Реферат: Обозначение осей координат и направлений перемещений исполнительных органов на схемах станков с числовым программным управлением (ЧПУ)
Систему координат станка, выбранную в соответствии с рекомендациями ISO (Международной организации по стандартизации) принято называть стандартной. Стандартная система координат представляет собой правую прямоугольную декартову систему координат, в которой положительные направления осей координат определяются правилом правой руки: большой палец указывает положительное направление оси абсцисс X, указательный – оси ординат Y, и средний – оси аппликат Z.
Особенность системы в том, что ось координат Z принимают всегда параллельной оси главного шпинделя станка, независимо от того, как он расположен – вертикально или горизонтально. Эта особенность позволяет при ЧПУ для наиболее распространенной плоской обработки использовать в программах обозначения координат через Xи F независимо от расположения шпинделя.
В качестве положительного направления оси Z принимают направление от заготовки к инструменту. Ось X – всегда горизонтальна. Дополнительные движения, параллельные осям X, Y, Z обозначают соответственно U, V, W (вторичные) и P, Q, R (третичные). Вращательные движения вокруг осей X, Y, Z обозначают соответственно буквами А, В, С. Положительные направления вращений А, В, С вокруг координатных осей X, Y и Z показаны на рисунке 1. Для вторичных угловых перемещений вокруг специальных осей используются буквы D и Е.
Начало стандартной системы координат станка обычно совмещается с базовой точкой узла, несущего заготовку и зафиксированного в таком положении, при котором все перемещения рабочих органов станка описываются в стандартной системе положительными координатами.
Системой координат токарного станка служит двухкоординатная система X, Z. Начало этой системы принимается в базовой точке шпиндельного узла. Положительные направления осей системы координат токарного станка определяются расположением основного рабочего диапазона перемещений инструмента (рис. 2, а, б).
Для станков сверлильной, сверлильно-расточной и фрезерной групп применяется трехкоординатная система X, Y, Z. Начало этой системы координат принимается преимущественно в базовой точке стола, расположенного в одном из крайних положений. Направления координатных осей этой стандартной системы связаны с конструкцией станка (рис. 2, в, г).
Движения рабочих органов станка задаются в программе координатами или приращениями координат базовых точек в системе координатных осей, определенных в стандартной системе координат. Система координатных осей рабочих органов станка представляет собой совокупность отдельных управляемых по программе координат, каждая из которых закреплена за конкретным рабочим органом станка и имеет индивидуальное обозначение, направление и начало отсчета.
Для обеспечения общности методов подготовки программ рекомендации комитета ISO регламентируют обозначения и направления осей координат рабочих органов станка.
На рисунках 3–6 изображены схемы различного оборудования с ЧПУ, на которых указаны обозначения и положительные направления движений рабочих органов относительно стандартной системы координат, связанной с обрабатываемой заготовкой.
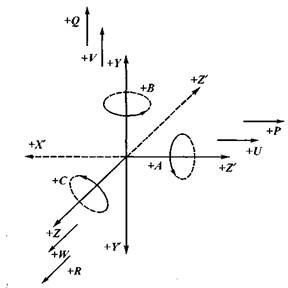
Рис. 1 – Правая прямоугольная система координат станка
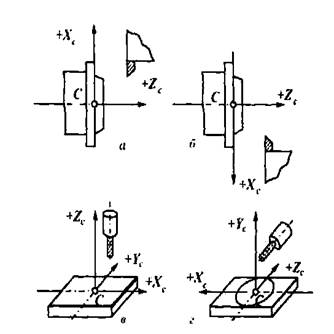
Рис. 2 – Направления стандартной системы координат станка:
а – токарного при перемещении инструментов над осью вращения шпинделя; под осью шпинделя; в, г – сверлильно-расточных и фрезерных с соответственно вертикальным и горизонтальным расположением шпинделя
![]()
а) б)
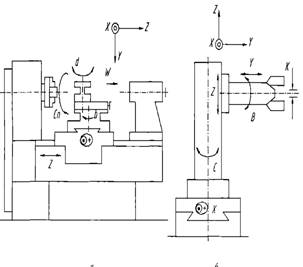
Рис. 3 – Компоновка токарного станка (а) и промышленного робота (б) с направлениями их осей и движений
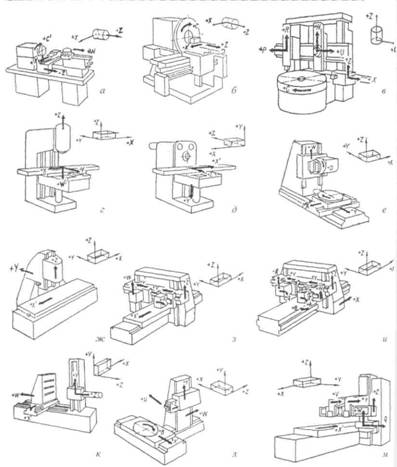
Рис. 4 – Обозначение осей координат и направлений перемещений на схемах станков с ЧПУ:
а – токарно-револьверного; б – лоботокарного; в-токарно-карусельного;
г – вертикально-фрезерного; д – горизонтального консольно-фрезерного;
е – фрезерного с поворотным столом и поворотной бабкой; ж – вертикального портально-фрезерного; з – двухстоечного портально-фрезерного; и – двухстоечного с подвижным порталом; к – горизонтально-расточного с неподвижной передней бабкой; л- с продольно-подвижной передней бабкой; м – продольно-строгального
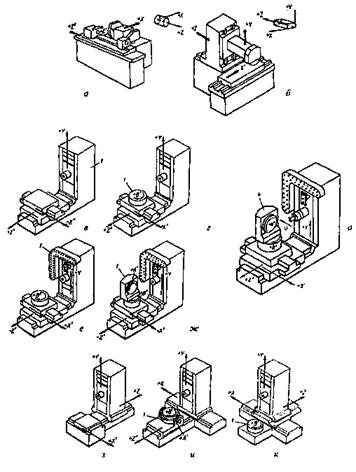
Рис. 5 Обозначение осей координат станков с ЧПУ:
а – круглошлифовального; б – плоскошлифовального; в, г, д, е, ж – многооперационных станков средних габаритов; з, и, к – многооперационных станков различных компоновок
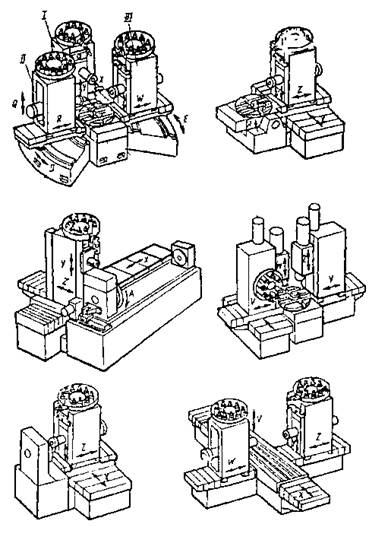
Рис. 6 Обозначение осей координат и направлений движений агрегатных станков с ЧПУ
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
| Комплексный дипломный проект: Проект участка по производству ... | |
|
Дубл. Взам. Подл. 1 2 Разраб. Куцак Пров Белоус Н. Контр. Трифонова М 01 Сталь 45 ГОСТ 1050-88 Код ЕВ МД ЕН Н.расх. КИМ Код загот. Профиль и размеры ... ... служит с одной стороны для крепления твердосплавного ролика, а с другой стороны - для установки всего инструмента, чрез скалку и хвостовик, в шпинделе вертикально-фрезерного станка ... Время на перемещение стола на карусельно-фрезерном станке 0.1 мин. |
Раздел: Рефераты по технологии Тип: дипломная работа |
| Разработка технологической схемы механической обработки детали " ... | |
|
Введение Главным средством интенсификации производства любого назначения является парк машин, которым располагает государство. Прогресс в развитии ... Механическая обработка детали типа "Фланец" переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ 6Р13РФ3. Карта наладки должна содержать следующую информацию: расстояние от оси поворотного магазина до базовой плоскости (в продольном) и до оси шпинделя (в поперечном) направлении, то ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Комплексный дипломный проект: Проект участка по производству ... | |
|
Дубл. Взам. Подл. 1 2 Разраб. Лыщенко Пров Белоус Н. Контр. Трифонова М 01 Сталь 45 ГОСТ 1050-88 Код ЕВ МД ЕН Н.расх. КИМ Код загот. Профиль и размеры ... Для расширения номенклатуры восстанавливаемых деталей на основе данных приспособлений можно разработать приспособление для токарно-винторезных станков с большим размером между осью ... Вертикально-фрезерный станок с ЧПУ модели 6Р13РФ3 |
Раздел: Рефераты по технологии Тип: дипломная работа |
| Модернизация поперечно-строгального станка с ходом ползуна 700 мм на ... | |
|
Введение Важнейшими условиями увеличения роста промышленной продукции является развитие электрификации, комплексной механизации и автоматизации ... Трехпозиционный стол может перемещаться по трем координатам (вертикально, горизонтально, вокруг собственной оси для установления нужной позиции). Рязанский станкостроительный завод, основанный в 1949 году, за пятьдесят с небольшим лет произвёл 125 тысяч комплектов станочного оборудования, в том числе свыше 20 тысяч токарных ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Корпус гидрозамка | |
|
Введение Машиностроение - одна из ведущих отраслей народного хозяйства. Задачей машиностроения является создание совершенных конструкций машин и ... Токарная с ЧПУ Вертикально-фрезерная с ЧПУ |
Раздел: Промышленность, производство Тип: курсовая работа |