Дипломная работа: Промышленная технология производства катализатора дегидрирования изоамиленов в изопрен марки КИМ-1
Введение
Одним из основных направлений развития химической промышленности является создание мощного современного производства пластических масс и каучуков. Особо важное значение приобретают мономеры, одним из которых является изопрен.
В настоящие время известно несколько способов синтеза изопрена. В целом в промышленности внедрены два метода:
синтез изопрена из формальдегида и изобутилена;
двух стадийное дегидрирование изопентана в изоамилены и далее в изопрен.
Оба метода реализованы на ОАО «Нижнекамскнефтехим».
Вторая стадия каталитического дегидрирования изоамиленов в изопрен ранее осуществлялась в присутствии катализатора марки КИМ-1. Производителем катализатора являлся завод «Окиси этилена» (цех № 2410) Нижнекамского нефтехимического комбината. Катализатор характеризовался хорошими эксплуатационными показателями, достаточной активностью и селективностью, высокой механической прочностью.
В данной работе на проектирование представлена промышленная технология производства катализатора дегидрирования изоамиленов в изопрен марки КИМ-1 в присутствии водяного пара в адиабатических реакторах с неподвижным слоем катализатора на заводе СК.
Катализатор дегидрирования КИМ-1 производится на территории цеха № 2410 завода «Окиси этилена» ОАО «Нижнекамскнефтехим». В целях уменьшения капитальных затрат при проектировании для производства катализатора КИМ-1 предусматривается максимально возможное использование существующего технологического оборудования, применяемого ранее для производства катализатора ИМ-603, с сохранением его обвязки технологическими трубопроводами. Процесс производства катализатора дегидрирования КИМ-1 является периодическим. Количество технологических потоков - два.
1. Характеристика сырья и готовой продукции
1.1. Характеристики производимой продукции
Таблица 1.1 - Характеристики производимой продукции
| № п/п | Наименование изготовляемой продукции | Номер ГОСТ, ТУ, регламент | Показатели качества, обязательные для проверки | Регламентируемые показатели с допустимыми отклонениями |
| 1 | Готовый катализатор КИМ-1 | ТУ 2173-002-12988979-95 |
- внешний вид - размер гранул, мм длина диаметр - насыпная плотность г/см³ не менее -механическая прочность, %, не менее кг/гранулу, не менее - каталитические свойства выход изопрена на пропущенные изоамилены, % мас, не менее выход изопрена на разложенные изоамилены, % мас, не менее - однородность: массовая доля комков, представляющих слепки более чем трех гранул, %, не более массовая доля пыли размером менее 1 мм, %, не более |
гранулы красно-коричневого цвета 3-20 3.0-4.0 0.95 96,0 10 35,0 85,0 4,0 1,0 |
1.2 Характеристика сырья, материалов, реагентов, полупродуктов
Таблица 1.2- Характеристика сырья
| № п/п | Наименование сырья, материалов, катализатора, изготовляемой продукции | Номер ГОСТ, ТУ, регламент | Показатели качества, обязательные для проверки | Регламентируемые показатели | ||||
| 1 | 2 | 3 | 4 | 5 | ||||
|
|
Пигмент желтый железо-оксидный |
ТУ 38. 503286-91 или ГОСТ 1817.2-80 |
массовая доля - железа в пересчете на Fe2O3, %, не менее - ионов натрия в пересчете на Na2CO3, %, не более - хлоридов, %, не более |
84,0 0,007 0,01 |
||||
| 2 | Калий углекислый технический 1 сорт | ГОСТ 10690-73 |
массовая доля - К2СО3, %, не менее - ионов натрия в пересчете на Na2CO3, %, не более -хлоридов, %, не более |
98,0 0,6 0,05 |
||||
| 3 | Циркония двуокись сорт 2 | ГОСТ 21907-76 | Содержание суммы двуокисей циркония и гафния, %, не менее | 99,0 | ||||
| 4 | Хрома окись техническая ОХП-1,ОХП-2 | ГОСТ 2912-79 |
массовая доля - общего хрома в пересчете на Cr 2 O3, %, не менее |
99,0 | ||||
| 5 | Калия гидрат окиси технический марки ОКП 21, сорт высший | ГОСТ 9285-78 |
массовая доля - едких щелочей в пересчете КОН,%, не менее - натрия в пересчете на NaOH, %, не более |
98,0 1,5 |
||||
| 6 | Оксид алюминия активный | ТУ 38. 10216-78 или ГОСТ 8136-85 |
массовая доля - натрия в пересчете на оксид натрия,%, не более |
0,025 | ||||
| 7 | Силикагель технический марки КСМГ сорт высший или сажа белая марки БС-120 |
ГОСТ 3956-76 ГОСТ 18307-78 |
По паспорту поставщика По паспорту поставщика |
|
||||
| 8 | Вода обессоленная 3 ступени очистки (спец очищенная) | Требования регламента |
содержание - хлор ионов, мг/л, не более - ионов натрия, мг/л, не более |
3,0 1,0 |
|
|||
| 9 | Топливный газ | Требования регламента | Теплотворная способность, ккал/Вм³, не менее | 8000 |
|
|||
| 10 | Воздух технологический | ГОСТ 24484-80 | - температура точки росы | - 60С |
|
|||
| 11 | Азот газообразный технический, повышенной чистоты, 2 сорт | ГОСТ 9293-74 |
объемная доля - азота, %, не менее - кислорода, %, не более |
99,95 0,05 |
|
|||
1.3 Физико-химические свойства сырьевых компонентов [1-8]
В качестве сырья для производства экспериментального железо-оксидного катализатора синтеза изопрена дегидрированием изоамиленов используются следующие сырьевые компоненты:
Пигмент железо-оксидный – порошок желтого цвета, молекулярный вес 159,69, а.е., температура плавления – 1565°С, в воде не растворим.
Калий углекислый – порошок белого цвета, молекулярный вес 138 а.е., температура плавления -891°С, в воде растворим.
Циркония двуокись – порошок белого цвета или сероватым с желтоватым оттенком, молекулярный вес 123 а.е., температура плавления -2680 °С, в воде не растворим.
Хрома окись – порошок темно – зеленого цвета, молекулярный вес 152 а.е., температура плавления -2275°С в воде не растворим.
Гидроксид калия – чешуйки зеленого, сиреневого или серого цвета, молекулярный вес 56 а.е., температура плавления- 380°С.
Оксид алюминия – гранулы белого цвета, молекулярный вес 102 а.е., температура плавления
Сажа белая – порошок белого цвета.
1.4 Термодинамические свойства сырьевых компонентов
Таблица 1.3 - Термодинамические свойства сырьевых компонентов
| Название компонентов | Теплоемкость, Дж/(моль×К) |
Энтропия, Дж/(моль×К) |
Тепловой эффект, кДж/моль |
| Пигмент желтый железо-оксидный | 104.6 | 90.00 | 822.1 |
| Окись хрома | 113,8 | 81,1 | 1128,4 |
| Двуокись циркония | 56,5 | 50,34 | 1080,31 |
| Калий углекислый | 115,7 | 156,3 | 1146,1 |
| Оксид алюминия | 79 | 50,92 | 1669,8 |
| Гидроксид калия | 65,60 | 59,41 | 425,34 |
| Сажа белая | 859,4 | 41,9 | 859,4 |
1.5 Физико-химические характеристики конечного продукта
Катализатор дегидрирования КИМ-1 представляет собой железо-калиевую оксидную систему, промотированную оксидами металлов. Имеет следующий химический состав:
Fe2O3-53.5 %, Cr2O3-3,8%, ZrO2-3,0%, K2CO3-31,1%, AI2O3-1,75 %, KOH-2,3%, сажа белая-4,6%.
![]() 2. Физико-химические основы
технологического процесса
2. Физико-химические основы
технологического процесса
Процесс двух стадийного дегидрирования изопентана в изопрен является вторым, после синтеза изобутилена и формальдегида, промышленным методом синтеза изопрена, разработанным и внедренным в России [9,10].
Сущность процесса двух стадийного дегидрирования изопентана состоит в последовательном превращении изопентана в изоамилены, а смеси последних – в изопрен. На практике эти операции осуществляются в различных условиях, на разных катализаторах и самостоятельных технологических установках.
Схема основных и побочных химических превращений, протекающих при дегидрировании изопентана и изоамиленов [11]:
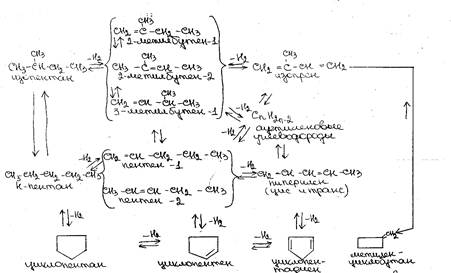 (2.1)
(2.1)
Вопрос о фазовом составе промотированных железно-оксидных катализаторов, находящихся в атмосфере паров углеводородов и воды при температурах 770-870 К, является ключевым для определения механизма реакции дегидрирования, протекающей на этих контактах, разработки научно обоснованных методов синтеза данного класса катализаторов,оптимизации технологических процессов. Эта проблема привлекает пристальное внимание исследователей с момента появления первых железо-оксидных катализаторов, промотированных оксидами калия и хрома [12].
Одной из первых попыток
исследования фазового состава железохрокалиевого катализатора в условиях
разработки и дегидрирования в присутствии водяного пара явились работы
советских ученых [13-16]. Для интерпретации фазового состава катализатора,выяснение
природы его каталитической активности и роли отдельных компонентов авторы
[13,14] методами рентгенофазового, термографического анализа и ИК спектроскопии
изучили поведение индивидуальных компонентов, а также их двойных и тройных
композиций в условиях окислительной и восстановительной сред, при разогреве до
температуры реакции и охлаждении катализатора. Используя высокотемпературную
рентгеновскую камеру, исследователи изучили фазовый состав железохромкалиевого
катализатора в условиях реакции дегидрирования олефинов и установили,что
фазовый состав контакта при комнатной и в условиях реакции существенно
различается. Авторы работ [13,15] убедительно показали, что индивидуальный
карбонат калия не активен в реакции дегидрирования, индивидуальный оксид железа
![]() - основной
компонент катализатора – в начальный момент режима дегидрирования имеет
достаточно высокую активность однако, через 10-15 мин. Работы происходит
быстрое снижение степени превращения и избирательности процесса, обусловленное
зауглероживанием поверхности.
- основной
компонент катализатора – в начальный момент режима дегидрирования имеет
достаточно высокую активность однако, через 10-15 мин. Работы происходит
быстрое снижение степени превращения и избирательности процесса, обусловленное
зауглероживанием поверхности.
Система ![]() в режиме дегидрирования
не теряет активности и по своей селективности приближается к катализатору.
Высокую и стационарную активность этой двойной системы, по мнению авторов [15],
можно объяснить только образованием феррита калия. Отсюда был сделан вывод, что
высокая каталитическая активностью обусловлена образованием на поверхности
глобул оксида железа слоя монофиррита калия
в режиме дегидрирования
не теряет активности и по своей селективности приближается к катализатору.
Высокую и стационарную активность этой двойной системы, по мнению авторов [15],
можно объяснить только образованием феррита калия. Отсюда был сделан вывод, что
высокая каталитическая активностью обусловлена образованием на поверхности
глобул оксида железа слоя монофиррита калия ![]() или твердого раствора хрома и
кремния в решетке этого феррита
или твердого раствора хрома и
кремния в решетке этого феррита ![]() . Изложенная точка зрения
поддерживается и в более поздних публикациях
. Изложенная точка зрения
поддерживается и в более поздних публикациях
Следует отметить, что в
выводах авторов работ [13-19] о составе каталитически активной фазы
железо-оксидного катализатора содержится ряд существенных противоречий.
Во-первых, предусматривается, что большая часть основного активного компонента
– оксида железа – выключена из каталитического процесса. По мнению авторов
[15], соотношение Fe:К в образе
таково, что значительная часть оксида железа не взаимодействуют с карбонатом
калия и в условиях реакции переходит в момент, однако, если магнетит и доступен
для реагирующих молекул, то он быстро зауглероживается. Приняв описанную модель,
можно заключить, что нет смысла вводить в катализатор более 70% ![]() , или что оксид железа,
находясь в центре глобулы, выполняет только функцию носителя. Во-вторых,
вызывает сомнение тот факт, что моноферрит калия или твердый раствор кремния и
хрома в решетке моноферита калия
, или что оксид железа,
находясь в центре глобулы, выполняет только функцию носителя. Во-вторых,
вызывает сомнение тот факт, что моноферрит калия или твердый раствор кремния и
хрома в решетке моноферита калия ![]() может обеспечить высокую
конверсию и селективность процесса дегидрирования. По данным работы [20] выход
стирола при использовании в качестве катализатора чистого моноферита калия не
превышает 20%, а удельная скорость образования стирола на таком контакте
(молярное отношение Fe:К = 1) в 4 раза
ниже, чем на ферритной системе с молярным отношением Fe: К= 4, обладающей практически одинаковой структурой пор.
Кроме того, железо, находящееся в соединении
может обеспечить высокую
конверсию и селективность процесса дегидрирования. По данным работы [20] выход
стирола при использовании в качестве катализатора чистого моноферита калия не
превышает 20%, а удельная скорость образования стирола на таком контакте
(молярное отношение Fe:К = 1) в 4 раза
ниже, чем на ферритной системе с молярным отношением Fe: К= 4, обладающей практически одинаковой структурой пор.
Кроме того, железо, находящееся в соединении ![]() в степени окисления +3 не может
обеспечить высокую селективность процесса дегидрирования [21].
в степени окисления +3 не может
обеспечить высокую селективность процесса дегидрирования [21].
К наиболее важным выводам авторов работ [15,16] относится заключение о том, что формирование активной фазы происходит при восстановлении катализатора.
Таким образом, вопрос о составе активной фазы промотированных железо-оксидных контактов остается открытым. В связи с этим представляется целесообразным изложение основных точек зрения на природу промотирующего действия оксида калия, вводимого в значительных количествах в катализаторы дегидрирования. Эти данные по-видимому, могут служить основной для более четких представлений о составе каталитически активной фазы и механизме ее действия:
Авторы [22,23] считают,
что присутствие К2О или кластера на поверхности или в объеме оксида железа
приводит к образованию высоко ионизированного центра в преимущественно
ковалентном оксиде железа. Этот высоко ионизированный центр способствует
созданию локализованного электростатического поля с последующей поляризацией
окружающих связей, что приводит к ослаблению связей Fe-O, расположенных
рядом с ![]() .
В конечном итоге присутствие щелочного промотора увеличивает активность железо-оксидных
систем, т.к. каталитический процесс включает разрыв связей Fe-О на определенной, возможно,
лимитирующей стадии реакции дегидрирования. По мнению китайских ученых [24,25]
активный центр представляет собой кластер, состоящий из одного атома калия,
двух атомов железа и одного- кислорода. Присутствие калия повышает концентрацию
активных центров.
.
В конечном итоге присутствие щелочного промотора увеличивает активность железо-оксидных
систем, т.к. каталитический процесс включает разрыв связей Fe-О на определенной, возможно,
лимитирующей стадии реакции дегидрирования. По мнению китайских ученых [24,25]
активный центр представляет собой кластер, состоящий из одного атома калия,
двух атомов железа и одного- кислорода. Присутствие калия повышает концентрацию
активных центров.
Добавки калия, изменяя энергию связи кислорода в решетке каталитически активных оксидов железа, при определенных условиях уменьшают энергию активации каталитического окисления углеродистых отложений, образующихся в процессе дегидрирования [15,16,26], обеспечивают само регенерацию контакта.
Калий понижает кислотность катализатора, добавляя побочные реакции [25].
Добавки калия способствуют восстановлению железо-оксидного катализатора до определенной степени [21], стабилизирует активную фазу[25].
Анализ литературных данных позволяет сформулировать некоторые предложения о составе активной фазы промотированного железо-оксидного катализатора в условиях реакции дегидрирования:
Каталитически активная фаза представляет собой сложный оксид в состав которого входят железо и калий в соотношении, близком к их общему соотношению в контакте. Другие компоненты катализатора могут входить в состав этого соединения, образуя твердые растворы. Устойчивая работа контакта обеспечивается равномерным распределением компонентов по грануле катализатора, что возможно при наиболее полном взаимодействии исходных веществ [27,28].
Это соединение после микровостановления должно удовлетворять определенным условиям в отношении таких факторов, как геометрическая структура, электронное строение, энергетическое состояние, удовлетворять условиям преобразования валентного состояния ионов железа, обладать шпинельной структурой [25].
Формирование активной
фазы происходит при восстановлении катализатора. При устанавливается
оптимальное соотношение ![]() которое остается практически
постоянным в атмосфере, где парциальное давление кислорода определяется
соотношением углеводород- водяной пар и температурой.
которое остается практически
постоянным в атмосфере, где парциальное давление кислорода определяется
соотношением углеводород- водяной пар и температурой.
Катализатор дегидрирования КИМ-1 представляет собой сложную многофазную систему на основе оксидов железа, содержащую в небольших количествах оксида хрома, циркония, алюминия и соединение калия. В основе технологии лежит процесс получения катализаторов методом мокрого смешения с последующим формированием активной фазы путем высокотемпературной обработки исходных соединений.
В качестве исходных компонентов используются оксид железа, хрома, алюминия, циркония и карбонат калия. Все компоненты катализатора последовательно смешиваются в водной суспензии. Химические процессы на стадии смешения не протекают.
Для связывания катализаторной массы с целью придания механической прочности катализатору добавляют жидкое стекло.
Водная суспензия катализаторной смеси упаривается для удаления избыточной воды и перевода смеси в пастообразную форму пригодную для гранулирования.
![]() Полученная катализаторная паста формуется с помощью
гранулятора в «червяки», из которых затем в процессе сушки удаляется физически
адсорбированная вода. Высушенные гранулы катализатора далее подвергаются
высокотемпературной обработке в специальных активаторах или печах.
Полученная катализаторная паста формуется с помощью
гранулятора в «червяки», из которых затем в процессе сушки удаляется физически
адсорбированная вода. Высушенные гранулы катализатора далее подвергаются
высокотемпературной обработке в специальных активаторах или печах.
В процессе
высокотемпературной обработки при температурах выше 600 °С в объеме катализатора происходит
разложение углекислого калия и взаимодействие оксидов между собой с образованием
ферритов Ме ![]() ,
где Ме – это сумма катионов металла К,Cr,Аl.
,
где Ме – это сумма катионов металла К,Cr,Аl.
Готовый катализатор КИМ-1 имеет следующий химический состав: Fe2O3-53,5%, Cr2O3-3,8%, ZrO2-3,0%, K2CO3-31,1%, AI2O3-1,7%, KOH-2,3%, сажа белая-4,6%.
Выход готового катализатора составляет 275 т. в год, 25т. в месяц.
Отходами производства являются катализаторная пыль, сколы и крошки.
3. Описание технологического процесса и технологической схемы производственного объекта
В процессе производства катализатора КИМ-1 исходные компоненты, взятые в виде оксидов железа, хрома, циркония, алюминия и карбоната калия, смешиваются в водной среде.
Для связывания катализаторной массы с целью придания механической прочности катализатору в смеситель 4 добавляют жидкое стекло.
При последующей термической обработке катализатора происходит разложение углекислого калия и взаимодействие оксидов между собой с образованием ферритов.
Процесс получения катализатора КИМ-1 состоит из следующих операций:
- подготовки исходных компонентов;
- приготовление катализаторной смеси;
- приготовление жидкого стекла;
- получение катализаторной массы и формовки;
- активации катализатора.
3.1 Подготовка исходных компонентов
Мешки с желтым железо-окисным пигментом и углекислым калием складывают на поддоны. Эти поддоны при помощи электрической тали 1 поднимают на отметку 19.200 для загрузки в реактор 2.
Оксид хрома, двуокись циркония, активный оксид алюминия после размола в дисмембраторе 13 взвешивают на весах, затем поднимают на отметку 19.200 электрической талью 1 для загрузки в реактор 2.
3.2 Приготовление катализаторной смеси
Приготовлении водной
суспензии компонентов и гидротермальная обработка происходит в реакторе 2 с
якорной мешалкой и рубашкой для обогрева паром.. В реактор 2 заливают 1,5
куб/м. Обессоленной воды, включается мешалка и через загрузочный люк засыпают
расчетное количество углекислого калия и перемешивают в течении 30 мин. С
одновременным нагреванием раствора до ![]() подачей пара с давлением 5 кгс/
подачей пара с давлением 5 кгс/![]() в рубашку. При
достижении температуры 80-
в рубашку. При
достижении температуры 80-![]() С через загрузочный люк засыпают
расчетное количество желтого железо-оксидного пигмента и проводят
термообработку в течении 7 часов. Вниз реактора 2 подается технологический
воздух для предотвращения отложения осадков. После термообработки в реактор 2 засыпают
расчетное количество активной окиси алюминия, окиси хрома, двуокиси циркония и
доливают обессоленной воды до 2
С через загрузочный люк засыпают
расчетное количество желтого железо-оксидного пигмента и проводят
термообработку в течении 7 часов. Вниз реактора 2 подается технологический
воздух для предотвращения отложения осадков. После термообработки в реактор 2 засыпают
расчетное количество активной окиси алюминия, окиси хрома, двуокиси циркония и
доливают обессоленной воды до 2![]() . После 1 часа перемешивание
полученной катализаторной смеси производят отбор пробы суспензии на ее
химический состав. При положительных результатах химического анализа
осуществляют процесс получения катализаторной массы.
. После 1 часа перемешивание
полученной катализаторной смеси производят отбор пробы суспензии на ее
химический состав. При положительных результатах химического анализа
осуществляют процесс получения катализаторной массы.
3.3 Приготовление жидкого стекла
Приготовление жидкого стекла осуществляется в реакторе 3 с мешалкой и рубашкой для обогрева паром. В реактор 3 принимают расчетное количество обессоленной воды.
Через загрузочный люк
реактора 3 при перемешивании засыпают расчетное количество гидрата окиси калия
и подогревают раствор путем подачи водяного пара в рубашку реактора.
Перемешивание производится в течении 1 часа. После чего в реактор 3 загружают
расчетное количество силикагеля или белой в несколько приемов. Приготовление
жидкого стекла производится при растворении и перемешивании компонентов в
течении 6 часов при температуре ![]() С. После естественного охлаждения
жидкого стекла до температуры
С. После естественного охлаждения
жидкого стекла до температуры ![]() С, отбирают анализ для определения
силикатного модуля.
С, отбирают анализ для определения
силикатного модуля.
При удовлетворительных анализах жидкое стекло используют при производстве катализатора КИМ-1, как связывающее вещество.
3.4 Получение катализаторной массы
Процесс получения катализаторной массы производится путем упаривания катализаторной смеси, т.е. отгонки из нее воды и углекислого газа подачей пара в рубашку смесителя 4. Готовую суспензию из реактора 2 через нижний штуцер по стационарной линии подают в роторные смесители 4.
В указанных смесителях
протекает дальнейшее перемешивание реакционной смеси с одновременной упаковкой
сгущающейся массы. Пары воды и углекислый газ выходят из отверстий в крышках
смесителей 4 отсасывается вентилятором 17 в атмосферу через промежуточный
сборник конденсата 18. За один час до готовности массы к формовке в смеситель 4
подают расчетное количество жидкого стекла. Готовность каталитической массы к
формовке определяется визуально. Проверка производится только при отключенном
электродвигателе. Полученная масса в смесителе с влажностью 20-30% путем
опрокидывания смесителя выгружается на ленточные транспортеры 5. С
транспортеров катализаторная масса поступает в приемный бункер гранулятора типа
ПФШ-150 5,где при охлаждении камеры формователя промышленной водой происходит
формование катализаторной массы в «червяки» диаметром 3,6-4 мм. Образующийся
червяк указанного диаметра ссыпается на маятниковые транспортеры 7. С указанных
транспортеров «червяк» укладывается на транспортеры сушилок 8, на которых
проходя 6 секций сушилок подвергается сушке. Сушка «червяков» происходит в токе
подогретого воздуха при температуре 90-![]() С до влажности не больше 10 %.
С до влажности не больше 10 %.
Процесс сушки регулируют подачей пара, подаваемого на калориферы сушилок. Воздух в сушилку поступает от вентиляторов 19,20 через калориферы 21, обогреваемые паром давления 0,5 Мпа. Из сушилок 8 воздух с парами воды отсасывается вентиляторами 31,32 и сбрасывается в атмосферу.
Высушенные «червяки» после сушилок 8 накапливают в бункерах 9, откуда выгружают в контейнеры 10. Контейнеры 10 с сухим «червяком» перевозят электропогрузчиками и помощью электротали 11 загружают в активатор 12 через загрузочный люк.
3.5 Активация катализатора
Активацию катализатора
проводят горячим воздухом, подогреваемым в печи 22. Активацию катализатора
производят путем при температуре 645-![]() С в течении 8 часов. Температурный
режим активации представлен на графике ведения активации. Подъем температуры
ведут со скоростью 50-
С в течении 8 часов. Температурный
режим активации представлен на графике ведения активации. Подъем температуры
ведут со скоростью 50-![]() С/час. При достижении температуры
С/час. При достижении температуры ![]() С производят
выдержку катализатора в течении 2-х чесов с целью уравнивания температуры в
слое катализатора, после чего подъем температуры ведут со скоростью 30-
С производят
выдержку катализатора в течении 2-х чесов с целью уравнивания температуры в
слое катализатора, после чего подъем температуры ведут со скоростью 30-![]() С/час до
температуры 645-
С/час до
температуры 645-![]() С. Расход горячего воздуха
составляет 2000-2500
С. Расход горячего воздуха
составляет 2000-2500![]() /час. После окончания процесса
активации катализатор охлаждают азотом до температуры
/час. После окончания процесса
активации катализатор охлаждают азотом до температуры ![]() С, после чего охлаждение
катализатора продолжают холодным технологическим воздухом.
С, после чего охлаждение
катализатора продолжают холодным технологическим воздухом.
Продолжительность
процесса охлаждения катализатора лимитируется расходом азота и воздуха. Расход
азота составляет 300![]() /час, технологического воздуха-2000
/час, технологического воздуха-2000![]() /час. После
охлаждения до
/час. После
охлаждения до ![]() С прекращают подачу
технологического воздуха и катализатор выгружают по течке 200-литровые
металлические бочки с полиэтиленовыми вкладышами. В течке происходит рассев
катализатора от сколов, мелких частиц и отсос пыли. Сколы катализатора поступают
в контейнер 10. Воздух из течки с примесью катализаторной пыли подается
вентилятор от 23 для очистки от пыли в циклон 24, а после очистки выбрасывается
в атмосферу. Воздух из активатора 12 подается для очистки от катализаторной
пыли в циклон 25, а затем выбрасывается в атмосферу. Пыль из циклонов 24,25
собирается в контейнеры 10. Отходы катализатора: мелкие частицы, сколы
катализатора загружаются в бункер 28, откуда поступает на размол на мельницу 29.
После размола порошок поступает в бункер 30, а из него выгружается в контейнеры
10 и вместе с катализаторной пылью из циклонов возвращается в производство.
С прекращают подачу
технологического воздуха и катализатор выгружают по течке 200-литровые
металлические бочки с полиэтиленовыми вкладышами. В течке происходит рассев
катализатора от сколов, мелких частиц и отсос пыли. Сколы катализатора поступают
в контейнер 10. Воздух из течки с примесью катализаторной пыли подается
вентилятор от 23 для очистки от пыли в циклон 24, а после очистки выбрасывается
в атмосферу. Воздух из активатора 12 подается для очистки от катализаторной
пыли в циклон 25, а затем выбрасывается в атмосферу. Пыль из циклонов 24,25
собирается в контейнеры 10. Отходы катализатора: мелкие частицы, сколы
катализатора загружаются в бункер 28, откуда поступает на размол на мельницу 29.
После размола порошок поступает в бункер 30, а из него выгружается в контейнеры
10 и вместе с катализаторной пылью из циклонов возвращается в производство.
4. Расчетная часть
4.1 Материальный баланс производства железо-оксидного катализатора дегидрирования КИМ-1
Таблица 4.1 - Материальный баланс железо-оксидного катализатора
| Наименование сырья, продуктов, отходов | Наименование стадии производства катализатора, кг на 1 т сырья | |
| Приготовление катализаторной смеси (реактор 2) | ||
| Приход на операцию | Получено на операции | |
| Пигмент железоокисный | 634 | 634 |
| Калий углекислый | 304 | 304 |
| Циркония двуокись | 20 | 20 |
| Окись хрома | 31 | 31 |
| Гидрат калия | - | - |
| Оксид алюминия | 11 | 11 |
| Обессоленная вода | 2000 | 1960 |
| Сажа белая | - | - |
| Жидкое стекло | - | - |
| Пары обессоленной воды | - | 40 |
|
Гидроксильная вода, СО2 |
- | - |
| Сколы, пыль | - | - |
| Катализатор | - | - |
| Итого | 3000 | 3000 |
4.2 Нормы технологического режима, метрологическое обеспечение и расходные нормы
Таблица 4.2 - Нормы технологического режима
| № п/п | Наименование стадий процесса, аппарата. Показатели режима | Номер позиции на схеме | Ед. измере-ния | Допускаемые пределы технологических параметров | Требуемый класс точности изм. приборов ГОСТ 8410-10 | Примечание | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
| 1 |
Приготовление катализаторной смеси в реакторе 2 - количество желтого железо-оксидного пигмента -количество углекислого калия - количество оксида хрома - количество двуокиси циркония - количество активного оксида алюминия -количество обессоленной воды -общее время перемешивания суспензии - температура |
Весы 0-500 Весы 0-500 Весы 0-500 Весы 0-50 Весы 0-50 810 |
кг кг кг кг кг м³ час ° С |
780 340 36 12 16 2,0 не менее 7 80-100 |
IV IV III III ІII 1.5 1.0 |
Количество загружаемого сырья может меняться в зависимости от содержания в них основного вещества По расходомеру на вводе обессоленной воды в цех |
|
| 2 |
Приготовление жидкого стекла в реакторе 3 - количество обессоленной воды - количество гидрата окиси калия - количество силикагеля или белой сажи |
513 вес вес |
м3 кг кг |
0.6 175 335 |
1,0 1У 1У |
Уровнемер Количество загружаемого сырья может манятся в зависеиости |
|
|
-общее время перемещения -температура растворения |
809 0-120 |
час ºС |
7 не выше 100 |
2,5 | от содержания в нем основного вещества |
|
|
| - удельный вес жидкого стекла - силикатный модуль жидкого стекла | г/см³ |
1,3-1,4 2,8-3,2 |
Ареометром Титрометрически методом |
|
|||
| 3 |
Получение катализаторной массы, формовка, сушка. Получение катализаторной массы в смесителе 4-количество суспензии-продолжительность упаривания -общее время перемешивания -количество жидкого стекла -влажность катализаторной массы –формовка катализаторной массы в грануляторе 6. –диаметр червяков -сушка червяков в сушке 8. –температура нагретого воздуха после калорифера 21 -на входе в сушилки 8 –влажность катализаторной массы после |
805 806 |
м³ час час кг % мм ºС ºС |
0,3 до готовности катализаторной массы к формовке 15
20-30 3,6-4,0 90-120 90-120 |
1,0 1,0 |
визуально мерник визуально |
|
| сушилки 8. | % масс. | н/б 10 | Определяется весовым методом |
|
|||
| 4 |
Активация катализатора в активаторе 12 - температура активации - время выдержки Каталитические свойства катализатора: - выход изопрена на пропущенные изоамилены - выход изопрена на разложенные изоамилены |
715 0-900 |
° С час % масс. % масс. |
645-655 8 не менее 35 не менее 85 |
1,0 | На испытательной установке тестирования. |
|
4.3 Нормы расхода сырья, материалов, энергоресурсов на выпуск 1 т железо-оксидного катализатора дегидрирования КИМ-1
оксидный катализатор изопрен
Таблица 4.3 - Нормы расхода сырья, материалов и энергоресурсов
| № п/п | Наименование статей | Единицы измерений | Количество на 1 т, кг | Примечание | |||||||||
| Сырье и материалы | |||||||||||||
| 1 | Пигмент желтый железо-оксидный | кг/т | 920 | При расчете на сухое вещество | |||||||||
| 2 | Калий углекислый 1сорт | кг/т | 536 | При расчете на сухое вещество | |||||||||
| 3 | Циркония двуокись 2сорт | кг/т | 52 | При расчете на сухое вещество | |||||||||
| 4 | Хрома окись техническая ОХП-1,ОХП-2 | кг/т | 65 | При расчете на сухое вещество | |||||||||
| 5 | Калия гидрат окиси технический марки ОКП 21сорт высший | кг/т | 40 | При расчете на сухое вещество |
|
||||||||
| 6 | Оксид алюминия активный | кг/т | 30 | При расчете на сухое вещество |
|
||||||||
| 7 | Белая сажа марки БС-120 | кг/т | 80 | При расчете на сухое вещество |
|
||||||||
| 8 | Вода обессоленная | кг/т | 6113 |
|
|||||||||
| 9 | Пленка полиэтиленовая | кг/т | 12,5 |
|
|||||||||
| Энергетические затраты | |||||||||||||
| Активатор | |||||||||||||
| 1 | Электроэнергия | кВт/час | 3317 | ||||||||||
| 2 | Пар | Гкал | 22 | ||||||||||
| 3 | Вода оборотная |
м3 |
0,09 | ||||||||||
| 4 | Азот |
тыс.м3 |
6,0 | ||||||||||
| 5 | Сжатый воздух технологический |
м3 |
22361 | ||||||||||
| 6 | Топливо | т.у.т. | 1,3 | - | |||||||||
5. ВЫБОР ОСНОВНОГО ПРОМЫШЛЕННОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
5.1 Общие сведения об аппарате
Аппарат объемом 3,2 м³, изготовленный заводом « Красный Октябрь», предназначен для проведения различных технологических процессов в жидких однофазных и многофазных средах динамической вязкостью не более 50 П и плотностью не более 1500 кГ-м³ при перемешивании в пределах параметров, указанных в технической характеристике.
Аппарат представляет собой вертикальный стальной сварной цилиндрический сосуд с перемешивающим устройством и съемной эллиптической крышкой. Он состоит из следующих основных сборочных единиц:
- корпуса:
- крышки:
- перемешивающего устройства:
- привода, состоящего из мотор редуктора и стоек для крепления его на крышке аппарата:
- вода вывода.
Корпуса аппаратов, в зависимости от наличия и типа теплообменных устройств, изготовляются двух исполнений и обозначаются по ГОСТу 20680-75:
- без теплообменного устройства:
- с гладкой приварной рубашкой:
Для перемешивания жидких сред при проведение различных физико-химических процессов в аппаратах применяются перемешивающие устройства (мешалки) следующих типов и исполнений:
- открытая турбинная без отражательных перегородок:
- рамная:
Корпус аппарата, стационарный вертикальный, устанавливается на фундамент или специальную несущую конструкцию при помощи опор.
Аппараты изготавливаются с опорами – лампами.
На опорах корпуса предусмотрены регулировочные (отжимные) венты с контргайками и опорными пластинами для выверки (положения) аппарата на фундаменте в процессе монтажа.
Аппарат имеет строповочные устройства, обеспечивающие возможность использования грузоподъемных механизмов и приспособлений при установке аппарата в рабочее положение, а также при сборке и разборке.
Аппараты изготовляются с сальниковыми уплотнениями типа IV Б по ГОСТу 26-01-1247-75 или торцовыми уплотнениями типа ТД-6 по ГОСТу 26-01-1243-75.
Сальниковое уплотнение применяется в аппаратах, предназначенных для нетоксичных, не легколетучих и невзрывоопасных сред, работающих при атмосферном давлении, до (0,6 МПа).
Торцовое уплотнение применяется в аппаратах, предназначенных для токсичных, пожароопасных и взрывоопасных сред, а также в аппаратах работающих под вакуумом с остаточным давлением менее 300 мм.рт.ст. независимо от свойств рабочей среды.
Шифр типа уплотнения в обозначении аппаратов:
С - сальниковое; Т- торцовое:
Аппарат снабжен технологическими штуцерами для контрольно-измерительных приборов и предохранительных устройств, а также люком для осмотра и загрузки продукта.
Уплотнительная поверхность фланцев аппарата и штуцеров – гладкая.
Вращение перемешивающего устройства осуществляется от мотор- редуктора, который установлен с помощью стоек на крышке аппарата.
Крышка аппарата - стальная эллиптическая.
Аппараты комплектуются мотор - редукторами типов МПО1 и МПО2 с электродвигателями закрытого обдуваемого исполнения АО2 или взрывозащищенного исполнения ВАО.
Аппараты с электродвигателями исполнения ВАО могут быть установлены во взрывоопасных помещениях класса не выше В1-а согласно ПУЭ, в которых могут образовываться взрывоопасные смеси категории не выше согласно ПИВРЭ, указанных ниже.
Рабочая температура среды в аппарате до 135 °С.
Вал мешалки через сальник (торцовое уплотнение) выделен из аппарата и посредством муфты соединен с приводом.
Опорой и направлением вала служат подшипники, смонтированные в стойке привода.
Загрузка продукта в аппарат производится через люк или технологические штуцера.
Продукт в аппарате нагревается или охлаждается при одновременном перемешивании.
Выгрузка продукта производится через верхний или нижний штуцер ввода-вывода продукта.
Контроль технологического процесса осуществляется при помощи контрольно-измерительных приборов.
5.2 Основные технические данные и характеристики аппарата
Номинальный объем, м³, аппарата-3,2 рубашки-0,285
Площадь поверхности теплообмена, м²-6,3
Среда: в аппарате - едкая взрывобезопасная не ядовитая.
в рубашке - вода, насыщенный водяной пар, рассол (при соответствующей температуре).
Допустимая температура стенки аппарата и рубашки, °С- от минус 20 до плюс 200
Давление рабочее (расчетное), МПа:
в аппарате –0,6
в рубашке-0,4
Давление охлаждающей жидкости в рубашке сальника, МПа – не более 0,1.
Частота вращения перемешивающего устройства, об/мин- 167
Мощность электродвигателя привода, кВт – 3.0
Внутренний диаметр, мм корпуса – 1600
рубашки - 1700
Габариты, мм – высота –4110, ширина – 2185
Масса аппарата, кг – 2755
Корпус аппарата изготавливаются из сталей марок:
Вст3сп5, ГОСТ 380-71;
Сталь 12Х18Н1ОТ, ГОСТ 5632-72;
Сталь 10Х17Н13М2Т, ГОСТ 5632-72.
Рубашка изготавливается из стали марки Вст3сп5, ГОСТ 380-71.
Материал уплотнительных прокладок – поранит по ГОСТу 481-71.
5.3 Расчет аппарата на прочность [29,30]
5.3.1 Исходные данные
1. Диаметр аппарата внутренний, м - D=1,6
2. Диаметр рубашки внутренний, м - D1=1,7
3. Расчетное внутреннее избыточное давление:
- в аппарате, МПа - Р=0,6
- в рубашке, МПа - Р=0,4
4. Расчетное наружное давление:
- корпуса, МПа - Рн=0,4
5. Материал основных элементов аппарата:
- корпуса и крышки – сталь12Х18Н10Т или 10ХПН13М2Т, или 10ХПН13М3Т по ГОСТ 5632-72;
- рубашки – ВСт3сп5 по ГОСТ 380-71;
6. Расчетная температура стенок, 2000С;
7. Допускаемое напряжение материала при расчетной температуре, 2000С:
- для сталей 12Х18 Н10Т, 10Х17Н13М2Т и 10Х17Н13М3Т - [d]= 140 МПа;
- для стали ВСт3сп5 - [d]= 126 МПа;
5.3.2 Расчет обечайки, корпуса, работающей под внутренним давлением
Толщину стенки обечайки, работающей под внутренним давлением определяем по формулам:
 (5.1)
(5.1)
![]() (5.2)
(5.2)
Расчетные формулы (5.1) и (5.2) применены, когда
![]() , (5.3)
, (5.3)
где jр - коэффициент прочности продольного сварного шва цилиндрической обечайки,
jр = 0,9;
S – исполнительная толщина стенки обечайки;
С – сумма прибавок к расчетным толщинам стенок, определяется по формуле:
С= С1 + С2 + С3, (5.4)
где С1 – прибавка для компенсации коррозии, С1 = 0,
С2 – прибавка для компенсации минусового допуска листа, С2 = 0,0008 м;
С3 – прибавка технологическая, С3 = 0.
С = С2 = 0,0008м
![]() ;
; ![]()
![]()
![]() м,
м,
![]() м.
м.
5.3.3 Расчет обечайки корпуса, работающей под наружным давлением
Толщину стенки обечайки, работающей под наружным давлением, приближенно определяем по формулам (5.5) и (5.6) с последующей проверкой по формуле (5.7):
 (5.5)
(5.5)
![]() (5.6)
(5.6)
где коэффициент К2 определяется по номограмме,
С = 0,0008 м – сумма прибавок к расчетным толщинам стенок, определяемая по формуле (5.4),
![]()
где Е – модуль продольной упругости при расчетной температуре.
Для сталей 12Х17Н10Т, 10ХПН13М2Т и 10Х17Н13М3Т
Е = 0,198 × 106 МПа
![]() м;
м; ![]() м;
м;
![]() ;
; ![]() ;
;
![]() м;
м;
![]() м;
м;
![]() м
м
Принимаем ![]() м.
м.
Допустимое наружное давление определяется по формуле:
 (5.7)
(5.7)
где допускаемое давление из условия прочности определяется по формуле:
![]() , (5.8)
, (5.8)
а допускаемое давление из условия устойчивости в пределах упругости определяется по формуле:
![]() (5.9)
(5.9)
Где ![]() (5.10)
(5.10)
Расчетные формулы применены, когда
![]() (5.11)
(5.11)
![]() 0,006<0.1
0,006<0.1

Принимаем ![]()
![]()
![]()
 МПа
МПа
5.3.4 Расчет обечайки рубашки, работающей под внутренним давлением
Толщину стенки обечайки, работающей под внутренним давлением, определяем по формулам:
![]() (5.12)
(5.12)
![]() (5.13)
(5.13)
Расчетные формулы (5.11) и (5.12) применены, когда
![]() , (5.14)
, (5.14)
где ![]() - коэффициент прочности
продольного сварного шва цилиндрической обечайки,
- коэффициент прочности
продольного сварного шва цилиндрической обечайки,
![]() = 0,9;
= 0,9;
S1 - исполнительная толщина стенки обечайки рубашки;
С – сумма прибавок к расчетным толщинам стенок определяется по формуле (5.4),
где С1 = 0,001м; С2 = 0,0008м; С3 = 0; С = 0,0018м;
![]() ; 0,0036<0,1
; 0,0036<0,1
![]() м,
м,
![]() м.
м.
Принимаем ![]() м.
м.
5.3.5 Расчет днища корпуса, работающего под внутренним давлением
Толщина стенки днища корпуса, работающего под внутренним давлением, определяем по формулам:
![]() ; (5.15)
; (5.15)
![]() (5.16)
(5.16)
Расчетные формулы (5.15) и (5.16) применены, когда
![]() и
и ![]() , (5.17)
, (5.17)
где R- радиус кривизны в вершине днища по внутренней поверхности;
R = D = 1,6м – для эллиптических днищ с Н = 0,25 D;
Н – высота выпуклой части днища без учета цилиндрической части, Н = 0,4м;
j - коэффициент прочности сварного шва, j = 0,9;
S2 –исполнительная толщина стенки днища;
С – сумма прибавок расчетным толщинам стенок определяется по формуле (5.4),
С = 0,0008м;
![]() ; 0,002<0.005<0.1
; 0,002<0.005<0.1
![]() ; 0,2<0.25<0.5
; 0,2<0.25<0.5
![]() м;
м;
![]() м.
м.
5.3.6 Расчет днища корпуса, работающего под наружным давлением
Толщину стенки корпуса, работающего под наружным давлением, приближенно определяется по формулам (5.18) и (5.19) с последующей проверкой по формуле (5.20):
 (5.18)
(5.18)
![]() (5.19)
(5.19)
Для предварительного расчета К2 принимается равным 0,9 для эллиптических днищ
![]() м;
м;
![]() м;
м;
![]() м
м
Принимаем ![]() м
м
Допускаемое наружное давление следует рассчитывать по формуле:
 , (5.20)
, (5.20)
где допускаемое давление из условия прочности
![]() , (5.21)
, (5.21)
а допускаемое давление из условия устойчивости в пределах упругости
![]()
 (5.22)
(5.22)
Коэффициент Кэ определяется по формуле (5.23) в зависимости от отношения
![]() и
и ![]()
![]() (5.23)
(5.23)
где ![]() (5.24)
(5.24)
![]()
![]() ;
;
![]() МПа;
МПа;
![]() МПа;
МПа;
 МПа
МПа
5.3.7 Расчет днища рубашки, работающего под внутренним давлением
Толщина стенки днища рубашки, работающего под внутренним давлением, определяем по формулам:
![]() ; (5.25)
; (5.25)
![]() (5.26)
(5.26)
Расчетные формулы (5.25) и (5.26) применены, когда
![]() и
и ![]() , (5.27)
, (5.27)
где R – радиус кривизны в вершине днища по внутренней поверхности;
R = D1 = 1,7м – для эллиптических днищ с Н = 0,25D1;
Н – высота выпуклой части днища без учета цилиндрической части, Н = 0,425м;
j - коэффициент прочности сварного шва, j = 0,9;
S3 – исполнительная толщина стенки днища;
С – сумма прибавок к расчетным толщинам стенок определяется по формуле (5.4),
где С1 = 0,001м; С2 = 0,0008м; С3 = 0; С = 0,0018м;
![]() ; 0,002<0,005<0,1
; 0,002<0,005<0,1
![]() ; 0,2<0.25<0.5
; 0,2<0.25<0.5
![]() м;
м;
![]() м.
м.
Принимаем ![]() м.
м.
5.3.8 Расчет крышки аппарата, работающей под внутренним давлением
Толщину стенки крышки аппарата, работающей под внутренним давлением, определяем по формулам:
![]() ; (5.28)
; (5.28)
![]() (5.29)
(5.29)
Расчетные формулы (5.23) и (5.24) применены, когда
![]() и
и ![]() , (5.30)
, (5.30)
где R = D = 1,6м – радиус кривизны в вершине днища по внутренней поверхности;
Н = 0,4м – высота выпуклой части днища без учета цилиндрической части;
j =0,9 - коэффициент прочности сварного шва;
С = 0,0008м – сумма прибавок к расчетным толщинам;
S4 = 0,01м – исполнительная толщина стенки крышки;
![]() ; 0.002<0.006<0.1
; 0.002<0.006<0.1
![]() ; 0.2<0.25<0.5
; 0.2<0.25<0.5
![]() м;
м;
![]() м
м
Принимаем ![]() м.
м.
5.3.9 Расчет укрепления отверстий в стенке крышки аппарата
Наибольший допускаемый диаметр одиночного отверстия, не требующего дополнительного укрепления, вычисляется по формуле:
 ; (5.31)
; (5.31)
где коэффициенты К1 = 1,0; К2 = 0,8;
SR – расчетная толщина стенки днища
Расчетная толщина стенки эллипсоидальных днищ, работающих под внутренним давлением, вычисляется по формуле:
![]() ; (5.32)
; (5.32)
где р – расчетное внутреннее избыточное давление в аппарате, Р = 0,6МПа;
j = 1 - коэффициент прочности сварного шва;
[![]() ] - допускаемое напряжение для материала днища при
расчетной температуре 2000С
] - допускаемое напряжение для материала днища при
расчетной температуре 2000С
![]() МПа;
МПа;
S = 0,01м – исполнительная толщина стенки днища;
С – прибавка к расчетной толщине для компенсации коррозии, С = 0;
DR = расчетный внутренний диаметр, укрепляемого днища.
Для стандартных днищ при Н = 0,25D
DR – определяется по формуле:
 ; (5.33)
; (5.33)
где r – расстояние от центра укрепляемого отверстия до оси эллипсоидального днища
Принимаем ![]() м
м
 м,
м,
![]() м,
м,
![]() м.
м.
Если диаметр одиночного отверстия удовлетворяет условию
![]() , (5.34)
, (5.34)
то дальнейших расчетов укрепления отверстий не требуется,
где dR – расчетный диаметр отверстия в стенке обечайки или днища.
Расчетные диаметры отверстия смешанного штуцера на эллипсоидальном днище и штуцеров на цилиндрической обечайки равны
dR = d (5.35)
Выбираем расчетный диаметр отверстия для большого штуцера (люка) dR = 0,257м, тогда условие (5.34) выполнено.
0,257 < 0,8498
Отверстие считается одиночным, если прилежащее к нему отверстие не оказывает на него влияния, что имеет место, когда расстояние между наружными поверхностями соответствующих штуцеров удовлетворяет условию:
![]() ; (5.36)
; (5.36)
где D - минимальное расстояние между наружными поверхностями двух соседних штуцеров;
Lо – ширина зоны укрепления в окрестности штуцера при отсутствии накладного кольца.
Ширина зоны укрепления определяется по формуле:
![]() ; (5.37)
; (5.37)
![]() м
м
![]() м;
м; ![]() <
<![]()
![]() м;
м; ![]() м)
м) ![]() м;
м; ![]() м;
м; ![]() м;
м;
Одиночных отверстий нет, следовательно, отверстия влияют друг на друга и нуждается в укреплении.
5.3.10 Расчет укрепления отверстий штуцерами
При укреплении отверстия штуцером должно выполнятся условие укрепления:
![]()
![]() (5.38)
(5.38)
где коэффициент К2 = 0,8; и К3 = 1,0;
![]() и
и ![]() – расчетные длины внешней и
внутренней частей штуцера, участвующие в укреплении отверстия;
– расчетные длины внешней и
внутренней частей штуцера, участвующие в укреплении отверстия;
S1R – расчетная толщина стенки штуцера;
c1 – отношение допускаемых напряжений;
Расчетные длины внешней и внутренней частей штуцера участвующие в укреплении отверстия определяется по формулам:
![]() ; (5.39)
; (5.39)
![]() . (5.40)
. (5.40)
Расчетная толщина стенки штуцера нагруженная внутренним давлением определяется по формуле:
![]() ; (5.41)
; (5.41)
где Р = 0,6 МПа – расчетное давление в аппарате;
[d]1 = 140 МПа – допускаемое напряжение для материала штуцера при расчетной температуре 2000С;
![]() - коэффициент прочности сварного
шва;
- коэффициент прочности сварного
шва;
С = 0 – прибавка к расчетной толщине для компенсации коррозии.
Отношение допускаемых напряжений определяется по формуле:
![]() - для штуцера (5.42)
- для штуцера (5.42)
Для всех штуцеров:
![]()
Укрепление штуцеров (люком) А(Dy 250)
![]() м;
м;
![]() м;
м;
По чертежу ![]() м
м
Принимаем ![]() м.
м.
![]() м;
м;
По чертежу ![]() м
м
Принимаем ![]() м
м
![]()
![]() ;
;
![]() ;
;
0.266>0,000384.
Условия укрепления выполнено.
Укрепление штуцера Б (Dу – 50)
![]() м;
м;
![]() м;
м;
По чертежу ![]() м
м
Принимаем ![]() м
м
![]() м;
м;
По чертежу ![]() м
м
Принимаем ![]() м
м
![]()
![]()
![]() ;
;
![]() ;
;
0.13534>0,0000762
Условия укрепления выполнено.
Укрепление штуцерами В и Ж (Dу – 150)
![]() м
м
![]() м;
м;
По чертежу ![]() м.
м.
Принимаем ![]() м.
м.
![]() м;
м;
По чертежу ![]() м
м
Принимаем ![]() м
м
![]() ;
;
![]()
![]() ;
;
0.158>0.000129
Условия укрепления выполнено.
Укрепление штуцерами Г,Е,В (Dу – 100)
![]() м;
м;
![]() м
м
По чертежу ![]() м
м
Принимаем ![]() м.
м.
![]() м
м
По чертежу ![]() м
м
Принимаем ![]() м.
м.
![]()
![]() ;
;
![]() ;
;
0.1458>0.000148
Условия укрепления выполнено.
Укрепление штуцеров Д (Dу – 200)
![]() м;
м;
![]() м.
м.
По чертежу ![]() м
м
Принимаем ![]() м.
м.
![]() м.
м.
По чертежу ![]() м
м
Принимаем ![]() м.
м.
![]()
![]() ;
;
![]() ;
;
0.1971>0.0002975
Условие укрепление выполнено.
5.3.11 Проверка достаточности укрепления перемычки между отверстиями
Условия достаточности укрепления перемычки:
![]()
 ; (5.43)
; (5.43)
где![]() – для всех штуцеров;
– для всех штуцеров;
К =1.0, S = 0.01м, SR = 0.00299м; С = 0;
![]() м.
м.
Проверим достаточность укрепления перемычек (D = 0.14м; D =1.167м; D = 0.227м; D = 0.292м; D = 0.92м;) между штуцерами.
Перемычка между штуцерами Жи3 (D = 0.14м.)
Для штуцера Ж.:
S1 = 0.006м; S1R = 0.00032м;
![]() = 0.0371м;
= 0.0371м; ![]() = 0.01м.
= 0.01м.
Для штуцера 3:
SII1 = 0.0045м; SII1R =
0.00021м; ![]() =
0.0264м;
=
0.0264м;![]() =0.01м.
=0.01м.
![]()
![]() ;
;
![]()
0.14802>-0.002173
Условия достаточности укрепление выполнено.
Перемычка между штуцерами Б и В (D = 0,167м.)
Для штуцер В:
S11 = 0.006м; S11R =
0.00032м; ![]() =0.0371м;
=0.0371м; ![]() =0.01м
=0.01м
Для штуцера Б:
SII1 = 0.003м; SII1R = 0.00011м; ![]() м;
м; ![]() м.
м.
![]()
![]()
![]()
0.15646>-0,002245
Условия достаточности укрепления выполнено.
Перемычка между штуцерами Д и Г,Е (D = 0.227м)
Для штуцера Д:
S11 = 0.01м; S11R = 0.00042м; LI1R = 0.05576м; LI2R = 0.01м.
Для штуцера Г и Е:
SII1 = 0.0045м; SII1R = 0.00032м; ![]() =0.0254м;
=0.0254м;![]() м.
м.
![]()
![]() ;
;
![]()
0.24769>-0,2095
Условия достаточности укрепления выполнено.
Перемычка между штуцерами А и З (D = 0.292м ).
Для штуцера А:
S11 = 0.012м; S11R =
0.00055м;![]() м;
м; ![]() м.
м.
Для штуцера З:
SII1 = 0.0045м; SII1R = 0.00021м;![]() м;
м;![]() м.
м.
![]()
![]() ;
;
![]() .
.
0.323>-0.2009
Укрепление достаточности укрепления выполнено.
Перемычка между штуцерами А и Б (D =0.32м)
Для штуцера А:
S11 =0.012м; S11R =0.00055м;![]() м;
м; ![]() м.
м.
Для штуцера Б:
SII1 =0.003м; SII1R = 0.00011м;![]() м;
м;![]() м.
м.
![]()
![]() ;
;
![]() ;
;
0.3382>-0.208
Условия достаточности укрепления выполнено.
Проверку остальных перемычек не производим.
5.3.12 Расчет укрепления отверстий в стене обечайки корпуса
Наибольший допускаемый диаметр одиночного отверстия не требующего дополнительного укрепления определяем по формуле:
 , (5.44)
, (5.44)
где коэффициент К1 = 0.01м; К2 = 0.008м.
SR =0.0038м. расчетная толщина стенки обечайки определяется по формуле (5.1);
S = 0,01м. – исполнительная толщина стенки обечайки;
С = 0 – прибавка к расчетной толщине для компенсации коррозии,
DR – расчетный внутренний диаметр укрепляемого элемента.
Для цилиндрических обечаек расчетный диаметр укрепляемых элементов определяется по формуле:
![]() м (5.45)
м (5.45)
![]() м.
м.
Если диаметр одиночного отверстия удовлетворяет условию (5.34), то дальнейших расчетов укрепления отверстий не требуется
0.099 < 0.4633
условие (5.34) выполнено.
В случае близко расположенных к отверстию несущих конструктивных элементов должно выполняться условие укрепления:
![]()
![]() ; (5.46)
; (5.46)
Штуцер считается близко расположенным, если расстояние от его наружной поверхности до соответствующего несущего элемента L < L0, где L 0 определяется по формуле (5.37):
![]() м.
м.
Так как ![]() < L0 (0.046 < 0.113 < 0.12649),
штуцер считается близко расположенным к несущим конструктивным элементам,
проверим условие укрепления (5.47).
< L0 (0.046 < 0.113 < 0.12649),
штуцер считается близко расположенным к несущим конструктивным элементам,
проверим условие укрепления (5.47).
Расчетные длины внешней и внутренней частей штуцера, участвующего в укреплении отверстия определяется по формуле (5.39) и (5.40)
L1R = 0.0264м; L2R = 0.01м
Расчетная толщина стенки штуцера нагруженного внутренним давлением определяется по формуле (5.41):
S1R = 0.00021м
![]() ;
;
![]() ;
;
0.047>0.0001881
Условие укрепления (5.46) выполнено и диаметр одиночного отверстия удовлетворяет условию (5.34), то дальнейших расчетов укреплению отверстий не требуется.
Из приведенного расчета – следует что дополнительного укрепления отверстия не требуется.
6. КРАТКАЯ ХАРАКТЕРИСТИКА технологического оборудования
Производство катализатора дегидрирования КИМ-1 осуществляется на территории цеха № 2410 завода «Окиси этилена» ОАО «Нижнекамскнефтехим» с использованием действующего технологического оборудования для приготовления катализатора КИМ-1.
Таблица 6.1 - Краткая характеристика технологического оборудования
| Наименование оборудования | № позиции по схеме | Кол-во (шт.) | Основной материал | Технологическая характеристика | |||
|
Реактор. Предназначен для приготовления водной суспензии компонентов пигментов железо-окисного, окиси хрома, двуокиси циркония, углекислого калия. |
2 | 2 | Аппарат 12Х18Н10Т рубашка Вст3сп5 |
Объем, м3 – 3,2 Диаметр, мм – 1600 Поверхность теплообмена, м2 - 6,3 Температура расчетная, °C - в аппарате – 200(-20) - в рубашке – 200(-20) Давление расчетное, МПа (кгс/см2): - в аппарате – 0,6 (6,0) - в рубашке- - 0,4 (4,0) Число оборотов мешалки, об/мин – 167 Мотор – редуктор типа МПО-1-10 Вк Электродвигатель марки 4А112МА6У3 Мощность, кВт – 3 Число оборотов, об/мин – 950 |
|
||
| Вентиля торный агрегат. Предназначен для отсоса воздуха с пылью из загрузочной точки реактора поз. Л-12 | 1 | корпус и колесо - алюминий |
Вентиля торный агрегат с центробежным вентилятором типа ВЦ14-46-2,5 Производительность, м3/час –2600 Напор, Па (кгс/м2) - 1962 (200) Электродвигатель марки 4А100 2 Мощность, кВт – 5,5 Число оборотов, об/мин - 2880 |
|
|||
|
Транспортер маятниковый. Предназначен для транспортировки катализаторной массы сформованной в «червяки». в сушилку поз. С-552 |
7 | 1 | Ст.угл. |
Ширина ленты,мм-200 Скорость ленты, м/сек-0,5 Габаритные размеры, мм-2480х1735х2020. Электродвигатель типа АОЛ-52-6 Мощноть,кВт-4,5 Число оборотов, об/мин-950 |
|
||
|
Бак для сбора конденсата. Предназначен для сбора парового конденсата из смесителя Пс-9. |
18 | 1 | сталь 08Х13 |
Объем, м3 - 2 |
|
||
|
Контейнер ленточный. Предназначен для транспортировки катализаторной смеси в гранулятор поз.Пс-13 |
5 | 3 |
Ст.угл. Ст.3 |
Для поз.Пн-І І/І Ширина ленты,мм-500 Производительность номинальная,м³/час-80 Длина конвейера, м-12,65 Скорость движения ленты, м/сек-1,0 Электродвигатель типа 4А1004У3 Мощность, кВт-3,0 Для поз. Пн-11/2 Ширина ленты, мм-500 Производительность номинальная, м³/час-10 Длина конвейера,м-16,71 Скорость движения ленты,м/сек-1,0 Тип приводного барабана 5050г-80 Диаметр барабана,мм-500 Для.поз.Пн11/3 Ширина ленты,мм-500 Длина конвейера,м-6,6 Скорость движения ленты,м/сек-1,25 |
|
||
| Сушилка ленточная 6-ти секционная. Предназначена для сушки сформованной в «червяки» катализаторной массы. | 8 | 1 |
ст. 3 ст. 08Х22Н6Т |
Габаритные размеры, мм: длина – 14000 ширина – 2780 высота - 2470 Скорость движения ленты, м/час – 1,8-25,5 Ширина транспортерной ленты, мм – 1200 |
|
||
|
Транспортер маятниковый. Предназначен для транспортировки катализаторной пасты, сформованной в "червяки", в сушилку 8 |
7 | 1 | Сталь углеродистая ст. 3 |
Ширина ленты, мм - 200 Скорость движения ленты, м/сек - 0,5 Габаритные размеры, мм - 2480x1735x2025 Электродвигатель типа АОЛ-52-6 Мощность, кВт - 4,5 Число оборотов, об/мин – 950 |
|
||
| Калорифер. Предназначен для нагрева воздуха подаваемого в сушилку 8 | 21 | 1 | сталь углеродистая |
Калорифер многоходовой марки КБС-2 Поверхность нагрева, м2 - 11,4 Давление расчетное МПа (ктс/см2) - 0,8 (8,0) |
|
||
| Вентиля торный агрегат. Предназначен для подачи воздуха в ленточную сушилку 8 | 19 | 2 | сталь углеродистая |
Вентилятор марки Ц4-70 № 4 Производительность, м3/час - 2500 Напор, Па (кгс/м2) – 490,5 (50) Электродвигатель марки 71В4 2 Мощность, кВт - 0,75 Число оборотов, об/мин -1410 |
|
||
| Вентиля торный агрегат. Предназначен для отсоса воздуха с парами воды из сушилки 8 | 31 | 2 | сталь углеродистая |
Вентиляторный агрегат с центробежным вентилятором типа В-Ц4-70 № 3, 2 Производительность, м3/час – 700 Напор, Па (кгс/ м2) – 294,3 (30) Электродвигатель марки 4А80А2 Мощность, кВт - 1,5 Число оборотов, об/мин - 2860 |
|
||
| Гранулятор типа ГФШ.Предназначен для формования катализаторной пасты в "червяки". | 6 | 1 |
сталь углеродистая ст. 12х18Н10Т |
Производительность, кг/час- 150¸250 Диаметр шнека, мм - 150 Частота вращения шнека, об/мин - 30 Электродвигатель типа АИРХ1324УЗ Мощность, кВт - 11 Частота вращения вала, об/мин - 1460 |
|
||
|
Активатор. Предназначен для активации катализатора |
12 | 2 |
Сталь 12Х18Н10Т |
Вертикальный цилиндрический аппарат. Диаметр,мм-1400 Высота слоякатализатора,мм-1500 Высота общая,мм-11600 Давление рабочее,Мпа(кгс/см²)-0,06(0,6) |
|
||
| Сушилка ленточная 6-ти секция. | 8 | 1 |
Ст.3 Ст.12Х18Н10Т |
Скорость движения ленты,м/час-1,8÷25,5 Ширина ленты,мм-1200 Максимально допустимая высота слоя на ленте,мм-100 Максимальная температура воздуха,ºС 2·120 Полная поверхность нагрева сушилки, м²-38 Давление греющего пара, Мпа (кгс/см²),н/б-1,2(12). |
|
||
|
Бункер. Предназначен для выгрузки катализатора из сушилки 8 |
9 | 1 | Сталь углеродистая |
Объем, м3 - 2 Габаритные размеры, мм: - длина – 1200 - ширина – 1200 - высота –3100 |
|
||
|
Группа из 4-х пиклонов. Предназначена для очистки воздуха из а 12 ктиватора |
25 | 1 | Ст.угл. |
ЦиклонЦН-15-600х411 Производительность,м³/час-15800 Диаметр внутрений,мм-600 Рабочий объем бункера,м³-2 |
|
||
|
Питатель. Предназначен для подачи катализатора после циклона 10. |
1 | Ст.угл |
Производительность,м³/час-0,14÷1,3Диаметр ротора,мм.-150 Частота вращения ротора,сб/мин-2÷19 Электродвигатель марки 4АХ80А6 Мощность,кВт-0,75 Число оборотов, об/мин-920 |
|
|||
| Вентилятор. Предназначен для отсоса паров воды и воздуха из сушилки 8 | 32 | 1 | Сталь углеродистая |
Вентилятор марки Ц4-70 №4 Производительность, м3/час –2500 Напор, Па (кгс/м2) - 588,6 (60) Электродвигатель типа АОЛ-2-12-4 Мощность, кВт – 0,8 Число оборотов, об/мин – 1410 |
|
||
| Вентилятор. Предназначен для подачи свежего воздуха в сушилку 8 через калорифер 21 | 20 | 1 | Сталь углеродистая |
Вентилятор марки Ц4-70 № 3,2 Производительность, м3/час - 700 Напор, Па (кгс/м2) - 294,3 (30) Электродвигатель типа АОЛ-21-4 Мощность, кВт – 0,27 Число оборотов, об/мин - 1400 |
|
||
| Гранулятор типа ГФШ 150.Предназначен для формования катализаторной массы в "червяки". | 6 | 1 | Ст.угл. |
Производительность, кг/час- 150¸250 Диаметр шнека, мм - 150 Частота вращения шнека, об/мин - 30 Электродвигатель типа ВАО-51-4 Мощность, кВт – 7,5 Частота вращения вала, об/мин - 1460 |
|
||
|
Бункер. Предназначен для загрузки отходов катализатора для размола. |
28 |
1 1 |
12Х18Н10Т 12Х18Н10Т |
Емкость,м³-1 Габаритные размеры,мм: -длина-1000 -ширина-1000 -высота-2450 |
|
||
|
Дисперматор. Предназначен для измельчения отходов катализатора. |
29 | 1 |
ст.угл. ст.12Х18Н10Т |
Производительность, кг/час-70÷150 Размер частиц исходного продукта,мм-1÷3 -измерительногопродукта,мкм-50÷150 Частота вращения ротора,об/мин-10000 Диаметр ротора,мм _250 Габаритные размеры,мм: -длина-920 -ширина-595 -высота-456 Давление рабочие,МПа(кгс/см²)-атм. Температура рабочая,ºС-20÷50 Электродвигатель марки 4А112М2 Мощность,кВт-7,5 Число оборотов,об/мин-3000 |
|
||
| 2 | 3 | 4 | 5 | 6 |
|
||
|
Перегревательная печь. Предназначена для перегрева воздуха. |
22 | 2 | Сталь СТЗ материал футеровки-шамот кл.»А» торкретбетон,каолин,змеевики-Х23Н13 |
Поверхность радиаторной секции змеевика²-57,2 Поверхность конвекционной секции змеевика м²-48,4 Количество перегреваемого продукта,кг/час -воздуха-3300 -водяного пара-4000 Температура продукта,°С: -на входе-160 -на выходе-780 |
|
||
|
Вентиляторный агрегат. Предназначен для отсоса воздуха с пылью из разгрузочной течки активатора 12 |
23 | 2 | Ст.угл. |
Вентиляторный агрегат с центробежным вентилятором типа ВЦ-4-70 №3,2 Производительность, м³/час-700 Напор, (кгс/м²)-30 Электродвигатель марки 4АА63А4 Мощность, кВт-0,25 Число оборотов, об/мин-1400 |
|
||
|
Циклон. Предназначен для очистки воздуха, отсасываемого из активатора 12 |
24 | 1 | Ст.угл. |
Одиночный циклон ЦН-15-300 П Производительность, м³/час-630 Диаметр, мм-300 Рабочий объем бункера, м³-0,17 Вращение газа в улитке-правое. |
|
||
|
Питатель. Предназначен для подачи пыли катализатора после циклона 24 в передвижной контейнер 10. |
1 | Ст.угл. |
Производительность, м³/час-0,14÷1,3 Диаметр ротора,мм-150 Частота вращения ротора, об/мин-2÷9. Электродвигатель типа 4АХ80А6 Мощность, кВт-0,75 Число оборотов, об/мин-920. |
|
|||
|
Питатель шлюзовой. Предназначен для дозировки прокаленной катализаторной смеси на размол в дисмембратор |
1 | Ст.угл. |
Диаметр ротора, мм-400 Производительность, м³/час-0,14÷1,3 Угловая скорость ротора, об/мин-2÷19 Электродвигатель марки 4АХ80А6 Мощность, кВт-0,75 Число оборотов, об/мин-920 |
|
|||
|
Дисмембратор. Предназначен для измельчения прокаленной катализаторной смеси. |
1 | Ст.угл.чугун. |
Производительность, кг/час-100÷300 Размер части: - исходного продукта, мм-1÷30 - измельченного продукта, мкм-50÷150 Чистота вращения ротора, об/мин-10000 Диаметр ротора, мм-250 Габаритные размеры, мм: - длина-920 - ширина-596 - высота-756 Давление расчетное, МПа(кгс/см²)-атм. Температура расчетная, ºС-20÷50 Электродвигатель марки 4А112М2 Мощность,кВт-7,5 Чисто оборотов, об/мин-3000 |
|
|||
|
Реактор. Предназначен для приготовления жидкого стекла. |
3 | 2 | Корпус-ст.08 эмалированный,рубашка - Вст3сп5 |
Вертикальный аппарат с якорной мешалкой и рубашкой. Объем, м³-1,6 Диаметр, мм-1200 Давление расчетное, МПа(кгс/см²) в корпусе-0,3 (3,0) в рубашке-МПа (кгс/см²) –0,6 (6,0) Температура расчетная, ºС: -в корпусе-(-20) ÷200 -в рубашке-(-20) ÷200 Число оборотов мешалки, об/мин-50 Мотор-редуктор МПО-2-10 вк Мощность, кВт-3 Электродвигатель марки 4АМА100АУЗ Число оборотов, об/мин-1420 Мощность, кВт-3 |
|
||
|
Смеситель. Предназначен для получения катализаторной массы. |
4 | 2 | Сталь 12Х18Н10Т |
Объем, м³: Рабочий-0,4 Номинальный-0,63 Площадь поверхности теплообмена, м²-1,9 Габаритные размеры,мм: -длина-3500 -ширина-1935 -высота-2240 Частота вращения ротора, об/мин: -ротора быстроходного-36,5 -ротора тихоходного-24,5 Угол опрокидывания корыта от горизонтальной плоскости-110+5 Давление,МПа (кгс/см²): -в смесительной камере-0,1(10) - в рубашке-0,6(6) |
|
||
7. Безопасность и экологичность производства
7.1 Пожаровзрывоопасные, токсические свойства сырья, готовой продукции и отходов производства
Таблица 7.1 - Пожаровзрывоопасные, токсические свойства сырья и готовой продукции
| Наименование сырья, полупродуктов, готовой продукции, отходов производства | Класс опасности (ГОСТ 12.1.005-88) | Температура | Концентрационный предел воспламенения | Характеристика токсичности (воздействия на организм человека) | ПДК вредных веществ в воздухе рабочей зоны (ГОСТ 12.1.005-88) | |||
| вспышки | воспламенения | самовоспламенения | нижний | Верхний | ||||
| Жёлтый железо-оксидный пигмент | 4 | - | - | - | Не взрывается | Действует прижигающе на пищеварительный тракт и вызывает рвоту. При длительном воздействии вызывает заболевание легких – сидерод. |
10 мг/м3 |
|
| Калий углекислый технический | 3 | - | - | - | Не взрывается | Вдыхание пыли вызывает раздражение дыхательных путей. При попадании на кожу и слизистые оболочки вызывает раздражение. |
2 мг/м3 |
|
| Двуокись циркония | 3 | - | - | - | Не взрывается | Вызывает раздражение слизистой оболочки дыхательных путей. |
6 мг/м3 |
|
| Окись хрома | 2 | - | - | - | Не взрывается | При длительном воздействии на организм оказывает общетоксическое действие, вызывая заболевание органов дыхания, желудочно-кишечного тракта и кожи. При поражении кожных покровов вызывает дерматиты, при поражении глаз-коньюктивиты. |
1 мг/м3 |
|
| Гидроксид калия | 2 | - | - | - | Не взрывается | При попадании на кожу и слизистые оболочки вызывает химические ожоги. |
0,5 мг/м3 |
|
| Силикагель технический, белая сажа | 3 | - | - | - | Не взрывается | Пыль силикагеля, белой сажи вдыхаемой человеком, способна вызывать изменения в лёгких (фиброз) вследствие токсического действия двуокиси кремния. | 1 мг/м3 для белой сажи 2 мг/м3 для силикагеля | |
| Активный оксид алюминия | 3 | - | - | - | Не вызывается | Пыль оксида алюминия вызывает раздражение слизистых оболочек, верхних дыхательных путей, рта и глаз. | 2 мг/м3 | |
| Жидкое стекло (калиевое) | II | - | - | - | Не взрывается | Вызывает раздражение слизистых оболочек и кожных покровов. | 2 мг/м3 (для двуокиси кремния) | |
7.2 Взрывопожарная и пожарная опасность, санитарная характеристика производственных зданий, помещений и наружных установок
Таблица 7.2 - Взрывопожарная и пожарная опасность помещений и наружных установок
| Наименование производственных зданий, помещений, наружных установок | Категория взрывопожарной и пожарной опасности помещений и зданий (ОНТП-24-86) | Классификация зон внутри и вне помещений для выбора и установки электрооборудования (ПУЭ) | Группа производственных процессов по санитарной характеристике СНИП (СНИП 2.09.04-87) | |
| Класс взрывоопасной или пожароопасной зоны | Категория и группа взрывоопасных смесей | |||
| Узел подготовки исходных компонентов, приготовления катализаторной смеси и массы. | Д | - | - | 3б |
| Уел активации | Г | - | - | 3б |
7.3 Перечень опасных и вредных факторов объекта
В производстве катализатора КИМ-1 используются неорганические вещества в виде сухих солей, оксидов, жидкое стекло, приготовляемое растворением твердого гидрооксида калия и силикагеля.
Вещества с пирофорными свойствами отсутствуют, способностью к образованию термополимеров не обладают.
Процесс приготовления КИМ-1 не относится к невзрыво-пожароопасным производствам.
Продукты, применяемые в производстве катализатора, сыпучие вещества, относятся к 2, 3, 4 классам опасности, вдыхание пыли вызывает раздражение дыхательных путей, конъюнктивит и оказывает вредное воздействие на пищеварительный тракт.
При загрузке в реактор 3 через загрузочный люк гидрооксида калия создается опасность попадания его в глаза.
Приготовление жидкого стекла происходит при высокой температуре и нарушение герметичности трубопроводов и аппаратов создается опасность термического и химического ожога. При сливе жидкого стекла из реактора 3 в бочки создается возможность попадания жидкого стекла в глаза, на незащищенную кожу. Активация катализатора и приготовление жидкого стекла происходит при высокой температуре и нарушение герметичности трубопроводов и аппаратов создает опасность ожога и загорания. Наличие механизмов с вращающимися деталями ( мешалки, насосы, дисмембраторы, смесители, грануляторы, подъемно-транспортные механизмы и др.) создает угрозу травмирования обслуживающего персонала. Применение на производстве электрооборудования создает угрозу поражения электрическим током. Наличие проемов и расположение аппаратов на высоте создает возможность падения с высоты при обслуживании аппаратов. Наличие печей создает опасность взрыва при разгерметизации трубопровода топливного газа, загазованности прилегающей территории, нарушении процесса горения.
7.4 Разработка защитных мероприятий по вредным факторам
7.4.1 Отопление и вентиляция
Настоящей частью проекта предусматривается устройство системы местных отсосов у технологического оборудования по производству катализатора КИМ-1.
Вентиляция существующая приточно-вытяжная общеобменная с сохранением трассировки приточных и вытяжных воздуховодов. перечисленные факторы требуют от обслуживающего персонала постоянного контроля за соблюдением норм технологического режима, за правильной эксплуатацией оборудования, приборов контроля и автоматики, наличие ограждений на площадках обслуживания аппаратов, расположенных на высоте, правильной эксплуатацией вентиляционных и отопительных установок, требуемой освещенности рабочего места, соблюдения безопасных методов труда.
При удалении продуктов из технологического оборудования и трубопроводов, сборов и удалении отходов производства, сбросе продуктов производства в атмосферу должны быть соблюдены необходимые меры безопасности и выдерживаться санитарные нормы.
7.4.2 Индивидуальные и коллективные средства защиты работающих
Все работники производства в зависимости от рода выполняемых работ и в соответствии с типовыми отраслевыми нормами обеспечиваются спецодеждой, спецобувью и защитными приспособлениями.
Выдаваемая спецодежда, спецобувь и защитные приспособления должны отвечать требованиям ГОСТа и ТУ, быть пригодными и удобными для пользования.
Каждый работающий на производстве должен иметь при себе на рабочем месте фильтрующий противогаз марки «БКФ», «В», «КД», респиратор, очки.
В местах повышенного пыления необходимо пользоваться очками и противопылевым респиратором типа ШБ-1 (Лепесток).
При работе с гидрооксидом калия необходимо пользоваться прорезиненным фартуком, резиновыми перчатками, резиновыми сапогами, защитными очками или маской.
Все работающие обеспечиваются касками, которые служат для защиты головы от механических повреждений, а также от попадания агрессивных и вредных веществ. Ношение касок обязательно для всех работающих на производстве.
Приточно-вытяжная вентиляция на производстве обеспечивает кратность обмена – 8. На производстве применяется вакуумная уборка помещений. Имеется паротушение печей.
Аппараты и трубопроводы с температурой стенки выше 45°С имеют теплоизоляцию. Эксплуатируется только исправное оборудование. На производстве предусмотрена предупредительная, аварийная сигнализация и блокировка основных параметров (блокировки по давлению топливного газа). Все площадки обслуживания обеспечены ограждениями согласно установленных норм. Предусмотрено ограждение движущихся частей оборудования и вращающихся механизмов.
7.4.3 Характеристика производства по источникам шума
Источники шума, превышающие нормы по технологическим причинам, на производстве катализатора КИМ-1 отсутствуют.
7.4.4 Электробезопасность
Категория надежности электроснабжения электроприемников – 3, электрозадвижки относится к 1 категории.
Общая установленная мощность электроприемников составляет 7,81 кВт.
Напряжение электродвигателей – 380 В.
Тип системы токоведущих проводников по классификации ГОСТ Р 50571.2-94-трехрозные четырех проводные. Тип системы заземления-ТN-С.
В качестве цехового распределительного устройства принято существующее низковольтное комплектное устройство ЩСУ 1, размещаемое в электрощитовой РП-10.
Управление электродвигателями насоса и вентилятора – местное, электродвигателями задвижек – местное и дистанционное.
Групповые сети выполняются кабелем марки ВВГ открыто.
Для обеспечения электробезопасности предусматривается система зануления электрооборудования путем создания металлической связи его с заземленной нейтралью трансформатора питающей подстанции и выравнивание потенциалов.
В качестве зануляющих проводников используются специальные четвертые жилы кабеля.
Для связи с заземленной нейтралью трансформатора используются зануляющие жилы питающих кабелей.
Меры защиты от статического электричества направлены на предупреждение возникновения и накопления зарядов статического электричества, создание условий рассеивания зарядов и устранения опасности вредного воздействия статического электричества.
- предотвращение накопления зарядов на электропроводящих частях оборудования.
Предотвращение накопления зарядов на оборудовании достигается заземлением оборудования и коммуникаций. Каждую систему оборудования и коммуникаций, в которых может появиться статическое электричество, заземляет не менее чем в двух местах.
Снижение интенсивности возникновения зарядов статического электричества также достигается соответствующим подбором скорости движения веществ, исключением разбрызгивания подбором величины поверхностного трения. Приводные валы, которые соприкасаются с лентой, ремнем транспортера, обладающими диэлектрическими свойствами, изготовлены из материалов с неоднородной диэлектрической проницаемостью. В результате такого подбора материалов в местах контакта возникают взаимно компенсирующиеся заряды. Оборудование и трубопроводы, расположены на установке получения катализатора, представляет на всем протяжении непрерывную цепь и присоединены к заземляющему контуру. Для выравнивания потенциалов и предотвращения искрения все трубопроводы, расположенные параллельно на расстоянии до 10 см друг от друга, соединены между собой перемычками через каждый 20-25 м. На мягких вставках воздуховодов вентиляторов имеются токоотводящие перемычки. Соединены перемычками и участки изоляции в местах фланцевых соединений.
7.5 Экологичность объекта
Катализатор дегидрирования КИМ-1 имеет следующий химический состав:
Fe2O3-53,5%, Cr2O3-3,8%, ZrO2-3,0%, K2CO3-31,1%, AI2O3-1,7%, KOH-2,3%, сажа белая-4,6%.
7.5.1 Твердые и жидкие отходы
Таблица 7.3 – Твердые и жидкие отходы
| № п/п | Наименование отхода | Куда складируется, транспортируется | Периодич-ность образования | Условие (метод) и место захоронения, обезврежива-ния, утилизации | Количество кг/сутки катализатора | Примеча-ние |
| 1 | Используемые: отсевы катализатора | Контейнер поз. Пн-66 | От каждой активации | Возвращается в производство | 15 | |
| 2 | Неиспользуемые: отсутствуют | - | - | - | - |
В процессе производства катализатора жидкие отходы отсутствуют.
7.5.2 Выбросы в атмосферу
Таблица 7.4 – Выбросы в атмосферу
| №№ п/п | Наименование источника выброса |
Количество образуемых выбросов, м3/год |
Условия (метод) ликвидации, обезвреживания, утилизации | Периодичность выбросов | Установленная норма содержания загрязнений в выбросах | Примечание | ||
| компонент | г/сек | т/год | ||||||
| 1 | Воздушка с трубы циклона поз. 0-39 | 700 | очистка в циклоне | постоянно | пыль неорганическая | 0,00016 | 0,0056 | |
| 2 | Воздушка с трубы поз.0-44 | 3000 | очистка в циклоне | постоянно | пыль неорганическая | 0,00083 | 0,024 |
7.5.3 Сточные воды
Таблица 7.5 – Сточные воды
| №№ п/п | Наименование стока |
Количество образования сточных вод, м3/час |
Условия (метод) ликвидации, обезвреживания, утилизации | Периодичность выбросов | Куда сбрасывается | Установленная норма содержания загрязнений в выбросах | Примечание |
| 1 | Промывная вода |
2,0 (10 м3/год) |
химическая биологическая очистка | 5 часов в год |
канализация хим загряз-ненных стоков |
ХПК – 800 мг/л взвеш. – 100 мг/л рН – 6,5–8,5 |
при подготовке аппаратов к ремонту |
8. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
8.1 Расчет капитальных вложений
Капитальные вложения включают в себя затраты на технологические и электросиловое оборудование, зданий и сооружений, контрольно-измерительные приборы. В капитальные вложения входят также затраты на оборотные средства.
Таблица 8.1 - Капитальные затраты на здания и сооружения
| Наименование зданий | Сумма, руб. | Норма амортизации, % | Сумма амортизации |
|
Корпус 58 Катализаторная фабрика |
73 908 553 | 10 | 7390855 |
| Модернизация катализаторной фабрики | 69 111 | 10 | 6911 |
|
Итого |
73 977 664 |
|
7397766 |
Таблица 8.2 - Капитальные затраты на оборудование
Наименование
оборудования
1. Технологическое оборудование:
гранулятор
ФШ-75
смеситель
Зл-400
смеситель
Зл-400
фильтр рукавный
ФРИ-15-130
ИТОГО
6492659
486942
Капитальные вложения в нормируемые оборотные средства принять в размере 12% от капитальных вложений в основные фонды.
ОС=(6492659+69111)·0,12=787412 руб. (8.1)
Общий объем капитальных вложений есть сумма капитальных затрат в основные фонды и оборотные средства.
КВ=6492659+787412=7349182 руб. (8.2)
8.2 Расчет численности и фонда заработной платы работающих
Производственная программа и режим работы:
- Режим работы производства – периодический;
- Количество рабочих дней в году – 345 дней;
- Количество смен в сутки – две смены;
- Продолжительность рабочей смены – 12 часов.
Таблица 8.3 - Расчет численности основных рабочих
ИТОГО
7
33
40
Таблица 8.4 - Расчет численности вспомогательных рабочих
| Должность | Разряд |
РКО |
Численность | ||
| сменная | явочная | списочная | |||
| Слесарь ремонтник (дежурный) | 4 | 1,77 | 1 | 3 | 4 |
|
ИТОГО |
|
|
1 |
3 |
4 |
Для того чтобы рассчитать годовой фонд заработной платы рабочих примем:
- условия труда вредные – 12%, доплата 20% за ночные часы;
- премия для основных и вспомогательных рабочих применять в размере 30% от тарифного фонда заработной платы;
- дополнительный фонд заработной платы принять в размере 10% от основного фонда заработной платы;
ЧТС = (Б ЧТС · РКО + ЧТС доп.) · Квр; (8.3)
ЧТС (четвертый разряд) = (11,37 · 1,77 + 8,40) · 1,12 = 31 руб. 95коп.;
ЧТС (пятый разряд) = (11,37 · 2,02 + 8,40) · 1,12 = 35 руб. 13коп.;
ЧТС (шестой разряд) = (11,37 ·2,02 + 8,40) ·1,12 = 35 руб. 13коп.;
Четвертый разряд:
тариф = 31,95 ·182 = 5814,9 руб.; (8.4)
премия = 5814,9 · 0,30 = 1744,47 руб.; (8.5)
Пятый разряд:
тариф = 35,13 ·182 = 6393,66 руб.; (8.6)
премия = 6393,66 · 0,30 = 1918,09 руб.; (8.7)
Шестой разряд:
тариф = 35,13 ·182 = 6393,66 руб.; (8.8)
премия = 6393,66 · 0,30 = 1918,09 руб.; (8.9)
Осн.Раб.(4 разр.) = 23 · 1880 · 31,95 = 1381518,0 руб.; (8.10)
Осн.Раб.(5-6 разр.) = 17 · 1880 · 35,13 = 1122754,8 руб.; (8.11)
Всп.Раб (4 разр.) = 4 · 1880 · 31,95 = 240264,0 руб.; (8.12)
Доп.ноч. = 730 · 25 · 36,4 · 0,2 = 132860,0 руб.; (8.13)
Доп.пр. = 90 · 25 · 36,4 · 1 = 81900,0 руб.; (8.14)
Таблица 8.5 - Расчет годового фонда заработной платы рабочих
Осн.Раб.
(4 разр)
Всего:
44
5640
99,03
482698,9
144809,3
576408
4323060
432305
4755365
Таблица 8.6 - Расчет годового фонда заработной платы ИТР и МОП
ВСЕГО
14
60788
931200
279355
93118
1210555
Таблица 8.7 – Расчет калькуляции себестоимости продукции
Един.
измер.
Сумма
на един.
Выработка
в т.ч. товар
Сырье
Пигмент желтый ж.о.
Вспомогательные материалы
ИТОГО
13365
133649,98
Энергозатраты
т.м3
ИТОГО
21319,51
76702,61
Заводская себестоимость
197018,69
197018,69
Полная себестоимость
0
0
Таблица 8.8 - Расходы на содержание и эксплуатацию оборудования за год
| Статьи расхода | Сумма, руб | Методика расчета |
| 1.Амортизация оборудования | 486942 | Таблица 8.2 |
|
2. Содержание оборудования: а) зар. плата вспомогательных рабочих |
396435 | Таблица 8.5 |
| б) отчисления на соц.страхование | 105848 | 26,7% от зар.платы всп.раб. |
| 3. затраты на электроэнергию для двигателей | 170188 | Таблица 8.7 |
| 4. Все виды ремонтов | 454486 | 7% от сметной стоимости оборудования |
ИТОГО |
1613899 |
|
| 5) Прочие расходы на содержание и эксплуатацию оборудования | 161390 | 10-20% от суммы затрат по статьям 1-4 |
|
ВСЕГО: |
1775289 |
|
Таблица 8.9 - Смета цеховых расходов за год
ИТОГО:
17782387
сумма статей 1-6
Прочие расходы
ВСЕГО:
19560625
Таблица 8.10 – Технико-экономические показатели проекта
Единица
измерения
R=(прибыль/пол.себестоемость)·100=(7246250/133650·275)·100=19.7% (8.15)
Ф=опт.цена · мощн/КВ=(160000·275)/7349182=5.98% (8.16)
Срок окупания=КВ / прибыль=7349182/7246250=1.01 год (8.17)
Годовой экономический эффект:
Э=(С+Е·К)·В=(133650+0.2·26724)·275=51451950 (8.18)
К- удельные капитальные вложения.
В- мощность по проекту.
Е- коэфф. Эффективности (0.15-0.2)
Список литературы
1. ГОСТ 18172-80. Пигмент желтый железоокисный. – Взамен ГОСТ 18172-72; введ..1981. – 01-01.-М.: Изд-во стандартов, 1980.-с.8.
2. ГОСТ 10690-73. Калий углекислый технический (поташ) Взамен ГОСТ 10690-63; введ. 1975.-01-01.- М.: Изд-во стандартов, 1981.- с.23.
3. ГОСТ 21907-76. Циркония двуокись. Введ. 1977.-01-01.-М.: Изд-во стандартов, 1981.- с.19.
4.ГОСТ 2912-79. Хрома окись техническая. – Взамен ГОСТ 2912-73; введ. 1980.-01-01.-М.: Изд-во стандартов, 1981.-с.24.
5. ГОСТ 9285-78. Калия гидрат окиси технический. Введ.1980.-01-01.-М.: Изд-во стандартов, 1989.- с.24.
6. ГОСТ 8136-85. Оксид алюминия активный. - Взамен ГОСТ 8136-76; введ.1986.-01-07.-М.: Изд-во стандартов,1985.-с.13.
7. ГОСТ 18307-78. Белая сажа.- Взамен ГОСТ 18307-72; введ.1979.-01-01.-М.: Изд-во стандартов, 1978. –с.21.
8. ТУ 2173-002-12988979-95. Катализатор КИМ-1. Введ. с 01.09.75 до 01.09.80.-15 с.
9. Павлов С.Ю. Перспективы развития производства изопрена и полиизопренового каучука/ С.Ю. Павлов, А.А. Суровцев// Химическая промышленность.- 1997.-№7.-С.12-19.
10 Тюряев И.Я.Теоретические основы получения бутадиена и изопрена методами дегидрирования / И.Я. Тюряев. - Киев: Наукова думка,1973. -271 с.
11. Огородников С.К. Производство изопрена/ С.К. Огородников, Г.С. Идлис.- Л.: Химия, 1973.-296с.
12. Катализаторы дегидрирования низших олефиновых, парафиновых и алкилароматических углеводородов/ Г.Р. Котельников [и др.]. - М.: ЦНИИТЭ нефтехим, 1978.-81с.
13. Дегидрирования олефинов/ Л.М. Плясова [и др.]// Кинетика и катализ. 1976.-Т.17.- №3.- С.750-757.
14. Изучение фазового состава железохромкалиевого катализатора в условиях реакции дегидрирования н-бутиленов/, Л.М. Плясова [и др.]// Кинетика и катализ.-1976.-Т.17.-№5.-С. 1295-1302.
15. Каталитическая активность железохромкалиевой системы в реакции дегидрирования н.-бетенов/ М.М. Андрушкевич [и др.]// Кинетика и катализ.- 1978.-Т.19.-№2.- С. 360-365.
16. Особенности фазового состава железохромкалиевого катализатора в условиях реакции дегидрирования н-бутенов/ М.М. Андрушкевич [и др.]// Кинетика и катализ- 1978.-Т.19- №2.-С. 422-427.
17. Особенности текстуры катализаторов на основе феррита калия/ В.В. Молчанов [и др.]// Кинетика и катализ.- 1988.-Т.29.-№1.-С.248-252.
18. Hirano T. Appl. Catal.,1986, vol.26,p.81
19. Hirano T. Appl. Catal.,1986, vol.26,p.87
20. Основной органический синтез и нефтехимия: межвуз. сб. науч. тр.- Ярославль: ЯПИ,1987.-№23.-С. 40-44.
21. Hattory T. et al. Koguo Kagaku Zasshi,1969, vol.72, р.2188
22. Lee E.H. Catal. Rev., 1973, vol.8, р.285
23. Vijh A.K.J. Chim. Phys., Phys.- Chim. Biolog,1975, vol.72, №1
24. Лай Уцзян, Бай Чжэнчу Сямэнь дасюэ сюэбао. Цзютай кэсюбань, 1984, Т.23,№3,с. 349-358
25. Лай Уцзян, Бай Чжэнчу, Цуйхуа сюэбао, 1986, Т.7, №2, с.147-153
26. Бабенко В.С. Закономерности саморегенерации оксидных железокалиевых катализаторов в присутствии водяного пара/ В.С. Бабенко, Р.А. Буянов// Кинетика и катализ.-1986.-Т.27.-№ 2.-С. 509-513.
27. Усовершенствование применяемых и создание новых промышленных катализаторов дегидрирования парафиновых, олефиновых и алкилароматических углеводородов/ Г.Р. Котельников, А.К. Бушин//Промышленность синтетического каучука.-1976.-№6.-С.5-8.
28. Базовый состав системы оксид железо-щелочной металл при термообработке в Различных средах/А.С. Окунева [и др.]// Промышленность синтетического каучука,шин и резиновых технических изделий.-1987.-№7.-С. 4-6.
29. ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность. Введ. 1990.-01-01.-М.:Изд-во стандартов 1989.-с.78.
30. ГОСТ 26-2045-77. Сосуды и аппараты. Нормы и методы расчета. Введ. 1990.-01-01.-М.:Изд-во стандартов 1989.-с.78.
| Давно ли люди гибнут за металл и как именно закалялась сталь | |
|
Давно ли люди гибнут за металл и как именно закалялась сталь? Содержание Давно ли люди гибнут за металл и как именно закалялась сталь? Вопросы ... При хранении на воздухе при температуре до +200°C железо постепенно покрывается плотной пленкой оксида, препятствующего дальнейшему окислению металла. При действии газообразного хлора или озона на щелочные растворы соединений железа (III) образуются соединения железа (VI) - ферраты, например, феррат (VI) калия K2FeO4. |
Раздел: Рефераты по истории Тип: книга |
| Проектирование систем очистки выбросов цеха литья пластмасс | |
|
Министерство образования Российской Федерации ДОПУЩЕН К ЗАЩИТЕ Зав. кафедрой, д.т.н., проф. _ 2003 г. ПРОЕКТИРОВАНИЕ СИСТЕМ ОЧИСТКИ ВОЗДУХА В ЦЕХЕ ... Титриметрический метод определения химического потребления кислорода (ХПК) основан на окислении органических веществ избытком бихромата калия в растворе серной кислоты при ... Производительность таких аппаратов 5000-20000 м /ч, допустимая запыленность 2 г/м3, температура газов 80 "С, гидравлическое сопротивление 2,4 кПа, расход воды на очистку 0,05 м3/м3 ... |
Раздел: Рефераты по экологии Тип: реферат |
| Реконструкция теплообменника в цехе N2 ЗАО "Каустик" с целью ... | |
|
Министерство Образования Российской Федерации Уфимский Государственный Нефтяной Технический Университет Стерлитамакский Филиал Кафедра "Оборудование ... Аппарат оборудован штуцерами 5 для ввода и вывода теплообменивающихся сред; одна среда идет по трубкам, другая проходит через межтрубное пространство. Определим варианты теплообменных аппаратов согласно ГОСТ 15118, ГОСТ 15120 и ГОСТ 15122. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Установка для переработки отходов слюдопластового производства | |
|
АННОТАЦИЯ В настоящем дипломном проекте разработана установка для переработки отходов слюдопластового производства на "Слюдяной фабрике" в Колпино ... Для штуцеров для подачи теплоносителя, вывода теплоносителя из аппарата, для подачи и вывода слюды используем свободные фланцы на приварном кольце по ГОСТ 12822-80. Тi - нормативное (расчетное) потребление топлива за ед. времени (за час) аппаратом i-го типа, сушилкой кипящего слоя, равное 8,64 м3; |
Раздел: Промышленность, производство Тип: дипломная работа |
| Синтез этилового спирта | |
|
Министерство образования и науки РФ Тверской государственный технический университет Кафедра технологии полимерных материалов Курсовая работа по теме ... Реактор имеет два люка (верхний для загрузки катализатора и входа исходной парогазовой смеси и нижний для выгрузки катализатора и выхода продуктов), три штуцера для термопар и ... Через верхний люк на верх конуса насыпают 0,4 м3 колец Рашига, 0,5-1 м3 не пропитанного кислотой носителя и 9-10 м3 катализатора. |
Раздел: Рефераты по химии Тип: дипломная работа |