:
Тому що для операцій зі ЧПУ не рекомендується переустановка заготівель, то вважаю за доцільне розбити дану операцію на дві з одним на кожній.
У зв'язку зі збільшенням об'єму випуску застосувати для передачі крутний моменту замість хомутика повідковий патрон з кулачками, що скоротить час на установку й зняття заготівель.
Операція 075 - Вертикально-фрезерна
На даній операції виконується фрезерування шестигранника в розмір 27-0,52 на довжину 10мм за допомогою ділильної голівки. Операція виконується на вертикально-фрезерному верстаті 6Р12 з установкою в центрах (лівий у ділильній голівці, правий на столі верстата) центра тверді, передача крутний моменту через хомутик. Дана схема базування забезпечує подвійну напрямну й опорну базу. Дотримується принцип сполучення баз. Різальний інструмент: Фреза торцева (100 ДЕРЖСТАНДАРТ 22075-76 з механічним кріпленням п'ятигранних пластин Т14К8, число зубів 6. Різальний інструмент обраний правильно. Пропоную залишити дану операцію без змін.
Операція 080 – круглошліфувальна.
На даній операції виробляється напівчистове шліфування поверхонь (36h9 до (36,04h9 і (32h6 до (32,04h8, а також торець бурту витримавши розмір 178h14. Операція виконується на верстаті 3А164А с установкою в центрах і упором у торець (лівий плаваючий, правий твердий), передача крутний моменту через хомутик. Дана схема базування забезпечує подвійну напрямну й опорну базу. Дотримується принцип сполучення баз. Дана схема базування забезпечує необхідну точність. Різальний інструмент: Коло 300x20x51 15А 50 СМ2 10К ДЕРЖСТАНДАРТ 2424-83. Інструмент обраний правильно. Міряльний інструмент: Скоба (36,04h9; (32,04h8 СТП 3300-2343-82 - дозволяє швидко виміряти отримані розміри. Пропоную залишити дану операцію без зміни.
Операція 085 - Полірувальна.
На даній операції виробляється полірування поверхні Æ32h6 під азотацію до Æ32,01-0,016 Ra=0,4; радіуси R2 до Ra=0,8. Операція виконується на токарно-гвинторізному верстаті 16ДО20 з установкою в центрах (лівий плаваючий, правий обертових) з упором у лівий торець, передача крутний моменту через хомутик. Дана схема базування забезпечує подвійну напрямну й опорну базу. Дотримується принцип сполучення баз. Інструмент - притирання. Пропоную залишити дану операцію без зміни.
Операція 105 – різьбленнянакатна.
На даній операції виробляється накочування різьблення М30x1,5-6g-R на кінцях штока роликами в холодному стані. Операція виконується на напівавтоматі моделі 5К7. Даний метод одержання різьблення доцільний т.до він створює меншу концентрацію напруг при знакозмінних навантаженнях. Пропоную залишити дану операцію без змін.
Операція 115 - Вертикально-фрезерна.
На даній операції виробляється фрезерування паза 8x21 R4 глибиною 4мм по розмітці. Операція виконується на вертикально-фрезерному верстаті 6Р12 з установкою в призмах, що створює подвійну напрямну базу. Даний метод базування забезпечує необхідну точність. Різальний інструмент: Фреза шпонкова (8 СТП 3300-2406-83, матеріал Р18. Різальний інструмент обраний правильно. Пропоную залишити дану операцію з наступними змінами: Застосувати замість розмітки фрезерування по кондукторі.
Операція 120 – Круглошліфувальна.
На даній операції виробляється шліфування (36h9 і (32h6. Операція виконується на верстаті 3А164А с установкою в центрах і упором у торець (лівий плаваючий, правий твердий), передача крутний моменту через хомутик. Дана схема базування забезпечує подвійну напрямну й опорну базу. Дотримується принцип сполучення баз. Дана схема базування забезпечує необхідну точність. Різальний інструмент: Коло 300x20x51 15А 50 СМ2 10ДО ДЕРЖСТАНДАРТ 2424-83. Інструмент обраний правильно. Міряльний інструмент: Скоба (36h9; (32h6 СТП 3300-2343-82. Пропоную залишити дану операцію в процесі з наступними змінами: виключити шліфування (32h6 тому що даний розмір може бути отриманий за одну стадію шліфування.
Операція 125 - Полірувальна.
На даній операції виробляється полірування поверхні (32h6 до шорсткості Ra=0,2. Операція виконується на токарно-гвинторізному верстаті 16ДО20 з установкою в центрах (лівий плаваючий, правий обертових) з упором у лівий торець, передача крутний моменту через хомутик. Дана схема базування забезпечує подвійну напрямну й опорну базу. Дотримується принцип сполучення баз. Інструмент - притирання. Пропоную залишити дану операцію без зміни.
6. Вибір способу одержання заготівлі
Від правильності вибору способу одержання заготівлі цілком залежить собівартість одержуваної деталі. Вибір способу залежить від багатьох факторів: типу виробництва, маси деталі, складності форми, вимогами креслення. При цьому необхідно враховувати новітні тенденції в технології машинобудування по скороченню витрати матеріалу, зменшенню об'єму мех. обробки, жорсткості допусків, тому що для обробки деталей всі частіше застосовуються верстати зі ЧПУ, верстати автомати й автоматичні лінії. Остаточний вибір варіанта проводиться порівнянням собівартості деталі після різних методів одержання заготівлі. Собівартість деталі визначається підсумовуванням собівартості заготівлі й вартості наступної мех. обробки.
На заводі дана деталь виготовлялася в умовах одиничного виробництва. Метод одержання заготівлі - малодоходним на молотах. Даний метод відповідає одиничному виробництву.
6.1 Характеристика процесу малодоходні
Малодоходним виготовляють кування циліндричні суцільні гладкі й з уступами (штоки, осі, вали, колони, цапфи, і т.д.); прямокутного перетину гладкі й з уступами (плати, пластини, штампові кубки, вкладиші); зі змішаними перетинами з розташуванням окремих частин в одній, двох, трьох і більше площинах (колінчаті вали й ін.); циліндричні порожні гладкі й з малими уступами (диски, фланці, колеса, муфти й т.д.); циліндричні порожні гладкі й з більшими уступами при великому відношенні довжини до розміру перетину (барабани, порожні вали, циліндри); із кривою віссю (гаки, бугелі, скоби, днища). Процес малодоходні складається із чергування в певній послідовності основних і допоміжних операцій. Кожна операція визначається характером деформування й застосовуваним інструментом. До основних операцій малодоходні ставляться: осад, протягання, прошивання.
6.2 Основні операції при малодоходному
Осідання - операція зменшення висоти заготівлі при збільшенні площі її поперечного перерізу. Осіданням не рекомендується деформувати заготівлі, у яких відношення висоти h заг до діаметра dзаг більше 2,5, тому що в цьому випадку може відбутися поздовжнє скривлення заготівлі. Осаджують заготівлі між бойками або підкладними плитами. Різновидом опади є висадження, при якій метал осаджують лише на частині довгі заготівлі.
Протягання - операція подовження заготівлі або її частин за рахунок зменшення площі поперечного перерізу. Протягання роблять послідовними ударами або натисканнями на окремі ділянки заготівлі, що примикають один іншому, з подачею заготівлі уздовж осі протягання й поворотами її на 90 навколо цієї осі. При кожному натисканні зменшується висота перетину, збільшуються ширина й довжина заготівлі. Загальне збільшення довжини дорівнює сумі збільшень довжин за кожне натискання, а розширення по всій довжині однаково. Якщо заготівлю повернути на 90 навколо горизонтальної осі й повторити протягання, то розширення, отримане в попередньому проході усувається, а довжина заготівлі знову збільшується. Чим менше подача при кожному натисканні, тим інтенсивніше подовження. Однак при занадто малій подачі можуть вийти затиски. Простягати можна плоскими й вирізаними бойками. При протяганні на плоских бойках у центрі виробу можуть виникати (особливо при протяганні круглого перетину) значні напруги, що розтягують, які приводять до утворення осьових тріщин. При протяганні з кола на коло у вирізаних бойках сили, спрямовані із чотирьох сторін до осьової лінії заготівлі, сприяють більше рівномірному плину металу й усуненню можливості утворення осьових тріщин. Деформація при протяганні може бути виражена величиною уковування:
В=Fн/Fк, (6.1)
де Fн - початкова (більша) площа поперечного перерізу;
Fк - кінцева (менша) площа поперечного перерізу після протягання.
Очевидно, чим більше уковування, тим краще прокований метал, тим вище його механічні властивості. Тому протягання застосовують не тільки для одержання кувань із подовженою віссю (вали, важелі, тяги й т.д.), але й у чергуванні з осіданням - для більшого уковування металу заготівлі. Протягання має ряд різновидів:
Розгін - операція збільшення ширини частини заготівлі за рахунок зменшення її товщини.
Протягання з оправленням - операція збільшення довжини пустотілої заготівлі за рахунок зменшення товщини її стінок. Протягання виконують у вирізних бойках на злегка конічному оправленні. Простягають в одному напрямку - до кінця, що розширюється, оправлення, що полегшує її видалення з кування.
Розкочування на оправленні - операція одночасного збільшення зовнішнього й внутрішнього діаметрів кільцевої заготівлі за рахунок зменшення товщини її стінок. Заготівля опирається внутрішньою поверхнею на циліндричне оправлення, установлювану кінцями на підставках, і деформується між оправленням і вузьким довгим бойком. Після кожного натискання заготівлю повертають щодо оправлення.
Прошивання - операція одержання порожнин у заготівлі за рахунок ви стискання металу. Прошиванням можна одержати наскрізний отвір або поглиблення (глухе прошивання). Інструментом для прошивання служать прошивні, суцільн і пустотілі; останніми прошивають отвору великого діаметра (400-900мм). При наскрізному прошиванні порівняно тонких кувань застосовують підкладні кільця. Більше товсті кування прошивають із двох сторін без підкладного кільця. Діаметр прошивня вибирають не більше 1/2 - 1/3 зовнішнього діаметра заготівлі при більшому діаметрі прошивня заготівля значно спотворюється. Прошивання супроводжується відходом.
Обрубка - операція відділення частини заготівлі по незамкнутому контурі шляхом впровадження в заготівлю деформуючого інструмента - сокири. Обрубку застосовують для одержання із заготівель великий довгі декількох коротких, для видалення надлишків металу на кінцях кувань, а також прибуткової й донною частин злитка й т.п. Інструмент для обрубки - сокири різної форми.
Гнучка - операція додання заготівлі вигнутої форми по заданому контурі. Цією операцією одержують косинці, скоби, гачки, кронштейни й т.п. Гнучка супроводжується перекручуванням первісної форми поперечного перерізу заготівлі й зменшенням його площі в зоні вигину.
Штампування в підкладних штампах - підкладний штамп може складатися з однієї або двох частин, у яких є порожнина з конфігурацією кування або її окремої ділянки. У підкладних штампах можна виготовляти голівки гайкових ключів, голівки болтів, диски з маточиною, втулки з буртом і інші кування.
З обліком всіх вищевикладених факторів роблю вибір заготівлі із двох способів одержання:
Штампування на ГКМ
Прокат калібрований
Штампування на ГКМ
Розрахунок виробляється за ДСТ 7505-89
1. Визначаємо клас точності кувань: Т4 [8]
2. Визначаємо групу сталі: М2 - сталь із масовою часткою вуглецю понад 0,35 до 0,65% [8] таб.1
3. Ступінь складності
C=Gп/Gф (6.2)
Gп=Mд*Kp (6.3)
Kp=1,5 - вали, осі, шатуни [8] ін.3
Gп=4,54*1,5=6,81 кг
Gф=Vф*0,00785 (6.4)
Vф= (p*d2*L*1,05) /4 (6.5)
Vф=3,1415*482*636*1,05/4=1208422 мм3
C=6,81/9,49=0,717 > 0,63 -
Група складності:
4. Визначаємо вихідний індекс залежно від маси кування, класу точності, групи сталі й ступеня складності.
5. Визначаємо основні й додаткові припуски й допуски, розміри заготівлі.
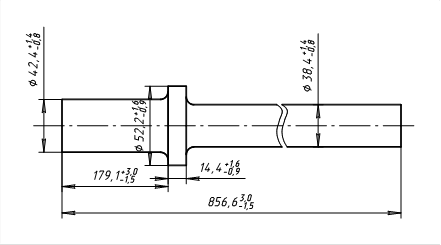
Таблиця 6.1. Значення в міліметрах
| Тип | Розмір деталі | Основний припуск | Додатковий припуск | Допуск | Розмір заготівлі |
| 850 | 3,0 | 0,3 |
+3,0 1,5 |
856,6+3,0 1,5 |
|
| Лінійні | 10 | 1,9 | 0,3 |
+1,6 0,9 |
14,4+1,6 0,9 |
| 178 | 3,0 | 0,3 |
+3,0 1,5 |
179,1+3,0 1,5 |
|
| Æ48 | 1,8 | 0,3 |
+1,6 0,9 |
52,2+1,6 0,9 |
|
| Діаметри | Æ36 | 1,9 | 0,3+1,0=1,3 |
+1,4 0,8 |
42,4+1,4 0,8 |
| Æ32 | 1,9 | 0,3+1,0=1,3 |
+1,4 0,8 |
38,4+1,4 0,8 |
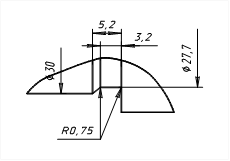
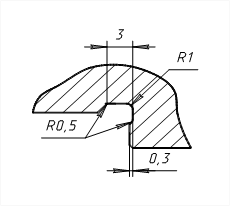
Малюнок 6.1 - Ескіз кування на ГКМ
6. Штампувальні ухили 50
7. Радіуси R4 мм
8. Величина зсуву, що допускається, по площині
рознімання матриці 0,8мм
9. Величина, що допускається, залишкового облоя 1,0мм
10. Величина, що допускається, заусенца по площині
рознімання матриці 2,0мм
11. Відхилення, що допускаються, по зігнутості 2,0мм
12. Уточнюємо масу кування:
Vп=p* (d12*L1+ d22*L2 +d32*L3) /4 (6.6)
Vп=3,1415* (42,42*179,1+52,22*14,4+38,42*663,1) /4=1051645,9 мм3
Mп=Vп*0,00785=1051645,9*0,00785=8255г =8,26 кг
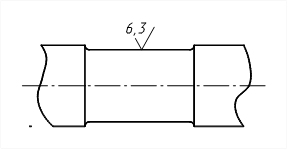
6.3 Прокат
Зі стандартного ряду діаметрів за ДСТ 2590-71 вибираємо сталь круглу (52, точність звичайна, спосіб відрізки прес-ножиці.
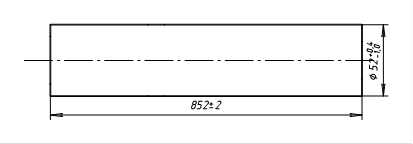
Малюнок 6.2 - Ескіз заготівлі із прокату
Знаходимо масу заготівлі із прокату:
Mз=Vз*0,00785 (6.7)
Vз=p*522*852/4=1809406 мм3
Mз=1809406*0,00785=14203г= 14,2 кг
6.4 Порівняння способів одержання заготівлі
Таблиця 6.2
| Показники | Штампування на ГКМ | Прокат Æ52x852 |
| Клас точності | Т4 ДЕРЖСТАНДАРТ 7505-89 | h12 |
| Група складності | 2 | - |
| Маса заготівлі Q, кг | 8,26 | 14,2 |
| Вартість 1т заготівель, грн | 373 | 295 |
| Вартість 1т стружки Sотх, грн | 25 | 25 |
Вартість заготівлі, одержуваної на ГКМ:
Sзаг= (Ci*Q*kТ*kС*kB*kM*kП/1000) - (Q-q) *Sотх/1000 (6.8)
Sзаг= (373*8,26*1*1,7*0,81*0,9*1/1000) - (8,26-4,54-1,95) *25/1000=3,774 грн.
Вартість заготівлі із прокату
Sзаг=Q*S/1000- (Q-q) *Sотх/1000 (6.9)
Sзаг=14,2*295/1000- (14,2-4,54-3,57) *25/1000=4,037 грн.
Sзаг1 < Sзаг2
Mзаг1 < Mзаг2
Виходячи й проведених техніко-економічних розрахунків собівартості одержання двох варіантів заготівель і вимог по економії матеріалів вважаю за доцільне застосувати для одержання заготівлі метод малодоходні на ГКМ.
7. Розробка варіанта технологічного маршруту механічної обробки деталі
Розробка технологічного маршруту обробки деталі Шток проводиться на підставі типового технологічного процесу обробки вала з урахуванням дрібносерійного типу виробництва.
7.1 Вибір обґрунтування способів обробки поверхонь заготівлі
На підставі типового технологічного процесу визначаємо послідовність методів обробки для кожної поверхні деталі (МОП).
Таблиця 7.1 - Маршрут обробки поверхонь
| N п. | Точність | Шерох. | Маршрут обробки поверхні | ||
| 1 | 14 | 3,2 | Гостріння чорнове або Фрезерування чорнове | ||
| 2 | 14 | 6,3 | Фрезерування чорнове | ||
| 3 | 14 | 3,2 | Гостріння чорнове, Гостріння фаски | ||
| 4 | 6 | 1,6 | Гостріння чорнове, Гостріння напівчистове, Накочування різьблення | ||
| 5 | 14 | 3,2 | Гостріння чорнове, Гостріння канавки | ||
| 6 | 14 | 3,2 | Гостріння чорнове, гостріння напівчистове | ||
| 7 | 9 | 1,6 | Гостріння чорнове, гостріння напівчистове, Шліфування попереднє | ||
| 8 | 14 | 3,2 | Гостріння чорнове, гостріння напівчистове | ||
| 9 | 14 | 3,2 | Гостріння чорнове, гостріння напівчистове | ||
| 10 | 14 | 3,2 | Гостріння чорнове, гостріння напівчистове | ||
| 11 | 9 | 1,6 | Гостріння чорнове, гостріння напівчистове, Шліфування попереднє | ||
| 12 | 14 | 3,2 | Гостріння чорнове, Гостріння канавки | ||
| 13 | 14 | 0,4 | Гостріння чорнове, Гостріння напівчистове, Шліфування попереднє, полірування | ||
| 14 | 14 | 3,2 | Гостріння чорнове, Гостріння фаски | ||
| 15 | 14 | 3,2 | Гостріння чорнове | ||
| 16 | 14 | 3,2 | Гостріння чорнове, Гостріння фаски | ||
| 17 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове | ||
| 18 | 14 | 3,2 | Гостріння чорнове, Гостріння канавки | ||
| 19 | 6 | 0,2 | Гостріння чорнове, Гостріння напівчистове, Шліфування попереднє, Шліфування чистове, Полірування | ||
| 20 | 14 | 0,8 | Гостріння чорнове, Гостріння напівчистове, Полірування | ||
| 21 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове, Фрезерування напівчистове | ||
| 22 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове | ||
| 23 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове | ||
| 24 | 24 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове | |
| 25 | 6 | 1,6 | Гостріння чорнове, Гостріння напівчистове, Накочування різьблення | ||
| 26 | 14 | 3,2 | Гостріння чорнове, Гостріння фаски | ||
| 27 | 14 | 3,2 | Гостріння чорнове або фрезерування чорнове |
7.2 Вибір і обґрунтування схем базування й закріплення
Як чорнові бази вибираємо зовнішні циліндричні поверхні. Дані поверхні мають достатню довжину для надійного закріплення, забезпечують доступ до чистових баз.
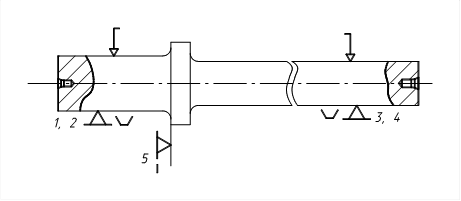
Малюнок 7.1 - Базування на фрезерно-центрувальній операції
На чистових операціях обробки зовнішніх циліндричних поверхонь і на операції фрезерування шестигранника для базування використовуються центрові отвори й торець. Дана схема базування відповідає принципу сполучення баз, дозволяє забезпечити співвісність поверхонь штока після різних стадій обробки.
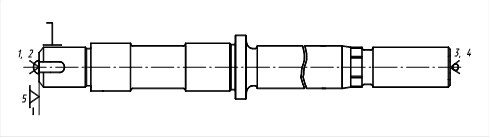
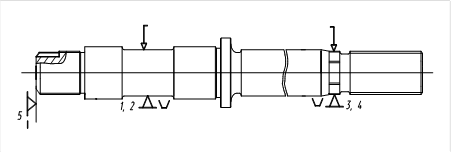
Малюнок 7.2 - Базування в центрах
На операції фрезерування паза для базування використовуються зовнішні циліндричні поверхні й торець. Погрішність базування пов'язана з установкою в призмах допускається точністю одержуваного паза.
7.3 Складання маршрутного технологічного процесу й вибір оптимального
На основі розроблених маршрутів обробки поверхонь, дотримуючи принципу поступовості становимо матрицю технологічного процесу, що представлена в Таблиці 7.2. При цьому була поставлена мета мінімізувати собівартість обробки й максимізувати продуктивність в умовах дрібносерійного виробництва.
Використовуючи матрицю технологічного процесу й керуючись принципом концентрації робимо розбивку технологічного процесу на операції:
005 Заготівельна
010 Термічна обробка
015 Токарно-гвинторізна
020 Фрезерно-центрувальна
025 Токарно-гвинторізна
030 Технічний контроль
035 Термічна обробка
040 Токарська зі ЧПУ
045 Токарська зі ЧПУ
050 Вертикально-фрезерна
055 Круглошліфувальна
060 Технічний контроль
065 Хіміко-термічна обробка
070 Різьбленнянарізна
075 Вертикально-фрезерна
080 Круглошліфувальна
085 Полірувальна
090 Слюсарна
095 Маркірування
100 Технічний контроль
7.4 Обґрунтування вибору металорізальних верстатів
Для відрізки заготівель недоцільно застосовувати верстати зі ЧПУ, однак необхідний верстат з достатньою потужністю привода головного руху, тому вибираємо: Універсальний токарно-гвинторізний верстат моделі 1ДО62 з потужністю привода головного руху 10кВт.
Для фрезерно-центрувальної операції вибираємо фрезерно-центрувальний верстат моделі 2Г942.
Для чорнової токарської обробки доцільно вибрати універсальний токарно-гвинторізний верстат модель 16ДО20 з потужністю привода головного руху 11кВт.
Для фрезерної обробки шестигранника й паза доцільно вибрати універсальний вертикально-фрезерний консольний станів моделі 6Р12 з потужністю двигуна 7,5кВт.
Для шліфування вибираємо верстат з максимальним (шліфування 60мм, максимальної довгої шліфування 700мм, потужністю двигуна 10кВт моделі 3М151.
Для напівчистового гостріння доцільно застосувати токарно-гвинторізний верстат зі ЧПУ моделі 16ДО20Ф3 з УЧПУ 2Р22 і деталь має досить складний контур і для обробки застосовується велика кількість інструментів.
Полірування роблять на токарно-гвинторізному верстаті 16ДО20 із застосуванням пристосування для полірування.
7.5 Обґрунтування вибору іншого технологічного встаткування
Верстатні пристосування застосовують для установки заготівель на металорізальні верстати. Розрізняють триють три види пристосувань - спеціальні, спеціалізовані й універсальні. Вибір конкретного виду виконується залежно від типу виробництва, стадії обробки, складності заготівлі.
Для операції відрізання зразків доцільно застосувати трьохкулачковий самоцентрувальний патрон нормальної точності ДЕРЖСТАНДАРТ 2675-80.
Для чорнового й напівчистового гостріння доцільно застосувати передній плаваючий центр за ДСТ 2575-79 і задній обертовий центр за ДСТ 8742-75.
Для шліфувальної операції з метою підвищення точності установки доцільно застосувати тверді центри за ДСТ 18259-72.
Для фрезерування шестигранника застосовують універсальну ділильну голівку ДЕРЖСТАНДАРТ 8615-89.
Для фрезерування паза роблять установку в призмах опорних за ДСТ 12195-66. Також застосовується кондуктор для фрезерування паза.
8. Розробка операційної технології
У даному розділі виробляється розробка операційного технологічного процесу на наступні операції:
040 Токарська зі ЧПУ
050 Вертикально-фрезерна.
8.1 Розробка структури операцій
Структура операцій складається на основі розробленого маршрутного технологічного процесу й матриці технологічного процесу.
Операція 040 Токарська зі ЧПУ
Операція складається з одного установа, однієї позиції, і двох технологічних переходів. На першому переході виробляється обточування із припуском під другий перехід циліндричних ділянок і торця, інструмент - Різець прохідний Т15К6 2103-0713 ДЕРЖСТАНДАРТ 20872-80.
На другому переході виробляється обробка по контурі з гострінням фасок, циліндричних ділянок, канавок і торця; інструмент - Різець для контурного гостріння Т30К4 2101-0607 ДЕРЖСТАНДАРТ 20872-80.
Операція 050 Вертикально-фрезерна
Операція складається з одного установа, шести позицій. Кожна позиція складається з одного технологічного переходу, що складається з одного робочого ходу.
На кожній позиції відбувається однократне фрезерування однієї сторони шестигранника за яким іде допоміжний перехід - поворот деталі за допомогою ділильної голівки. Різальний інструмент - Фреза торцева (100 Т14К8 2200-0157 ДЕРЖСТАНДАРТ 22075-76.
8.2 Розрахунок припусків на обробку поверхонь
У даному розділі розрахунок припусків виробляється розрахунково-аналітичним методом з використанням ЕОМ для розміру (32h6. Результати розрахунку приводяться у двох таблицях. Технологічний маршрут обробки даної поверхні складається наступних операцій:
Гостріння чорнове
Гостріння напівчистове
Шліфування попереднє
Шліфування чистове
Полірування
На всіх стадіях обробки заготівля встановлюється в центрах, тому погрішність базування дорівнює нулю.
8.3 Розрахунок режимів різання
Розрахунок режимів різання для напівчистового гостріння (32h6 робимо розрахунково-аналітичним методом із застосуванням ЕОМ.
Вихідні дані
Матеріал 15К6
Головний кут у плані 450
Допоміжний кут у плані 450
Передній кут 50
Задній кут 60
Перетин державки 25x25 мм
Діаметр після чорнової стадії 35,6 мм
Глибина різання 1,3 мм
Вихідні дані м результати роботи програми наведені в таблицях.
Розрахунок режимів різання для фрезерування шестигранника робимо по таблицях.
1. Інструмент
Фреза торцева (100 Т14К8 2200-0157 ДЕРЖСТАНДАРТ 22075-76.
Кількість зубів z=6
Глибина різання t=1,5 мм
Стійкість Т=180 хв
Врізання й перебіг 38 мм
2. Знаходимо табличну подачу Sz=0,18-0,22 мм/зуб
Приймаємо Sz=0,18 мм/зуб
Поправочний коефіцієнт KSz=1,0
3. Знаходимо табличні значення:
V=220м/хв
n=465про/хв
Sм=435мм/хв
4. Визначаємо поправочні коефіцієнти
Kмv=Кмn=Кмs=0,89 - залежно від марки матеріалу
Кnv=Knn=Kns=1,0 - без кірки
Kbv=Kbn=Kbs=1,13 - залежно від ширини фрезерування
Kфs=1,0
Киv=0,94 - залежно від марки інструментального матеріалу
5. З урахуванням коефіцієнтів
V=220*0,89*1*1,13*0,94=207м/хв
n=465*0,89*1*1,13=467о/хв
Sм=435*0,89*1*1,13=437о/хв
6. Коректуємо по паспорту верстата
n=400про/хв
Sм=400мм/хв
V=3,14*100*400/1000=125м/хв
7. Потужність необхідна для різання
N=1,65кВт
Потужність верстата з обліком КПД Nэ=6,7кВт
Потужність верстата достатня.
8.4 Технічне нормування операцій
Операція 040 - Токарська зі ЧПУ
Те=14,89хв
Тшт=Те+Тв+Тоб+Той
Тв=0,12+0,11+1,3=1,53хв
Тоб=2%*Топ=2%*16,42=0,33хв
Той=5%*Топ=5%*16,42=0,82хв
Тшт=14,89+1,53+0,33+0,82=17,57хв
Тпз=6+1=7хв
Тшт-К=Тшт+ Тшт-К/N=17,57+7/16=18хв
Операція 050 - Вертикально-фрезерна
Те=Lрез/Sм*6= (38+30+38) /400*6=1,59хв
Тшт=Те+Тв+Тоб+Той
Тв=0,063+0,15+1,9=2,11хв
Тоб=3%*Топ=3%*3,7=0,111хв
Той=6%*Топ=6%*3,7=0,22хв
Тшт=1,59+2,11+0,111+0,22=4,03хв
Тпз=12+2=14хв
Тшт-К=Тшт+ Тшт-К/N=4,03+14/16=4,9хв
Література
1. Довідник технолога-машинобудівника. В 2 томах, тім 1 (Під ред. О.Г. Косилової і Р.К. Мещерякова. – К., 2007
2. Маталін О.А. Технологія машинобудування. – К., 2000
3. Металорізальні верстати. Каталоги-Довідники. – К., 1997
4. Методичні вказівки до курсового проекту по "Технології машинобудування" для студентів спеціальності 7.090202 всіх форм навчання. Сост. Евтухов В.Г. - Суми, 1996
5. Методичні вказівки по оформленню документації в курсових і дипломних проектах за курсом "Технологія машинобудування" для студентів спеціальності 7.090202 всіх форм навчання. Сост. Ягуткин О.А., РУДЕНКО О.Б. - Суми 1996