Дипломная работа: Разработка источников диффузионного легирования для производства кремниевых солнечных элементов
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
Херсонский государственный технический университет
Кафедра Физической электроники и энергетики
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к дипломной работе на тему:
РАЗРАБОТКА ИСТОЧНИКОВ ДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ДЛЯ ПРОИЗВОДСТВА КРЕМНИЕВЫХ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ
Выполнил
студент группы 5Ф Гречаник В.А.
Руководитель работы к.т.н. Литвиненко В.Н.
Консультанты:
Экспериментальная часть к.т.н. Литвиненко В.Н.
Экономическая часть к.т.н. Фролов А.Н.
Охрана труда Лысюк В.Н.
Норм. контроль к.т.н. Литвиненко В.Н.
Зав. кафедрой д.т.н. Марончук И.Е.
2003
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
Херсонський державний технічний університет
Кафедра Фізичної електроніки та енергетики
ПОЯСНЮВАЛЬНА ЗАПИСКА
до дипломної роботи на тему:
РОЗРОБКА ДЖЕРЕЛ ДИФУЗІЙНОГО ЛЕГУВАННЯ ДЛЯ ВИРОБНИЦТВА КРЕМНІЄВИХ СОНЯЧНИХ ЕЛЕМЕНТІВ
Виконав
студент групи 5Ф Гречаник В.О.
Керівник роботи к.т.н. Литвиненко В.М.
Консультанти:
Експеріментальна частина к.т.н. Литвиненко В.М.
Економічна частина к.т.н. Фролов О.М.
Охорона праці Лисюк В.М.
Норм. контроль к.т.н. Литвиненко В.М.
Зав. кафедрою д.т.н. Марончук І.Є.
2003
РЕФЕРАТ
Пояснительная записка содержит 102 страницы текста, 11 таблиц, 17 рисунков, 20 источников использованной литературы.
Данный дипломный проект направлен на рассмотрение процесса диффузии при изготовлении кремниевых солнечных элементов. В работе дан анализ различных источников диффузионного легирования кремния, а также методов проведения диффузии.
В работе были разработаны поверхностные источники для диффузии бора и фосфора на основе спиртовых растворов борной и ортофосфорной кислот. Приведена технология, позволяющая получать диффузионные слои с заданным значением глубины залегания p – n перехода.
Были проведены исследования по методу диффузии из поверхностного источника на основе легированного окисла. Необходимо заметить, что в технологии диффузионного легирования с использованием данного источника наиболее важным является разработка технологии приготовления раствора и нанесения его на полупроводниковые пластины кремния.
Данные источники могут найти промышленное применение в технологии изготовления кремниевых солнечных элементов, так как их использование не требует сложного оборудования, метод диффузии сравнительно прост, возможно проведение процесса диффузии в атмосфере воздуха.
СОДЕРЖАНИЕ
Введение....................................................................................................... 6
1. Источники примесей для диффузионного легирования кремния и
технология диффузии примесей в кремний................................................ 10
1.1. Источники примесей для диффузионного легирования кремния...... 10
1.1.1. Твердые планарные источники (ТПИ) ............................................ 11
1.1.1.1. Источники для диффузии бора ..................................................... 12
1.1.1.1.1. ТПИ на основе нитрида бора...................................................... 13
1.1.1.1.2.ТПИ на основе материалов, содержащих B2O3.......................... 14
1.1.1.2. Источники для диффузии фосфора................................................ 15
1.1.1.2.1. ТПИ на основе нитрида фосфора (PN) ...................................... 16
1.1.1.2.2. ТПИ на основе метафосфата алюминия..................................... 17
1.1.1.2.3. ТПИ на основе пирофосфата кремния........................................ 18
1.1.2. Жидкие источники............................................................................. 19
1.1.3. Газообразные источники................................................................... 22
1.1.4. Твердые источники............................................................................ 25
1.1.5. Поверхностные источники на основе простых неорганических
соединений................................................................................................... 27
1.1.6. Стеклообразные диффузанты........................................................... 29
1.1.7. Легированные окислы ...................................................................... 32
1.1.7.1. Получение пленок стекла методом пиролитического разложения 32
1.1.7.2. Источники, полученные осаждением пленок стекла из пленкообразующих растворов..................................................................................................... 35
1.1.7.2.1. Приготовление пленкообразующих растворов, их нанесение и термодеструкция...................................................................................................................... 37
1.1.7.2.2. Диффузия бора и фосфора в кремний из пленок двуокиси
кремния, полученных из пленкообразующих растворов.......................... 42
1.2. Технология диффузии примесей в кремний ...................................... 45
1.2.1. Диффузия в запаянной и откачанной кварцевой ампуле................. 46
1.2.2. Метод открытой трубы..................................................................... 49
1.2.3. Диффузия в замкнутом объеме (бокс-метод) ................................... 52
1.2.4. Стимулированная диффузия............................................................. 55
2. Технология и оборудование для проведения процесса диффузии и контроля параметров диффузионных слоев............................................................... 56
3. Разработка технологии изготовления источников диффузионного легирования кремния бором и фосфором и их исследование....................................................... 62
3.1. Разработка и испытание поверхностного источника бора на основе спиртового раствора борной кислоты........................................................................... 62
3.2. Разработка и испытание поверхностного источника фосфора на основе спиртового раствора ортофосфорной кислоты............................................................. 66
3.3. Исследование твердого планарного источника на основе нитрида бора 68
3.4. Разработка и испытание источника на основе легированного окисла 73
4. Практическое использование разработанных источников диффузанта
для изготовления структур кремниевых солнечных элементов................ 75
4.1. Изготовление кремниевого СЭ на основе кремния p-типа................. 75
4.2. Создание омических контактов на структурах солнечных элементов электрохимическим осаждением никеля..................................................... 76
4.3. Измерение основных параметров на структурах солнечных элементов 77
Выводы........................................................................................................ 82
5. Охрана труда........................................................................................... 83
5.1. Анализ условий труда.......................................................................... 83
5.2. Электробезопасность............................................................................ 85
5.3. Расчет защитного заземления.............................................................. 85
5.4. Техника безопасности при работе с химическими веществами.......... 89
5.5. Освещенность рабочего места............................................................. 90
5.6. Оздоровление воздушной среды......................................................... 92
5.7. Пожарная безопасность....................................................................... 93
6. Экономическая часть............................................................................... 95
Литература................................................................................................... 99
ВВЕДЕНИЕ
Среднее количество солнечной энергии, попадающей в атмосферу Земли огромно – около 1,353 кВт/м2 или 178000 ТВт. Среднегодовая цифра, характеризующая энергию, попадающую на свободные необрабатываемые поверхности Земли, значительно меньше, но тем не менее составляет около 10000 ТВт [1]. В настоящее время большая часть этой энергии не используется.
Среди широкого разнообразия возобновляемых альтернативных источников энергии фотоэлектричество выглядит наиболее обещающим в качестве энергетической технологии будущего. Одним из перспективных направлений использования солнечной энергии является ее непосредственное преобразование в электрическую энергию полупроводниковыми системами фотопреобразования.
Прямое преобразование солнечной энергии в электрическую имеет ряд преимуществ, а именно [2]:
- чистота и неисчерпаемость солнечной энергии;
- простота конструкции и эксплуатации установок;
- возможность получения одного и того же КПД для генераторов в широком диапазоне вырабатываемых энергий;
- модульный тип солнечных элементов (СЭ), что по аналогии с такими полупроводниковыми приборами как транзисторы или интегральные схемы, обуславливает снижение цены с ростом масштаба производства;
- может действовать при рассеянных источниках света, например комнатного или даже при свете люминисцентных ламп.
Часто подчеркивается, что эффективность преобразования СЭ составляет менее половины эффективности атомных станций или парогенераторных систем. Такое сравнение некорректно при определении политики развития энергоресурсов будущего. Поскольку 38 % КПД паровой турбины означает, что оставшиеся 62 % затраченной нефти являются не только бесполезно утраченными, но и вредными, так как загрязняют окружающую среду, тогда как даже 10 % фотоэлектрического преобразования означает эффективное использование солнечной энергии, которая в противном случае просто теряется. Преобразование солнечной энергии не сопровождается побочными вредными эффектами. Это представляет основное различие между системами, использующими солнечную энергию и традиционными системами, использующими полезные ископаемые.
Фотоэлектрические преобразователи обладают высокой надежностью, практически не требуют обслуживания. В то же время их широкое внедрение в энергетику в настоящее время сдерживается рядом факторов, среди них одним из основных является высокая стоимость электроэнергии, вырабатываемой полупроводниковыми СЭ. Последний фактор непосредственно связан с высокой стоимостью СЭ.
Альтернативный путь снижения стоимости СЭ – повышение КПД за счет совершенствования технологии их изготовления. КПД СЭ, изготовленных в опытном производстве из монокристаллического кремния, поликристаллического кремния и аморфного кремния (α-Si) составляет соответственно 17 – 18 %, 13 – 14 и 9 – 10 %. Коммерчески оправданное использование солнечных модулей (СМ) для энергоустановок начинается со значения КПД = 10 – 12 % [2].
Относительно производства электроэнергии, следует отметить, что более высокий КПД вызывает существенное удешевление вспомогательных систем и фотоэлектрических установок. При выборе СЭ для фотоэлектрической энергостанции должны учитываться также срок службы фотомодуля и срок его окупаемости. Следует отметить, что гарантийный срок службы СЭ из монокристаллического кремния составляет порядка 20 лет при 25 % падении мощности от начального уровня, а у СЭ из α-Si уже в течение первого года службы КПД снижается от 9 – 10 % до 5 – 6 % с последующей годовой деградацией 15 % [2].
Поэтому в настоящее время существующие электростанции используют в основном модули из монокристаллического и поликристаллического кремния. Ведущие фирмы продолжают выпускать высокоэффективные монокристаллические СЭ, несмотря на их высокую стоимость.
Солнечные элементы на монокристаллическом кремнии с p – n переходом – первые СЭ, на которых получены реальные результаты. КПД первых конструкций СЭ соответствовал приблизительно 10 %. В 60-е годы монокристаллические СЭ на кремнии нашли применение в качестве генераторов для космических аппаратов. Тогда основное внимание уделялось увеличению КПД за счет усовершенствования технологий и конструкций, а стоимость генерируемой энергии не была критичной. Однако в дальнейшем с развитием технологии расширяются работы по созданию и улучшению СЭ наземного назначения, и основным направлением развития становится поиск путей по снижению стоимости СЭ.
Одна из возможностей снижения стоимости СЭ из монокристаллического кремния в серийном производстве – замена дорогостоящих процессов фотолитографии (4 – 6 фотолитографий в маршруте изготовления СЭ) и вакуумного напыления более дешевыми – техникой печатного нанесения контактов.
Однако в последнее время все большее внимание уделяется альтернативному пути – повышение КПД солнечного элемента, несмотря на удорожание его изготовления. Комплексный технико-экономический анализ фотоэнергетических установок в целом показывает во многих случаях целесообразность использования сравнительно более дорогих СЭ с большим КПД и сроком службы. Увеличение КПД связано с усовершенствованием конструкции СЭ и развитием технологии изготовления. Применение тыльного подлегирования, фотолитография для нанесения контактной сетки с одновременным уменьшением площади, затеняемой лицевым токосъемником, снижением толщины “мертвого” слоя (менее 0,3 мкм), текстурированием фронтальной поверхности, применение противоотражательных покрытий обеспечили увеличение КПД до 17 % [2].
Современная тенденция в развитии солнечных элементов предполагает переход на полупроводниковые пластины все большего диаметра (начиная от 100 мм). Это позволяет увеличить коэффициент заполнения площади фотомодуля и снижает стоимость монтажа солнечной батареи. Кроме того, переходы, используемые в СЭ для формирования эмиттерной области, являются мелкими. Технология получения кремниевых солнечных элементов базируется на методах, разработанных в микроэлектронике – наиболее развитой промышленной технологии.
Традиционно мелкие переходы получали ионным легированием, которое характеризуется высокой однородностью и воспроизводимостью примесной дозы, а также чистотой процесса. Однако с переходом на пластины большого диаметра реализация мелких p – n переходов возможна лишь при использовании диффузионных методов легирования [3]. Наибольшего распространения в микроэлектронике при производстве полупроводниковых приборов и микросхем получил метод диффузии в потоке газа-носителя (метод открытой трубы). Но данный метод при использовании пластин большого диаметра позволяет получать результаты, удовлетворяющие требованиям современной полупроводниковой технологии, только при значительном усложнении аппаратуры. Кроме того, при диффузии в потоке газа-носителя однородность по глубине залегания достигается путем проведения двухстадийного процесса, что невозможно при формировании мелких переходов.
Диффузия примеси из примесных, предварительно сформированных на поверхности пластины при низкой температуре покрытий позволяет избежать возникновения многих недостатков, присущих методу диффузии в потоке газа-носителя. Метод прост, не требует сложного оборудования, возможно проведение диффузионных процессов в атмосфере воздуха. Именно на исследование поверхностных источников, предназначенных для проведения процесса диффузии примесей в кремний, направлен данный дипломный проект.
1. ИСТОЧНИКИ ПРИМЕСЕЙ ДЛЯ ДИФФУЗИОННОГО ЛЕГИРОВАНИЯ КРЕМНИЯ И ТЕХНОЛОГИЯ ДИФФУЗИИ ПРИМЕСЕЙ В КРЕМНИЙ
В данном разделе рассматриваются основные известные источники примесей бора и фосфора для проведения диффузии в кремнии. Помимо хорошо известных и нашедших применение в промышленности источников рассматриваются также менее известные источники, интерес к которым возник в связи с разработкой технологии изготовления кремниевых солнечных элементов. Такими источниками являются поверхностные источники диффузии.
Также будут рассмотрены методы проведения диффузии, так как эффективность использования конкретного источника диффузанта в значительной степени определяется методом проведения процесса диффузии.
1.1. Источники примесей для диффузионного легирования кремния
К основным источникам примесей относятся жидкие, газообразные, твердые, твердые планарные источники а также поверхностные источники. Газообразные, жидкие, твердые и твердые планарные источники объединяет то, что при их использовании применяется газовая система. К поверхностным источникам относятся источники на основе простых неорганических соединений, стеклообразные диффузанты, а также легированные окислы. Такие источники наносятся на полупроводниковую пластину кремния различными методами до проведения процесса диффузии. Важной особенностью применения поверхностных источников является возможность проведения процесса диффузии в атмосфере воздуха, что может существенно удешевить технологию производства кремниевых СЭ. Поэтому рассмотрению поверхностных источников уделено большее внимание.
1.1.1. Твердые планарные источники (ТПИ)
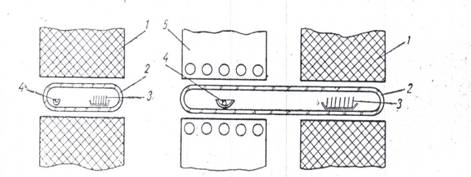
При методе диффузии с использованием твердых планарных источников пластины кремния и ТПИ устанавливают в кварцевой кассете параллельно друг другу (рис. 1.1), вводят в реакционную зону диффузионной печи и выдерживают в ней заданное время. Газообразный окисел легирующего элемента, выделяющийся твердым источником, диффундирует к поверхности кремния и взаимодействует с ним с образованием слоя стекла, из которого происходит диффузия примесей вглубь пластины.
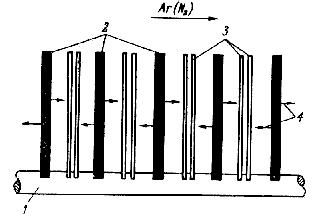
Рис. 1.1. Установка ТПИ и пластин кремния в кварцевой кассете: 1- кварцевая кассета; 2 - ТПИ; 3 - пластины кремния; 4 - пары P2O5.
Параметры диффузионных слоев определяются температурой и временем диффузии, а также давлением газообразного окисла легирующего элемента. Поскольку последний образуется непосредственно в реакционной зоне в результате физико-химических процессов, происходящих в материале источника при нагревании, параметры диффузии практически не зависят от скорости газа-носителя. Таким образом, способ диффузии с использованием ТПИ лишен основных недостатков методов с применением жидких и газообразных источников, а также твердых окислов легирующих элементов и имеет ряд существенных достоинств [4]:
- высокая производительность за счет большой плотности загрузки пластин кремния и возможность использования всей рабочей зоны диффузионной печи;
- хорошая воспроизводимость параметров диффузионных слоев благодаря сведению к минимуму числа влияющих на них технологических факторов и простоте управления процессом;
- однородность уровня легирования по поверхности, что особенно существенно в связи с тенденцией перехода на пластины большого диаметра;
- простота используемого технологического оборудования;
- высокая экономичность.
1.1.1.1. Источники для диффузии бора
Твердые источники для диффузии бора создают в реакционной зоне пары B2O3, молекулы которой диффундируют к поверхности кремниевых пластин и взаимодействуют с кремнием:
2B2O3 + 3Si → 4B + 3SiO2.
Из образующегося слоя боросиликатного стекла происходит диффузия бора вглубь кремния.
Основным материалом для изготовления твердых источников бора является нитрид бора (BN). Благодаря физико-химическим и механическим свойствам BN твердые источники на его основе отличаются стабильностью и длительным сроком службы. Перед эксплуатацией ТПИ на основе BN окисляют с целью образования на его поверхности тонкого слоя B2O3, который при температурах диффузии (700 – 1250°С) находится в жидком состоянии. Переход B2O3 в газовую фазу происходит в результате испарения слоя.
Другим направлением в создании ТПИ бора является использование материалов, содержащих B2O3 в связанном виде, которая выделяется при нагревании непосредственно в процессе диффузии. Твердые источники такого типа могут применяться без предварительного окисления.
1.1.1.1.1.ТПИ на основе нитрида бора
Процесс диффузии бора в кремний с использованием ТПИ на основе BN хорошо изучен. Термическое окисление BN в процессе эксплуатации источников производится по мере испарения B2O3. Процесс диффузии может проводиться как в инертной среде (Ar, N2, He), так и в окислительной (5 – 10% кислорода), что препятствует образованию на поверхности пластины кремния труднорастворимой фазы SiB.
Термодинамический анализ системы B2O3 - H2O показал [4], что при температурах диффузии возможно образование в газовой фазе метаборной кислоты:
B2O3 + H2O → HBO2.
Равновесие этой реакции очень чувствительно к концентрации H2O в системе. Установлено, что давление HBO2 на несколько порядков превышает давление B2O3. Поскольку давление H2O в обычной диффузионной системе не ниже 30 Па (чему способствует также высокая гигроскопичность B2O3), основным компонентом газовой фазы является HBO2, а не B2O3. Повышенное (по сравнению с равновесным давлением B2O3) содержание бора в газовой фазе, а также более высокие значения коэффициента диффузии HBO2 способствуют повышению уровня легирования кремния и возможности создания диффузионных слоев с поверхностной концентрацией, близкой к пределу растворимости. С другой стороны, для получения воспроизводимых результатов диффузии необходим точный контроль содержания влаги в системе, что осложняется гигроскопичностью B2O3.
Несмотря на разработку усовершенствованных процессов с использованием ТПИ на основе BN необходимость проведения периодического окисления остается их существенным недостатком.
1.1.1.1.2. ТПИ на основе материалов, содержащих B2O3
Состав и технологический процесс изготовления ТПИ на основе материалов, содержащих B2O3 довольно сложны. Например, в [4] указывается способ изготовления ТПИ в виде стеклокерамического диска следующего состава (мол.%): SiO2 – от 2 до 50; Al2O3 – от 15 да 36; MgO – от 15 до 36; B2O3 – от 10 до 50. Благодаря высокому содержанию B2O3 данный источник можно использовать без предварительного окисления в процессах диффузии при температуре 700 – 1200°С. Наиболее ответственным этапом в технологии изготовления источника является процесс кристаллизации боросиликатного стекла, режим которой зависит от состава источника. При некоторых соотношениях компонентов (особенно при высоком содержании B2O3) не удается достичь полной кристаллизации, вследствие чего заметно снижается теплостойкость источника при высоких температурах эксплуатации.
Повышения теплостойкости стеклокерамических твердых источников с высоким содержанием B2O3 можно достигнуть за счет введения в состав дополнительных окислов.
Например, в [4] приводится технология, когда в состав нового стеклокерамического источника входят (в мол.%): SiO2 – от 15 до 40, Al2O3 – от 15 до 30, B2O3 – от 20 до 60 и RO – от 5 до 25, где RO – композиция из следующих окислов: MgO – 0 – 15, CaO – 0 – 10, SrO – 0 – 10, BaO – 0 – 10, La2O3 – 0 – 5, Nb2O3 – 0 – 5, Ta2O3 – 0 – 5. При этом 4 ≥ Al2O3/RO ≥ 1,5. Оптимальный состав стеклокерамического источника (в мол.%): SiO2 – 18 – 40, Al2O3 – 15 – 30, B2O3 – 30 – 60, RO – 5 – 15 при 4 ≥ Al2O3/RO ≥ 2.
Технологический процесс изготовления ТПИ на основе алюмоборосиликатного стекла включает несколько этапов:
- плавление стекла при температуре 1500 – 1650°С в закрытом платиновом контейнере. Длительность плавления зависит от состава шихты и проводится до момента получения гомогенного стекла;
- выливание стекла в нагретые графитовые циллиндрические формы порциями, соответствующими толщине 0,5 – 1,25 мм;
- кристаллизация стекла в несколько стадий: образование кристаллических зародышей; развитие зародышей; кристаллизация.
Механические свойства и теплостойкость стеклокерамических источников определяются соотношением компонентов в исходной шихте. Введение MgO в сочетании с CaO, SrO и (или) BaO препятствует неконтролируемому расстекловыванию боросиликатного стекла. Добавки La2O3, Nb2O5, Ta2O5 способствуют образованию стекла с высоким содержанием B2O3. Другие окислы улучшают качество стекла, а небольшие количества ZrO2 (TiO2) стимулируют образование зародышей в процессе его кристаллизации. Содержание окислов щелочных металлов (K2O, Na2O, Li2O, Cs2O, Rb2O), а также окислов, обладающих высоким давлением насыщенных паров (PbO, SnO2, CuO), не должно превышать 0,5 мол. %, так как их наличие в газовой фазе в процессе диффузии может вызвать ухудшение электрофизических характеристик приборов, полученных при помощи ТПИ.
В процессе эксплуатации такого ТПИ рекомендуется проведение периодического отжига при температуре диффузии с целью стабилизации его свойств.
1.1.1.2. Источники для диффузии фосфора
Твердые планарные источники фосфора при нагревании выделяют пятиокись фосфора (P2O5) в газовую фазу, молекулы которой диффундируют к поверхности кремниевых пластин и в результате реакции
2P2O5 + 5Si → 5SiO2 + 4P
образуют слой фосфоросиликатного стекла (ФСС), из которого происходит диффузия фосфора в объем кремния.
В качестве ТПИ фосфора используется нитрид фосфора, фосфид кремния или материалы, содержащие P2O5 в связанном виде, которая выделяется при термическом разложении (метафосфат алюминия, пирофосфат кремния).
1.1.1.2.1. ТПИ на основе нитрида фосфора (PN)
Перед началом процесса диффузии пластины нитрида фосфора термически окисляются для образования на поверхности слоя P2O5. Поскольку давление насыщенных паров P2O5 при температурах диффузии имеет высокое значение, за время одного процесса происходит полное ее испарение. В связи с этим операцию окисления необходимо проводить перед каждым процессом.
Показано [4], что нитрид фосфора может использоваться и без предварительного окисления, если в состав газа-носителя ввести некоторое количество кислорода или паров воды, в результате чего происходит образование P2O5 непосредственно в зоне реакции.
ТПИ на основе нитрида фосфора уступают нитриду бора по механическим свойствам и теплостойкости, что обусловлено физико-химическими свойствами нитрида фосфора :
- нестабильностью состава и высокой скоростью разложения при сравнительно низких температурах (нитрид фосфора состоит из смеси PN, P4N6, P3N5, а также аморфного PN с мольным соотношением N/P 0,9 – 1,7, начинает разлагаться при температуре 500°С и интенсивно разлагается при 850 – 900°С в инертной среде);
- высокой гигроскопичностью P2O5, образующейся в окислительной среде при температурах выше 150°С на поверхности PN (наличие слоя H3PO4 является причиной возникновения напряжений, приводящих к деформации твердых источников).
Твердые источники на основе нитрида фосфора не находят широкого применения из-за нестабильности свойств, низкого срока службы и сложности консервации. Технологический процесс с их использованием требует предварительного окисления или проведения диффузии в окислительной среде, что нивелирует основные преимущества твердых источников по сравнению с традиционными способами диффузии.
1.1.1.2.2. ТПИ на основе метафосфата алюминия
Метафосфат алюминия (Al2O3∙3P2O5) представляет собой соединение с высоким содержанием пятиокиси фосфора, которое разлагается при температурах 700 – 1200°С :
Al(PO3)3 → AlPO4 + P2O5.
Давление образующейся P2O5 достаточно для проведения диффузии фосфора в кремний в широком интервале температур.
В [4] указан способ получения ТПИ фосфора на основе стеклокерамического метафосфата алюминия. Источник изготавливается в виде диска по технологии, включающей следующие этапы:
1. Плавление стекла Al2O3∙3P2O5 при температуре 1500°С в закрытом контейнере при избыточном давлении P2O5. По окончании плавления стекло содержит 19 – 30 масс.% Al2O3 и 70 – 81 масс.% P2O5;
2. Выливание стекла в нагретую графитовую форму;
3. Кристаллизация стекла;
4. Разрезание слитка на диски толщиной 1 мм.
Диски на основе стеклокерамического метафосфата алюминия обладают достаточной теплостойкостью, позволяющей их эксплуатацию до температур 1150 – 1200°С (при диаметре 38 мм). Твердый планарный источник на основе метафосфата алюминия имеет ряд преимуществ по сравнению с ранее известными. Высокое содержание активной пятиокиси фосфора (до 50 масс.%) обеспечивает его длительный срок службы (несколько сотен часов).
Основным недостатком стеклокерамического источника на основе Al(PO3)3 является низкая пористость, так как скорость выделения P2O5 изменяется в процессе работы вследствие образования на его поверхности слоя AlPO4, который затрудняет выход пятиокиси фосфора из более глубоких слоев источника. Это приводит к изменению параметров источника в процессе его эксплуатации.
1.1.1.2.3. ТПИ на основе пирофосфата кремния
Для создания твердых планарных источников фосфора можно также использовать пирофосфат кремния [4]. Термическое разложение SiP2O7 происходит в соответствии с уравнением реакции:
SiP2O7 → P2O5 + SiO2.
Равновесное давление P2O5 при температурах 950 – 1100°С над пирофосфатом кремния значительно выше, чем над метафосфатом алюминия. Из-за высокой скорости разложения пирофосфата кремния при температурах диффузии в чистом виде для создания ТПИ он не используется. Для уменьшения скорости разложения, увеличения механической прочности и повышения срока службы в состав источников вводят инертный пассивирующий материал. Первоначально в качестве инертного материала использовали двуокись циркония ZrO2. Смесь порошков ZrO2 и SiP2O7 подвергали горячему прессованию при температурах 800 – 1500°С. Полученные циллиндрические бруски разрезали на пластины толщиной 0,5 – 1 мм. Недостатком таких источников является протекание реакции:
ZrO2 + P2O5 → ZrP2O7,
что приводит к связыванию части P2O5 в виде пирофосфата циркония, который представляет собой термически стабильное соединение до температур порядка 1400°С. В результате снижается срок службы источников.
1.1.2. Жидкие источники
Суть метода диффузии из жидких источников заключается в следующем. Пластины кремния помещают в кварцевую трубу, находящуюся внутри нагретой однозонной печи. Через трубу пропускается поток газа-носителя, чаще всего азота или аргона, к которому добавляется примесь источника диффузанта, находящегося при обычных условиях в жидком состоянии. Кроме того, в газовую смесь на все время или на часть времени процесса добавляется некоторое количество кислорода. Метод в основном используется для диффузии бора и фосфора, причем в качестве источников диффузантов применяют такие вещества, как PCl3, POCl3, PBr3, BBr3 и борнометиловый эфир.
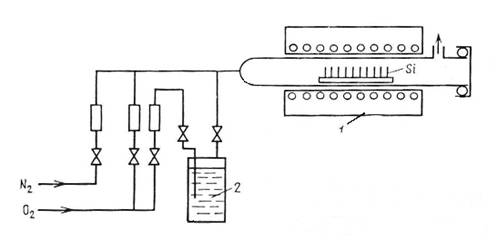
Рис. 1.2. Диффузия в потоке газа-носителя из жидкого источника: 1 – однозонная печь; 2 – жидкий источник.
Жидкие источники позволяют двуступенчато разбавлять пары потоком газа, проходящим через дозатор, и общим потоком, идущим непосредственно в кварцевую трубу. Схема диффузии при использовании жидкого источника диффузии представлена на рис. 1.2 [5].
Рассмотрим диффузию из жидкого источника, когда в качестве жидкого источника используется POCl3 [6]. Через барботер с POCl3 может пропускаться или азот, или кислород, или их смесь. Двухступенчатое разбавление обеспечивает возможность получения малых концентраций POCl3 в газовой смеси. Температура POCl3 может меняться в интервале 15 – 40ºС (удобнее всего поддерживать ее около 20ºС). Полный поток газа составляет 2 л/мин. Если пропускать через печь POCl3 в токе инертного газа, то в результате происходящих на поверхности кремния реакций будут, по-видимому, получаться P4O10, PCl3 и свободный Cl2, который будет травить поверхность кремния. Это обычно и наблюдается в отсутствие кислорода. При достаточном содержании кислорода в газовой смеси травление будет приостанавливаться растущей пленкой окисла :
4POCl3 + 3O2 → P4O10 +6Cl2,
P4O10 + 5Si → 4P + 5SiO2.
Дополнительное окисление кремния будет вызываться кислородом, находящимся в газовой смеси. Двуокись кремния, реагируя с P4O10, будет образовывать фосфорно-силикатное стекло, из которого и будет идти диффузия в кремний. Как и при диффузии в двухзонных печах, наилучшая однородность будет достигаться при насыщении стекла фосфором и при достаточно высокой поверхностной концентрации фосфора в кремнии. Также было установлено, что при высоких температурах и сравнительно высоких (~ 0,2 – 0,3 %) концентрациях POCl3, когда получаются низкие значения ρs, результаты наиболее воспроизводимы и меньше всего зависят от содержания кислорода. При малых концентрациях POCl3 (порядка 0,02 %) и при низких температурах зависимость результатов от содержания O2 довольно резкая, но зато имеется возможность получать ρs порядка нескольких сотен Ом на квадрат. Следует отметить, что во избежание повреждения поверхности кремния в процессе диффузии POCl3 целесообразно пропускать не сразу, а через небольшое время после начала пропускания азота с кислородом.
Альтернативным жидким источником для диффузии фосфора является трибромид фосфора PBr3, который имеет превосходные геттерирующие свойства, по сравнению с POCl3, и рабочую температуру 170°С.
К жидким источникам для диффузии бора относятся триметилборат (CH3O)3B и трехбромистый бор BBr3, которые окисляются с образованием B2O3. BBr3 – галоген и может служить одновременно геттером металлических примесей в процессе диффузии. Схема установки для диффузии бора из BBr3 такая же, как на рис. 1.2. Скорость потока N2 над BBr3 равна нескольким кубическим сантиметрам в минуту, а общая скорость газового потока около 1 л/мин [6]. Добавляемое количество O2 невелико, несколько десятков кубических сантиметров в минуту, но, как и при диффузии фосфора из POCl3, отсутствие O2 может привести к нежелательным последствиям – в данном случае к появлению на поверхности кремния нерастворимых налетов черного цвета. Однако при использовании BBr3, как и любого другого галогенного источника, возможно образование ямок травления, если завышена концентрация паров BBr3 или концентрация кислорода в потоке газа мала. Другим недостатком является возможность засорения газовой системы порошкообразной B2O3, а в результате – невоспроизводимость значений поверхностной концентрации [3].
К преимуществам метода диффузии из жидких диффузантов следует отнести то, что его осуществление просто и что не требуется второй высокотемпературной зоны. Кроме того, метод позволяет осуществлять непрерывным образом процесс, несколько напоминающий двухстадийную диффузию (когда поток POCl3 или BBr3 пропускается над кремнием только в течение части процесса). Этот процесс нельзя считать обычной двухстадийной диффузией, так как перед второй стадией с поверхности не удаляется фосфорно-силикатное или боро-силикатное стекло. Метод позволяет осуществить процесс в замкнутой системе и не требует частой смены источника.
1.1.3. Газообразные источники
Диффузия примесей в кремний может также осуществляться из газообразных источников – гидридов фосфора, бора и мышьяка – фосфина PH3, диборана B2H6 и арсина AsH3, а также из BCl3.
Схема установки для диффузии фосфора с использованием фосфина напоминает схему на рис. 1.2 с той разницей, что источником диффузанта служит не поток газа носителя, пробулькивающий или проходящий над жидким источником, а баллон, содержащий смесь PH3 и инертного газа, например аргона. В качестве газа-носителя может использоваться азот в смеси с кислородом. Систематическое изучение результатов диффузии при различных температурах в зависимости от концентрации фосфина и кислорода показало слабую зависимость результатов от этих величин в довольно широких пределах [6]. В процессе диффузии из фосфина идут, по-видимому, следующие реакции :
2PH3 → 3H2 + 2P (в трубе);
4P + 5O2 → 2P2O5 (в трубе);
2P2O5 + 5Si → 5SiO2 + 4P (непосредственно на поверхности Si).
Образующийся водород, соединяясь с кислородом, дает пары воды, образующей с P2O5 ортофосфорную кислоту. Так как и она достаточно летуча и хорошо реагирует с кремнием, это, по всей видимости, не сказывается на результатах диффузии. Диффузия из фосфина позволяет воспроизводимо получать ρs от 0,2 до 200 Ом/ٱ (в диапазоне температур 800 – 1200°С и объемных концентраций PH3 от 0,05 до 2%), а при более низкой температуре 750°С и при содержании кислорода 50% и фосфина 0,1% возможно получение ρs около 1000 Ом/ٱ [6] К недостаткам данного метода диффузии фосфора является затрудненная регулировка концентрации фосфора, так как стенки из кварцевого стекла поглощают некоторое количество P2O5 из газа-носителя в течение каждого процесса диффузии, что образует дополнительный источник примеси [7].
Диффузия бора из диборана осуществляется аналогично диффузии фосфора из фосфина. Диборан подается в смеси с аргоном и дальше перед поступлением в рабочую трубу смешивается с азотом и сухим кислородом. При проведении процесса диффузии имеют место следующие реакции:
B2H6 → 2B + 3H2 (в потоке газа);
4B + 3O2 → 2B2O3 (в потоке газа);
Si + O2 → SiO2 (на поверхности кремния);
SiO2 + B2O3 → B2O3∙SiO2 (стекло на поверхности окисла);
2B2O3 + 3Si → 3SiO2 + 4B (на поверхности кремния).
Помимо этого, в процессе диффузии образуется вода, несколько ускоряющая рост пленки окисла, но делающая его не столь прочным, так что после диффузии облегчается снятие боросиликатного стекла [6]. Среди факторов, определяющих в этом методе поверхностную концентрацию бора, следует отметить условия, связанные с потоком газа: его состав, скорость течения, характер течения (ламинорный или турбулентный) и температуру процесса. Непосредственно на поверхностную концентрацию влияют толщина и состав боросиликатного стекла, скорость диффузии через него B2O3 и т.п. Но все эти параметры определяются названными факторами. При изменении объемной концентрации B2H6 от 1 до 50∙10−4 % и температуры от 1050 до 1250°С поверхностная концентрация бора может меняться от 1017 см–3 до предельной. Довольно резко зависит поверхностная концентрация и от скорости общего потока газа. Если говорить об однородности результатов, то имеется разброс (увеличение поверхностного сопротивления) по ходу течения газа. Однако все же этот метод позволяет получить малый разброс поверхностного сопротивления в широком интервале поверхностных концентраций.
Диборан используется разбавленным на 99 % по объему. Так как продуктом реакции окисления при 300°С в кислороде является только вода, то дефектов типа ямок травления не образуется. Для захвата неиспользованного газа на входе в трубу устанавливают ловушку с концентрированной соляной кислотой [3]. Если вместо кислорода использовать углекислый газ, то на стадии загонки примеси при низкой температуре (800 – 900°С) можно достичь высокой поверхностной концентрации бора:
B2H6 + CO2 → B2O3 + 6CO + 3H2O.
Поскольку CO2 более слабый окислитель, чем кислород, в процессе диффузии кремний окисляется в меньшей степени и, следовательно, образующийся SiO2 меньше маскирует поверхность кремния от атомов бора.
При работе с дибораном необходимо тщательно следить за герметичностью трубопроводов диффузионной установки. Диффузию следует проводить при работающей вытяжной вентиляции и постоянно контролировать концентрацию диборана в атмосфере рабочего помещения.
Трихлорид бора BCl3, как и трибромид бора, может вызвать травление поверхности кремния. На практике значительно сложнее получить равномерное легирование пластин по длине лодочки с применением BCl3, чем BBr3. Это обусловлено тем, что в аналогичных условиях реакция окисления BCl3 длительная (~100 с), а BBr3 – короткая (~3 с). Следовательно, BBr3, быстро окислившись до B2O3, может служить источником бора еще до того, как передний край лодочки с пластинами попадает в рабочую зону. Реакция окисления BCl3 ускоряется в присутствии паров воды, поэтому вместе с кислородом в газовый поток добавляют незначительное количество водорода [3].
По поводу методов диффузии из газообразных источников можно сделать одно общее замечание: при слишком малом содержании O2 в газовой смеси на поверхности могут образовываться трудно устранимые пленки.
Достоинства методов диффузии из газообразных диффузантов те же, что и в случае диффузии из жидких источников, и недостаток тот же – токсичность исходных диффузантов.
1.1.4. Твердые источники
Наиболее распространенными твердыми источниками диффузии бора в кремний являются окись бора B2O3 и борная кислота H3BO3 (обе в виде порошка), которые разлагаются при 200°С с образованием B2O3 и H2O. Эффективное испарение B2O3 начинается с 770 – 800°С, а максимальная температура, до которой обычно нагревают B2O3, равна 1200°С. Источник диффузанта необходимо вводить в печь медленно, чтобы предотвратить его вскипание и вытекание из контейнера и загрязнение самого реактора, который в этом случае становится дополнительным источником примеси. Элементарный металлический бор обычно непригоден для диффузии в потоке газа из-за низкого давления его паров [7].
Диффузию бора в полупроводниковый материал с использованием борной кислоты проводят в открытой трубе в двухзонной печи или в контейнере в атмосфере воздуха. После проведения диффузии на поверхности полупроводниковых пластин образуются пленки, стойкие к кислотам и щелочам. После диффузии эту пленку удаляют механическим способом [8].
В качестве твердого источника фосфора обычно используется безводная пятиокись фосфора P2O5 [7]. Температура ее испарения должна поддерживаться в интервале 215 – 300°С, так как при более высоких температурах испарение полностью происходит за слишком короткое время, а при более низких температурах значения концентрации плохо воспроизводимы. Применяются и другие соединения, содержащие фосфор, например, фосфат аммония NH4H2PO4, однако конечной стадией в обоих случаях является взаимодействие паров P2O5 с поверхностью кремниевой подложки:
2 P2O5 + 5Si ⇄ 4P + 5SiO2.
Образующееся фосфоросиликатное стекло (ФСС) – жидкость при температуре диффузии.
Использование одно- и двухосновных фосфатов аммония требует более высоких, чем для P2O5, температур источника (450 – 900°С). Они также менее чувствительны к влаге, в этом их главное преимущество над P2O5 .
Элементарный красный фосфор применяется редко. Давление его паров непостоянно, поэтому воспроизводимость поверхностной концентрации низкая.
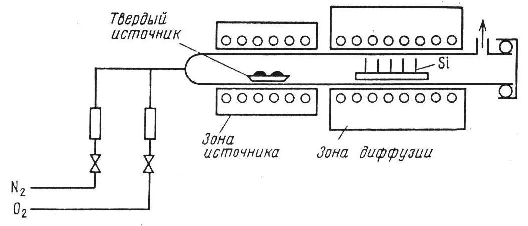
Рис. 1.3. Диффузия в потоке газа-носителя из твердого источника
Наивысшей производительностью диффузия из твердых источников осуществляется в проточной системе (рис. 1.3). Этот способ диффузии осуществляется в инертной среде, благодаря чему параметры легирования не зависят от кинетики химической реакции, однако метод требует специальных печей (печей с двухзонным профилем температуры), а его воспроизводимость определяется распределением температур и скорости газа-носителя [4, 5].
К недостаткам диффузии из раздельных твердых источников можно также отнести недостаточную воспроизводимость значений поверхностной концентрации из-за сложности точного поддержания концентрации паров источника и из-за изменения площади испарения при растекании источника, хорошо смачивающего поверхность контейнера. Кроме того, трудно получить низкие поверхностные концентрации и невозможно провести отжиг в чистой газовой атмосфере, так как пары источника на всем протяжении процесса находятся в газовой фазе [5].
1.1.5. Поверхностные источники на основе простых неорганических соединений
Исторически на первом этапе разработки метода диффузии из поверхностного источника для непосредственного нанесения на поверхность кремниевых пластин были использованы наиболее простые и доступные неорганические соединения, обладающие достаточной растворимостью в воде и в этиловом спирте: H3BO3, H3PO4, (NH4)3PO4, B2O3, Al(NO3)3 и т.д. Эта технология широко применялась в производстве силовых полупроводниковых приборов [9,10]. Растворы кислот или солей распыляют на кремниевые пластины из пульверизатора, капают из пипетки или наносят методом погружения пластин в раствор. Затем пластины после кратковременной сушки (для испарения растворителя) подвергаются высокотемпературной обработке при 1000 ÷ 1300°С для проведения диффузии.
Рассмотрим источники такого рода, когда в качестве источника бора используется борная кислота, а в качестве источника фосфора – ортофосфорная кислота. Данные поверхностные источники использовались в технологии изготовления высоковольтных таблеточных тиристоров [10].
При использовании в качестве диффузанта борной кислоты берется спиртовый раствор борной кислоты. Используя центрифугу, на поверхность пластины наносят слой раствора борной кислоты. После просушивания пластины загружают в кассету, которую плавно вводят в рабочую зону печи. Диффузия бора проводится при температуре 1050°С в течение заданного времени. Далее печь охлаждается до 800°С, после чего выгружается кассета с пластинами.
Создание электронного слоя с использованием поверхностного источника на основе ортофосфорной кислоты осуществлялось обычно в два приема. На первой стадии на одну поверхность пластины наносится две-три капли водного или спиртового раствора ортофосфорной кислоты, которые разгоняют по пластине с помощью центрифуги. Пластины высушивают и помещают в диффузионную установку, нагретую до температуры около 1050°С, на 20 – 30 мин (в зависимости от поверхностной концентрации акцепторов). После этого пластины извлекают из диффузионной установки, протравливают в плавиковой кислоте, а затем промывают в деионизованной воде, высушивают и помещают в диффузионную печь, нагретую до 1150 – 1250°С, где выдерживают заданное время.
Эти методы нанесения диффузанта обладают высокой производительностью, требуют несложного технологического оборудования. Диффузия проводится в открытой трубе, чаще всего на воздухе. Данные методы позволяют получать как низкие, так и высокие концентрации легирующей примеси, причем низкие концентрации – в одноступенчатом режиме без последующей разгонки. Нанесение диффузанта в виде растворов неорганических соединений на поверхность кремния дает возможность регулировать поверхностную концентрацию бора и фосфора в пределах 1017 ÷ 1021 см−3 в основном за счет изменения концентрации раствора. Однако растворы простых неорганических соединений не обладают пленкообразующей способностью, и после испарения растворителя на поверхности полупроводниковой пластины остается тонкий слой закристализовавшегося диффузанта. Поэтому ни нанесение капель спиртового раствора, ни напыление раствора из пульверизатора не обеспечивают в итоге однородного по толщине слоя диффузанта, а следовательно, и строгого контроля количества соединения легирующего элемента в слое на единице площади поверхности. В результате разброс величины поверхностного сопротивления при использовании этих источников диффузии может достигать 200 % и более как в пределах поверхности одной пластины, так и между пластинами [9].
Для повышения однородности слоя источника диффузанта рядом авторов было предложено закрепить атомы легирующих элементов в объеме окиси кремния.
1.1.6. Стеклообразные диффузанты
В качестве поверхностных источников диффундирующих примесей (бора, фосфора, галлия, индия, сурьмы) широкое применение нашли стеклообразные диффузанты – донорные и акцепторные стекла, обычно состоящие из нескольких электрически активных и неактивных компонентов, а также инертных наполнителей [11].
К электрически активным компонентам относятся окислы бора (B2O3), фосфора (P2O5), галлия (Ga2O3), индия (In2O3), таллия (Tl2O3), мышьяка (As2O3), сурьмы (Sb2O3) и лития (Li2O), которые придают необходимый тип проводимости исходным полупроводникам.
К электрически неактивным компонентам относятся различные окислы элементов IV группы Периодической системы: кремния (SiO2), германия (GeO и GeO2), олова (SnO), свинца (PbO и PbO2), а также аллюминия (Al2O3), которые придают диффузанту свойства стекла.
К инертным наполнителям, которые не имеют заметного влияния на тип проводимости диффузанта, но позволяют изменять термомеханические свойства стекла, относятся окислы щелочных, щелочноземельных и редкоземельных металлов: натрия (Na2O), калия (K2O), кальция (CaO), магния (MgO), бария (BaO) и лантана (La2O3). В качестве инертных наполнителей при изготовлении стеклообразных диффузантов используют также органические материалы в виде производных винила, которые деполимеризуются при повышенной температуре.
Типичными акцепторными диффузантами являются борные стекла следующих составов:
- состав 1 включает 30 % B2O3, 10 % Al2O3, 50 % SiO2 и 10 % BaO;
- состав 2 включает 13 % B2O3, 2 % Al2O3, 80 % SiO2 и 5 % Na2O.
При изготовлении этих стекол порошкообразные компоненты тщательно перемешивают и засыпают в органический растворитель. Образовавшуюся взвесь наносят кварцевой палочкой или распылителем на поверхность полупроводниковых пластин, которые помещают в термостат при температуре 100°С для удаления органического растворителя. Затем температуру повышают до 1200°С, при которой композиция плавится и покрывает поверхность полупроводниковой пластины ровным слоем стекла заданного состава [11]. Диффузия алюминия из стеклообразных диффузантов не происходит вследствие сильной связи алюминия с кислородом.
Типичным диффузантом донорной примеси является фосфорно-силикатное стекло следующего состава: 34,9 % P2O5, 25 % Al2O3, 14,7 % SiO2 и 25,4 % Na2O, которое приготовляют и используют так же, как борное. Кроме того, в качестве диффузанта используют соединение, имеющее состав (P2O5)x∙(CaO)y, из диаграммы состояния которого видно, что оно имеет эвтектику, содержащую 7 – 8 % CaO и плавящуюся при температуре 500°С (рис. 1.4,а). Изготовление такого диффузанта не представляет трудностей: соответствующие количества порошков P2O5 и CaO смешивают и обжигают в сухом азоте при 900°С. В результате получают чистое твердое стекло. Молекулы CaO обладают очень большой стабильностью и при температуре диффузии не восстанавлеваются до чистого кальция, который мог бы диффундировать в полупроводниковый материал.
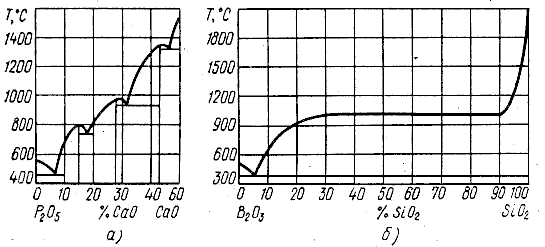
Рис 1.4. Диаграмма состояний соединений: а - пятиокиси фосфора – окиси кальция, б - окиси бора – двуокиси кремния.
Типичным диффузантом акцепторной примеси является боросиликатное стекло B2O3 – SiO2. Из диаграммы состояния (рис. 1.4,б) которого видно, что при диффузии из борного ангидрида на поверхности кремния присутствует жидкий слой боросиликатного стекла.
Для получения стекловидных пленок используют большей частью силикатные легкоплавкие стекла, получаемые путем сплавления двуокиси кремния с окислами других элементов. Сейчас установлены общие закономерности зависимости свойств стекла от состава [12], что позволяет заранее выбирать композиции, обладающие комплексом требуемых свойств. Предварительно сплавленное стекло затем измельчается (измельченное стекло носит название фритты). К размеру частиц фритты предъявляются строгие требования. Например, в [13,14] указывается, что для получения тонких стекловидных пленок необходимо измельчать частицы исходного стекла до 1 мкм и мельче. Для получения фритты с такой высокой дисперсностью частиц применяют сначала виброизмельчение, а затем длительный мокрый помол в шаровой мельнице. Продолжительность измельчения в вибромельнице составляет 2 – 3, а в шаровой – 140 – 150 час. Далее измельченная фритта подвергается отстаиванию в смеси этилового и изопропилового спиртов [14]. Крупные частицы собираются на дне в течение первого периода отстаивания, а более мелкие удерживаются во взвешенном состоянии. Такую суспензию используют для осаждения из нее тонкого слоя порошка стекла на поверхность полупроводниковых пластин с помощью центрифуги. Процесс осаждения длится 2 – 3 мин. при скорости вращения центрифуги 4000 об.∙мин.−1.
Считается, что особое внимание должно быть уделено выбору подходящей дисперсионной среды, которая должна легко испаряться.
Методом наплавления создают только пленки из легкоплавких силикатных (или других) стекол. Метод прост. Основным недостатком таких пленок является содержание в них посторонних примесей, попадающих в фритту из материала мелющих тел и футеровки мельниц при длительном помоле.
1.1.7. Легированные окислы
Одним из методов, позволяющих в широких пределах варьировать поверхностную концентрацию, является диффузия из легированных окислов. Помимо возможности варьирования поверхностной концентрации, метод позволяет осуществлять локальную диффузию (не только в том смысле, что диффузия будет идти в участки поверхности кремния, не защищенные маскирующим слоем, но и в том смысле, что она будет происходить только там, куда нанесен легированный окисел). Сущность метода заключается в том, что на всю поверхность кремниевой пластины или на какие-либо ее участки перед диффузией наносится слой двуокиси кремния, легированный в необходимой степени заданной примесью. Этот слой окисла является источником диффундирующих атомов. Для создания такого легированного окисла может, например, использоваться метод пиролитического разложения [14] или метод получения легированных пленок из пленкообразующих растворов. Второй метод будет рассмотрен более подробно, так как он находит применение для промышленного изготовления современных кремниевых солнечных элементов.
1.1.7.1. Получение пленок стекла методом пиролитического разложения
Пиролизом принято называть процесс термического разложения химических соединений, при котором выделяется твердое пленкообразующее вещество и летучие ингридиенты. Обычно процесс термического разложения осуществляют в инертном газе или в вакууме. В последнем случае вакуумированный объем заполняется парами вещества, подвергающегося пиролитическому разложению. Процесс пиролиза протекает легко. Он возбуждается нагреванием до такой температуры, при которой начинается деструкция молекулы на составляющие ее атомы и группы атомов.
В зависимости от исходного вещества путем пиролиза можно получать оксидные, металлические, неметаллические и другие виды пленок. Наиболее широко распространен пиролиз кремнийоксиорганических соединений [14], при котором в качестве твердого продукта реакции выделяется двуокись кремния:
700°С
C2H5Si(OC2H5) → SiO2.
В лабораторной и промышленной практике элементоксиорганические соединения разлагают в нагретом объеме, а образующиеся при разложении окислы направляют через насадку. Истекающую из насадки струю направляют на поверхность покрываемой пластины.
Следует подчеркнуть, что пиролизом можно получать окислы различных элементов, для чего в качестве исходных материалов необходимо брать соответствующие элементоксиорганические соединения. Условия, при которых осуществляется пиролиз, для каждого соединения подбираются экспериментальным путем. Некоторые примеры исходных веществ и образующихся из них пленок приведены в табл. 1.1.
Таблица 1.1.
Условия пиролиза некоторых элементоксиорганических соединений
Этилтриэтоксисилан C2H5Si(OC2H5)3
SiO2
Тетраэтоксисилан (C2H5O)4Si
SiO2
Трибутоксиалюминий (C4H9O)3Al
Al2O3
Тетраэтоксититан (C2H5O)4Ti
TiO2
Трибутилборат (C4H9O)3B
B2O3
Кроме давления и температуры на кинетику процесса пиролитического разложения существенное влияние оказывает состав газовой среды. Экспериментально установлено, что винилтриэтоксисилан разлагается при 600–700°С, а тетраэтоксисилан – при 728–840°С [14]. Введение же кислорода в качестве газа-переносчика в реакционное пространство позволяет снизить температуру деструкции указанных кремнеорганических эфиров до 350°С .
Методом пиролиза можно также получать пленки, состоящие из окислов двух и более элементов. При использовании стеклообразующих окислов можно получать стекловидные пленки. В [6] рассмотрен способ получения легированной двуокиси кремния. При этом пластины кремния помещают в печь при не очень высокой температуре (750°С) и над ними пропускают пары алкоксисилана, легированного, например, триметилборатом или трипропилборатом (в случае диффузии бора) или триметилфосфатом (в случае диффузии фосфора). Попадая на поверхность кремниевых пластин, пары силана разлагаются и образуют слой легированного окисла.
Пластина с нанесенным легированным окислом помещается в печь с потоком нейтрального газа, и при температуре осуществляется диффузионная выдержка. Если несущий газ содержит кислород, то граничащие с кремнием слои источника могут обедняться за время порядка 1 ч. При использовании в качестве лигатуры триметилбората возможно получение поверхностной концентрации бора от 1018 до 1020 см–3, а в случае применения трипропилбората поверхностная концентрация может меняться в пределах от 1017 до 1019 см–3. Окислы, легированные триметилфосфатом, позволяют менять поверхностную концентрацию фосфора от 1019 до 2∙1020 см–3. (Все эти данные для диапазона температур 1100 – 1300°С.) Метод позволяет обеспечить довольно малый разброс поверхностной концентрации (4 – 5 %).
Однако поскольку перенос вещества, содержащего диффузант, осуществляется в газообразной среде, этому методу присущи некоторые недостатки, связанные в первую очередь с процессом переноса компонент осаждаемого слоя. К их числу следует отнести следующие [14]:
1. Трудность обеспечения точной дозировки примеси. Количество осаждаемой примеси по указанному методу определяется расходом газа, температурой смеси органосилана и легирующего вещества, температурой полупроводниковой пластины, временем проведения процесса. Точность дозировки примеси определяется точностью поддержания указанных параметров.
2. Неравномерность распределения диффузанта по поверхности полупроводниковой пластины, вызываемая турбулентностью потока компонент в реакторе.
3. Нелинейность зависимости количества диффузанта в осаждаемом слое от процентного содержания смеси.
4. Длительность процесса нанесения и сложность используемого оборудования для пиролитического разложения, обеспечивающего высокую чистоту процесса.
1.1.7.2. Источники, полученные осаждением пленок стекла из пленкообразующих растворов
Для создания силикатных пленок в сравнительно "мягких" условиях представляется перспективным применение пленкообразующих растворов, содержащих соединения, разлагающиеся при сравнительно низких температурах. Это могут быть продукты гидролитической поликонденсации таких кремнеорганических эфиров, как, например, этиловый или бутиловый эфир ортокремневой кислоты, либо таких соединений, как диметилэтоксихлорсилан, которые при гидролитической поликонденсации образуют силоксановые цепи, склонные образовывать полимеры. Если нанести подобный раствор на твердую поверхность, то после испарения растворителя на поверхности останется пленка. Последующая кратковременная термоокислительная деструкция при температурах 250 – 700°С превращает пленку в стекловидную.
Наиболее известным методом получения пленок SiO2 из пленкообразующих растворов является метод, когда в качестве исходных кремнийорганических соединений используются алкоксисиланы [13,14]. По своей химической структуре эти соединения представляют собой гидрид кремния Sigh4, в котором все атомы водорода замещены радикальными группами. Например, в тетраэтоксисилане (ТЭС) Si(OC2H5)4 эти группы имеют состав (OC2H5). Следует заметить, что тераэтоксисилан имеет несколько синонимов, наиболее распространенными являются: этилсиликат, этиловый эфир ортокремневой кислоты, тетраэтоксикремний, тетраэтилоксисилан, тетраэтилортосиликат, промышленное название – этилсиликат-40 (40 % SiO2) [15]. Другие этоксисиланы содержат одну-три группы (OC2H5), а остальные радикалы у кремния замещены какими-либо другими органическими группами. При нормальных условиях эти соединения представляют собой жидкости, пары которых разлагаются в диапазоне 600 – 900°С. Процесс получения пленок SiO2 осуществляется в три стадии: получение пленкообразующего раствора, нанесение пленки и ее термодеструкция. Рассмотрим его на примере использования в качестве исходного соединения тетраэтоксисилана Si(OC2H5)4 [14].
При получении пленкообразующего раствора вначале осуществляют гидролиз исходного соединения:
R R
׀ ׀
R – Si – R + 2H2O → HO – Si – OH + 2HR
׀ ׀
R R
(R – функциональная группа – OC2H5).
Далее, вводя катализатор (соляную кислоту), осуществляют реакцию поликонденсации гидроксильных групп с образованием силоксановых связей:
׀ ׀ ׀ ׀
– Si – OH + HO – Si – → – Si – O – Si – + H2O.
׀ ׀ ׀ ׀
В результате этой реакции раствор приобретает пленкообразующие свойства. В раствор могут вводиться растворитель (ацетон, этиловый спирт), а также легирующие элементы, например в виде азотнокислых солей.
Для нанесения этих пленкообразующих растворов на поверхности разработаны разные способы:
1. Погружение покрываемой пластины в пленкообразующий раствор. Способ наиболее экономичен. Толщина образующейся пленки зависит от многих факторов, среди них такие, как концеттрация раствора, скорость подъема пластины, угол наклона ее относительно поверхности раствора, вязкость раствора. Образование пленки сразу же и фиксируется изменением интерфененционной окраски. Особенностью этого способа является опускание уровня раствора (а не извлечение пластины из раствора).
2. Распыление или пульверизация пленкообразующего раствора. Этот способ менее экономичен вследствие большого расхода жидкости, требует тонкого распыления до едва заметного тумана. Раствор обычно напыляют на нагретую до 100 – 400°С пластину. Модификация этого метода состоит в том, что покрываемая пластина вращается, а на нее последовательно направляют сопла, распыляющие пленкообразующие растворы.
3. Нанесение пленкообразующего раствора пипеткой на выпуклую или плоскую поверхность, которая вращается с фиксированной скоростью. В этом случае расход раствора незначителен. Пленка формируется сразу же по мере испарения легколетучих растворителей еще в период центробежного разбрасывания раствора в результате вращательного движения, сообщенного пластине. Затем может быть применена термообработка пленки.
Наиболее применимым в технологии изготовления СЭ на сегодняшнее время является метод центрифугирования, когда пипеткой на полупроводниковые пластины наносится раствор заданного состава.
1.1.7.2.1. Приготовление пленкообразующих растворов, их нанесение и термодеструкция
Технология приготовления пленкообразующих растворов, их нанесение и термодеструкция играет исключительно важную роль в процессе создания диффузионных слоев данным методом. Наиболее полно этот вопрос освещен в [14 ].
Например, описывается получение пленкообразующих растворов путем проведения гидролиза этилового эфира ортокремневой кислоты в две стадии. Процесс осуществляют путем смешивания 130 мл этилового эфира ортокремневой кислоты (ТЭС) с 60 мл 86 %-ного спирта, 20 мл воды и 2 капель концентрированной соляной кислоты. Через час к раствору приливают еще 90 мл ТЭС, и раствор оставляют на сутки при комнатной температуре. Для получения более глубоко гидролизованного продукта вносят 20 мл разбавленной (1: 5) соляной кислоты в 100 мл полученного раствора и через час вливают при перемешивании 100 мл воды.
Другим методом пленкообразующий раствор получают осуществляя гидролиз ТЭС солятой кислотой в количестве 0,6 мл плотностью 1,19 в 98 %-ном этиловом спирте. При этом на 0,04 – 0,12 г-моля HCl берется 1 г-моль ТЭС и 4 моля воды. В качестве растворителя применяют также ацетон. В таком растворе пленкообразующие свойства проявляются не сразу, а токда, когда в основной массе пленкообразующего раствора вместо ТЭС будет находиться продукт его гидролитической поликонденсации Si2O(OC2H5)6 и небольшое количество соединений, содержащих 3, 4 или 5 атомов кремния. При нанесении этих растворов на вращающуюся подложку испаряются летучие компоненты и образуется оводненная полиэфирная пленка, которая последующим прогреванием при 230°С и более высоких температурах превращается в кремнеземную.
Широкое практическое применение пленкообразующих растворов для получения силикатных пленок затруднено отсутствием данных об их свойствах. В литературе имеются лишь отрывочные, единичные сведения по рецептуре их приготовления. Способность этих растворов изменять свои свойства во времени также, видимо, затрудняет их использование.
Как показали исследования [14], весьма легко осуществимо применение растворов неполностью полимеризованного ТЭС для создания пленки на полупроводниковом кремнии. Для этого необходимо провести частичную гидролитическую поликонденсацию ТЭС смесью, содержащей н-бутиловый спирт, воду, кислоту, этиловый спирт, диоксан и др. Например, можно исходить из следующих соотношений: на 1 моль ТЭС взять 2 – 6 молей этилового и 4 – 7 молей н-бутилового спирта, 6 – 8 молей воды и несколько десятитысячных моля соляной кислоты. Смешать компоненты растворителя (спирты, вода и кислота), а затем при перемешивании внести необходимое количество ТЭС. Возможность получения пленки из этих растворов устанавливают опытным путем. Для этого через определенные промежутки времени наносят ~ 0,5 мл раствора на полированную пластину кремния, закрепленную вакуумным присосом на оси центрифуги, сообщают ей вращательное движение. Появление интерференционной окраски и равномерное распределение пленки по поверхности – признак того, что раствор годен к применению. Сроки хранения и склонность к образованию пленки различны для растворов, отличающихся между собой соотношением компонентов. Для каждого состава рабочего раствора эти сроки устанавливаются экспериментально при строго фиксированной скорости вращения пластины. При длительном хранении растворов процесс гидролиза проходит глубже. Это ведет к увеличению вязкости раствора и, следовательно, получению более толстых пленок при той же скорости вращения пластины.
Промежуток времени от момента возбуждения гидролиза до появления пленкообразующих свойств, связанных с химическими и структурными превращениями, получил название времени созревания растворов. Созревшие растворы пригодны для нанесения последовательно большого количества слоев. При этом следует проводить между нанесением слоев промежуточную термообработку при 600 – 800°С в течение 1 мин. Таким путем можно увеличить толщину пленки, например от 0,3 до нескольких микрометров. Созревание растворов сменяется старением. На этой стадии растворы теряют подвижность, исчезают их пленкообразующие свойства.
Влияние на скорость процесса гидролитической поликонденсации ТЭС таких факторов, как состав гомогенной среды, количество этилового спирта, воды и кислоты хорошо прослеживается по тому, как меняется динамическая вязкость во времени при изменении этих факторов.
В [14] установлено, что процесс, приводящий к появлению пленкообразующих свойств у растворов, протекает быстрее при увеличении количества взятой воды, уменьшении кислотности среды и уменьшении количества этилового спирта. Замена ацетона простыми спиртами также усиливает процесс гидролиза, при этом чем выше молекулярный вес спирта, тем сильнее это проявляется.
Исходя из практического опыта, полученного в результате экспериментов [14], установлено, что более равномерные по толщине пленки получаются тогда, когда гомогенной средой является смесь бутилового и этилового спиртов или бутилового спирта и ацетона. В связи с этим обстоятельством представляется особенно целесообразным применение в качестве гомогенной среды смеси указанных растворителей в соотношениях 2 : 1, 1 : 1, 1 : 2.
Пленкообразующие растворы со временем становятся более вязкими и поэтому толщина получаемых пленок тоже возрастает. Кроме того, толщина получаемой пленки зависит и от скорости вращения центрифуги.
Таким образом, для получения пленок одинаковой толщины следует использовать растворы одинакового возраста и наносить их при одном и том же числе оборотов центрифуги.
Приготовление растворов, предназначенных для получения многокомпонентных силикатных пленок, содержащих бор, фосфор, мышьяк, золото или другие элементы, осуществляется путем проведения гидролитической поликонденсации ТЭС с введением соответствующих солей или их соединений [14]. Основное условие при этом – возможность растворения солей или других соединений в гомогенной среде и низкие температуры их разложения. Как известно, этими качествами обладают перечисленные выше азотнокислые соли. В процессе приготовления растворов сначала растворяют соли в смеси воды с органическими растворителями, затем вливают ТЭС. Если количество солей составляет 3 – 7 % от общей массы раствора, то раствор становится пленкообразующим через 30 мин.
Качество получаемой из растворов пленки зависит от чистоты покрываемой поверхности, чистоты воздуха в помещении, где наносят пленки, срока хранения растворов и скорости вращения подложки.
Окончательное формирование стекловидной пленки, т.е. проведение термодеструкции полимера осуществляется в атмосфере воздуха при 600 – 800°С в течение 1 мин. Этот процесс осуществляют в электрической печи, применяемой обычно для проведения диффузии примесей из пленки в полупроводник. Температура деструкции поддерживается с точностью ± 10°С.
До термодеструкции пленка может быть названа полимером, в котором равномерно распределены молекулы введенных солей. В процессе термодеструкции происходит одновременно окисление полимера и превращение его в кремнезем, разложение азотнокислых солей или других соединений. Следует отметить, что эти процессы протекают при температуре на несколько сотен градусов ниже температуры формирования стекловидных пленок из смеси порошков. Такое резкое снижение температуры формирования стекловидных пленок из растворов обусловлено применением растворов, в которых будущая твердая фаза находится в состоянии молекулярной дисперсности. Это обстоятельство делает весьма перспективным применение пленкообразующих растворов полиоксисоединений кремния в технологии создания солнечных элементов. Кремнеземные пленки, легированные примесями, могут служить источником примесей при осуществлении их диффузии в полупроводник.
Метод получения пленок из пленкообразующих растворов с помощью центрифужного нанесения может применяться только для создания тонкослойных покрытий на плоских образцах и на пластинах с неглубоким рельефом поверхности. Состав получаемых пленок лимитируется растворимостью исходных компонентов в спирте и в воде.
Преимущество способа заключается в том, что он позволяет получать при низких температурах силикатные пленки, богатые кремнеземом (30 – 99,9 % SiO2), т.е. те составы, которые требуют температуры выше 1100°С для наплавления на поверхность полупроводника из смеси порошков. При температуре выше 1100°С уже могут возникать нарушения электрофизических свойств у полупроводниковых структур.
Предлагаемый способ достаточно прост, легко вписывается в технологию, применяемую обычно при изготовлении полупроводниковых устройств, и поэтому не требует дополнительного оборудования.
1.1.7.2.2. Диффузия бора и фосфора в кремний из пленок двуокиси кремния, полученных из пленкообразующих растворов
Способ диффузии из легированных слоев двуокиси кремния, полученных путем осаждения из пленкообразующих растворов лишен недостатков, присущих методу, основанному на пиролитическом разложении органоксисиланов (см. 1.1.7.1). Этот способ получения пленки, содержащей диффузант обладает следующими преимуществами [14]:
1. Высокая точность дозировки примеси в окисном слое. Дозировка примеси определяется лишь концентрацией содержащего диффузант вещества в исходном растворе. Точность этой концентрации зависит только от точности взвешивания на аналитических весах и точности приготовления раствора.
2. Возможность плавной регулировки поверхностной концентрации примесей в широком диапазоне.
3. Равномерность распределения диффузанта по поверхности пластины. Высокая равномерность обусловлена тем, что в процессе получения пленки не используется присущий известным способам диффузии перенос диффузанта с помощью газообразного потока. Неравномерность диффузанта может быть вызвана лишь недостаточной гомогенностью раствора и неоднородностью толщины наносимой пленки. Подбором соответствующего режима центрифугирования и пульверизации удается получить достаточно высокую равномерность толщины пленки по пластине.
4. Малая длительность процесса и простота используемого оборудования.
В качестве диффузантов для диффузии фосфора может использоваться фосфорный ангидрид, для диффузии бора – борный ангидрид [8, 11, 14], также есть сведения, что при диффузии фосфора может быть использована ортофосфорная кислота.
Для достижения заданного уровня легирования полупроводника примесью при диффузии из окисных пленок, полученных осаждением из пленкообразующих растворов, важно знать зависимость концентрации примеси в пленке от весового процентного содержания ангидрида диффузанта в пленке.
Экспериментальные исследования показали, что для некоторых веществ-диффузантов существует предельное значение их весового содержания в растворе, выше которого гомогенность раствора нарушается. С целью получения достаточной воспроизводимости процесса диффузии весовое содержание вещества-диффузанта должно быть взято ниже того предельного значения, которое приведет к насыщению раствора.
Далее будут приведены результаты исследований авторов [14] по диффузии бора и фосфора из стекловидных пленок, полученных нанесением из
раствора способом, изложенным выше.
Было показано, что толщина наносимых пленок, содержащих B2O3, зависит от содержания в них борного ангидрида и скорости вращения центрифуги. Наблюдалось увеличение толщины пленки с увеличением содержания борного ангидрида, что, по-видимому, обусловлено ростом суммарной концентрации компонентов и вязкости пленкообразующего раствора.
Регулирование поверхностной концентрации примеси в широких пределах помимо изменения количества легирующего компонента в исходном пленкообразующем составе можно производить также с помощью состава окружающей среды, в которой проводится диффузия. Изменения поверхностной концентрации в процессе диффузии с использованием различных газов могут быть объяснены химической сущностью процесса восстановления окисла примеси. Эти окислы используются в качестве транспортирующих агентов и для осуществления легирования кремния элементарной примесью должны восстанавливаться на поверхности раздела SiO2 – Si.
Если R обозначить химическую примесь, а RO – его окисел, то процесс восстановления протекает по формуле 2RO + Si ⇄ SiO2 + 2R. Характер изменения свободной энергии этой реакции говорит о том, что прямая реакция диссоциации окисла 2RO ⇄ 2R + O2 при этом исключается. Одновременно с реакцией восстановления происходит также и окисление кремния по формуле Si + O2 ⇄ SiO2.
При увеличении концентрации кислорода третья реакция смещается вправо, уменьшая концентрацию кремния. Это в свою очередь вызывает затем сдвиг первой реакции влево и тем самым понижает концентрацию первоначальной примеси, использующейся в процессе диффузии. Если диффузионный процесс проводится в атмосфере кислорода, то, кроме того, по мере повышения в окружающей среде концентрации кислорода происходит формирование окисла на поверхности раздела легированного окисла и кремния и концентрация на поверхности еще более уменьшается.
Как показали исследования, с ростом содержания фосфорного ангидрида толщина пленки существенно увеличивается, что обусловлено повышением вязкости раствора. Пленки обладают прочным сцеплением с покрываемой поверхностью и легко травятся в слабом растворе плавиковой кислоты.
1.2. Технология диффузии примесей в кремний
Вы*бор подходящего источника диффузии зависит от метода проведения диффузии. К примеру, любое соединение бора, также как и элементарный бор, может служить источником диффузии бора в зависимости от выбранного метода. Однако оптимальные результаты можно получить только при комплексном решении проблемы, включающем выбор источника, метода диффузии и соответствующего оборудования. Поэтому в связи с созданием или усовершенствованием источника диффузии целесообразно рассмотреть современные методы диффузии и основные рекомендуемые для них источники.
В настоящее время можно выделить два основных направления, в рамках которых группируются методы получения однородной и регулируемой поверхностной концентрации с хорошей воспроизводимостью результатов:
- нанесение диффузанта на пластины кремния в ходе диффузии; при этом разрабатываются методы регулирования количества соединения примеси в атмосфере, окружающей кремниевые пластины во время диффузии;
- нанесение диффузанта на пластины кремния до диффузии; здесь основное внимание уделяется методам регулирования количества соединения примеси, наносимой на пластины перед диффузией, а также путям повышения степени однородности нанесенного слоя.
Первое направление отличается большим разнообразием путей транспортировки диффузанта к пластинам кремния, а также сложностью технологической оснастки и вспомогательных процессов. Наибольшего применения в электронной промышленности при производстве полупроводниковых приборов и микросхем получил метод открытой трубы в потоке газа-носителя..
Второе направление – нанесение диффузантов на полупроводниковые пластины перед высокотемпературной термообработкой. Оно требует несложного технологического оборудования. Диффузия проводится в открытой трубе, чаще всего на воздухе.
1.2.1. Диффузия в запаянной и откачанной кварцевой ампуле
При проведении диффузии в замкнутом объеме пластины кремния помещаются вместе с некоторым количеством примеси в ампулу из кварца, которая откачивается до 10−4 – 10−5 мм рт. ст. и отпаивается [16]. В некоторых случаях ампула заполняется перед отпайкой чистым инертным газом. Затем ампулу помещают в камерную силитовую печь, нагретую до температуры, при которой проводится диффузия. Вследствие возгонки легирующего элемента в ампуле создается давление паров примеси. Атомы легирующей примеси адсорбируются на поверхности кремниевой пластины и диффундируют в поверхностные слои полупроводника. При таком методе практически всегда соблюдаются условия, при которых количество атомов примеси в паровой фазе много больше количества атомов примеси, диффундирующих в кремний. Поверхностную концентрацию примеси можно менять в широких пределах, меняя концентрацию примеси в газовой фазе, т.е. давлением паров диффузанта, температуру диффузионного процесса и время диффузии.
В идеальном случае равновесная концентрация пропорциональна давлению пара диффузанта, и контроль давления пара является удобным средством управления поверхностной концентрацией примеси. Необходимо заметить, что равновесная поверхностная концентрация устанавливается не сразу, а в течение некоторого времени, иногда достаточно большого. Если равновесие на поверхности достигается за время, меньшее, чем время диффузии, то поверхностную концентрацию можно считать постоянной. При проведении процесса диффузии в закрытой ампуле такое условие в большинстве случаев соблюдается, поэтому распределение примеси описывается дополнительной функцией интеграла ошибок.
Иногда при диффузии в откачанной ампуле на поверхности кремниевой пластины может образовываться слой двуокиси кремния, который будет препятствовать диффузии атомов примеси в кремний.
При определенных условиях, например, в случае больших парциальных давлений, концентрация примеси может быть такой, что на поверхности пластины будет образовываться слой вещества в жидкой фазе, который может также препятствовать диффузии атомов примеси в полупроводник.
а) б)
Рис. 1.5. Схема установок для проведения процессов диффузии примесей в кремний в закрытом объеме: а – диффузия бора, б – диффузия фосфора. 1 – силитовая высокотемпературная печь; 2 – кварцевая запаянная ампула; 3 – пластины кремния; 4 – лодочка с диффузантом; 5 – низкотемпературная печь.
На рис. 1.5 приведены схемы установки для проведения диффузии в кремний в закрытом объеме. Если в качестве диффузанта используют элемент, обладающий очень высоким давлением пара при температуре диффузии (например, фосфор), то используют замкнутую систему, представляющую собой откачанную ампулу с отростком. В отростке находится источник примеси, температура которого может регулироваться независимо от температуры пластин кремния (рис 1.5, б). Такая же ампула с отростком может быть использована в случае применения диффузанта с низким парциальным давлением при температуре диффузии, когда необходимо в широких пределах регулировать поверхностную концентрацию примеси на пластинах кремния.
При проведении диффузии в закрытом объеме следует учитывать зависимость давления паров диффузанта от температуры. Для некоторых примесей (фосфор, мышьяк, сурьма) при высокой температуре давление паров настолько сильно увеличивается, что ампула может разорваться.
Поверхностная концентрация примеси, полученная в системе запаянной ампулы, соответствует предельной растворимости примеси при температуре диффузии; поскольку источник бесконечен, его поверхность должна быть намного больше поверхности системы в состоянии равновесия. В этом случае, например, используется гранулированный источник примеси. Продолжительность диффузии также должна быть значительной, чтобы и поверхность подложки, и стенки ампулы находились в равновесии. Поэтому такая система больше подходит для формирования глубоких слоев, поверхностная концентрация которых не ниже максимальной растворимости примеси при температуре диффузии в кремнии.
Хотя этот метод и позволяет получить достаточно высокие значения поверхностной концентрации, тем не менее для получения заранее заданной величины, а также невысоких значений поверхностной концентрации он ненадежен, в частности, из-за взаимодействия диффузанта с материалом ампулы [9].
При диффузии в ампулах пригодны газообразные, жидкие и твердые источники примеси, например BF3 и B2O3, элементарный красный фосфор, P2O5, PCl3 или PH3, а также измельченный в порошок кремний или его диоксид, содержащие достаточное количество примеси [3].
Недостатки метода диффузии в замкнутом объеме заключаются в следующем:
1) невозможность раздельного управления поверхностной концентрацией и температурой диффузии;
2) сравнительно низкая производительность и большой расход дорогостоящего плавленного кварца, так как после каждого процесса диффузии ампула разбивается для извлечения из нее пластин кремния.
Диффузия в запаянных ампулах не нашла широкого применения из-за низкой производительности и недостаточной воспроизводительности результатов.
1.2.2. Метод открытой трубы
Метод диффузии в открытой трубе лишен указанных выше недостатков метода диффузии в запаянной ампуле. В этом методе в высокотемпературную печь помещается кварцевая труба с пластинами кремния, выходной конец которой открыт в атмосферу. Через входной конец трубы подается газ (необязательно инертный), в который из первичного источника диффузии поступают соединения примеси. Источник примеси может быть твердым, жидким или газообразным. В первых двух случаях необходимое давление паров получают, подогревая первичный источник. Наиболее широко используются такие источники диффузии, как H3BO3, BBr3, BCl3, B2H6, P2O5, (NH4)3PO4, POCl3, PBr3, PH3 [3].
Рассмотрим схему установки для проведения диффузии методом открытой трубы. Схема современной установки представлена на рис. 1.6.
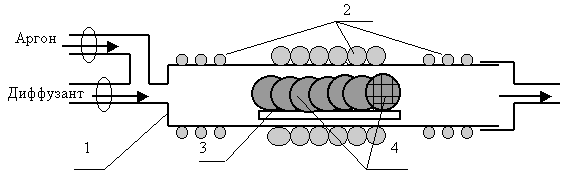
Рис. 1.6. Схема рабочей камеры диффузионной печи.
Собственно камера представляет собой кварцевую (или керамическую) трубу 1, снабженную резистивными нагревателями 2 (3 секции с независимым регулированием температуры). Крайние секции поддерживают малый градиент температуры, обеспечивающий средней секции рабочую температуру до 1250°С с высокой точностью (до ± 0,25°С). Именно в этой части камеры на кварцевом (или керамическом) держателе 3 располагаются обрабатываемые пластины 4, имеющие на рабочей поверхности оксидную маску. При выполнении загонки примеси или одностадийного процесса диффузии в камеру из внешнего источника непрерывно подается диффузант, представляющий смесь легирующей примеси (акцептор бор или донор фосфор) с транспортирующим газом (аргон). Такая установка используется при диффузии из жидких и газообразных источников.
В случае применения жидкого источника если газ насыщен примесью, то его концентрация в кремнии зависит только от температуры жидкого источника и рабочей температуры диффузии, но не от потока. Если в качестве жидких источников применяются галогены, то это способствует уменьшению загрязнения реактора ионами металлов и формированию бездефектных областей, содержащих активные элементы. Однако при этом возможно локальное растворение полупроводника и появление матовости на поверхности кремниевых пластин [3].
Однородность поверхностной концентрации примеси в кремнии при постоянной температуре диффузии определяется распределением давления паров образующегося окисла примеси в рабочей зоне диффузионной печи.
При работе с газообразным источником диффузанта используют баллон, содержащий смесь PH3 (или B2H6) и инертного газа, например аргона. Газом-носителем может служить азот в смеси с кислородом.
При диффузии методом открытой трубы с использованием твердого источника тигель с источником в виде порошка находится в реакторе со стороны подачи газа-носителя перед лодочкой с пластинами кремния (или даже под ней). Однородность легирования в сильной степени зависит от давления паров источника, поэтому для его регулирования температура последнего устанавливается ниже температуры диффузии путем использования печи с двумя нагревательными камерами (см. рис. 1.3). Состав несущего газа должен быть таким, чтобы не происходило окисления пластин полупроводника. Пленка окиси, если она образуется, может препятствовать проникновению примеси внутрь образцов кремния.
Наблюдаются случаи, когда в трубчатой двухзонной печи при использовании в качестве газов-носителей аргона или азота происходит эрозия поверхности кремния. Это явление может быть устранено, если добавить в газ-носитель небольшое количество кислорода. Для этого на входе в кварцевую трубу имеются два подводящих газ патрубка. По одному из них может подаваться основной инертный газ-носитель, по другому – кислород (или пары воды). При входе в трубу эти газы перемешиваются и затем поступают в зоны печи, где находятся диффузант и кремниевые образцы.
Обычно расход газа-носителя регулируют в пределах 0,5 – 1,5 л/мин с помощью ротаметров, установленных на входе печи [16]. Изменение расхода в указанных пределах не оказывает заметного влияния на результаты диффузии. При очень больших расходах газа появляется эрозия кремния. Скорость потока газов-реагентов (газообразных источников диффузии) определяет концентрацию легирующих примесей в кремнии; скорость потока газов-носителей влияет на стабильность температуры в трубе и на однородность концентрации газов-реагентов в той части диффузионной трубы, где помещаются пластины кремния.
Из-за вредности многих элементов, применяемых для диффузии в кремний, следует обратить особое внимание на необходимость удаления в вытяжную систему выходящих из печи газов, содержащих пары диффузанта.
Основной причиной неоднородности и невоспроизводимости результатов диффузии служит то обстоятельство, что поток в диффузионной трубу весьма неравномерен, он образует спиральные завихрения, которые при низких скоростях потока более ярко выражены [9]. Тем не менее диффузия в потоке газа-носителя широко используется в производстве полупроводниковых приборов. За последнее время диаметр пластин кремния увеличился до 10 см и более, в связи с чем было уделено особое внимание усовершенствованию аппаратуры для диффузии в потоке газа, увеличению точности поддержания таких параметров, как температура процесса, скорости потоков газов-реагентов и газов-носителей. В целях контроля и регулирования всего процесса используется ЭВМ.
1.2.3. Диффузия в замкнутом объеме (бокс-метод)
Метод диффузии в замкнутом объеме является промежуточным между методом диффузии в запаянной ампуле и методом открытой трубы. Подобно последнему методу полузакрытую ампулу помещают в печь, через которую продувается инертный газ, и давление паров диффузанта в полуоткрытой ампуле равняется атмосферному.
С другой стороны, подобно методу диффузии в запаянной ампуле, при проведении диффузии источник и кремниевые пластины находятся при одной и той же температуре, что создает известные трудности для получения диффузионных слоев с наперед заданными параметрами.
Бокс-метод обладает следующими преимуществами по сравнению с методом запаянных ампул:
1) значительно уменьшается расход кварца, так как пропадает необходимость каждый раз использовать новую ампулу;
2) уменьшается рабочий цикл, упрощается технология (ликвидируется откачка и отпайка ампул);
3) отсутствует опасность взрыва из-за расширения наполняющего ампулу газа при проведении диффузии.
Метод основан на том, что при нагревании в замкнутом объеме кремниевых пластин с окислом на поверхности и находящейся в тигле смеси SiO2 с окислом примеси, в боксе быстро устанавливается равновесие. Окисел примеси из смеси испаряется в атмосферу бокса и абсорбируется окислом на поверхности кремния до тех пор, пока содержание окиси примеси в окисле на поверхности кремния не станет равным его содержанию в смеси. В дальнейшем окисел примеси реагирует с кремнием по схеме:
2ЭO + Si ⇄ 2Э + SiO2,
где ЭО – окисел примеси. Диффузия в кремний происходит не непосредственно из газовой фазы, а из слоя, являющегося поверхностным источником. Пленка окиси кремния также обеспечивает защиту кремния от эрозии.
Конструкции устройств для диффузии по бокс-методу приведены на рис. 1.7 [16]. На рис. 1.7,а устройство представляет собой вставленные одна в другую кварцевые ампулы. Внутрь ампулы с малым диаметром помещают платиновый контейнер с диффузантом и кварцевую кассету с пластинами кремния. Затем первая ампула вставляется в ампулу с большим диаметром, и вся система (полугерметичный контейнер) помещается в печь.
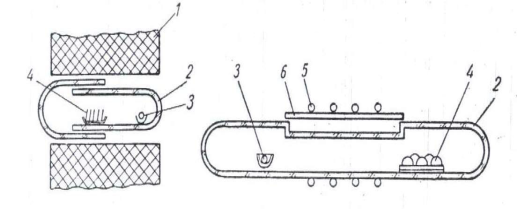
а) б)
Рис. 1.7. Схема устройства для диффузии примесей по методу замкнутого объема: а – ампула в ампуле; б – ампула с окном, закрываемым платиновой фольгой. 1 – силитовая печь; 2 – кварцевая ампула; 3 – лодочка с диффузантом; 4 – пластины кремния; 5 – платиновая проволока; 6 – платиновая фольга.
Другой тип полугерметичного контейнера приведен на рис. 1.7,б. Он состоит из кварцевой ампулы, у которой верхняя часть срезана по образующей цилиндра. Внутрь ампулы помещают источник примеси и кварцевые пластины. Затем края среза закрываются кварцевой крышкой. Для уплотнения между краями среза и крышкой прокладывают тонкую платиновую фольгу. Крышку закрепляют платиновой проволокой. Контейнер этого типа имеет меньшую утечку паров диффузанта, чем контейнер, состоящий из двух ампул.
При проведении диффузии важное значение имеет правильный выбор источника примеси. Во-первых, источник примеси должен обладать высокой степенью чистоты, чтобы исключить возможность загрязнения полупроводника атомами других элементов и особенно тех, атомы которых легко диффундируют в кремний. К таким элементам относятся золото, железо и цинк, являющиеся в кремнии акцепторами, и литий, обладающий донорными свойствами. Во-вторых, диффузант не должен давать нежелательных соединений с полупроводником, осложняющих процесс диффузии, и, в-третьих, диффузант по возможности не должен быть токсичным, а также дефицитным или дорогостоящим.
Источником бора в этом методе служит окись бора или борная кислота, помещаемые в специальный алундовый тигелек. Для диффузии фосфора используют P2O5 и его смесь с CaO. Точка плавления смеси (93% P2O5, 7% CaO) – 500°C [3].
Однородность легирования этим методом тем выше, чем ближе поверхностная концентрация примеси к предельной растворимости при температуре диффузии.
Как отмечается в [9], практическое осуществление этого метода выявило многие его недостатки. Бокс для диффузии должен быть закрыт достаточно плотно (во избежание сильной утечки паров окиси примеси), но в то же время быть негерметичным настолько, чтобы обеспечить поступление O2 для окисления кремния. Скорость утечки паров примеси колеблется от процесса к процессу, что сильно влияет на результаты. Если поверхность источника меньше поверхности пластины, то источник быстро истощается, и это также ухудшает воспроизводимость результатов. Однородность и воспроизводимость результатов улучшаются только при использовании в качестве первичных источников борных или фосфорных стекол, которые становятся жидкими при температуре диффузии. Эти жидкие источники – высоколегированные, а это ограничивает возможности регулирования поверхностной концентрации и не позволяет получать низкие и средние поверхностные концентрации в одностадийном процессе диффузии.
Поскольку бокс-метод не дает возможности надежно задавать содержание примеси в слое окисла на поверхности кремния составом первичного источника, он не нашел широкого применения.
1.2.4. Стимулированная диффузия
В современной микроэлектронике наблюдается тенденция перехода на структуры с глубиной залегания p-n перехода до значений не более 0,1 мкм и, следовательно, уменьшения продолжительности процесса диффузии, окисления и отжига. Поэтому появились и получают развитие методы быстрой термической обработки (Rapid Thermal Processing) [3], в том числе методы лазерной стимулированной диффузии и ускоренной диффузии в тлеющем разряде. Быстрые термические процессы, или импульсная термическая обработка, базируются главным образом на использование интенсивного когерентного (лазерного) или некогерентного (светового) излучения. В качестве источников последнего используют галогенные лампы накаливания, ксеноновые дуговые лампы, графитовые нагреватели.
В зависимости от условий импульсного нагрева и, в первую очередь, от экспозиционной мощности излучения, процесс можно проводить как в твердой фазе (фотонный отжиг), так и с плавлением – рекристаллизацией (лазерный отжиг и диффузия). Для современной технологии наибольший интерес представляет твердофазный режим благодаря соответственно другим технологическим операциям. В этом случае используют примесные покрытия, жидкие и газообразные источники.
Если пластину, находящуюся в атмосфере легирующего элемента, например, PCl3, BCl3, B(CH3)3, B(C2H5)3, B2H6, подвергать воздействию импульсов лазерного излучения, приповерхностные области расплавляются, при этом удаляется получать очень мелкие бездефектные слои с высокой концентрацией примеси. Благодаря сильному различию коэффициентов диффузии примеси в жидкой и твердой фазе, толщина легированного слоя определяется толщиной расплавленного слоя, а концентрация примеси зависит от ее растворимости в жидкой фазе.
2. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССА ДИФФУЗИИ И КОНТРОЛЯ ПАРАМЕТРОВ ДИФФУЗИОННЫХ СЛОЕВ
В данном дипломном проекте рассматривается технология изготовления p-n перехода в кремниевых солнечных элементах методом диффузии примесей в кремний. Для проведения процесса диффузии полупроводниковые пластины кремния подвергаются высокотемпературной обработке, проводимой в диффузионной печи.
Принцип работы диффузионной печи основан на явлении резистивного нагрева. Резистивным называется нагрев проводящего тела при прохождении через него электрического тока. Для выделения тепла в твердом проводнике в основном используется переменный электрический ток. Применение постоянного тока затруднено и экономически невыгодно из-за отсутствия источников (генераторов) большой силы тока и низкого напряжения, которые необходимы для выделения тепла в твердом проводнике, обладающем высокой электропроводностью.
Явление выделения тепла в проводнике при пропускании тока нашло применение в печах прямого (контактного) и косвенного нагрева.
В печах сопротивления прямого нагрева ток подводится непосредственно к нагреваемому изделию. Диффузионные печи являются печами сопротивления косвенного нагрева, у которых в качестве рабочего тела используют специальные нагреватели, выполненные из высокоомных жаропрочных материалов. При этом передача тепла нагреваемому изделию осуществляется излучением. Преимуществами печей сопротивления косвенного нагрева являются простота регулирования температуры и получение требуемого распределения температуры в печи.
Для проведения процессов диффузии при выполнении экспериментальной части дипломного проекта использовалась резистивная печь СУОЛ-044 12-М2-У42, функциональная схема и изображение которой представлены на рис. 2.1.
а) б)
Рис. 2.1. Функциональная схема (а) и изображение (б) электропечи СУОЛ-044 12-М2-У42: 1 – нагревательная камера, 2 – блок управления.
Электропечь представляет собой прямоугольный корпус, выполненный из тонколистовой стали, в котором размещены камеры нагрева и блок управления. Камера нагрева состоит из нагревателя, защитной трубы и двух керамических фланцев. Нагреватель выполнен в виде керамической трубы, на которой высокоглиноземистой обмазкой закреплена проволока из сплава сопротивления. Внутренняя поверхность трубы нагревателя образует рабочее пространство электропечи. Блок управления служит для автоматического поддержания заданной температуры с точностью ± 2°С. Для уменьшения тепловых потерь через торцевые отверстия рабочей камеры последние закрываются керамической пробкой.
Рабочей средой этой печи является воздух. Полупроводниковые пластины помещаются в молибденовую лодочку и вносятся в реактор печи. Проведение диффузионного отжига в атмосфере воздуха является особенностью данного дипломного проекта. Разработка источника диффузионного легирования кремния, который будет давать надежные результаты при проведении отжига на воздухе может значительно удешевить технологию изготовления кремниевых солнечных элементов.
Термическая обработка полупроводниковых подложек в диффузионной печи производится следующим образом. Сначала печь выводят на заданный температурный режим. Время разогрева печи до максимальной температуры с установлением теплового режима составляет не менее 2,5 ч. После этого в печь вводятся полупроводниковые пластины, помещенные в молибденовую лодочку. После определенной выдержки пластин при заданной температуре лодочку с пластинами извлекают из реактора.
Необходимо обратить внимание на требование к стабильности поддержания заданной температуры диффузионных печей. Если проанализировать зависимость коэффициента диффузии от температуры, то можно заметить, что небольшое изменение температуры может привести к значительному увеличению коэффициента диффузии, а значит, и глубины залегания легирующего слоя. Так, при увеличении температуры через каждые 100°С, начиная от 900°С, коэффициент диффузии увеличивается примерно в пять раз [17].
Кроме того, при введении в реактор лодочки с полупроводниковыми пластинами, имеющими комнатную температуру, вносятся длительные возмущения в температурный статический режим диффузионной печи. Точность поддержания температуры в рабочей зоне диффузии будет меняться, что приведет к изменениям глубины и профиля распределения примесей в подложке. А быстрая загрузка или выгрузка пластин из высокотемпературной зоны может привести к их растрескиванию в результате термоудара.
Нанесение поверхностного источника диффузанта на поверхность полупроводниковых пластин осуществлялось в основном методом центрифугирования. Сущность данного метода заключается в том, что на пластину, закрепленную на центрифуге пипеткой наносится слой раствора. За счет вращательного движения пластины вокруг своей оси достигается равномернрсть нанесенного слоя. Скорость вращения центрифуги, которая использовалась в экспериментах, составляет 2750 об/мин.
В данном дипломном проекте контроль параметров диффузионных слоев производился путем измерения глубины залегания p – n перехода. Для определения глубины залегания p – n перехода применялся метод сферического шлифа, известный также под названием метода лунки. Этот метод удобен для измерения тонких диффузионных слоев, он является универсальным и при необходимости может быть использован для измерения толщин окисных пленок на кремнии.
Метод основан на получении в пластинке кремния сферической лунки, выявлении диффузионных слоев окрашиванием или осаждением металла и измерения под микроскопом линейных размеров лунки. После проведения этих простейших измерений глубина диффузионного слоя легко рассчитывается.
Необходимо заметить, что между процессом диффузионного отжига и контролем глубины залегания p – n перехода методом лунки обязательным является химическая обработка пластин. Когда пластины извлекаются из диффузионной печи, то на их поверхности присутствует пленка примесносиликатного стекла, которое необходимо удалить. Если пленка получилась цветная, то ее легко удалить путем погружения пластин в разбавленный водный раствор плавиковой кислоты. Если химическую обработку не проводить, то лунка шлифоваться не будет.
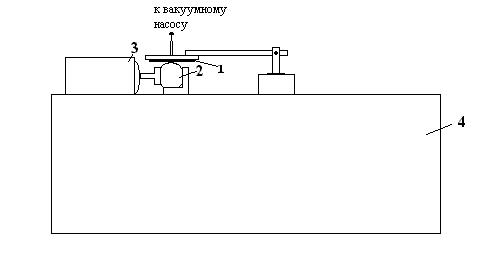
Рис. 2.2. Функциональная схема установки для изготовления шар-шлифа: 1 – полупроводниковая подложка, 2 – стальной шар, 3 – электродвигатель, 4 – блок управления.
Для изготовления шар-шлифа использовалась установка ЕТМ 2.600.047, функциональная схема которой приведена на рис. 2.2. Методика получения лунки такова. Исследуемый образец (пластинка кремния с диффузионным слоем) помещается на столик и закрепляется на нем с помощью вакуумной системы. Для шлифовки пластину приводят в соприкосновение с стальным шаром, на поверхность которого наносится абразив, который находится в масляной суспензии. В качестве абразива использовался алмазный порошок (размер зерна порядка одного микрона). Стальной шар соединен с электродвигателем, включение которого приводит шар во вращение и таким образом вышлифовывается лунка. Блок управления предназначен для регулирования работы установки, в том числе управлением скорости вращения электродвигателя, давлением пластины к шару, а также позволяет задавать автоматический режим.
После того как лунки сделаны, пластину следует обезжирить, например, кипячением в изопропиловом спирте. Далее следует окрасить лунку. Окрашивание шлифов в специальных растворах происходит за счет различия электродных потенциалов p- и n-областей, которое обуславливает избирательное осаждение меди на p-область или избирательное оксидирование n-области. В результате проведенных экспериментов было установлено, что эффективное окрашивание происходит, если пластины кремния с вышлифованными лунками поместить в раствор плавиковой кислоты с небольшим добавлением азотной кислоты. Практика показала, что если азотную кислоту добавлять прямо в раствор плавиковой, то это приводит к травлению поверхности пластины. Поэтому можно рекомендовать предварительно разбавлять азотную кислоту в дистилированной воде и уже этот раствор пипеткой добавлять в плавиковую кислоту, где уже находится пластинка кремния. Ободок у шлифов окрасится в темный цвет в случае n+ - p перехода.
Окрашенные шлифы позволяют под микроскопом измерить не истинную толщину диффузионного слоя xj, а существенно большую величину – хорду L между двумя окружностями, внешняя из которых образована пересечением лунки с поверхностью пластины, а внутренняя является выявленной границей p – n перехода (рис. 2.3). Глубина расположения p – n перехода определяется по формуле [5,6]:
![]() ,
(2.1)
,
(2.1)
где D – диаметр шара.
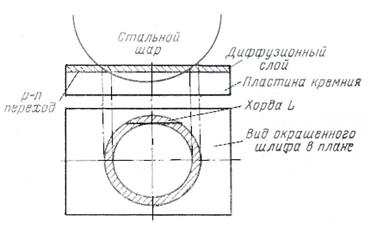
Рис. 2.3. Пояснение к способу изготовления сферического шлифа.
Точность измерений описанным методом составляет примерно ± 3 % и определяется в основном тщательностью приготовления и окрашивания шлифа. От глубины приникновения шара в кремний точность в первом приближении не зависит, однако рекомендуется делать шлиф таким образом, чтобы внутренняя окружность имела малый (по сравнению с внешней) диаметр, т.е. шлиф должен быть неглубоким. Для повышения точности измерений обычно делают несколько (2 – 5) шлифов и результат усредняют [6].
Для установки ЕТМ 2.600.047 диаметр стального шара составляет 26,5 мм. Подставляя это значение в формулу (2.1) получим эмпирическую формулу пересчета глубины залегания p – n перехода от значения хорды L:
![]() , [мкм]
(2.2)
, [мкм]
(2.2)
где L – длина хорды, [мкм].
3. РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ИСТОЧНИКОВ ДИФФУЗИОННОГО ЛЕГИРОВАНИЯ КРЕМНИЯ БОРОМ И ФОСФОРОМ И ИХ ИССЛЕДОВАНИЕ
В данном разделе будет проведено исследование нескольких поверхностных источников для диффузионного легирования кремния, также будет рассмотрен твердый планарный источник бора – нитрид бора. Кроме поверхностных источников на основе простых неорганических соединений рассмотрен источник на основе легированного окисла.
Контроль параметров осуществлялся путем определения глубины залегания p – n перехода (xj) методом сферического шлифа. Методика измерений такова: на пластине кремния делается несколько лунок, после проявления на каждой из лунок измеряется длина хорды Li, после чего по формуле (2.2) производится пересчет на глубину залегания xji. Принятая глубина залегания xj определяется как усредненное значение от xji.
Диффузионный отжиг проводился в атмосфере воздуха при температурах ниже 1000°С. Это связано с тем, что при более низких температурах диффузии образуется меньше дефектов на полупроводниковой пластине кремния, соответственно увеличится время жизни неосновных носителей тока и, в конечном итоге, коэффициент полезного действия солнечного элемента.
3.1. Разработка и испытание поверхностного источника бора на основе спиртового раствора борной кислоты
Борная кислота (H3BO3) в безводном виде представляет собой безцветное кристаллическое вещество. Для приготовления раствора заданное количество порошка борной кислоты растворяется в этиловом спирте (C2H5OH), процентное содержание H3BO3 в приготовленном растворе составило 5 %.
Полупроводниковые пластины кремния до нанесения слоя диффузанта обезжиривались кипячением в изопропиловом спирте.
Нанесение раствора осуществлялось методом центрифугирования. На практике осуществление этого метода заключается в том, что на пластины кремния, закрепленные на центрифуге, пипеткой наносится раствор, содержащий диффузант. Скорость вращения центрифуги составляет 2750 об/мин. С помощью вращательного движения, сообщаемого пластине центрифугой, достигается большая равномерность получаемого слоя.
После нанесения раствора пластины кремния необходимо высушить, для чего их помещают на нагретую электрическую печь. Это осуществляется для удаления растворителя (в данном случае этилового спирта).
Далее следует диффузионный отжиг в диффузионной печи. Для исследований было взято четыре образца кремния n-типа (111) с ρ = 2 Ом∙см. Диффузионный отжиг проводился в диффузионной печи при температуре 950°С в течение заданного времени. После выдержки на поверхности пластин кремния образовывалась цветная пленка боросиликатного стекла, которая удалялась в слабом растворе плавиковой кислоты.
В табл. 3.1 приведены результаты по исследованию зависимости глубины залегания p – n перехода (xj) от времени проведения диффузии.
Таблица 3.1.
Зависимость глубины залегания p – n перехода от времени проведения диффузии при использовании 5 % раствора борной кислоты
| № образца | Температура,°С | Время диффузии, мин |
Li, мкм |
xji, мкм |
Среднее значение xj, мкм |
| 1 | 950 | 20 | 170 | 0,272 | 0,28 |
| 175 | 0,289 | ||||
| 170 | 0,272 | ||||
| 175 | 0,289 | ||||
| 180 | 0,306 |
Продолжение таблицы 3.1.
| № образца | Температура,°С | Время диффузии, мин |
Li, мкм |
xji, мкм |
Среднее значение xj, мкм |
| 2 | 950 | 40 | 240 | 0,543 | 0,55 |
| 240 | 0,543 | ||||
| 245 | 0,566 | ||||
| 240 | 0,543 | ||||
| 245 | 0,566 | ||||
| 3 | 60 | 295 | 0,820 | 0,80 | |
| 290 | 0,793 | ||||
| 290 | 0,793 | ||||
| 295 | 0,820 | ||||
| 290 | 0,793 | ||||
| 4 | 80 | 315 | 0,936 | 0,96 | |
| 320 | 0,966 | ||||
| 320 | 0,966 | ||||
| 320 | 0,966 | ||||
| 320 | 0,966 |
Для окрашивания шлифа применялся состав на основе плавиковой кислоты с добавлением небольшого количества азотной кислоты. После окрашивания исследуемые образцы помещались под микроскоп (в данной работе использовался микроскоп ММУ 4) и определялась величина хорды. Как видно, на каждом образце было сделано по 5 шлифов, что дает представление о среднем значении глубины залегания p – n перехода. Принятое значение xj является средним арифметическим от значений xji.
Результаты, приведенные в таблице 3.1 можно представить в виде графика (рис. 3.1).
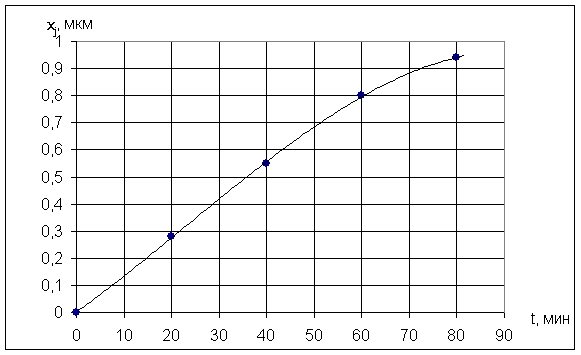
Рис. 3.1. Зависимость глубины залегания p – n перехода от времени дифффузии при использовании поверхностного источника на основе борной кислоты (Т=950°С).
Относительно применения в качестве поверхностного источника бора спиртового раствора борной кислоты следует сделать одно важное замечание. В результате экспериментов было установлено, что после проведения процесса диффузии на поверхности пластины могут образоваться пленки темного цвета, которые не удаляются в химических травителях, в том числе и на основе плавиковой кислоты. Эти пленки образуются из-за того, что процесс диффузии проводится в атмосфере воздуха, а не в окислительной среде.
Образования таких пленок можно избежать, применяя разбавленный раствор борной кислоты. Результаты можно считать удовлетворительными, если после проведения процесса диффузии на поверхности полупроводниковой пластины кремния образуется цветная пленка, которая легко травится в водном растворе плавиковой кислоты.
3.2. Разработка и испытание поверхностного источника фосфора на основе спиртового раствора ортофосфорной кислоты
Для приготовления источника на основе спиртового раствора ортофосфорной кислоты растворы этилового спирта и кислоты смешивались в отношении 1:1.
Данный раствор наносился на полупроводниковые пластины кремния методом центрифугирования. После нанесения раствора пластины помещались на электропечь для удаления растворителя.
Далее проводился диффузионный отжиг при температуре 950°С. После проведения процесса диффузии на поверхности пластин кремния образовывалась цветная пленка фосфоросиликатного стекла. Опыт показал, что p – n переход в полупроводниковой пластине кремния при использовании данного источника примеси получится только в том случае, если после диффузии на поверхности пластин образуется цветная пленка.
Окрашивание после шлифовки лунок удобно проводить в смеси плавиковой и азотной кислот. При этом в раствор плавиковой кислоты необходимо добавить несколько капель разбавленной азотной кислоты. В результате на поверхности пластины кремния ободок у лунок потемнеет и можно под микроскопом легко определить хорду.
Для исследований источника были взяты четыре образца кремния p-типа с удельным сопротивлением ρ = 7 Ом∙см, ориентации (111). После нанесения источника описанным способом данные образцы выдерживались в диффузионной печи заданное время.
Далее в таблице 3.2 приводятся результаты по определннию глубины залегания p – n перехода.
Таблица 3.2.
Зависимость глубины залегания p – n перехода от времени проведения диффузии для источника на основе ортофосфорной кислоты
| № образца | Температура,°С | Время диффузии, мин |
Li, мкм |
xji, мкм |
Среднее значение xj, мкм |
| 1 | 950 | 20 | 190 | 0,340 | 0,35 |
| 195 | 0,359 | ||||
| 200 | 0,377 | ||||
| 190 | 0,340 | ||||
| 195 | 0,359 | ||||
| 2 | 40 | 240 | 0,543 | 0,55 | |
| 240 | 0,543 | ||||
| 240 | 0,543 | ||||
| 245 | 0,566 | ||||
| 245 | 0,566 | ||||
| 3 | 60 | 270 | 0,688 | 0,69 | |
| 265 | 0,663 | ||||
| 270 | 0,688 | ||||
| 275 | 0,713 | ||||
| 270 | 0,688 | ||||
| 4 | 80 | 295 | 0,820 | 0,83 | |
| 295 | 0,820 | ||||
| 295 | 0,820 | ||||
| 300 | 0,849 | ||||
| 295 | 0,820 |
По результатам, приведенным в таблице 3.2, можно построить график зависимости xj от времени диффузии.
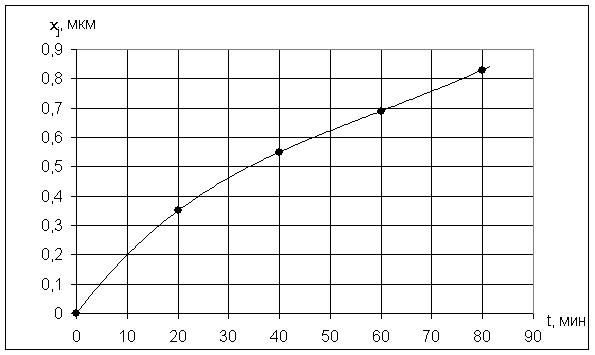
Рис. 3.2. Зависимость глубины залегания p – n перехода от времени проведения диффузии (Т=950°С).
3.3. Исследование твердого планарного источника на основе нитрида бора
Диффузия с использованием твердого планарного источника носит также название диффузии из параллельного источника, так как полупроводниковые пластины кремния и твердый источник размещаются параллельно друг другу.
Окисление твердого планарного источника на основе нитрида бора проводилось в диффузионной печи в атмосфере воздуха при температуре 950°С в течение 40 – 60 мин.
Расстояние между пластинами кремния и твердым источником нитрида бора выбиралось равным 1 –1,5 мм.
Диффузия проводилась в диффузионной печи в атмосфере воздуха, где пластины с источником выдерживались заданное время. Для исследований было взято двенадцать образцов, чтобы выявить зависимость глубины залегания p – n перехода не только от времени проведения, а также и от температуры проведения процесса.
Результаты по испытанию твердого планарного источника на основе нитрида бора приведены в таблице 3.3.
Таблица 3.3.
Зависимость глубины залегания p – n перехода от времени проведения диффузии для ТПИ на основе нитрида бора
| № образца | Температура,°С | Время диффузии, мин |
Li, мкм |
xji, мкм |
Среднее значение xj, мкм |
| 1 | 920 | 20 | 145 | 0,198 | 0,2 |
| 145 | 0,198 | ||||
| 150 | 0,212 | ||||
| 145 | 0,198 | ||||
| 150 | 0,212 | ||||
| 2 | 40 | 180 | 0,396 | 0,32 | |
| 185 | 0,323 | ||||
| 190 | 0,345 | ||||
| 180 | 0,306 | ||||
| 180 | 0,306 |
Продолжение таблицы 3.3.
| № образца |
Температура,°С |
Время диффузии, мин |
Li, мкм |
xji, мкм |
Среднее значение xj, мкм |
| 3 | 920 | 60 | 240 | 0,543 | 0,54 |
| 240 | 0,543 | ||||
| 235 | 0,520 | ||||
| 240 | 0,543 | ||||
| 240 | 0,543 | ||||
| 4 | 80 | 275 | 0,713 | 0,7 | |
| 275 | 0,713 | ||||
| 275 | 0,713 | ||||
| 270 | 0,687 | ||||
| 275 | 0,713 | ||||
| 5 | 950 | 20 | 205 | 0,396 | 0,40 |
| 210 | 0,416 | ||||
| 210 | 0,416 | ||||
| 205 | 0,396 | ||||
| 205 | 0,396 | ||||
| 6 | 40 | 260 | 0,638 | 0,63 | |
| 260 | 0,638 | ||||
| 255 | 0,613 | ||||
| 255 | 0,613 | ||||
| 260 | 0,638 | ||||
| 7 | 60 | 300 | 0,849 | 0,85 | |
| 300 | 0,849 | ||||
| 300 | 0,849 | ||||
| 295 | 0,821 | ||||
| 305 | 0,878 |
Продолжение таблицы 3.3.
| № образца |
Температура,°С |
Время диффузии, мин |
Li, мкм |
xji, мкм |
Среднее значение xj, мкм |
| 8 | 950 | 80 | 335 | 1,058 | 1,06 |
| 335 | 1,058 | ||||
| 335 | 1,058 | ||||
| 340 | 1,09 | ||||
| 335 | 1,058 | ||||
| 9 | 980 | 20 | 260 | 0,638 | 0,62 |
| 250 | 0,590 | ||||
| 260 | 0,638 | ||||
| 255 | 0,613 | ||||
| 255 | 0,613 | ||||
| 10 | 40 | 305 | 0,878 | 0,90 | |
| 310 | 0,907 | ||||
| 310 | 0,907 | ||||
| 315 | 0,936 | ||||
| 310 | 0,907 | ||||
| 11 | 60 | 350 | 1,156 | 1,16 | |
| 355 | 1,189 | ||||
| 350 | 1,156 | ||||
| 350 | 1,156 | ||||
| 350 | 1,156 | ||||
| 12 | 80 | 390 | 1,435 | 1,45 | |
| 390 | 1,435 | ||||
| 395 | 1,472 | ||||
| 395 | 1,472 | ||||
| 390 | 1,435 |
Результаты, приведенные в таблице 3.3 можно представить на графике (рис. 3.3).
|
|
|
|
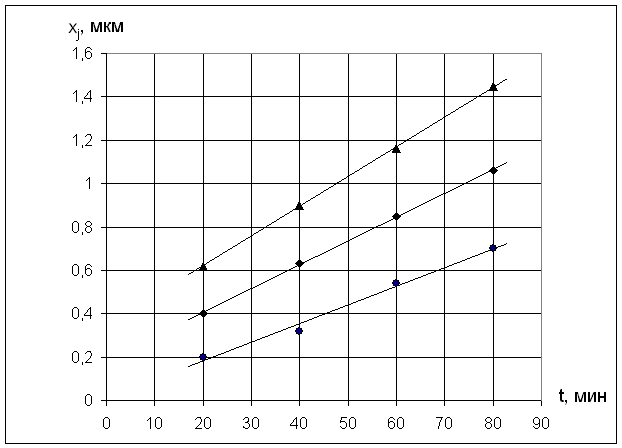 Рис. 3.3. Зависимость глубины
залегания p – n перехода от времени проведения диффузии: 1 – Т = 920°С; 2 –
Т = 950°С; 3 – Т = 980°С.
Рис. 3.3. Зависимость глубины
залегания p – n перехода от времени проведения диффузии: 1 – Т = 920°С; 2 –
Т = 950°С; 3 – Т = 980°С.
Следует заметить, что дифузию с использованием твердого планарного источника на основе нитрида бора необходимо проводить в окислительной среде, для чего необходима газовая система. Это объясняется тем, что в процессе испытаний данного источника (при диффузии в атмосфере воздуха) после диффузии на поверхности полупроводниковых пластин кремния можно было наблюдать темные пленки, которые не удаляются химической обработкой. Эти пленки аналогичны приведенным в пункте 3.1 для диффузии с использованием поверхностного источника на основе спиртового раствора борной кислоты.
3.4. Разработка и испытание источника на основе легированного окисла
Для устранения недостатков диффузии с применением простых неорганических соединений их смешивают с SiO2, используя метод совместного осаждения из тетраэтоксисилана (ТЭС) – Si(OC2H5)4.
Здесь будет рассмотрен метод диффузии из легированного окисла при использовании в качестве исходного легирующего соединения ортофосфорной кислоты.
Исследование этого метода диффузии показало, что исключительно важное значение имеет технология приготовления пленкообразующего раствора. В исходный раствор на основе смеси этилового спирта, ортофосфорной кислоты, воды и нескольких капель сильно разбавленной соляной кислоты добавляется ТЭС. Количества взятых C2H5OH, H3PO4, H2O и Si(OC2H5)4 были взяты в соотношении соответственно 4 : 10 : 5 : 1.
Данный раствор обладает пленкообразующей способностью и применение его следует после некоторого времени, которое называется временем созревания раствора. В нашем случае раствор наносился на полупроводниковую пластину кремния после 1 – 2 минут отстаивания. Опыт показал, что после приготовления раствора в нем происходят изменения, которые приводят к существенному увеличению вязкости раствора.
В качестве исходной пластины кремния была взята пластина p-типа (100) с удельным сопротивлением 10 Ом∙см. Раствор наносился на пластину методом центрифугирования при скорости вращения центрифуги 2750 об/мин.
Далее проводился процесс термодеструкции, в результате которого на пластине кремния должен образоваться слой фосфоросиликатного стекла. Для этого пластины кремния помещались в диффузионную печь при температуре 600 – 700°С и выдерживались в ней 1 – 2 мин.
Затем проводился диффузионный отжиг в атмосфере воздуха при температуре 950°С в течение 30 минут. После извлечения пластины кремния из печи ее необходимо обработать в водном растворе плавиковой кислоты. В результате химической обработки удаляется пленка фосфоросиликатного стекла, из которой шла диффузия фосфора в кремний.
Контроль параметров осуществлялся путем измерения глубины залегания p – n перехода методом сферического шлифа. В таблице 3.4 приведены результаты измерений.
Таблица 3.4.
Значение глубины залегания p – n перехода при диффузии из легированного окисла (Т = 950°С, t = 30 мин)
|
Li, мкм |
xji, мкм |
Среднее значение xj, мкм |
| 305 | 0,877 | 0,84 |
| 295 | 0,821 | |
| 290 | 0,793 | |
| 300 | 0,849 | |
| 305 | 0,877 |
Если сравнить значение глубины залегания от времени при использовании поверхностного источника на основе легированного окисла с источником на основе спиртового раствора ортофосфорной кислоты, то можно заметить, что при одинаковых температурах и временах проведения диффузии, глубина залегания p – n перехода при использовании легированного окисла значительно выше. Это может быть объяснено зависимостью коэффициента диффузии от поверхностной концентрации легирующей примеси. В результате применения легированного окисла возможно получать более высокие поверхностные концентрации примеси, чем при использовании источника на основе спиртового раствора ортофосфорной кислоты.
Применение этого источника даст возможность получать диффузионные слои с заданными глубинами переходов при сравнительно низких температурах и меньшем времени проведения процесса диффузии, что очень важно в технологии изготовления кремниевых солнечных элементов.
4.ПРАКТИЧЕСКОЕ ИСПОЛЬЗОВАНИЕ РАЗРАБОТАННЫХ ИСТОЧНИКОВ ДИФФУЗАНТА ДЛЯ ИЗГОТОВЛЕНИЯ СТРУКТУР КРЕМНИЕВЫХ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ
Источники для диффузии бора и фосфора, разработанные в результате выполнения дипломного проекта могут быть применены в технологии изготовления кремниевых солнечных элементов. Так как были созданы источники как для диффузии бора, так и для диффузии фосфора, то это позволяет создавать кремниевые СЭ на основе исходных пластин кремния n- и p-типов. Кроме того данные источники можно применять для создания кремниевых солнечных элементов на основе кремния p-типа с текстурированной поверхностью.
4.1. Изготовление кремниевого СЭ на основе кремния p-типа
В качестве исходных пластин кремния были взяты пластины p-типа (100) с удельным сопротивлением 10 Ом∙см. Особенностью создания солнечного элемента на таких пластинах является возможность проведения процесса диффузии на пластинах с текстурированной поверхностью. Были созданы как n+-p, так и n+-p-p+ СЭ. В качестве поверхностного источника для диффузии фосфора использовался спиртовый раствор ортофосфорной кислоты, в качестве поверхностного источника для диффузии бора – спиртовый раствор борной кислоты. Технология диффузии из этих источников описана в 3 разделе.
При создании СЭ с тыльным подлегированием диффузия проводилась в один процесс. Необходимо заметить, что при таком способе создания диффузионной структуры на фронтальной поверхности пластины образуются затеки после нанесения диффузанта для тыльной стороны пластины кремния.
Режимы проведения процесса диффузии были выбраны таким образом, что глубина эмиттерного перехода в n+-p СЭ составила 1 мкм, а в n+-p-p+ - 0,5 мкм.
4.2. Создание омических контактов на структурах солнечных элементов электрохимическим осаждением никеля
Для создания токосъемных контактов к структуре кремниевого солнечного элемента использовался метод электрохимического осаждения никеля. Фронтальный контакт выполнялся в виде сетки, а тыльный контакт – сплошным слоем.
Для создания маски для последующего осаждения никеля использовался химически стойкий лак ХСЛ. До нанесения ХСЛ пластины кремния обезжиривались кипячением в изопропиловом спирте в течение 10 – 25 сек с последующей сушкой в парах изопропилового спирта.
Осаждение контактного слоя никеля на свободные от ХСЛ участки структуры осуществляли электрохимическим способом с использованием электролита следующего состава (в пересчете на 1 л дистилированной воды):
NiSO4×7H2O – 45,4 г/л;
Na2SO4×10H2O – 60 г/л;
Н3ВО4 – 30 г/л.
Схема установки для электрохимического осаждения никеля приведена на рис. 4.1.
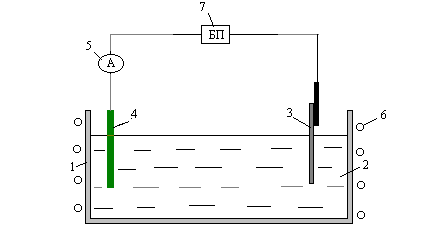
Рис. 4.1. Схема установки для электрохимического осаждения никеля: 1 – ванна; 2 – электролит; 3 – пластина кремния; 4 – пластинка никеля; 5 – амперметр; 6 – электронагреватель; 7 – блок питания.
В качестве анода электролитической ванны использовалась никелевая фольга толщиной порядка 200 мкм. Катодом служила сама кремниевая структура. В качестве источника постоянного тока использовался блок питания Б5-47/1, работающий в режиме стабилизации тока. Осаждение производилось при плотности тока 2 - 5 мА/см2 и температуре электролита 35°С в течение 2 – 3 мин.
После нанесения слоя никеля структуры промывались в дистиллированной воде и производилось механическое удаление защитного слоя лака ХСЛ. Для удаления остатков лака применялось кипячение пластин в толуоле.
4.3. Измерение основных параметров на структурах солнечных элементов
Наиболее важными характеристиками солнечных элементов являются световая и прямая темновая вольт-амперные характеристики (ВАХ) и спектральная чувствительность.
Основной параметр СЭ – световая нагрузочная ВАХ – позволяет определить генерируемую электрическую мощность по произведению Im∙Um (максимальные рабочие ток и напряжение), оценить полноту использования потенциала запрещенной зоны по напряжению холостого хода, получить представление об уровне оптических и фотоэлектрических потерь по току короткого замыкания и коэффициенту заполнения ВАХ; рассчитать коэффициент полезного действия преобразования солнечной энергии в электрическую по отношению мощности, генерируемой СЭ, к мощности падающего солнечного излучения, которую можно измерить с помощью отградуированного эталонного солнечного элемента.
ВАХ идеальных фотоэлектрических преобразователей (ФЭП) может быть описана выражением:
![]() (4.1)
(4.1)
где I и V – ток во внешней цепи и напряжение на сопротивлении нагрузки; Iф – фототок, генерируемый в полупроводнике солнечным излучением; Io – ток насыщения ФЭП, определяющийся механизмами генерационно-рекомбинационных явлений; А ≥ 1 – фактор качества выпрямляющего перехода; е – заряд электрона; k – постоянная Больцмана; Т – абсолютная температура.
В выражении (4.1) не учитываются некоторые важные характеристики реальных ФЭП, которые могут в значительной степени влиять на эффективность фотоэлектрического преобразования. К числу таких характеристик можно отнести последовательное сопротивление ФЭП Rп, определяющееся сопротивлением объема полупроводниковой базы, контактными сопротивлениями верхнего и нижнего токосъемных электродов и распределенным сопротивлением верхней (освещаемой) области перехода, а также шунтирующее коллекторный переход сопротивление Rш, на величину которого существенно влияют как технологические факторы, так и параметры используемого полупроводникового материала. Эквивалентная схема реального полупроводникового ФЭП с учетом названных паразитных сопротивлений и сопротивления нагрузки показана на рис. 4.2. Нетрудно показать, что в последнем случае ВАХ может быть описана соотношением [18]:
|
 (4.2)
(4.2)
|
|
|
|
|
|
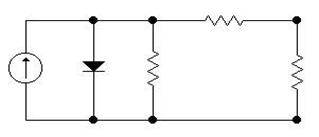
Рис. 4.2. Эквивалентная схема фотопреобразователя.
Рассмотрим более подробно физические процессы, определяющие эффективность преобразования энергии солнечного излучения в электрическую энергию. На рис. 4.3 показана типичная ВАХ полупроводникового ФЭП, описываемая выражением 4.2.
|
|
|
|
|
|
|
Рис.4.3. Вольт-амперная характеристика солнечного фотопреобразователя.
Можно видеть, что по мере увеличения сопротивления нагрузки напряжение V фотопреобразователя монотонно увеличивается и при Rн → ∞ достигает определенного значения Vхх, величина которого зависит как от интенсивности солнечного излучения, так и от характеристик самого ФЭП. С другой стороны, ток I во внешней цепи при увеличении Rн вначале изменяется слабо, оставаясь примерно равным току короткого замыкания Iкз, а затем достаточно резко уменьшается при дальнейшем увеличении Rн . На ВАХ существует единственная точка M, в которой мощность Pm, отдаваемая ФЭП во внешнюю цепь, оказывается максимальной и равной площади следующего прямоугольника:
![]() .
(4.3)
.
(4.3)
Для характеристики внутренних потерь ФЭП обычно используют так называемый коэффициент заполнения ВАХ F, равный отношению Pm к произведению тока короткого замыкания ФЭП на напряжение холостого хода:
![]() (4.4)
(4.4)
С учетом (4.4) КПД η полупроводникового фотопреобразователя может быть определен как отношение максимальной мощности, отдаваемой ФЭП во внешнюю нагрузку, к суммарной мощности солнечного излучения Pи, падающей на фотоприемную поверхность:
![]() (4.5)
(4.5)
Определим коэффициент полезного действия n+-p СЭ с текстурированной поверхностью (см. 4.1). Для измерения мощности падающего на СЭ солнечного излучения использовался измеритель мощность ИМО 3. В момент измерений мощность падающего излучения составляла P0 ~ 70 мВт/см2.
При измерении световой нагрузочной ВАХ солнечного элемента были получены следующие значения напряжения и тока (табл. 4.1):
Таблица 4.1.
Результаты измерения световой нагрузочной ВАХ
По этим данным строится ВАХ фотопреобразователя (рис. 4.4):
|
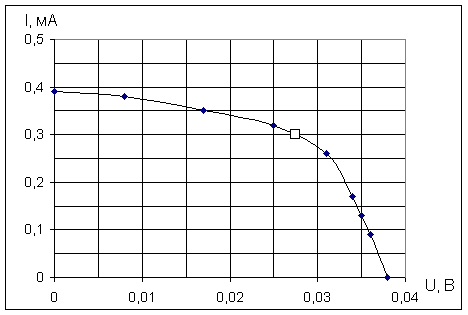
Рис. 4.4. ВАХ n+-p СЭ с текстурированной поверхностью.
Из графика на рис. 4.2 определяем, что Vm=0,028 B, Im=0,3 mA. Площадь поверхности СЭ составила S=16 мм2, соответственно Pист=P0·S= 70 мВт/см2· 0,16 см2 = 11,2 мВт.
Фактор заполнения F считаем по формуле (4.4):
![]()
Коэффициент полезного действия солнечного элемента определяем по формуле (4.5):
![]()
Такой низкий КПД полученного солнечного элемента в большой степени определяется тем, что не удалось создать хорошего омического контакта. Кроме того, при диффузии с применением поверхностного источника на основе спиртового раствора ортофосфорной кислоты при нанесении раствора на пластину на тыльной стороне пластины образуются затеки. При проведении процесса диффузии на тыльной стороне пластины образуется p – n переход. Для снятия с тыльной стороны подложек слоя кремния с находящимся в нем в результате диффузии фосфором, приводящим к увеличению последовательного сопротивления СЭ на тыльном контакте необходимо применять, например, плазмохимическую обработку. Так как такой операции не было проведено, то можно сделать заключение, что образование на тыльной стороне p – n перехода существенно ухудшает электрофизические параметры СЭ.
ВЫВОДЫ
Одним из наиболее перспективных методов диффузионного легирования кремния для производства кремниевых солнечных элементов является диффузия из поверхностного источника. Особенностью этого метода является то, что создание слоя примесносиликатного стекла, из которого будет идти диффузия примеси в кремний, осуществляется до проведения процесса диффузии. Метод прост, не требует сложного оборудования, возможно проведение диффузионного отжига в атмосфере воздуха. Всвязи с этим, применение метода диффузии из поверхностного источника может удешевить технологию производства кремниевых СЭ.
В данном дипломном проекте рассматривалось несколько поверхностных источников диффузии, также был рассмотрен твердый планарный источник. Из поверхностных источников для диффузии бора и фосфора были достаточно полно изучены источники на основе спиртовых растворов борной и ортофосфорной кислот. Предложена технология проведения диффузии с использованием таких источников, которая позволяет надежно получать p – n переход в полупроводниковой пластине кремния.
Также были проведены опыты по наиболее перспективному из поверхностных источников – легированному окислу. Именно метод диффузии из легированного окисла представляет повышенный интерес в связи с промышленным применением в технологии производства кремниевых солнечных элементов. Большое внимание необходимо уделять технологии приготовления пленкообразующего раствора, соотношение компонентов смеси.
При использовании разработанного источника на основе ортофосфорной кислоты создан СЭ на кремнии с текстурированной поверхностью, измерены его электрофизические характеристики.
5. ОХРАНА ТРУДА
Закон Украины "Об охране труда" (новая редакция 2002 г.) определяет основные положения по реализации конституционного права граждан на охрану их жизни и здоровья в процессе трудовой деятельности, регулированием отношений между работником и владельцем предприятия и устанавливает единый порядок организации охраны труда Украины.
Охрана труда – это система правовых, социально-экономических, организационно-технических, санитарно-гигиенических и лечебно-профилактических мер и средств, направленных на сохранение здоровья и трудоспособности человека в процессе труда.
5.1. Анализ условий труда
Во время выполнения экспериментальной части дипломного проекта требуется присутствие в лаборатории технологии полупроводниковых приборов. В лаборатории, где происходит изготовление солнечных элементов согласно определенному технологическому процессу, существует несколько опасных и вредных групп факторов, которые согласно ГОСТ 12.0.003-74, можно разделить на:
- физические;
- химические;
- биологические;
- психологические;
В рабочем помещении имеют место следующие факторы:
1. Группа физических факторов: а) недостаток естественного света; б) электроопасность; в) пожароопасность.
2. Группа химически опасных факторов: а) химические жидкости, например, кислоты (HCI, HNO3, HF), щелочи (KOH, NaOH) и другие вещества; б) горючие и легковоспламеняющиеся вещества (спирты, ацетон, бензин); в) наличие оловянно-свинцовых припоев в разогретом состоянии.
3. Психологические факторы: а) нервно-психологические перегрузки; б) монотонная работа; в) работа, требующая повышенного внимания.
Недостаток освещения приводит к перенапряжению и быстрому утомлению органов зрения, что влечет за собой производственные травмы, снижает общую работоспособность организма, снижается производительность труда, увеличивается количество брака, способствует потере зрения.
Воздействие электрического тока может вызвать тяжелые последствия для организма человека, вплоть до смертельных случаев.
Химические вещества, используемые в технологических процессах, представляют опасность для здоровья, вызывают ожоги, головную боль, тошноту, различного рода отравления, сердцебиения. Например, специфика дипломного проекта предусматривает частое использование плавиковой и азотной кислот. Плавиковая кислота сильно ядовита, пары вызывают раздражение кожи, глаз и дыхательных путей. Азотная кислота при непосредственном контакте с кожей вызывает кислотный ожог, при вдыхании паров слабое отравление выражается в головной боли, головокружении, шума в ушах, сонливости.
Не правильное применение легковоспламеняющихся веществ может привести к пожару. Пожар опасен как вследствие возможности получения термического ожога, так и вдыхание вредных продуктов горения.
Нервно-психологические перегрузки, монотонная работа могут привести к депрессии, перевозбуждения мозга и как следствие – к снижению производительности труда.
Выявленные опасные и вредные факторы вызывают необходимость технических, технологических, организационных и противопожарных мероприятий.
Технические мероприятия: оснащение технического и вспомогательного оборудования ограждениями, предупредительными приспособлениями, сигнальными приборами, постоянный контроль за состоянием узлов и механизмов, органов управления, своевременный ремонт и испытания, применение спецодежды.
Организационные мероприятия: улучшение работы по обучению и инструктажу персонала, усиление надзора по охране труда, правил и норм безопасности.
Противопожарные мероприятия: блокировки, сигнализация, герметизация электроустановок.
5.2. Электробезопасность
Согласно ПУЭ и ГОСТ 12.1.013-78 помещение лаборатории технологии полупроводниковых приборов относится к первому классу – без повышенной опасности. Основным оборудованием, используемым в экспериментальной части дипломного проекта является электропечь СУОЛ-044 12-М2-У42. Технические характеристики электропечи: напряжение 220 В, мощность 2,5 кВт. Согласно ГОСТ 12.2.007.0-75.ССБТ. данная электропечь относится к I классу.
Согласно ГОСТ 12.1.019-79 электробезопасность в рабочем помещении обеспечивается: конструкцией установок и технически-организационными мероприятиями.
Должны применяться следующие технические способы и средства: защитное заземление, малое напряжение, выравнивание потенциалов.
5.3. Расчет защитного заземления
Согласно ГОСТ 12.1.030-81 защитное заземление должно обеспечить защиту людей от поражения электрическим током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением.
Заземлением называется преднамеренное соединение электроустановок с заземляющим устройством.
Заземлителем называется проводник, находящийся в соприкосновении с землей или ее эквивалентом.
Заземляющим проводником называется проводник, соединяющий заземленные части с заземлителем.
Совокупность соединяющих проводников и заземлителей называется заземляющим устройством. Для установок мощностью не более 100 кВт сопротивление заземляющего устройства не должно превышать 10 Ом, для установок мощностью более 100 кВт – 4 Ом.
Рассчитаем сопротивление одиночного заземлителя (электрода). Для вертикального электрода из круглой арматуры сопротивление растекания тока одиночного заземлителя рассчитывается по формуле :
![]() ,
(5.1)
,
(5.1)
где r - удельное сопротивление грунта, Ом × м;
l - длина электрода, м;
t- заглубление электрода, м;
d - диаметр одиночного вертикального заземлителя, м.
Заглубление электрода t равно:
![]() ,
(5.2)
,
(5.2)
где h - расстояние от вершины электрода до поверхности земли, м.
При проектировании заземляющих устройств учитывается коэффициент сезонности (f), который показывает изменение удельного сопротивления грунта в зависимости от погодных и климатических условий. С учетом длины электрода и климатической зоны III f =1,2
![]()
![]() ;
;
l = 5 м;
d = 0,03м;
h = 0,6 м;
r0= 100 ![]() .
.
Подставим указанные значения в формулу (5.2) и вычислим значение t:
![]() м
м
Подставляем найденные значения в формулу (5.1) и получаем результат:
![]()
Необходимое количество заземлителей определим, исходя из наибольшего допустимого сопротивления заземляющего устройства. Примем коэффициент использования заземлителей равным 0,63.
![]() ; (5.3)
; (5.3)
где NЗ - необходимое количество заземлителей, шт.;
RЗАЗ - наибольшее допустимое сопротивление заземления, Ом;
hЗ - коэффициент использования заземлителей.
Примем значение RЗАЗ = 10 Ом ; hЗ= 0,63.
![]()
Рассчитаем теперь сопротивление растекания тока горизонтальных заземляющих соединительных проводников:
 , (5.4)
, (5.4)
где RГ - сопротивление горизонтальных соединительных проводников, Ом;
r - удельное сопротивление грунта с учетом f, Ом×м;
l1 - длина заземляющего проводника, м;
b - ширина стальной соединительной полосы (горизонтального соединителя);
b = 0,02 м;
t1 - глубина заземляющего проводника, м.
t1 = h = 0,6м.
Длина заземляющего проводника рассчитывается по формуле:
![]() ,
(5.5)
,
(5.5)
где l' - расстояние между заземлителями, м;
NЗ - необходимое количество заземлителей.
Расстояние между заземлителями определим по формуле :
![]() ,
(5.6)
,
(5.6)
где l - длина электрода, м.
Найденное значение l' подставляем в формулу (5.5) и находим значение l1:
![]() .
.
Подставим найденные значения l1 и l' в формулу (5.4) и найдем значение сопротивления горизонтальных соединительных проводников:
![]() .
.
Общее сопротивление группового заземления Rгр рассчитаем по формуле :
![]() , (5.7)
, (5.7)
где hГ = 0,77 – коэффициент использования горизонтального полюсового электрода для 4 вертикальных электродов размещенных в ряд (круглая арматура).
![]() .
.
Поскольку R ГР< RЗАЗ (5,52 < 10), значит заземляющее устройство рассчитано верно.
5.4. Техника безопасности при работе с химическими веществами
При выполнении дипломной работы приходилось работать с различными химическими реактивами.
Во время работы в химической лаборатории необходимо соблюдать следующие мероприятия:
- не пробовать на вкус химические вещества;
- на операциях, где выделяются вредные вещества, работу производить только при включенной вентиляции;
- использовать при работе специальную одежду;
- не хранить, не принимать пищу в рабочих помещениях.
Хранение химических веществ должно производиться с учетом их свойств и правил совместного хранения. Общая вентиляция должна включаться за 15 – 20 минут до начала работы и выключаться за 20 – 30 минут до окончания рабочего дня. Вытяжное устройство рассчитывается так, чтобы скорость всасывания воздуха в сечении открытых дверцах шкафа была в пределах 0,5 – 0,7 м/с, а при работе с особо вредными веществами до 1 – 1,5 м/с.
В работе из кислот используются плавиковая, азотная и фосфорная кислоты. При попадании на кожу они могут вызвать ожог, поэтому операции с использованием этих кислот необходимо проводить в резиновых перчатках. Переливать кислоты из бутылки неосходимо используя качалки, сифоны и другие приспособления, предотвращающие разбрызгивание их. Пролитые на пол кислоты или другие химические растворы следует немедленно нейтрализовать специальным раствором и при уборке использовать опилки.
Безопасная работа с органическими растворителями, кислотами, щелочами включает:
1. При использовании давления оно не должно превышать 0,2 атмосферы.
2. Бутылки с кислотами и щелочами должны находиться в исправных корзинах, устланых соломой или другими материалами (стружка), пропитанных раствором хлористого кальция.
3. Фтористоводородная (плавиковая) кислота разъедает стекло, поэтому должна храниться в парафиновых или эбонитовых сосудах.
Безопасная работа с легко воспламеняющимися жидкостями (ЛВЖ):
1. Все операции с ЛВЖ должны производиться с малым количеством в вытяжных шкафах.
2. Для нагрева ЛВЖ следует применять закрытые электронагревательные приборы.
3. При случайных проливах ЛВЖ необходимо выключать нагревательные приборы, место пролива засыпать песком.
4. В случае воспламенения горючей жидкости необходимо:
а) немедленно выключить вентиляцию и нагревательные приборы;
б) вынести из помещения все сосуды с огнеопасными веществами;
в) применить наиболее эффективные средства тушения, руководствуясь противопожарной инструкцией.
5. Запрещается выливать в канализацию горючие жидкости, не смешивающиеся с водой, так как они легче воды и образуют на поверхности пленку.
5.5. Освещенность рабочего места
Правильно спроектированное и выполненное производственное освещение улучшает условия зрительной работы, снижает утомляемость, способствует безопасности труда, снижает травматизм.
В лаборатории технологии полупроводниковых приборов, где выполняется экспериментальная часть дипломного проекта, имеет место совмещенное освещение, которое состоит из естественного бокового и искуственного (представленного газоразрядными лампами). Искуственное освещение имеет равномерный и локализованный характер.
Исходя из выполняемой работы помещения полупроводникового производства согласно СНиП П-4-49 относятся к помещениям с высокой точностью – объект различения 0,3 – 0,5 мм.
Непостоянство – большой недостаток естественного освещения. Величина естественного освещения зависит от времени года, времени суток и технологических условий. Естественное освещение характеризуется отвлеченной величиной – коэффициентом естественной освещенности (КЕО), равным отношению освещенности точки внутри помещения к одновременной наружной горизонтальной освещенности, создаваемой рассеянным светом полностью открытого небосвода, в процентах:
l=(Eвн/Eнар)∙100 (5.8)
Нормированное значение КЕО для зданий, располагаемых в I, II, IV и V поясах светового климата, в зависимости от характеристик зрительных работ, системы и вида освещения определяется согласно СНиП II-4-79 по формуле [19]:
lнI,II,IV,V=lнIII∙m∙C, (5.9)
где lнIII - значения КЕО для зданий, располагаемых в I, II, IV и V полосах светового климата; m - коэффициент светового климата; С - коэффициент солнечного климата.
По данным таблиц [20] определяем, что Херсонская область принадлежит к IV поясу светового климата, lнIII=3 %, m=0,9, C=0,85 (при зрительной работе, относящейся к III категории). Подставляя значения в (5.9) получим:
lнIV=3∙0,9∙0,85=2,3 %
При боковом естественном освещении нормируется минимальное значение КЕО lmin. Для III категории зрительных работ lmin=2,0 [20].
Следует отметить, что зрительные работы, которые проводятся в вытяжных шкафах, относятся согласно СНиП П-4-79 к I группе.
5.6. Оздоровление воздушной среды
Одним из необходимых условий здорового и высокопроизводительного труда является обеспечение чистоты воздуха и нормальных метеорологических условий в рабочих помещениях.
Согласно ГОСТ 12.1.005-76.ССБТ. производственные цеха и лаборатории полупроводникового производства относятся к помещениям с незначительным избытком тепла (до 23 Дж/м2) и категории I (легкие физические работы).
Согласно ГОСТ 12.1.005-76.ССБТ. устанослены оптимальные нормы метеоусловий в рабочих зонах:
Таблица 5.1
Нормальные параметры воздушной среды
| Период года |
Температура,оС |
Относительная влажность, % | Скорость движения воздуха, м/c |
| Теплый период | 21 – 23 | 40 – 60 | 0,1 – 0,3 |
| Холодный период | 18 – 20 | 40 – 60 | 0,1 – 0,3 |
Для обеспечения нормальных температурных условий труда применяется водяное отопление. Следует заметить, что дополнительный источник тепла может создавать электропечь, работа которой будет повышать температуру воздуха в помещении. В холодное время года температура в лаборатории технологии полупроводниковых приборов ниже значений, приведенных в таблице 5.1. Поэтому необходимо в таком случае использовать электронагревательные приборы для поддержания нормальной рабочей температуры.
Ввиду наличия вредных веществ в воздухе производственного помещения или лаборатории, применяется общеобменная и местная механическая вентиляция, а в местах больших скоплений (на участках химической обработки материалов) применяются вытяжные шкафы.
Содержание вредных веществ в воздухе рабочей зоны согласно ГОСТ 12.1.005-76 не должно превышать установленных ПДК. В экспериментальной части дипломного проекта использовались плавиковая (HF), азотная (HNO3) и ортофосфорная(H3PO4) кислоты. ПДК в воздухе в рабочем помещении для HF составляет 1мг/м3, для HNO3 – 25 мг/м3, для H3PO4 ПДК не определен, так как благодаря своим физико-химическим свойствам она имеет ничтожно малое давление паров. Согласно ГОСТ 12.1.005-76.ССБТ. пары HF относятся к 2 классу опасности , пары HNO3 – к 4 классу опасности.
5.7. Пожарная безопасность
Пожары представляют опасность не только для человека, но и для окружающей среды, ввиду вредных выбросов как продуктов горения, так и вредных веществ, используемых в данном производстве. Пожарная безопасность может быть обеспечена мерами пожарной профилактики и активной пожарной защиты.
Цеха и лаборатории, в которых имеются легковоспламеняющиеся и взрывоопасные вещества относятся к взрывоопасному производству. Согласно СНиП П-90-81 лаборатории и цеха электронной промышленности относятся к категории Б, потому что химические вещества, применяемые в технологическом процессе, а также их модификации, в которых они участвуют в производственном цикле, представляют собой опасность возгорания и взрыва. Согласно СНиП П-2-80 такие цеха и лаборатории также требуют конструкцию зданий, которые относятся к I категории огнестойкости.
При проведении экспериментов из огнеопасных химических веществ используются изопропиловый и изобутиловый спирты. При классификации жидкостей по воспламеняемости, а также при классификации производств, помещений и установок по пожаровзрывоопасности используется такая характеристика, как температура вспышки, которая для различных веществ определена в ГОСТ 12.1.021-80. Также, согласно ГОСТ 12.1.004-76 в зависимости от температуры вспышки горючие вещества подразделяются на легковоспламеняющиеся (ЛВЖ) и горючие (ГЖ). Исходя из вышеприведенных ГОСТов определяем:
- изопропиловый спирт относится к категории ЛВЖ, II разряду, характеристика – постоянно опасный;
- изобутиловый спирт относится к категории ЛВЖ, III разряду, характеристика – опасен при повышенной температуре.
Основной способ прекращения горения в производственном помещении - механический срыв пламени в результате воздействия на него струи воды. Запас воды в емкостях всегда присутствует в помещении лаборатории технологии полупроводниковых приборов. Также в лаборатории присутствует огнетушитель порошковый унифицированный ОПУ-2-03.
Кроме того, пожарная защита обеспечивается максимально возможным применением негорючих веществ и материалов; ограничением количества горючих веществ, изоляцией горючей среды; предотвращением распространения пожара за пределы очага; эвакуацией людей; применением средств индивидуальной и коллективной защиты; применением средств пожарной сигнализации и средств извещения о пожаре.
6. Э КОНОМИЧЕСКАЯ ЧАСТЬ
Основной задачей экономических расчетов является определение себестоимости получаемой продукции (в данной работе создание p-n переходов в солнечном элементе методом диффузии из поверхностного источника). Для этого производится калькуляция затраченных средств на производство данного продукта в расчете на 5000 пластин (пластины диаметром 100 мм).
Данные расчетов сведены в следующих таблицах:
таблица 6.1 – основная таблица,
таблица 6.1,а – налоги,
таблица 6.2 – зарплата,
таблица 6.3 – материалы, полуфабрикаты и комплектующие.
Таблица 6.1.
Основная (сводная) таблица
| № | Наименование статей калькуляции | Сумма, грн |
| 1 | 2 | 3 |
| 1 | Зарплата | 470,50 |
| 2 | Начисления на фонд заработной платы (37%) | 174,09 |
| 3 | Материалы, полуфабрикаты и комплектующие. | 1326,50 |
| 4 | Транспортные расходы (5%) | 23,53 |
| 5 | Накладные расходы (100%) | 470,50 |
| 6 | Командировочные | __ |
| 7 | Работа сторонних организаций | __ |
| 8 | Себестоимость | 2465,12 |
| 9 | Прибыль (25%) | 616,28 |
| 10 | Цена работы | 3081,40 |
Общая сумма зарплаты берется из таблицы 6.2. Сумма затрат на материалы, полуфабрикаты берется из таблицы 6.3. Транспортные расходы составляют 5 % от заработной платы. Начисления на фонд заработной платы составляет 37 % от заработной платы. Накладные расходы составляют 100 % от заработной платы. Командировочные и работа сторонних организаций отсутствуют. Себестоимость продукта определяется как сумма всех выше перечисленных затрат. Прибыль составляет 25 % от себестоимости. Цена работы считается как сумма себестоимости и прибыли.
Таблица 6.1,а
Налоги
| № | Наименование статей калькуляции | Сумма, грн |
| 1 | НДС (20 %) | 311,45 |
| 2 | Налоги на прибыль (30 %) | 184,88 |
| Итого | 496,33 |
Налоги на добавленную стоимость (НДС) составляют 20 % от суммы заработной платы, накладных расходов, командировочных, работы сторонних организаций и прибыли. Так как командировочные и робота сторонних организаций отсутствует, то следовательно и затраты на эти статьи будут равны нулю.
Налоги на прибыль определяются как 30 % от заработной платы.
Все налоги вычисляются согласно Закону Украины «О налогообложении прибыли».
Таблица 6.2.
Зарплата
| № | Должность | месячный оклад | кол-во человек |
кол-во месяцев работы |
Сумма грн |
| 1 | Инженер-технолог | 226 | 1 | 1 | 226 |
| 2 | Оператор | 226 | 1 | 1 | 226 |
| 3 | Уборщица | 185 | 1 | 0,1 | 18,5 |
| Итого | 470,5 |
Оклады у работников и специалистов выбираются согласно штатному расписанию ДП “Дніпро-напівпровідники”. Инженер-технолог и оператор за месяц выпускают 5000 пластин с созданной диффузионной структурой.
Калькуляция и количество затраченных материалов приведены в таблице 6.3.
Таблица 6.3.
Полуфабрикаты и расходные материалы (в расчете на 5000 пластин)
| № | Наименование | кол-во | фасовка | цена фасовки, грн | Сумма,грн |
| 1 | Тетраэтоксисилан | 5 | 1 л | 180 | 900 |
| 2 | Ортофосфорная кислота | 3 | 1,7 кг | 42 | 126 |
| 3 | Борный ангидрид | 10 | 100 г | 8 | 80 |
| 4 | Диоксан | 1 | 1 л | 42 | 42 |
| 5 | Этиловый спирт | 15 | 100 мл | 3,5 | 52,5 |
| 6 | Азотная кислота | 3 | 1,4 кг | 15 | 45 |
| 7 | Фтористоводородная кислота | 3 | 1,1 кг | 27 | 81 |
| Итого | 1326,5 |
Данные химические вещества необходимы для проведения процесса диффузионного легирования при создании n+-p-p+ кремниевого солнечного элемента. Приведенные количества веществ позволяют создать 5000 таких пластин.
В полупроводниковой промышленности экономические параметры удобнее определить в расчете на 1000 пластин. При пересчете на 1000 пластин себестоимость составит 493,02 грн, прибыль – 123,26 грн, цена работы – 616,28 грн, налоги – 99,27 грн.
ЛИТЕРАТУРА
1. Литовченко В.Г., Попов В.Г., Свечников С.В. Солнечные фотоэлементы на основе аморфного кремния // Оптоэлектроника и полупроводниковая техника. – 1983, вып. 3, с. 3 – 12.
2. Августимов В.Л., Белоусова Т.Н., Власкина С.И., Свечников С.В., Шаповал З.И., Шейкман М.К. Современное состояние фотопреобразования энергии с использованием кремниевых солнечных элементов (обзор) // Оптоэлектроника и полупроводниковая техника. – 1995, вып. 30, с. 120 – 147.
3. Готра З.Ю., Осадчук В.В., Кучмий Г.Л. Диффузионное легирование в современной технологии кремниевых ИС // Зарубежная электронная техника. – 1990.-№ 5(348). – с. 5 – 63.
4. Богдановский Ю.Н., Гасько Л.З., Коледов Л.А., Пих В.С. Твердые планарные источники для диффузии в технологии полупроводниковых приборов и ИС // Зарубежная электронная техника. – 1982.-№ 8(254),-с.60 – 90.
5. Малышева И.А. Технология производства интегральных микросхем: Учебник для техникумов.- 2-е изд., перераб. и доп. – М.: Радио и связь, 1991. – 344 с.
6. Мазель Е.З., Пресс Ф.П. Планарная технология кремниевых приборов. –М.: Энергия, 1974. – 384 с.
7. Основы технологии кремниевых интегральных схем. Окисление. Диффузия. Эпитаксия. Пер. с англ. под ред. Р.Бургера и В.Донована. – М.: Мир, 1969. – 452 с.
8. Курносов А.И., Юдин В.В. Технология производства полупроводниковых приборов. – М.:Высшая школа, 1974. – 400 с.
9. Гук Е.Г., Ельцов А.В., Шуман В.Б., Юрре Т.А. Фоторезисты-диффузанты в полупроводниковой технологии. – Л.: Наука, 1984. –118 с.
10. Евсеев Ю.А. Полупроводниковые приборы для мощных высоковольтных преобразовательных устройств. – М.: Энергия, 1978. – 192 с.
11. Курносов А.И. Материалы для полупроводниковых приборов и интегральных микросхем. – 2-е изд., перераб. и доп. – М.:Высшая школа, 1980. – 327 с.
12. Аппен А.А. Химия стекла. – Л.: Химия, 1970. – 300 с.
13. Таиров Ю.М., Цветков В.Ф. Технология полупроводниковых и диэлектрических материалов. – М.: Высшая школа, 1990. – 423 с.
14. Борисенко А.И., Новиков В.В., Приходько И.Е. и др. Тонкие неорганические пленки в микроэлектронике. – Л.: Наука, 1972. – 114 с.
15. Вредные вещества в промышленности. Спровочник для химиков, инженеров и врачей. Под общ. ред. И.В.Лазарева. – М.-Л.: Химия, 1965, т.2. – 622 с.
16. Гаврилов Р.А., Скворцов А.М. Технология производства полупроводниковых приборов. – Л.: Энергия, 1968. – 240 с.
17. Блинов И.Г., Кожитов Л.В. Оборудование полупроводникового производства. – М.: Машиностроение, 1986. – 264 с.
18. Колтун М.М. Оптика и метрология солнечных элементов. – М.: Наука, 1985. – 280 с.
19. Кузнецов И.Е. и др. Охрана труда в текстильной промышленности. – К.: Техника, 1985. – 167 с.
20. Долин П.А. Справочник по технике безопасности. – М.: Энергоатомиздат, 1984. – 824 с.
Рецензия
На дипломную работу:
«Разработка источников диффузионного легирования для производства кремниевых солнечных элементов» Гречаника В.А.
студента группы 5Ф специальности 7.0908.04
«физическая и биомедицинская электроника».
Актуальность данной работы заключается в создании источников диффузионного легирования кремния для промышленного изготовления кремниевых солнечных элементов. Основное внимание уделено поверхностным источникам диффузии бора и фосфора в кремний.
Были разработаны и исследованы поверхностные источники бора и фосфора на основе спиртового раствора борной и ортофосфорной кислот. Также был исследован твердый планарный источник на основе нитрида бора.
Помимо поверхностных источников на основе простых неорганических соединений было начато исследование поверхностного источника на основе легированного окисла. Даны рекомендации по приготовлению пленкообразующего раствора.
Пояснительная записка написана грамотным техническим текстом.
Сделаны выводы и даны рекомендации.
Дипломная работа студента группы 5Ф Гречаника В.А. заслуживает оценки «отлично», а сам студент – присвоения квалификации «специалист физической и биомедецинской электронники».
Ведущий инженер
НАН Украины Н.А. Самойлов
ОТЗЫВ
на дипломный проект студента группы 5Ф факультета кибернетики ХГТУ Гречаника Владимира Александровича
на тему: Разработка источников диффузионного легирования для производства кремниевых солнечных элементов
по специальности 7.0908.04 "Физическая и биомедицинская электроника "
Дипломное проектирование студента Гречаника Владимира Александровича посвящено проблемам разработки и исследования источников диффузионного легирования кремния. В нем раскрыты основные источники примесей, имеющие практическое применение в технологии диффузии.
Данный дипломный проект содержит введение, шесть разделов, выводы и список использованных источников. Пояснительная записка содержит 102 страницы текста, 17 иллюстраций, 11 таблиц.
Результатом дипломного проектирования является создание источников примесей бора и фосфора для легирования кремния. Были разработаны и исследованы поверхностные источники на основе спиртовых растворов борной и ортофосфорной кислот.
Результаты дипломного проекта являются актуальными и представляют практическую ценность в технологии изготовления кремниевых солнечных элементов.
В процессе написания дипломного проекта студент выявил способность самостоятельно и творчески работать над научно-технической литературой, показал достаточный уровень инженерной квалификации, дисциплинированность и организованность в решении поставленных перед ним задач.
Дипломный проект имеет творческий и самостоятельный характер, логически структурирован, а также выполнен в полной форме в соответствии с поставленными руководителем задачами в полном объеме и в установленные для этого сроки.
Считаю, что по результатам написанного дипломного проекта студент Гречаник Владимир Александрович полностью подготовлен к самостоятельной инженерной деятельности. Рекомендую оценить дипломный проект как выполненный на "отлично", а студенту присвоить звание специалиста по электронике.
Руководитель дипломного проекта
к.т.н., доцент В.Н. Литвиненко
| Защитные диэлектрические пленки в планарной технологии | |
|
РЕФЕРАТ ПО ФИЗИКЕ ЗАЩИТНЫЕ ДИЭЛЕКТРИЧЕСКИЕ ПЛЕНКИ В ПЛАНАРНОЙ ТЕХНОЛОГИИ МОСКВА, 2008 г. 1. Требования, предъявляемые к защитным диэлектрическим ... Толщина защитной диэлектрической пленки является главным критерием, определяющим максимальную глубину проникновения легирующей примеси в полупроводниковые кристаллы при проведении ... Метод диффузионного легирования заключается в проведении диффузионного процесса примеси, создающего в исходном полупроводниковом материале противоположный тип электропроводности. |
Раздел: Промышленность, производство Тип: реферат |
| Технология обработки конструкционных материалов | |
|
Конспект лекций "Технология обработки конструкционных материалов" ЛЕКЦИЯ 1 Основы металлургического производства. Производство чугуна Основы ... Температура металла сравнительно невысокая, интенсивно происходит окисление железа, образование оксида железа и окисление примесей: кремния, марганца и фосфора. Низкое давление способствует удалению поверхностных пленок, а высокая температура и давление приводят к уменьшению неровностей поверхностей и сближению их до нужного расстояния. |
Раздел: Промышленность, производство Тип: учебное пособие |
| Разработка конструкции, топологии и технологического процесса ... | |
|
Министерство образования Российской Федерации РАСЧЁТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к курсовой работе по курсу: Технология ИМС тема: " Разработка конструкции ... г) Боковая диффузия примеси под маскирующий окисел. Операция проводится в потоке хлороводорода для получения пленки двуокиси кремния на поверхности полупроводниковых пластин, которая будет использоваться в качестве маски в процессе ... |
Раздел: Рефераты по коммуникации и связи Тип: курсовая работа |
| Разработка магнитодиода | |
|
Содержание Введение 1. Анализ исходных данных и формирование расширенного технического задания 1.1 Анализ исходных данных 1.2 Расширенное техническое ... Для формирования контактной области n+-типа в качестве донорной примеси используем фосфор обладающий повышенным коэффициентом диффузии и повышенной растворимостью. Схема технологического процесса изготовления магнитодиода: а) нанесение пиролитического окисла; б) фотолитография для получения маски из фоторезиста под ионное легирование бором; в ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Нанесение и получение металлических покрытий химическим способом | |
|
Кафедра xxx Аттестационная работа по теме: "НАНЕСЕНИЕ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ХИМИЧЕСКИМ СПОСОБОМ" на соискание степени бакалавра по направлению xxx ... Под воздействием горячего щелочного раствора, содержащего эмульгаторы и вещества, понижающие межфазное натяжение на границе водный раствор-жир и водный раствор - металл, происходит ... Термообработка никелированных деталей способствует повышению адгезии покрытия с основой вследствие диффузии никеля и фосфора в основной металл с образованием переходного ... |
Раздел: Промышленность, производство Тип: дипломная работа |