Курсовая работа: Машины и аппараты химических производств и предприятий строительных материалов
Введение
Состояние, направление и перспективы развития ремонтных служб на предприятиях строительных материалов.
Состояние и перспективы развития ремонтных служб на предприятиях строительных материалов полностью зависят от финансового состояния и качества работы этих предприятий. Успешно работающие предприятия имеют финансовые и материальные средства для того, чтобы обеспечить качественную работу и развитие своих ремонтных служб путём замены и модернизации устаревшего технологического оборудования, приобретения современного ремонтного оборудования, материалов, запасных частей. Плохо работающие предприятия из-за недостатка материальных и финансовых ресурсов обеспечить всем необходимым ремонтные службы не могут, что отрицательно сказывается на их работе и развитии.
В настоящее время основными направлениями развития ремонтных служб предприятий строительных материалов являются:
1) повышение уровня их механизации, что улучшает производительность труда ремонтных рабочих;
2) внедрение в практику работы современных передовых технологий ремонта и восстановления неисправных деталей машин что повышает их надёжность и долговечность, сокращает аварийность;
3) совершенствование организации ремонтов и технического обслуживания технологического оборудования за счет применения прогрессивных методов и способов ремонта машин;
4) широкое применение материалов-заменителей дорогостоящих цветных металлов и сплавов при ремонте оборудования;
5) ужесточение требований к качеству используемых запасных частей, ремонтных материалов и выполнения ремонтных операций;
6) повышение качества ремонтных работ путём повышения квалификации ремонтного персонала посредством различных форм обучения.
Роль и значение ремонтных служб для качества работы предприятий
Устойчивая и успешная работа предприятий зависит от состояния и качества работы технологического оборудования. Находящееся в хорошем техническом состоянии технологическое оборудование имеет низкий уровень аварийности, высокий коэффициент использования и эксплуатационные показатели, производит продукцию высокого качества. Это позволяет предприятию ритмично работать, выпускать большой объём продукции с относительно низкой себестоимостью, так как расходы по содержанию оборудования ложатся на себестоимость продукции, что, в конечном счёте, делает её конкурентоспособной на рынке. Плохое техническое состояние технологического оборудования оказывает отрицательное воздействие на работу предприятия в целом: частая его аварийность снижает объёмы выпускаемой продукции, что, в конечном счёте, делает её конкурентоспособной на рынке.
Плохое техническое состояние технологического оборудования оказывает отрицательное воздействие на работу предприятия и потому частая его аварийность снижает объёмы выпускаемой продукции, а неудовлетворительное техническое состояние снижает уровень её качества и повышает, себестоимость, так как увеличиваются расходы на ликвидацию аварий.
Так как основной задачей ремонтных служб предприятий строительных материалов является поддержание технологического оборудования в исправном состоянии, поэтому качество их работы, напрямую влияет па качество работы предприятий в целом.
Значение качества капитальных ремонтов для долговечности машины
Капитальные ремонты машин проводятся с целью восстановления работоспособности, утраченной в процессе эксплуатации из-за изнашивания других неисправностей деталей и узлов. Качественно выполненные капитальные ремонты повышают надёжность и долговечность машин, так как восстанавливаю зазоры и натяги в сопряжениях деталей и машин в целом. Поэтому долговечность машин можно увеличить только повышением качества их эксплуатации, технического обслуживания и ремонтов.
1. Общая часть
1.1 Краткая характеристика предприятия и его работы
ОАО "Красносельскстройматериалы" является крупнейшим производителем строительных материалов в Республике Беларусь. Его основой является цементный завод, производящий окло 1.5 млн.тонн в год.Кроме него в состав ОАО входят:
1) завод асбестоцементых изделий, выпускающий 1160 километров условных асбестоцементных труб,112,8 млн. условных асбестоцементных волнистых листов,60 тыс.м тротуарных плит, 50 тыс.тонн сухих строительных смесей и 100тонн полиэтиленовой плёнки в год;
2) известковый завод, выпускающий 431тыс.тонн извести и 70 тыс.тонн мелкогранулированного мела в год.
Продукция ОАО "Красносельскстройматериалы" пользуется большим спросом как внутри страны, так и в странах ближнего и дальнего зарубежья. Технологическое оборудование предприятия работает в тяжёлых условиях в составе поточных технологических линий, поэтому на поддержание его в работоспособном состоянии расходуются очень большие средства.
1.2 Существующая на предприятии организация капитальных ремонтов оборудования
Ремонтной базой ОАО "Красносельскстройматериалы" служит ремонтно-механический цех, силами которого выполняются капитальные ремонты технологического оборудования. Капитальные ремонты проводятся по годовым и месячным графикам, разрабатываемым отделом главного механика. Ответственным за их подготовку и проведение является главный механик предприятия. Машины в капитальный ремонт принимаются комиссией под председательством главного инженера предприятия в составе: главного механика и главного энергетика, механика и начальника цеха-владельца машины и руководителя ремонта, назначаемого из инженерно-технических работников (ИТР) РМЦ. Эта же комиссия принимает отремонтированную машину в эксплуатацию.
1.3 Применение, назначение и условия работы машины, их влияние на изнашивание деталей. Список быстроизнашивающихся деталей
Сушильный барабан на цементном заводе ОАО "Красносельскстрой-материалы" используется для сушки гранулированного шлака, который добавляется в клинкер при помоле его на цемент. Установлен он вне помещения, на открытом воздухе. Его детали работают в условиях переменных нагрузок, а корпус-при высоких температурах и влажности материала. Это отрицательно сказывается на их прочности из-за окисления и вызывает, кроме того, образивный износ. К быстроизнашивающимся деталям сушильного барабана относятся: корпус барабана, пересыпные полки, зубчатые колёса, подшипники, оси роликов, валы.
1.4 Обоснование темы дипломного проекта
В организации капитальных ремонтов технологического оборудования на ОАО "Красносельскстройматериалы" имеется ряд недостатков: не рассчитывается потребность рабочих и ремонтного оборудования для выполнения ремонта, поэтому не выдерживаются сроки простоя машин в ремонте; не разрабатывается подробно технология разборки, сборки машин и ремонта и восстановления их деталей и узлов; не всегда тщательно подготавливаются ремонты, что отрицательно сказывается на их качестве и сроках проведения. Так как тема дипломного проекта направлена на устранение указанных недостатков, она актуальна для предприятия.
2. Организационная часть
2.1 Выбор метода и способа капитального ремонта
В промышленности строительных материалов (ПСМ) применяется обезличенный и необезличенный методы и подетальный, узловой, агрегатно-узловой, агрегатный, блочный и машиносменный способы ремонта машин. Выбор метода и способа зависит от конструкции машины и их общего количества, применяемого в данном цехе, формы организации ремонтных служб. Т. к. на ОАО "Красносельскстройматериалы" для проведения капитальных ремонтов машин имеется ремонтный фонд запасных частей, узлов и агрегатов машины (редукторов, валов, их сборочных единиц и деталей) наиболее подходящим для капитального ремонта сушильного барабана будут обезличенный метод и агрегатно-узловой способ, которые принимаем за основу. При выбранном способе ремонт сушильного барабана заключается в том, что неисправные узлы и агрегаты (роликоопоры, подвенцовая шестерня и т. д.) заменяются новыми или отремонтированными, заранее подготовленными, взятыми из ремонтного фонда. При этом сокращается время простоя машины в ремонте и снижается разряд ремонтных работ. Обезличенный метод состоит в том, что неисправные детали, узлы и агрегаты снимаются с машины и отправляются на ремонт в ремонтно-механический цех (РМЦ) и на данную машину уже не устанавливаются. Он также уменьшает время простоя машины, повышает качество и снижает затраты труда на ремонт.
2.2 Сетевой график капитального ремонта машины
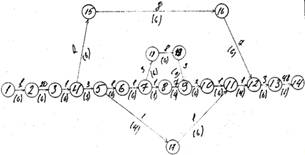
Рис 2.2 Сетевой график капитального ремонта сушильного барабана.
Построение сетевого графика капитального ремонта машины, определение продолжительности ремонта позволяет наглядно представить весь ремонтный процесс. Показывает последовательность операций и их взаимосвязь. Даёт возможность определить трудоёмкость ремонтных работ и время простоя машины в ремонте.
Таблица 1. Перечень работ при капитальном ремонте сушильного барабана
|
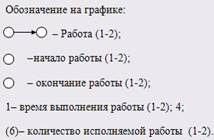
Номер и наименование ремонтной работы | Трудо ёмкость, ч/час | Кол-во исполнителей | Время выпол нения, часы | Услов -ное обозначение | |||||
|
Чистка, мойка, дефектовка корпуса барабана, пересыпных полочек, бандажей и роликоопор | 6 | 6 | 1 | 1-2 | |||||
|
Ремонт корпуса барабана, пересыпных полочек, бандажей и роликоопор | 120 | 6 | 20 | 2-3 | |||||
|
Демонтаж привода и системы смазки | 6 | 6 | 1 | 3-4 | |||||
|
Демонтаж уплотнений барабана | 9 | 3 | 3 | 4-5 | |||||
|
Демонтаж барабана | 6 | 6 | 1 | 5-6 | |||||
|
Демонтаж роликоопор | 6 | 6 | 1 | 6-7 | |||||
|
Чистка,мойка,дефектовка фундаментных плит | 1 | 1 | 1 | 7-8 | |||||
|
Ремонт фундаментных плит | 28 | 4 | 7 | 8-9 | |||||
| Установка роликоопор | 12 | 6 | 2 | 9-10 |
|
|||||
| Установка барабана | 6 | 6 | 1 | 10-11 |
|
|||||
| Установка уплотнений | 4 | 4 | 1 | 11-12 |
|
|||||
| Установка привода и системы смазки | 18 | 6 | 3 | 12-13 |
|
|||||
| Обкатка и испытание машины, пуск в эксплуатацию | 48 | 1 | 48 | 13-14 |
|
|||||
| Разборка привода и системы смазки на детали, их чистка, мойка, дефектовка | 12 | 6 | 2 | 4-15 |
|
|||||
| Ремонт деталей привода и системы смазки | 48 | 6 | 8 | 15-16 |
|
|||||
| Сборка привода и системы смазки | 18 | 6 | 3 | 16-12 |
|
|||||
| Чистка, разборка, мойка, дефектовка уплотнений | 4 | 4 | 1 | 5-17 |
|
|||||
| Ремонт уплотнений | 6 | 6 | 1 | 17-11 |
|
|||||
| Чистка, мойка, дефектовка и разборка роликоопор барабана | 18 | 6 | 3 | 7-18 |
|
|||||
| Ремонт роликоопор | 48 | 6 | 8 | 18-19 |
|
|||||
| Сборка роликоопор | 18 | 6 | 3 | 19-9 |
|
|||||
| Итoго: | 444 |
|
||||||||
Строим сетевой график по данным таблицы 1. Выписываем из сетевого графика капитального ремонта сушильного барабана все возможные пути ремонта машины:
1 путь – L1 - (1-2) - (2-3) - (3-4) - (4-5) - (5-6) - (6-7) - (7-8) - (8-9) - (9-10) - (10-11) - (11-12) - (12-13) - (13-14);
2 путь - L2 - (1-2) - (2-3) - (3-4) - (4-15) -(15-16) - (16-12) - (12-13) - (13-14);
3 путь - L3 - (1-2) - (2-3) - (3-4) - (4-5) - (5-6) - (6-7) - (7-18) - (18-19) - (19-9) - (9-10) - (10-11) - (11-12) - (12-13) - (13-14);
4 путь - L4 - (1-2) - (2-3) -- (3-4) - (4-5) - (5-17) - (17-11) - (11-12) - (12-13) - (13-14);
Определяем время простоя (ротора) сушильного барабана на каждом из путей:
t{L1) =1+20 +1+1+1+1+1+7+2+1+1+6+ 48 -91ч;
t (L2) = 1 + 20 + 1 + 2 + 8 + 3 + 6 + 48 = 89 ч;
t(L3) =1+20 +1 + 1 + 1 + 1+3 + 8 + 3 + 2+1 + 1+6 + 48 = 97 ч;
t (L4) = 1 + 20 + 1 +-1 + 1 + 1 + 1 + 6 + 48 = 80 ч;
Путь (L 3) является критическим, т. к. он имеет наибольшее время и его время принимаем за расчётное: t (L3) = tnp = 97 ч.
2.3 Расчёт трудоёмкости ремонтных работ
Определяем фактическую трудоёмкость слесарных и сварочных работ при выполнении одного капитального ремонта

где Тк - полная нормативная трудоёмкость одного капитального ремонта Тк = 800чел.ч. (Л-4) - С. 184.
nразб , nсб , ncв - процент трудоёмкости соответственно разборочных, сборочных и сварочнах работ от полной; nразб = 14%, nсб = 16%, ncв = 12%.
К1 - коэффициент, учитывающий срок эксплуатации машины; принимаем К1 =1,1;
К2 - коэффициент, учитывающий место проведения ремонта; принимаем К1 = 1,2 - при ремонте вне помещения;
К3 - коэффициент, учитывающий температуру среды; принимаем К1 =1. (Л - 4) - С. 19, табл.1.
Tсл = 0,01 ×960×(14+ 16) × 1,1× 1,2 × 1 =317чел.ч.;
Tсв = 0,01 × 800 ×12 × 1,1 × 1,2 × 1= 127 чел.ч.
Определяем суммарную трудоёмкость слесарных и сварочных работ по формуле:
Tсум. = Tсл + Tсв = 317 + 127 = 444 чел.ч.
2.4 Расчёт потребности рабочих для выполнения капитального ремонта
Определяем время простоя машины в сутках:
tnp = tnp / 8 × n см
где п см - сменность работы ремонтных бригад; принимаем п см = 3;
tпр = 97/ 8 × 3 = 4 сут.
Определяем фонд времени одного слесаря и сварщика за весь период ремонта:
Фсл = Фсв = 8 × tnp = 8 × 4 = 32 ч
Определяем количество слесарей и сварщиков:
mp.cл. = Тcл/Фсл; mр.св. = Тсв/Фсв;
mр.сл. = 317/32 = 10,4;
принимаем тр.сл. = 10 чел.; тр.св. = 127/30,6 = 4 чел. Определяем состав бригад:
1-ая бригада - 4 слесаря и 2 cварщика;
2-ая бригада - 3 слесаря и 1 сварщик;
3-ая бригада - 3 слесаря и 1 сварщик.
2.5 Подбор ремонтного оборудования
Для успешного проведения капитального ремонта сушильного барабана важно обеспечить его необходимым ремонтным оборудованием. Его подбор производится ниже.
Для демонтажа и установки деталей, узлов и агрегатов и их перемещения при разборке и сборке сушильного барабана будет использоваться. Стреловой кран на пневмоколёсном ходу, грузоподъёмностью 250 КН и гидродомкраты грузоподъёмностью 1000КН. Для их зацепки будут использоваться грузозахваточные приспособления, соответствующие их весу.
Для выполнения электросварочных работ двумя сварщиками в каждой бригаде выбираем два сварочных аппарата: один - переменного тока марки СТАН 700, а другой - постоянного тока - ПСО-300. Для выполнения газорезательных работ для каждой бригады подбираем:
1) один комплект газорезательной аппаратуры;
2) баллоны для кислорода и пропан-бутана - по мере потребности;
3) тележку для перевозки газовых баллонов - одну на все бригады.
Для ограждения места проведения электросварочных работ подбираем два переносных щита. Для мойки деталей будет использоваться моечная ванна ОМ-13-16. Для хранения ветоши будет использоваться герметичный металлический ящик, разделённый вертикальной перегородкой на два отсека - для свежей и
Использованной ветоши. Для хранения мелких деталей, снятых с машины и новых, будут использоваться два металлических стеллажа. Для установки на ремонтной площадке снятых с машины роликоопор будут выкладывать клетки из деревянных шпал. В соответствии с Правилами пожарной безопасности на ремонтной площадке будет установлен пожарный щит, оборудованный пожарным инвентарем, и ящик для песка. Для разборки узлов и агрегатов сушильного барабана будут использоваться гидродомкраты и съёмники. Для зачистки сварочных швов и заусениц (задиров) на деталях будет использоваться ручная переносная электрошлифовальная машинка. Для сверления отверстий в деталях будет использоваться электродрель.
2.6 Работа по подготовке капитального ремонта машины
Успешное выполнение капитального ремонта сушильного барабана в значительной мере зависит от его подготовки. Работы по подготовке включают:
– Составление ведомостей дефектов его узлов. Их составляют при остановках сушильного барабана на текущие ремонты и технические обслуживания (ТО).
– Определение объёма и номенклатуры работ по предстоящему капитальному ремонту на основе данных ведомостей дефектов.
– Составление сметы затрат на предстоящий капитальный ремонт, разработка технологических карт на ремонт и восстановление неисправных деталей и узлов, которые будут заменены во время ремонта, их чертежей.
– Изготовление или приобретение материалов и запасных частей, которые потребуются для капитального ремонта. После изготовления или приобретения они должны пройти технический контроль качества, доставлены на ремонтную площадку и подготовлены к хранению до начала ремонта.
– Подготовку ремонтной площадки, при которой с неё удаляют все посторонние предметы, ограждают. Подводят сжатый воздух и воду, оборудуют посты для подключения ремонтного оборудования.
– Доставку на ремонтную площадку ремонтного оборудования, его установку, осмотр, подключение и проверку в работе.
– Создание ремонтных бригад из рабочих РМЦ и их инструктаж по технике безопасности при выполнении ремонтных работ, по пожарной безопасности и по технологии ремонтных работ.
– Разработку графика проведения капитального ремонта.
Непосредственно перед остановкой на капитальный ремонт сушильный барабан должен быть очищен снаружи и изнутри от остатков материала, грязи и масла и отключён от электрической сети.
2.7 Сдача машины в ремонт
В капитальный ремонт сушильный барабан сдается в соответствии с годовым и месячным графиками ремонтов и ТО оборудования начальником цеха-владельца. Принимает его в ремонт комиссия под председательством главного инженера и главного энергетика, представителя отдела техники безопасности, механика цеха и руководителя капитального ремонта. Комиссия проверяет, как подготовлен ремонт, осматривает сушильный барабан, и, при удовлетворительных результатах, – принимает его в ремонт. Приёмка оформляется актом установленной СТОиР формы, который подписывают все члены комиссии. Если же комиссия обнаружит какие-либо недостатки в подготовке ремонта, она переносит срок приёмки и выдаёт предписание ответственным за подготовку (главный механик) на устранение выявленных недостатков.
2.8 Приёмка машины из ремонта и сдача в эксплуатацию
Из ремонта сушильный барабан принимается после обкатки и испытания той же комиссией, которая принимала его в ремонт. Комиссия знакомится с актом обкатки и испытания, осматривает машину, оценивает качество ремонта и сборки и принимает сушильный барабан в эксплуатацию при удовлетворительной оценке качества ремонта. Приёмка оформляется актом, подписываемым всеми членами комиссии. Если же при приёмке будут обнаружены какие-либо недостатки, комиссия устанавливает новую дату приёмки.
3. Технологическая часть
3.1 Чистка, мойка машины, её деталей, узлов и агрегатов
Чистка и мойка сушильного барабана снаружи и внутри его корпуса выполняется обслуживающим его технологическим персоналом при подготовке к ремонту. Для этого используются ломы, лопаты, металлические скребки и щётки, ветошь, вода под давлением и сжатый воздух из резиновых шлангов. В процессе ремонта сушильного барабана чистка и мойка агрегатов, узлов и деталей производится в несколько стадий: после снятия их с машины, разборки агрегатов на узлы и узлов -на детали. Это делается с целью провести их качественную дефектовку и ремонт, т. к. грязь, ржавчина и смазка затрудняют проведение таких работ. С крупных деталей и узлов сушильного барабана (роликоопор, их рам, корпуса, барабана, бандажей, корпусов подшипников) вначале лопатами, ломиками, скребками удаляют грязь, затем обдувают сжатым воздухом. Относительно небольшие детали и узлы моют в моечной ванне, установленной на ремонтной площадке, в керосине или дизельном топливе и моющих растворах вручную с применением ветоши. Ржавчину удаляют растворами 25% соляной кислоты с добавлением 1% цинка, выдерживая в течение 2-3 часов, нагар удаляют выдержкой деталей в ванне с раствором кальцинированной и каустической соды, мыла при температуре 80-90°С, после чего промывают сначала в холодной, а затем в горячей воде или обработкой стальными щётками, шаберами.
3.2 Технология разборки машины, применяемое оборудование и инструменты
Для разборки сушильного барабана используется кран-стреловой, грузоподъёмностью 25 тс, гидродомкраты грузоподъёмностью 100 тс, переносные инвентарные леса Q - 5тс, винтовые съёмники и, для разборки снятых узлов - оборудование ремонтно-механического цеха предприятия. Разбирают его в следующем порядке: система подачи и сжигания топлива - электродвигатель - редуктор - ограждения - подвенцовая шестерня и венцовая шестерня,- уплотнения корпуса барабана - корпус барабана - роликоопоры. Рамы роликоопор ремонтируют на месте установки.
У венцовой шестерни вначале разбирают болтовые соединения крепления верхней половины к корпусу и ко второй половине (для этого перед разборкой барабан приводом поворачивают так, чтобы плоскость её разъёма была горизонтальной), затем верхнюю половину снимают и укладывают на шпальные клетки на ремонтной площадке. Затем наматывают на корпус канаты лебёдок, закрепив их концы на корпусе, поворачивают его на 180°. И так же снимают вторую половину. Корпус барабана снимают так: под него устанавливают четыре гидродомкрата, на них укладывают два заранее изготовленных стальных пояса, домкратами поднимают его на высоту 150-200 мм, под пояса укладывают клетки из деревянных брусьев и на них опускают пояса.
Роликоопоры вначале отсоединяют от рамы, разбирают их регулировочные устройства и лебёдками или домкратами корпуса их подшипников перемещают от оси барабана по направляющим рамы и затем снимают с неё.
3.3 Дефектовка деталей и узлов, применяемые инструменты
Дефектовкой деталей называется установление их технического состояния. Дляэтого применяются осмотры и измерения инструментами.
Корпус барабана может иметь следующие дефекты:
Износ внутренней поверхности, трещины. Для определения износа к стенке барабана параллельно оси прикладывают поверочную линейку и измерительной линейкой измеряют зазоры между их поверхностями. Отдельные участки корпуса,имеющие износы стенок свыше 20% их толщины, выбраковываются. Трещины определяются визуально. Детали ячейковых теплообменников и пересыпных полок внутри барабана могут иметь износы,изгиб и скручивание, определяемые визуально или измерением их толщины штангенциркулями, линейками.
Бандажи могут иметь износ в виде раскатки и шелушения поверхностей катания, задиры и трещины. Величину износов определяют измерением их толщины линейками и диаметров в 3-х сечениях (по краям и посредине), для чего рулетку обматывают вокруг бандажа и измеряют длину окружности. Длину окружностей можно измерить во время работы барабана прикладыванием калиброванных роликов к поверхности катания. Шелушение определяется визуально. Задиры и трещины определяются визуально. Бандажи выбраковываются при износе свыше 20%.
Опорные и упорные ролики могут иметь износ опорной поверхности, в результате чего появляется овальность и конусность, задиры и трещины. Износ их определяется измерением диаметров 3-х сечениях рулеткой, вычисляется овальность и конусность. Ролики выбраковываются при трещинах глубиной более 20% толщины кольца и уменьшении его из-за износа так же на 20%.
У венцовой и подвенцовой шестерён происходит износ, выкрашивание и поломка зубьев, и задиры на их поверхностях, образовавшие трещин: на ободе. Износ зубьев определяется измерением штангензубодером или шаблоном и набором щупов их толщины. При износе зубьев свыше 30%, выкрашивании и поломке шестерни подлежат выбраковке. Шестерни редуктора имеют такие же неисправности.
Посадочные поверхности подвенцовой шестерни, роликов, шестерён редуктора, муфт могут иметь износ, задиры, овальность и конусность, трещины на ступицах.
Износ определяется измерением их диаметров нутромером, остальные дефекты - визуально. Выбраковывают при износах, свыше допустимых, и сквозных трещинах. Шпоночные пазы могут иметь износ в виде смятия боковых поверхностей, который измеряется шаблонами и набором щупов.
Подшипники качения могут иметь износ в виде раковин поверхностей колец, тел качения/трещин, разрушение, смятие, трещины и разрушение сепараторов. Смятие, трещины определяются визуально, а износы - измерением индикаторами часового типа биения наружных колец относительно внутренних в приспособлениях. При износах, свыше допустимых (определяются по таблицам), трещинах и поломках подшипники выбраковываются.
Рамы роликоопор могут иметь коррозию, изгиб и скручивание отдельных элементов. Трещины и поломку. Изгиб и скручивание определяется измерением зазоров измерительной линейкой, между поверхностями элементов и прикладываемой к ним поверочной линейки, остальные дефекты - визуально.
Вал приводной, валы редукторов и оси роликов могут иметь следующие неисправности:
1) износ рабочих поверхностей шеек, задиры, износ стенок шпоночных пазов, задиры на них, износ шлице;
2) износ резьбовых поверхностей, смятие и срыв ниток резьбы;
3) скручивание шеек, изгиб осей.
Для определения износа шеек микрометром измеряют их диаметры в 3-х сечениях (на расстоянии 5 мм от концов и посредине) в вертикальной и горизонтальной плоскостях, подсчитывают овальность и конусность и сравнивают с допустимыми, определяемыми по справочным таблицам.
Износ боковых стенок шпоночных пазов в виде смятия определяют, измеряя штангенциркулем их ширину и сравнивая с чертёжными размерами, или с помощью шаблонов и наборов щупов. Износ шлицев измеряют шаблонами и набором щупов. Задиры определяют визуально при осмотре.
Износ резьб определяют, проверяя их резьбовыми калибрами, а срыв ниток - визуально.
Изгиб валов определяют измерением индикаторами часового типа. Для этого вал закрепляют в центрах токарного станка или укладывают шейки на призмы, установленные на поверочной плите. Индикатор закрепляют в штативе, который устанавливают на направляющие токарного станка или поверочную плиту.
Измерительный стержень индикатора подводят к валу, устанавливают стрелку индикатора на ноль поворотом шкалы и, поворачивая вал на 90°, 180°, 270° и 360°, записывают показания индикатора. Наибольшее из них будет равно величине изгиба вала.
Скручивание шеек определяют, устанавливая шпоночные пазы горизонтально и измеряя высотное положение их концов штангенрейсмусом.
3.4 Технология ремонта и восстановления деталей
Ремонт сушильного барабана начинается с измерения отклонений оси его корпуса (излома), при условии, что роликоопоры не требуют замены. Измерения производятся нивелиром; и по их результатам производится регулировка положения роликов относительно оси корпуса барабана.
При дефектах участков корпуса барабана и бандажей, вызывающих выбраковку, их заменяют. Для этого мелом наносятся окружности, по которым будет разрезаться корпус и удаляемый участок (его стропят и стропы навешивают на крюк крана), барабан газовыми горелками разрезают по окружностям и повреждённый участок удаляют, а на его место устанавливают заранее изготовленный новый и после центровки с осью барабана, электросваркой прихватывают к оставшимся частям корпуса, убирают подставки и, поворачивая корпус приводом, приваривают к ним сварочной проволокой, используя сварочные автоматы. Трещины, не вызывающие выбраковку корпуса барабана, засверливают по концам сверлом 2-5 мм, снимают фаски и заваривают качественным электродом, или на неё накладывают стальную заплату и приваривают к корпусу. Детали ячейковых теплообменников и пересыпные полки при износах, изгибе и скручивании, превышающих допустимые, срезают газовой горелкой и приваривают электросваркой новые. Износы бандажей и роликов при первых ремонтах устраняют чистовой обточкой. Для этого переносные токарные приспособления закрепляют на раме и опорах роликов и, используя привод для вращения, обтачивают ролики и бандажи под ремонтные размеры, после чего проверяют и регулируют положение роликов. Трещины у роликов и бандажей при глубине, меньше 20% их толщины заваривают так же, как у корпуса барабана.
При первых ремонтах сушильного барабана при износах зубьев венцовой и подвенцовой шестерён и зубчатых колёс редукторов, имеющих ось симметрии, не превышающих 30%, их поворачивают на валах на 180°. При износах свыше 30% и других дефектах - заменяют.
Неглубокие задиры (менее 0,5 мм) рабочих поверхностей зубьев, бандажей, роликов, шеек валов зачищают бархатными напильниками, шлифовальными шкурками, а глубокие - заплавляют сваркой и зачищают шлифовальным кругом. При износе посадочных поверхностей подвенцовой шестерни, зубчатых колёс редукторов, роликов, муфт их наплавляют ручным способом электронаплавки электродами, по составу близкими к сталям этих деталей, отжигают, растачивают на токарных станках и шлифуют на внутришлифовальных станках. При износах шпоночных пазов их заплавляют, зачищают шлифовальным кругом и нарезают новый паз против заплавленного.
Изношенные шейки валов наплавляют сварочной проводкой полуавтоматами в среде защитных газов или ручной электронаплавкой качественными электродами и после отжига обтачивают и шлифуют, на токарных и шлифовочных станках. Резьбовые шейки протачивают и нарезают резьбу номинального размера. Изогнутые валы и оси правят под прессом, предварительно нагрева их до 600°-700°С. При скручивании валов свыше допустимого, их выбраковывают. Задиры на шейках зачищаются "бархатными" напильниками и наждачной шкуркой. Подшипники качения при предельно не допустимых неисправностях не восстанавливаются.
Неисправные элементы при деформациях, свыше допустимых, правят с нагревом или срезают газовой горелкой и приваривают заранее подготовленные. Трещины -завариваются электросваркой.
Для качественного проведения капитального ремонта сушильного барабана необходимо применять ведомости дефектов его узлов, технологические карты ремонта и восстановления деталей, "ремонтные" чертежи.
3.5 Сборка, обкатка и испытание машины
Сборка сушильного барабана производится в порядке, обратном разборке (см. п. 4.2.), и применяется так же оборудование. Отремонтированные детали роликоопор, привода собираются вначале в сборочные единицы, а единицы - в агрегаты (редуктор). Устанавливаются они по отвесам, опущенным с горизонтальных струн. Роликоопоры устанавливают на рамы, совмещая отметки на корпусах подшипников с отвесами, после чего рулеткой измеряют расстояние между осями и отклонение от параллельности. Затем на ролики устанавливают стальной клин с углом в 3°, а на него - уровень и измеряют отклонения углов наклона роликов от угла наклона барабана (3°) и регулируют их положение постановкой металлических подкладок под корпуса подшипников. После регулировки корпуса подшипников крепят к раме. Корпус сушильного барабана вместе с временными опорами приподнимают гидродомкратами, убирают деревянные клетки и бандажами устанавливают на роликоопоры и измеряют и регулируют положение его относительно оси вращения смещением корпусов подшипников роликов на рамах. Затем устанавливают уплотнения концов и привод. Сборка привода начинается с установки одной из половин венцовой шестерни сверху на пакеты пластин, центрируют её относительно оси корпуса барабана, после чего болтами подсоединяют к корпусу. Затем с помощью лебёдок и крана поворачивают корпус барабана на 180° и аналогично устанавливают и крепят вторую половину шестерни и соединяют их между собой болтами. После этого, поворачивая корпус лебёдками через 90° на полный оборот, индикаторами измеряют и регулируют биение шестерни относительно оси вращения (оно не должно превышать 1мм). Подвенцовую шестерню предварительно устанавливают на плиту фундаментную по отвесам, совмещая отметки на корпусах подшипников с отвесами, измеряют боковой (он должен быть не более 0,5 мм) и радиальный (0,25 мм) зазоры, регулируют их смещением корпусов подшипников подвенцовой шестерни. Затем временно закрепляют корпуса подшипников, смазывают несколько зубьев краской и лебёдкой поворачивают барабан. На поверхности зубьев венцовой шестерни остаются отпечатки, по которым судят о правильности зацепления и проводят точную регулировку положения подвенцовой шестерни относительно венцовой. Редуктор предварительно устанавливают на раму, его ведомый вал центрируют с валом подвенцовой шестерни постановкой металлических прокладок под опорную поверхность и перемещением по раме, после чего закрепляют и центрируют вал электродвигателя по ведущему валу. Устанавливают ограждения привода, роликоопор, заполняют смазкой подшипники, редуктор и производят обкатку сушильного барабана. При сборке сушильного барабана используются технологические карты сборки сборочных единиц и машины в целом, технические условия (ТУ) на сборку, паспорт машины. Обкатка сушильного барабана делается с целью приработки его подвижных сопрягаемых деталей (роликоопор, привода), а испытание - для определения качества его ремонта. Режимы обкатки и испытания определяются заводом-изготовителем. Производится опытным слесарем- ремонтником (обычно - бригадиром ремонтной бригады) и обслуживающим его машинистом под непосредственным руководством руководителя ремонта. Перед обкаткой машина тщательно осматривается, все её точки смазки заполняются смазкой, включается электродвигатель, и машина работает 5-6 часов вхолостую. Перед пуском с использованием рычага проворачивают муфту, соединяющую электродвигатель с редуктором и убеждаются, что барабан проворачивается легко и плавно. Во время обкатки следят за правильностью взаимодействия всех деталей и узлов, отсутствием шумов, стуков и вибрации, не характерных для нормальной его работы, за нагревом подшипников (не должен превышать 65°С). При их появлении барабан должен быть немедленно остановлен, выявлены и устранены причины. Если устранение неполадок связано с заменой трущихся деталей, то обкатка повторяется с самого начала. По её окончании барабан осматривается, во всех точках смазки заменяется смазка, и производят его испытание. Для этого разжигается топка, включается дымосос и привод барабана и производится постепенный прогрев его внутренних частей до рабочей температуры. По окончании прогрева включается питатель и подаётся материал на сушку. Подача производится дозировано и ступенчато: вначале — на четверть производительности, затем - на половину, 3/4, и на последней стадии – на проектную. На каждой стадии сушильный барабан работает 1,5-2 часа. Если на последней стадии машина отвечает всем предъявляемым требованиям (производительность, технологические параметры высушенного материала, расход электроэнергии, смазки), испытание заканчивается и составляется акт установленной формы, подписываемый участниками обкатки и испытания. Во время испытания выполняют все работы, производимые при обкатке, и кроме того:
1) по приборам следят за температурой, степенью разряжения в различных зонах внутри корпуса и при необходимости регулируют их, изменяя количество сжигаемого топлива, воздуха в горючей смеси и прикрывая или приоткрывая шибер дымососа;
2) следят за тем, чтобы на каждой стадии материал подавался равномерно и в него не попадали посторонние предметы.
4. Охрана труда и противопожарная защита
4.1 Основные правила техники безопасности при подготовке и проведении капитального ремонта машины
Создание безопасных условий работы ремонтников при подготовке и проведении капитального ремонта машины обеспечиваются выполнением изложенных ниже мероприятий правил техники безопасности.
Все рабочие должны пройти общий инструктаж по технике безопасности и перед выполнением каждой ремонтной работы (операции) - непосредственно на рабочем месте.
Перед использованием ремонтного оборудования и переносного механизированного инструмента оно должно быть осмотрено и определена его исправность. При осмотре необходимо обращать особое внимание на состояние изоляции проводов, наличие и состояние заземления, ограждений, надёжность и исправность крепёжных узлов и их затяжку. Пользоваться неисправным оборудованием и инструментом категорически запрещается. Перед началом работы необходимо проверить его работу "вхолостую".
Для разборки и сборки сушильного барабана будет применяться кран грузоподъёмностью 25О КН (пневмоколёсный) .К его управлению допускаются лица, прошедшие обучение, сдавшие экзамены и имеющие удостоверение на право управления. Зацеплять детали, материалы и другие грузы имеют право рабочие, прошедшие обучение и сдавшие экзамены и имеющие удостоверение стропальщика. Используемые чалочные и грузозахватные приспособления и тара должны иметь прикреплённую к ним бирку, на которой указывается инвентарный номер, дата испытания, грузоподъёмность. Перед применением их необходимо осмотреть и установить исправность. Запрещается поднимать заваленные чем-либо грузы и грузы, вес которых неизвестен, а также откручивать болты крепления детали или узлы, находясь под ними.
Сварщики должны работать в брезентовом костюме и обуви, а для защиты глаз от электрической дуги и пламени горелки – использовать очки и маски со светозащитными стеклами. Перед началом работы необходимо осмотреть сварочный трансформатор и провода. Они должны иметь надёжную изоляцию: отдельные куски проводов должны соединяться болтами с гайками, устанавливаемые в отверстия клемм, а место соединения - изолировано. Заземляющий провод к детали должен подсоединяться быстросъёмной резьбовой струбциной. Место сварки должно ограждаться переносными щитами для защиты вблизи работающих от ослепления сварочной дугой. При сварке и резке металла и при выполнении других работ внутри корпуса барабана работу должны выполнять не менее двух рабочих, один из которых выполняет роль страхующего. Кроме того, должна быть обеспечена надёжная вентиляция внутри корпуса, и использоваться диэлектрические коврики, галоши и перчатки, а для освещения - переносные лампы напряжением не выше 12 В. Газосварочное оборудование (горелки, редукторы, баллоны) перед употреблением должны осматриваться и устанавливаться их исправность. На штуцерах резиновые шланги должны крепиться стальными хомутами, стягиваемыми болтами с гайками. Для подсоединения шлангов к редуктору, а редуктора - к баллонам необходимо пользоваться гаечными ключами из цветных сплавов. Баллоны с газами должны перевозиться на специально оборудованной тележке и располагаться не ближе 10 м от открытого огня и 5 м - от закрытых нагревательных приборов. Необходимо не допускать попадания горюче-смазочных материалов на штуцера горелок, редукторов, баллонов и шлангов, т.к. это может привести к взрыву при подаче газов.
4.2 Основные правила противопожарной защиты при капитальном ремонте машины
Пожарная безопасность ремонтного персонала обеспечивается строгим соблюдением и выполнением изложенных ниже мероприятий и правил. Все участвующие в ремонте рабочие должны пройти инструктаж по пожарной безопасности перед началом работы. При этом им должны быть указаны места, опасные в пожарном отношении, возможные источники возникновения пожара (горюче-смазочные и моющие материалы которые могут воспламениться от электрической дуги, пламени горелки, брызг расплавленного металла и шлака, изоляции электропроводов от короткого замыкания). Каждый, участвующий в ремонте, должен знать, как и что делать при возникновении пожара, как выйти из помещения при необходимости. На ремонтной площадке должны находиться средства пожаротушения (пожарный щит с инвентарём, песок в стальном ящике, брезентовые полости, водяные рукава и гидранты для их подключения).
При возникновении пожара очаг возгорания необходимо потушить, используя воду, песок и полости, огнетушители. При возгорании изоляции электропроводов необходимо их отключить и только после этого тушить сухим песком, порошковыми огнетушителями и накрывать брезентовой полостью. Применять для этого пенные огнетушители, воду, а также сырой песок категорически запрещается. Если потушить очаг не удаётся, необходимо удалить всех людей из помещения в безопасное место и вызвать пожарную команду.
4.3 Охрана окружающей среды при капитальном ремонте машины
Основными загрязнителями атмосферного воздуха рабочей зоны при проведении капитального ремонта сушильного барабана являются газы, выделяющиеся при резке и сварке металлов, и топочные газы с пылью при их удалении. Поэтому место сварки должно оборудоваться приточно-вытяжной вентиляцией, а топочные газы перед выбросом в атмосферу - очищаться от пыли в циклонах и электрофильтрах. Промышленная вода на ремонтной площадке может загрязняться от попадания в неё горюче-смазочных и моющих материалов. Поэтому необходимо эти материалы хранить в герметичной таре в установленных местах. Категорически запрещается сливать их остатки в канализацию помещения, а при проливах - удалять, используя древесные опилки и ветошь. Ветошь, новая и использованная, должна отдельно храниться в металлических закрытых ящиках.
5. Специальная часть
5.1 Схема, устройство и работа машины
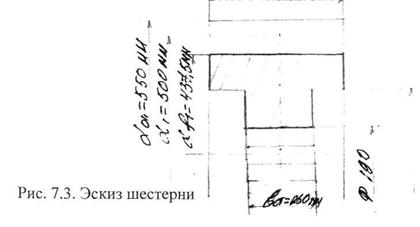
На ОАО "Красносельскстройматериалы" для сушки гранулированного шлака применяется прямоточный сушильный барабан. У которого направление движения высушиваемого материала (гранулированного шлака) совпадают с направлением движения топочных газов внутри барабана. Сушильный барабан состоит из следующих основных частей (см. рис. 7.1):
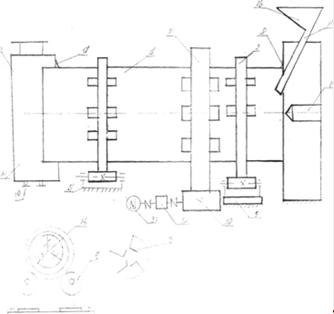
Рис. 5.1 Схема сушильного барабана: 1 - корпус, 2 - бандаж (2 шт); 3 -пересыпные полки, 4 - рама, 5 - роликоопора, 6 - пылевая камера, 7 - уплотнение; 8 - уплотнение, 9 - ролик упорный (2 шт), 10 - венец зубчатый, 11 - шестерня подвенцовая, 14 - кожух, 15 - топка, 16 - бункер. 17 - труба загрузочная, 18 -горелка, 19 - патрубок (2шт), 32 - редуктор, 33 - электродвигатель.
Корпус барабана 1 сварен из отдельных обегаек из листовой стали 09ГС2. Внутри для увеличения теплоотдачи между материалом и топочными газами на отдельных его участках установлены стальные решетки из листовой стали, а на остальных - пересыпные полки 3 приварены к корпусу. При движении материала внутри корпуса его куски захватываются полками 3. поднимаются ими на некоторую высоту и ссыпаются с них, оказываясь в потоке горячих газов. Снаружи на корпус надеты два бандажа 2, которыми он опирается на две роликоопоры. Они представляют массивные стальные цилиндрические кольца, свариваемые из двух половин при монтаже сушильного барабана. Между внутренней поверхностью бандажей 2 и наружной корпуса установлены пакеты стальных пластин, приваренных к корпусу, на которые опираются бандажи. В холодном состоянии между пакетами пластин и бандажами имеются зазоры, которые переходят в натяги в процессе работы из-за нагрева и расширения корпуса барабана. Роликоопоры состоят (см. черт. ДПМА 02 01 00 00 00 80): из пары стальных роликов, напрессованных на оси, на концы которых надеты сферические двухрядные шарикоподшипники, установленные в стальных разъёмных корпусах. Корпуса подшипников установлены на рамах 4 с направляющими, по которым они могут перемещаться с помощью винтовых регулировочных устройств 13, сближаясь друг к другу или отдаляясь, и крепятся к ним болтами. Таким образом производится регулировка положения роликоопор относительно оси корпуса барабана. Барабан 1 установлен под углом 3° к горизонту для того, чтобы обеспечить движение материала внутри него. Во время работы он может смещаться вдоль оси под действием веса, поэтому для предотвращения схода бандажей с роликов роликоопор 5 установлены у нижнего бандажа два упорных ролика 9,11, состоящие из роликов, установленных в роликовых радиально-упорных подшипниках, надетых на неподвижные оси. Верхняя часть корпуса барабана 1 входит в проём в стенке топки 15 для сжигания топлива, а нижняя - в пылевую камеру 6. Пылевая камера 6 имеет патрубки, к которым подсоединяются газоходы для удаления газов из корпуса в пылеосадительные установки для о чистки их от пыли перед выбросом в атмосферу. Для недопущения попадания наружного воздуха внутрь корпуса 1 на его концах установлены уплотнения 7 и 8. Вращается барабан от привода, состоящего из электродвигателя 33, редуктора 32,подвенцовой шестерни 11 и зубчатого венца 10. Устройство и установка подвенцовой шестерни аналогичны устройству роликоопор. Корпуса подшипников подвенцовой шестерни 11 крепятся болтами к неподвижной раме 4. Зубчатый венец 10 состоит из двух половин, скрепляемых болтами. Устанавливается он на приваренных к барабану пакетах пластин и крепится к ним болтами. Сверху венец 10 и подвенцовые шестерни 9, 11 укрыты кожухом 14 для защиты от попадания пыли и в целях обеспечения безопасности обслуживающего персонала. Подача материала из бункера 16 производится через топку, поэтому сушка материала начинается, как только он попадает в нее. Топливо (природный газ) сжигается в горелке 18, куда оно подаётся вместе с воздухом и, смешиваясь, образуют горючую смесь. Газы, образующиеся при сгорании горючей смеси, из горелки попадают внутрь корпуса барабана 1, и, двигаясь по нему под действием разражения, создаваемого дымососом пылеулавливающей установки, отдают тепло непосредственно материалу, стенкам корпуса барабана 1, решётке, пересыпным полкам 3 (а те - материалу), охлаждаются и через патрубки 19 отводятся в пылеулавливающую установку. Работает сушильный барабан следующим образом. Материал (шлак), загружаемый в бункер 25 ленточным питателем, непрерывно поступает по трубе 26 внутрь корпуса барабана 1, проходит по нему и через патрубки 19 пылевой камеры выгружается на ленту ленточного конвейера, который уносит его на дальнейшую обработку.
5.2 Расчёт основных параметров машины
Исходные данные:
1) наружный диаметр барабана - Дб = 2800 мм = 2,8 м; внутренний Дб = 2760 мм = 2,76 м; длина барабана Lб = 20 м;
2) высушиваемый материал - гранулированный шлак плотностью ρ = 700 кг/м3;
3) влажность материала - начальная Wн = 22%, конечная Wк = 3%;
4) частота вращения барабана пб = 4,2 мин 1. Расчёт производим используя (Л - 1) - С. 163, 164.
5) наклон оси барабана к горизонту, %;ί= %.
Определяем время сушки порции материала:
где β - коэффициент заполнения корпуса барабана материалом, β = 0,1...0,25; принимаем β = 0,2; А - паросъём, кг/(м3/ч); А = 45÷ 65 кг/(м3/ч); принимаем А = 55 кг/(м3/ч);

Определяем производительность сушильного барабана, как транспортирующего механизма:
Пм = А0 × v ×Кз ×ρ
где А0 - площадь внутреннего сечения корпуса барабана, м2;
v - скорость перемещения материала внутри барабана вдоль его оси, м/с;
![]()
Кз - коэффициент заполнения материалом объёма барабана; Кз = 0,1;
Пм = 6 × 0,018 ×0,1× 700 = 7,56 кг/с = 27,2 т/ч
Определяем внутренний объём корпуса барабана:
Voб = А0 × L = 6 × 20 = 120 м2
Определяем производительность сушильного барабана по выходу влаги:
Пw = Пм [Wн : (100 - Wн) - Wk : (100 - Wk)] = [(14-2): (100-14) - 2 : (100 - 2)] x 7,56 = 0,9 кг/с
Определяем требуемый объём сушильного барабана, как сушильного агрегата:
Размеры сушильного барабана обеспечивают его работу как теплового агрегата, т. к.
![]()
5.3 Расчёт мощности, подбор электродвигателя и кинематический и силовой расчёт привода
Определяем вес вращающихся частей сушильного барабана:
Gвр = Gб + Gm
где Gб - вес барабана в сборе; Gб= 166 КН (заводские данные); Gm - вес материала, находящегося в корпусе барабана, КН;
Gm = V б ×K3×ρ× g=120×0,l × 0,7×9,81 = 82,4 КН;
Gвр = 166+ 82 = 248 КН.
5.3.1 Построение кинемической схемы
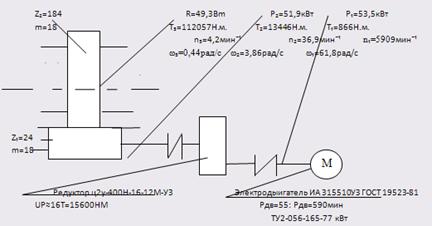
Рис.5.2. Кинематическая схема сушильного барабана
5.3.2 Кинематический и силовой расчёт привода
Определяем мощность, затрачиваемую на подъём материала барабаном при сушке по формуле:
Р1 = 1,95 R30б× L×ωб, кВт
где ωб - угловая скорость вращения барабана, рад/с
![]()
R б - внутренний радиус барабана, м;
R0б =Д0б/2 = 2,76/2 = 1,38 м
Р1 = 1,95 × 1,383 × 20 × 0,21 = 21,5 кВт.
Определяем мощность, расходуемую на преодоление трения в подшипниках качения опорных роликов:
P2 = 0,115 Gвр × r ×ωр, кВт
Gобщ - вес вращательных частей барабана и материала; Свр = 440 КН; r – радиус вращения опорных роликов, м; r = 0,4 м; ωр - угловая скорость вращения роликов, рад/с;

Определяем мощность, расходуемую на преодоление трения качения бандажей по роликам по формуле:
Р3 = 0,0029Gвр× ωб = 0,0029 × 248 × 0,44 = 0,3 кВт
Определяем потребную мощность электродвигателя по формуле:
![]()
где ŋпр — КПД, учитывающий потери мощности на преодоление трения в приводном механизме и в уплотнениях барабана; ŋпр = 0,7...0,8, принимаем ŋпр -0,75.
![]()
По найденной требуемой мощности подбираем двигатель марки 4А 315510 УЗ ГОСТ 19523-81.
Таблица 1. Техническая характеристика электродвигателя
| Условное обозначение | мощно-сть,кВт | частота вращения, мин ' | Размеры вала | |
| диаметр | длина | |||
| 4А 315510 УЗ ГОСТ 19523 - 81 | 55 | 590 | 75 | 140 |
Определяем передаточное число привода:

где Uред - передаточное число редуктора; принимаем Uред =16
![]()
Uз.п .- передаточное число зубчатой передачи
Определяем частоту вращения, угловые скорости, мощности и вращающие моменты на каждом валу:
1 вал:
2 вал:

Р2 = Р1×ŋред, принимаем ŋред = 0,97; Р2 = 53,5 × 0,97 = 51,9 кВт
T2 = Р2× 103/ ω2 = 51,9× 103/3,86= 13446 Н.м.
На барабане
где ŋз.п. - КПД зубчатой передачи; ŋз.п. = 0,95.. .0,96; принимаем ŋз.п. = 0,95
T3 = Р3 × 103/ ω3 = 49,3 × 103/0,44 = 112057 Н.м.
Результаты расчётов заносим на рис. 5.2.
Подбираем стандартный редуктор цилиндрический марки Ц2У-400Н 16-12М-У3 ТУ2-056-165-77
Таблица. Техническая характеристика редуктора
| Условное обозначение | Передаточное число | Номинальный вращающийся момент на ведомом валу | Размеры шеек валов | |||
| ведущий | ведомый | |||||
| диаметр | длина | диаметр | длина | |||
| Ц2У-400Н-16-12М--УЗТУ2-056-165-77 | 16 | 15600 Н.м | 140 | 240 |
т = 8 Z = 40 |
300 |
5.4 Расчёт передач на прочность
5.4.1 Расчёт зубчатой передачи
Исходные данные:
1) передаваемый зубчатым венцом вращающий момент - Tз = 112057 Н.м;
2) передаточное число передачи Uз.п. = 8,78;
3) работа непрерывная, при временных перегрузках до 20%
Проектный расчёт
Так как передача укрыта кожухом, проектный расчёт ведём на контактную выносливость зубьев в последовательности, рекомендованной (3) - С. 35-46.
Определяем межосевое расстояние передачи:

где Ка = 49,5 - для прямозубых передач;
Кнβ – коэффициент, учитывающий неравномерность распределения нагрузки по ширине венца; Кнβ = 1... 1,15; принимаем Кнβ = 1,15 по ГОСТ 2185-69;
ψва - коэффициент ширины зубчатого венца; ψва=в/А; принимаем ψва= 0,125;
[δ]н - допускаемое контактное напряжение, МПа;

δHeimb - предел контактный выносливости при базовом числе циклов;
KHL - коэффициент долговечности; KHL = 1;
[Sн] - коэффициент безопасности; [Sн] = 1,2.
Принимаем для изготовления подвенцовой шестерни сталь 45
ГОСТ 1050-88, имеющую δТ= 340 МПа, δв = 690 МПа, средняя твёрдость 200 НВ, термообработка улучшение, а для зубчатого венца - сталь 45Л ГОСТ 1050-88, δв = 520 МПа, δt = 290 МПа, средняя твёрдость - 180 НВ, термообработка - нормализация ((3) - С.34, табл. 3.3.). Для выбранных сталей находим:
Принимаем аω = 2500 мм по ГОСТ 2185-76
Определяем модуль: m = (0,01..0,02) аω = 2500 ×(0,01..0,02) = 25..50 мм;
принимаем m = 25 мм по ГОСТ 2185-76.
Определяем числа зубьев (суммарное , шестерни зубчатого венца)',
![]()
принимаем Z1 = 20; Z2 = ZΣ – Z1 = 200 - 20 = 180;
- уточняем межосевое расстояние:
аω = 0,5 ZΣ × m = 0,5 × 200 × 25 = 2500 мм - оно не изменилось;
- уточняем передаточное число:
увеличение Uз.п. составляет:

что допустимо.
Вычисляем параметры шестерни и зубчатого венца:
1) делительные диаметры – d1 (шестерни) = m × Z1 = 25 × 20 = 500 мм;
- d2 (зубчатого венца) = m × Z2 = 25 × 180 = 4500 мм;
2) наружные диаметры – da1 = d1+ 2m = 500 + 2 × 25 = 550 мм;
-da2 = d2 + 2m = 4500 + 2 × 25 = 4550 мм;
3) диаметр впадины – df1 = d1 - 2,5m = 500 - 2,5 × 25 = 437,5 мм;
- df2 = d2 - 2,5m = 4500 - 2,5 × 25 = 4437,5 мм;
4) ширину – b1 = b2 +15 мм = 315 +15 мм = 330 мм;
- b2 = аω × ψва = 2500 × 0,125 = 312,5 мм; принимаем b2= 315 мм
Определяем силы в зацеплении зубьев:
1) окружная

2) радиальная Fr = Ft × tg 20° = 49,8 × 103 × 0,364 = 18,1×103Н; Определяем окружную скорость:

По vокр назначаем 8-ю степень точности передачи b1=330ММ
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем расчётные контактные напряжения зубьев:

где Zh - коэффициент, учитывающий форму сопряжённых поверхностей зубьев в полюсе зацепления; Zh = 1,76;
Zε - коэффициент, учитывающий суммарную длину контактных линий; Zε= 0,9;
Кн - коэффициент нагрузки; Кн = Кнα × Кнβ × Кнγ × Кнδ ; (3) - С. 32;
Кнα - коэффициент, учитывающий неравномерность распределения нагрузки между зубьями; Кнα = 1,06; (3) - С. 39, табл. 3.4;
Кнβ - коэффициент, учитывающий неравномерность распределения нагрузки по ширине венца; зависит от ψвd = b2 = 315 = 0,07; Кнβ = 1; (3) - С. 39, табл. 3.5; d2 4500
Кнγ - динамический коэффициент, Кнγ= 1,05; (3) - С. 40, табл. 3.6;
Уточняем допускаемые напряжения на контактную выносливость зубьев:

где δHeimb 2 = 390 МПа; КHL = 1; [Sн] = 1,2.
Zr- коэффициент, учитывающий влияние шероховатости сопряжённых
поверхностей; Zr= 0,9 - для 8-ой степени точности;
Zv - коэффициент, учитывающий влияние окружной скорости на контактную прочность зубьев; Zv = 1 ; (3) - С. 40.
Kl - коэффициент, учитывающий влияние смазочного материала на контактную прочность зубьев; Kl = 1;
Кхн - коэффициент, учитывающий влияние размеров зубчатого венца;
Контактная прочность зубьев обеспечена.
Проверочный расчёт зубьев передачи на выносливость при изгибе
Определяем допускаемое напряжение на изгиб:

где δFeim - предел выносливости при эквивалентном числе циклов, МПа;
δFeim = δ°Feim ×KFa ×KFd × KFc×KFL; (3) - C.44
KFa - коэффициент, учитывающий влияние шлифования переходной поверхности зубьев; KFa= 1;
KFd - коэффициент, учитывающий влияние деформационного упрочнения и электрохимической обработки переходной поверхности; KFd = 1;
KFc - коэффициент, учитывающий влияние двустороннего приложения нагрузки;
KFc=1;
KFL - коэффициент долговечности; KFL = 1;
δ°Feim - предел выносливости при отнулевом цикле напряжений, соответствующий их базовому числу;
δ°Feim1 = 1,8 НВ = 1,8 × 180 = 324 МПа - для зубчатого венца;
δ°Feim2 = 1,8 × 200 = 360 МПа - для шестерни;
δFeim2 = 324 × 1 × 1 × 1=324 МПа - для зубчатого венца;
δFeim1= 360 × 1 × 1 × 1= 360 МПа - для шестерни;
Ys - коэффициент, учитывающий градиент напряжений, зависящий от модуля; интерполируя получаем –

Yr - коэффициент, учитывающий шероховатость переходной поверхности; Yri = Yr2 =1;
KxF2 - коэффициент, учитывающий размеры зубчатого колеса;
[Sf] - коэффициент безопасности; [Sf] = [<Sf]' x [Sf]"; (3) - C.43; [iSf]' - коэффициент, учитывающий нестабильность свойств зубчатых колёс;
[Sf]' = 1,75; (3) - С.45, табл. 3.9;
[Sf]"2 - коэффициент, учитывающий влияние на изгибную выносливость способа получения заготовки; [Sf]" =1,3 - для литых заготовок;
Определим отношение [δf]1/ Y1 - для шестерни и [δf]2 /Y2 для зубчатого венца; где Y1 и Y 2 -коэффициенты, учитывающие форму зуба; Y1 - 4,09; Y2=3,6;
- расчёт зубьев на изгиб ведём по зубчатому венцу.
Определяем расчётные напряжения изгиба:

KF2 - коэффициент нагрузки; KF2= KFβ × Kfv; (3) - C.42;
KFβ - коэффициент неравномерности распределения нагрузки, зависит от Хво = b2/d2= =315/4500 = 0,07; KFβ =l.
Kfv - динамический коэффициент; Kfv = 1,25; Kf2 = 1 × 1,25 = 1,25.

Выносливость зубьев на изгиб обеспечена, т. к. δf2 = 28,5 МПа < [δf]2 = 44,6 МПа.
5.5 Расчёт деталей машины на прочность
5.5.1 Расчёт вала подвенцовой шестерни
Исходные данные:
1) передаваемый валом вращающий момент-Т= Т2 = 13446 Н.м =13446 ×103 Н.мм;
2) угловая скорость ω =ω2= 3,86 рад/с;
3) окружная сила на шестерне -Ft = 49,8 × 103 Н;
4) радиальная сила на шестерне -Fr= 18,1 × 103Н;
Проектировочный расчёт
Определяем диаметр конца вала (под полумуфту) из расчёта только на кручение:
где Мк - крутящий момент, действующий в сечениях конца вала, Н.мм;
Мк=T= 13446 × 103 Н.мм;
[ĩ]к - допускаемое напряжение кручения, МПа (н/мм2); [ĩ]к = 20.. .30 н/мм2;
принимаем [ĩ]к = 30 МПа (н/мм2)

принимаем по ГОСТ 6036-69 d =150 мм.
Проверочный расчёт вала
Вычерчиваем схему подвенцовой шестерни и назначаем диаметры шеек вала (см.рис. 5.4а): слева - направо:
1) d1 = 150 мм - под посадку полумуфты;
2) dп = 170 мм - под посадку подшипников;
3) dш =190 мм - под посадку подвенцовой шестерни.
Вычерчиваем расчётную схему вала (рис. 7.46). На шестерню действуют взаимно перпендикулярные окружная Ft и радиальная Fv силы. Заменим их действие на вал действием результирующей силы:
![]()
Сила Fрез пересекает ось вала в точке "С" под прямым углом. Повернём вал так, чтобы Fрез была направлена вертикально и вычертим расчётную схему (см. рис. 7.4в). На вал действует плоская система сил Fрез, реакции подшипников Ra и Re. Т. к. сила Fрез расположена на одинаковом расстоянии от подшипников А и Б, то их реакции направлены, как показано на схеме, и равны:
Ra = Rb = Fрез/2 = 53 × 103/2 = 26,5 × 103 Н = 26,5 КН.
Выбираем для изготовления вала сталь 45 ГОСТ 1050-88, имеющую следующие механические свойства: предел прочности δв = 890 МПа (н/мм2), предел текучести δт = 650 МПа (н/мм2), предел выносливости по нормальным напряжениям δ-1 = 380
МПа (н/мм2), предел выносливости по касательным напряжениям
ĩ -1 = 0,58 × δ-1=0,58 × 380 = 220 МПа (н/мм2),
средняя твердость - 285 НВ, термообработка -улучшение.
Определяем изгибающие моменты в сечения вала:
Миа = Мив = Миб = 0; Мис = Ra × 0,4 = 26,5 × 10з × 0,4 = 10,6 × 103Н.м.
Строим эпюру изгибающих моментов (рис. 5.4г).
Вращающий момент передаётся от середины ступицы полумуфты, насаженной на крайнюю левую шейку вала (см. рис. 5.4) до середины подвенцовой шестерни по часовой стрелке (если смотреть со стороны полумуфты). Под его действием в сечениях вала на участке ВС возникают крутящие моменты, одинаковые в каждом сечении и равные: Мк = Т - 13446 Н.м. Строим эпюру крутящих моментов (рис. 5.4д). Как видно из эпюр Ми и Мкр, опасным является сечение вала в точке "С" диаметром d=220 мм = 0,22 м. Определяем действующие в нём напряжения:
1) изгиба –

2) кручения –

Напряжения изгиба изменяются по симметричному циклу с амплитудой, равной: δа = δи = 10,0 МПа, (н/мм2). Напряжения кручения изменяются по отнулевому циклу с амплитудой, равной: ĩа = ĩк/2 = 6,3/2 = 3,15 МПа. В сечении вала "С" - два концентрата напряжения: шпоночный паз с галтелью и посадка с натягом. Согласно примечанию в (2) - С. 15, табл. 02, в расчёт принимаем концентрацию напряжений от посадки шестерни. Определяем для опасного сечения "С" вала коэффициенты, влияющие на концентрацию напряжений:
1) коэффициент влияния шероховатости поверхности - Kf = 1,2 (2) - С. 15, табл. 03;
2) коэффициент влияния поверхностного упрочнения (без него) - Kv = 1,0; (2) - С. 15, табл. 04;
3) отношение эффективных коэффициентов концентрации напряжений

4) коэффициент концентрации для опасного сечения
Определяем пределы выносливости вала в опасном сечении:
Определяем расчётные коэффициенты запаса прочности вала в опасном сечении по нормальным и касательным напряжениям:

Определяем общий расчётный коэффициент запаса прочности вала в сечении "С":

Выносливость вала обеспечивается, т. к. S > [S] = 2,5.
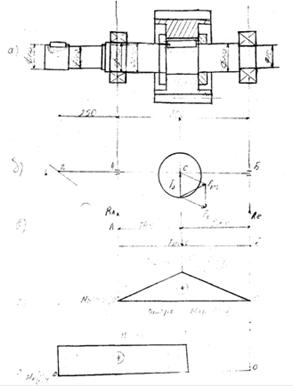
Рис. 5.4. Схемы к расчёту вала
5.6 Подбор и расчёт на прочность шпонок
5.6.1 Подбор и расчёт шпоночного соединения "вал -шестерня"
Исходные данные:
1) диаметр вала d = dш = 190 мм;
2) передаваемый шпоночным соединением вращающий момент Т = 13446 Н.м = 13446 × 103Н.мм;
3) нагрузка переменная, с временными перегрузками на 20%
По диаметру вала d =190 мм для соединения с ним шестерни принимаем призматическую шпонку со скругленными торцами, имеющую следующие размеры поперечного сечения по ГОСТ 23360-78:
1) ширина b = 45 мм;
2) высота h = 25 мм;
3) глубина паза t1 = 15 мм.
Принимаем для изготовления шпонки сталь 45 ГОСT 1050-88, имеющую допускаемые напряжения на смятие при переменной нагрузке [δ]см = 70... 100 Н/мм2; принимаем [<5]см = 80 Н/мм2. (2) - С. 77
Расчётная длина шпонки равна:

Полная длина шпонки равна: ℓ = ℓр +b = 208 + 45 = 253 мм; принимаем по ГОСТ 23360-78 I = 250 мм. Записываем условное обозначение шпонки: 45x25x250 ГОСТ 23360-78. Длину ступицы шестерни принимаем на 10 мм больше длины шпонки:
ℓст.ш. = 250+10 = 260мм.
5.6.2 Расчёт шпоночного соединения "вал - полумуфта"
Исходные данные:
1) диаметр вала d = dп = 150 мм;
2) передаваемый вращающий момент Т=13446 Н.м;
3) нагрузка-переменная, с временными перегрузками до 20%.
Принимаем призматическую шпонку с обоими скруглёнными концами, имеющую размеры поперечного сечения по ГОСТ 23360-78:
1) ширину b = 36 мм;
2) высоту h = 20 мм;
3) глубину паза t1= 12 мм.
Материал шпонки - сталь 45 ГОСT 1050-88, допускаемое напряжение на смятие [δ]см = 80 H/мм2 (см. п. 7.6.1.).
Расчётная длина шпонки равна:

Т. к. длина шпонки достаточно большая, принимаем две шпонки расчётной длиной ℓp1 = ℓр/2= 165 мм.
Полная длина каждой шпонки равна: ℓ = ℓр + b= 165+ 36 = 201 мм; принимаем по ГОСТ 23360-78 I = 200 мм. Обозначение шпонки: 36×20×200 ГОСТ 23360-78. Длина шейки вала определится длиной ступицы полумуфты после её подбора.
5.7 Подбор и расчёт подшипников
5.7.1 Подбор и расчёт подшипников подвенцовой шестерни
Исходные данные:
1) угловая скорость вала ω =ω2 = 3,86 рад/с;
2) диаметр вала d = dп = 170 мм;
3) радиальная реакция подшипника Rr = Ra = 26,5 КН, осевая - отсутствует;
4) нагрузка на подшипник-переменная, с временной перегрузкой на 20%
С учётом условий работы намечаем к установке самоустанавливающийся радиальный сферический двухрядный роликоподшипник № 1634 ГОСТ 5720-75, имеющий следующие данные: d= 170 мм; Д = 360 мм, В = 120 мм, Сдин = 252 КН. Определяем эквивалентную динамическую радиальную нагрузку на подшипник:
Re = (XV× Rr + УRа) × Кδ × К ĩ ; (2)-С. 330.
где X, У - коэффициенты радиальной и осевой нагрузок; X = 1;
Ra - осевая нагрузка; Ra = 0.
V - коэффициент, учитывающий зависимость долговечности подшипника от того, какое из колец вращается; V= 1;
Кδ - коэффициент безопасности, учитывающий влияние характера нагрузок на долговечность подшипника; Кδ = 1,3... 1,8; принимаем Кδ = 1,6;
Кĩ - коэффициент, учитывающий влияние температуры на долговечность подшипника; Кĩ = 1. (2) - С. 331
Re = X× V×Rr×Kδ×Kĩ =l × 1 ×26,5 × 1,6 = 42,4 КН.
Определяем требуемую расчётную динамическую радиальную грузоподъёмность подшипника:
где р - показатель степени; р -10/3; Lh- требуемая долговечность подшипника ; Lh = 4000.. .30000 ; принимаем Lh = 25000.

Долговечность выбранного подшипника обеспечивается, т. к. Счдин = 141,4 КН < Счдин = 252 КН.
5.8 Подбор и расчёт соединительных муфт
5.8.1 Подбор и расчёт муфты, соединяющей ведомый вал редуктора с валом подвенцовой шестерни
Исходные данные:
1) диаметр вала d= dм =150 мм;
2) передаваемый вращающий момент Т= Т2 = 13446 Н.м;
3) условия работы - режим - непрерывный, нагрузки - переменные, с временным возрастанием до 120%.
Учитывая большую величину возрастающего момента и условия работы, принимаем к установке зубчатую муфту. Определяем расчётный вращающий момент для её выбора:
Тр = К×Т; (3)-С. 268;
где К - коэффициент, учитывающий условия эксплуатации; К = 1,15... 1,2; принимаем К = 1,2; (3)-С. 272, табл. 11.3;
Т= 1,2 × 13446 = 16135 Н.м = 16,135 КН.м
По диаметру вала d и Тр выбираем зубчатую муфту и записываем её условное обозначение: муфта 23600-150-МЗ-Н ГОСТ 5006-55. Выбранная муфта имеет следующие параметры:
1) крутящий момент - 23600 Н.м.;
2) диаметр посадочного отверстия - d= 150 мм;
3) длина ступицы полумуфты - ℓ =210 мм;
j4) допустимая частота вращения [n] = 1900 мин1
5.8.2 Подбор и расчёт муфты, соединяющей валы электродвигателя и редуктора
Исходные данные:
1) диаметр вала d = 75 мм, длина шейки ℓ = 140 мм;
2) передаваемый вращающий момент Т=Т1 = 866 Н.м;
3) условия работы - переменные нагрузки с кратковременным возрастанием до 120%.
Принимаем к установке муфту упругую втулочно-пальцевую (МУВП). Расчётный момент для выбора полумуфты - Tр = К × T= 1,2 × 866 = 1040 Н.м. Выбираем муфту и записываем её обозначение: МУВП 2000-75-11.-УЗ ГОСТ 21424-75. Муфта имеет параметры:
1) номинальный вращающий момент - 2000 Н.м;
2) диаметр посадочного отверстия – d= 75 мм, длина -ℓ = 140 мм;
3) посадочное отверстие цилиндрическое;
4) наружный диаметр - 250 мм, тип I, исполнение 1.
5.9 Правила технической эксплуатации машины и техники безопасности при её обслуживании
5.9.1 Правила технической эксплуатации
Сушильный барабан работает в непрерывном автоматическом режиме. Длительная и безопасная его работа обеспечивается грамотной эксплуатацией при соблюдении ниже изложенных правил. При приёмке и сдаче смены обслуживающий персонал должен осмотреть все его узлы и детали и выявить их техническое состояние. При осмотре необходимо обращать внимание на:
1) состояние и надёжность узлов крепления электродвигателя, редуктора, корпусов подшипников, венцовой и подвенцовой шестерен, роликоопор;
2) степень износа и наличие трещин и поломок у зубьев венцовой и подвенцовой шестерён, корпуса барабана, бандажей, роликов;
3) наличие и качество смазки зубчатой передачи, подшипников и редуктора, отсутствие её подтеканий.
Во время работы сушильного барабана необходимо:
– Следить за равномерностью подачи материала, т. к. неравномерная подача снижает его производительность.
–Следить за тем, чтобы посторонние предметы вместе с материалом не попадали внутрь барабана, т. к. это может привести к аварии.
–По приборам следить за температурой в различных зонах барабана и корректировать её за счёт увеличения или уменьшения подачи горючей смеси в горелки, а также изменением её состава (соотношения воздуха и топлива). Кроме того, на величину температур влияет степень разряжения внутри барабана, от которой зависит скорость движения газов в барабане и их теплоотдача (при уменьшении скорости она увеличивается).
–Периодически, путём взятия контрольных проб и их анализа определять влажность материала на выходе из барабана и при отклонениях её сверх допустимых пределов — откорректировать изменением подачи топлива, его состава и разряжения внутри барабана.
– Следить за нагревом подшипников роликоопор, подвенцовой шестерни, редуктора. Допускается нагрев до 65°С.
–При появлении стуков и шумов, не характерных нормальной работе сушильного барабана, его необходимо немедленно остановить, выявить и устранить причину. Останавливают сушильный барабан только в аварийных ситуациях и для проведения ремонтов и технических обслуживании. Для этого останавливают питатель, вырабатывают весь имеющийся в барабане материал, прекращают подачу топлива в горелки и, не останавливая электродвигатель привода и дымосос, охлаждают корпус барабана до 40°С, после чего его выключают. Остановка разогретого барабана допускается не более, чем на 15 минут. Более длительная остановка может вызвать прогиб корпуса. Пуск сушильного барабана после ремонта занимает несколько часов, т. к. его корпус предварительно необходимо разогреть на холостом ходу до рабочих. Температур, после чего подачу материала начинают с минимальной и увеличивают до номинальной в соответствии с режимом, устанавливаемым заводом-изготовителем. Перед пуском барабан тщательно осматривается, и все обнаруженные неисправности устраняются.
5.9.2 Правила техники безопасности персонала
Безопасность персонала, обслуживающего сушильный барабан, обеспечивается при выполнении и соблюдении изложенных ниже правил:
– Система управления сушильным агрегатом должна иметь электрическую блокировку, обеспечивающую следующий порядок пуска: дымосос - ленточный разгрузочный конвейер - сушильный барабан - ленточный питатель, а при остановке - обратный порядок отключения. Кроме того, при падении разряжения в топке для сжигания топлива ниже допустимого должна прекращать подачу топлива в горелку. Чистку, мойку барабана производят только при его остановках, используя для этого ломики, металлические щётки, лопаты, скребки, шланги со сжатым воздухом и водой, ветошь, керосин, дизельное топливо.
– Опорные и упорные ролики, венцовая и подвенцовая шестерни должны быть ограждены сплошными металлическими ограждениями (кожухами), а газопроходы
–тепло изолированы для предупреждения возможности ожогов обслуживающего персонала.
– Сушильный барабан для предупреждения Q пуске должен оборудоваться световой и звуковой сигнализацией (мигающими электрическими лампами красного цвета и электрическим звонком), которые должны обеспечивать видимость и слышимость сигналов для всех работающих в сушильном отделении.
– Уплотнения корпуса сушильного барабана и степень разряжения внутри его, а также герметичность загрузочного и разгрузочного устройств должны предотвращать проникновение топочных газов в рабочее помещение. При падении разряжения в пылевой камере сушильного барабана ниже нормы автоматика должна отключать подачу топлива в горелку. Степень загазованности рабочего помещения сушильного отделения должна постоянно контролироваться забором и экспресс-анализом проб воздуха. При загазованности, превышающей санитарные нормы, работа сушильного барабана должна быть запрещена. Пылеулавливающие установки сушильных агрегатов должны обеспечивать очистку газов и воздуха от пыли перед выбросом в атмосферу не ниже санитарных норм.
– Для защиты обслуживающего персонала от поражения электрическим током корпуса электрощитов, электродвигателя сушильного барабана должны иметь заземляющие устройства, подсоединённые к цеховому заземляющему контуру.
– К обслуживанию сушильного барабана допускаются лица, прошедшие обучение, стажировку и инструктаж по технике безопасности, сдавшие квалификационный экзамен.
– При осмотре сушильного барабана необходимо оценить техническое состояние и надёжность закрепления всех ограждений и заземляющих устройств. Все обнаруженные неисправности должны устранятся. Работа при неисправных ограждениях и заземлении категорически воспрещается.
– Запрещается смазывать, устранять какие-либо неполадки и производить ремонт при работающем приводе. Для этого необходимо остановить барабан, отключить его электродвигатель с удалением предохранителей, на пусковых устройствах вывешивают плакаты с надписью "Не включать - работают люди!"
– Внутренний осмотр и ремонт корпуса должен осуществляться не менее, чем двумя рабочими, один из которцх выполняет роль страхующего, по наряду-допуску. Для освещения должны /использоваться переносные лампы в закрытом исполнении напряжением не свыше 12 В.
– Во время розжига и эксплуатации сушильного барабана запрещается открывать двери топок, стоять против них, наблюдать за горением топлива без защитных очков с затемнёнными стёклами, находиться под его корпусом во время работы.
5.10 Карта и схема смазки машины
Схема смазки сушильного барабана разрабатывается заводом-изготовителем и представляет упрощённую схему, на которой указывается положение всех его точек смазки. Точки смазки на схеме нумеруются.
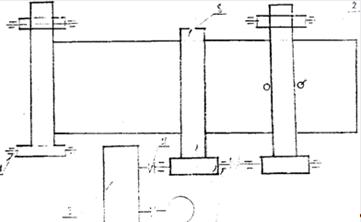
Рис. 5.5. Схема смазки сушильного барабана
Карта смазки представляет таблицу, содержащую наименование точек смазки, режимы и способы смазки каждой из них с указанием применяемой смазки.
Таблица 3. Карта смазки сушильного барабана
| Наименование точки смазки | Кол-во | Смазочный материал | Способ смазки | Периодичность, мес. | |
| добавления смазки | Замены смазки | ||||
| Подшипники Роликов опорных | 4 | Масло индустриальное И-50А ГОСТ 20799-75 | централизованныи под давлением | 0,5 | 6 |
| Подшипники роликов упорных | 2 | солидол УС-2 ГОСТ 4366-76 | Ручная колпачковая | по мере выработки | 6 |
| редуктор | 1 | Масло индустриальное И-50А ГОСТ 20799-75 | картерный | 1 | 6 |
| зубчатая муфта | 1 | солидол УС-2 ГОСТ 4366-76 | шприцевание | 1 | 6 |
| венцовая и подвенцовая шестерни | 2 | Масло автотракторное АК-15 ГОСТ 10541-78 | картерный | 1 | 6 |
| Подшипники подвенцовои шестерни | 2 | Масло индустриальное И-50А ГОСТ 20799-75 | централизованныи под давлением | 0,5 | 6 |
6. Экономическая часть
Экономическая часть дипломного проекта ставит своей целью определение технико-экономического обоснования капитального ремонта сушильного барабана. Для определения технико-экономических показателей капитального ремонта сушильного барабана необходимо рассчитать:
– материальные затраты на капитальный ремонт сушильного барабана;
–заработную плату рабочих;
–смету затрат на капитальный ремонт сушильного барабана.
6.1 Расчет стоимости материальных затрат на капитальный ремонт сушильного барабана
Стоимость материальных затрат определяется исходя из удельных норм расхода материалов на узлы и детали и прейскурантных цен.
Таблица 6.1.Стоимость материальных затрат.
| Наименование материалов и комплектующих | Единицы измерения | Удельная норма расхода | Потребность, всего |
Цена за Единицу измерения тыс. руб. |
Сумма тыс. руб. |
| Барабан Ст09Г2С | т | 1,2 | 1,2 | 2500 | 3000 |
| Бандаж СтЗОГСЛ | т | 0,3 | 0,3 | 2700 | 810 |
| Опорный ролик Ст35 | т | 0,34 | 1,36 | 2300 | 3128 |
| Упорный ролик Ст35 | т | 0,22 | 0,22 | 2300 | 506 |
| Подвенцовая шестерня Ст40Х | т | 0,28 | 0,28 | 2450 | 686 |
| Приводной вал Ст40Х | т | 0,07 | 0,07 | 2450 | 171,5 |
| Рама роликоопор СтЗ | т | 0,05 | 0,05 | 2200 | ПО |
| Ось ролика Ст45 | т | 0,03 | 0,12 | 2400 | 288 |
| Вал подвенцовой шестерни Ст45 | т | 0,03 | 0,03 | 2400 | 72 |
| Итого: | т |
См |
8771,5 | ||
| Неучтенные материалы-10% от учтенных | СМН | 877,2 | |||
| Всего: |
Зм |
9648,7 | |||
| Электродвигатель 55кВт | 1 | 5320 | 5320 | ||
| Редуктор Ц2У-400Н | шт | 1 | 7620 | 7620 | |
| Подшипник 1634 | шт | 2 | 90 | 180 | |
| Зубчатая муфта | шт | 1 | 68 | 68 | |
| Муфта | шт | 1 | 45 | 45 | |
| Итого: | Ск | 13233 | |||
| Неучтенные комплектующие - 10% от учтенных | Скн | 1323,3 | |||
| Всего: | Зк | 14556,3 |
6.2 Расчет затрат труда на капитальный ремонт сушильного барабана
Расчет затрат труда определяется трудоемкостью капитального ремонта оборудования. Полная нормативная трудоемкость одного капитального ремонта сушильного барабана составляет 800 чел-ч.
6.2.1 Расчет заработной платы рабочих
Заработная плата рабочих определяется исходя из трудоемкости капитального ремонта сушильного барабана и часовой тарифной ставки рабочего IV разряда с нормальными условиями труда.
Таблица 6.2. Заработная плата рабочих.
| Группа рабочих | Тарифный разряд | Трудоемкость, час. | Часовая тарифная ставка, руб. | Заработная плата по тарифу (Эйр), тыс. руб |
| Бригада рабочих по капитальному ремонту машины | IV | 800 | 2460 | 1968 |
Доплата к заработной плате по тарифу за выполнение задания - 70% тарифной ставки (Положение о премировании):
Звып = Зтар× 0,7,тыс. руб.
Звып = 1968 × 0,7 = 1377,6 тыс. руб.
Оплата в ночное время 5% тарифной ставки:
Зноч = Зтар × 0,05, тыс. руб.
Зноч = 1968 × 0,05 = 98,4 тыс. руб.
Основной фонд заработной платы составляет:
Зосн = Зтар + Звып + Зноч, ТЫС. руб.
30СН =1968 + 1377,6 + 98,4 = 3444 тыс. руб.
Дополнительная зарплата - 12% от основного фонда заработной платы:
Здоп = Зосн × 0,12, тыс. руб.
Здоп = 3444 × 0,12 = 413,28 тыс. руб.
Общий фонд заработной платы составит:
30бщ =3осн + Здоп, ТЫС. руб.
30бщ = 3444 + 413,28 = 3857,28 тыс. руб.
6.2.2 Расчет сметы затрат на капитальный ремонт сушильного барабана
В состав затрат включаются следующие налоги и сборы:
1.отчисления на социальное страхование - 35% от общего фонда заработной платы:
Сотч = 30бщ × 0,35, тыс. руб.
Сотч = 3857,28 × 0,35 = 1350 тыс. руб.
2. чрезвычайный налог - 3% от общего фонда заработной платы:
Нч = 30бщ× 0,03, тыс. руб.
Нч = 3857,28 × 0,03 = 115,72 тыс. руб.
3. отчисления в фонд занятости - 1 % от общего фонда заработной платы:
Нф = 30бщ × 0,01, тыс. руб.
Нф = 3857,28 × 0,01 = 38,57 тыс. руб.
Общепроизводственные расходы (120-150% от основной заработной платы):
Пр = Зосн × (1,2-1,5),тыс. руб.
Пр = 3444 × 1,2 = 4132,8 тыс. руб.
Общехозяйственные расходы (150-230 % от основной заработной платы):
Ор = Зосн × (1,5-2,3), тыс. руб.
Ор = 3444 × 1,5 = 5166 тыс. руб.
Смета затрат на капитальный ремонт сушильного барабана составляется по следующей форме:
Таблица 6.3. Смета затрат
| Статьи затрат | Обозначения | Сумма тыс. руб. |
| 1. Материалы | Зм | 9648,7 |
| 2. Комплектующие | Зк | 14556,3 |
| 3. Основная заработная плата | ЗOCH | 3444 |
| 4. Дополнительная заработная плата | Здоп | 413,28 |
| 5.Отчисление на социальное страхование | Сотч | 1350 |
| 6. Чрезвычайный налог | Нч | 115,72 |
| 7. Отчисления в фонд занятости | Нф | 38,57 |
| 8. Общепроизводственные расходы | Пр | 4132,8 |
| 9.Общехозяйственные расходы | Ор | 5166 |
| ИТОГО: |
Сн |
38865,37 |
Вывод
Считаю, что капитальный ремонт сушильного барабана, выполненный силами ремонтно-механического цеха предприятия, целесообразен, так как покупка, стоимость нового сушильного барабана обойдется предприятию в , 70664 тыс.руб.
Проведя капитальный ремонт сушильного барабана собственными силами предприятие экономит 31798,6344 тыс.руб.
Литература
1. Лоскутов Ю.А и др. Механическое оборудование предприятий по производству вяжущих строительных материалов. – М.: "Машиностроение", 1986.
2. Ильевич А.П. Машины и оборудование для заводов по производству керамики и огнеупоров. М. Высшая школа, 1979.
3. Чернавский С.А. Курсовое проектирование деталей машины . М. Машиностроение, 1987.
4.Куклин Н.Т., Куклина Г.С. Детали машин. М. Высшая школа, 1987.
5.Банит Ф.Г. и др. Эксплуатация, ремонт и монтаж оборудования промышленности строительных материалов. М. Стройиздат, 1971.
6.Дроздов Н.Е. Эксплуатация, ремонт и испытание оборудования строительных материалов, изделий и конструкций. М. Высшая школа, 1979.
7.Махнович А. Т., Боханько Г.И. Охрана труда и противопожарная защита на предприятиях промышленности строительных материалов. М. Стройиздат, 1978.
8.Самойлов М.В. и др. Основы энергосбережения. Мн. БГЭУ, 2002.
9.Сапожников М.Я., Дроздов Н.Е. Справочник по оборудованию заводов строительных материалов. Стройиздат, 1970.
10.Соколовский Л.В. Энергосбережение в строительстве. Мн. НП ООО "Стринко", 2000.
| Установка автомата-садчика на пресс СМ-1085 с целью повышения ... | |
|
СОДЕРЖАНИЕ РЕФЕРАТ 2 ПЕРЕЧЕНЬ ЛИСТОВ ГРАФИЧЕСКИХ ДОКУМЕНТОВ 3 1. ВВЕДЕНИЕ 4 2. ЦЕЛИ И ЗДАЧИ ДИПЛОМНОГО ПРОЕКТА 5 3. ОБЗОР ЛИТЕРАТУРНЫХ ИСТОЧНИКОВ 6 4 ... Питатель-дозатор на базе смесителя СМ-477А (число оборотов валов 31 в минуту, производительность не менее 18 м3/час, мощность электродвигателя 28 кВт) предназначен для объемного ... Корпус подшипника направляющего ролика |
Раздел: Промышленность, производство Тип: дипломная работа |
| Техника Безопасности (лекции) | |
|
Лекция 1 ПОРЯДОК ДЕЙСТВИЯ ЗАКОНА УКРАИНЫ "ОБ ОХРАНЕ ТРУДА". Введен в действие Постановлением Верховного Совета Украины от 14.10.1992 г. № 2695 - XII ... Для снижения механических шумов используют также замену подшипников качения на подшипники скольжения, что уменьшает шум на 10 -15 дБ; используют перемещение соприкасающихся ... Основными источниками образования пыли являются неплотности сушильных барабанов и шнеков при производстве рыбной муки и ее затаривании. |
Раздел: Рефераты по технологии Тип: реферат |
| Продольно-резательный станок производительностью 350 т/сутки | |
|
АННОТАЦИЯ В дипломном проекте приведен анализ существующих конструкций продольно-резательных станков для картоноделательных машин и рассмотрены ... 1 - вал нижних ножей; 2 - подшипники вала; 3 - шестерня для привода вала; 4 - нижний чашечный нож; 5 - верхний нож; 6 - эксцентричная ось дискового ножа; 7 - подшипники верхнего ... 1 - труба ножевого вала; 2 - патрон; 3 - цапфа; 4 - корпус подшипника; 5 - подшипник; 6 - ножевое кольцо; 7 и 8 - гайка и контргайка ножевого вала; 9 - верхний дисковый нож; 10 ... |
Раздел: Остальные рефераты Тип: реферат |
| Материалы и расчетные характеристики подшипников качения для условия ... | |
|
... Государственный Технический Университет им Д.Ф.Устинова. Кафедра "Детали машин" Санкт-Петербург 2005 г Подшипники качения для условия сухого трения, ... Вследствие недостаточно обоснованного выбора материалов для подшипников и смазочных материалов сроки службы машин и агрегатов уменьшаются, возрастает количество ремонтных работ, а ... Тепло, выделившей и в подшипнике без смазки, может быть отведено во внешнюю среду через корпус подшипника и вал в случае, если материалы вала и подшипника обладают высокой ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Коленчатый вал | |
|
Введение...............................3 Назначение, конструкция и техническая характеристика коленчатых валов и их подшипников дизеля Д100 ... Исправная работа коленчатого вала с подшипниками зависит от правильности укладки коленчатого вала, состояния поверхности его шеек и вкладышей, подачи смазки в нужном количестве и ... Для повышения усталостной прочности коленчатых валов галтели шеек накатывают роликами как при изготовлении валов, так и при ремонте в случае перешлифовки шеек и необходимости ... |
Раздел: Рефераты по металлургии Тип: реферат |