Дипломная работа: Разработка электроприводов прессовых машин
Содержание
Введение
1 Обзор промышленных установок и характеристика применяемого сырья
2 Описание технологического процесса
2.1 Описание технологической схемы
2.2 Описание оборудования
2.3 Краткая характеристика оборудования.
2.3.1 Экструдер с червячным прессом ЧП 90x30 2.3.2 Загрузчик ЗГВ 500
2.3.3 СушилкаСГ-300
2.3.4 Головка трубная ГТ-50/75
2.3.5 Калибратор
2.3.6 Охлаждающая ванна
2.3.7 Толщиномер
2.3.8 Маркиратор
2.3.9 Тянущее устройство
2.3.10 Длиномер
2.3.11 Машина намоточная.
3 Система управления электроприводом экструдера и требования к ней
4 Расчёт мощности и выбор электродвигателя
4.1 Выбор электродвигателя
4.2 Электродвигатели постоянного тока серии 6ПФ
4.3 Датчики тока и скорости
4.4 Время разгона двигателя
5 Управляемый выпрямитель
5.1 Выбор тиристоров
5.2 Расчет сглаживающего дросселя
5.3 Регулировочная характеристика преобразователя
6 Описание разомкнутой системы электропривода
6.1 Структурная схема разомкнутого электропривода
6.2 Статизм в разомкнутой системе регулирования
7 Синтез замкнутой системы электропривода экструдера
7.1 Подчиненное регулирование координат электропривода.
7.2 Оптимизация контура регулирования тока
7.3 Оптимизация контура регулирования скорости
7.4 Расчет статической характеристики
8 Расчёт динамических характеристик
8.1 Устойчивость электропривода
8.2 Расчет переходного процесса
9 Расчёт неуправляемого выпрямителя
9.1 Выбор и расчет параметров трансформатора
9.2 Расчет и выбор диодов
10 Выбор аппаратуры защиты
1 1 Безопасность и экологичность проекта
11.1 Общая характеристика проектируемого объекта
11.2 Шум и вибрация
11.3 Микроклимат на рабочем месте
11.4 Вентиляция и отопление
11.5 Освещение
11.5.1 Расчет естественного освещения
11.5.2 Расчет искусственного освещения
11.6 Электробезопасность
11.7 Защита от статического электричества
11.8 Молниезащита
11.9 Пожарная профилактика и средства пожаротушения
11.10 Технологическая безопасность
11.1 1 Средства индивидуальной защиты
11.1 2 Охрана окружающей среды
12 Технико-экономическое обоснование проекта
12.1 Расчет основных фондов, капитальных затрат на оборудование
12.2 Расчёт численности и фонда заработной платы
12.3 Расчёт расходов на содержание и эксплуатацию оборудования
12.4 Расчёт цеховых расходов
12.5 Электроэнергия на технологические цели
12.6 Калькуляция себестоимости продукции
12.7 Расчет экономической эффективности
Заключение
Приложения
Электропривод экструдера
Спецификация ДЭЭЛ. 14060465.07.10 000
Электропривод экструдера
Чертеж общего вида ДЭЭЛ. 14060465.07.10 ВО
Электропривод экструдера
Характеристики ДЭЭЛ. 14060465.07.10 Э1
Электропривод экструдера
Схема структурная ДЭЭЛ. 14060465.07.10 Э2
Электропривод экструдера
Схема электрическая функциональная ДЭЭЛ. 14060465.07.1С ЭЗ
Электропривод экструдера
Перечень элементов к электрической схеме ДЭЭЛ.14060465.07Л0 ПЭ
Электропривод экструдера
Таблицы экономических расчетов ДЭЭЛ.14060465.07.10 ТБ
Введение
Одним из важнейших условий создания материально-технической базы страны, мощным рычагом повышения общественного производства и ускорения технического прогресса во всех отраслях является химизация народного хозяйства. Химическая промышленность в нашей стране развивалась более высокими темпами, чем вся промышленность в целом.
Современные химические заводы появились и в Татарии, Коренной реконструкции подверглись старые предприятия. Химические предприятия республики уже в середине 50-х годов выпускали большой ассортимент продуктов: фотожелатин, кино-фотопленку, резиновые технические изделия, моющие средства, реактивы и другие виды продукции, имеющие большое народнохозяйственное значение.
Новым важным этапом в развитии химической промышленности, явилось решение об ее ускорении и принята программа по увеличению выпуска полимеров, искусственных и синтетических волокон, пластических масс, синтетического каучука и других материалов, открывающих новые возможности прогресса во всех областях производства.
Важнейшей особенностью развития химической промышленности в новых условиях было то, что большинство в новых условиях химических производств переводилось на новую сырьевую базу природный и попутный газы нефтедобычи и газы нефтеперерабатывающих заводов. Ресурсов этого сырья в нашей стране было достаточно. Особенно перспективным в этом плане являлись районы Среднего Поволжья. Располагая огромными запасами нефти и мощной нефтеперерабатывающей промышленностью. Татарстан имел исключительно благоприятные условия для получения синтетического сырья на основе переработки попутных нефтяных газов. Попутные нефтяные газы являлись самыми богатыми по содержанию ценнейших фракций для производства многих важнейших фракций и синтетических материалов.
В 1959 - 65 гг намечалась стройка и ввод в эксплуатацию два мощных предприятия по производству новых видов синтетических материалов. Одно из них было решено разместить в Ленинском районе г. Казани. Важнейшим фактором было то, что использование дешевого и доступного сырья - сжиженных газов Минебаевского завода, доставляемых более эффективным способом (по продуктопроводу) обеспечивает высокую рентабельность производства.
13 июля 1963г. была получена первая партия Казанского фенола и ацетона.
В настоящее время АО «Казаньоргсинтез» выпускает большой ассортимент продукции ацетон, фенол, полиэтилен низкого и высокого давления, а так же изделия из него и многое другое.
Открытое акционерное общество «Казаньоргсинтез» - дно из крупнейших химических предприятий Республики Татарстан и Российской
Федерации, производит более 38 % всего российского полиэтилена и является его крупнейшим экспортером. Сегодня "Казаньоргсинтез" имеет 40-летний опыт работы на рынке химических товаров, является крупнейшим производителем широкого спектра продукции органической химии.
Одним из цехов АО «Казаньоргсинтез» по выпуску изделий из полиэтилена низкого давления является цех пластмассовых изделий. Основной продукцией этого цеха являются трубы напорные, предназначенные для трубопроводов, транспортирующих воду и трубы из полиэтилена для газопроводов.
Полиэтиленовые трубы изготавливаются на трубных экструзионных линиях. Расплав полимера выдавливается из фильеры экструдера в виде непрерывной трубчатой заготовки, которая тянущим устройством протягивается через калибрующую насадку, где с помощью матрицы и дорна труба калибруется по наружному и внутреннему диаметрам и частично охлаждается. Затем труба поступает в охлаждающую ваииу, в которой она окончательно охлаждается водой. После прохождения через маркирующее устройство готовая труба разрезается на куски или наматывается в бухту, Контроль за работой линии осуществляет автоматическая система, получающая информацию от 15-20 термопар, расположенных в различных зонах технологического процесса, информацию о двух значениях давления расплава до и после фильтра, о двух, трех значениях частоты вращения шнека и тянущего устройства, о толщине стенки, о диаметре трубы, о давлении масла в системе смазки. Таким образом, система автоматически перенастраивает себя под оптимальный режим работы для обеспечения наивысшего качества.
ОАО «Казаньоргсинтез» производит трубы напорные из полиэтилена низкого давления для строительства трубопроводов хозяйственно-бытового водоснабжения, а также для транспортирования жидких и газообразных веществ, к которым полиэтилен химически стоек.
1. Обзор промышленных установок и характеристика применяемого сырья
Современные прессовые машины оснащаются преимущественно индивидуальным электроприводом.
В электроприводах прессовых машин можно выделить следующие группы:
1. главные электроприводы машин, снабженных маховиками;
2. главные безмаховиковые электроприводы машин;
3. электроприводы насосов и компрессоров, используемые в гидропрессах и молотах;
4. электроприводы вспомогательных механизмов механических и гидравлических прессовых машин.
Механические прессовые машины с маховиками электроприводами являются наибольшей группой по числу типов и количеству выпускаемых и эксплуатируемых машин. Сюда входят: все кривошипные прессы, ковочные машины и вальцы, большинство автоматов и ножниц, винтовые прессы и др.
В технологических процессах переработки пластмасс червячные машины используются для изготовления труб, листов, пленок, а также для пластикации и гранулирования.
В червячных прессах для переработки пластмасс имеются вдоль цилиндрического корпуса зоны, подогрев массы в которых осуществляется с помощью специальных нагревателей.
Статистический момент сопротивления червячных машин мало зависит от частоты вращения. Обычно плавное регулирование частоты вращения требуется в диапазоне 5:1 – 10:1. Это вызвано с тем, что червячные машины устанавливаются в непрерывных агрегатах для производства изделий из полимерных материалов. Поэтому электроприводы обычно выполняются с двигателем постоянного тока.
Полиэтилен (-СН2-СН2-)п - продукт полимеризации бесцветного газа этилена, относящийся к кристаллизующимся полимерам. По плотности полиэтилен подразделяют на полиэтилен низкой плотности, получаемый в процессе полимеризации при высоком давлении (ПЭВД), содержащий 55-65% кристаллической фазы, и полиэтилен высокой плотности, получаемый при низком давлении (ПЭНД), содержащий 74-95% кристаллической фазы [1].
Чем выше плотность и кристалличность полиэтилена, тем выше прочность и теплостойкость материала. Длительно полиэтилен можно применять при температуре до 60-100 °С. Морозостойкость достигает минус 70 °С и ниже. Полиэтилен химически стоек и при нормальной температуре не растворим ни в одном из известных растворителях.
Недостатком полиэтилена является его подверженность старению. Для защиты от старения в полиэтилен вводят стабилизаторы и ингибиторы (2-3% сажи замедляет процессы старения в 30 раз).
Под действием ионизирующего излучения полиэтилен твердеет: приобретает большую прочность и теплостойкость.
Полиэтилен применяют для изготовления труб, литых и прессованных не силовых деталей, пленок, он служит покрытием на металлах для защиты от коррозии, влаги, электротока.
Для производства гладких труб на АО «Казаньоргсинтез» используется экструзионная линия ЛДГТ 90x30-50/75, предназначенная для изготовления гладких труб с наружным диаметром 50, 63 и 75мм методом непрерывной шнековой экструзии из полиэтилена низкого давления.
В качестве исходного сырья используется полиэтилен низкого давления марки 273-79 высшего и первого сортов ГОСТ 16.338-85 и полиэтилен вторичный по ТУ 63-178-74-88. Цифры в маркировке полиэтилена 273-79 обозначают:
2 - процесс полимеризации этилена протекает на комплексных металлоорганических катализаторах при низком давлении; 73 – порядковый номер базовой марки; 7 - степень галогенизации полиэтилена; 9 – группа плотности полиэтилена. Основные характеристики полиэтилена марки 273-79 приведены в таблице 1.1:
Таблица 1.1 - Основные характеристики полиэтилена марки 273-79
| Наименование показателей | Значение показателей |
|
1. Плотность, г/см 2. Показатели текучести расплава при нагрузке 5 кг, г/10мин 3. Размер гранул, мм 4. Температура воспламенения, °С 5. Температура самовоспламенения, °С 6. Токсичность |
0,957-0,964 в/с 0,3-0,5 1/с 0,3-0,55 2-5 280 340-352 не токсичен |
2 Описание технологического процесса
2.1 Описание технологической схемы
Гранулированный полиэтилен из бункеров для хранения в расходную цеховую емкость транспортируется системой пневмотранспорта в трех режимах управления: ручной, автоматический и от ЭВМ.
Переключатель выбора режима находится на мнемосхеме в операторной. При ручном режиме управления заполнение расходных бункеров производится кнопками и переключателями на мнемосхеме [2].
В режиме автоматического управления выбор бункера, путь транспортировки и запрос на заполнение расходного бункера производится автоматически через сигнализацию датчиков уровня в расходном бункере.
В режиме управления от ЭВМ заполнение расходного бункера производится так же, как в режиме автоматического управления, но запрос на заполнение поступает от ЭВМ.
Из расходной цеховой емкости сырье самотеком поступает в сушилку экструдера. Предусмотрена также загрузка полиэтилена из мешков в сушилку при помощи загрузчика. В сушилке экструдера материал при необходимости подогревается горячим воздухом, продуваемым сквозь массу гранулита, а затем самотеком поступает в загрузочную воронку экструдера.
Получение трубной заготовки осуществляется в экструдере с диаметром шнека 90мм. Перед началом экструзии включается обогрев зон цилиндра и головки. Одновременно с обогревом зон цилиндра, с целью предотвращения оплавления гранул полиэтилена, находящихся в нижней части загрузочной воронки.
1. Складирование и контроль сырья.
2. Транспортирование сырья к технологической линии.
3. Подсушка, нагрев сырья и загрузка сырья.
4. Экструзия трубной заготовки.
5. Калибровка и охлаждение трубы.
6. Контроль качества трубы.
7. Маркировка.
8. Намотка трубы в бухты, упаковка, складирование трубы.
9. Хранение и переработка отходов.
Получение трубной заготовки осуществляется в экструдере с диаметром шнека 90мм. Перед началом экструзии включается обогрев зон цилиндра и головки. Одновременно с обогревом зон цилиндра, с целью предотвращения оплавления гранул полиэтилена, находящихся в 11 нижней части загрузочной воронки.
После достижения заданных температур машину выдерживают в этом режиме в течении 1 часа при отсутствии материала в цилиндре.
Пуск экструдера производится на малых оборотах вращения шнека, и постепенно открывают шибер на загрузочной воронке. Материал, поступающий в загрузочную зону цилиндра, захватывается, гомогенизируется и подается в формирующую часть головки. Цилиндры головки разделены на несколько тепловых зон, с самостоятельной автоматической регулировкой температуры каждой зоны.
Процесс продвижения материала в цилиндре сопровождается большим выделением тепла, возникшим в результате механической работы, трения материала о шнек и стенки цилиндра, что может привести к перегреву массы и нарушению технологического процесса.
Для снижения избытка тепла зоны цилиндра охлаждаются водой. Ведение процесса экструзии осуществляется машиной в соответствии с технологической картой.
Несмотря на простоту формы сечения трубы - кольцо - существуют свои факторы, которые способствуют усложнению конструкции инструмента. С одной стороны, выпускаемые трубы могут отличаться очень большим разбросом диаметров (от 5 до 1600 мм). С другой стороны, трубы используются для транспортировки жидкости и газов под давлением, а также для химических реагентов. Это предполагает наличие большой кольцевой жесткости, равномерной толщины стенок, а в случае контакта с химически активными веществами слой трубы, соприкасающийся с этой агрессивной средой, должен хорошо переносить химические и биологические воздействия.
Расплавленный полиэтилен из экструдера выдавливается через кольцевую щель головки в виде трубообразной заготовки и поступает в калибрующее устройство, где происходит образование на поверхности заготовки охлажденного затвердевшего слоя, который к моменту выхода заготовки из калибрующего устройства обеспечивает сохранение трубой необходимой формы и размеров при прохождении через охлаждающие ванны.
Из калибрующего устройства труба подается в ванны охлаждения, где производится дальнейшее ее охлаждение орошением труб водой.
После выхода трубы из ванн для диаметра до 500мм труба проходит через прибор для измерения толщины стенки (толщиномер).
Действие этого прибора основано на индуктивном принципе, при котором измеряющая головка реагирует на металл, вводимый в активную зону головки. В измеряемую трубу вводится рефлектор. Подпружиненные детали рефлектора плотно прилегают к внутренней поверхности трубы. Прибор фиксирует расстояние между измерительной головкой и деталями рефлектора. Затем труба проходит через маркирующее устройство. Маркировка происходит прижатием разогретого шрифта к поверхности трубы.
Отвод трубы и протяжка ее через выше сказанные устройства осуществляется тянущим устройством гусеничного типа. За тянущим устройством устанавливается намоточное устройство. Намотка труб в бухты выполняется на барабан намоточного устройства. Скорость намотки плавно регулируется. Отрезка труб в конце намотки на барабан производится вручную ножом.
2.2 Описание оборудования
В состав экструзионной линии по производству полиэтиленовых гладких труб типа ЛГПТ 90x30-50/75 входит:
1. Экструдер с червячным прессом ЧП 90x30.
2. Загрузчик ЗГВ-500.
3. Сушилка СГ-300.
4. Головка трубная ГТ 50/75
5. Калибратор.
6. Ванны охлаждения.
7. Толщиномер.
8. Маркиратор.
9. Тянущее устройство.
10. Машина намоточная.
11. Регулятор скорости.
12. Шкаф управления.
2.3 Краткая характеристика оборудования
2.3.1 Экструдер с червячным прессом ЧП 90x30
Отечественная промышленность выпускает одночервячные и двухчервячные прессы, применяемые самостоятельно и в агрегатах, предназначенных для переработки полимерных материалов в изделия.
Червячный пресс состоит из следующих основных узлов: червяка; материального цилиндра (с запрессованной гильзой и терморегуляторами); редуктора, обеспечивающего широкий диапазон регулирования оборотов шнека; электропривода; загрузочной воронки; шкафов с автоматическими приборами контроля и управления температуры; шкафов с автоматикой управления электроприводом; пульта управления (для установки и контроля числа оборотов червяка).
Экструдер с червячным прессом предназначен для непрерывной переработки гранулированных термопластов в однородный расплав и равномерного выдавливания его через формирующую головку.
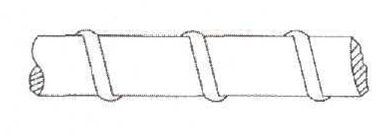
Рисунок 2.2 Шнек экструдера.
Технические характеристики:
Диаметр червяка равен - 90 мм.
Отношение рабочей длины червяка к его диаметру - 30
Частота
вращения червяка (регулируемая) - (0,98+9,84)![]() или (9,4+94) об/мин.
или (9,4+94) об/мин.
Производительность пресса по полиэтилену низкого давления при Р = 10 МПа не менее 320 кг/ч.
Привод пресса осуществляется электродвигателем постоянного тока через редуктор Ц2У-355Н-16-13.
Обогрев корпуса пресса и загрузочной воронки - электрическими нагревателями сопротивления. Мощность нагревателя 19,4 кВт.
Количество обогреваемых зон корпуса равно 6.
Диапазон автоматического регулирования температуры - (5О-35О)°С.
Гранулированный термопласт в загрузочной воронке экструдера захватывается червяком и перемещается вдоль корпуса. В результате теплового воздействия нагревателей, расположенных на корпусе пресса, механического воздействия червяка и фактора времени, материал пластифицируется, уплотняется и гомогенизируется по мере продвижения к профилирующей головке.
Проходя непрерывно через профилирующую головку, расплав принимает форму изделия и поступает в калибрующее устройство.
Корпус экструдера, где происходят основные процессы переработки термопластов, состоит из тонкостенной трубы с запрессованной внутрь ее гильзой с азотированной рабочей поверхностью. Корпус имеет 6 зон обогрева нагревателями сопротивления. Охлаждение зон корпуса осуществляется от шести независимых вентиляторов. Для режимов работы зон предусмотрены отверстия для установки термопар. Зоны корпуса разделены между собой перегородками.
Загрузочная воронка предназначена для загрузки материала в пресс и начала процесса переработки материала. Воронка загрузочная состоит из корпуса и вставной гильзы. На гильзе выполнена винтовая нарезка, которая в комплексе с корпусом создает полость охлаждения. Температура поверхности гильзы загрузочной воронки контролируется термопарой. Рабочая температура гильзы -не более 100°С, которая регулируется изменением расхода охлаждающей воды.
2.3.2 Загрузчик ЗГВ - 500
Предназначен для автоматической загрузки гранулированного полиэтилена в сушилку. Загрузчик состоит из бункера, циклона и агрегата воздуховсасывающего ЛВП-4. Бункер устанавливается на полу и служит для засыпки в него гранул. В бункере имеется заборное устройство, представляющее собой две соосные грубы. Циклон устанавливается на бункер сушилки и служит для отделения гранул от потока воздуха. Для этого в циклоне имеется фильтр, служащий также для предварительной очистки воздуха от пыли. Управление загрузкой осуществляется автоматически от пульта управления экструдера.
2.3.3 Сушилка СГ-300
Предназначена для нагрева гранулированных термопластов до температуры 120 °С и удаления влаги. Состоит из устройства для нагрева гранул и элементов управления и регулирования температуры. Управление сушилкой осуществляется с пульта управления экструзионной линии.
Устройство для нагрева гранул состоит из бункера, калорифера, вентилятора, распределителя и крышки.
В бункер подсушки подаются гранулы. Подогретый в калорифере до заданной температуры воздух вентилятором нагнетается в нижнюю часть бункера, проходит через распределитель и слой гранул, осушает и подогревает их до требуемой температуры и выбрасывается в атмосферу или поступает в калорифер.
Система теплового контроля и регулирования обеспечивает поддержание заданной температуры воздуха поступающего в бункер сушилки.
Термопара, установленная на выходе из вентилятора измеряет температуру горячего воздуха и подает сигнал на регулирующий прибор, установленный в шкафу контроля и регулирования.
2.3.4 Головка трубная ГТ-50/75
Головка для формования труб имеет сборную конструкцию и состоит из двух базовых групп элементов: мундштука и дорна. Цилиндрические элементы мундштука и дорна формуют соответственно внешнюю и внутреннюю поверхность трубы. Сборная конструкция облегчает изготовление, монтаж и переналадку инструмента, так как головка может состоять из базовых и сменных элементов. Конечные элементы мундштука и дорна формируют заданный диаметр трубы. Для предотвращения резких скачков давления, ускорения протекания расплава и улучшения показателей его гомогенизации в конструкцию головки часто вводят специальный элемент - распределитель. В зависимости от материала расплава используют разные типы распределителей -спиральные или радиальные. Спиральные распределители представляют собой сердечник, на цилиндрической поверхности которого прорезано несколько спиральных канавок, постепенно сходящих на нет. Эти спиральные канавки заставляют расплав разделиться на два потока. Первый поток продолжает двигаться поступательно, второй поток закручивается по спиралям. Радиальный распределитель представляет собой диск с окошками, образованными радиальными направляющими перегородками. В рассматриваемой экструзионной линии трубная головка предназначена для формирования заготовок труб диаметром 50, 63, 75 мм из ПЭНД.
Обогрев головки производится электрическими обогревателями сопротивления.
Количество зон обогрева - 2.
Максимальная температура нагрева корпуса головки - 57()°С.
На головке установлены датчики давления и температуры расплава, а также предусмотрены каналы 6 для сообщения внутренней полости изготавливаемых труб с воздухом.
Регулировка толщины трубной заготовки и равномерность выхода массы по периметру формирующего зазора производится с помощью регулировочных винтов.
2.3.5 Калибратор
Предназначен для образования на поверхности заготовки охлажденного затвердевшего слоя, который к моменту выхода заготовки из калибрующего устройства обеспечивает сохранение трубой необходимой формы и размеров при прохождении через охлаждающие ванны.
Выходящая из головки пластичная и горячая труба поступает в стальную калибрующую гильзу, вставленную в вакуумную камеру с разбрызгивающими форсунками. Внутренняя поверхность калибрующей гильзы полированная и имеет поперечные кольцевые проточки с отверстиями для отвода воздуха. В корпусе гильзы имеются каналы водяного охлаждения. За счет разницы давления снаружи и внутри цилиндрическая поверхность трубы прижимается к калибрующей поверхности )ильзы, таким образом, происходит уплотнение наружной поверхности и ее охлаждение. Калибровочные гильзы могут оснащаться водно-капельными завесами для первичного охлаждения трубы. Выходя из калибровочной гильзы, труба попадает в вакуумную камеру с набором диафрагм-держателей. Вдоль всей камеры осуществляется разбрызгивание волы для охлаждения трубы. Выходная втулка для герметизации камеры имеет резиновое уплотнительное кольцо. За счет смены втулки, гильзы и системы диафрагм можно калибровать трубы разного диаметра.
Мощность электродвигателя насоса- 1,5 кВт.
2.3.6 Охлаждающая ванна
Предназначена для охлаждения труб орошением водой и обдува их на выходе для удаления влаги.
Охлаждение в зависимости от выбранного технологического процесса может быть струйным или струйно-погружным. В первом случае труба проходит через камеру, где на нее из форсунок с большой скоростью разбрызгивается вода, и далее сразу следует тянущее устройство. Во втором случае труба проходит через двухсекционную ванну, одна часть которой полностью заполнена водой, а во второй осуществляется разбрызгивание воды из форсунок.
Длина охлаждающей зоны - 3500 мм.
Мощность электродвигателя насоса- 1,5 кВт.
Корпус представляет собой сварную конструкцию. Внутри корпуса смонтированы 4 трубопровода с форсунками для охлаждения труб орошением водой. На выходе из корпуса предусмотрен отсек для установки в нем обдува. Обдув представляет собой камеру, в которую из сети подается сжатый воздух. Внутри гильзы камеры проходит труба, которая обдувается струями воздуха, выходящими из 40 отверстий диаметром 1,5 мм. Для циркуляции воды в системе установлен центробежный насос.
2.3.7 Толщиномер
Толщиномер - прибор, который служит для замера толщины стенки.
Действие прибора основано на индуктивном методе, при котором измерительная головка реагирует на металл вводимый в активную зону головки. В измеряющую трубу вводится рефлектор. Подпружиненные металлические детали рефлектора плотно прилегают к внутренней поверхности трубы. Прибор фиксирует расстояние между измерительной головкой и деталями рефлектора.
Толщиномер замеряет толщину стенки для труб диаметром до 500 мм.
2.3.8 Маркиратор
Маркиратор предназначен для нанесения шрифта (маркировки) непосредственно на трубы.
Маркировка: ПНД 63с литьевая
ГОСТ 18599-830898
- значок, обозначающий АО «Казаньоргсинтез»;
ПНД - полиэтилен низкого давления;
63 - диаметр трубы;
С - средняя;
0898 - месяц и год изготовления.
Обогрев маркиратора - электрический, нагревателями сопротивления.Мощность нагревателя -1,5 кВт.
Маркиратор представляет собой колесо, на поверхности которого
расположен разогретый шрифт, входящий в контакт с трубой.
2.3.9 Тянущее устройство
Для протягивания трубы через систему калибраторов необходимо создать тяговое усилие и обеспечить регулируемую скорость движения грубы. Эту задачу выполняет гусеничное тянущее устройство. Рабочим органом этой установки являются две или несколько гусениц, которые синхронно вращаются, заключив между собой трубу. Двухгусеничные тянущие устройства используются преимущественно для протягивания труб от малого до среднего диаметра (от 20 до 250 мм). Многогусеничньте устройства необходимы для работы с тонкостенными трубами или трубами больших диаметров. Прижим гусениц к профилю осуществляется пневмоцилиндрамис регулировкой усилия прижима. Скорость тянущего устройства регулируется бесступенчато. Нижняя гусеница имеет привод регулировки по высоте, чтобы подстраиваться под определенный диапазон диаметров трубы. Для предотвращения боковых или вертикальных перемещений тянущее устройство имеет опорные валики, которые регулируются в зависимости от размеров трубы.
Чтобы избежать опасных усилий в передаточных парах кинематики, каждая из гусениц оснащена дифференциальной муфтой, которая также обеспечивает равномерное и синхронное движение всех гусениц.
Количество гусениц - 2 шт.
Мощность привода - 4,2 кВт.
2.3.10 Длиномер
Длинномер представляет собой колесо, входящее в контакт с трубой. При повороте колеса на один оборот труба проходит 0,5 м. К колесу прикреплен флажок, который, проходя за каждый оборот через паз бесконтактного переключателя, выдает импульс на реле счетчика импульсов.
2.3.11 Машина намоточная
Предназначена для намотки труб в бухты с наружным диаметром не более 2000 мм и шириной не более 400 мм.
Скорость наматывания - не более 25 м/мин.
Мощность привода - 1,7 кВт.
Состоит из двух бухтовых головок, вращаемых электродвигателем постоянного тока, через клиноременную передачу. Момент передается на редуктор связанный цепной передачей с валом привода.
На валу привода смонтированы две свободно вращающиеся звездочки, которые связаны с валом через электромагнитные муфты. При включении соответствующей электромагнитной муфты приводится во вращение соответствующая бухтовая головка.
3. Система управления электроприводом и требования ней
Комплект управления привода червячного пресса линии для производства труб на базе ТПЧ-320/460 укомплектован релейно-контакторной, пускорегулирующей и сигнализирующей аппаратурой, приборами контроля и измерения нагрузки частоты вращения.
Комплект содержит полный состав электрооборудования для контроля и управления приводом червячного пресса с электродвигателями постоянного тока на напряжение U=440В и на токи I= 250/320А.
Схемой предусмотрено управление приводом постоянного тока, приводом вентилятора охлаждения электродвигателя постоянного тока, а так же технологические блокировки линий и перегрева пресса.
Комплект управления является законченным изделием и устанавливается у механизма (пульт управления) или в другом месте [3]. Нормальная работа системы управления обеспечивается в закрытых условиях при соблюдении следующих условий:
а) высота над уровнем моря – до 1000м;
б) температура окружающей среды – 1/+40 С;
в) относительная влажность воздуха – не более 80%;
г) окружающая среда невзрывоопасна, не содержащая пыли, агрессивных паров и газов в концентрациях, разрушающих металлы и изоляцию.
Регулируемый электропривод выполнен по системе тиристорный преобразователь – двигатель (ТП-Д). Регулирование скорости двигателя производится изменением напряжения на якоре двигателя при постоянном токе возбуждения [4].
Для автоматического поддержания постоянства скорости привода применена жесткая обратная связь по скорости. В качестве датчика скорости используется тахогенератор типа ТС-1, напряжение пропорциональное скорости двигателя включено встречно с задающим напряжением , снимаемым с датчика скорости.
Результирующий сигнал поступает на вход промежуточного усилителя тиристорного агрегата. Система автоматического регулирования обеспечивает поддержание скорости с точностью +/-2% при изменении момента нагрузки на валу двигателя от 0,5Мн до 1Мн и изменении напряжения сети в пределах (0,95+1,1) UH в диапазоне регулирования скорости 1:10.
4 Расчёт мощности и выбор электродвигателя
4.1 Выбор электродвигателя
При рассмотрении работы двигателя, приводящего в действие производственный механизм, необходимо выявить соответствие механических свойств электродвигателя характеристике производственного механизма.
Экструдер должен иметь жесткую механическую характеристику. Такой механической характеристикой обладают двигатели постоянного тока с независимым возбуждением (ДПТ НВ) и асинхронные двигатели (в пределах рабочего участка механической характеристики). Наиболее широкое применение в промышленности при разработке регулируемых ЭП нашли ДПТ НВ. Это обусловлено их высокими регулировочными и пусковыми характеристиками, а также хорошими показателями качества переходных процессов.
Правильный выбор двигателя имеет большое значение, поскольку оказывает определяющее влияние на первоначальные затраты, стоимость эксплуатационных расходов, обеспечение всех технологических режимов работы и необходимых динамических и статических характеристик. Мощность электродвигателя выбирается, исходя из необходимости обеспечения заданной работы ЭП при соблюдении нормального теплового режима и допустимой механической перегрузки двигателя.
Расчет мощности электродвигателя для привода червячного пресса будем вести исходя из следующих данных [5]:
-рабочий
момент на шнеке экструдера: ![]() н. м;
н. м;
-передаточное число редуктора: i – 16 (редуктор типа Ц2У-355 Н-16-13);
-КПД
редуктора: ![]() ;
;
-частота
вращения шнека регулируемая: w![]() ; w
; w![]() ;
;
или: n![]() об/мин; n
об/мин; n![]() об/мин.
об/мин.
Приведем момент шнека к моменту на валу двигателя, через передаточное число редуктора и его КПД по формуле:
![]() ;
;
![]() (нм)
(нм)
Зная момент на валу электродвигателя можно найти расчетную мощность двигателя:
![]()
где ![]() - коэффициент
запаса по мощности, учитывающий динамические режимы работы электродвигателя,
когда он работает с повышенными моментами;
- коэффициент
запаса по мощности, учитывающий динамические режимы работы электродвигателя,
когда он работает с повышенными моментами;
![]() ;
;
![]()
![]() (Вт)
(Вт)
Переведем угловую скорость вращения вала из рад/с в об/мин:
![]() ;
;
![]() (об/мин);
(об/мин);
Целью
данного расчета является замена физически и морально устаревшего
электродвигателя постоянного тока серии 2П. Исходя из полученных данных, т.е.
мощности двигателя ![]() Вт и номинальной частоты вращения
(
Вт и номинальной частоты вращения
(![]() об/мин).
Выбираем электродвигатель из наиболее совершенной серии 6П.
об/мин).
Выбираем электродвигатель из наиболее совершенной серии 6П.
Из справочника наиболее подходящим для данных условий является двигатель 6ПФ250МГУХЛ4. Его основные данные приведены ниже:
Тип двигателя: 6ПФ250МГУХЛ4
![]() КВТ
КВТ
![]() В
В
![]() об/мин
об/мин
![]() об/мин
об/мин
КПД=89,0 %
![]() А
А
![]() кг-
кг-![]()
![]() Ом
Ом
![]() Ом
Ом
![]() Ом
Ом
По сравнению с предшествующими сериями у машин серии 6П повышена перегрузочная способность, расширен диапазон регулирования частоты вращения, улучшены динамические свойства, уменьшены шум и вибрация, повышена мощность на единицу массы, увеличена надежность и ресурс работы.
Питание ДПТ может осуществляться от источника постоянного тока или от тиристорного преобразователя. При питании от ТП допустимый ток якоря уменьшается в зависимости от схемы выпрямления и электромагнитной постоянной времени якорной цепи. Устойчивая работа ДПТ обеспечивается схемой управления электропривода.
Определим конструкционный коэффициент двигателя.
![]() , (4.9)
, (4.9)
где ![]() -номинальное напряжение питания электродвигателем
-номинальное напряжение питания электродвигателем
![]() -номинальный
потребляемый ток электродвигателя
-номинальный
потребляемый ток электродвигателя
![]() -суммарное
сопротивление цепи якоря электродвигателя
-суммарное
сопротивление цепи якоря электродвигателя
![]() -верхняя
скорость вращения вала электродвигателя в номинальном режиме
-верхняя
скорость вращения вала электродвигателя в номинальном режиме
![]()
![]() (4.10)
(4.10)
где ![]() -сопротивление
якоря, 0,068 (Ом)
-сопротивление
якоря, 0,068 (Ом)
![]() -сопротивление
добавочных полюсов, 0, 0098 (Ом)
-сопротивление
добавочных полюсов, 0, 0098 (Ом)
![]() (Ом) (4.11)
(Ом) (4.11)
Номинальный ток якоря:
![]() ; (4.12)
; (4.12)
где ![]() -номинальное напряжение питания электродвигателем
-номинальное напряжение питания электродвигателем
![]() -электрическая
мощность двигателя, потребляемая из сети:
-электрическая
мощность двигателя, потребляемая из сети:
![]() , (4.13)
, (4.13)
![]() -КПД
электродвигателя 89%,
-КПД
электродвигателя 89%,
![]() кВт, (4.14)
кВт, (4.14)
тогда
![]() А, (4.15)
А, (4.15)
тогда
![]() (4.16)
(4.16)
4.2 Электродвигатели постоянного тока серии 6ПФ
Предназначены для регулируемых электроприводов главного движения металлорежущих станков с ЧПУ, гибких производственных систем и другого автоматизированного оборудования.
Структура условного обозначения машины постоянного тока 6ПФ250МГУХЛ4:
6 - порядковый номер серии;
П - электродвигатель постоянного тока;
Ф - защищенное исполнение с независимой вентиляцией;
250 - высота оси вращения, мм;
М - условная длина сердечника якоря (М - вторая длина);
Г - наличие встроенного тахогенератора;
УХЛ - климатическое исполнение двигателя;
4 - категория размещения (4 - в закрытом помещении с отоплением и вентиляцией).
Широкорегулируемые повышенной точности с пристроенным тахогенератором постоянного тока и датчиком тепловой защиты, с независимой вентиляцией от пристроенного электровентилятора типа "наездник", степень защиты IР238 по ГОСТ 17494-87, способ охлаждения IС06 по ГОСТ 20459-87.
Расположение вентилятора на торцевой поверхности электродвигателя со стороны коллектора, или на боковой поверхности, сверху. Возможна установка фильтра вентилятора для защиты от попадания пыли вовнутрь. Применена изоляция класса нагревостойкости F по ГОСТ 8865-87.
Группа механического исполнения по ГОСТ 17516.1-90. Конструктивное исполнение по способу монтажа IМ2101 по ГОСТ 2479-79 - горизонтальное, вертикальное валом вверх или валом вниз, крепление за лапы, за фланец.
Режим работы продолжительный S1, допускается работа в режимах S2-S8 по ГОСТ 183-74.
Средний уровень звука при номинальной частоте вращения до 900 мин"1 соответствует классу 1, при номинальной частоте вращения 900 мин" и выше, соответствует классу 2.
Двигатели допускают регулирование частоты вращения напряжением якоря в диапазоне от 0 до 460 В при постоянном моменте, при этом допускается стоянка с моментом, равным половине номинального.
Двигатели допускают регулирование частоты вращения до максимальной ослаблением поля при номинальном напряжении на якоре в диапазоне не менее 1:3 при постоянной мощности.
Условия эксплуатации:
-высота над уровнем моря не более 1000 м;
-температура окружающей среды от 1 до 40°С;
-относительная влажность воздуха до 98% при 1=35°С:
-окружающая среда невзрывоопасная, не содержащая металлической или другой токопроводящей пыли, агрессивных газов и паров в концентрациях разрушающих металлы и изоляцию;
-надежность и долговечность;
-вероятность безотказной работы за наработку 10 000ч не менее 0,95;
-средний ресурс до списания 30 000ч;
-средний срок службы 1 5 лет.
4.3 Датчики тока и скорости
Наибольшее распространение в регулируемом электроприводе имеют датчики тока и скорости, необходимые для формирования замкнутых контуров в системе регулирования.
Известны две основные системы образования токовой обратной связи: по переменному току на первичной обмотке трансформатора и по постоянному току цепи якоря двигателя. В данной работе используем второй способ. В этом случае измеренное напряжение снимается с шунта, включенного в цепь якоря двигателя. При этом отпадает необходимость в выпрямлении напряжения, однако чувствительность схемы невелика. Номинальное напряжение, снимаемое с шунта, составляет 0,075 или 0,1 В и нуждается в последующем усилении.
![]() (4.17)
(4.17)
![]() (4.18)
(4.18)
![]() Ом (4.19)
Ом (4.19)
где ![]() -напряжение,
снимаемое с шунта,
-напряжение,
снимаемое с шунта, ![]() В;
В;
![]() -ток якоря
электродвигателя
-ток якоря
электродвигателя
Данное устройство является стандартным, поэтому с учетом номинального значения тока якоря выбираем шунт типа: номинальный ток которого А, номинальное падение напряжения 75 мВ, класс точности
Определим коэффициент шунта:
![]() (4.20)
(4.20)
![]() (4.21)
(4.21)
Выходное напряжение подается на дополнительный усилитель и специальное устройство, которое осуществляет гальваническую развязку силовой цепи от системы управления.
Самым распространённым датчиком обратной связи по скорости в регулируемом электроприводе является тахогенератор. Обратная связь по скорости необходима для создания широкорегулируемого электропривода, поскольку статизм разомкнутой электромеханической системы имеет недопустимо большое значение в нижнем диапазоне регулирования.
Однородность тока тахогенератора и двигателя создаёт определённые удобства при эксплуатации привода, поэтому в подавляющем большинстве случаев применяют тахогенераторы постоянного тока. Стремление уменьшить обратные пульсации требует встройки тахогенератора в двигатель и установки его на якорь электродвигателя. В современных моделях используют тахогенераторы с возбуждением от постоянных магнитов.
Передаточная функция тахогенератора соответствует инерционному звену первого порядка:
![]() (4.22)
(4.22)
где ![]() -коэффициент
усиления тахогенератора;
-коэффициент
усиления тахогенератора;
![]() -постоянная
времени тахогенератора.
-постоянная
времени тахогенератора.
Однако
постоянная времени тахогенератора невелика (![]() с) и часто в расчетах подобной
величиной пренебрегают. В этом случае тахогенератор представляется
безинерционным звеном с передаточной функцией:
с) и часто в расчетах подобной
величиной пренебрегают. В этом случае тахогенератор представляется
безинерционным звеном с передаточной функцией:
![]() , (4.23)
, (4.23)
Величину коэффициента усиления тахогенератора можно определить по следующей формуле:
![]() (4.24)
(4.24)
где ![]() -номинальное
напряжение на якоре тахогенератора;
-номинальное
напряжение на якоре тахогенератора;
![]() -номинальная
скорость тахогенератора
-номинальная
скорость тахогенератора
![]() (4.25)
(4.25)
![]() об/мин
об/мин
Двигатель
имеет тахогенератор типа ТС-1, с закрытым встроенным исполнением. Возбуждение
тахогенератора от постоянных магнитов. Крутизна напряжения 0,033 ![]() , нагрузочное
сопротивление не менее 2 кОм. Допустимые кратковременные перегрузки по току при
номинальном потоке возбуждения:
, нагрузочное
сопротивление не менее 2 кОм. Допустимые кратковременные перегрузки по току при
номинальном потоке возбуждения:
![]() в течении 60
секунд,
в течении 60
секунд,
![]() в течении 10
секунд.
в течении 10
секунд.
4.4 Время разгона двигателя
Найдем момент инерции шнека:
![]() (4.23)
(4.23)
где d-диаметр шнека (d=0,9 м);
l-длина шнека (l=2,7 м);
![]() -плотность
стали (
-плотность
стали (![]() );
);
i-передаточное число редуктора (i=16)
![]() (4.24)
(4.24)
Суммарный момент инерции на валу двигателя:
![]() (4.25)
(4.25)
где ![]() –момент инерции
двигателя (
–момент инерции
двигателя (![]() );
);
![]() (4.26)
(4.26)
Время разгона двигателя найдем по формуле:
![]() (4.27)
(4.27)
![]() с
с
где ![]() –дополнительный
момент при пуске;
–дополнительный
момент при пуске;
![]() -момент на валу
двигателя (
-момент на валу
двигателя (![]() ).
).
Дополнительный момент при пуске:
![]() , (4.28)
, (4.28)
где ![]() –коэффициент
перегрузочной способности электродвигателя (
–коэффициент
перегрузочной способности электродвигателя (![]() )
)
![]() (4.29)
(4.29)
Таким образом, нормальное время разгона системы до номинальной скорости составляет 8, 89 с.
5 УПРАВЛЯЕМЫЙ ВЫПРЯМИТЕЛЬ
Выпрямление предназначено для преобразования переменного тока в постоянный, и заключается в том, что нагрузка циклически переключается с одной фазы источника переменного напряжения на другую. Такое переключение осуществляется вентилями и называется коммутацией [6].
В
управляемом выпрямителе открытие очередного вентиля в общем случае производится
со сдвигом на угол регулирования ![]() по отношению к точке
естественного открытия (рисунок диаграмма напряжений). Поэтому в интервале 0
по отношению к точке
естественного открытия (рисунок диаграмма напряжений). Поэтому в интервале 0![]() проводит
вентиль, у которого потенциал анода ниже, чем у вентиля который открывается при
угле
проводит
вентиль, у которого потенциал анода ниже, чем у вентиля который открывается при
угле ![]() .
.
Задерживая момент открытия вентиля по отношению к моменту естественного открытия можно уменьшать среднее значение выпрямленного напряжения. Значит, можно автоматически управлять выпрямленным током или напряжением, и таким образом, получить регулировочную характеристику, необходимую для наших условий, для регулирования скорости двигателя.
Задано
обычно бывает среднее значение выпрямленного напряжения ![]() и выпрямленного тока
и выпрямленного тока ![]() . В нашем
случае для расчета выпрямителя заданными являются номинальное напряжение
электродвигателя
. В нашем
случае для расчета выпрямителя заданными являются номинальное напряжение
электродвигателя ![]() и потребляемый им ток в
номинальном режиме
и потребляемый им ток в
номинальном режиме ![]() .
.
Среднее
значение выпрямленного напряжения ![]() равно высоте прямоугольника с
основанием, равным длительности периода пульсации, и с площадью, равной площади
заштрихованной на рисунке 5.1.
равно высоте прямоугольника с
основанием, равным длительности периода пульсации, и с площадью, равной площади
заштрихованной на рисунке 5.1.
В тиристорном управляемом электроприводе, наибольшее распространение нашли мостовые схемы выпрямления. Сравнение трехфазных схем преобразователей показывает, что мостовые тиристорные схемы обеспечивают более высокое значение выпрямленного напряжения, меньшую переменную составляющую, более высокую частоту пульсаций. Применение трехфазных мостовых схем обусловлено оптимальным соотношением между значением обратного и прямого напряжения на вентилях и питающим напряжением.
Произведем расчет и выбор основных элементов схемы нереверсивного тиристорного преобразователя, построенного на трехфазной управляемой мостовой схеме выпрямления для работы на двигатель постоянного тока типа 6ПФ250МГУХЛ4.
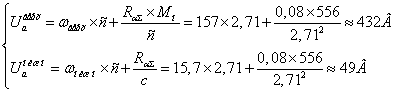
Определим напряжение условного холостого хода тиристорного преобразователя при номинальной скорости вращения вала двигателя:
![]() (5.1)
(5.1)
где ![]() –среднее
значение выпрямленного напряжения на якоре электродвигателя;
–среднее
значение выпрямленного напряжения на якоре электродвигателя;
![]() -падение
напряжения на активном сопротивлении сглаживающего дросселя;
-падение
напряжения на активном сопротивлении сглаживающего дросселя;
![]() -возможное
изменение напряжения на выходе тиристорного преобразователя, вызванное
колебанием напряжения в питающей сети переменного тока;
-возможное
изменение напряжения на выходе тиристорного преобразователя, вызванное
колебанием напряжения в питающей сети переменного тока;
![]() -среднее
значение падения напряжения на тиристорах
-среднее
значение падения напряжения на тиристорах
![]() (5.2)
(5.2)
С
целью увеличения жесткости механической характеристики электродвигателя при
работе его от тиристорного преобразователя сглаживающий дроссель должен иметь
минимальное активное сопротивление (потери). Для большинства систем ![]() равно:
равно:
![]()
![]() (5.3)
(5.3)
Принимаем
![]()
Среднее значение падения напряжения на тиристорах:
![]() (5.4)
(5.4)
где ![]() –напряжение
спрямления вольтамперной характеристики, снятой на постоянном токе;
–напряжение
спрямления вольтамперной характеристики, снятой на постоянном токе;
![]() -динамическое
сопротивление тиристора;
-динамическое
сопротивление тиристора;
![]() -номинальный
ток двигателя.
-номинальный
ток двигателя.
Если
положить, что в качестве тиристоров будут выбраны вентили с классификационным
падением напряжения средней группы ![]() ,то величины
,то величины ![]() и
и ![]() можно определить по
следующим приближенным формулам:
можно определить по
следующим приближенным формулам:
![]() (5.5)
(5.5)
![]() (5.6)
(5.6)
![]() (5.7)
(5.7)
![]() (5.8)
(5.8)
где ![]() –номинальный
тиристорный ток;
–номинальный
тиристорный ток;
![]() (5.9)
(5.9)
![]() (5.10)
(5.10)
Тогда:
![]() (5.11)
(5.11)
Напряжение на выходе преобразователя при условном холостом ходе без учета возможных колебаний напряжения в питающей сети равно:
![]() (5.12)
(5.12)
Учитывая
колебания напряжения сети переменного тока, ![]() , величина
, величина ![]() должна быть увеличена:
должна быть увеличена:
электропривод мощность постоянный ток
![]() (5.13)
(5.13)
![]() (5.14)
(5.14)
Найдем
реальное напряжение холостого хода тиристорного преобразователя при ![]() :
:
 (5.15)
(5.15)
![]() (5.16)
(5.16)
где ![]() -линейное
напряжение сети.
-линейное
напряжение сети.
Так
как ![]() , то
точный расчет всех напряжений не требуется.
, то
точный расчет всех напряжений не требуется.
Так как наш двигатель наш двигатель может работать если частота пульсаций выпрямленного напряжения не более 15%, то для ограничения пульсаций ставится сглаживающий дроссель.
5.1 Выбор тиристоров
Выбор тиристоров осуществляется по максимально допустимым току и напряжению.
В
паспортных данных на тиристоры указывается предельное (максимально допустимое
среднее за период) значение тока ![]() , длительно протекающего через
тиристор, Это значение тока дается для классификационной схемы однофазной
однополупериодной схемы выпрямления с активной нагрузкой при частоте 50 Гц,
синусоидальной форме тока, угле проводимости 180°, максимально допустимой
температуре корпуса [7].
, длительно протекающего через
тиристор, Это значение тока дается для классификационной схемы однофазной
однополупериодной схемы выпрямления с активной нагрузкой при частоте 50 Гц,
синусоидальной форме тока, угле проводимости 180°, максимально допустимой
температуре корпуса [7].
В
классификационной схеме при активной нагрузке ток тиристора имеет форму,
показанную на рисунке 5.3. Для классификационной схемы среднее значение тока ![]() , протекающего
через тиристор, является предельным.
, протекающего
через тиристор, является предельным.
В
тиристорных преобразователях, работающих на якорь или обмотку возбуждения ДПТ
НВ, условия работы тиристора отличаются от тех, для которых в паспорте указывается
предельное значение тока ![]() . Так угол проводимости X может отличаться от 180°, а форма тока отличаться от
представленной на рисунке 5.3. Например, в трехфазных схемах управляемых
выпрямителей при работе в области непрерывных токов, ток тиристора имеет форму,
близкую к прямоугольной (рисунок 5.4) и угол проводимости
. Так угол проводимости X может отличаться от 180°, а форма тока отличаться от
представленной на рисунке 5.3. Например, в трехфазных схемах управляемых
выпрямителей при работе в области непрерывных токов, ток тиристора имеет форму,
близкую к прямоугольной (рисунок 5.4) и угол проводимости ![]() , равный 120° .
, равный 120° .
Коэффициент амплитуды тока для классификационной схемы:
![]()
где ![]() –максимальное
значение тока, протекающего тиристор
–максимальное
значение тока, протекающего тиристор
Коэффициент формы тока для классификационной схемы:
![]()
где ![]() –действительное
значение тока, протекающего через тиристор
–действительное
значение тока, протекающего через тиристор
Расчетное значение тока тиристора определяется из выражения:
![]() (5.17)
(5.17)
![]() ,
,
где ![]() –коэффициент
запаса по току, который исходя из надежности работы тиристора, устанавливается
равным
–коэффициент
запаса по току, который исходя из надежности работы тиристора, устанавливается
равным
![]() -коэффициент формы
тока для заданной схемы выпрямления и соответствующего этой схеме угла
проводимости
-коэффициент формы
тока для заданной схемы выпрямления и соответствующего этой схеме угла
проводимости
![]() -коэффициент,
учитывающий условия охлаждения тиристоров
-коэффициент,
учитывающий условия охлаждения тиристоров
![]() -коэффициент
формы тока для классификационной схемы выпрямления.
-коэффициент
формы тока для классификационной схемы выпрямления.
Среднее
значение тока ![]() , протекающего через тиристор,
определяется из выражения:
, протекающего через тиристор,
определяется из выражения:
![]() (5.18)
(5.18)
Тиристоры обладают небольшой перегрузочной способностью по току, в связи, с этим при работе силовой схемы на якорь электродвигателя среднее значение тока тиристора следует определять с учетом возможных перегрузок по току, возникающих при пуске электродвигателя:
Поэтому
максимальное значение тока нагрузки ![]() следует определять из условия:
следует определять из условия:
![]() (5.19)
(5.19)
где ![]() –коэффициент
кратности пускового тока электродвигателя (
–коэффициент
кратности пускового тока электродвигателя (![]() ).
).
![]() (5.20)
(5.20)
Выбор
тиристора по току производится на основании вычисленного предельного значения
тока ![]() с
учетом условия:
с
учетом условия:
![]() (5.21)
(5.21)
При выборе тиристоров по напряжению необходимо исходить из напряжения (ЭДС) холостого хода преобразователя с учетом возможного повышения напряжения питающей сети (обычно на 10-15%).
В
паспортных данных на тиристоры указывается повторяющееся напряжение,
определяемое как максимально допустимое мгновенное значение напряжения,
прикладываемого к тиристору. Расчетное значение повторяющегося напряжения ![]() для трехфазной
мостовой схемы выпрямителя определяется из выражения [8]:
для трехфазной
мостовой схемы выпрямителя определяется из выражения [8]:
 (5.22)
(5.22)
где ![]() –коэффициент,
зависящий от схемы выпрямителя (см. табл.);
–коэффициент,
зависящий от схемы выпрямителя (см. табл.);
![]() -коэффициент
запаса по напряжению, учитывающий возможное перенапряжение на тиристорах (
-коэффициент
запаса по напряжению, учитывающий возможное перенапряжение на тиристорах (![]() );
);
![]() -коэффициент,
учитывающий возможное понижение напряжения сети переменного тока на 5-10% (
-коэффициент,
учитывающий возможное понижение напряжения сети переменного тока на 5-10% (![]() );
);
![]() -коэффициент,
учитывающий неполное открывание тиристоров при максимальном управляющем сигнале
(
-коэффициент,
учитывающий неполное открывание тиристоров при максимальном управляющем сигнале
(![]() );
);
![]() -коэффициент,
учитывающий падение напряжения на элементах управляемого выпрямителя (
-коэффициент,
учитывающий падение напряжения на элементах управляемого выпрямителя (![]() ;
;
![]() -значение
фазного напряжения сети
-значение
фазного напряжения сети
Таблица 5.2. Значения коэффициентов для трехфазной мостовой схемы выпрямления.
| Схема выпрямителя |
|
|
|
|
|
| Трехфазная мостовая | 2,341 | 0,428 | 0,815 | 1,045 | 0,815 |
По
расчетному значению повторяющегося напряжения ![]() находят паспортное значение
повторяющегося напряжения
находят паспортное значение
повторяющегося напряжения ![]() . При этом должно выполняться
условие:
. При этом должно выполняться
условие:
 (5.23)
(5.23)
Выбираем
тиристор по [9] Т171-320 (![]() ). Основные характеристики
тиристора:
). Основные характеристики
тиристора:
![]() -ток в открытом
состоянии (средний) постоянный (
-ток в открытом
состоянии (средний) постоянный (![]() );
);
![]() -ток в закрытом
состоянии постоянный (
-ток в закрытом
состоянии постоянный (![]() ;
;
![]() -напряжение
управления постоянное (
-напряжение
управления постоянное (![]()
![]() -напряжение на
тиристоре в открытом состоянии (
-напряжение на
тиристоре в открытом состоянии (![]()
![]() -длительно
допустимое повторяющееся обратное напряжение в закрытом состоянии (
-длительно
допустимое повторяющееся обратное напряжение в закрытом состоянии (![]()
![]() -время
включения (
-время
включения (![]()
Тип рекомендуемого охладителя: 0181-110
5.2 Расчет сглаживающего дросселя
Индуктивность сглаживающего реактора, включаемого последовательно с обмоткой якоря ДПТ НВ, выбирается из условий:
1. Обеспечение непрерывности тока якоря в определенном диапазоне
нагрузок и частот вращения двигателя;
2. Ограничение амплитуды переменной составляющей тока якоря электродвигателя.
Отметим, что уровень пульсаций должен составлять от 2 до 15 % от номинального тока якоря.
Индуктивность сглаживающего дросселя определим по формуле [7]:
![]() (5.24)
(5.24)
где ![]() – относительная
величина эффективного значения пульсаций первой гармоники выпрямленного
напряжения;
– относительная
величина эффективного значения пульсаций первой гармоники выпрямленного
напряжения;
![]() -относительная
величина эффективного значения пульсаций первой гармоники выпрямленного тока;
-относительная
величина эффективного значения пульсаций первой гармоники выпрямленного тока;
![]() -индуктивность
цепи якоря двигателя;
-индуктивность
цепи якоря двигателя;
![]() -угловая
частота первой гармоники выпрямленного напряжения
-угловая
частота первой гармоники выпрямленного напряжения
![]()
где m-число фаз преобразователя
![]()
Индуктивность цепи якоря электродвигателя:
![]() (5.25)
(5.25)
где ![]() –для
компенсированных машин постоянного тока;
–для
компенсированных машин постоянного тока;
2р=4 – число полюсов электродвигателя;
![]() -номинальная
частота вращения вала электродвигателя.
-номинальная
частота вращения вала электродвигателя.
![]() (5.26)
(5.26)
Величина может быть найдена из графика:
Предельный
угол регулирования, ![]()
 ,
,
где ![]() –скорость
вращения электродвигателя, соответствующего нижнему пределу его регулирования;
–скорость
вращения электродвигателя, соответствующего нижнему пределу его регулирования;
![]() -сопротивления
якорной цепи
-сопротивления
якорной цепи
![]() -конструктивный
коэффициент электродвигателя
-конструктивный
коэффициент электродвигателя
![]()
Тогда
![]()
По
графику зависимости ![]() определяем
определяем ![]() , тогда
, тогда
![]()
Величина
пульсации ![]() диктуется
условиями проектирования стандартных двигателей и не должна превышать 2…5%
диктуется
условиями проектирования стандартных двигателей и не должна превышать 2…5%
По
полученным данным ![]() выбираем сглаживающий дроссель
типа СРОМ 1000/10У1 с параметрами:
выбираем сглаживающий дроссель
типа СРОМ 1000/10У1 с параметрами:
![]()
Постоянный
ток ![]()
Масса
![]()
5.3 Регулировочная характеристика преобразователя
Регулировочная характеристика преобразователя при условном холостом ходе может быть построена с учетом выбранных элементов и их параметров по уравнению:
![]() (5.28)
(5.28)
![]() (5.29)
(5.29)
Подставляя в уравнение значения угла а от 0 до 90°, получим таблицу значений для построения регулировочной характеристики:
Таблица
5.3 Значение функции ![]()
|
|
0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
|
|
513 | 505 | 482 | 444 | 392 | 329 | 256 | 175 | 89 | 0 |
Полученная характеристика приведена на рисунке 5.6.
Зависимость
напряжения на якоре электродвигателя от угла регулирования ![]() при неизменном моменте
на валу (равном номинальному) определена из уравнения:
при неизменном моменте
на валу (равном номинальному) определена из уравнения:
![]() (5.30)
(5.30)
где ![]() –суммарное
активное сопротивление якорной цепи системы ТП – Д:
–суммарное
активное сопротивление якорной цепи системы ТП – Д:
![]() (5.31)
(5.31)
где ![]() –сопротивление
сглаживающего дросселя
–сопротивление
сглаживающего дросселя ![]()
![]() -динамическое
сопротивление тиристора
-динамическое
сопротивление тиристора ![]()
тогда
![]() (5.32)
(5.32)
![]() (5.33)
(5.33)
Таблица
5.4 Значения функции ![]()
|
|
0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
|
|
510,6 | 502,5 | 479,5 | 441,5 | 389,5 | 326,5 | 253,5 | 172,5 | 86,5 | 0 |
Регулировочная характеристика преобразователя при номинальной нагрузке электродвигателя приведена на рисунке 5.6.
Начальный угол управления определяется из следующего выражения:
 (5.34)
(5.34)
где ![]() –среднее
значение выпрямленного тока, равное номинальному току электродвигателя;
–среднее
значение выпрямленного тока, равное номинальному току электродвигателя;
![]() -номинальное
напряжение электродвигателя, тогда
-номинальное
напряжение электродвигателя, тогда
![]() (5.35)
(5.35)
Также
из этой характеристики можно графически определить напряжение задатчика
скорости, в данном случае ![]()
6 ОПИСАНИЕ РАЗОМКНУТОЙ СИСТЕМЫ ЭЛЕКТРОПРИВОДА
6.1 Структурная схема разомкнутого электропривода
Структурная схема разомкнутого электропривода, выполненного по принципу тиристорный преобразователь - ДПТ НВ с регулированием частоты вращения путем изменения напряжения на якоре состоит из двух основных частей - тиристорного преобразователя и ДПТ НВ с нагрузкой. Структурная схема разомкнутого электропривода приведена на рисунке 6.1.
В общем случае тиристорный преобразователь состоит из двух звеньев:
1. Система импульсно-фазного управления (СИФУ) с входным устройством.
2. Силовая схема.
В инженерных расчетах передаточную функцию тиристорного преобразователя в режиме непрерывного тока с достаточной для практических расчетов точностью, можно представить в виде:
![]() (6.1)
(6.1)
где – р - оператор дифференцирования;
![]() -коэффициент
усиления тиристорного преобразователя на линейном участке регулировочной
характеристики;
-коэффициент
усиления тиристорного преобразователя на линейном участке регулировочной
характеристики;
![]() -постоянная
времени тиристорного преобразователя.
-постоянная
времени тиристорного преобразователя.
Коэффициент усиления тиристорного преобразователя на линейном участке его регулировочной характеристики определяем по формуле:
![]() (6.2)
(6.2)
где ![]() –напряжение
регулирования, необходимое для изменения угла регулирования на 90 градусов.
–напряжение
регулирования, необходимое для изменения угла регулирования на 90 градусов.
Напряжение
регулирования ![]() обычно составляет от 5 до 10В
[9].
обычно составляет от 5 до 10В
[9].
Рассчитаем постоянную времени трехфазного мостового управляемого выпрямителя:
![]()
где ![]() –постоянная
времени, равная половине периода пульсаций выпрямленного напряжения;
–постоянная
времени, равная половине периода пульсаций выпрямленного напряжения;
![]() -постоянная
времени фильтра на входе СИФУ
-постоянная
времени фильтра на входе СИФУ

![]() (6.3)
(6.3)
m=6 – количество пульсаций выпрямленного напряжения за период переменного.
Структурная схема ДГТТ НВ при изменении напряжения на якоре и постоянном потоке возбуждения строится в соответствии с системой уравнений:
 (6.4)
(6.4)
где ![]() –электромагнитная
постоянная времени якорной цепи;
–электромагнитная
постоянная времени якорной цепи;
е–ЭДС двигателя;
М–электромагнитный момент двигателя;
![]() - динамический
момент двигателя;
- динамический
момент двигателя;
J- момент инерции двигателя с механизмом, приведенный к валу двигателя.
Электромагнитная постоянная времени якорной цепи для мостовой схемы преобразователя определяется по формуле:
![]() (6.5)
(6.5)
![]()
Индуктивность якорной цепи определяем по формуле:
![]() (6.6)
(6.6)
![]() -индуктивность
якорной обмотки двигателя
-индуктивность
якорной обмотки двигателя
![]() -индуктивность
сглаживающего дросселя
-индуктивность
сглаживающего дросселя
Определяем активное сопротивление якорной цепи:
![]() (6.7)
(6.7)
![]() -активное
сопротивление обмотки якоря двигателя
-активное
сопротивление обмотки якоря двигателя
![]() -динамическое
сопротивление тиристора
-динамическое
сопротивление тиристора ![]()
Электромеханическую
постоянную времени ![]() электропривода определяем по
формуле:
электропривода определяем по
формуле:
![]() (6.8)
(6.8)
![]()
Между постоянными времени электропривода выполняется соотношение:
![]() (6.9)
(6.9)
6.2 Статизм в разомкнутой системе регулирования
Оценкой
стабильности рабочей скорости электропривода при различных нагрузках является
статизм механической характеристики двигателя. Количественной оценкой статизма
может служить номинальный перепад скорости ![]() ,соответствующий изменению момента
двигателя от М=0 до М=
,соответствующий изменению момента
двигателя от М=0 до М=![]()
Анализ электромеханических свойств ДПТ НБ целесообразно начать с рассмотрения статических режимов работы. Уравнение статической механической характеристики двигателя имеет следующий вид:
![]() (6.10)
(6.10)
Рассчитаем скорость холостого хода:
![]() , (6.12)
, (6.12)
где ![]() -рассчитанное
напряжение на якоре
-рассчитанное
напряжение на якоре
Номинальный электромагнитный момент:
![]()
![]() (6.13)
(6.13)
При
построении статистических характеристик необходимо определить значения
напряжения на якоре ![]() и
и ![]() соответственно при работе
двигателя на верхней
соответственно при работе
двигателя на верхней ![]() и
и ![]() нижней частотах вращения:
нижней частотах вращения:
Рассчитаем скорость холостого хода:
Теперь подставляя рассчитанные значения напряжения на якоре получим:
По полученным данным характеристику разомкнутой системы:
Статическая ошибка разомкнутой системы на верхнем пределе регулирования определяется по формуле:
![]() (6.15)
(6.15)
Статическая ошибка разомкнутой системы на нижнем пределе регулирования равна:
![]() (6.16)
(6.16)
Таким
образом, проведенный расчет статической ошибки разомкнутой системы показывает,
что статическая ошибка на нижнем пределе регулирования (![]() 26%) значительно
превышает допустимую (
26%) значительно
превышает допустимую (![]() ), поэтому необходимо
синтезировать и исследовать замкнутую систему электропривода.
), поэтому необходимо
синтезировать и исследовать замкнутую систему электропривода.
7. СИНТЕЗ ЗАМКНУТОЙ СИСТЕМЫ ЭЛЕКТРОПРИВОДА ЭКСТРУДЕРА
На базе операционного усилителя DА1 реализован регулятор скорости (РС) с соответствующими цепями коррекции, а на базе операционного усилителя DА2 - регулятор тока (РТ),
Задающий сигнал поступает на вход РС через резистор R2 и устанавливается с помощью потенциометра RP1.
Выходной сигнал РС является задающим для РТ. Выходной сигнал РТ поступает на систему импульсно-фазового управления тиристорным преобразователем (СИФУ).
Датчиком скорости (ДС) является тахогенератор BR1 с возбуждением от постоянных магнитов, жестко закрепленных на валу двигателя, а датчиком тока (ДТ) - шунт RS1 в цепи якоря. Для согласования уровней напряжения шунта и напряжения, подаваемого на вход операционного усилителя DА2, в канал обратной связи по току включен усилитель напряжения (УН) [10].
Анализ механических характеристик разомкнутой системы ТП - ДПТ, показал, что разомкнутая система не обеспечивает требуемую жесткость в заданном диапазоне, а кроме того не предусматривает ограничение тока якоря. В связи с этим необходимо синтезировать замкнутую систему электропривода.
7.1 Подчиненное регулирование координат электропривода
Структурная схема электропривода постоянного тока, с подчиненным регулированием координат, содержащая два разомкнутых контура: внутренний -контур регулирования тока и внешний - контур регулирования скорости, показана на рисунке 7.2. Контур регулирования тока подчинен контуру регулирования скорости [11].
На этой схеме отдельные блоки электропривода представлены типовыми динамическими звеньями. Задачей синтеза является определение передаточных функций регулятора тока и скорости и расчет корректирующих элементов.
В настоящее время в электроприводе при создании замкнутых систем автоматизированного электропривода широкое; применение нашел принцип последовательной коррекции или так называемого подчиненного регулирования.
Объект регулирования представляется в виде последовательно соединенных звеньев, выходными параметрами которого являются существенные координаты объекта, например ток, напряжение, ЭДС, магнитный поток, момент, скорость, положение.
Для управления каждой из координат организуется отдельный регулятор, образующий с объектом контур, замкнутый соответствующей обратной связью. Регуляторы соединяются последовательно, так что выход одного является входом другого.
Структурная схема системы с подчиненным регулированием параметров показана на рисунке 7.3.
Выходные
параметры ![]() отдельных
звеньев объекта управления(ОУ1, ОУ2, ОУЗ) подаются на датчики обратных связей
(ДОС1, ДОС2, ДОС3), откуда сигналы обратной связи
отдельных
звеньев объекта управления(ОУ1, ОУ2, ОУЗ) подаются на датчики обратных связей
(ДОС1, ДОС2, ДОС3), откуда сигналы обратной связи ![]() подаются на регуляторы (PI, P2,I P3).
подаются на регуляторы (PI, P2,I P3).
Поэтому регулирование каждой координаты подчинено регулированию предыдущей. Система с подчиненным регулированием позволяет настраивать каждый контур отдельно, начиная с внутреннего, и делать это независимо от настройки внешнего контура. В таких системах достаточно просто осуществляется ограничение значений параметров путем ограничения выходного параметра предыдущего контура.
Управляющим воздействием является сигнал задания U 3 . К отдельным блокам объекта управления (или каждому из них) может быть приложено возмущающее воздействие, а сам объект управления может иметь более сложную структуру, чем показано на рисунке 7.3.
Преимущества подчиненного регулирования заключаются в упрощении решения задачи регулирования координат, облегчении наладки, сокращении сроков пуска объектов, в широких возможностях унификации узлов управления различными объектами.
Недостаток подчиненного регулирования - некоторый проигрыш по быстродействию, связанный с последовательным воздействием на систему через внутренние контуры, а не сразу на входное звено объекта управления. Указанный недостаток для применения в электроприводе не является принципиальным, а перечисленные выше преимущества имеют решающее значение. Поэтому подчиненное регулирование координат нашло широкое применение в электроприводе.
Обычно объект управления описывается математически и разбивается на звенья с известными передаточными функциями. В большинстве случаев известна передаточная функция замкнутой системы и желаемая передаточная функция разомкнутой системы управления, которая выбирается, исходя из требований к динамике объекта управления.
Принцип подчиненного регулирования значительно облегчает поиск передаточных функций регуляторов и реализацию желаемого управления. Оптимизацию системы с последовательной коррекцией начинают с внутреннего контура, последовательно переходя к внешним. При переходе к внешнему контуру передаточную функцию подчиненного контура упрощают, аппроксимируя контур звеном первого порядка. Ошибка аппроксимации при этом несущественна. Новую некомпенсируемую постоянную времени выбирают с учетом быстродействия внутреннего контура и датчика обратной связи. Аналогичным образом поступают при переходе к следующему контуру.
В
системах электропривода есть звенья как с большими, так и с малыми постоянными
времени. Компенсация всех постоянных времени нереальна и просто
нецелесообразна, поскольку система в таком случае стала бы не защищенной от
помех, поэтому компенсируют только большие и средние постоянные времени, такие
как электромагнитная постоянная времени якорной цепи ![]() и электромеханическая постоянная
времени
и электромеханическая постоянная
времени ![]() привода.
Малые постоянные времени (тиристорного преобразователя, фильтров на выходах
усилителей, датчиков обратных связей и т.п.) оставляют некомпенсированными.
привода.
Малые постоянные времени (тиристорного преобразователя, фильтров на выходах
усилителей, датчиков обратных связей и т.п.) оставляют некомпенсированными.
Передаточные функции регуляторов выбирают с таким расчетом, чтобы получить достаточно быстро протекающий переходной процесс с малым перерегулированием - оптимальный переходной процесс. Эту процедуру называют оптимизацией системы.
При
выборе желаемой передаточной функции замкнутого контура за некомпенсируемую
малую постоянную времени ![]() принимают малую постоянную
времени объекта управления.
принимают малую постоянную
времени объекта управления.
Для выбора желаемой передаточной функции был предложен так
называемый технический оптимум (оптимум по модулю), соответствующий
передаточной функции колебательного звена:
![]() (7.1)
(7.1)
Передаточная
функция (7.1) замкнутого контура, настроенного на технический оптимум,
соответствует передаточной функции колебательного звена с коэффициентом
демпфирования равным ![]()
Колебательное звено (7.1) образуется замыканием входа и выхода звена с передаточной функцией:
![]() (7.2)
(7.2)
Выражение (7.2) представляет собой передаточную функцию разомкнутого контура, настроенного на технический оптимум.
Асимптотическая логарифмическая амплитудно-частотная характеристика (ЛАЧХ) разомкнутого контура при настройке на оптимум по модулю приведена на рисунке 7.4, а на рисунке 7.5 - переходная функция замкнутого контура, которая описывается уравнением:
 (7.3)
(7.3)
Из
рисунка 7.5 видно, что выходной сигнал звена с передаточной функцией (7.1) при
единичном входном сигнале будет отрабатываться со следующими показателями
качества переходного процесса: перерегулирование - 4,3%, врем; нарастания
регулируемой величины до установившегося значения равно 4,71![]() , время регулирования
равно 8,4
, время регулирования
равно 8,4![]() .
За время регулирования принимают момент вхождения регулируемой величины в
область значений, отличающихся от установившегося не более чем на
.
За время регулирования принимают момент вхождения регулируемой величины в
область значений, отличающихся от установившегося не более чем на ![]() 2%.
2%.
Оптимизация по модулю обычно используется для внутренних контуров регулирования тока.
Колебательное звено с передаточной функцией (7.1) не обеспечивает астатизма системы. Поэтому в случаях, когда требуется точное воспроизведение в статике при наличии посторонних возмущений, например в системах стабилизации скорости, применяется дополнительный интегральный регулятор (И - регулятор).
С целью повышения порядка астатизма контура (и всей системы) применяется настройка на симметричный оптимум. Передаточная функция разомкнутого контура в этом случае имеет вид:
![]() (7.4)
(7.4)
Тогда передаточная функция замкнутого контура, настроенного на симметричный оптимум:
![]() (7.5)
(7.5)
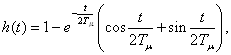
Асимптотическая (ЛАЧХ) разомкнутой системы при настройке на симметричный оптимум приведена на рисунке 7.6, а на рисунке 7.7 - переходная функция замкнутого контура, которая описывается уравнением:
 (7.6)
(7.6)
Как видно из рисунка 7.6, изломы ЛАЧХ расположены симметрично относительно частоты среза откуда и произошло название симметричный оптимум.
Из
рисунка 7.7 видно, что выходной сигнал звена с передаточной функцией (7.4) при
единичном входном сигнале будет отрабатываться со следующими показателями
качества переходного процесса: перерегулирование - 43,4%, время нарастания
регулируемой величины до установившегося значения равно 3,1![]() , время регулирования -
16,5
, время регулирования -
16,5![]() .
.
Настройка на симметричный оптимум обычно используется для контуров регулирования скорости.
Следует отметить, что системы, настроенные на симметричный оптимум, не имеют статической ошибки, однако большое значение перерегулирования требует принятия дополнительных мер по формированию задающего сигнала.
Синтез системы с подчиненным регулированием координат проводим при следующих допущениях:
а) тиристорный преобразователь совместно с системой управления рассматриваем как непрерывное инерционное звено, с передаточной функцией:
![]() (7.7)
(7.7)
б) наличие зоны прерывистых токов при синтезе не учитывается;
в) влиянием внутренней обратной связи по ЭДС двигателя пренебрегаем, поскольку скорость ее изменения значительно меньше скорости изменения тока якоря.
7.2 Оптимизация контура регулирования тока
В
качестве датчика тока в этой системе ЭП используется шунт RS1 падение напряжения на котором пропорционально току якоря ![]() В результате сигнал обратной связи по току.
В результате сигнал обратной связи по току.
![]() (7.8)
(7.8)
где ![]() –коэффициент
передачи обратной связи по току.
–коэффициент
передачи обратной связи по току.
Рассмотрим работу контура регулирования тока с обратной связью по току, показанной на рисунке 7.1
Сигнал
обратной связи ![]() сравнивается с выходным сигналом
РС (задающим сигналом скорости)
сравнивается с выходным сигналом
РС (задающим сигналом скорости) ![]() и их разность в виде сигнала рассогласования
(ошибки регулирования тока)
и их разность в виде сигнала рассогласования
(ошибки регулирования тока) ![]() подается на вход РТ, который
усиливает этот сигнал и подает его на СИФУ.
подается на вход РТ, который
усиливает этот сигнал и подает его на СИФУ.
Запишем выражение для сигнала рассогласования:
![]() (7.9)
(7.9)
В цепи обратной связи операционного усилителя DА2 установлены резистор R4 и конденсатор С2, что позволяет реализовать пропорционально-
интегральный регулятор тока якоря. Выходной сигнал регулятора тока
можно представить в виде суммы двух составляющих:
 (7.10)
(7.10)
где ![]() –коэффициент передачи
регулятора тока;
–коэффициент передачи
регулятора тока;
![]() -постоянная
времени регулятора тока.
-постоянная
времени регулятора тока.
Синтез системы управления проводим на основании структурной схемы (рисунок 7.2).
Контур тока состоит из объекта регулирования - цепи якоря двигателя, силового преобразователя и регулятора тока. Контур замыкается обратной связью по величине напряжения, снимаемого с датчика тока, включенного в цепь якоря [11].
Коэффициент
преобразования цепи обратной связи по току равен ![]() Усложнение структурной схемы
контура тока связано с появлением внутренней обратной связи по ЭДС.
Усложнение структурной схемы
контура тока связано с появлением внутренней обратной связи по ЭДС.
Во многих случаях внутренней связью пренебрегают и рассматривают упрощенную структуру контура тока.
Рассмотрим параметры контура регулирования тока и оценим точность регулирования:
-суммарное
сопротивление якорной цепи: ![]() Ом;
Ом;
-постоянную
времени преобразователя: ![]() .
.
Суммарная
постоянная времени ![]() приближенно учитывает запаздывание преобразователя и малые инерционности
системы управления, поэтому ее можно принять в качестве меры для оценки
суммарной постоянной некомпенсированных инерционных элементов контура тока,
положив:
приближенно учитывает запаздывание преобразователя и малые инерционности
системы управления, поэтому ее можно принять в качестве меры для оценки
суммарной постоянной некомпенсированных инерционных элементов контура тока,
положив:
![]() (7.11)
(7.11)
Коэффициент усиления преобразователя;
![]() (7.12)
(7.12)
Постоянная времени якорной цепи:
![]() (7.13)
(7.13)
Желаемая для настройки на симметричный оптимум передаточная функция разомкнутого контура регулирования тока:
![]() (7.14)
(7.14)
Передаточная функция объекта регулирования:
![]() (7.15)
(7.15)
Передаточная функция регулятора тока:
![]() (7.16)
(7.16)
Получим, что РТ пропорционально-интегральный (ПИ-регулятор), где -постоянная интегрирования ПИ-регулятора:
![]() (7.17)
(7.17)
где ![]() –коэффициент
настройки контура тока
–коэффициент
настройки контура тока
Стандартная
величина ![]() =2
=2
![]() -коэффициент
передачи обратной связи по току.
-коэффициент
передачи обратной связи по току.
Постоянная цепи обратной связи регулятора:
![]() (7.18)
(7.18)
Задаваясь
значением ![]() ,в
качестве
,в
качестве ![]() выбираем
керамический конденсатор типа К10-7В-2мкФ-Н90, определяем значение
сопротивления:
выбираем
керамический конденсатор типа К10-7В-2мкФ-Н90, определяем значение
сопротивления:
![]() (7.19)
(7.19)
![]() (7.20)
(7.20)
В
качестве резистора ![]() выбираем резистор типа
МЛТ-0,125-160кОм
выбираем резистор типа
МЛТ-0,125-160кОм![]()
Регулятор тока строим на базе операционного усилителя К553УД1А, с параметрами:
-напряжение
питания ![]()
-минимальный
коэффициент усиления ![]()
-потребляемый
ток ![]()
Значение
![]() ,
приведенной к задающей цепи:
,
приведенной к задающей цепи:
![]() (7.21)
(7.21)
где ![]() –коэффициент
датчика тока (принимаем
–коэффициент
датчика тока (принимаем ![]() )
)
![]() -коэффициент
шунта
-коэффициент
шунта
![]() (7.22)
(7.22)
![]() (7.23)
(7.23)
Откуда
![]() (7.24)
(7.24)
Коэффициент усиления регулятора тока:
![]() (7.25)
(7.25)
![]() (7.26)
(7.26)
Примем
![]() , то есть
, то есть ![]() ,тогда:
,тогда:
![]() (7.27)
(7.27)
![]() (7.28)
(7.28)
В
качестве резистора ![]() выбираем резистор типа
МЛТ-0,125-220кОм
выбираем резистор типа
МЛТ-0,125-220кОм![]() 5%Ток стопорения электропривода:
5%Ток стопорения электропривода:
![]() (7.29)
(7.29)
где ![]() –допустимая
кратность пускового тока,
–допустимая
кратность пускового тока, ![]() ;
;
![]() (7.30)
(7.30)
Электромеханическая постоянная времени:
![]() (7.31)
(7.31)
7.3 Оптимизация контура регулирования скорости
Объектом регулирования внешнего контура скорости является замкнутый контур тока и звено, описывающее механическое сопротивление двигателя.
Контур
замыкается безинерционной обратной связью по скорости с коэффициентом
преобразования ![]() [11].
[11].
Рассмотрим работу замкнутой системы тиристорный преобразователь - двигатель (ТП - Д) с отрицательной обратной связью по скорости ДПТ НВ (рисунок 7.1).
На валу ДПТ НВ - М1 находится датчик скорости - тахогенератор ВR1,
выходное напряжение которого пропорционально частоте вращения ДПТ
![]() (7.31)
(7.31)
Коэффициент
пропорциональности ![]() называется коэффициентом обратной
связи по скорости[10]. Сигнал обратной связи:
называется коэффициентом обратной
связи по скорости[10]. Сигнал обратной связи:
![]() (7.32)
(7.32)
Сравнивается
с задающим сигналом скорости ![]() , и их разность в виде сигнала
рассогласовывания (ошибки регулирования скорости)
, и их разность в виде сигнала
рассогласовывания (ошибки регулирования скорости) ![]() подается на вход операционного
усилителя DA1 являющегося РС, который с
коэффициентом усиления
подается на вход операционного
усилителя DA1 являющегося РС, который с
коэффициентом усиления ![]() усиливает сигнал
рассогласовывания
усиливает сигнал
рассогласовывания ![]() и подает его в виде сигнала
управления
и подает его в виде сигнала
управления ![]() на
вход РТ.
на
вход РТ.
Запишем выражения для сигнала рассогласовывания и выходного сигнала РС:
![]() (7.33)
(7.33)
![]() (7.34)
(7.34)
![]() (7.35)
(7.35)
где ![]() и
и ![]() соответственно
ЭДС и коэффициент усиления преобразователя.
соответственно
ЭДС и коэффициент усиления преобразователя.
Рассмотрим
физическую сторону процесса регулирования скорости в данной системе.
Предположим, что ДПТ работает под нагрузкой в установившемся режиме и по
каким-то причинам увеличился момент нагрузки ![]() Так как развиваемый ДПТ момент
становится меньше момента нагрузки, его скорость начинает снижаться и
соответственно будет снижаться сигнал обратной связи по скорости
Так как развиваемый ДПТ момент
становится меньше момента нагрузки, его скорость начинает снижаться и
соответственно будет снижаться сигнал обратной связи по скорости ![]() , что в свою очередь
согласно вызовет увеличение сигналов рассогласования
, что в свою очередь
согласно вызовет увеличение сигналов рассогласования ![]() и управления
и управления ![]() и приведет к повышению
ЭДС преобразователя, а следовательно напряжения и скорости ДПТ. При уменьшении
момента нагрузки обратная связь будет действовать в другом направлении, приводя
к снижению ЭДС преобразователя [10] .
и приведет к повышению
ЭДС преобразователя, а следовательно напряжения и скорости ДПТ. При уменьшении
момента нагрузки обратная связь будет действовать в другом направлении, приводя
к снижению ЭДС преобразователя [10] .
В цепи обратной связи операционного усилителя DА1 установлен резистор R2, что позволяет реализовать пропорциональный регулятор скорости.
В схеме, приведенной на рисунке 7.1, в цепь обратной связи РС DA1 включены стабилитроны VD1-VD2, которые ограничивают сигнал на выходе РС, то есть обеспечивает ограничение тока и момента двигателя.
Перейдем
к расчету параметров регулятора скорости. Замыканием цепи обратной связи по
скорости и введением в цепь управления регулятора скорости с передаточной
функцией ![]() получаем
второй контур регулирования, структурная схема которого представлена на рисунке
7.2. В прямой цепи этого контура представлена передаточная функция замкнутого
оптимизированного контура тока
получаем
второй контур регулирования, структурная схема которого представлена на рисунке
7.2. В прямой цепи этого контура представлена передаточная функция замкнутого
оптимизированного контура тока ![]() Без учета внутренней связи по ЭДС
двигателя она имеет вид:
Без учета внутренней связи по ЭДС
двигателя она имеет вид:
![]() (7.36)
(7.36)
Передаточную функцию объекта регулирования скорости:
![]() (7.37)
(7.37)
Желаемая передаточная функция разомкнутого контура скорости:
![]() (7.38)
(7.38)
Передаточная функция регулятора скорости имеет вид:
![]()
![]() (7.39)
(7.39)
где ![]()
Отсюда видно, что требуется пропорционально-интегральный регулятор скорости, с постоянной интегрирования:
![]() (7.40)
(7.40)
Вычислим
коэффициент усиления регулятора скорости при ![]()
![]() (7.41)
(7.41)
Определим величину коэффициента передачи по моменту:
![]() (7.42)
(7.42)
![]() (7.43)
(7.43)
Определим модуль статической жесткости естественной характеристики:
![]() (7.44)
(7.44)
![]() (7.45)
(7.45)
Определим коэффициент обратной связи по скорости:
![]() , В
, В![]() с (7.46)
с (7.46)
где ![]() –максимальный
задающий сигнал
–максимальный
задающий сигнал
![]() -максимальная
скорость идеального холостого хода (); Тогда
-максимальная
скорость идеального холостого хода (); Тогда
![]() (7.47)
(7.47)
Отсюда
![]() (7.48)
(7.48)
Задавшись
сопротивлением ![]() , в качестве резистора
, в качестве резистора ![]() выбираем
резистор типа МЛТ-0,25-100кОм
выбираем
резистор типа МЛТ-0,25-100кОм![]() [9], определим сопротивление
[9], определим сопротивление ![]() :
:
![]() (7.49)
(7.49)
![]() (7.50)
(7.50)
![]() (7.51)
(7.51)
В
качестве резистора ![]() выбираем резистор типа
МЛТ-0,5-400кОм
выбираем резистор типа
МЛТ-0,5-400кОм![]()
Регулятор скорости строим на базе операционного усилителя К553УД1А, с параметрами [9]:
-напряжение
питания ![]()
-минимальный
коэффициент усиления ![]()
Потребляемый
ток ![]()
Определим
ЭДС тахогенератора при ![]()
![]() (7.52)
(7.52)
![]() (7.53)
(7.53)
![]() (7.54)
(7.54)
Рассчитаем
сопротивление ![]()
![]() (7.55)
(7.55)
![]() (7.56)
(7.56)
В
качестве резистора ![]() выбираем резистор типа
МЛТ-0,5-210кОм
выбираем резистор типа
МЛТ-0,5-210кОм![]() Стабилитроны VD1 и VD2 в цепи обратной связи РС, включенные для ограничения его
выходного напряжения, должны быть выбраны на напряжение:
Стабилитроны VD1 и VD2 в цепи обратной связи РС, включенные для ограничения его
выходного напряжения, должны быть выбраны на напряжение:
![]() (7.57)
(7.57)
Выбираем
по справочнику [9] стабилитрон КС5102А, ![]()
![]() (7.58)
(7.58)
где ![]() –напряжение
ограничения регулятора скорости.
–напряжение
ограничения регулятора скорости.
7.4 Расчет статической характеристики
Рассчитаем
статическую электромеханическую характеристику синтезированного электропривода
при ![]() и
при
и
при ![]()
Уравнение механической характеристики при линейной характеристике регулятора скорости можно получить из условия:
![]() (7.59)
(7.59)
Так как в статическом режиме напряжение на выходе ПИ-регулятора тока должно быть равно нулю
![]() (7.60)
(7.60)
В результате алгебраических преобразований получим следующее усиление по скорости:
 (7.61)
(7.61)
где ![]() –скорость
холостого хода (
–скорость
холостого хода (![]() )
)
При ![]()
![]() (7.62)
(7.62)
![]()
при ![]()
при ![]()
![]()
при ![]()
![]()
8 РАСЧЕТ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК
Из теории автоматического управления известно, что динамические свойства замкнутых систем определяются свойствами разомкнутой системы, ее передаточными функциями и частотными характеристиками. Знание свойств объекта необходимо при синтезе замкнутых систем регулируемых электроприводов, обладающих требуемыми: быстродействием, колебательностью и точностью обработки заданных режимов.
8.1 Устойчивость электропривода
На любую автоматическую систему всегда действуют различные внешние возмущения, которые могут нарушить ее нормальную работу. Правильно спроектированная система должна быть устойчива при всех внешних возмущениях.
Понятие устойчивость системы связано со способностью ее возвращаться с определенной точностью в состояние равновесия после исчезновения внешних сил, которые вывели ее из этого состояния.
На практике широкое применение получил анализ устойчивости систем автоматического управления, основанный на применении логарифмически- частотных характеристик разомкнутой системы.
Для построения ЛАЧХ и ФЧХ необходимо определить передаточную функцию разомкнутой системы электропривода, изображенной на рисунке 8.1.
Определим передаточную функцию замкнутого контура тока, изображенного на рисунке 7.8. Для этого сначала определим передаточную функцию разомкнутого контура тока.
![]() (8.1)
(8.1)
![]() (8.2)
(8.2)
где ![]() –соотношение
постоянных времени.
–соотношение
постоянных времени.
Передаточная
функция замкнутого оптимизированного контура тока ![]() без учета внутренней связи по ЭДС
двигателя имеет следующий вид:
без учета внутренней связи по ЭДС
двигателя имеет следующий вид:
![]() (8.3)
(8.3)
Перейдем
к расчету регулятора скорости. Замыканием цепи обратной связи по скорости и
введением в цепь управления регулятора скорости с передаточной функцией ![]() получаем
второй контур регулирования, структурная схема которого показана на рисунке
7.9.
получаем
второй контур регулирования, структурная схема которого показана на рисунке
7.9.
Определим передаточную функцию разомкнутого контура скорости электропривода:
![]()
![]() (8.4)
(8.4)
Представив
числовое значение ![]() сек. в уравнение (8.4) получим
передаточную функцию разомкнутого контура скорости электропривода [10]:
сек. в уравнение (8.4) получим
передаточную функцию разомкнутого контура скорости электропривода [10]:
![]()
![]() (8.5)
(8.5)
Составим
выражения для построения ЛАЧХ (L(![]() )) и ФЧХ (ф(
)) и ФЧХ (ф(![]() )):
)):
![]() (8.6)
(8.6)
![]() (8.7)
(8.7)
Подставляя значение w от 0 до 1000 1/с в полученные выражения, получим значения ЛАЧХ и ФЧХ (таблица 8.1)
Таблица 8.1 Данные для построения ЛАЧХ и ФЧХ.
| W, 1/с | 0,2 | 0,5 | 1 | 5 | 10 | 25 | 50 | 70 | 100 |
|
|
-180 | -179 | -177 | -164 | -153 | -143 | -150 | -155 | -161 |
| L,дБ | 77 | 61 | 49 | 22 | 11 | 0 | -1,3 | -13 | -18 |
Продолжение таблицы 8.1 Данные для построения ЛАЧХ и ФЧХ.
| W,1/с | 200 | 300 | 400 | 500 | 600 | 700 | 1000 |
|
|
-170 | -173 | -175 | -176 | -177 | -177 | -178 |
| L, дБ | -30 | -37 | -42 | 46 | -49 | -51 | 58 |
Построим ЛАЧХ и ФЧХ:
Частоты сопряжения:
![]() (8.8)
(8.8)
![]() (8.9)
(8.9)
Частота среза:
![]() (8.10)
(8.10)
Из построенных характеристик видно, что система обладает устойчивостью, так как при положительном усилении системы фазо-частотная характеристика не имеет ни положительного, ни отрицательного перехода через ось 180°. При этом запас устойчивости составляет 37°.
8.2 Расчет переходного процесса
В процессе расчета систем автоматического регулирования необходимо получить требуемые показатели качества переходного процесса: быстродействие, колебательность, перерегулирование, характеризующих точность и плавность протекания процесса [10].
Показатели качества, определяемые непосредственно по кривой переходного процесса, называются прямыми оценками качества.
Переходную характеристику h(t) получаем путем подставления значения времени t в выражение (7.6).
Результаты занесем в таблицу 8.2.
Таблица 8.2 Данные для построения переходной характеристики
| h(t) | 0 | 0,88 | 1,19 | 1,15 | 1,09 | 1,03 | 0,993 | 0,94 | 0,95 | 0,975 | 0,99 |
| t,c | 0 | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 |
Продолжение таблицы 8.2
| h(t) | 1,02 | 1,019 | 1,01 | 0,99 | 0,98 | 0,99 | 0,998 | 1,005 | 1,09 | 1,001 | 0,995 |
| t,c | 0,55 | 0,6 | 0,65 | 0,7 | 0,75 | 0,8 | 0,85 | 0,9 | 0,95 | 1,0 | 1,1 |
Оценим
качества рассчитываемой системы по переходным характеристикам [11]. Время
регулирования ![]() - максимальное время по истечении, которого регулируемая величина будет
оставаться близкой к установившемуся значению с заданной точностью, в данном
случае
- максимальное время по истечении, которого регулируемая величина будет
оставаться близкой к установившемуся значению с заданной точностью, в данном
случае ![]() =2%.
=2%.
Тогда;
![]() (8.11)
(8.11)
![]() с (8.12)
с (8.12)
Перерегулирование
![]() -
максимальное отклонение переходной характеристики от установившегося значения
выходной величины, выраженное в процентах.
-
максимальное отклонение переходной характеристики от установившегося значения
выходной величины, выраженное в процентах.
![]() (8.13)
(8.13)
где ![]() значение
первого максимума (
значение
первого максимума (![]() ), (8.14)
), (8.14)
![]()
При настройке системы на симметричный оптимум перерегулирование может достигать 43,4%.
Частота колебаний:
![]()
Т-период колебаний
![]() (8.15)
(8.15)
Число
колебаний n, которое имеет переходная
характеристика h(t) за время регулирования ![]() .
.
Время
достижения первого максимума: ![]() сек.
сек.
Декремент
затухания ![]() ,
равный отношению модулей двух смежных перерегулирований [ 11 ]:
,
равный отношению модулей двух смежных перерегулирований [ 11 ]:
 (8.16)
(8.16)
 (8.17)
(8.17)
По полученным характеристикам качества переходного процесса видно, что рассчитываемая система удовлетворяет заданным требованиям и может быть использована в качестве системы автоматического управления электроприводом экструдера.
9 РАСЧЕТ НЕУПРАВЛЯЕМОГО ВЫПРЯМИТЕЛЯ ДЛЯ ПИТАНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ
9.1 Выбор и расчет параметров трансформатора
Выбор
трансформатора для питания вентильного преобразователя производится по
расчетным значениям фазных токов во вторичной ![]() и первичной
и первичной ![]() обмотках, ЭДС вторичной обмотки
обмотках, ЭДС вторичной обмотки ![]() и типовой мощности трансформатора
и типовой мощности трансформатора ![]() .
.
Расчетное
значение ЭДС вторичной обмотки ![]() трансформатора для питания
преобразователя, работающего в режиме непрерывного тока, определяем по формуле:
трансформатора для питания
преобразователя, работающего в режиме непрерывного тока, определяем по формуле:
![]() (9.1)
(9.1)
где ![]() -коэффициент,
характеризующий отношение напряжений
-коэффициент,
характеризующий отношение напряжений ![]() в реальном выпрямителе,
в реальном выпрямителе, ![]() =0,428;
=0,428;
![]() -коэффициент
запаса по напряжению, учитывающий возможное снижение напряжения сети,
-коэффициент
запаса по напряжению, учитывающий возможное снижение напряжения сети, ![]()
![]() -коэффициент
запаса по углу открывания вентиля, учитывающий неполное открытие вентилей при
максимальном управляющем сигнале,
-коэффициент
запаса по углу открывания вентиля, учитывающий неполное открытие вентилей при
максимальном управляющем сигнале, ![]()
![]() -коэффициент
запаса по напряжению, учитывающий падение напряжения в обмотках трансформатора,
в вентилях и за счет перекрытия анодов,
-коэффициент
запаса по напряжению, учитывающий падение напряжения в обмотках трансформатора,
в вентилях и за счет перекрытия анодов, ![]()
![]() -напряжение на
обмотке возбуждения.
-напряжение на
обмотке возбуждения.
![]() (9.2)
(9.2)
Расчетное
действующее значение фазного тока вторичной обмотки трансформатора ![]() определяют по
величине выпрямленного тока
определяют по
величине выпрямленного тока ![]() :
:
![]() (9.3)
(9.3)
где ![]() –коэффициент,
учитывающий отклонение формы тока от прямоугольной (
–коэффициент,
учитывающий отклонение формы тока от прямоугольной (![]()
![]() -коэффициент,
характеризующий отношение действующего значения фазного тока вторичной обмотки
трансформатора к величине выпрямленного тока;
-коэффициент,
характеризующий отношение действующего значения фазного тока вторичной обмотки
трансформатора к величине выпрямленного тока;
![]() -значение
выпрямленного тока, которое здесь следует принимать равным
-значение
выпрямленного тока, которое здесь следует принимать равным ![]()
![]() (9.4)
(9.4)
Величина коэффициента зависит от схемы выпрямления на основании данных таблицы 5.2.
Определяем
коэффициент трансформации ![]() :
:
![]() (9.5)
(9.5)
![]() (9.6)
(9.6)
где ![]() и
и ![]() –число витков
первичной и вторичной обмоток соответственно;
–число витков
первичной и вторичной обмоток соответственно;
![]() -номинальное
значение фазного напряжения питающей сети переменного тока.
-номинальное
значение фазного напряжения питающей сети переменного тока.
Расчетное
действующее значение фазного тока первичной обмотки трансформатора ![]() определяем по
формуле
определяем по
формуле
![]() (9.7)
(9.7)
![]() А, (9.8)
А, (9.8)
где ![]() -коэффициент, характеризующий
отношение действующего значения фазного тока первичной обмотки трансформатора к
величине выпрямленного тока. Величина коэффициента
-коэффициент, характеризующий
отношение действующего значения фазного тока первичной обмотки трансформатора к
величине выпрямленного тока. Величина коэффициента ![]() зависит от схемы выпрямления и
выбирается на основании данных таблицы 5.2.
зависит от схемы выпрямления и
выбирается на основании данных таблицы 5.2.
Определяем расчетное значение мощности трансформатора:
![]() (9.9)
(9.9)
![]() ВА (9.10)
ВА (9.10)
где ![]() –коэффициент
схемы выпрямителя.
–коэффициент
схемы выпрямителя.
Коэффициент
![]() представляет
собой отношение типовой мощности трансформатора
представляет
собой отношение типовой мощности трансформатора ![]() к максимальной мощности цепи
постоянного тока, которая определяется произведением ЭДС преобразователя в
режиме холостого хода
к максимальной мощности цепи
постоянного тока, которая определяется произведением ЭДС преобразователя в
режиме холостого хода ![]() и величины выпрямленного тока
и величины выпрямленного тока ![]() . Величина коэффициента
. Величина коэффициента
![]() выбирается
на основании данных таблицы 5.2.
выбирается
на основании данных таблицы 5.2.
Выбор трансформатора осуществляется на основании расчетного значения типовой мощности с учетом следующих условий:
![]() (9.11)
(9.11)
![]() (9.12)
(9.12)
где ![]() –номинальное
фазное напряжение вторичной обмотки трансформатора;
–номинальное
фазное напряжение вторичной обмотки трансформатора;
![]() -номинальный
фазный ток вторичной обмотки трансформатора.
-номинальный
фазный ток вторичной обмотки трансформатора.
Выбираем трансформатор ТСЗ-160/0,66 [9]
Для
выбранного трансформатора известны значения мощности ![]() и напряжения
и напряжения ![]() , определяемые из опыта
короткого замыкания. Отметим, что напряжение
, определяемые из опыта
короткого замыкания. Отметим, что напряжение ![]() ПРИВОДИТСЯ в процентах от
номинального значения фазного напряжения питающей сети переменного тока и
ПРИВОДИТСЯ в процентах от
номинального значения фазного напряжения питающей сети переменного тока и ![]()
9.2 Расчет и выбор диодов
Определим величину выходного напряжения на выходе трехфазного мостового неуправляемого выпрямителя, питающего обмотку возбуждения:
![]() (9.13)
(9.13)
![]() В, (9.14)
В, (9.14)
где ![]() –лилейное
напряжение обмотки трансформатора;
–лилейное
напряжение обмотки трансформатора;
1,35-коэффициент для трехфазной мостовой схемы выпрямления.
Сопротивление обмотки возбуждения равно 26,8 Ом. Рассчитаем номинальный ток возбуждения:
![]() (9.15)
(9.15)
где ![]() -напряжение
обмотки возбуждения;
-напряжение
обмотки возбуждения;
![]() -сопротивление
обмотки возбуждения.
-сопротивление
обмотки возбуждения.
![]() А, (9.16)
А, (9.16)
Средний ток, проходящий по диодам:
![]() ,А, (9.17)
,А, (9.17)
где ![]() -номинальный
ток возбуждения
-номинальный
ток возбуждения
![]() А, (9.18)
А, (9.18)
Рассчитаем обратное напряжение диодов:
![]() , (9.19)
, (9.19)
![]() В, (9.20)
В, (9.20)
По справочнику [9] выбираем диоды марки Д112-1С с параметрами:
![]() А,
А,
![]() В
В
10 ВЫБОР АППАРАТУРЫ ЗАЩИТЫ
Для обеспечения надежной работы электропривода и технологического оборудования в схемах управления предусматривается специальная защитная аппаратура. Во многих случаях целесообразно осуществлять контроль за состоянием, и режимами работы отдельных узлов ЭП, что обеспечивается с помощью средств управления, защиты, сигнализации, измерительных и регистрирующих приборов. В зависимости от назначения их можно разделить на две основные группы: коммутационные аппараты (высоковольтные выключатели, разъединители, контакторы) и защитные аппараты (автоматические выключатели, плавкие предохранители, различные реле и разрядники для защиты от перенапряжений)[12].
Автоматические выключатели имеют тепловой расцепитель и, как правило, электродинамический расцепитель. Автоматы, как правило, снабжаются дугогасящими устройствами в виде фибровых пластин либо дугогасящих камер [12].
Автоматы выбирают по их номинальному току, току уставки расцепителей, определяют по следующим соотношениям:
- ток уставки теплового расцепителя:
![]() А, (10.1)
А, (10.1)
![]() А, (10.2)
А, (10.2)
- ток установки электродинамического расцепителя:
![]() А, (10.3)
А, (10.3)
![]() А, (10.4)
А, (10.4)
Исходя из полученных отношений из справочника [9] выбираем автоматический воздушный выключатель серии А3710Б.
Таблица 10.1 Параметры автоматического выключателя А3710Б
| Тип | А3710Б | |
| Номинальный ток, А | 160-630 | |
| Напряжение, В | 440-660 | |
| Число полюсов | 2,3 | |
| Ток установки расцепителя, А | 250-600 | |
| Предельный ток отключения, кА | Постоянный | 25-50 |
| Переменный | 32-40 | |
| Время отключения, с | 0,03 | |
| Габаритные размеры, мм |
225 |
Основными элементами предохранителя являются плавкая вставка и дугогасящая среда. Выбор плавкой вставки предохранителей производится по пусковому току, который рассчитывается таким образом, чтобы она не перегорала при пуске двигателя. Исходя из выше сказанного, из справочника [9] выбираем предохранитель типа:
Таблица 10.2 Параметры предохранителя ПП61.
| Тип | Ток, А | Напряжение, В | Предельный ток отключения, кА |
| ПП61 | 40-160 | 380 | 100 |
Магнитный пускатель представляет собой комплексное устройство управления, состоящее из одного или нескольких электромагнитных контакторов, тепловых реле и кнопок управления. Контакторы имеют главные
(силовые) контакты и вспомогательные или блок-контакты, предназначенные для организации цепей управления и блокировки [12].
Выбор
контакторов и магнитных пускателей осуществляется по номинальному напряжению
сети, номинальному напряжению питания катушек контакторов и пускателей, по
номинальному коммутируемому току электроприёмника, исходя из этого выбираем по
справочнику [9] контактор типа КТ64 и магнитный пускатель ПА400. В данном
пускателе для тепловой защиты (т.е. защиту двигателя от перегрева, вызванного
перегрузкой по току) применяются тепловые реле серии ТРП (номинальный ток
тепловых элементов 1,75 - 500 А; предел регулирования уставок ![]() 15%; реле срабатывает в
течении 20 мин при токе 1,35
15%; реле срабатывает в
течении 20 мин при токе 1,35 ![]() ).
).
Для защиты ДПТ от обрыва цепи обмотки возбуждения применяется минимально-токовая защита. Осуществляется она с помощью реле минимального тока, которое включается в цепь контролируемой обмотки. Для этого выбираем реле типа РЭВ-830:
Таблица 10.3 Параметры реле РЭВ-830.
| Пределы уставки номинала | Число размыкающих | Ток через контакты, А | Коэффициент возврата | |
| отключаемый | Включаемый | |||
| 0,3-0,65 | 3 | 1-5 | 10-15 | 0,4 |
11 БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
11.1 Общая характеристика проектируемого объекта
В данной работе представлен главный привод тянущего устройства, применяемый при производстве пластмассовых труб.
Производство труб напорных из полиэтилена низкого давления, предназначенные для трубопроводов, транспортирующих воду, труб из полиэтилена низкого давления неответственного назначения и труб из полиэтилена для газопроводов располагается в городе Казани на АО «Казаньоргсинтез» на заводе ПНД. Технологическое оборудование этого завода представляет собой 30 экструзионных линий по изготовлению труб различного диаметра. Сама установка располагается в цехе пластмассовых изделий. Метод производства труб - непрерывная шнековая экструзия.
Производственное помещение имеет следующие геометрические размеры: длина - 90м, ширина - 40м, высота - 10м. Стены железобетонные с двойным остеклением. Здание имеет следующие геометрические размеры: длина - 144м, ширина - 132м, высота - 15м.
Состав экструзионной линии по производству труб из полиэтилена приведен в таблице:
Таблица 11.1 Характеристика оборудования
| Оборудование | Технологическая операция |
| 1 | 2 |
| Загрузчик | Автоматическая загрузка гранулированного полиэтилена в сушилку |
| Сушилка | Нагрев гранулированных термопластов до температуры 120оС и удаление влаги |
| Экструдер с червячным прессом | Непрерывная переработка гранулированных термопластов в однородный расплав и равномерное выдавливание его через формирующую головку |
| Головка трубная | Формирование трубных заготовок |
| Калибратор | Предназначен для образования на поверхности заготовки затвердевшего слоя, обеспечивающий сохранение трубой необходимой формы и размеров при прохождении через охлаждающие ванны |
| Ванны охлаждения | Охлаждение труб орошением водой и обдува их на выходе для удаления влаги |
| Толщиномер | Замер толщины стенок |
| Маркиратор | Нанесение шрифта (маркировки) на трубы |
Таблица 11.2 Характеристики полиэтилена и продуктов его разложения
| Наименование | Группа горючести | Класс опасности |
ПДК в воздухе рабочей
зоны мг/ |
НКПРП %, об. |
|
Характер токсического действия |
| Полиэтилен | ТГ | 3 | 10 | 12,0 | 440 |
Не оказывает токсического действия |
| Формальдегид | ГГ | 2 | 10 | 7,00 | 430 | Действует на нервную систему |
| Окись углерода | ГГ | 2 | 20 | 12,5 | 605 | Действует на дыхательные пути |
Примечания:
![]() -
температура самовоспламенения; ГГ - горючий газ.
-
температура самовоспламенения; ГГ - горючий газ.
11.1.1 Определение категории помещения
Так как в производстве труб используется полиэтилен низкого давления, который относится к разряду горючих и трудногорючих твердых веществ, то помещение, где располагается данное производство можно отнести к категории В1-В4 (т.е. горючие и трудногорючие жидкости, твёрдые горючие и трудногорючие вещества и материалы (в том числе пыли и волокна), вещества и материалы, способные при взаимодействии с водой, кислородом воздуха или друг с другом только гореть) [13].
Определение
категории пожарной опасности помещения (В1![]() В4) осуществляется путём сравнения
максимального значения удельной временной пожарной нагрузки на любом из
участков помещения с величиной удельной пожарной нагрузки, приведённой в
таблице 4.
В4) осуществляется путём сравнения
максимального значения удельной временной пожарной нагрузки на любом из
участков помещения с величиной удельной пожарной нагрузки, приведённой в
таблице 4.
Таблица 11.4 Категории пожарной опасности помещения
| Категория пожарной опасности помещения | Удельная пожарная нагрузка |
| Категория В1 |
|
| Категория В2 |
q=1401-2200 МДж/ |
| Категория В3 |
q=181-1400 МДж/ |
| Категория В4 |
q=1-180 МДж/ |
Удельная нагрузка q определяется по формуле:
![]() (11.1)
(11.1)
где Gi-количество i-го материала, МДж/кг; S-площадь размещения пожарной нагрузки, ![]() .
.
![]() МДж/кг;
МДж/кг;
Gi=1000 кг;
![]() МДж/
МДж/![]()
Удельная пожарная нагрузка данного помещения находится в пределах q=181-М 400 МДж/м , поэтому данное помещение имеет категорию - ВЗ.
Согласно классификации взрывоопасных помещений по ПУЭ помещения цеха пластмассовых изделий относятся к классу П-IIа, как помещения, в которых образуются или хранятся твердые горючие вещества и в которых отсутствует пыль во взвешенном состоянии [14].
В процессе производства отсутствует возможность образования взрывоопасных смесей, не имеются продуктов способных к разложению со взрывом, не возможны аварийные ситуации способные привести к разрушению зданий и сооружений, групповому поражению людей, отрицательному воздействию на окружающую среду. По классификации процессов по санитарным группам в соответствии со СНиП и 1111-92-76 отделение экструзии относятся к группе IIа.
Таблица 11.5 Классификации процесса по санитарным группам
| Наименование цеха, отделения, установки | Категория взрыво-пожароопасности | Классификация помещений и наружных установок по ПУЭ | Группа производственных процессов по СНиП 2-0904-87 |
| Отделение экструзии | В3 | П-IIа | Па |
11.2 Шум и вибрация
В проектируемом помещении источником шума являются тянущее устройство, экструдер с червячным прессом, намоточная машина.
По техническому паспорту средний уровень шума для ДПТ с номинальной частотой вращения 900 об/мин и выше соответствует 2 классу. Среднеквадратичное значение вибрационной скорости (по ГОСТ 16.92.1-83) от 1,8мм/с до 2,8мм/с.
Предельно допустимый уровень воздействия шума на рабочих местах не превышает 80 дБ. Это определяется тем, что объём помещения достаточно большой по сравнению с количеством электродвигателей.
При проектировании электропривода учитывается, чтобы шум не превышал допустимых значений. Аэродинамический шум также не превышает допустимых значений. Предельно допустимый уровень вибрации электродвигателей по СН 245-71. не превышает допустимой величины (10,5 мм/с).
Для защиты от шума используют специальные кожухи из тонких алюминиевых или пластмассовых листов, которые непосредственно устанавливаются на электродвигатели главного электропривода тянущего устройства и электропривода экструдера с червячным прессом, намоточную машину, с внутренней стороны которых используются звукопоглощающие материалы [15].
Источниками вибрации в данной экструзионной линии являются следующие ее элементы: экструдер с червячным прессом, тянущее устройство, намоточная машина. Общая вибрация на рабочем месте не превышает 12 дБ. Это обуславливается наличием электродвигателей и редукторов. Для защиты от вибрации в данной установке используем массивный фундамент под оборудованием, который делают заглубленным и со всех сторон изолируют его войлоком или другим материалом.
Для устранения вибрации осуществляют следующие меры:
- в местах крепления электродвигателя и редуктора к каркасу устанавливают виброизолирующие материалы и прокладки (резина, пластик);
- увеличивают жёсткость конструкции каркаса тянущего устройства за счёт установления рёбер жесткости и сварных конструкций.
Для уменьшения вибрации кожухов, различных ограждений выполненных из стальных листов, на них нужно нанести слой резины, пластика, которые рассеивают энергию колебаний.
11.3 Микроклимат на рабочем месте
Таблица 11.6-Оптимальные и допустимые нормы микроклимата
| категория | Температура воздуха ºС | Относительная влажность в % | Скорость движения воздуха | |||||||||
| оптим. | допуст. | оптим. | допуст. | оптим. | допуст. | |||||||
| период года | период года | период года | период года | период года | период года | |||||||
| хол | теп | хол | теп | хол | теп | хол | теп | хол | теп | хол | теп | |
| Па | 8-20 | 1-23 | 7-23 | 8-27 | 0-60 | 0-60 | не более 75 | не более 75 при t-ре 25ºС | 0,2 | 0,3 | не более 0 | не более 0,2-0,4 |
Во время технологического процесса от электронагревателей экструдера выделяется значительное тепло, которое для поддержания оптимальной температуры в помещении целесообразно отводить с помощью вытяжной вентиляции.
Обслуживание данной установки относится к категории IIа - физический труд средней тяжести., связанный с постоянной ходьбой, выполняемый стоя или сидя, но не требующий перемещений тяжести.
В соответствии с ГОСТ 12.1.005-88 микроклимат проектируемого производственного помещения для категории работ IIа оптимальные и допустимые нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне производственных помещений сведены в таблицу.
11.4 Вентиляция, отопление
По способу перемещения воздуха в данном помещении предусматривается естественная общеобменная и приточно-вытяжная механическая вентиляция.
По способу перемещения воздуха используется естественная канальная вентиляция, представляющая собой систему вытяжных шахт, в устье которых для усиления тяги предусматриваются дефлекторы.
Также применяют осевой механический вентилятор, который устанавливается снаружи здания в тех местах, где воздух наименее загрязнён. Он применяется для подогрева воздуха, который проходит через фильтры и калориферы .
В холодный период года приточную механическую вентиляцию применяют для подогрева воздуха в помещении. Удаляется воздух через неплотности окон и дверей. Данный тип вентиляции, т.е.естественная , используется в помещениях с малой концентрацией вредных веществ, при этом воздух в помещение нагнетается вентиляторами.
11.5 Освещение
В данном помещении используется искусственное и естественное освещение. Естественное освещение - боковое, осуществляемое через световые проёмы в боковых наружных стенах. Искусственное освещение - общее равномерное (световой поток равномерно распределяется по помещению без учёта расположения оборудования).
Нормы естественной и искусственной освещенности выбираются в соответствии с разрядом зрительной работы, определяемым по величине объекта различения. Производится расчет требуемой площади световых проемов (окон) для естественного освещения и необходимого числа ламп для обеспечения нормированного значения освещенности на рабочих местах при искусственном освещении в соответствии с требованиями.
Таблица 11.7 Нормы освещенности
| Характеристика зрительной работы | Размер объектов различ-ия, мм | Разряд зрительной работы | Подразряд зрительной работы | Освещенность при общем освещении, Е,лк | КЕО при боковом освещении, (%) |
| Малой точности | 1-5 | V | б | 150 | 1 |
11.5.1 Расчет естественного освещения
Естественное освещение используется в дневное время суток. Площадь светового проема при боковом освещении можно определить по формуле:
![]() (11.2)
(11.2)
где ![]() -площадь окон,
-площадь окон, ![]() ;
;
![]() -площадь
помещения,
-площадь
помещения, ![]() ;
;
![]() -нормированное
значение КЕО;
-нормированное
значение КЕО;
![]() -световые
характеристики окна;
-световые
характеристики окна;
![]() -коэффициент,
учитывающий затемнение от противостоящих зданий;
-коэффициент,
учитывающий затемнение от противостоящих зданий;
![]() -общий
коэффициент светопропускания;
-общий
коэффициент светопропускания;
![]() -коэффициент,
учитывающий повышение КЕО, за счет отражения светового потолка и стен
помещения.
-коэффициент,
учитывающий повышение КЕО, за счет отражения светового потолка и стен
помещения.
Площадь
помещения ![]()
Значение
КЕО для средней полосы европейской части России )диапазон г. Казани находится в
3 части), установленное [19], возьмем из таблицы ![]() , при боковом освещении, где: m-коэффициент светового климата (m=1); с-коэффициент солнечного климата
(с=1). Тогда:
, при боковом освещении, где: m-коэффициент светового климата (m=1); с-коэффициент солнечного климата
(с=1). Тогда:
![]()
Световые
характеристики окна из приложения 2 СНиП IIА-72 h=11,5.
Коэффициент, учитывающий затемнение другими зданиями, при расстоянии между
рассматриваемыми зданиями L=10 м
и высотой здания Н=10 м, ![]() =1,4.
=1,4.
Общий коэффициент светопропускания:
![]() (11.3)
(11.3)
где ![]() -соответственно
коэффициенты, учитывающие потери света в материале остекления, светопроемов,
слое загрязнения остекления и солнцезащитных устройств:
-соответственно
коэффициенты, учитывающие потери света в материале остекления, светопроемов,
слое загрязнения остекления и солнцезащитных устройств:
![]()
Коэффициент,
учитывающий повышение КЕО за счет отражения света от потолка и стен помещения, ![]() =1,2.
=1,2.
Тогда:
![]()
Таким
образом, получим, что необходимая площадь световых проемов окон при боковом
освещении равна 465 ![]() .
.
11.5.2 Расчет искусственного освещения
Расчет искусственного освещения можно произвести методом коэффициента использования светового потока.
В этом методе учитывается не только прямой свет от светильника, но и отраженный от стен и потолка.
![]() (11.4)
(11.4)
где F–световой поток лампы в светильнике, Лм;
E-минимальная освещенность, Лк;
S-площадь освещаемого помещения, м;
k-коэффициент запаса;
z-коэффициент неравномерности освещения;
![]() -коэффициент
использования осветительной установки;
-коэффициент
использования осветительной установки;
n-требуемое число ламп.
Значение минимальной освещенности определяется из таблицы, исходя из разряда зрительных работ (V), типа ламп (газоразрядные), вида освещения (общее), Е=150 лк.
Площадь освещаемого помещения равна:
![]()
где А-длина помещения (А=90 м);
В-ширина помещения (В=40 м)
Коэффициент
запаса помещения с воздушной средой, содержащей не более 5 ![]() пыли, дыма и копоти
равен 1,5.
пыли, дыма и копоти
равен 1,5.
Значение коэффициента неравномерности освещения z имеет значение от 1,1 до 1,5.
Определим показатель помещения, i:
i=A![]() B/Mc
B/Mc![]() (A+B)?
(A+B)?
i=90![]() 40/7
40/7![]() (90+40)=3,59 (11.5)
(90+40)=3,59 (11.5)
где Мс-высота расположения светильника над освещаемой поверхностью (Мс=7 м)
По
найденному показателю помещения i
определяем по таблице значение коэффициента использования осветительной
установки ![]() =0,59.
=0,59.
Получив все исходные данные, принимаем необходимое число ламп:
n=72 шт.
По всем данным определяем световой поток одной лампы:
![]() Лм.
Лм.
По найденному значению светового потока каждой лампы определяем ее тип и мощность, предпочтение отдается газоразрядным лампам.
Выбираем лампу типа ДРЛ - 500м и светильник ГсР - 500. Основные данные лампы приведены в таблице 11.8;
Таблица 11.8 Основные данные лампы ДРЛ.
| Тип | Мощность, Вт | Световой поток,Лм | цоколь | Размеры, мм | |
| диаметр | длина | ||||
| ДРЛ 500 м | 500 | 21000 | Р40 | 145 | 360 |
11.6 Электробезопасность
Электрооборудование
питается от трёхфазной сети переменного тока с глухо заземленной нейтралью,
напряжением U=380/220 B, ![]() A,
A, ![]() 50 Гц. В неуправляемом выпрямителе
происходит преобразования переменного тока в постоянный для питания обмотки
возбуждения U=540 B,
50 Гц. В неуправляемом выпрямителе
происходит преобразования переменного тока в постоянный для питания обмотки
возбуждения U=540 B, ![]() =20,1 А.
=20,1 А.
Из классификации помещений по характеру окружающей среды данное производственное помещение сухое. В данном помещении имеется железобетонный пол. В результате этого помещение по степени опасности поражения людей электрическим током относится к помещениям с повышенной опасностью.
Основные меры, обеспечивающие электробезопасность при прикосновении к конструктивным частям электрооборудования, заключаются в контроле сопротивления двойной изоляции, применении заземления и защитного отключения [16].
Предусматривается заземление корпусов всех электрических двигателей, светильников, экструдера, калибратор, тянущего устройства.
Защитное отключение установки используется при появлении напряжения на корпусе относительно земли. Датчиком служит реле напряжения, включенное между корпусом и вспомогательным заземлителем. При появлении напряжения на корпусе любого из оборудования входящего в состав экструзионной линии реле срабатывает и своим контактом отключает автоматический выключатель, установка при этом отключается от питающей сети.
Предусматривается двойная изоляция токоведущих частей электропривода. В соответствии с ПУЭ величина изолирующего сопротивления токоведущих частей должна быть не менее 5 МОм.
Проектируемое электрооборудование располагается в пожароопасном помещении П-IIа. Степень защиты электродвигателя IР44.
Таблица 11.9 Степень защиты оболочки
| Вид установки и условия работы | Степень защиты оболочки для пожароопасной зоны класса П-IIа |
| Стационарно установленные светильники | IP44 |
| IP22 |
В данном помещении следует применять защищенную электропроводку (провод марки ВРГ, кабель или провод ПР и ПВ в тонкостенных стальных трубках).
11.6.1 Расчёт заземлителей
В качестве искусственного заземлителя используем вертикально забитые трубы соединённые металлическими полосками (контурное заземление). Определим сопротивление вертикально забитой в землю трубы:
![]() , (11.6)
, (11.6)
где p–удельное сопротивление грунта, Ом![]() м;
м;
![]() -длина трубы,
м, h=2 м;
-длина трубы,
м, h=2 м;
![]() Ом
Ом
Необходимое число заземлителей:
![]() , (11.7)
, (11.7)
![]() -требуемое
сопротивление заземления;
-требуемое
сопротивление заземления;
![]() -коэффициент
сезонности;
-коэффициент
сезонности;
![]() -коэффициент
экранирования;
-коэффициент
экранирования;
![]()
![]()
Сопротивление металлической полосы применяемой для соединения трубных заземлителей:
![]() (11.8)
(11.8)
где ![]() –длина полосы (1320 м);
–длина полосы (1320 м);
h-глубина заложения полосы (0,7 м);
b-ширина полосы (0,05 м)
![]() Ом
Ом
11 .7 Защита от статического электричества
Так
как удельное электрическое сопротивление полиэтилена равно 1,73-![]() Ом-м, то на нем могут
накапливаться электрические заряды, которые могут быть опасными для людей и
также является пожароопасными. Поэтому, согласно ГОСТ 12.1.018-79, данный
объект относится ко 2 классу электрической искробезопасности - сильная
электрилизация, объект с заземлённым электроприводным оборудованием,
Ом-м, то на нем могут
накапливаться электрические заряды, которые могут быть опасными для людей и
также является пожароопасными. Поэтому, согласно ГОСТ 12.1.018-79, данный
объект относится ко 2 классу электрической искробезопасности - сильная
электрилизация, объект с заземлённым электроприводным оборудованием,
Для уменьшения поверхностного электрического сопротивления диэлектриков, повышают относительную влажность воздуха до 65-70%. Для этого достаточно общего или местного увлажнения воздуха.
В цехе пластмассовых изделий все оборудование и трубопроводы выполнены из токопроводящих материалов и основной мерой снятия статических зарядов с его частей является заземление. Оборудование и трубопроводы имеют на всем протяжении непрерывную цепь заземления, присоединенную к заземляющему контуру.
11.8 Молниезащита
Способ
защиты от молнии выбирается в зависимости от назначения сооружения,
интенсивности грозовой деятельности, ожидаемого количества поражений молний в
год. Из СН 305-77 видно, что Казань расположена в зоне, где среднегодовая
грозовая деятельность равна 20![]() 40 часов. Ожидаемое количество
поражений молнией в год зданий, не оборудованного молниезащитой определяется по
формуле:
40 часов. Ожидаемое количество
поражений молнией в год зданий, не оборудованного молниезащитой определяется по
формуле:
![]() (11.9)
(11.9)
где S и L–соответственно ширина и длина защищаемого здания, м;
S=132 м, L=144 м;
![]() -наибольшая
высота здания,
-наибольшая
высота здания, ![]() =15 м;
=15 м;
n-среднегодовое
число ударов молний в 1 ![]() , n=3.
, n=3.
![]()
Данное здание по устройству молнезащиты относится к III категории здания и сооружения, в которых от прямого удара молнии могут возникнуть пожары.
Исходя из того, что 0,01<N<2, то тип зоны защиты Б со степенью надёжности 95% и выше.
По типу молниеприемника молниеотвод - сетчатый.
Сетчатые
молниеприемники выполняют в виде стальной сетки из проволоки диаметром 6![]() 8 мм,
укладываемой на плоской кровле , в этом случае площадь ячеек должна быть не
более 150
8 мм,
укладываемой на плоской кровле , в этом случае площадь ячеек должна быть не
более 150 ![]() (12x12
м). Величина импульсного сопротивления каждого заземлителя защиты от прямого
удара молнии должна составлять не более 20 Ом,
(12x12
м). Величина импульсного сопротивления каждого заземлителя защиты от прямого
удара молнии должна составлять не более 20 Ом,
11.9 Пожарная профилактика и средства пожаротушения
Проектируемое оборудование расположено в цехе с классом опасной зоны П-IIа.
Минимальные пределы огнестойкости основных строительных конструкций для I степени огнестойкости: несущие стены, стены лестничных клеток, колонны - 2,5 ч.; лестничные площадки - 1 ч.; внутренние несущие стены (перегородки) - 0,5 ч.; плиты, настилы, покрытия - 0,5 ч.
Исходя из категории производства по СНиП П-90-81 .-наибольшее количество этажей здания 6; требуемая степень огнестойкости I.
Рассматриваемое здание - одноэтажное. Устройство противопожарных стен в нём не требуется.
В трубопроводах необходима защита от распространения пламени в виде быстродействующих заслонок.
Для
удаления продуктов горения в конструкциях здания предусматриваются специальные
дымовые люки, легкосбрасываемые перекрытия, площадь которых не менее 0,03 ![]() на 1
на 1![]() .
.
Для обнаружения начальной стадии пожара в производственных помещениях следует устанавливать систему электрической пожарной сигнализации ( ЭПС ) с ручным и автоматическим включением. Для ручного включения используются кнопочные извещатели типа ПКИО-9. Тип автоматического извещателя - комбинированные - КИ - I.
Используют дымовые автоматические пожарные извещатели, реагирующие на изменение оптической проницаемости воздуха.
В здании предусматриваются противопожарные двери, люки, тамбур- шлюзы, выполненные из несгораемых материалов с минимальным пределом огнестойкости. Данное помещение имеет 4 эвакуационных выхода из цеха через коридор наружу непосредственно. Коридоры имеют противопожарные стены и двери. Минимальное расстояние между наиболее удалёнными эвакуационными выходами:
1![]() 1,55
1,55![]() ; П =(250+360)
; П =(250+360)![]() 2=1220м
2=1220м
1![]() 52,39м
52,39м
Двери
на путях эвакуации должны открываться по направлению выхода из здания. Тамбуры
должны быть длиной не менее 4м, оборудованные установками автоматического
пожаротушения на участке длиной 4м с объёмным расходом воды 1 л/с на 1![]()
![]() пола тамбура.
пола тамбура.
Для данного здания следует предусмотреть выходы на кровлю лестничных клеток или по наружным пожарным лестницам. Пожарные лестницы следует предусматривать по периметру здания не реже чем через 200 метров.
Все производственные и подсобные помещения цеха обеспечены первичными средствами пожаротушения и пожарным инвентарем, находящимся на доступном месте.
К первичным средствам пожаротушения цеха относятся:
- ручные огнетушители ОУ-2, ОУ-5, ОПУ-10;
- передвижные воздушно-пенные огнетушители ОВП-100;
- пожарные краны внутреннего водопровода;
- пеналы с асбестовым полотном;
- ящики с песком.
В
производственных помещениях установлены пожарные краны диаметром 50 мм с пожарным стволом 50![]() 16 мм
и длиной рукава 20 м. Пожарные краны установлены из расчета орошения каждой
точки помещения двумя струями, с расходом по 4,6 л/сек каждая. Радиус действия
компактной струи 16 м.
16 мм
и длиной рукава 20 м. Пожарные краны установлены из расчета орошения каждой
точки помещения двумя струями, с расходом по 4,6 л/сек каждая. Радиус действия
компактной струи 16 м.
11.10 Технологическая безопасность
ГОСТ 12.3.002-75 ССБТ «Процессы производственные. Общие требования безопасности».
Безопасность производственного оборудования, использованного при реализации технологического процесса, должна обеспечиваться следующими основными мерами:
-нагревающиеся части оборудования, а именно корпусов электродвигателей, трансформаторов, и другого оборудования защищаются кожухами и приспособлениями, исключающими возможность соприкосновения
- теплоизоляцию следует сделать с таким расчётом, чтобы температура наружных стенок теплоизлучающего оборудования не превышало 45°С. Также температура воздуха поддерживается в заданных пределах в холодное время, в связи выделением небольшого количества тепла от экструзионных установок.
- производство труб насыщено оборудованием, имеющим вращающиеся части (намоточной машины), работающие с потреблением высоковольтного напряжения и нагретой до высокой температуры.
- для предотвращения прикосновения к нагретым частям электропривода и поверхностям применяют специальные кожухи из тонких алюминиевых или пластмассовых листов.
-клиноремённые
и цепные передачи тянущего устройства и намоточной машины имеют сетчатые
металлические кожуха. Движущиеся части механизмов также закрываются
металлическими сетками с отверстием не более 1 ![]() .
.
11.11 Средства индивидуальной защиты
При работе обслуживающего персонала экструзионной линии возможны следующие опасности: поражение электрическим током, механические повреждения, пыль, шум, ожоги.
Для исключения этих воздействий на человека рабочие снабжаются индивидуальными средствами защиты. Выдается спецодежда для защиты от механических повреждений и повышенных температур, соответственно группы М-Р и Т-И в виде комбинезона. Для защиты рук: рукавицы из стилка, перчатки трикотажные для защиты от механических повреждений; рукавицы ватные, рукавицы тканевые комбинированные - от термических ожогов и тепловых излучений и перчатки резиновые от поражения электрическим током. Обувь от механических воздействий и от повышенных температур группы М-У-100, Т-И. Также для обеспечения безопасных методов труда предусматривается выдача противогазов марки «БКФ», респираторов противопыльных, защитных очков, защитных касок, аптечек первой медицинской помощи, диэлектрических ковриков, противошумных вкладышей «беруши».
11.12 Охрана окружающей среды
В производстве труб имеются жидкие и твердые выбросы в окружающую среду. Выбросы в атмосферу проходят при погрузке дробленных и раздаче их в экструзионные машины пневмотранспортом.
Отработанный воздух из системы пневмотранспорта загрузки и раздачи полиэтилены проходят очистку в фильтрах и выбрасываются в атмосферу.
Применяется рукавный самоочищающийся фильтр типа МФУ-16 для средней и тонкой очистки отработанного воздуха системы вентиляции.
Технические характеристики:
- количество рукавов , шт - 16;
-
поверхность фильтрующей ткани, ![]() - 19,2;
- 19,2;
-
производительность, ![]() /час - 2900;
/час - 2900;
- вес с бункером, кг - 990.
Все твердые отходы от производства труб перерабатываются на дробильных установках и пневмотранспортом подаются в силосы, откуда снова возвращаются в производство труб. До пуска установи сжигается твердые отходы выводятся на склад.
12 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
12.1 Расчет основных фондов, капитальных затрат на оборудование
В данном разделе проводится расчёт экономической целесообразности выбора электропривода экструдера, применяемого при производстве пластмассовых труб.
1. По данным отдела главного механика с учетов ремонтов и времени технологических простоев, эффективный фонд времени оборудования при непрерывном производстве равен [17]:
![]() , (12.1)
, (12.1)
где ![]() -эффективный
фонд времени оборудования;
-эффективный
фонд времени оборудования;
![]() -коэффициент
технологических простоев
-коэффициент
технологических простоев ![]() =12%
=12%
![]() ч (12.2)
ч (12.2)
2. В данном проекте новой технологий является замена устаревшего двигателя червячного пресса экструдера на новый. Производительность пресса по ПНД при давлении Р=10 МПа равна 320 кг/ч.
![]() =Пр
=Пр![]() , т/в год (12.3)
, т/в год (12.3)
где Пр - производительность пресса;
![]() =320
=320![]() 7710 = 2467200 кг в год = 2467,2 т/в год
7710 = 2467200 кг в год = 2467,2 т/в год
![]() 5% , т/в год (12.4)
5% , т/в год (12.4)
![]() 5% = 2 467,2
5% = 2 467,2![]() 5% = 2590,6 т/в год
5% = 2590,6 т/в год
где ![]() — базовый фонд,
т/в год
— базовый фонд,
т/в год
![]() - планируемый
фонд, т/в год
- планируемый
фонд, т/в год
3. Расчет основных фондов, капитальных затрат на оборудование и амортизационных отчислений.
Таблица 12.1 Капитальные затраты на здание и сооружения
| Наименование | Балансовая стоимость, тыс.руб. | Норма амортизации |
|
|
Здание №1 №2 №3 |
296,5 2395,58 2279,98 |
7% |
20,76 167,7 159,6 |
| Здании общ. | 4971,81 | 348,1 | |
| Склад | 187,99 | 7% | 13,16 |
|
|
5158,99 | 361,26 |
![]() (12.5)
(12.5)
![]() (12.6)
(12.6)
![]() (12.7)
(12.7)
![]()
Таблица 12.2 Капитальные затраты на оборудование
| Наименование | Стоимость | АО-ие | |
| Норма % | Сумма, руб. | ||
| ДПТ НВ серии 6П250МГУХЛ4 | 42515 | 6,6 | 2806 |
| Шкаф распределительный | 56395 | 10 | 5639 |
| Трансформатор | 32405 | 10 | 3241 |
| Зап.части | 10500 | 6,6 | 693 |
| Итого | 141815 | 12379 | |
| Электромонтажные работы | 7091 | - | - |
| Транспортные расходы | 11345 | - | - |
| Стоимость и монтаж КИП | 7091 | - | - |
| Прочие расходы | 14182 | - | - |
| Итого | 39709 | - | - |
| ВСЕГО | 181524 | - | - |
Стоимость
электромонтажных работ (![]() ) составляет 5% от стоимости
основного оборудования:
) составляет 5% от стоимости
основного оборудования:
![]() руб, (12.8)
руб, (12.8)
где ![]() -стоимость
основного оборудования, руб.
-стоимость
основного оборудования, руб.
Транспортные
(![]() ) расходы
составляют 8% от стоимости основного оборудования:
) расходы
составляют 8% от стоимости основного оборудования:
![]() руб. (12.9)
руб. (12.9)
Стоимость
и монтаж КИП (![]() ) составляет 5% от стоимости
основного оборудования:
) составляет 5% от стоимости
основного оборудования:
![]() руб. (12.10)
руб. (12.10)
Прочие
расходы (![]() )
составляют 10% от стоимости основного оборудования:
)
составляют 10% от стоимости основного оборудования:
![]() руб. (12.11)
руб. (12.11)
12.2 Расчёт численности и фонда заработной платы
Расчёт численности и фонда заработной платы работающих.
Таблица 12.3 Баланс рабочего времени одного среднесписочного рабочего.
| Показатели | Количество времени, дни |
| 1. Календарный фонд времени | 365 |
| 2. Номинальный фонд времени для непрерывного производства | 365 |
| 3. Количество дней отпуска | 28 |
| 4. Количество дней не выхода регламентировано законом | 8 |
| 5. Эффективный фонд времени работника | 365-28-8=329 |
Расчёт численности производится исходя из количества выполняемых операций на данном участке технологической линии. На этом участке технологической линии должны работать машинист компрессорной установки, аппаратчик, машинист намоточных машин. Количество смен=3
Таблица 12.4. Расчет численности основных рабочих
| Наименование профессии | Разряд | Тар. коэффициент | Норма штата в смену | Численность явочная | Численность списочная |
| Машинист компрессорной установки | 6 | 1,71 | 1 | 3 | 3 |
| Аппаратчик | 5 | 1,5 | 1 | 3 | 3 |
| Машинист намоточных машин | 5 | 1,5 | 1 | 3 | 3 |
| 3 | 9 | 9 |
![]() ,чел (12.12)
,чел (12.12)
где ![]() -сменная
численность, чел.;
-сменная
численность, чел.;
![]() -количество
смен
-количество
смен
![]() чел.
чел.
![]() чел. (12.13)
чел. (12.13)
где ![]() -явочная
численность, чел
-явочная
численность, чел
![]() чел
чел
Годовой фонд заработной платы
1.![]() (12.14)
(12.14)
где ![]() -тарифная
ставка первого разряда
-тарифная
ставка первого разряда
![]() =20 руб.
=20 руб.
![]() -эффективный
фонд времени работника
-эффективный
фонд времени работника
![]() -списочная
численность рабочих
-списочная
численность рабочих
 (12.15)
(12.15)
2. ![]() , руб
, руб
где ![]() -тарифная
зарплата
-тарифная
зарплата
![]() руб. (12.16)
руб. (12.16)
![]() -премия в
размере 30% тарифной заработной платы.
-премия в
размере 30% тарифной заработной платы.
![]() , руб (12.17)
, руб (12.17)
![]() руб
руб
![]() -20% тарифной
заработной платы
-20% тарифной
заработной платы
![]() , руб. (12.18)
, руб. (12.18)
![]() руб.
руб.
3. Дополнительный фонд заработной платы (10% от основного ФЗП)
![]() , руб. (12.19)
, руб. (12.19)
где ![]() -основной ФЗП
-основной ФЗП
![]() руб.
руб.
4. ![]() , руб (12.20)
, руб (12.20)
![]() руб.
руб.
![]() , руб/т (12.21)
, руб/т (12.21)
![]() руб/т
руб/т
![]() , руб (12.22)
, руб (12.22)
![]() руб/т
руб/т
Таблица 12.5 Расчет численности и заработной платы вспомогательных рабочих
| Наименование профессии | Разряд | Норма по штату | Численность | ||
| сменная | списочная | ||||
| Слесарь-ремонтник | 6 | 3 | 3 | 3 | |
| Уборщик производственных и служебных помещений | 5 | 3 | 3 | 3 | |
| Кладовщик | 3 | 1 | 1 | 1 | |
| Электросварщик | 6 | 1 | 1 | 1 | |
| 8 | |||||
Фонд заработной платы вспомогательных рабочих
1)![]() (12,23)
(12,23)
![]() руб.
руб.
![]() ч
ч
2) ![]() руб (12.24)
руб (12.24)
![]() -30% премия от
основного ФЗП
-30% премия от
основного ФЗП
![]() руб.
руб.
![]() -20% премия от
основного ФЗП
-20% премия от
основного ФЗП
![]() руб (12.25)
руб (12.25)
3) Дополнительный фонд заработной платы (10% от основного ФЗП)
![]() руб (12.26)
руб (12.26)
4)![]() руб (12.27)
руб (12.27)
Таблица 12.6. Расчет численности и заработной платы руководителей, ИТР
| Должность | Численность | Оклад+пр.30%+надбавки за вредность | Годовой ФЗП тыс.руб. |
| Начальник цеха | 1 | 15158,00 | 181,89 |
| Механик цеха | 1 | 13370,50 | 160,45 |
| Начальник смены | 1 | 9495,20 | 113,94 |
| Начальник смены | 1 | 9495,20 | 113,94 |
| Начальник смены | 1 | 18590,00 | 113,94 |
| Мастер по ремонту | 1 | 223,08 | |
| ИТОГО | 907,24 |
12.3 Расчет расходов на содержание и эксплуатацию оборудования
Таблица 12.7 Смена расходов по содержанию и эксплуатации оборудования
| Статьи затрат | Сумма | Методика расчета |
| ЗП вспомогательных раб. | 549167 | |
| ЕСН | 142783 | 26% от ЗП |
| Вспомогательные материалы | 5446 | 3% от стоимости оборудования |
| Текущий ремонт | 6353 | 3,5% от стоимости оборудования |
| Капитальный ремонт | 9076 | 5% от стоимости оборудования |
| Амортизация | 12379 | |
| ИТОГО | 725204 |
![]() (12.28)
(12.28)
![]() (12.29)
(12.29)
12.4 Расчет цеховых расходов
Таблица 12.8 Смета цеховых расходов
| Статьи затрат | Сумма | Методика расчета |
|
1. По содержанию цех. персонала 1) ЗП ИТР 2) ЕСН |
907240 235882 |
26% |
| 2. Содержание здания и цеха | 149150 | 3% от стоимости здания, цеха |
| 3. Текущий ремонт | 51590 | 1% от стоимости всех зданий |
| 4. Капитальный ремонт | 1032000 | 2% от суммы стоимости зданий |
| 5. Амортизация | 361,26 | |
| ИТОГО | 2376223 |
Смета цех. расходов приходится на единицу продукции
![]() (12.30)
(12.30)
![]() (12.31)
(12.31)
12.5 Электроэнергия на технологические цели
Рассчитывается количество электроэнергии, потребляет ЭП червячного пресса.
Исходя из стоимости одного кВт/час электроэнергии определяются расходы на электроэнергию в год.
Годовое потребление определяется из часового расхода электроэнергии и эффективного фонда времени работы оборудования в год:
![]() , кВт/ч (12.32)
, кВт/ч (12.32)
где ![]() -установочная
мощность электродвигателя
-установочная
мощность электродвигателя
![]() -эффективный
фонд времени работы оборудования
-эффективный
фонд времени работы оборудования
![]() кВт/ч
кВт/ч
Действительный годовой расход электроэнергии:
![]() , кВт/год (12.33)
, кВт/год (12.33)
где ![]() =0,8-коэффициент
спроса;
=0,8-коэффициент
спроса;
![]() -коэффициент
потерь в электрических цепях;
-коэффициент
потерь в электрических цепях;
![]() -КПД двигателя
-КПД двигателя
![]() кВт/год
кВт/год
Расходы на электроэнергию:
![]() руб./год (12.34)
руб./год (12.34)
где ![]() -стоимость
электрической энергии (
-стоимость
электрической энергии (![]() руб.за кВт/ч)
руб.за кВт/ч)
![]() руб./год
руб./год
![]() (12.35)
(12.35)
![]() (12.36)
(12.36)
12.6 Калькуляция себестоимости продукции
Таблица 12.9 Расчет себестоимости единицы продукции
| Статьи затрат | Цена за ед. продукции | По существующему производству | По проекту |
|
|||||
| Расход коэффициента |
|
Расход коэффициента |
|
|
|||||
| 1 | 2 | 3 | 4 | 5 | 6 |
|
|||
|
1. Материальные п/э-н кат-р кат-р |
15 137,76 133,33 |
1018 0,5 0, |
15270 68,88 66,67 |
1004 0,465 0,025 |
15060 64,06 3,33 |
|
|||
| ИТОГО: | - | - | 15405,6 | - | 15127,4 |
|
|||
|
|||||||||
|
|||||||||
|
2. Топливо и электроэнергия электроэнергия вода |
250 580,03 |
- 0,454 |
238,8 263,33 |
- 0,329 |
227,4 190,83 |
||||
| ИТОГО: | - | - | 502,13 | - | 418,23 | ||||
|
3. ЗП осн. раб. с ЕСН ЗП ЕСН |
- | - |
1435,3 373,1 |
- |
1367 355,4 |
||||
| ИТОГО: | - | - | 1808,4 | - | 1722,4 | ||||
| 4. РСЭО | - | - | 294,0 | - | 280 | ||||
| 5. Цех. расх. | - | - | 963 | - | 917 | ||||
| Цех. стоимость | - | - | 18973,1 | - | 18465,0 | ||||
| 6. общехозяйственные расходы | - | - | 1897,0 | - | 1846,5 | ||||
| Производственная стоимость | - | - | 20870 | - | 20311,1 | ||||
| 7. Внепроизводственные расходы | - | - | 56,9 | - | 55,3 | ||||
| Полная стоимость | - | - |
20926
|
- |
20365
|
||||
12.7 Расчет экономической эффективности
1) Ценообразование
2)
![]() (12.37)
(12.37)
где ![]()
![]() -себестоимость базовая
-себестоимость базовая
R-ранг, R=20%
![]() -по базе
-по базе
![]() -по проекту
-по проекту
3) Прибыль от реализации
![]() (12.38)
(12.38)
![]() (12.39)
(12.39)
3) ![]() руб.
руб.
4) рентабельность
![]() (12.41)
(12.41)
где ![]() -кап. вложения
базовые;
-кап. вложения
базовые;
![]() -кап. Вложения
по проекту;
-кап. Вложения
по проекту;
![]() -себестоимость
базовая;
-себестоимость
базовая;
![]() -себестоимость
проектная
-себестоимость
проектная
![]()
4) Срок окупаемости
5)
![]() , дней (12.42)
, дней (12.42)
где ![]() -капитальные
вложения общие
-капитальные
вложения общие
![]() -прибыль от
реализации
-прибыль от
реализации
![]() дней
дней
ЗАКЛЮЧЕНИЕ
В процессе проведения технико-экономического расчета был выбран оптимальный вариант. С экономической точки зрения он не является дорогостоящим, и в полной мере удовлетворяет всем техническим требованиям. От качества регулирования в электроприводе зависят свойства и параметры выпускаемого продукта. Соблюдение всех эксплуатационных норм и требований ведет к повышению надежности, долговечности машины.
Повышение надежности обеспечивает сокращение срока окупаемости изделия, так как при этом уменьшается время простоев агрегата. При производстве данной машины использовались широко распространенные элементы, что позволяет произвести их замену в короткие сроки без особых затрат.
Так как в технологической линии по производству полиэтиленовых труб мы вводим новую технологию только одного узла, а именно электропривод экструдера , то можно сказать , что проект начнёт практически сразу приносить прибыль , так капитальные затраты идут только на небольшой узел технологической линии.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1 Лахтин Ю.М. Материаловедение / Ю.М. Лахтин, В.П. Леонтьева. - М.: Машиностроение, 1990. - 523 с.
2 Бухгалтер В.И. Экструзия / В.И. Бухгалтер. - М.: Химия, 1973. - 318 с.
3 Копылов И.П. Справочник по электрическим машинам / И.П. Копылов, Б.К. Клоков. - М.: Энергоатомиздат, 1988. - 456 с.
4 Ключев В.И. Электропривод и автоматизация общепромышленных механизмов / В.И. Ключев, В.М. Терехов. - М.: Энергия, 1980. - 359 с.
5 Москаленко В.В, Электрический привод / В.В. Москаленко. - М.: Мастерство: Высшая школа, 2000. - 368 с.
6 Розанов Ю.К. Основы силовой преобразовательной техники / Ю.К. Розанов. - М.: Энергия, 1979 - 392 с.
7 Руденко В.С. Основы преобразовательной техники / В.С. Руденко, В.И. Сенько, И.М.Чиженко. - М.: Высшая школа, 1980. - 424 с.
8 Григорьев О.П. Тиристоры / О.П. Григорьев. - М.: Радио и связь, 1990.-179с.
9 Алиев И.И. Справочник по электротехнике и электрооборудованию / И.И. Алиев. - М.: Высшая школа, 2000. - 255 с.
10 Воронова А.А. Теория автоматического управления / А.А. Воронова. -М.: Высшая школа, 1986. - 519 с.
11 Терехов В.М. Системы управления электроприводов / В.М. Терехов, О.И. Осипов. - М.: Академия, 2005. - 304 с.
12 Конюхова Е.Д. Электроснабжение объектов / Е.А. Конюхова. - М.: Мастерство, Высшая школа, 2001. - 320 с.
13 Обеспечение производственной и технологической безопасности: методические указания к дипломному проектированию / сост.: Ф.М. Гимранов, Д.К. Шаяхметов, Ф.А. Танеев, Казанский государственный технологический университет. - Казань, 1998. - 60 с.
14 Правила устройства электроустановок (ПУ Э-8 5): М.: Минэнергоатомиздат, 1987. - 648 с.
15 ГОСТ 12.2.020-76. Электрооборудование взрывозащищенное. Термины и определение. Классификация. Маркировка. - М.: Изд. стандартов, 1976-7 с.
16 ГОСТ 12.1.019-79. Электробезопасность. Общие требования и номенклатура видов защиты. - М.: Изд. стандартов, 1979 - 12 с.
17 Технико-экономические расчеты электрических приводов для обоснования курсовых и дипломных проектов и работ: методические указания / сост.: И.А. Аняшкина, А.В. Иванов, Казанский государственный технологический университет. - Казань, 1998. - 16 с.