Курсовая работа: Анализ процесса взаимодействия сплава АЛ11 с газами
Сплав АЛ11 (АК7Ц9)
Плотность =2940 кг/м3
Предел прочности на разрыв (Н/мм2) =250 (Н/мм2)
Тsol=570oC
Tliq=662oC
∆Tкр=92
Основной химический состав
| Сплав АЛ11 | Si | Zn | Al |
| 6-8% | 10-14% | 77.2-86.9% |
| Fe | Mn | Mg | Cu |
| До 1,5 | 0.5 | 0.1-0.3% | До 0,6% |
Допустимое содержание примесей (не более %)
1. Анализ процесса взаимодействия сплава с газами
1.1 Оценить возможность образования в отливке дефектов, обусловленных взаимодействием сплава с водородом, кислородом и другими газами
При взаимодействии сплава с газами (Н, О2, N) возможно образование следующих дефектов: газовая пористость, газовые раковины, неметаллические включения.
Взаимодействие с газом может протекать по эндотермической и по экзотермической реакции. Взаимодействие водорода со сплавом протекает по экзотермической и эндотермической реакциям. В данном случае водород взаимодействует по эндотермической реакции. Это приводит к образованию в сплаве раствора водорода, а в дальнейшем при кристаллизации возможно образование газовой пористости или газовых раковин.
С кислородом, все металлы взаимодействуют по экзотермической реакции, при этом образуется окислы. Окислы образуют в отливках дефекты в виде окисных плёнок и окисных частиц.
Образующиеся в отливке перечисленные дефекты резко снижают эксплуатационные свойства детали (механические свойства, герметичность, коррозиестойкость).
Данные дефекты литья можно избежать путём: плавки металла в вакууме, плавки под слоем защитного флюса или плавкой в нейтральной среде.
1.2 Предложить теоретически обоснованные мероприятия, направленные на предупреждение насыщения водородом сплава в процессе его приготовления
Источником насыщения водородом в сплавах является влага, которая может находиться:
- в воздухе
- на поверхности плохо просушенного плавильного инструмента или плавильной печи
- на поверхности шихты
Для предупреждения насыщением водородом сплава применяют следующие меры. Так как основное количество водорода в процессе плавки сплав получает из влаги содержащейся на поверхности шихты, плавильного инструмента и атмосферы печи. Необходимо просушить шихтовой материал также необходимо просушить плавильный инструмент, печь и тигель. Для того, что бы в процессе плавки расплав не взаимодействовал с атмосферой печи, плавку следует производить под покровом защитного флюса.
1.3 Предложить теоретически обоснованный метод дегазации сплава перед заливкой
Дегазация путём диффузионного удаления водорода.
Обработка нейтральными (Ar, N2) или активными (CL2) газами.
Нейтральный газ не должен содержать водяных паров. В начальный момент образования пузырька нейтрального газа парциальное давление водорода в нём приблизительно равно нулю, поэтому расплав по отношению к пузырьку газа является пересыщенным раствором и водород диффундирует из расплава в пузырёк, поднимается с ним на поверхность и удаляется из металла.
 H
H
H H
Ar
H
CL2 является активным газом взаимодействующим с жидким металлом, чистый CL при дегазации не используется т.к. он является отравляющим веществом. Поэтому применяются хлористые соли .
Например MnCl2:
3MnCl2+2Al→2AlCl3↑+Mn
Эта соль наиболее удобна в применения вследствие её меньшей гигроскопичности (по сравнению с ZnCl2, AlCl3) . Её достаточно просушить в сушильном шкафу при температуре 110-115С. Обычно в сплав вводят 0,05-0,1% соли к массе расплава. Соль вводится в расплав при температуре 710-730С при помощи колокольчика. Операцию рафинирования считают законченной после прекращения выделения пузырьков газа. После рафинирования с поверхности расплава снимают шлак, сплав выдерживают не менее 5-10минут перед заливкой в формы.
1.4 Написать инструкцию по определению содержания водорода в сплаве методом первого пузырька
Метод первого пузырька (метод МАТИ) используется для определения содержания водорода в расплаве перед заливкой отливок. Является экспресс методом, определяющим качество обработки расплава и вероятность образования пористости.
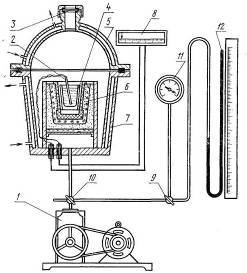
Установка типа МАТИ состоит из следующих элементов: герметичного вакуумного котла с корпусом 7 и крышкой 5, в которой имеется смотровое окно 3; электропечи сопротивления 6 с тиглем 4 (стальной с обмазкой или корундовый); хромель-алюмелевой термопары 2 с диаметром проволоки 0,5—0,8 мм, на которую надевают керамический чехол диаметром 5—7 мм, длиной 50 мм; регистрирующего прибора 8; форвакуумного насоса 1 типа ВН-461, РВН-20 или ВН-494; механического манометра 11 со шкалой от 0 до 101,08 -103 Па (0—760 мм рт.ст.) для грубого замера давления; стеклянного U-образного манометра 12 со шкалой от 0 до 26,6*103 Па (0—200 мм рт. ст.) для более точного замера давления
Содержание водорода в пробе металла ![]() в см3 на 100 г металла
рассчитывают как среднее арифметическое двух параллельных определений по
таблицам или номограммам, полученным по формуле
в см3 на 100 г металла
рассчитывают как среднее арифметическое двух параллельных определений по
таблицам или номограммам, полученным по формуле
Lg S = -A/T+B+1/2•Lg Pатм
где Т — температура расплава, замеренная в момент появления первых пузырьков на поверхности зеркала расплава; Р — давление над металлом, Па, замеренное в момент появления первых пузырьков на поверхности зеркала расплава.
Исследуемый металл помещают в вакуумную камеру, электро-печь поддерживает температуру металла = 700-7500С, в камере создаётся разряжение, через линзу наблюдают образование первого пузырька, при это фиксируют температуру металла, в градусах кельвина и давление в вакуумной камере по этим показателям рассчитывают концентрацию водорода которая в этот момент равна его растворимости.
1.5 Предложить теоретически обоснованные мероприятия, направленные на предупреждение взаимодействия сплава с кислородом в процессе его приготовления и заливки
1) Плавка в вакууме (отсутствие кислорода).
2) Плавка в среде нейтральных или защитных газов.
Исключается процесс окисления, нейтральные газы (Ar и N) создают над поверхность расплава нейтральную среду (атмосферу предупреждающую окисление).
Также можно использовать защитные газы они образуют на поверхности расплава плотную плёнку. Используются: смесь аргона с фреоном, углекислый газ, сернистый газ (SO2), элегаз (SF6).
3) Плавка под слоем флюса.
Исключается взаимодействие расплава с атмосферой. К флюсу должны предъявляться следующие требования:
А) Температура плавления флюса должна быть ниже температуры плавки металла приблизительно на 100-2000С (т.к. он должен находиться в жидком состоянии чтобы равномерно покрывать всю поверхность расплава)
Б) Флюс должен создавать герметичный защитный слой на поверхности металла.
В) Флюс не должен вступать в химическое взаимодействие с расплавом.
Г) Флюс не должен взаимодействовать с материалом тигля и футеровкой печи.
Д) Флюс не должен быть летучим при температуре плавки
Е) Флюс должен иметь в расплавленном состоянии высокую вязкость, позволяющую легко удалять его с поверхности расплава.
Ж) Флюс не должен быть гигроскопичным, для того чтобы он не вносил влагу в расплав.
4) Защитное легирование.
Применяется в том случае, если не образуется окисная плёнка на поверхности расплава. То в расплав вводят элемент имеющий большее сродство к кислороду и образующий защитную оксидную плёнку.
В результате происходит выборочное окисление расплава и на поверхности образуется защитная плёнка на основе легирующего элемента.
1.6 Предложить теоретически обоснованный метод рафинирования (при необходимости раскисления) сплава перед заливкой
Поскольку при адсорбции водород с Al2O3 образует комплекс, все методы рафинирования направлены на удаления из расплава одновременно и водорода и Al2O3.
Эффективная очистка сплава от водорода приводит к очистке его и от окисных плен, и наоборот.
2. Анализ процессов формирования кристаллического строения отливки
2.1 Дать описание структуры сплава отливки в литом и термообработанном состоянии
Структура состоит из твердого раствора кремния в алюминии и эвтектики. Благодаря большому количеству эвтектики силумины отличаются высокими литейными свойствами, а отливки - большой плотностью и герметичностью.
Отличительной особенностью структуры силуминов является игольчатое строение эвтектики у немодифицированных сплавов. Обладая высокой хрупкостью, кремний игольчатой формы способствует зарождению и распространению трещин, из-за чего прочностные свойства сплавов с такой структурой низкие.
2.2 Описать возможные изменения структуры сплава вследствие развития внутрикристаллической ликвации
Ликвация – неравномерное распределение одного или нескольких компонентов среди других компонентов сплава, вызванное медленно протекающим процессом выравнивающей диффузии. Внутри- кристаллическая ликвация (ВКЛ) возникает только при кристаллизации сплава в интервале температур с образованием твердого раствора.
При возможном развитии внутрикристаллической ликвации будет наблюдаться неравномерное распределение легирующих элементов по сечению растущего кристалла, оно будет изменяться от минимума у центра кристалла до максимума на его границе.
Сплав АЛ11имеет интервал кристаллизации 92Со. Следовательно вероятность образования внутрикристаллической ликвации в этом сплаве довольно высока.
При возможном развитии внутрикристаллической ликвации будет наблюдаться неравномерное распределение легирующих элементов по сечению растущего кристалла, оно будет изменяться от минимума у центра кристалла до максимума на его границе. Таким образом, в данном сплаве по границам зерна основного металла (алюминий) возможно выделение фаз кремния и цинка.
2.3 Используя справочные материалы определить гарантируемые значения основных механических свойств отливки в литом состоянии и после термической обработки по стандартным режимам. Объяснить влияние термической обработки на структуру и механические свойства сплава
Сплавы с высоким содержанием Zn (свыше 3%) систем Al-Si-Zn (АЛ11) имеют повышенную плотность и пониженную коррозионную стойкость, но обладают хорошими литейными свойствами и могут применяться без термической обработки.
| сплавы | Обозначение режима | термообработка | ||||
| вид |
Температура нагрева оС |
Время выдержки, ч | Охлаждающая среда | Назначение | ||
| Все сплавы | Т2 | Отжиг | 250-300 | 8-10 | воздух | Снятие или уменьшение термических напряжений, повышение пластичности |
Т2 - отжиг
Механические свойства алюминиевых сплавов
| Марка сплава | Способ литья | Вид термической обработки | Механические свойства | ||
|
σв, МПа |
δ, % | НВ, МПа | |||
| Не менее | |||||
| АЛ11 | П, О, В | - | 196 | 2 | 785 |
П- в песчаную форму, О- в оболочковою форму, В- по выплавляемы моделям
2.4 Предложить теоретически обоснованный метод и технологию модифицирования сплава
Модифицирование - направленное воздействие на процесс кристаллизации при литье слитков или отливок с целью изменения структуры введением небольших добавок — модификаторов. Положительное влияние модифицирования на технологические и эксплуатационные св-ва металла обусловлено главным образом следующими структурными изменениями: измельчением зерен и дендритной структуры. Максимальный эффект достигается при введении модификаторов в расплав непосредственно перед кристаллизацией. Модификационное действие добавок на кристаллизующийся расплав может быть существенно, усилено мощным ультразвуком, электромагнитными полями, предварительной термической обработкой расплава. При модифицировании увеличение присадки модификатора либо невозможно, либо неэффективно, либо вредно (перемодифицирование). Поэтому рекомендуемый объем модификатора это 0.05-0.15% от массы расплава.
Метод модифицирования
На поверхность расплава ровным слоем насыпаем флюс, Выдерживаем 10-15 минут, остатки флюса замешиваем в глубь ванны в течении 1-2 минут. Затем даем сплаву 5-7 минут на выстаивание, снимаем шлак и заливаем в формы.
Модифицирование твёрдого раствора ALZn проводится путём введения Ti который создаёт дополнительные центры кристаллизации в следствии чего измельчается структура сплава. Модифицирование эвтектики ALSi проводится натрием который обволакивает кристаллы тем самым сглаживая игольчатую структуру кристалла
2.5 Сформулировать теоретически обоснованные мероприятия, направленные на устранение в теле отливки зон со столбчатой структурой
При затвердевании отливки при наличии перепада температур по сечению отливки образуется фронт кристаллизации и образуются вытянутые в сторону жидкой фазы столбчатые кристаллы. Если перепад температур в конце кристаллизации приблизительно равен нулю, то создаются условия для спонтанного образования центров кристаллизации из которых растут равноосные кристаллы.
Температурный перепад можно уменьшить при:
1)Уменьшение коэффициента тепловой аккумуляции формы:- применение менее теплоёмкого материала
2)Уменьшение температуры заливки металла
3)Уменьшения температуропроводности формы:- путем нанесения специальных теплоизоляционных красок
Так как наша отливка затвердевает при отсутствии перепада температур по сечению отливки(т.к отсутствуют массивные элементы), то столбчатой структуры не образуется.
2.6 Оценить возможность развития в отливке зональных ликвации и сформулировать теоретически обоснованные мероприятия направленные на их предупреждение
Отливка из данного сплава склонна к образованию зональной ликвации, так как кристаллизуется в интервале температур.
Тsol= 570° C
Tliq= 662° C
∆Т=92Со
Меры борьбы:
1) Организацию равномерного отвода теплоты от отливки и создание условий направленного затвердевания отливки, путем установки холодильников.
2) Ликвацию можно уменьшить, понижая температуру нагрева, увеличением скорости заливки металла (литьё под давлением) и замедлением его охлаждения (с помощью использования специальных теплоизоляционных красок).
3. Анализ процесса заполнения полости литейной формы
3.1 Рассчитать минимально допустимое значение расхода сплава в полости формы, при котором в отливке не образуется дефектов типа неполного заполнения. Расчет провести по трем различным методикам из числа рекомендуемых в литературе
Vотл=Vдет+Vпр+Vл.п.с.=1641863.5 мм3
Vдет =386399 мм3 - объём детали
Vпр=1201895,5 мм3- объём прибылей
Vл.п.с. =53569 мм3 - объём
литниково-питающей системы![]()
![]()
где, Vотл – объем отливки (м3);
Qmin – минимально допустимый расход (м3/с);
τтеч. – время течения металла (с).
а) По формуле Соболева Дубицкого
![]() где,
где,
s – коэффициент, учитывающий род сплава, тип литниковой системы, конфигурацию и массу отливки;
М – масса отливки с литниковой системой и прибылями (кг).
М = 4827 г =4,83 кг
Т.к. нижняя литниковая система и масса от 2 до 5 кг, то s = 2,4.
Средняя толщина стенок отливки δ1=20 мм
![]()
б) Исходя из гидродинамического условия заполнения
![]() где,
где,
Нотл – полная высота отливки в метрах;
Wкр – критическая скорость движения расплава в полости формы (мм/с)
![]()
Для алюминиевых сплавов А = 100-120
δ1 – средняя толщина стенки отливки.
δ1 = 20 мм.
![]()
![]()
в) По секундному расходу
![]()
Для алюминиевых сплавов секундный
расход ![]()
![]()
Среднее время заполнения формы = 11 с.
![]()
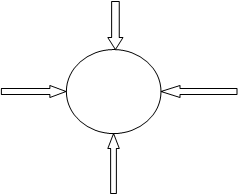
3.2 Указать стрелками на эскизе последовательность заполнения литейной формы металлом зоны возможных сбросов потока и ударов о препятствия. Оценить вероятность образования вторичных шлаковых включений в результате сбросов и ударов потока расплава, заполнявшего полость литейной формы
Заполнение литейной формы происходит снизу вверх. Металл из стояка поступает в основание формы, затем начинают заполняться массивы и ребра внутри. После заполнения всех полостей металл пойдет в прибыли. Вторичные шлаковые включения могут образовываться в результате ударов металла о полость кокиля. Нижняя литниковая система обеспечивает ламинарное течение жидкости. Для предупреждения образования вторичных шлаковых включений необходима непрерывная струя заливки или уменьшение высоты падения металла при заливке.
3.3 Пользуясь чертежом отливки подберите фактические значения соотношения площадей сечений основных элементов литниковой системы: стояков, литниковых ходов и питателей в виде формулы: ∑Fc:∑Fл.х:∑Fn. Проверить правильность выбранного соотношения проведя свои расчеты
Изначально данные размеры:
∑Fc=πR2=3.14×102=314мм2=3,1см2

∑Fс=3,1 см2
∑Fлх=![]() см2
см2
∑![]() см2
см2
![]()
Расчёт: так как масса отливки меньше 5кг, а высота меньше 150мм, то:∑Fc:∑Fл.х:∑Fn = 1:2:2
Площадь стояка в нижней части:
![]()
![]()
∑Fc = 3,04 см2;
∑Fл.х = ∑Fc×2=6,08 см2;
∑Fп = ∑Fc ×2=6,08 см2.
Основываясь на расчётах видим что данное сечение стояка приблизительно равно расчётному значению, но данные сечения литникового хода и питателя не совпадают с расчётными значениями. Следовательно для полного заполнения металлом формы следует увеличить сечения л.х и питателя до расчётных значений.
3.4 Пользуясь чертежом отливки и приведенной методикой рассчитать значение скоростей течения расплава в стояках, литниковом ходе, питателях, а также среднюю скорость подъема зеркала расплава в полости литейной формы. При выполнении расчетов принять значение коэффициента Дарси λ=0,04
А) Максимальная скорость в стояке:
![]()
Периметр стояка Р = 2πr; r = 10 P=2×3.14×10 =60 мм= 6 см
![]()
(максимально допустимая скорость в стояке)
Б) Максимальная скорость в литниковом ходе:
![]()
Периметр литникового хода a = 7мм, b = 68 мм Р =2(a + b)=150мм

![]()
(максимально допустимая скорость в литниковом ходе)
В) Максимальная скорость в питателях:
![]()
Периметр питателя а = 7 мм, b = 68 мм. Р = 2(а + b)=150мм;
![]()
Г) ![]()
(средняя скорость подъёма расплава в форме) где,
Zk- высота рассматриваемой точки
сечения ![]()
μ – коэффициент расхода литниковой системы.
Т.к. нижняя литниковая система, 2 поворота то μ = 0,55-0,6
![]() (средняя скорость подъёма расплава в форме)
(средняя скорость подъёма расплава в форме)
3.5Определить давления металла на стенки формы в верхней и нижней части стояка на момент начала заполнения формы. Объяснить возможность образования в отливке вторичных шлаковых включений, обусловленных инжекцией воздуха в поток расплава
![]() , где
, где
![]() - искомое давление
- искомое давление
![]() - плотность жидкого металла
- плотность жидкого металла
![]() ,
,
zk – высота рассматриваемой точки над плоскостью отсчета
![]() - входное (атмосферное) давление,
- входное (атмосферное) давление,
ξ – коэффициент местного сопротивления,
![]() ,
,
![]() - скорость металла в верхнем
сечении стояка;
- скорость металла в верхнем
сечении стояка;
![]() - скорость металла в нижнем
сечении стояка;
- скорость металла в нижнем
сечении стояка;
1) Давление в верхней части стояка

2) Давление в нижней части стояка

Образование вторичных шлаковых включений в результате инжекции воздуха в поток расплава в данном случае исключено т.к. Px1<Px2
3.6 Оценить вероятность образования вторичных шлаковых включений, обусловленных излишне высокой скоростью течения: расплава в стояке, коллекторе, питателе или полости литейной формы. Проверочные расчеты выполнить по методике, изложенной в лекционной части курса
Сравнение фактических и максимальных серостей в литниково-питающей системе отливки:
Фактическая скорость в стояке
![]()
![]()
εвх-х – ориентировочный коэф-т местных сопротивлений
Фактическая скорость в литниковом ходе:
![]()
![]()
Фактическая скорость в питателях:
![]()
![]()
Т.к фактическая скорость в питателе больше максимально допустимой то возможно турбулентное течение расплава в полости формы также возможны и удары расплава о стенки формы что приведёт к образованию вторичных шлаковых включений.
Чтобы это исключить следует увеличить сечение питатиля или увеличить количество питателей.
3.7 Пользуясь справочной литературой, определить оптимальную температуру заливки сплава
Согласно справочнику оптимальная температура заливки сплава АЛ11 равна 700-750 Со. Но в зависимости от толщины стенок следует подбирать определённую температуру перегрева для обеспечения полного заполнения формы.
3.8 Сформулировать теоретически обоснованные рекомендации, направленные на устранение дефектов типа неполного заполнения формы и вторичных шлаковых включений в случае их появления при серийном изготовлении отливки
Для повышения заполняемости формы металлом следует:
· Увеличить температуру заливки металла, уменьшив его вязкость, но при этом понижается его качество.
· Увеличить скорость течения металла.
Для борьбы со вторичными шлаковыми включениями необходимо чтобы реальная скорость в питателе была меньше максимально допустимой, этого можно достичь путём увеличения сечения питателя и уменьшения сечения стояка также можно скруглить острые углы и исключить ударение потока расплава о стенки при его движении в полость формы.
3.9 Пользуясь справочной литературой оценить жидкотекучесть сплава
Спалв АЛ11 обладает высокой жидкотекучестью его применяют для производства отливок очень сложной конфигурации
4. Анализ процессов питания затвердевающей отливки
4.1 Оценить вероятность появления в отливке дефектов типа усадочных раковин или усадочной пористости
В целом данная отливка мало склонна к возникновению усадочной пористости т.к она изготавливается из узкоинтервального сплава (∆T=92o)
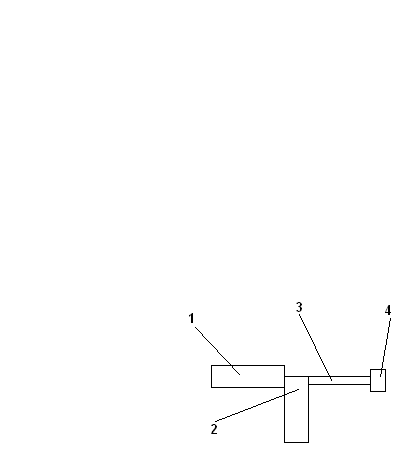
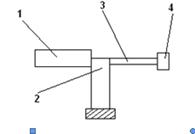
 В элементе (4) данной отливки велика вероятность
возникновения усадочной пористости т.к более тонкая часть (3) затвердевает
раньше и перекрывает доступ жидкого металла к массиву (4) .
В элементе (4) данной отливки велика вероятность
возникновения усадочной пористости т.к более тонкая часть (3) затвердевает
раньше и перекрывает доступ жидкого металла к массиву (4) .
4.2. Представить модель литой детали, как совокупность связанных между собой геометрических элементов и построить соответствующий график, вершины которого интерпретируются как элементы отливки, а рёбра – связь между ними
Граф литой детали:

1 2 3 4
4.3 Учитывая продолжительность затвердевания каждого элемента литой детали на рёбрах графа литой детали расставить стрелки, указывающие последовательность затвердевания элементов. Стрелки должны быть направлены от элементов с большей продолжительностью затвердевания к элементам с меньшей продолжительностью затвердевания. Продолжительность затвердевания смежных элементов оценивать ориентировочно по значениям их приведённых размеров
Ориентированный граф отображающий последовательность затвердевания литой отливки:
![]()
![]()
![]()
![]()
Исходя из значений приведённых размеров определяем последовательность затвердевания элементов отливки:

1 2 3 4
Рис№1 (Ориентированный граф отображающий последовательность затвердевания литой отливки)
4.4 Проанализировать ориентированный граф литой детали с целью обнаружения элементов литой детали, в которых наиболее вероятно образование усадочных раковин или пористости. Основным признаком таких элементов (тепловых узлов) является полное отсутствие на ориентированном графе литой детали стрелок, входящих в соответствующую вершину
Основным признаком таких элементов является полное отсутствие на ориентированном графе литой детали стрелок, входящих в соответствующую вершину.
На рис№1 тепловым узлам литой детали соответствуют вершина №2 т.к. в неё не входит ни одной стрелки.
4.5 Дополнить граф литой детали элементами системы питания отливок к которым относятся: прибыли, питатели; технологические напуски, холодильники и утепляющие вставки. Условные обозначения приведены в таблице №2
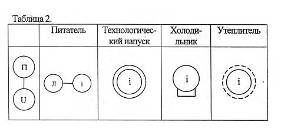
Граф системы питания отливки:

П 1 2 3 4
4.6 Оценить эффективность работы системы питания анализируемой отливки. Формальным признаком эффективности системы питания является отсутствие в графе системы питания вершин, в которые не входит хотя бы одна стрелка. Это не относится к вершинам, соответствующим прибылям и питателям
Формальным признаком эффективности системы питания является отсутствие в графе системы питания вершин, в которые не входит хотя бы одна стрелка. Это утверждение не относится к вершинам, соответствующим прибылям и питателям.
Данная система питания является достаточно эффективной т.к. т.к. на тепловой узел №2 произведена установка холодильника, на элемент №1 устанавливаем утеплитель(путём утолщения слоя краски наносимого на внутреннюю полость кокиля)
4.7 Оценить экономичность прибылей, применяемых в системе питания отливки по значениям коэффициента запаса
![]()
k- коэффициент запаса прибыли
Vi, Vn- объём i-го элемента отливки питающей его прибыли
a- усадка сплава при кристаллизации
а=4,2%
Vi=386,4 см3
Vn=120 см3
k=![]()
k=![]() коэффициент запаса прибыли которая
питает отливку:
коэффициент запаса прибыли которая
питает отливку:
4.8 Предложить свой вариант системы питания отливки и построить соответствующий граф
Граф данной отливки соответствует ранее предложенному варианту.
Отличием данной отливки является наличие второго питателя, что уменьшает скорость расплава в них в следствии чего исключается замешивание в расплав вторичных шлаковых включений.
5. Анализ процессов силового взаимодействия отливки с формой
5.1 Написать формулу, позволяющую рассчитать размеры модели оснастки с учётом линейной усадки сплава
![]() ,
,
εлит =1,3% – линейная усадка;
lмод – размер модельной оснастки;
lотл =196(мм) – размер отливки.
![]()
![]()
![]()
5.2 Сформулировать теоретически обоснованные мероприятия, направленные на уменьшение уровня усадочных, термических и фазовых напряжений в отливке
Чтобы предотвратить образование усадочных и термических напряжений, необходимо провести следующие мероприятия:
1. Исключить неравномерное распределение температуры в охлаждающейся отливке. В данной отливке есть элементы, которые затвердевают раньше, чем другие части отливки. Также имеются упорные места (фланцы) которые препятствуют свободной линейной усадке перемычки (3) в результате чего в ней образуются усадочные напряжения, что может привести к образованию горячих и холодных трещин.
2. Исключить или снизить тормозящее действие неподатливой формы (путём установки проставок из податливых материалов). В данном случае литьё производится в неподатливую форму – кокиль.
5.3 Пользуясь справочной литературой оценить предрасположенность сплава к образованию горячих трещин
Сплав АЛ11 имеет малую склонность к горячим трещинам. Горячеломкость сплава АЛ11 – толщина кольца 5 мм.
Например: горячеломкость сплава АЛ19 – толщина кольца 32.5 мм
Горячеломкость сплава АЛ7- толщина кольца 35мм
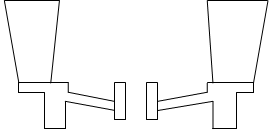
5.4 На эскизе отливки указать участки, в которых наиболее вероятно образование горячих трещин
трещины
Склонность к трещинообразованию будет проявляться на выделенных участках, вследствие возникновения затрудненной усадки в этих местах.
5.5 Сформулировать теоретически обоснованные мероприятия, направленные на борьбу с образованием в отливке горячих и холодных трещин
Для уменьшения вероятности возникновения холодных трещин следует провести ряд мероприятий.
1) Изменить состав сплава в рамках допустимых значений компонентов сплава.
2) Уменьшить содержание примесей в расплаве.
Все эти мероприятия проводятся во время приготовления сплава перед заливкой.
Также возможно применение специальных вставок из податливых материалов (песчано-стержневая смесь)