Курсовая работа: Оценка эффективности технологий очистки гальванических стоков на Санкт-Петербургском заводе гальванических покрытий
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Уральский государственный экономический университет
КУРСОВАЯ РАБОТА
на тему: Оценка эффективности технологий очистки гальванических
стоков на Санкт-Петербургском заводе гальванических покрытий
Факультет Менеджмент и право
Специальность Национальная экономика
Исполнитель: Фёдорова А.М.
Группа ЭКО-06
Научный руководитель:
Яндыганов Я.Я.
Екатеринбург
2010
Содержание
Введение
1. Теоретические основы оценки эффективности технологий очистки гальванических стоков
1.1 Сущность и особенности гальванических стоков
1.2 Воздействие очистки гальванических стоков на окружающую среду и здоровье человека
1.3 Способы очистки гальванических стоков
1.4 Методологические подходы к оценке эффективности очистки гальванических стоков
2. Анализ эффективности очистки гальванических стоков на Санкт-Петербургском заводе гальванических изделий
2.1 Динамика основных показателей очистки гальванических стоков
2.2 Эффективность существующих технологий очистки гальванических стоков на Санкт - Петербургском заводе гальванических покрытий
3.Совершенствование технологий эффективности очистки гальванических стоков на Санкт-петербургском заводе гальванических покрытий
3.1 Направления совершенствования
3.2 Оценка эффективности развития технологий очистки гальванических стоков
Заключение
Список использованных источников
Введение
очистка гальванический сток окружающая среда
Применение защитных, защитно-декоративных и специальных покрытий позволяет решать многие задачи, среди которых важное место занимает защита металлов от коррозии. Коррозия металлов, то есть разрушение их вследствие электрохимического или химического воздействия среды причиняют народному хозяйству огромный ущерб. Ежегодно вследствие коррозии выходит из употребления до 10-15% годового выпуска металла в виде ценных деталей и конструкций, сложных приборов и машин. В отдельных случаях коррозия приводит к авариям.
Гальванические покрытия являются одним из эффективных методов защиты от коррозии, они также широко применяются для придания поверхности деталей ряда ценных специальных свойств: повышенной твердости и износостойкости, высокой отражательной способности, поверхностной электропроводности, облегчение паяемости и улучшения внешнего вида изделий. Но гальваническое производство является одним из наиболее опасных источников загрязнения окружающей среды. Главным образом поверхностных и подземных водоёмов, ввиду образования большого объёма сточных вод, содержащих вредные примеси тяжёлых металлов, неорганических кислот и щелочей, поверхностно-активных веществ и других высокотоксичных соединений, а также большого количества твёрдых отходов, особенно от реагентного способа обезвреживания сточных вод, содержащих тяжёлые металлы в малорастворимой форме.
Актуальность выбранной темы в том, что соединения тяжёлых металлов, выносимые сточными водами гальванопроизводства, весьма вредно влияют на экосистему. Многие химические вещества, поступающие в окружающую среду, в том числе и в водоёмы, а через питьевую воду в организм человека, помимо токсического действия обладают, мутагенным и тератогенным действием. Токсикологическое действие тяжёлых металлов - сердечнососудистые расстройства, рак, наследственные болезни, паралич, эпилепсия. Канцерогенное действие на теплокровных животных при поступлении в организм с питьевой водой оказывают мышьяк, селен и палладий, а при поступлении в организм другими путями - хром, бериллий, свинец, ртуть, кобальт, никель, серебро, платина. Многие неорганические соединения даже в очень малых концентрациях оказывают вредное воздействие на рыб и их кормовые ресурсы. Большинство водных организмов более чувствительно к действию токсичных веществ, чем человек и теплокровные животные. Разные виды организмов неодинаково переносят действие неорганических соединений. Кумуляция вредных неорганических соединений тканями рыб создает угрозу отравления людей, употребляющих такую пищу.
В работе ставятся следующие задачи:
1.Обозначить актуальность такой проблемы, как оценка эффективности технологий очистки гальванических стоков.
2.Рассмотреть проблему оценки эффективности очистки гальванических стоков на примере конкретного предприятия.
3.Обозначить пути совершенствования оценки эффективности технологий очистки гальванических стоков
Основными методами при написании работы были аналитический и статистический. Кроме того, использовался многофакторный подход, который включает в себя следующие подходы: целевой, проблемный, системный, исторический, экологический, региональный. Основными источниками были: научная и учебная литература, различные документы и Интернет сайты.
1. Теоретические основы оценки эффективности технологий очистки гальванических стоков
1.1Сущность и особенности гальванических стоков
Гальваническое производство является одним из наиболее опасных источников загрязнения окружающей среды, главным образом поверхностных и подземных водоемов, ввиду образования большого объёма сточных вод, а также большого количества твердых отходов, особенно от реагентного способа обезвреживания сточных вод.
Сточные воды травильных и гальванических отделений характеризуются тем, что содержащиеся в них загрязнения невозможно удалить с помощью фильтрования и других методов, обычно применяемых для очистки коммунальных сточных вод.
Такие загрязнения являются сильными ядами, способными уничтожить, в определенных условиях, всякую жизнь в естественных водоёмах или сооружениях биологической очистки коммунальных сточных вод.
Наиболее часто встречающиеся загрязнители следующие: неорганические кислоты и их соли, щелочи, поверхностно активные вещества и неорганические соли тяжелых металлов [1, c. 9].
Постоянный прогресс в технологии химической и электрохимической обработки металлов влияет на изменение структуры сточных вод в связи с применением в технологических процессах различных органических и металлоорганических ингибиторов, а также соединений для очистки и окраски. Так как во многих случаях даже неизвестны методы удаления этих загрязнений из сточных вод, то их отправляют с очищенными сточными водами в хранилища (накопители). Несмотря на небольшую концентрацию этих загрязнений в очищенных сточных водах, они всё же представляют большую санитарную проблему при снабжении населения водой из водохранилищ, куда попадает большое количество промышленных сточных вод.
Соединения металлов, выносимые сточными водами гальванического производства, весьма вредно влияют на экосистему водоем–почва–растение–животный мир–человек. Они обладают токсическим, канцерогенным, мутагенным, тератогенным и аллергенным действием. Кроме того, некоторые неорганические соединения оказывают губительное действие на микроорганизмы очистных сооружений, прекращают или замедляют процессы биологической очистки сточных вод и сбраживание осадков в метантенках. Токсичные металлы в водоемах губительно действуют на флору и фауну и тормозят процессы самоочищения водоемов[1, c. 10].
При использовании воды загрязненных водоёмов для орошения цветные металлы выносятся на поля и концентрируются в верхнем наиболее плодородном гумусосодержащем слое почвы, снижая азотфиксирующую способность почвы и урожайность сельскохозяйственных культур, и вызывают накопление металлов выше допустимых концентраций в кормах и других продуктах.
При одновременном присутствии в сточных водах гальвано производства нескольких вредных компонентов проявляется их совместное, комбинированное действие на организм человека, теплокровных животных, флору и фауну водоемов, на микрофлору очистных сооружений канализации, выражающееся в синергизме (эффект действия больше простого суммирования); антагонизме (действие нескольких ядов меньше суммированного) и в аддитивности (простое суммирование) [1, c. 9].
По концентрации содержащихся в них растворенных веществ, все сточные воды гальванических производств можно разделить на две основные группы: мало-концентрированные, образующиеся в различных промывочных операциях; высококонцентрированные, представляющие собой отработанные, растворы и электролиты. По химическому составу их подразделяют на три основные группы: содержащие цианистые соединения (цианиды); содержащие соединения шестивалентного хрома (хроматы); содержащие свободные минер, кислоты или щелочи, а также соли тяжелых металлов. Сточные воды каждой из этих групп должны отводиться отдельно.
Для очистки сточных вод гальванических производств применяют реагентные, электрохимические, ионообменные и некоторые другие физико-химические способы, преимущественно реагентные, осуществляемые на установках непрерывного и периодического действия и основанные на химическом окислении, восстановлении и осаждении растворенных веществ, а также на нейтрализации свободных кислот и щелочей. Для обезвреживания циансодержащих сточных вод применяют в основном реагенты-окислители, содержащие активный хлор (хлорная известь, хлорная вода). Необходимое время контакта сточных вод с реагентами при интенсивном перемешивании реакционной смеси составляет 3—5 мин [1, c. 11].
С точки зрения интересов здравоохранения общества, наиболее целесообразно запрещение отвода сточных вод промышленных предприятий в водохранилища и создание замкнутых систем технологической воды. Сейчас проводят интенсивные исследования и изучения возможности такого решения.
1.2 Воздействие очистки гальванических стоков на окружающую среду и здоровье человека
В ходе нанесения гальванических покрытий применяются хорошо растворимые в воде соли тяжелых металлов: железа, меди, никеля, цинка, кадмия, хрома и других металлов. В ходе промывки готовых изделий соли попадают в воду, а затем могут попасть и в канализацию. Так начинается процесс миграции их в биосфере. В двадцатом веке разрабатывались многочисленные способы очистки гальванических стоков от металлов [2, c. 148].
При этом большую часть примесей удается очистить методами реагентной очистки восстановителями и известью или электрокоагуляцией. Они получили широкое распространение. Но обнаружились три недостатка.
Первый - применяемые для восстановления хрома-6 сульфиты, бисульфиты, тиосульфаты обладают не только восстанавливающими, но и комплексообразующими свойствами. Взаимодействуя с металлами, они образуют комплексы, не способные выпадать в осадок с осадителем (известью) и взаимодействовать с ионообменными смолами. Металлы, "замаскированные" в комплексах, проходят все системы очистки, поступают в окружающую среду и легко проникают в клетки растений, начиная свою разрушительную для биосферы работу [3, c. 135].
Второй недостаток - для создания соответствующего окислительно-восстановительного потенциала восстановитель вынуждены вводить в реакцию в избытке и чем ниже концентрация гальваностока, тем избыток больше (до семикратного). Тем самым проблема еще больше обостряется. Дешевый, но крайне неэффективный осадитель в виде гидроокиси кальция (извести) довершает дело. В его присутствии вода становится жесткой и не может применяться в водообороте. В силу своей неэффективности, известь применяют в десятикратном избытке. После осаждения получаются большие объемы токсичного, но экономически не интересного гальванического шлама. Все эти проблемы попытались решить методом очистки электрокоагуляцией на растворимых железных или алюминиевых электродах. Восстановитель и осадитель убрали.
Возникли новые проблемы - железо и алюминий тоже являются загрязнителями, обладают токсичностью, а кроме того, способны к образованию коллоидных растворов, которые не могут удержать ионообменные фильтры.
Проблемы эти настолько осложнили ситуацию в экологии крупных городов, что все вздохнули с облегчением после краха машиностроительной отрасли в России во время экономических реформ. Но актуальности задача очистки стоков от тяжелых металлов не потеряла, так как даже меньшие объемы стоков все равно приводят к биоаккумуляции токсичных металлов в растениях, животных и отравлению человека [3, c. 140].
Тяжелые металлы способны образовывать сложные комплексе соединения с органическими веществами почвы, поэтому в почвах с высоким содержанием гумуса они менее доступны для поглощения. Избыток влаги в почве способствует переходу тяжелых металлов в низшие степени окисления и в растворимые формы. Анаэробные условия повышают доступность тяжелых металлов растениям. Поэтому дренажные системы, регулирующие водный режим, способствуют преобладанию окисленных форм тяжелых металлов и тем самым снижению их миграционных характеристик. Растения могут поглотать из почвы микроэлементы, в том числе тяжелые металлы, аккумулируя их в тканях или на поверхности листьев, являясь, таким образом, промежуточным звеном в цепи «почва — растение — животное — человек» [3, c. 138].
Различные растения сосредоточивают в себе разное число микроэлементов: в большинстве случаев — избирательно. Так, медь усваивают растения семейства гвоздичных, кобальт — перцы. Высокий коэффициент биологического поглощения цинка характерен для березы карликовой и лишайников, никеля и меди — для вероники и лишайников. Тяжелые металлы являются протоплазматическими ядами, токсичность которых возрастает по мере увеличения атомной массы. Их токсичность проявляется по-разному. Многие металлы при токсичных уровнях концентраций ингибируют деятельность ферментов (медь, ртуть). Некоторые из них образуют хелатоподобные комплексы с обычными метаболитами, нарушая нормальный обмен веществ (железо). Такие металлы, как кадмий, медь, железо, взаимодействуют с клеточными мембранами, изменяя их проницаемость.
Особый интерес представляет изучение животных, являющихся чувствительным индикатором начальных стадий загрязнения тяжелыми металлами. Они аккумулируют элементы в доступных биологически активных формах и отражают фактический уровень загрязнения экосистем. Почвенные животные, особенно сапрофитные группы, благодаря тесной связи с почвенными условиями и ограниченной территорией обитания могут быть хорошими индикаторами химического загрязнения биосферы. Среди животных такими индикаторами могут быть европейский крот, бурый медведь, лось, рыжая полевка. Располагая сведениями о содержании тяжелых металлов у млекопитающих, можно прогнозировать их влияние на организм человека.
Соединения металлов, выносимые сточными водами гальванического производства, весьма вредно влияют на экосистему водоем–почва–растение–животный мир–человек [3, c. 147].
Они обладают токсическим, канцерогенным (вызывают злокачественные новообразования — As, Se, Zn, Pd, Cr, Be, Pb, Hg, Co, Ni, Ag, Pt.), мутагенным (могут вызвать изменения наследственности — ZnS), тератогенным (способны вызвать уродства у рождающихся детей — Cd, Pb, As, Co, Al и Li) и аллергенным действием (соединения Cr6+).
1.3 Способы очистки гальванических стоков
Гальванические стоки могут быть очищены различными способами. Классификация способов очистки гальванических стоков зависит от выбранного критерия.
Общепринятой считается классификация по способу очистки гальванических стоков:
- Механический способ.
Сущность механического способа состоит в том, что из сточных вод путем отстаивания и фильтрации удаляются механические примеси. Грубодисперсные частицы, в зависимости от размеров, улавливаются решетками, ситами, песколовками, септиками др.
Механическая очистка позволяет выделять из бытовых сточных вод до 60-75% нерастворимых примесей, а из промышленных до 95%, многие из которых как ценные примеси, используются в производстве.
- Реагентный способ.
Является, одним из основных методов очистки сточных вод, или химический способ. В его основе лежат химические реакции, которые переводят вредные загрязнители в воде из раствора в нерастворимый осадок с последующим извлечением осадка из стока.
Для проведения химических реакций необходимы соответствующие условия. Например, в гальванотехнике выделяется несколько типов стоков: циансодержащие; хромсодержащие; содержащие соли тяжелых металлов; кислотно-щелочные.
Для применения реагентного метода очистки этих стоков на предварительной стадии необходимо провести коррекцию pH среды. Затем проводятся химические реакции, которые переводят металлы в нерастворимую форму.
- Электрохимический способ.
Этот способ очистки сточных вод гальванического производства обладают рядом преимуществ: простая технологическая схема при эксплуатации оборудования, удобство автоматизации его работы, сокращение производственных площадей под размещение очистных сооружений, возможность очистки сточных вод без предварительного разбавления, снижение солесодержания и уменьшение объема осадка, образующегося в процессе очистки [10].
Электрофлотация это процесс очистки сточных вод, в при котором электролитически полученные газовые пузырьки, всплывая в объеме жидкости, взаимодействуют с частицами загрязнений, в результате чего происходит их взаимное слипание, обусловленное уменьшением поверхностной энергии флотируемой частицы и пузырька газа на границе раздела фаз "жидкость-газ". Плотность образующегося в электрофлотаторе пенного продукта ниже плотности воды, что обеспечивает его всплытие и накопление на поверхности очищаемой воды. Флотошлам периодически удаляется из электрофлотатора автоматическим устройством сбора шлама.
- Ионообменный способ.
Единственным практически осуществимым методом возвращения промывных вод является ионный обмен, с помощью которого возвращается обессоленная вода, а сорбированные загрязнения извлекаются из ионообменных смол при регенерации. Целесообразность использования ионного обмена как технологии очистки и возвращения 85-95% воды ограничивается приростом содержания солей от 50 до 250 мг/л. Что необходимо учитывать при определении или разработке режима водопотребления в гальваническом производстве. При многоступенчатой каскадной промывке в нескольких ваннах, в связи с высокой концентрированностью промывных вод, применение технологии ионного обмена является нецелесообразным, а предпочтителен метод обратного осмоса.
-Мембранный способ (обратного осмоса) [11].
Установки обратного осмоса обеспечивают возможность очистки воды одновременно от растворимых неорганических (ионных) и органических загрязняющих примесей, высокомолекулярных соединений, взвешенных веществ, вирусов, бактерий и других вредных примесей. Поскольку поток фильтрата прямо пропорционален площади поверхности мембраны и обратно пропорционален ее толщине, при проектировании обратноосмотических установок следует подбирать мембраны с максимально возможной площадью и минимально возможной толщиной на единицу объема аппарата.
Надежность установок обратного осмоса повышают благодаря установке резервного оборудования, с возможностью его многофункциональное применения, оптимизации количества мембранных элементов в каждой секции аппарата, а также повышая надежность фильтрующих элементов и оснащая компьютерной системой поиска отказавшего мембранного элемента и модуля [10].
Гальванические стоки, как правило, содержат не только механические, но и химические загрязнения. Поэтому механическая очистка гальванических стоков без какой-либо химической (или иной) очистки практически не используется. Каждый из известных способов очистки гальванических стоков имеет свои преимущества и свои недостатки. Гальванические стоки имеют в своем составе различные компоненты, удаление которых вызывает необходимость сочетать различные способы очистки.
Очистка гальванических стоков от ионов шестивалентного хрома и тяжелых металлов производится обычно реагентным или электрохимическим методами. Эти методы не позволяют очищать воду до необходимых требований по содержанию вредных компонентов, поэтому в сочетании с ними применяются другие методы [11].
Для сокращения количества гальванических стоков, подлежащих очистке на очистных сооружениях, используются системы локальной очистки гальванических стоков. Для локальной очистки используются ионообменные и мембранные методы. Гальванические стоки, прошедшие локальную очистку, используются повторно для промывки деталей.
Для локальной очистки гальванических стоков непосредственно около гальванических ванн и линий выпускаются установки ОВ-100 и ОВ-300.
Установки очистки гальванических стоков ОВ-100 и ОВ-300 предназначены для извлечения из промывных вод катионов металлов и анионов, обессоливания водопроводной воды.
1.4 Методологические подходы к оценке эффективности очистки гальванических стоков
Для основных элементов очистки на основе анализа расчетных формул СНиП были определены параметры, от которых зависит эффективность очистки, а затем проведена статистическая обработка данных части предприятий, которые представили ее в полном объеме.
Фактическая эффективность очистки определялась по формуле:
Свх - С вых
Эфакт = ------------ ;
С вх
Где,
Свх - концентрация загрязняющих веществ в сточной воде,
Свых - то же, на выходе из элемента.
Расчетная эффективность Эстат определялась с помощью методов регрессионного анализа [5, c. 27].
Выведенные функциональные зависимости отражают средний уровень эффективности работы элементов систем очистки по отношению к сложившемуся в практике диапазону изменения параметров элементов. При этом предприятия можно распределить на три группы:
- Эстат < Эфакт (эффективность выше среднего уровня)
- Эстат > Эфакт (эффективность ниже среднего уровня)
- Эстат ≈ Эфакт
К первой группе относятся предприятия, где, возможно, лучше налажена эксплуатация, либо проведена модернизация, реконструкция элемента, улучшающая работу элемента очистки.
Ко второй группе относятся предприятия, где используется устаревшая технология очистки или плохая эксплуатация, либо состав сточных вод не соответствует проектному [5, c. 25].
Могут быть и другие причины, влияющие на эффективность. Применение регрессионных уравнений позволяет значительно сузить круг элементов для более подробного и обстоятельного изучение с целью определения наилучших из имеющихся в практике элементов очистки с одной стороны, а с другой - для определения первоочередных объектов, требующих капитальных вложений на модернизацию.
Выведенные регрессионные зависимости между эффективностью очистки и параметрами элементов очистных сооружений позволяют оценить уровень эффективности существующих или проектируемых элементов очистки.
Проведенные исследования могут быть использованы при дальнейшей разработке нормативных документов, которые будут определять процесс оценки эффективности действующих очистных сооружений [5, c. 30].
В экологическом законодательстве отсутствуют правовым образом, установленные общие экологические ограничения на природопользование с учетом принципов и требований обеспечения устойчивого развития территорий и экологической безопасности. Установление экологических ограничений на использование водно-ресурсного потенциала согласуется с положением о необходимости достижения баланса экологических и экономических интересов общества [5, c. 32].
Для оценки экологической опасности гальванического производства служит экологический критерий (ЭК), который определяется как отношение конечной концентрации компонента раствора в сбрасываемой (очищенной) воде (Скон) к его ПДК в воде рыбохозяйственных водоемов и прямо пропорционально зависит от концентрации компонента в технологическом растворе (С0), кратности разбавления промывными водами выносимого из ванны раствора (q/Q) и обратно пропорционально зависит от степени очистки сточных вод (a):
![]()
Чем больше экологический критерий, тем большую экологическую опасность представляет тот или иной технологический раствор, гальванический цех; суммарно по всему гальваническому цеху с учетом работы очистных сооружений экологический критерий не должен превышать единицы: ЭК£1 [4, c. 145].
Представленная зависимость показывает, что снижение отрицательного воздействия гальванического производства на окружающую среду достигается снижением экологической опасности применяемых растворов и электролитов (С0/ПДК), рационализацией водопотребления (q/Q) и повышением эффективности очистки сточных вод (a).
Таким образом, при проведении работ по снижению экологической опасности гальванопроизводства в первую очередь необходимо проанализировать номенклатуру применяемых растворов и электролитов и по возможности произвести замену токсичных растворов на менее токсичные либо снизить концентрацию токсичных компонентов в применяемых растворах [4, c. 150].
При замене растворов и электролитов необходимо учитывать эффективность очистных сооружений по очистке образующихся при этом стоков. Так, например, при замене цианистого электролита цинкования на сернокислый при одинаковой концентрации ионов цинка и неизменных системах промывки деталей и очистки кисло-щелочных стоков экологический критерий технологии цинкования ухудшается в сотни раз из-за практически полной очистки стоков от цианидов (до ПДК) и незначительной степени очистки сточных вод от сульфатов (до 30%).
Поэтому в случае надежной системы обезвреживания цианистых стоков проблема замены цианистых электролитов определяется не столько степенью воздействия на окружающую природу, сколько санитарно-гигиеническими условиями труда при приготовлении и эксплуатации этих электролитов, а также необходимостью организации отдельных систем обезвреживания циансодержащих сточных вод и другими технико-экономическими моментами. Если же заменять цианистые электролиты на аммиакатные, то это может вызвать дополнительные трудности при очистке сточных вод, содержащих медь [4, c. 162].
2. Анализ эффективности очистки гальванических стоков на Санкт-Петербургском заводе гальванических изделий
2.1 Динамика основных показателей очистки гальванических стоков
Сточные воды, поступающие на централизованную заводскую станцию очистки, содержат комплекс неорганических и органических соединений с различными физико-химическими свойствами. Анализ состава сточных вод производства, дает следующие усредненные концентрации вредных ингредиентов в этих сточных водах (мг/л): общая минерализация - до 2000; взвешенные вещества - до 400; азот аммонийный - до 30; сульфаты - до 500; хлориды - до 1000; жиры и масла - до 25; железо - до 50; медь - до 35; никель - до 40; цинк - до 25; хром+3 - до 130; хром+6 - до 120; кадмий - до 2; фтор - до 2; цианиды - до 100. Такое разнообразие веществ и диапазонов их концентраций требует применения совокупности различных способов очистки сточных вод.
Однако до сих пор для нейтрализации стоков гальванических производств используется традиционный способ с применением растворов извести, при котором образуется большое количество солей кальция в осадке, что обусловливает трудности в переработке последнего [9].
Анализ организации промывки деталей в гальваническом производстве показывает, что проточная схема нерациональна по следующим причинам:
- вода подается в ванну промывки деталей независимо от процесса нанесения гальванических покрытий. На очистные сооружения сбрасывается вода независимо от концентрации солей тяжелых металлов в ней. Затраты воды в таком технологическом процессе неоправданно большие;
- практически отсутствует замкнутый цикл водооборота на производствах. Финансовые средства затрачиваются как на организацию процесса очистки, так и на водопользование.
Более целесообразной представляется организация локальной очистки воды для каждой ванны промывки деталей по схеме замкнутого оборота воды. При этом отсутствуют:
- потери электролита, уносимого деталями на своих поверхностях;
- практически отсутствуют сбросы воды на заводские очистные
сооружения и др. [9].
Выбор схемы и параметров установки очистки зависит от динамики поступления солей тяжелых металлов в ванну для промывки деталей. Данные по динамике поступлений солей тяжелых металлов в воду при наличии оборудования очистки в замкнутой схеме водооборота практически отсутствуют.
Были проведены исследования динамики изменения концентрации солей тяжелых металлов в такой схеме. Характерные изменения концентрации солей тяжелых металлов в ванне для промывки деталей в течение периода наблюдений на примере никеля приведен на рис. 1.
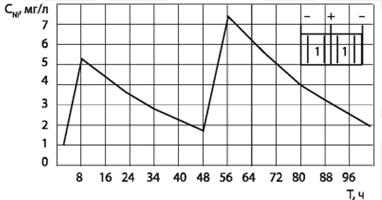
Рис. 1. Динамика изменения концентрации солей никеля в ванне для промывки деталей после гальванического процесса нанесения защитного покрытия
Для других солей тяжелых металлов (Cr, Cu, и др.) характер изменения концентраций практически не отличается. Изменяется только абсолютное значение концентрации солей тяжелых металлов, которое зависит от интенсивности и технологических особенностей процессов нанесения гальванических покрытий [7].
Анализ данных рис. 1 показывает, что при объеме ванны до 0,7 м3 и расходе воды на установку очистки до 20 л/ч концентрация никеля в ванне не превышала 7 мг/л.
В результате обобщения экспериментальных данных по динамике изменения концентрации солей тяжелых металлов в ваннах для промывки деталей после нанесения гальванических покрытий в замкнутой схеме водооборота, включающей установку очистки воды, получена номограмма (рис. 2) для определения кратности циркуляции воды в системе " ванна для промывки деталей - установка очистки".
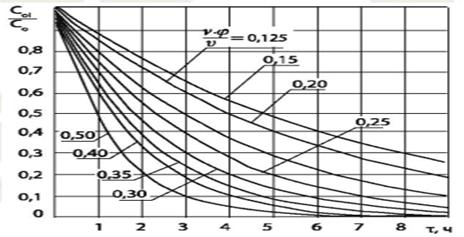
Зная среднюю периодичность промывки деталей в ванне , эффективность очистки воды от солей тяжелых металлов в установке очистки , объем воды в ванне (V) для заданного значения снижения концентрации солей тяжелых металлов в ванне в период между двумя промывками детали(Соi/Со), помощью номограммы (см. рис.2) достаточно просто определить необходимый расход воды через установку очистки (v) [4, c. 161].
Эти данные индивидуальны для каждого технологического процесса. Поэтому до разработки технического решения по очистке промывной воды на гальванических участках необходимо предварительно определить динамику изменения концентрации солей тяжелых металлов в ванне для промывки деталей.
На основе вышеприведенной оценки системы "ванна для промывки деталей - установка очистки воды" были отработаны технологические режимы для локальной системы замкнутого водооборота ванны промывки деталей после хромирования. Концентрация Cr+6 в воде колебалась в пределах от 10 до 120 мг/л. Потери Cr+6 с оставшейся водой на поверхности детали были минимальны не более 0,1 мг/м2 поверхности детали [7].
Показатели по использованию воды и сбросу загрязняющих веществ в водные объекты за 5 лет представлены в таблице 2. 1
Таблица 2.1
| Показатели |
Единицы измерения |
2006г | 2007г | 2008г | 2009г | 2010г |
| Железо | тонн | 1,7 | 1,6 | 2,8 | 2,1 | 2,7 |
| Цинк | тонн | 4,6 | 3,4 | 2,8 | 1,34 | 1,70 |
| Медь | тонн | 1,4 | 2,25 | 9,2 | 4,72 | 3,89 |
| Никель | тонн | 5,3 | 9,75 | 8,7 | 7,1 | 1,66 |
| Хром | тонн | 3,8 | 3,9 | 3,8 | 2,4 | 2,5 |
|
Азот аммонийный |
тонн | 2,1 | 2,6 | 1,6 | 1,6 | 2,0 |
| Сульфаты | тонн | 2,8 | 2,5 | 5,6 | 7,3 | 1,1 |
| Жиры и масла | тонн | 3,6 | 3,9 | 2,8 | 3,4 | 3,7 |
| Хлориды | тонн | 2,06 | 2,33 | 3,47 | 1,80 | 3,27 |
| Кадмий | тонн | 7,7 | 2,08 | 0,01 | 0,241 | 0,01 |
|
Взвешенные вещества |
тонн | 3,4 | 0,34 | 0 | 2,7 | 0,71 |
2.2 Эффективность существующих технологий очистки гальванических стоков на Санкт - Петербургском заводе гальванических изделий
Гальваническое производство не может функционировать без очистных сооружений, так как является одним из наиболее опасных источников загрязнения окружающей среды. Поэтому в себестоимость продукции гальванического производства обязательно должны включаться затраты на отведение жидких отходов, обезвреживание стоков и размещение твёрдых отходов, среди которых наибольшими являются затраты на обезвреживание стоков и в частности очистку сточных вод. Эти затраты определяются стоимостью очистного оборудования и его обслуживания, а также стоимостью расходных материалов. То есть способ очистки стоков, и тип очистного оборудования в значительной степени влияют на себестоимость продукции.
В связи с этим имеет большое значение выбор очистного оборудования, удовлетворительного как по производительности и эффективности очистки, так и по капитальным и эксплуатационным затратам [4, c. 147].
Объём и состав сточных вод могут меняться в широких интервалах только вслед за изменениями в таких же интервалах расхода воды на промывку. В свою очередь расход воды гибко изменяться может только с помощью мероприятий сокращения водопотребления, которые применимы к действующему оборудованию без его реконструкции. К таким мероприятиям относятся изменение последовательности операций промывки, многократное использование промывной воды и использование ванн улавливания [9].
Изменение последовательности промывочных операций позволяет сократить расход воды на промывку после отдельных технологических операций на 30-3900 л/м2; многократное использование промывной воды в линии нанесения покрытий – на 300-2000 л/м2, а в линии обработки алюминия – на 1000-1700 л/м2; использование ванн улавливания позволяет в 2 раза снизить загрязнённость сточных вод и получать высококонцентрированные промывные воды небольших объёмов. В целом по гальваническому цеху без его реконструкции расход воды может быть изменён в несколько раз.
Помимо сокращения расхода воды и, следовательно, объёмов и количественного состава сточных вод в действующем гальваническом цехе возможны ряд мероприятий по изменению технологий гальванопроизводства. К таким мероприятиям относятся замена токсичных компонентов и электролитов на менее токсичные (цианистых электролитов на бесцианистые, соединений шестивалентного хрома на соединения трёхвалентного хрома, биологически жёстких ПАВ на биологически мягкие и т.п.), а также замена компонентов, мешающих очистке и (или) трудно поддающихся очистке (аммиакаты, пирофосфаты, цитраты, ацетаты, трилонаты, тартраты и др.). Эти мероприятия позволяют не только изменить качественный состав сточных вод, но и даже ликвидировать образование отдельных видов стоков (цианистых, хромсодержащих), что в свою очередь резко меняет требования к очистному оборудованию и существенно расширяет его выбор.
Вместо существующей станции нейтрализации было предложено 24 схемы очистки сточных вод рассмотренного цеха, наилучшие из которых позволяют до 74 % промывной воды заключить в водооборот и организовать замкнутый оборот ионов Zn2+, Ni2+, Sn2+ и Cr6+ [7].
Достичь соблюдение требований ПДК к очищенной воде можно не только за счёт изменения водопотребления и совершенствования технологий гальванопроизводства, но и изменяя водоотведение. Это можно проиллюстрировать на конкретном примере гальванического цеха, в котором проводятся 5 технологических процессов различной производительности (F, м2/ч) и с различными схемами промывок: в линии Niмат – Cuбл –Niбл –Сr после ванн, содержащих электролиты с ионами тяжёлых металлов, установлены ванны улавливания (У) и каскадные ванны промывки (2КП); в линиях цинкования и анодирования алюминия – каскадные ванны промывки (2КП); в линии химического оксидирования стали после основной ванны установлены две одинарные ванны промывки [4, c. 158].
В этом цехе формируются хромсодержащие стоки объёмом 1,5 м3/ч и кисло-щелочные стоки 20 м3/ч, содержащие ионы меди, никеля и цинка. Они общим потоком направляются на очистные сооружения, где обезвреживаются реагентным методом (рис. 3). В результате этого образуются недостаточно очищенные сточные воды, которые нельзя сбрасывать в природные водоёмы – превышение остаточной концентрации ионов тяжёлых металлов над ПДК для водоемов рыбохозяйственного назначения (ПДК рыб.) составляет десятки раз [4, c. 156].
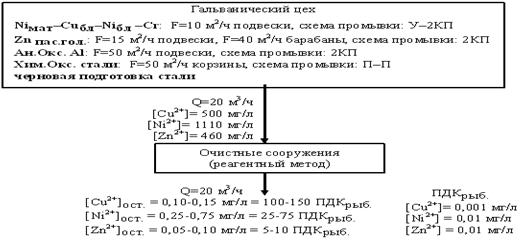
Рис. 3. Организация очистки общих стоков реагентным методом
Но если выделить промывные воды, содержащие ионы Cu2+, Ni2+ и Zn2+, и с помощью того же реагентного метода очистить эти воды по отдельности, тогда после смешения их с остальными кисло-щелочными стоками в нейтрализаторе можно получить очищенную сточную воду, удовлетворяющую самым жёстким требованиям ПДК рыб. (рис. 4).
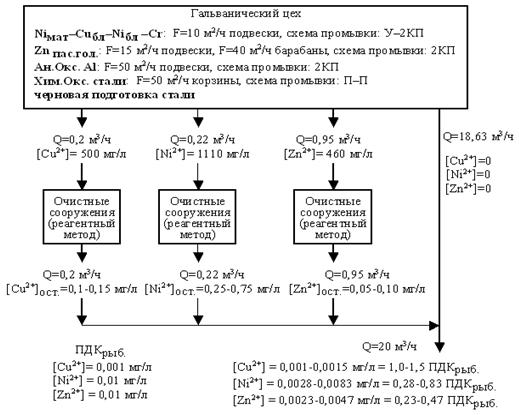
Рис.4. Организация очистки локальных стоков реагентным методом
Таким образом, изменяя водопотребление и водоотведение гальванического производства можно изменить условия очистки стоков, что позволяет адаптировать действующие технологии гальванического цеха к наилучшим технологиям очистки или даже с помощью неудовлетворительной очистки добиться выполнения жёстких требований к очищенной воде [8, c. 151].
3.Совершенствование технологий эффективности очистки гальванических стоков на Санкт-петербургском заводе гальванических покрытий
3.1 Направления совершенствования
Загрязнение тяжелыми металлами активных илов очистных сооружений связано с тем, что на гальванических производствах предприятия города проблема очистки гальванических стоков не решена.
В настоящее время до 30% солей тяжелых металлов полезно расходуются в технологических процессах, большая часть солей тяжелых металлов поступает через систему городской канализации на очистные сооружения или сбрасывается в открытые водоемы. К 2005 году более 70% цехов предприятия требовали совершенствования технологии гальванических производств от создания новых производств на основе безотходных и малоотходных технологий, до реконструкции действующих производств [10].
Совершенствование технологии гальванических производств включает следующие направления:
1. Замена токсичных рецептур электролитов на менее токсичные или внедрение новых рецептур электролитов с пониженным содержанием солей тяжелых металлов. Так замена цианистых электролитов на бесцианистые, применение солей трехвалентного хрома для пассивации цинковых покрытий значительно снизили сбросы вредных веществ в окружающую среду от гальванических производств предприятия города, где эти технологии были внедрены.
2. Снижение водопотребления на 50-70% путем реконструкции промывочных устройств и более рационального использования воды. Возможность снижения водопотребления подтверждена в ряде проектов реконструкции гальванических производств. При этом предусматривается возврат токсичных компонентов из промывочных вод в производство за счет организации бессточной технологии.
3. Замена морально устаревшего оборудования обезжиривания поверхностей перед нанесением на них покрытий. Эксплуатация устаревшего оборудования обезжиривания поверхностей приводит к переносу на поверхность обрабатываемых деталей органических загрязнений, которые сокращают срок службы растворов в основных ваннах в 1.3-1.4 раза. Отечественные пути решения этой проблемы позволяют сократить расход химикатов в 1.2-1.7 раза, воды в 10-15 раз, электроэнергии в 1.3-1.4 раза.
4. Внедрение прогрессивных технологий, включая оборудование регенерации или обезвреживания отходов. Для реализации этих направлений в 1995 году была разработана "Программа природных мероприятий на гальванохимических производствах предприятий Санкт-Петербурга в 1995-2000 гг. для оздоровления бассейна Балтийского моря". Программа и положения данной программы могут быть использованы при подготовке проектных решений предприятиями в Санкт-Петербурге [6].
Уже около десяти лет решается в регионе проблема переработки токсичных промышленных отходов. Распоряжением Правительства Ленинградской области от 14 июля 1995 года N 713-р был утвержден акт выбора площадки под проектно-изыскательские работы для строительства предприятия по переработке промышленных токсичных отходов в районе поселка Красный Бор Тосненского района общей площадью 20,4 гектара, в том числе 13,25 гектара с северной стороны существующего полигона под строительство предприятия и 7,15 гектара с западной стороны для захоронения переработанных отходов с последующей прирезкой территории по мере ее использования [10].
В 1995 году на государственную экологическую экспертизу поступило ТЭО создания производства по переработке и захоронению промышленных отходов Санкт-Петербурга и Ленинградской области. Комплексная технология по переработке промышленных токсичных отходов органического и неорганического характера и утилизации образующихся вторичных отходов разработана РНЦ "Прикладная Химия" с учетом собственного и зарубежного опыта. В основу предлагаемой технологии переработки 100 тыс.тонн отходов в год заложены принципы минимизации отходов и перевода их в менее токсичные формы, что достигается:
для 70 тыс.тонн органических отходов - методом термического обезвреживания с последующей очисткой дымовых газов;
для 30 тыс.тонн неорганических отходов - методом физико-химической обработки различными реагентами и последующей концентрацией [10].
3.2 Оценка эффективности развития технологий очистки гальванических стоков
Организация гальванических производств, отвечающих требованиям экологической безопасности, и современных очистных сооружений с обязательным использованием средств автоматизации и компьютеризации основных производственных процессов позволит решить экологические проблемы с минимальными затратами.
Важным фактором в решении этой проблемы является совместная работа технологов основного производства и экологов уже на начальной стадии выбора технологических решений. Необходимо, чтобы главным принципом организации производств было максимальное предотвращение попадания загрязнений на очистные сооружения, так как экономически выгоднее предотвратить загрязнение воды, чем потом очищать загрязненную воду [ 3, c. 140].
Важным моментом является использование схем, позволяющих исключить или максимально снизить сброс таких компонентов, как кадмий, никель, медь, цинк, хром. Исключение или снижение содержания тяжелых металлов в осадке позволяет классифицировать их как осадки 3 – 4 класса опасности для окружающей среды, что снижает плату за их захоронение. При ужесточении требований к накоплению и хранению таких осадков, данный фактор существенно повышает экономическую эффективность реализации технических решений при несомненном высоком экологическом эффекте.
Примером эффективных решений является использование локальных систем очистки сточных вод. Установка локальных систем очистки (выпарные установки небольшой мощности, модули С.С.Кругликова) позволяет вернуть не только воду на повторное использование, но дорогостоящие компоненты технологических растворов. Но основное природоохранное значение определяется исключением сброса в окружающую среду опасных тяжелых металлов [10].
На предприятии г.С-Петербурга использование выпарной установки производительностью 25л/ч позволяет исключить сброс на очистные сооружения и вернуть в технологические ванны 1300кг/год хромового ангидрида. Упаривание промывной воды после никелирования обеспечивает возврат в технологические ванны 890кг/год сернокислого никеля и 160кг/год хлористого никеля. Для снижения энергозатрат используются выпарные установки с тепловым насосом, упаривание осуществляется при температуре 35-45°С. Перед подачей на упаривание промывная вода очищается на ионообменных смолах, что исключает накопление примесей в концентрате.
Использование локальных оборотных систем позволило снизить количество осадка, образующегося при обезвреживании стоков на очистных сооружениях, с ~23,5т/год до ~16,5т/год, и что особенно важно снизить сброс тяжелых металлов.
Организация циркуляционных систем также позволяет снизить или исключить попадание тяжелых металлов в гальваностоки.
Однако, необоснованное завышение производительности оборотных систем или неправильный выбор габаритов и типа оборудования для подготовки воды оборотных систем даже при наличии значительного экологического эффекта (снижение сброса загрязняющих компонентов) может привести к отрицательному экономическому эффекту за счет увеличения расходов на систему подготовки воды.
Использование линий, отвечающих требованиям экологической безопасности, в которых удельный расход воды на промывные операции 10-20л/кв. м позволяет резко сократить требуемые площади под очистные сооружения. В некоторых случаях очистные сооружения располагаются вдоль линии, как на данном предприятии г.С-Петербург (производственная программа увеличена до 400мыс.кв./год, расход воды 1 куб.м/ч, циркуляционная система 1,5 куб.м/ч) [10].
Эффективность предварительного просчета конечных результатов для выбора оптимальных экологических и экономических технических решений комплекса гальваническое производство – очистные сооружения, лишний раз подчеркивает необходимость совместной работы технологов и экологов.
Обоснованные технологические решения позволяют проводить реконструкцию гальванических производств, обеспечивая максимальную этологическую эффективность без увеличения себестоимости покрытий.
Заключение
Гальваническое производство характеризуется широкой распространенностью, значительным разнообразием технологических процессов, составов растворов и электролитов, образованием достаточно токсичных отходов самого разнообразного состава. Основной набор электролитов и технологических растворов можно считать сложившимся и в ближайшее время вряд ли следует ожидать радикальных изменений в области создания электролитов, которые вызвали бы резкий скачок в развитии гальванотехники. С другой стороны, развитие технологии и оборудования по переработке отходов гальванического производства в настоящее время осуществляется быстрыми темпами.
Однако до сих пор не создано универсального очистного оборудования, способного обезвредить всю гамму (по составу и объёму) гальванических отходов. Поэтому стараются применять очистное оборудование со значительным запасом как по производительности, так и по универсальности, что вступает в противоречие с экономическими возможностями заводов. В сегодняшних условиях рыночной экономики (когда на первый план выходят не монотонность и ритмичность, а гибкость производства, не производство любой ценой, а получение прибыли или просто выживаемость) требование повышения универсальности и производительности очистного оборудования ещё в большей степени усиливается.
Раздельное, а порой и независимое друг от друга развитие прикладной гальванотехники и охраны окружающей среды очень часто приводит к производственным конфликтам между специалистами этих видов технологий, что ещё больше усугубляет неблагоприятную экологическую обстановку. Главными задачами гальваников являются повышение производительности процессов, снижение себестоимости и достижение требуемого качества продукции. В подавляющем числе случаев решение только этих задач приводит к перегрузке и снижению эффективности работы очистных сооружений, к росту платы за загрязнение окружающей среды и в конечном итоге к повышению себестоимости продукции.
В подавляющем числе случаев решение только технических задач (повышение производительности процессов, снижение себестоимости и достижение требуемого качества продукции) приводит к перегрузке и снижению эффективности работы очистных сооружений.
Достижение устойчивого развития возможно лишь путём переориентации промышленных процессов производства товаров и услуг на новые модели, которые будут способствовать снижению нагрузки на окружающую среду и повышению эффективности промышленного производства. Необходимо внедрение экологически чистых технологий, обеспечивающих создание безопасных для окружающей среды производств, предотвращающих загрязнение природы и обеспечивающих более эффективное использование сырья.
Для снижения экологической опасности гальванического производства необходимо заменить наиболее токсичные электролиты. Наиболее остро стоит проблема замены электролитов хромирования на основе соединений шестивалентного хрома. Её нерешённость потребовала разработки электролитов хромирования на основе соединений трёхвалентного хрома, которые позволили бы хотя бы в некоторых случаях заменить электролиты на основе соединений шестивалентного хрома.
Бессистемность и нерегулярность смены технологических растворов, а также их высокая экологическая опасность потребовала усовершенствования и упрощения методик очистки электролитов от загрязнений, определения срока службы технологических растворов и разработки путей рекуперации отработанных растворов, содержащих однотипные компоненты.
Поставленные задачи находятся в разной степени готовности, направлены на разрешение независимых друг от друга проблем, требуют для своего решения применения разнообразных подходов. Но, несмотря на разнородность поставленных задач, их решение направлено на достижение единой цели — разработку технологии создания экологически безопасного гальванического производства.
Экологически безопасное производство при минимальном объёме отходов и предотвращении загрязнения - единственный путь к преодолению противоречий между такими процессами, как экономическое развитие и защита окружающей среды.
Список использованных источников
1. Бучило Э. Очистка сточных вод травильных и гальванических отделений. –М.: Металлургия, 1974. с. 9-11.
2. Вансовская К.М. Гальванические покрытия. –Л.: Машиностроение, 1984.
с. 148
3. Виноградов С.С. Экологически безопасное гальваническое производство. /Под редакцией проф. В.Н. Кудрявцева.– Изд. 2-е, перераб. и доп.; Глобус. М., – 2002. – с.135 -148.
4. Виноградов С.С. Организация гальванического производства. Оборудование, расчет производства, нормирование. / Под редакцией проф. В.Н. Кудрявцева.; Глобус. М. – 2002. – с.145-165.
5. Каднер Л.И. Справочник по гальваностегии. – Киев.: Техника, 1976. с. 25-32.
6. Лекция на 5 сессии Международной школы повышения квалификации 11-16 октября 1999 года в НИФХИ им. Л.Я. Карпова
7. Окулов В.В. Экологические, технологические и экономические аспекты замены шестивалентных растворов хроматирования (пассивирования). / http://www.galvanotehnika.info/pr_m.php?page=1
8. Плеханов И.Ф. Расчет и конструирование устройств для нанесения гальванических покрытий. – М.: Машиностроение, 1988. с. 151.
9. Сайт Санкт – Петербургского завода гальванических покрытий №1. http://www.zgp1.ru/documents/contact_request.php
10. Сайт Российского химико-технологического университета им. Д.И. Менделеева Технопарк. Очистка / Карта сайта / Гальваническое оборудование. http://enviropark.ru/course/category.php?id=5
11. Сайт компании ООО «Гальсар». Очистка гальванических стоков / Гальванические стоки. http://www.galsar.ru/ob/sewage-treatment
| Эффективные методы очистки технических вод машиностроительного ... | |
|
Тема проекта: Эффективные методы очистки технических вод машиностроительного предприятия ОТЗЫВ научного руководителя на дипломный проект ..(кого ... при получении на месте требует либо немедленного использования, либо, для обеспечения возможности хранения, специальных мер по очистке исходной воды и соли от ионов тяжелых ... Кроме того, циансодержащие стоки образуются при термической закалке стальных изделий в расплавах цианистых солей, а на металлургических предприятиях цианиды попадают в сточные воды ... |
Раздел: Рефераты по экологии Тип: реферат |
| Проект участка очистки сточных вод гальванического производства | |
|
КУРСОВАЯ РАБОТА На тему: "Проект участка очистки сточных вод гальванического производства" Сыктывкар 2010 Введение Основным видом отходов в ... Тем не менее, представленные выше методы очистки сточных вод гальванического производства, (за исключением вакуумного выпаривания, которое при прямом применение является ... Электрохимические методы очистки сточных вод гальванического производства обладают рядом преимуществ: простая технологическая схема при эксплуатации оборудования, удобство ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Производство гальванических фосфатных покрытий стальных деталей на ... | |
|
КАЗАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра ТЭП Специальность 2503 Курсовой проект Тема: "Производство гальванических фосфатных ... Очистные сооружения предусмотрены для очистки токсичных промышленных стоков от гальванического цеха: кислот, цианосодержащих и хромосодержащих. Сточные воды после ванн электрохимического обезжиривания и после ванн травления гальванического цеха, загрязненные кислотами, щелочями и солями тяжелых металлов очищаются ... |
Раздел: Рефераты по технологии Тип: реферат |
| Промышленная очистка сточной воды машиностроительного предприятия | |
|
Введение. 8 Глава 1. Литературный обзор. 10 1.1. Методы удаления растворимых примесей сточных вод. 10 1.3. Ионообменная сорбция, механизм ионного ... Электрокоагуляцию применяют для очистки сточных вод гальванических и травильных отделений от хрома и других тяжелых металлов, а также от цианов. Циансодержащие сточные воды содержат растворимые соли щелочных металлов NаСN, КСN, соли тяжелых металлов СuСN, Zn(CN)2 и комплексные соединения Сu(СN)3 , Сd(СN)4. Предельно ... |
Раздел: Рефераты по экологии Тип: курсовая работа |
| Разработка и обоснование применения очистных сооружений для очистки ... | |
|
ОГЛАВЛЕНИЕ 1. ВВЕДЕНИЕ 2 1.1 . Химическое загрязнение природных вод 3 1.2 . Неорганическое загрязнение 3 1.3 . Органическое загрязнение 5 1.4 . Вывод ... Гипохлоритный метод окисления цианидов до цианатов применяют при очистке обычных сточных вод гальванических отделений, в которых концентрация цианидов (в пересчете на ионы СN) не ... Т.к. в полнопрофильных гальванических отделениях образуются также и остальные 2 группы сточных вод (хромовых и кислых с основными), то индивидуальное выделение и удаление взвеси ... |
Раздел: Рефераты по экологии Тип: реферат |