Курсовая работа: Факторы, формирующие качество обуви
Введение
Э. Деминг определил понятие качества как: «Трудность в определении качества заключается в переводе свойств, необходимых пользователю, в измеряемые характеристики, чтобы продукция мола быть спроектирована и представлена потребителю за такую цену, которую он мог бы заплатить. Это нелегко, поскольку как только кто-то почувствует успех своих усилий, он вдруг ощущает, что потребности потребителей изменились, конкурент вырвался вперед, применяя новые, улучшенные материалы, предлагает аналогичную продукцию по более низким ценам, но более привлекательную...» [6, с. 146].
Проблема обеспечения качества продукции в большинстве развитых стран переросла в национальную стратегию. Ее успешное решение базируется на учете и полноте использования факторов, обеспечивающих повышение качества, стимулирование качества и сохранение качества продукции (товаров). К первой группе факторов относится: качество проектирования (моделирование и конструирование), качество изготовления (качество нормативно-технической документации, оборудования и инструментов, сырья, комплектующих изделий, качество труда работников, соблюдение технологических режимов работы) [1, с. 24].
Ко второй группе, т.е. к стимулирующим факторам, относятся экономическая эффективность (включая цену), материальная заинтересованность работников, моральные стимулы, санкции предъявляемые за выпуск продукции низкого качества.
К третьей группе относятся все мероприятия, направленные на снижение потерь (порчи) и охватывающие этапы товародвижения и непосредственной эксплуатации (потребления) продукции (товаров). Это, оптимальное обеспечение транспортирования, хранения и реализации, а также использование товаров, учет сложности исходной природы и структуры материальных ценностей, знание многообразия воздействий (механических, химических, физических и биологических), полнота использования научно-практических разработок по сохранению качества.
Ориентация на потребителя является гарантией повышения уровня качества продукции или услуги. Ее реализация требует сочетания умения хозяйствовать в новых условиях экономической самостоятельности с ответственностью, многолетняя практика сложившихся экономических отношений за рубежом построена именно на взаимной ответственности. [11, с. 19].
В передовых странах мира эпоха массового спроса на основные потребительские товары миновала в 30-х годах, когда спрос стал близок к насыщению. На этой стадии главные задачи предпринимательской деятельности состояли в разработке и усовершенствовании механизма массового производства, снижавшего издержки выпуска продукции. Успех в конкурентном сбыте имели фирмы, предлагавшие стандартные товары по самой низкой цене [18, с. 200].
На смену массовому спросу пришла эпоха массового сбыта. Ее символизировал принцип ежегодной смены моделей, переход от стандартной продукции к дифференцированной. В условиях конкуренции главными задачами управления стали предложение на рынке новых моделей, реклама, организация сбыта и другие различные способы воздействия на выбор потребителя. Основное внимание в производстве стало уделяться качеству продукции и ее ассортименту. Забота о поддержании уровней прибылей отошла на второй план.
С 50-х годов наступила постиндустриальная эпоха, для которой характерно производство высококачественных товаров для потребителей с высоким уровнем доходов. Технический прогресс коренным образом изменяет как спрос, так и предложение. Основное внимание уделяется созданию новых высококачественных видов продукции на базе новейших технологий. На этой стадии потребители становятся более разборчивыми: чаще настаивают на полной информации о покупаемом товаре, требуют гарантий качества и защиты своих интересов [17, с. 452].
Актуальность темы можно определить так: на качества товаров влияет множество факторов начиная от используемого сырья, технологических операций, процессов моделирования и конструировония до конкретных факторов влияющих на свойство товаров. Таким образом изучение всех изменений факторов дает право считать что данная тема будет актуальна на любом этапе существования производства товаров.
Объект изучения: факторы, формирующие качество товаров.
Предметам исследования, является изучение конкретных факторов влияющих на свойство и качество обуви, а также их характеристика.
Основной целью работы является изучение факторов формирующих качество обуви.
Для достижения этой цели поставлены следующие задачи:
- рассмотреть классификацию и характеристику факторов, формирующих качество товаров (сырьё и материалы, технологические процессы, процессы конструирования и моделирования).
- изучить факторы, формирующие качество товарной группы (обуви).
- дать анализ влияния конкретных факторов на свойство товаров.
В процессе написания данной курсовой работы использовались материалы учебного характера «Теоретические основы товароведения» под общей редакцией Сыцко В.Е., статьи журналы экономического, анализирующего плана и др.
При написании данной курсовой работы были использованы такие общенаучные и специальные методы исследований, как анализ (сравнение, логический), обработки информации (графический), анализа информации (сравнение), социологическое анкетирование.
Курсовая работа состоит из введения, трех глав, пяти подпунктов, заключения, списка использованной литературы и приложения.
1. Классификация и характеристика факторов, формирующих качество товаров
1.1 Влияние сырья и материалов на качество товаров
Одним из важнейших факторов роста эффективности производства является улучшение качества выпускаемых товаров или предоставляемой услуги. Повышение качества выпускаемых товаров расценивается в настоящее время, как решающее условие её конкурентоспособности на внутреннем и внешнем рынках. Конкурентоспособность товаров во многом определяет престиж страны и является решающим фактором увеличения её национального богатства.
Качество товаров относится к числу важнейших критериев функционирования предприятия в условиях относительно насыщенного рынка и преобладающей неценовой конкуренции. Повышение технического уровня и качества продукции определяет темпы научно – технического прогресса и рост эффективности производства в целом, оказывает существенное влияние на интенсификацию экономики, конкурентоспособность отечественных товаров и жизненный уровень населения страны [14, с. 7].
Рост технического уровня и качества выпускаемых товаров является в настоящее время наиболее характерной чертой работы предприятий в промышленно развитых странах. В условиях преобладающей неценовой конкуренции и насыщенного рынка именно высокое качество продукции служит главным фактором успеха. Качество выпускаемых товаров по праву можно отнести к важнейшим критериям деятельности любого предприятия. Именно повышение качества продукции определяет степень выживаемости фирмы в условиях рынка, темпы научно - технического прогресса, рост эффективности производства, экономию всех видов ресурсов, используемых на предприятии.
Обеспечение качества это совокупность планируемых и систематически проводимых мероприятий, направленных на формирование и сохранение установленных требований к качеству и заданному количеству товаров. При планировании и осуществлении этих мероприятий необходимо учитывать комплекс факторов, влияющих на формирование и сохранение качества и количества товаров. На разных этапах единого технологического цикла приоритетны разные группы факторов: формирующие или сохраняющие.
Формирующие факторы - комплекс объектов и операций, свойственных определенным этапам технологического цикла и предназначенных для формирования заданных требований к качеству и количеству продукции. К этой группе факторов относятся сырье, технология производства, конструирование и моделирование [16, с. 187].
Сырье - один из основополагающих факторов, формирующих качество товаров. Виды сырья и их соотношение (рецептура) определяются на этапе проектирования и разработки продукции. На этапе производства необходимо лишь четко соблюдать заданные сырьевые параметры.
Различают основное и вспомогательное сырье, материалы, в том числе упаковочные, а также полуфабрикаты и комплектующие изделия. Основное сырье - составная часть сырья, существенно влияющая на формирование качества готовой продукции на стадии производства. Сырье и материалы относятся к одному из основополагающих факторов, формирующих качество товаров. Различия между указанными элементами сырьевого фактора заключаются в степени их обработки и готовности, а также воздействия на формирование качества и количества продукции [15, с. 299].
Состав и свойства сырья могут подвергаться более или менее значительным изменениям, обусловленным глубиной технологической обработки. В ряде случаев сырье и материалы существенно не изменяются. Так, при пошиве обуви состав и свойства кожи не изменяются; изменения касаются только формы изделий в соответствии с конструкцией. В то же время при производстве многих пищевых продуктов происходят существенные изменения состава и свойств основного сырья (например, при производстве хлеба, сухарных, бараночных изделий). Основное сырье наряду с технологией производства в значительной мере определяет ассортиментную группу готовой продукции. Так, основное сырье для хлеба - мука - обусловливает вид хлеба: пшеничный, ржаной, ржано-пшеничный.
Вспомогательное сырье - составной элемент сырья, предназначенный для улучшения состава и свойств основного сырья или готового продукта. Вспомогательное сырье, как правило, не определяет количественные характеристики изготовляемого товара, а представляет собой составной элемент сырья, предназначенный для улучшения состава и свойств основного сырья или готового продукта. В ряде случаев даже ограничивается максимально предельное содержание этого сырья. В качестве вспомогательного сырья для обувной продукции используют добавки (красители, стабилизаторы цвета). В качестве вспомогательного сырья для пищевых продуктов используют пищевые добавки (красители, консерванты, эмульгаторы, загустители, стабилизаторы цвета и т. д) [15, с. 302].
Материалы это продукция первичной переработки сырья, предназначенная для вторичной обработки и получения продукции для конечного использования. К ним относятся ткани, кожа, меха, металл, стройматериалы и др. различают основные, вспомогательные и отделочные материалы.
Основные материалы - продукция, используемая для получения новой продукции с другой ассортиментной характеристикой, путем конструирования, моделирования, пошива, обработки. При этом продукция приобретает новые потребительские свойства, как правило, без существенного изменения химического состава этих материалов.
Вспомогательные материалы предназначены для обеспечения сохраняемости товаров, а отделочные для улучшения эстетических свойств, в том числе внешнего вида, а так же формирование стильного единства или определенных признаков моды. В количественном отношении вспомогательное сырье значительно уступает основному и чаще всего не определяет основную ассортиментную принадлежность готового изделия (принадлежность к группе, подгруппе или виду). Оно предназначено для улучшения органолептических свойств (внешний вид, консистенция, вкус и запах, внутреннее строение), а также изменения состава и структуры изделий с целью повышения сохраняемости, свойств функционального и социального назначения. Благодаря этому вспомогательное сырье и материалы обеспечивают внутривидовое разнообразие готовой продукции. Так, многочисленные наименования, сорта, марки товаров зачастую отличаются друг от друга вспомогательными сырьем и материалами (например, шоколад молочный, сливочный, ванильный, с орехами различается наполнителями).
К вспомогательным материалам относятся упаковка, перевязочные и отделочные материалы. Отделочные материалы применяют в основном для непродовольственных товаров (одежно-обувных, строительных, ювелирных). В меньшей степени - для пищевых продуктов: тортов, пирожных (кремы, глазурь, обсыпка) [19, с. 52].
Наряду с понятием «сырье» в практике встречаются понятия «полуфабрикат» и «фабрикат». Готовый продукт производства называется фабрикатом, незаконченный фабрикат - полуфабрикатом (заготовка обуви, черновые заготовки для мебели, одежда, подготовленная к примерке, и др.). Эти понятия часто условны и зависят от конкретной области применения продукта. Фабрикат одного производства может быть полуфабрикатом для другого. Так, черновые заготовки для мебели являются фабрикатом лесозаготовительной и полуфабрикатом мебельной промышленности. Ткань - фабрикат текстильной промышленности, но для производства одежды, мебели, игрушек она является полуфабрикатом.
От природы, состава и качества сырья во многом зависят свойства и качество готовой продукции. Изменяя химический состав и качество сырья, можно получать изделия с необходимыми свойствами. Для изготовления товаров народного потребления применяют различные по химическому составу, происхождению и свойствам сырьевые материалы. По химическому составу их делят на неорганические и органические; по происхождению - на природные, искусственные и синтетические. Если природные материалы не обладают необходимым комплексом свойств или имеются в недостаточном количестве, трудоемки в обработке и дороги, используются искусственные и синтетические материалы [20, с. 85].
Подводя итог можно сказать, что сырьё играет не маловажную роль при создании качественного товара. Сырьё бывает основным и вспомогательным. Вспомогательное дополняет основное для улучшения состава и свойств готового продукта. От природы и состава сырья во многом зависит свойства и качества готовой продукции. Так химический состав сырья делят на неорганический и органический; по происхождению природное, искусственное и синтетическое. Материалы это продукция первичной переработки сырья. Материалы как и сырье делят на основное и вспомогательное. Основные материалы используются для создания нового товара с другими ассортиментными характеристиками.
Путем конструирования и моделирования товар приобретает новые потребительские свойства. В свою очередь вспомогательные материала «отвечают» за качественный эстетический внешний вид, обеспечивают сохранность товара. Как правило материалы, как основные так и вспомогательные в процессе производства не меняют свои химические состава. Таким образом как и сырьё, будь это основное или вспомогательное, материалы непосредственно влияют на качество готового продукта. Только в комплексе при наличии качественного сырья и материалов возможно производство качественного товара.
1.2 Технологический фактор качества товаров
Под технологией понимается способ преобразования исходных ресурсов в продукцию. Описание таких способов для конкретного вида продукции и конкретного предприятия занимает порой целые тома, однако, как правило, из множества конкретных процессов и операций, составляющих данную технологию, можно выбрать ключевую совокупность из небольшого числа процессов, по сути полностью характеризующую с качественной стороны данную технологию и позволяющую однозначно отличить данный способ преобразования ресурсов в продукцию от любого другого способа, приводящего к тому же или близкому (по затрачиваемым ресурсам) результату [20, с. 87].
Технологический жизненный цикл товаров (ТЖЦТ) это совокупность стадий и этапов, применяемых на них средств методов для последовательного выполнения определенных операций, начиная от выявления запросов, их удовлетворения и завершая определением степени удовлетворенности потребителей. ТЖЦТ включает четыре стадии: предтоварную, товарную, послереализационную и утилизации. Каждой стадии присущи определенные этапы, на которых сначала формируются все товароведные характеристики товаров, а затем и обеспечивается сохранение части из них: качества и количества. Предтоварная стадия - совокупность этапов и операций, начиная от выявления запросов и заканчивая выпуском товара. 1 этап - разработка продукции; 2 этап - заготовка сырья (МТ база, основ, сырьё, вспомогательное сырье); 3 этап - приёмочный контроль сырья и основного и вспомогательного; 4 этап - производство продукции: подготовительный, основной и заключительный; 5 этап - контроль готовой продукции; Товарная стадия - совокупность этапов и операций, предназначенных для обеспечения сохраняемости товара после его выпуска из производства. В отличие от предтоварной стадии, для которой характерна строгая последовательность этапов и возможность отсутствия некоторых из них в зависимости от новизны товаров, этапы товарной стадии могут менять свою последовательность. Однако, единственный этап - реализация товаров - всегда является завершающим на этой стадии. Так, формирование товарных партий при наличии заказов на товар может быть начальным этапом, а при отлаженном спросе на первое место выступает хранение и транспортирование; например, перевозка товаров из производственных цехов на склад готовой продукции и хранение. 6 этап - формирование товарных партий (по смене, по накладной); 7 этап - хранение и транспортирование; 8 этап - предреализационная товарная обработка товаров (рыба во льду, пилы - в смазке); 9 этап - этап реализации; Послереализационная стадия - совокупность этапов и операций предназначенных для сохранения качества и количества товаров у потребителей после их приобретения, а так же удовлетворение потребностей за счет товароведных характеристик. Стадия утилизации товаров и уничтожения - совокупность операций и взаимозаменяемых этапов, предназначенных для обеспечения безопасности человека и окружающей среды. Так же установление степени удовлетворенности потребителей товарами; 10 этап - повторное использование либо утилизация [9, с. 147].
Технология производства - совокупность операций, предназначенных для формирования основополагающих товароведных характеристик готовой продукции. Наряду с основным сырьем технологические процессы оказывают решающее воздействие на формирование реального качества и количества конкретного продукта, его ассортиментной принадлежности. В процессе производства компоненты сырья подвергаются большим или меньшим изменениям, в результате чего качество готового продукта определяется тремя группами компонентов: компоненты, перешедшие в готовую продукцию без существенных изменений; компоненты сырья, изменившие исходные свойства; вновь образовавшиеся компоненты.
Например, при производстве виноградных вин без изменения остаются вода, винная кислота и минеральные вещества, изменяются количество и свойства дубильных и красящих веществ, вновь образуются спирт этиловый, ароматические вещества, органические кислоты. Соотношение указанных групп компонентов зависит от глубины и продолжительности технологической обработки, а также от этапа технологии производства. Различают три основных этапа технологии производства: подготовительный, основной и окончательный [8, с. 257].
Подготовительный этап - совокупность операций по подготовке основного и вспомогательного сырья и комплектующих изделий к переработке или сборке. На этом этапе исходные свойства сырья практически не изменяются или эти изменения касаются отделения малоценных частей. Например, при производстве обуви на подготовительном этапе проводят производство заготовок; при производстве плодоовощных консервов - мойку и сортировку сырья по качеству. Основными операциями подготовительного этапа могут быть раскрой, мойка, резка, обвалка, измельчение, сортировка, растворение в воде, плавление и т. п. Эти операции относятся к способам механической и гидромеханической обработок.
Основной этап - совокупность операции по переработке сырья (материалов, полуфабрикатов) или сборке комплектующих изделий для получения готовой продукции. Этот этап имеет решающее значение для формирования качества готовой продукции на стадии производства. Для него характерно существенное изменение исходных свойств сырья, материалов, полуфабрикатов, если применяется их глубокая переработка. Эти изменения обусловлены взаимодействием отдельных компонентов сырья, а также термическими, механическими и иными воздействиями, вследствие чего товары утрачивают исходные свойства или приобретают новые свойства, в том числе и назначение.
В результате сборки готовые изделия приобретают новые свойства, отличные от свойств комплектующих деталей. В этом случае количество переходит в качество, если соблюдается принцип совместимости. Например, при пошиве обуви, одежды происходит сборка готовых деталей изделия.
На основном этапе применяются разнообразные технологические операции: смешивание по рецептуре, термическая, механическая, электрическая и иная обработка, сборка.
Окончательный этап - совокупность операций по обработке готовой продукции с целью придания ей товарного вида, улучшения сохраняемости и подтверждения соответствия установленным требованиям [15, с. 325].
Исходные свойства сырья на этом этапе не изменяются, так как новое качество готового продукта уже сформировано. Все операции этого этапа направлены либо на дополнительные улучшения качества готовой продукции (упаковка, сортировка по градациям качества, обработка поверхности защитными покрытиями, окраска, маркирование и т. п.), либо на окончательный контроль качества.
Можно сделать вывод, что в процессе производства технологический фактор влияет на качество готовой продукции. Важно соблюдения установленных этапов технологического процесса. Это непосредственно влияет а предупреждения производственных дефектов.
Немаловажна своевременная модернизация технических линий производства. Она позволяет повысить уровень качества с наименьшими затратами. Новейшее оборудование позволяет рационально использовать сырьё, экономию электричества, а так же автоматизация линии производства позволяет избежать ошибки человеческого фактора и повышает уровень производительности труда.
Все эти три этапа технологического производства не маловажны, но наиболее весомым является основной этап. От которого в конечном итоге и зависит уровень качества готового продукта.
Таким образом, только при наличии современного оборудования, автоматизированных линий производства и опытного персонала возможен выпуск качественного конкурентоспособного товара.
1.3 Влияние процессов конструирования и моделирования
При проектировании и разработке продукции предусматриваются определенные требования к ее качеству и количеству. Эти требования должны устанавливаться на основе маркетинговых исследований рынка, конечным результатом которых является определение запросов потребителей к уровню качества, а также к наиболее приемлемым количественным характеристикам (размерам изделий, массе упаковочных единиц и т. п.).
Успех (или провал) обеспечения качества и количества во многом обусловлен этим фактором. От того, насколько правильно потребности выявлены и отражены в характеристиках конкретного продукта, зависит конечный результат - сбыт и реализация товаров [7, с. 24].
Этот фактор является определяющим для всех остальных формирующих качество товара факторов. Отдел проектирования и разработки обеспечивает перевод запросов потребителя на язык технических требований к материалам, продукции и процессам. Результатом этой работы является выпуск продукции, удовлетворяющей требованиям потребителя, реализуемой по приемлемой цене и обеспечивающей получение организацией достаточной прибыли. Проект и технические требования должны обеспечивать пригодность продукции для производства, возможность ее проверки и контроля в предлагаемых условиях производства, монтажа, ввода в эксплуатацию или эксплуатации [20, c.98].
Конструкция изделия - один из важнейших факторов, формирующих качество готовых изделий. Под конструкцией понимаются форма, размер, способ соединения и взаимодействие деталей и узлов, соотношение между отдельными элементами, взаимозаменяемость, многооперационность и другие особенности изделия. Она должна обеспечивать удобство пользования ими, красивый внешний вид, экономичность, компактность, надежность, возможность ремонта и долговечность. Размеры отдельных предметов должны соответствовать размерам человеческого тела, помещения и др. Для технически сложных товаров большое значение имеют унификация, взаимозаменяемость и стандартизация отдельных деталей и узлов. При конструировании сложных форм необходимо учитывать характер и положение световых линий, появляющихся на поверхности формы при ее освещении, потому что эти линии, располагаясь по геометрическим образующим поверхности, выявляют дефекты формы. При этом следует учитывать гармоничность и выразительность светового каркаса и контуров формы при их сочетании.
С развитием технического уровня производства, повышением культурного уровня и требований населения к потребительским свойствам продукции совершенствуется и конструкция изделий [10, с. 11].
Установление связей между конструктивными особенностями изделий, их потребительскими свойствами и уровнем качества является основным содержанием специальных разделов товароведения [12, с. 77].
Можно сделать вывод что, процесс моделирование один из формирующий факторов качества товара который определяет спрос на товар или его отсутствие. Модель образец товара, новый по форме, которому присуще индивидуальные признаки конструкции, расположение деталей и др. Модели разрабатываются на основе фасонов утвержденных и принятых в производство, материалов и назначения товара, учитывая современные направление моды.
В то же время разработанная модель должна гарантировать изготовление красивой, высококачественной продукции; быть технологичной в производстве (обеспечивать возможность применения средств автоматизации и механизации), выполнять рациональный расход материалов, т.е. обеспечивать требования экономичности, что важно при определении в конечном итоге цены изделия.
2. Факторы, формирующие качество товарной группы
2.1 Характеристика основных факторов формирующих качество товарной группы (обуви)
Обувь, как и одежда, является предметом первой необходимости, которая в процессе потребления обеспечивает необходимые условия поддержания нормальной жизнедеятельности организма человека, т.е. в первую очередь - это удовлетворение материальных потребностей [21, с. 3].
К обуви, выполняющей утилитарные, защитные и эстетические функции, предъявляются требования долговечности и износостойкости. Перечисленные функции должны обеспечиваться в течении длительного потребления (носки) в соответствующих условиях. Формирующие факторы, влияющие на качество можно подразделить на объективные и субъективные. К объективным факторам относятся:
Фактор 1: проектирование и разработка технических требований, разработка продукции, нормативная правовая документация.
Проектирование начинается с изготовления модели т.е правильное проектирование будет влиять непосредственно на качество товара. Правильность размера, удобность формы и красивый внешний вид все это непосредственно повышает качество. Рассмотрим процесс проектирования поэтапно.
Конструкция обуви - это её строение, характеризующееся особенностями отдельных элементов верха и низа (материал, форма и др.), их взаимными расположениями и способами скреплениями. Каждая конструкция может иметь множество вариантов - моделей. Модели одного конструктивного решения могут отличаться материалом, линиями, фурнитурой и т.п. Конструкции и модели различают по фасонам - форме носочной части обуви и каблука. Каждая современная конструкция обуви должна иметь четко выраженное целевое назначение, конкретный социальный адрес и соответствующий им уровень качества. Целевое назначение характеризуется структурой потребителей, условиями и длительностью эксплуатации обуви. Структура потребителей в основном определяется полом и возрастом, а условия эксплуатации - характером окружающей человека среды (бытовом или специальной).
Конструирование обуви - это процесс создания конструкций, моделей или фасонов в соответствии с целевым назначением. Он состоит из трех этапов: подготовительного, конструирования и подготовки проекта к внедрению.
Первый этап включает:
уточнение целевого назначения (требований потребителей и возможностей производства) в соответствии с директивными указаниями о необходимости выпуска продукции;
получение и анализ информации об аналогичных видах продукции;
уточнение совокупности потребительно-эксплуатационных свойств, характеризующих качество обуви;
уточнение технологических свойств материалов, деталей и узлов;
составление и утверждение технического задания на конструирование обуви.
Второй этап включает:
разработку или подбор колодок и каблуков;
разработку и утверждение эскизов и макетов;
подбор материалов верха, подкладки и межподкладки;
разработку или подбор фурнитуры;
создание конструкции верха обуви (получение разверток боковых поверхностей колодок, нанесение конструктивной сетки на развёртку, выбор метода формования, выявление и учет деформации при формовании, разработку деталей верха, подкладки и межподкладки, выбор методов скрепления деталей и т.п.);
разработку (или подбор) промежуточных деталей (задника, подноска, простилки, геленка) создание (или подбор готовых деталей, узлов) конструкции низа обуви.
Третий этап включает:
Изготовление опытных образцов;
Оценку качества опытных образов;
Корректировку проекта;
Изготовления рабочих шаблонов;
Серийное размножение (колодок, каблуков и контрольных шаблонов, шаблонов деталей верха, низа);
Подсчет экономической эффективности;
Разработку и утверждение технической документации.
Так мы видим, что уже на этапе проектирования и моделирования предъявляются требования, которые влияют на качество продукта, а именно: требования, социально-экономической целесообразности; требования, обусловлены анатомо-физиологическими особенностями человека (антропометрические, биомеханические, гигиенические); требования, обусловленные особенностями окружающей среды (защитные, эстетические); требования, вспомогательных этапов; требования безопасности; требования долговечности, все эти требования непосредственно повышают планку качества товара-обуви.
Фактор 2: сырье.
При использовании некачественного сырья невозможно произвести продукцию высокого качества. Рассмотрим, как влияют на качество применение при изготовлении обуви различные виды кож.
Кожи для верха обуви.
Сырье: шкуры крупного рогатого скота (полукожник, бычок, яловка, бычина, бугай), лошадей, свиней, оленей, овец, коз, получаемые хромовым, комбинированным, жировым и другими методами дубления. Это мягкие, тонкие и довольно прочные кожи. В основном применяются хромовые и юфтевые кожи.
Хромовые - это кожи, выдубленные комплексными солями трехвалентного хрома. Применяются для изготовления деталей верха повседневной, модельной и парадной обуви для взрослых и детей. Ассортимент хромовой кожи представлен: хромовые опоек, выросток, полукожник, яловка и бычок. Хромовые свиные кожи, хромовая козлина и шевро, шеврет, хромовые кожи из шкур лошадей, верблюдов, собак и тюленей, а также ворсовые хромовые кожи - велюр, нубук и спилок. В эту группу, в качестве исключения, включена кожа жирового дубления. Сырьевое происхождение кож определяют по рисунку марен.
Хромовые кожи вырабатывают (в зависимости от отделки) гладкими, нарезными, с художественным тиснением, с естественной, облагороженной лицевой поверхностью, а также отделанные под кожи с ворсовой поверхностью в виде целых кож, полукож (с воротками и без воротков), чепраков, свиных «рыбок», конских передни и отдельных воротков.
Гладкие кожи с естественной лицевой поверхностью - кожи с нешлифованной и подшлифованной лицевой поверхностью с последующим прессованием гладкой плитой. Облагороженные (лицевая поверхность) - кожи, на которые нанесено искусственное лицевое покрытие на основе пленкообразователей и с промежуточным тиснением мелко-мерейной плитой пылевидного рисунка с последующим прессованием отделанных кож гладкой плитой. Нарезные кожи - это кожи, прессованные любыми плитами, кроме плит художественного тиснения и с пылевидным рисунком. Нарезка шлифованных кож хромовой козлины, шевро, шеврета допускается только по согласованию изготовителя с потребителем[21, с.18].
Опоек хромовый - лучший материал для верха обуви. Кожа мягкая, умеренной пластичности, высокой прочности, приятна на ощупь, имеет гладкую и нежную лицевую поверхность с мелким рисунком мереи. Высокая прочность на разрыв у опойка является результатом того, что дерма шкур, телят-сосунов, из которых она изготавливается, содержит максимальное количество (до 30%) коллагена. Лучшие кожи - это кожи из шкур телок, худшие – из шкур бычков, качество их снижается из-за наличия поперечных складок на воротке (молочных полос) - порока, влияющего на внешний вид изделий. Хромовый опоек вырабатывают с гладкой лицевой поверхностью и реже с нарезной и отделанной под нубук и велюр. Площадь кож в партии - от 40 до 90 дм2, толщина - от 0,5 до 1,4 мм.
Выросток хромовый отличается от опойка большей площадью (120 - 150 дм2), толщиной (0,6 - 1,6 мм) и грубоватой, менее шелковистой и слегка суховатой лицевой поверхностью с более крупной естественной мереей.
Полукожник хромовый отличается от выростка большей площадью (120-200 дм2), толщиной (0,8-2,0 мм) и количеством пороков, так как период жизни составляет до 1,5 лет. Молочные полосы, характерные для опойка, представляют собой грубые складки на выростке, поэтому увеличивается доля выпуска облагороженных кож.
Яловка и бычок хромовые вырабатываются из шкур легких, средних и тяжелых - из сырья повышенных и тяжелых развесов, дерма которого имеет избыточную толщину и подвергается распиливанию на два слоя с получением лицевого и бахтармяного спилков с делением кож по толщине на тонкие (1,2-1,6 мм), средние (1,4-1,6 мм) и толстые (1,8-2,0 мм). Эти кожи вырабатываются по техническим условиям с заниженными нормами предела прочности, так как распиливание дермы на два слоя или подстрогивание бахтармы связано с нарушением непрерывной связи коллагеновых волокон и увеличением доли сосочкового слоя, что существенно отражается на пределе прочности.
Свиные хромовые кожи вырабатывают из мелких, средних и крупных шкур свиней площадью 60-120 дм2 и толщиной 0,6- 1,6 мм.
Внешний вид представляет собой резко выраженные воронкообразные отверстия от волосяных сумок с соединенными глубокими бороздками по лицевой поверхности кожи и хорошо заметными на бахтармяной стороне порами по месту расположения луковиц корней волос, наличие сквозных отверстий отметины и особое расположение волокнистых пучков. Структура кожи по виду сухая, малонаполненная, жесткая на ощупь но имеет относительно высокий нормируемый предел прочности, умеренное удлинение и минимальную устойчивость к многократному изгибу и мокрому трению. Вырабатывают свиные кожи тиснеными, облагороженными. Допускается облагораживание и покрывное крашение со стороны бахтармяного слоя и отделка под велюр. Используется кожа для верха рядовой обуви[21, с.20].
Хромовые кожи из шкур лошадей отличаются и рисунком мерей, напоминающим мерею козлины, и волокнистой структуры, близкой к структуре кож. Редким кожами являются - жеребок хромовый, выметка и конина хромовые. Хромовую выметку вырабатывают в виде целых кож площадью 100-120 дм2 и толщиной более 0,6 мм. Прочностные характеристики определяют для каждой кожи, поскольку их партии редко встречаются. Хромовая конина вырабатывается в виде передни и полупередин площадью от 70 до 120 дм2 и более, толщиной 0,7 и 1,6 мм и более. Наименьшее количество пороков у шкур молодых животных (кнутовин, седловин, безличин, рубцов, болячек).
Шевро и хромовая козлина вырабатываются из шкур коз молочных и шерстно-пуховых пород. Рисунок мереи своеобразный, образуется впадинами по месту группового залегания корней волос, придает коже из шкур коз красивый рисунок. В основу деления кож на шевро и хромовую козлину положены мерея и площадь кожи. Шевро- площадь 40-60 дм2, более мелкий и красивый рисунок мереи, нежный и эластичный слой, кожа не подвергается тиснению. Хромовую козлину получают из шкур взрослых животных, площадью более 60 дм2 с резкой и грубой мереей, особенно, на хребтовой части и воротке. Применяют для изготовления повседневной и детской обуви, реже - для модельной обуви [21, с,21].
На качество кож влияют условия содержания животных, порода. Из сырья хлевной козлины получается кожа с гладкой, нежной и шелковистой лицевой поверхностью. Лучшая кожа из импортного сырья получается из индийских шкур (провинции Панта и Бехор), из козлины Северного Китая; кожи из сырья других стран в ряде случаев пригодны только для подкладки.
Шеврет (хромовая овчина) вырабатывают из шкур овец. У шеврета лицевой слой связан с сетчатым и отделяется от последнего в результате механических взаимодействий, что существенно влияет на качество обуви. Этот порок частично устраняется для отдельных видов кож путем упрочнения лицевого слоя специальной обработкой, предусматривающей наполнение кожи эмульгированными смолами. Шеврет имеет низкую прочность на разрыв, высокую тягучесть, что приводит к изменению цвета и перекосу деталей при пошиве обуви. Более прочную и менее тягучую кожу, пригодную для обуви, изготавливают из грубошерстной овчины русских и степных пород овец, а шеврет из овчин полугрубых и полутонкорунных пород овец пригоден для галантерейных изделий. Рисунок мереи шеврета сходен с рисунком шевро.
Хромовые кожи с ворсовой поверхностью - нубук, велюр и бахтармяная, спилок, получаемый распиливанием на 2 слоя толстого голья или хромированного полуфабриката, а также замши жирового дубления.
Нубук - хромовая кожа с очень низким, едва различимым на лицевой поверхности ворсом, полученным при отделке естественной мереи шлифованием абразивной шкуркой с мелким зерном. Сырье представляет собой плотные, наполненные, без глубоких пороков хромовые кожи опойка, выростка и полукожника. Нубук вырабатывают светлых и ярких тонов.
Велюр - ворсовая кожа хромового дубления, получение и многократным шлифованием лицевой или бахтармяной поверхности полуфабриката с глубокими лицевыми пороками. Под велюр отделывают хромовые опоек, вырасток и попукожник с бахтармяной стороны, свиные кожи с лицевой поверхности. Велюр обладает большой намокаемостью и водопроницаемостью, меньшей способностью сохранять приданную форму в изделиях. Кожа должна быть мягкой, гибкой, равномерно и глубоко подкрашенной, без маркости при трении в сухом и мокром состоянии, иметь бархатистий, ровный и густой ворс, не лосниться при носке изделий. Начесанный в одну сторону ворс велюра обладает свойствами, характерными для волокон хромовой кожи, что отличает его от ворса замши, с которой он сходен по внешним признакам [21, с.22].
Кожи должны быть нежесткими на ощупь, равномерной толщины по площади, нормально продубленными и окрашенными, хорошо разведенными, без складок и полос.
Замша - ворсовая кожа жирового дубления. Сырье для замши это дерма оленей, опойка, домашних и диких коз. Лучшая замша получается из оленьих шкур, не пораженных личинками овода. Шкуры овец не подходят для изготовления замша, так как при спиливании лицевого слоя голье становится малопрочным и непригодным для кожи высокого качества. Замша должна быть хорошо продубленной, плотной и мягкой с низким, густым, ровным блестящим ворсом. Окраска - глубока, прочная и устойчивая к сухому и мокрому трению. При проведении рукой по сложенным вдвое пробам не должны ощущаться неровности и оставаться сальный отпечаток на месте сдавливания угла сложенной вчетверо кожи.
Специфические свойства замши - это мягкость и нежность, бархатистость лицевой поверхности, красивый внешний вид, способность не изменять мягкости при стирке в холодной и горячей (до 60 °С) воде, высокая прочность и воздухопроницаемость. Замшу используют для верха обуви, галантерейных изделий, деталей музыкальных инструментов, полировочных материалов в оптической промышленности. Это дорогой вид кожи вследствие сложности процесса выработки и дефицитности сырья, поэтому из замши изготавливают особо изящную обувь с хорошими гигиеническими свойствами.
Лаковая кожа это хромовая кожа, с отделанной полимерной композицией на основе полиуретанов лицевой поверхностью. Лаковое покрытие наносят на гладкие, с естественной или облагороженной лицевой поверхностью хромовые кожи (опоек, вырасток, полукожинок, яловку, конские передины, козлину) площадью 25 -60 дм2 и более и толщиной от 0,7 до 1,3мм.
Лучшая кожа это лак-шевро с красивым рисунком мереи и блестящей поверхностью, отличающейся тонкостью, мягкостью, гибкостью. Цвета бывают яркие и светлые, белые, черные и многоцветные. Обувная лаковая кожа должна быть блестящей, эластичной, нежесткой, с четко выраженной по всей площади мереей, без наплывов лаковой пленки, хорошо разделанной, без складок и морщин, с ровной бахтармой. Применяют для изготовление деталей верха нарядной и модельной обуви [4, с.25].
Юфтевые кожи подразделяются: по назначению (юфть сандальная, обувная); сырьевому происхождению, конфигурации (целые кожи, полукожи, «рыбки», передины, воротки и полы); виду дубления (комбинированного, хромового), способу крашения (барабанного, покрывного), цвету (черная и коричневая), способу отделки лицевого слоя (естественной и облагороженной лицевой поверхностью и отделанной на бахтарму); рисунку лицевой поверхности (гладкая, нарезная) и толщине (тонкая -1,5-1,8 мм, средняя - 1,8 2,2 мм, толстая - 2,3-3,0 мм). Юфть должна иметь неломкую поверхность, быть мягкой и наполненной, а сандальная юфть упругой, но не жесткой.
Юфть обувная сравнительно толстая кожа комбинированного дубления с применением таннидов и синталов. Предназначена для деталей верхней тяжелой обуви, для трудных условий носки. Кожа обладает высокой водостойкостью и устойчивостью к многократным изгибам за счет высконого содержания (20-28%) веществ, экстрагируемых органическими растворителями (жиров).
Качественную юфть вырабатывают из шкур крупного рогатого скота (КРС), так как она отличается от юфти из шкур лошадей и свиней большей площадью и повышенным пределом прочности, плотностью и водостойкостью. Юфтевые кожи комбинированного дубления обладают малой адгезией и не выдерживают высокой температуры при вулканизации резинового низа кожи. Для этого способа крепления низа вырабатывают термоустойчивую юфть - это кожа хромового дубления, пропитанная полимерами и жирующими веществами (8-10%)[4, с.30].
Сандальная юфть отличается от обувной тем, что имеет заниженную массовую долю веществ, экстрагируемых органическими растворителями (7-15%), и большим содержанием окиси хрома (до 20%), что придает ей упругость и малую (сравнительно) жесткость. Водопроницаемость, гигротермическая устойчивость и зольность не нормируются. Сандальную юфть вырабатывают с естественной и искусственной лицевой поверхностью, гладкой и нарезной, окрашенной в коричневый, яркие и светлые цвета. Основное сырье для производства сандальной юфти шкуры свиней площадью 100-120 дм2.
Натуральные кожи для низа обуви.
Эти кожи отличаются от вышеперечисленных кож для верха обуви большей толщиной, жесткостью, износостойкостью, водостойкостью, поэтому они пригодны для изготовления подошв, стелек, жестких задников, подносков, фликов и рантов. Они вырабатываются осветленными, в натуральном (красновато-коричневом) цвете, дубятся и подразделяются по виду исходного сырья, дублению, назначению, конфигурации и сортам.
Подошвенные кожи - это кожи толщиной 3,6 мм и более. Толщиной 3,5 мм и менее применяются для изготовления стелек, а также для низа гибкой обуви и рантов. Они обладают хорошими санитарно-гигиеническими свойствами, качественно обрабатываются всеми производственными методами. Их недостаток - быстрая намокаемость, малая износостойкость, неоднородность толщины.
Кожи для рантов вырабатывают в виде чепраков из шкур КРС (масса от 13 до 22 кг и толщина до 3,7 мм), а также из шкур свиней площадью 100-120 дм2 без пороков. Качественные кохи должны быть плотными, с гладкой, чистой и однородной по цветовому тону лицевой поверхностью[21, с.27].
Кожи для деталей подкладки.
Подкладочные кожи это кожи, непригодные для верха обуви из-за наличия пороков и недостаточной прочности. Они подразделяются по виду сырья, конфигурации, способу дубления, крашения, цвету, отделке, толщине и площади. Кожи отделывают под бахтарму, вырабатывают их гладкими с естественной или облагороженной лицевой поверхностью. Кожи для подкладки должны быть нежесткими на ощупь, с натуральной или цветной окраской без маркости и пятен, устойчивыми к трению в сухом и мокром состоянии. Не допускаются на подкладку кожи из овчины, шлифованные с двух сторон вследствие низкой прочности (расслоения).
Фактор 3: технология производства и качество труда.
Качество готового продукта зависит от уровня автоматизации производства, рецептуры, соблюдения технологического режима, квалификации кадров, управления качеством в течение всего производственного цикла. Так, при нарушении технологического режима невозможно получать высококачественную продукцию. Следует внедрять прогрессивные технологии производства что предопределит качество выпускаемой продукции. Фактором, формирующим качество товаров, является также качество труда работников на всех стадиях жизненного цикла продукта. Рассмотрим как процесс изготовления, сборки обуви влияет на качество готового продукта.
Изготовление обуви начинается с контрольной проверки качества поступающих на фабрику обувных материалов и готовых деталей, затем их подбирают в производственные партии, однородные по назначению, толщине, цвету, оттенку, примерно одинаковые по площади, а ткани - по ширине.
При изготовлении обуви из натуральных кож используют индивидуальный раскрой, так как кожи имеют неоднородные свойства по площади. Мягкие кожи для верха обуви и жесткие для низа раскраивают на специальных прессах с помощью стальных резаков, форма и размеры которых должны соответствовать конфигурации деталей (например, подошве, союзке и т.п.). При производстве модельной обуви иногда применяют ручной раскрой мягких кож по шаблонам. Из наиболее ценного участка кожи (чепрака) выкраивают союзки и переда, если кожа мягкая, и подошвы, если она жесткая. Толщина деталей должна соответствовать требованиям ГОСТов и технических условий. В полученных деталях не должно быть дефектов. Затем детали клеймят и обрабатывают. Клеймение позволяет подбирать детали по виду, размеру, фасону Деталям низа придают определенную форму и подготавливают к соединению с заготовкой. К основным общим операциям обработки деталей низа обуви кроме клеймения относят их шлифование [4, с.27].
Кожаные подошвы и стельки выравнивают по толщине, затем для обеспечения лучшего впитывания клея и более прочного скрепления деталей при сборке обуви подвергают шлифованию с бахтармяной стороны. При сборке обуви стельки шлифуют и с лицевой стороны, чтобы они не коробились от периодического увлажнения и высыхания под действием потовыделений стопы. Кроме того, подвергают шлифованию резиновые подошвы с неходовой стороны, со стороны следа для приклеивания каблука в пяточной части. Подошвы для обуви клеевых методов крепления промазывают клеем, на подошвы обуви гвоздевых методов наклеивают обводку. Однослойные стельки после шлифования утоняют (спускают) по краю бахтармяной стороны (кроме пяточной части) и формуют, двухслойные собирают из отдельных слоев и деталей.
Края геленка, простилки из картона утоняют. Каблуки из дерева, пластических масс обтягивают кожей. На многих предприятиях подошвы для обуви клеевого метода крепления из кожи и резины полностью отделывают до прикрепления к верху. Для этого обрабатывают урез подошвы путём фрезеровки, окраски и полируют, если подошва из кожи. Применение предварительно отделанных подошв, особенно готовых формованных деталей низа из резины, картона, пластических масс, а также целых «узлов» (стелек с полустельками и геленками) позволяет повысить производительность труда, экономить материалы, улучшить качество отделки, сократить количество повреждений верха обуви. Однако при использовании готовых деталей низа следует соблюдать особую точность при сборке обуви.
Детали заготовки, как и детали низа, прежде всего клеймят. На подкладке или наружных деталях верха бесподкладочной обуви проставляют номер модели, размер, полноту, номер ГОСТа или технических условий, дату выпуска. Видимые края деталей, кроме краев затяжной кромки, утоняют (спускают) для улучшения внешнего вида. При этом не образуется грубых швов при загибании и сострачивании деталей. Края деталей обрабатывают различными способами в зависимости от вида обуви и применяемых материалов - загибают, обстрачивают тесьмой, окрашивают, подвергают обжигу. После обработки краев на детали, если это предусмотрено моделью, наносят перфорацию, просечки и в случае необходимости наклеивают межподкладку. Комплекты деталей верха поступают для сборки заготовок. Количество операций при сборке заготовок и последовательность их выполнения зависят от конструкции заготовки, т.е. количества деталей, их формы, взаимного расположения, наличия украшений. Сборку заготовок начинают с получения узлов, которые затем скрепляют между собой. Например, сначала сшивают наружные детали верха, потом подкладки, затем соединяют их по заднему шву или по верхнему краю. Трудоемкость этих операций определяется конструкцией, характером украшения заготовок. Детали заготовки скрепляют нитками на швейных машинах или при помощи клея. Швы, скрепляющие детали заготовок, должны быть прочными, чтобы выдержать без разрывов достаточно высокие растяжения при затяжке заготовки на колодку и в процессе носки обуви. Их прочность зависит от вида шва, расположения деталей, частоты стежков, количества рядов строчки, номера ниток, формы острия швейной иглы и т.д. По характеру переплетения ниток различают швы однониточные наружного и двуниточные преимущественно внутреннего переплетений. Однониточный, или петельный шов, с изнаночной стороны имеет вид цепочки. Его ниточные звенья хорошо растягиваются без обрыва, однако прочность вследствие легкой распускаемости невелика. Этот шов используют для временного скрепления деталей. По характеру взаимного расположения деталей выделены несколько видов швов. При скреплении тачным швом детали складывают одноименными сторонами (лицевой стороной или изнанкой) и сшивают однорядной строчкой. Затем разворачивают на 180° и разглаживают шов. Этот шов применяют при скреплении задних краев берцев, задинок, голенищ сапог. Поскольку он однорядный, его, как правило, укрепляют задним наружным ремнем, прошвой или растрачивают. Края закрепляют дополнительными швами. При этом используют тесьму, что повышает прочность.
При скреплении настрочным швом одну деталь изнаночной стороной накладывают на лицевую сторону другой детали и прострачивают одно-, двух- или трехрядной строчкой. Этот шов достаточно прочен и применяется для скрепления деталей, испытывающих сильное напряжение при носке, например, соединение носков с союзками, союзок с берцами, передов с голенищами. При скреплении выворотным швом детали складывают лицевыми сторонами, сшивают стачным швом, затем выворачивают так, чтобы они соприкасались с изнанки, околачивают и дополнительно прострачивают. Этим швом скрепляют верхние края голенищ, ботинок, полуботинок с подкладкой [2, с.149].
Переметочный шов применяют при скреплении деталей встык. Он непрочный, поэтому на него сверху настрачивают задний наружный ремень. Кроме того, при сборке заготовок применяют обметочные, закрепочные и декоративные швы, а также декоративную строчку с использованием контрастных ниток.
Заготовки сшивают специальными хлопчатобумажными нитками в шесть, девять и особо прочные в девять и двенадцать сложений торговых номеров 00, 0, 1,3, 4, 5, 6, 10, 20, 30, 40, 50. Иногда вместо ниток номеров 00,0 и 1 применяют капроновые, а при изготовлении заготовок модельной обуви могут использоваться нитки из натурального шелка. Прочность ниточных скреплений в значительной мере зависит от частоты стежков. Оптимальная частота строчки колеблется в пределах 2,5-5 стежков на 1 см для обувной юфти и 3-8 - для кож хромового дубления, искусственных материалов и тканей. Замена однорядного шва двухрядным упрочняет ниточное крепление при настрочном (выворотном) шве от 60 до 85 %, а трехрядным - от 65 до 90 %. Изменяется и характер разрушения: при однорядном шве разрушаются ниточные звенья, трехрядном - возможны разрывы материала. Оптимальное расстояние между швами 1- 2 мм.
Для загибки верхнего края деталей используют быстросхватывающие клеи, дающие эластичную пленку. Для скрепления деталей из искусственных кож наиболее целесообразно применять сварку токами высокой частоты (ТВЧ), так как ниточные швы ослабляют эти материалы. Одним из эффективных способов изготовления обувных заготовок из искусственных кож с поливинилхлоридным покрытием является их, формование в специальных силиконовых матрицах на установках ТВЧ, на которых можно получить заготовку сложных моделей с имитацией швов и фурнитуры. Это позволяет значительно улучшить качество обуви и снизить трудоемкость ее изготовления. Качество ниточных швов, цвет применяемых ниток в значительной мере определяют эстетические свойства обуви[2, с.150].
При сборке заготовок должны соблюдаться следующие требования к качеству: в строчках не должно быть пропусков стежков, пересечек материала, обрывов или разлохмачивания ниток; нитки должны заполнять проколы иглой, строчка должна быть хорошо утянутой, но не стягивать детали заготовки; при сваливании строчки края верхней детали необходимо их повторное крепление; однорядные строчки должны быть параллельны; краям деталей, а двух-, трехрядные - между собой.
Следующий этап это уже сборка обуви из заготовок. При сборке обуви сначала формуют заготовку, т.е. придают ей форму колодки. Для этого ее растягивают в продольном и поперечном направлениях (двухмерное растяжение). Величина деформации растяжения зависит от конструкции заготовки, упруго-пластических свойств материалов, режимов формования. Наличие определенной доли пластической деформации в обувных материалах позволяет заготовке сохранять приданную ей форму.
Различают следующие способы формования заготовок: обтяжно-затяжной (внешнее формование), беззатяжной (внутреннее формование), комбинированный. Для снижения усилий при формовании, повышения пластических свойств материалов. Перед формованием на колодке заготовки (кроме текстильных) увлажняют в паро-воздушной среде. В увлажненную заготовку вставляют жесткие задники и подноски, предварительно размягченные, промазывают клеем или разогревают (детали из термопластичных материалов)[4, с.59].
При обтяжно-затяжным способом раздельно формуют носочно-пучковую, пяточную и геленочную части заготовки. При этом затяжную кромку заготовки загибают на стельку и скрепляют в основном при помощи клея, а также тексов (гвоздей), скобок и других крепителей. В отдельных конструкциях обуви заготовку непосредственно соединяют с подошвой. Наиболее перспективной является затяжка заготовок на клеи-расплавы, в том числе и для обуви из юфти. Формование заготовок осуществляют на специальных машинах, рабочими органами которых являются формующие пластины (клещи), захватывающие затяжную кромку. При изготовлении домашней обуви с текстильным верхом клеевым методом крепления применяют способ шнуровочной затяжки, при котором к краю затяжной кромки заготовки пристрачивают шнурок или льняную нитку. Заготовку, надетую на колодку, затягивают при помощи шнурка, концы которого завязывают двойным узлом. Для повышения качества производимой обуви должны использоваться качественные клеи на основе нитрата, так как они не требуют применения растворителей и обеспечивают высокую прочность приклеивания поверхности.
Беззатяжной способ (внутреннее формование) состоит в том, что заготовку предварительно сшивают с мягкой стелькой из подкладочной кожи, дублированной тканью, или из плотной ткани (возможно применение жесткой подложки). Нужную форму заготовка приобретает после вставки колодки, иногда раздвижной. Раздвижную колодку вставляют внутрь в сомкнутом виде, а затем раздвигают. Это способствует вытяжке верха. При беззатяжном способе снижается расход обувных материалов и сокращается количество операций при формовании, не требуется дорогостоящее обтяжно-затяжное оборудование. Этот метод применяют также для заготовок, выкроенных вместе со стелькой из одного куска кожи или ткани, например, при изготовлении мокасин, домашней обуви с верхом из текстильных материалов.
При комбинированном способе заготовку формуют как извне с помощью пластин (или клещей), так и изнутри за счет применения раздвижной колодки. Окончательное закрепление формы обуви осуществляется в процессе ее сушки на колодках или при влажно-тепловой обработке. В последнем случае время выдержки на колодке сокращается. Влажно-тепловая фиксация ускоряет релаксацию напряжений в заготовках из кож различных видов, и особенно из искусственных материалов, которые обладают низкими формовочными свойствами. При соблюдении режимов формования верх и подкладка не должны быть повреждены пластинами (клещами) машины; заготовка должна плотно облегать колодку без перекосов деталей и складок по грани носка и пяточной части; подкладка должна быть хорошо вытянута без складок и морщин[2, с.153].
От правильного выполнения операций формования в значительной мере зависит качество готовой обуви. Нарушения в выполнении этих операций приводят к деформации верха, т.е. к потере формы обуви. Возможны и такие дефекты, как различные длина носков, союзок, высота обуви, перекосы деталей, прежде всего заднего наружного ремня (шва), а также разрывы подкладки, грубые на ней складки, мягкие задники, подноски и др.
Некоторые конструкции обуви не предполагают формование верха (сандалеты из искусственных кож) или этот процесс совмещается с прикреплением подошв (опанки). При изготовлении цельноформованной обуви операция формования является единственной (не считая отделочных операций).
После формования заготовок прикрепляют подошвы и каблуки. Существующие методы крепления обуви можно разделить на следующие группы: химические, ниточные, винтово-гвоздевые и комбинированные. При производстве повседневной обуви в основном используют химические методы крепления - клеевой и строчечно-клеевой, литья под давлением и прессовой вулканизации. При этом целостность деталей верха и низа не нарушается. Кроме того, методы менее трудоемки, особенно литьевой.
При ниточных методах крепления подошву пришивают к верху двухниточным швом. Для пристрачивания подошв в легкой, комнатной и некоторых других видах обуви применяется однони-точный (тамбурный) шов, который сравнительно легко распускается в случае повреждения отдельных стежков. Поэтому чаще применяют двухниточный шов. Для подошв обуви ниточных методов крепления в основном применяют кожу, пористую резину, войлок. Подошвы из кож перед пристрачиванием увлажняют, чтобы не было разрушения и выкрашивания волокон материала при проколах. Прочность такого крепления подошвы возрастает с повышением плотности, толщины скрепляемых материалов, прочности ниток и зависит от частоты строчки, степени утяжки ниточного шва. Нитки и иглы для крепления пропитывают специальными растворами (эмульсиями), варом для снижения разлохмачивания, облегчения утяжки стежка. Пропитка льняных ниток варом повышает их устойчивость к влаге и другим внешним факторам. При ниточных методах крепления швов, скрепляющий низ с верхом, как правило, не выходит на ходовую поверхность подошвы, чтобы ниточные звенья не истирались при трении. Для этого подошвы подрезают по периметру и шов укладывают в «подрезку», которую плотно приклеивают. Наиболее распространенные ниточные методы крепления - рантовый и его разновидности, сандальный, доппельный, парко, выворотный, прошивной.
Особенность изготовления обуви рантового метода крепления заключается в применении стельки с губой. Крепление заготовки в процессе формования, а затем пристрачивание ранта осуществляется к губе стельки. Чтобы избежать пересечек строчкой, рант перед пришивкой увлажняют и провяливают. Подошву обуви пришивают к ранту. Рантовую обувь изготовляют преимущественно с рантом до пяточной части, которую прикрепляют к стельке гвоздями.
По потребительским свойствам обувь рантовых методов крепления превосходит обувь, изготовленную другими методами. Она характеризуется долговечностью, так как ниточные швы обуви находятся внутри конструкции и изолированы от внешних воздействий и от действия потовыделений стопы. Наличие сравнительно толстой простилки, которая заполняет пространство по высоте губы стельки, способствует равномерному распределению нагрузки на подошву, вследствие чего она меньше истирается. Повышенная толщина простилки обусловливает и хорошие гигиенические свойства обуви, снижает теплопроводность низа. Обувь удобна в носке, поскольку ее стелька имеет ровную и гладкую поверхность, поддается ремонту.
Несмотря на высокие эксплуатационные свойства, рантовый метод крепления применяется ограниченно при изготовлении мужской и женской обуви весенне-осеннего и зимнего назначения вследствие повышенной трудоемкости изготовления. Возможна имитация клеевого метода под рантовый. В этом случае подошва характеризуется несколько увеличенными размерами, а ее край имеет декоративный накат, имитирующий строчку. Разновидностями рантового метода является рантопрошивной. При рантопрошивном методе применяют обычную стельку (без губы). Рант пришивают к заготовке и стельке сквозным однониточным швом, а затем к нему прикрепляют подошву. Обувь рантопрошивного метода легко отличить по наличию шва на стельке. Этот метод менее трудоемок, чем рантовый. Обувь, изготовленная этим методом, уступает по эксплуатационным свойствам вследствие того, что шов, скрепляющий рант со стелькой и заготовкой, подвержен разрушающему действию потовыделений стопы и трению. Обувь должна иметь вкладную стельку[2, с.156].
При винтово-гвоздевых и ниточных методах крепления детали верха и низа обуви подвергают сквозным проколам. Перед тем как прикрепить подошву к заготовке, удаляют скобки или гвозди из стельки, которыми она была временно прикреплена к следу колодки; прикрепляют простилки, геленок с помощью тексов, клея или вара: увлажняют кожаные подошвы, подложки, стельки и ранты. Это необходимо для лучшего их формования и исключения трещин, изломов при проколах (ниточные, винтово-гвоздевые и комбинированные методы крепления).
Химические методы крепления. Из химических методов крепления наиболее распространенный клеевой. Он предполагает формование заготовок обтяжно-затяжным и беззатяжным способами. Беззатяжной способ применяют главным образом для обуви с верхом из текстильных материалов. Перед приклеиванием подошвы затяжную кромку заготовки взъерошивают по всему периметру для лучшего впитывания клея и прочного приклеивания подошв, т.е. удаляют лицевой (поверхностный) слой кожи или пленку на искусственном материале.
Для приклеивания подошв используют следующие виды клея: наиритовый (полихлорпреновый) НТ, на осн.ове полихлорпреновых латексов ЛНТ, перхлорвиниловый, полиуретановый и др. Подошвы промазывают клеем после вырубания или непосредственно перед прикреплением. После нанесения клея клеевые пленки сушат до полного высыхания, а затем клеевую пленку из наирита НТ и ЛНТ размягчают нагреванием или обрабатывают растворителями для нитроцеллюлозного и перхлорвинилового клеев.
После размягчения клеевой пленки на след затянутой обуви накладывают подошву, и обувь помещают в прессы (давление 3,5-105 Па) на 15-20 мин. Для сокращения производственного цикла и улучшения условий труда применяют быстросхватывающие клеи на основе наирита НТ с добавлением смол, полиуретановые клеи.
Клеевые методы крепления имеют ряд преимуществ по сравнению с другими. Прочность крепления при этом методе не зависит от толщины скрепляемых деталей, что способствует снижению материалоемкости, повышению легкости и гибкости обуви. Отсутствие проколов на подошве и стельке увеличивает износоустойчивость этих деталей.
Достоинство метода это его универсальность. Клеевым методом можно изготовлять обувь различного сезонного назначения из разнообразных материалов. В производстве обуви клеевых методов крепления можно широко использовать формованные детали низа из резины и пластиков, а также предварительно отделанные кожаные подошвы. Высокая производительность труда обеспечивается при клеевом методе и за счет автоматизации технологического процесса. Недостатками клеевого метода является необходимость взъерошивания затяжной кромки. Это вызывает ослабление материала верха и ограничивает возможности применения тонких мягких кож для обуви. Кроме того, небрежное выполнение операции взъерошивания приводит к повреждению лицевого слоя материала верха выше грани. При этом ухудшается внешний вид обуви и снижается ее износоустойчивость. Другими дефектами, характерными для обуви клеевого метода крепления, являются местная неприклейка подошв, несовпадение подошвы со следом обуви. Метод применяют при изготовлении обуви массового пошива и модельной.
Метод прессовой вулканизации основан на технологии обувного и резинового производства. Впервые он был разработан на обувной фабрике «Скороход» в 1938 г. При этом методе заготовку, сформованную на колодке обтяжно-затяжным или беззатяжным способом и подготовленную к прикреплению низа, как и в клеевой обуви, надевают на металлическую колодку пресс-формы, состоящую из двух полуматриц и пуансона. Пройма, имеющаяся в матрице, по контуру и размерам соответствует форме и размерам подошвы и каблука. Посредством матрицы формуют урез низа обуви. Ходовая часть подошвы и каблука формуется пуансоном. В пуансоне и в полуматрицах вмонтированы электрические нагреватели, обеспечивающие нагрев резиновой смеси до 150-200 °С.
В вулканизационных прессах, наряду с формованием низа обуви, осуществляется вулканизация сырой резиновой смеси и прикрепление подошвы с каблуком к верху. Разновидностями метода прессовой вулканизации являются способы внешнего и внутреннего давления. При первом способе давление, необходимое для формования, вулканизации и приклеивания низа обуви к затяжной кромке заготовки, подаётся из вне на пуансон, а при втором оно создается в сырой резиновой смеси за счет разложения порообразователей, которые вводятся в композицию сырой резиновой смеси. Таким образом, при способе внутреннего давления подошва имеет пористую структуру, внешнего способа непористую.
В отличие от клеевой обувь, изготовленная методом прессовой вулканизации, имеет фирменный знак обувной фабрики на геленочной части подошвы с ходовой стороны. Кроме того, возможно наличие следов выпрессовок от стыка полуматриц в носочной и пяточной частях подошвы. Метод прессовой вулканизации высокопроизводительный и экономичный. Обувь, выработанная этим методом, отличается хорошими влагозащитными свойствами и износоустойчивостью. Однако при этом материалы верха должны быть термостойкими. При методе прессовой вулканизации возникают трудности с обновлением ассортимента обуви, так как это связано с необходимостью замены пресс-форм. Метод применяется в производстве разнообразной обуви: домашней, утепленной, весенне-осеннего назначения, летней, легкой. Перспективным является применение этого метода в производстве обуви из юфти, поскольку обеспечивается герметичность по стыку подошвы с верхом обуви.
Для низа обуви можно использовать обыкновенные резины пористой и непористой структур, кожеподобные и транспорентные. Подошва может изготовляться обычной формы или с бортиком и заходить на боковую поверхность заготовки выше грани следа на 3-5 или 10-15 мм. Такие конструкции подошв возможны при способах полу- и бокового обжима. Полоска резины, образующаяся на боковой поверхности заготовки, способствует повышению водостойкости и формоустойчивости обуви. Это особенно важно для внутреннего формования заготовок[21, с.29].
Литьевой метод является наиболее перспективным в производстве обуви, особенно для заготовок беззатяжного способа формования вследствие высокой производительности. Это обусловлено тем, что для обуви литьевого метода не нужны специально подготовленные подошвы и каблуки, а также резиновые смеси. Детали низа образуются непосредственно в процессе прикрепления подошв к верху.
Для изготовления подошв с каблуками в настоящее время широко применяется полиуретан - пластмасса, способная к размягчению и текучести. Используют и другие полимерные материалы - поливинилхлорид, полиэтилен и т. п. Низ обуви при литьевом методе образуется в прессах, состоящих из нескольких пресс-форм. Здесь пластмасса разогревается до вязко-текучего состояния и подается под давлением на след затянутой обуви через отверстия, имеющиеся в пресс-форме. Она равномерно заполняет пространство, ограниченное матрицами и пуансоном и соответствующее размерам деталей низа. Продолжительность впрыскивания пластмасс ограничивается секундами. Они твердеют при комнатной температуре и сохраняют приданную им форму. Подошвы при литьевом методе изготавливают обыкновенными или с бортиком, заходящим на заготовку.
Литьевой метод используют для изготовления обуви с верхом из кожи, искусственных и текстильных материалов. Кроме того, методом литья под давлением вырабатывают цельноформованную обувь - пляжную, спортивную. Наличие литника на подошве является отличительным признаком обуви литьевого метода. Ее свойства во многом аналогичны свойствам обуви прессовой вулканизации и зависят от вида пластмассы, использованной для ее изготовления. При нарушениях технологического режима в обуви прессовой вулканизации и литьевой возможно возникновение пороков: недопрессовка подошвы и каблука, раковины на поверхности деталей, пузыри и вздутия, разная толщина подошв по урезу, смещение деталей низа, заусеницы между подошвой и материалом верха, отставание низа и т. д[21. с,160].
Операции по прикреплению низа обуви завершаются креплением каблуков. В некоторых видах обуви сначала прикрепляют каблук, а затем подошву, язычок, который заходит на фронт каблука. Такой же последовательности придерживаются и при изготовлении обуви с внутренним клиновидным каблуком.
Каблуки прикрепляют с помощью клея, гвоздями, винтами, металлическими втулками. Кожаные, резиновые, деревянные низкие и средние каблуки закрепляют гвоздями изнутри или снаружи. Иногда каблуки приклеивают к пяточной части затянутой обуви, а затем прибивают гвоздями. Высокие каблуки (деревянные и капроновые) предварительно приклеивают, а затем прикрепляют снаружи с помощью втулки через отверстие, имеющееся в каблуке, а изнутри - гвоздями. На каблуки из дерева и пластических масс прикрепляют набойки. Долговечность обуви в значительной мере зависит от правильности выполнения режимов крепления низа обуви. Основные требования, предъявляемые: к качеству крепления низа, следующие: подошва по всему периметру должна равномерно выступать за грань следа; на ходовой ее поверхности не должно быть бугров. Она должна плотно прилегать к верху и прочно скрепляться с ним; необходимо, чтобы крепители проходили через все скрепляемые детали, а концы гвоздей и винтов не выступали ни с ходовой поверхности подошвы, ни со стороны стельки; стежки при ниточном методе крепления должны быть хорошо утянуты, без пропусков и обрывов нитей; не допускается просечка материала строчкой; каблук должен быть посажен ровно, без перекосов, а его обтяжка прочно приклеена без складок и морщин; каблуки в паре должны иметь одинаковую высоту, форму, размеры и соответствовать номеру обуви; каблук всей поверхностью набойки должен касаться горизонтальной плоскости [4, с.60].
К дефектам, возникающим при креплении низа, относятся местная не приклейка подошв в обуви химических методов крепления, взъерошивание затяжной кромки выше грани следа, скученность гвоздей и винтов, расхождения по ширине (или длине подошв) в паре обуви, бугры на подошве за счет небрежного простилания следа обуви и др.
После формования заготовок и крепления подошвы и каблука приступают к отделке обуви. Цель отделки придать обуви красивый внешний вид, ликвидировать дефекты, возникшие в процессе изготовления, повысить водостойкость кожаных деталей.
Широкое внедрение формованных подошв с каблуками при клеевом методе, а также постоянное повышение удельного веса обуви литьевых методов крепления позволили практически, исключить операции отделки низа обуви, которые в основном сводятся к удалению пятен клея и других загрязнений. На подошвах и каблуках обуви литьевых методов, а также прессовой вулканизации удаляют выпрессовки и заусеницы. Неотделанные кожаные подошвы по урезу фрезеруют, окрашивают и полируют. Кожаные подошвы, имеющие неравномерную окраску, приобретенную при дублении, шлифуют, окрашивают и полируют с ходовой стороны. Если подошва и каблук вырублены из резины, то их, как и кожаные подошвы, фрезеруют, затем шлифуют, очищают от загрязнений и аппретируют. В некоторых случаях подошвы и каблуки из непористой резины, если их цвет не соответствует цвету верха, окрашивают. Отделка верха включает ряд операций: чистку, заделку дефектов и ретуширование, утюжку, аппретирование. Верх обуви и подкладку очищают от пыли, остатков клея, следов краски, воска, масла. Мелкие царапины, осыпают краской и заделывают вручную.
Затем обувь шнуруют, застегивают на пуговицы и пряжки и маркируют (клеймят). Готовую обувь принимают контролеры ОТК (на некоторых обувных фабриках действует служба государственной приемки предприятия), затем ее укладывают в коробки.
К субъективным факторам относится спрос потребителей и определение основополагающих характеристик товаров. Спрос - важнейший фактор, влияющий на формирование всех характеристик товаров. Его основу составляют запросы потребителей, подкрепленные их платежеспособностью. Данный фактор учитывается на всех этапах предтоварной стадии, в том числе при проектировании и разработке новых товаров [15, с. 300].
В условиях рыночных отношений маркетингу отводится ведущая роль в определении требований, наделяемых к качеству продукции. Служба маркетинга должна определять рыночный спрос, обобщать требования потребителей по количеству, ценам с учетом качества товара, ориентируя сферу производства на выпуск продукции, соответствующей нуждам и запросам потребителей. Качество товара определяется требованиями к продукции, сырью, материалам, отраженными в технических нормативных правовых актах. В них должно быть заложено и обеспечение безопасности в сфере потребления, а также соответствие требованиям потребителей. Непосредственное влияние на качество выпускаемой продукции оказывает качество используемого сырья [13, с. 4].
Таким образом на качество обуви влияет подбор сырья, качество производство заготовок, технология сборки заготовок. Немаловажное значение имеет методы крепления подошвы. Различные виды отделки скрывают мелкие дефекты при производстве и придают красивый внешний вид - это объективные факторы. Субъективные факторы являются определяющими, поэтому ошибки специалистов (товароведов, маркетологов, стандартизаторов, технологов) на первых этапах технологического цикла могут привести к тому, что разработанная, произведенная и выпущенная в реализацию продукция не будет пользоваться спросом, так как ее основополагающие характеристики и свойство товара не отвечают запросам большинства потребителей.
2.2 Влияние конкретных факторов на качество товара
обувь качество материал замша
Доброкачественная обувь должна соответствовать установленным моделям. Требуется, чтобы она была чистой, удобной, отвечала установленным НТД требованиям по массе, степени гибкости, износостойкости, тепловому сопротивлению, проницаемости и водостойкости, требованиям моды, обеспечивала хорошее сцепление подошвы с опорной поверхностью при ходьбе. Отвечала требованиям свойства товара (социального, функционального назначения, эргономичность, эстетичность, надежность, экономичность) [5, с. 56]. Рассмотрим конкретные факторы которые влияют на качества обуви.
Качественные показатели нормируются АТД (ГОСТ, ТУ, ОСТ), по химическому составу, физико-механическим свойствам, внешнему виду. Хромовые кожи подразделяют на 4 сорта, по физико-химическим, эстетическим свойствам и др. и учитывают особенности качества по отдельным видам в зависимости от сырьевого происхождения, т.е. от сорта шкуры, определяющим фактором которого является наличие, количество и место расположения пороков. Пороки определяют органолептически на просвечивающихся столах-планшетах. Пороком считают повреждения шкуры, снижающие качество и степень использования. На середине мелкого сырья (опойка, плеретка, овчины и козлины) 1-го сорта не допускаются никакие пороки, а на краях шкуры допускается не более 2 пороков. На крупных шкурах учитывают пороки на серединной части и не учитывают на краях. К 4-му сорту относят шкуры, не соответствующие требованиям 3-го сорта и имеющие полезную площадь в одном месте: в крупном кожевенном сырье - не менее 25%; в мелком и свином - не менее 35%.
Химические свойства, регламентируемые стандартом, не отличаются большими колебаниями показателей в зависимости от сырьевого происхождения кож. Массовая доля влаги -10-16% для всех кож. Содержание окиси хрома - не менее 4,3% абсолютно сухой пробы (шевро, шеврет - 3,7%). Количество веществ, впитываемых органическими растворителями (без полимерных соединений), -3,8- 8,8%, у свиных кож - 4,1-11%; козлины хромовой - 3,7- 9,8% и шеврета - 3,6-12%.
Физико-механические показатели, нормируемые НТД: предел прочности при растяжении -10 МПа; удлинении при нагрузке - 9,8% МПа; при напряжении лицевого края при появлении трещин - устойчивость покрытия к многократному трению и изгибу.
Качество готовой продукции зависит также и от производственных свойств, которые обеспечивают возможность переработки материалов в изделия и влияющие на качество готовой продукции - это конфигурация, толщина, плотность, прочность и термостойкость материалов.
Потребительские свойства, определяющие качество, подразделяют на сложные (надежность, комфортность, эстетичность) и простые (мягкость, жесткость, влагоемкость, паро- и воздухопроницаемость, износостойкость, гигроскопичность и гигротермическая устойчивость)[21, с.28].
Конфигурация кожи зависит от шкуры туши животного и обработки до получения полуфабриката. Она влияет на удобство и эффективность переработки в изделие, а также определяет вид обувных материалов. Различают целые кожи, полукожи, чепраки, полупередины, полы, четверти, целые кожи без воротков (купаты) и полукожи без воротков (полукупаты).
Кожи из шкур молодых животных имеют более красивый лицевой слой с характерным рисунком мереи, по которому определяют сырьевое происхождение с естественной лицевой поверхностью. Кожи из шкур мелкого сырья имеют площадь от 20 до 100 дм2, повышенных развесов - свыше 200 дм2 или меньшей, если их разрезают. Толщина кожи определяется в стандартной точке и точке сбежности специальными толщиномерами с точностью до 0,1 мм. Толщину учитывают при делении кож на категории и группы целевого назначения.
Плотность и пористость это основная характеристика эргономических свойств изделий из кожи. Различают кажущуюся и истинную плотность.
Кажущаяся плотность- это отношение массы кожи к ее полному объему с порами.
Истинная плотность- это отношение массы к объему плотной пробы без пор. Объем пробы без пор определяют в газовой или в жидкостной средах (ацетон, керосин), молекулы которых заполняют микро-, макро- и ультрапоры.
Пористость кожи характеризуется объемом пор в единице ее объема. Пористость имеет функциональную связь с плотностью.
Паропроницаемость, пароемкость и воздухопроницаемость - это свойства, которые выгодно выделяют натуральную кожу среди всех обувных материалов.
Паропроницаемость - способность пропускать кожей пары воды при создании разности и упругости паров по обе стороны испытуемого образца и выражается в кг/м2ч.
Пароемкость - способность кожи поглощать влагу из окружающего воздуха, т.е. ее гигроскопичность.
Воздухопроницаемость - способность кожи пропускать воздух. Определяется по объему воздуха, проникающего через образец в единицу времени. Максимальной воздухопроницаемостью обладает замша, минимальной лаковая кожа и кожи с облагороженной лицевой поверхностью.
Влагоемкость - это количество содержащейся в коже влаги после намокания в воде в течение 20 или 24 часов, выражается в процентах абсолютно сухой массы пробы. Не следует смешивать понятия влагоемкости и намокаемости, характеризующие процентное отношение массы поглощенной влаги к массе сухого образца.
Температура сваривания отражает способность кожи реагировать на действие повышенной температуры, а также на способ дубления, так как продубленная дерма выдерживает температуру сваривания от 70 до 110°С. Кожи, выдубленные с применением таннидов и синтанов, выдерживают температуру сваривания не выше 75-85°С (юфтевые кожи), что ограничивает их применение при прикреплении низа обуви методом горячей вулканизации и требует дополнительной обработки (наполнения солями).
Гигротермическая устойчивость- свойство влажной кожи сохранять прочность в условиях 4х часового нагрева до 60°С. Это важный показатель качества кожи для низа обуви (юфти обувной), изделия из которой подвергаются многократному намоканию и высушиванию.
Водопромокаемость и водопроницаемость- способность кожи пропускать воду. Водопромокаемость - время прохождения влаги через сухой образец. Водопроницаемость- количество воды, пропускаемое промокшим образцом при создании разности давления по обе стороны образца из кожи.
Прочностные свойства кожи показывает предел кожи на растяжение, напряжение при появлении трещин лицевого слоя, удлинение при напряжении 9,8 МПа, коэффициент равномерности, условный модуль упругости и жесткость. Предел прочности при растяжении (о, МПа) определяется после испытания образца на разрыв как частное от деления нагрузки при разрыве (Р, Н) на площадь поперечного сечения образца по месту разрыва (Р, мм2). Этот показатель сортируется НТД на все виды кож, так как является важнейшей характеристикой механических свойств кожи:
О= Р/Р.
Неравнозначность удлинения кожи удлиненного лицевого слоя определяется напряжением при появлении трещин последнего, что важно при изготовлении и эксплуатации обуви. Оценивается также относительным удлинением до появления трещин (в процентах). Удлинение кожи характеризует ее деформационную способность. Различают общее, упругое и остаточное удлинение в зависимости от прилагаемой нагрузки.
Коэффициент равномерности - это процентное отношение прочности характеристик при испытании в продольном направлении к соответствующим свойствам в поперечном направлении. Условный модуль упругости характеризует общее удлинение кожи отношением натяжения (9,8 Н/мм2) к вызываемому этим напряжением удлинению (в долях первоначальной длины, принятой за единицу). Он также зависит от удлинения образца при заданной нагрузке, а потому его используют для определения жесткости кожи.
Жесткость кожи - это произведение условного модуля (Н/см2) на площадь поперечного сечения образца (см2). Толстые кожи обладают большой емкостью при прочих равных условиях.
Износостойкость кожи - время износа, вызванного трением истирания и усталости материала под действием многократных изгибов, сжатий и растяжений [21, с.32].
У искусственных кож поры как правило замкнутые, а у полиуретанового покрытия поры сквозные взаимосвязанные. Используются для открытой летней обуви. Мягкие искусственные и синтетические кожи заменяют натуральную кожу для верха и подкладки обуви, которые получают путем пропитки волокнистых основ и нанесения лицевого покрытия из полимерных композиций.
Классифицируют обувные искусственные мягкие кожи для обуви на кожи для верха хромовой обуви, кожи для верха (голенищ) юфтевой обуви и кожи для подкладки обуви. Наименования искусственной мягкой кожи, в соответствии со стандартами, отражают вид покрытия, тип основы, назначение и некоторые особенности материала.
Вид покрытия: винил-поливинилхлоридное, эласто-каучуковое; нитроцеллюлозное; амид-полиамидное; уретан-полиэфируретановое; винилуретан и др. - комбинированное. Тип основы обозначается буквами: Т- тканевая, ТР-трикотажная, НТ-нетканая. Словами обозначают назначения и свойства кож: обувная, морозостойкая, лаковая, замшевая, подкладочная, перфорированная, дублированная и т.д. Кроме того, искусственные кожи имеют старые наименования: кирза, ворсит.
Синтетические мягкие кожи - наиболее приемлемые для производства обуви, так как они по своим свойствам и по внешнему виду приближаются к натуральной коже. Известны синтетические кожи зарубежного производства: джентра, корфам (США), эйкас, кларино и патора (Япония), ксиле (Германия), белан (Голландия).
Отечественной промышленностью выпускаются кожи СК-2 - для верха обуви с армирующей тканью; СК-8 - для верха обуви без армирующей ткани; СК-5 - синтетическая замша для верха обуви; СК-6 - обувная подкладочная с лицевым покрытием на волокнистой основе; СК-4 - обувная подкладочная без лицевого покрытия, из волокна; СК-9 - отделочная окантовка на тканевой основе; СК-7 - кожа для одежды[9, с.163].
Технологическая особенность синтетических кож заключается в том, что в качестве связующих и пленкообразующих материалов для пропитывания волокнистой основы и создания лицевого покрытия используют полиэфируретаны. В качестве основы большинства видов синтетических кож используется иглопробивной холст из штапельного лавсанового или полипропиленового волокна. Применяется также для некоторых видов армирующая ткань из полиэфирного волокна и хлопка. Синтетические кожи выпускаются с различной отделкой лицевой поверхности: гладкой, нарезной, лаковой, замшевой, анилиновой.
Наиболее распространены винилискожи на тканевых, трикотажных и нетканых основах с непористым, пористым и пористо-монолитным покрытием. Однако они обладают низкими паро- и воздухопроницаемостью, морозоустойчивостью и теплозащитными свойствами при достаточно высоких механических свойствах.
Винилискожу Т совмещенную пористо-монолитную применяют для заготовок верха всесезонной и летней обуви, а также винилискожу Т лаковую и винилискожу Т замшевую. Для ремешковой обуви применяют винилискожу НТ пористо-монолитную «Вологнит» и винилискожу НТ «Замшит». Марголин и юфтин, которые получают нанесением ПВХ-пластиката на трехслойную кирзу или ткань типа сукна, применяют для изготовления голенищ сапожек. В обувном производстве нашли ограниченное применение эластоискожи. Обувная кирза применяется для голенищ юфтевых сапог, а морозостойкая эластоискожа-Т и ворсит - для изготовления голенищ женских сапожек и хромовых сапог, так же как и урета-нискожи.
Уретанискожи - это кожа трехслойной структуры: наружный слой - искусственная кожа с полиуретановым покрытием, промежуточный - пенополиуретан, внутренний - трикотажное полотно. Применяются и импортные уретанискожи на тканевой и трикотажной основе - цеелана-лак (Германия), фловер-лак (Италия)[21, с.35].
Однослойной синтетической кожей, выпускаемой в Великобритании для верха обуви, является порвэйр. Она представляют собой пленку без основы, состоящую из пористого внутреннего и монолитного наружного слоев с полиуретановыми композициями, и благодаря этой структуре обладает высокой растяжимостью, хорошей формуемостью, удовлетворительной паро- и воздухопроницаемостью, формоустойчивостью.
Подкладочные искусственные и синтетические кожи должны иметь достаточно высокие санитарно-гигиенические, а также механические свойства, особенно сопротивление на истирание и малую жесткость.
Они различаются по типу основы и по виду покрытия. Основу ассортимента подкладочных кож составляют: вини-лискожи Т, изготовленные на основе бязи или байки; эластоискожи Т, состоящие из ворсовой байки, пропитанной латексом на основе СКС-30 (обладает низкими санитарно-гигиеническими свойствами); амидоэластоискожи на тканевой или нетканой основе с пропиткой спиртоводным растворомполиамида и латекса бутадиен-стирольного каучука СКН-40-1ГП (обладает хорошими санитарно-гигиеническими и механическими свойствами, но при старении становится жесткой)[4, с.163].
Зарубежные подкладочные материалы из синтетических кож- это цееф и экралед (Германия), опомат (Чехия), грабопор (Венгрия) и др. В качестве основы этих кож применяют смесь синтетических волокон с пропитанным покрытием из ПВХ, полиуретана или совмещенных полимеров.
Так же одним из конкретных факторов влияющих на качество обуви является процесс моделирования и конструирования. Моделирование начинается с разработки рисунка модели. Этот рисунок, как основа реалистического изображения, является начальным этапом процесса изготовления обуви. Эскиз обуви тщательно анализируется с точки зрения эстетических свойств и технических возможностей промышленности. Модель разрабатывают на определенный фасон колодки, ее средний размер и полноту. Этот процесс начинается с создания рисунка (эскиза) обуви, на котором должна быть показана конфигурация деталей верха и низа обуви, форма и высота каблука, применяемые украшения, фурнитура и др. При этом модельер руководствуется назначением обуви и перспективным направлением моды.
После этого художник модельер подбирает материалы для деталей верха и низа, наружных, внутренних и промежуточных, определяет методы их скрепления, а затем приступает к построению шаблонов деталей, учитывая размеры колодки (ее след и боковую поверхность), а также свойства материалов, в частности, их толщину, тягучесть, делая соответствующие прибавки на обработку (швы, загибку края). От эскизов переходят к макетированию, так как только объемная форма позволяет окончательно уточнить замысел, его композиционное и конструктивное решение, получить ясное представление о модели [2, с. 145].
Макет обуви, т.е. слепок колодки, можно создать с помощью проклеенной ткани, папье-маше и других материалов. Современным методом является макетирование по жесткой оболочке, полученной на вакуум-аппарате из ПВХ пленки. Суть метода состоит в том, что поверхность колодки обтягивают разогреваемой на вакуум-аппарате полимерной пленкой, которая при остывании образует жесткую оболочку. Отработка в макете будущей модели проводится при одновременном решении верха и низа. Лепка низа выполняется вместе с верхом или отдельно. Затем на макет наносится все конструктивные и декоративные строчки, линии, фурнитура и пр. Цвет и фактура макета должны имитировать те материалы, из которых предполагается шить модель.
Дефектами неправильного моделирования могут быть: несоответствие направлению моды, несоответствие конструкции назначению, несоответствие рекомендуемых материалов и отделок для данной модели.
При неправильном конструировании могут возникнуть такие дефекты как: несоответствие размеров и полноты обуви, несовпадение деталей по форме и размерам, неправильное расположение деталей, неверный учет свойств рекомендованных материалов. Поэтому в процессе моделирования и конструирования все операции должны быть четкими и правильными чтоб при изготовлении модели не нарушались основные характеристики свойство товара [4, с. 48].
Из вышеизложенного можно сделать вывод, что на качество обуви влияет непосредственно свойство исходного материала т.е. сырья. Пароёмкость, влагоёмкость, гигротермическая устойчивость, водопромокаемость, жесткость, износостойкость, а так же химические свойства и физико-механические показатели. Однозначно изделия из натуральной кожи превосходят по многим показателям изделия из искусственной кожи. Процесс моделирования и конструирования так же, играет не малую роль в изготовлении конкурентоспособного товара. Необходимо учитывать новые направления и тенденции моды, для создания более красивой и эстетической модели обуви. Необходимо учитывать правильность строения модели т.е. соответствие размера, удобства при носке. Материалы для отделки должны дополнять и гармонировать в общей композиции. Всё это в комплексе только повысит качество и конкурентоспособность обуви и выведет её на уровень соответствующий спросу потребителя.
3. Исследование влияния конкретных факторов на свойство товаров
Для определения влияние конкретных факторов влияющих на качество обуви было проведено социологическое исследование в основу которого положено анкетирование. В опросе участвовали 100 респондентов. Опрос проводился в торговом центре ОАО «Универмаг». Сегментирование респондентов было проведено по возрастным группам опрашиваемых. При анализе анкетного опроса для 1-ой группы 18-25 лет были выявлены приоритетные показатели: внешний вид, целостность композиции, эстетические свойства их важность отметили (21%), также модные тенденции (75%) опрошенных респондентов.
Для 2-ой группа 26-35 лет, приоритетными показателями является надежность (20%) и эстетические свойства (35%).
В анкетном опросе выделим 3-ю группу, к которой отнесем респондентов, возраст которых составляет 36-45 лет. Эта категория респондентов на первое место поставила надежность (32%) и эргономические свойства (37%).
Характерные черты для 4-ой группы 46 лет и более в том, что респонденты этого сегмента обращают внимание при выборе обуви на такие критерии, как качество, которое включает в себя материал верха, способы крепления подошвы, материал низа, материал подошвы. Для этой группы людей немаловажным является и имидж торговой марки (78%).
Наибольший процент респондентов 49% можно отнести к 2-ой группе. Именно люди от 26 до 35лет производят наибольшее количество покупок. Тем самым, их требования к качеству и свойству товара оказывает большое влияние на производителей.
Социальный статус опрашиваемых представлен следующими категориями рабочий(ая), предприниматель, пенсионер, безработный. Опираясь на данные анкеты можно сказать, что основной слой населения принадлежит к рабочему статусу который составляет 52%, относятся ко 2-ой и 3-ей возрастной группе. В анкетном опросе респонденты указывали свой пол. Результаты дают право утверждать, что по половому признаку женщины представляют наибольшее количество потребителей, что составляет 65%. И это закономерно потому что, численность населения женщин больше, чем мужчин.
Рассмотрим такой фактор формирования качества, как материал верха, материал низа, материал подошвы. По ходу выполнение курсовой работы было проведено описание и представлены краткие характеристики используемого вида сырья для производство обуви. Например, натуральная кожа, искусственная кожа. В нашей анкете предпринята попытка выяснить каким образом вид используемого материала влияет на качество и свойство обуви для покупателей. На задаваемый вопрос « Из какого материала верха вы купите обувь?» Подавляющее количество респондентов, а именно 80% дало ответ: «Натуральная кожа». 49% опрашиваемых относятся к 2-ой возрастной группе 26-35 лет. Кроме того, респонденты 2-ой группы отметили важность показателей надёжности и эстетичности (20%, 35%), наименьшее внимание обращали на эти показатели респонденты 1-ой группы надежность - 7%, эстетичность - 21%. Таким образом мы видим, что одним из важных факторов формирования качества, является материал верха обуви. Известно, что эргономические свойства натуральной кожи (гигроскопичность, водопоглащение, паропроницаемость, теплозащитность) занимают немаловажную роль в формировании качества обуви и при выборе покупателя.
Основная причина приобретения новой пары обуви - это потеря потребительских свойств уже имеющиеся пары обуви. Из опрошенных респондентов по этой причине готовы приобрести новый товар 79% потребителей, из них 42% это респонденты достигшие возраста 36-45 лет и 37%-46лет и более. Это говорит о том, что для потребителей этих групп модные тенденции не являются одним из основных показателей влияющих на потребительские свойства обуви. За исключением потребителей 1-ой возрастной группы. Исследование показало, что для потребителя от 18-25 лет одним из основных показателям при выборе новой пары обуви является целостность исполнения композиции и наличие модных тенденций, что составляет 75% от всех опрошенных респондентов. Покупатель, за частую, приобретает новую пару по причине износа старой потерявшей потребительские свойства [приложения А]. Это характерно для людей 3-й и 4-ой возрастной группы, что составляет 38% и 47% соответственно, а к 1-ой и 2-ой 4% -11%. Но потребитель старается выбрать не устаревшее модели, он отдает предпочтения чему-то «свежему», но необязательно последнему писку моды.
Актуальный вопрос «Как часто Вы приобретаете обувь?». Он был так же предложен для респондентов с вариантами ответов:
Часто;
Редко;
Очень редко;
Результаты показали, что 27% делают это очень редко.
Частота приобретения обуви, говорит о том, что покупатель обновляет свой гардероб достаточно редко и делает это в магазинах розничной торговли и рынках. По данным анкеты в магазинах розничной торговли это делает 38%, в фирменных магазинах 17%, а на рынке 45% покупателей. К сожалению фирменные магазины уступают по объему продаж. Это связано, по моему мнению, зачастую с неудачно выбранным местом расположения. Так же многие покупатели приходя на рынок берут не один товар из одной торговой группы, а «попутно» какой-нибудь еще товар, тем самым удовлетворяют свой потребительские спрос в павильонах рынка. Справедливости ради, нужно отметить тенденцию размещения фирменных магазинов в близи торговых центров и рынках. Фирменные секции обувных товаров в розничной торговли составляют достойную конкуренцию рынку.
В нашем мире деньги играют не малую роль. Немаловажным является и ценовой фактор формирования потребительских свойств обуви. Для определения роли цены как фактора было предложено сравнить цену, материал верха обуви, качество, фирму производитель. Для большинства потребителей-52% цена играет не основную роль. На первое место они поставили такой фактор, как качество товара, т.е. из какого сырья сделан товар, каким методом крепится подошва 84% опрошенных, какой материал используется для изготовления подошвы 87% опрошенных.
Не на последнем месте стоит и ценовой фактор. При выборе обуви 23% опрошенных ставят на первом место цену обуви. Качественная обувь требует не малых затрат при производстве (качественного сырья, материалов, высокого уровня технологического процесса и конечно затрат на разработку новых моделей). Все эти затраты и составляют себестоимость обуви. Но все же покупатель хочет лучшего качества от производителя за туже цену, это видно из анкетного опроса [приложения А]. Не соответствие цене и качеству отметило 52% опрошенных респондентов.
Таким образом человек взвешивает, «достаточно ли качества» ему предлагают за данную цену. Не случайно, описывая удачную покупку, люди обычно подчеркивают, что им удалось "всего лишь за столько-то рублей купить товар с такими-то качествами". Смысл отраженного в этих словах типичного подхода состоит в том, что потребитель считает, что за названную вещь вообще-то не жалко было бы отдать большую сумму. Но благодаря везению она досталась дешевле (цена приобретения ниже потребительской ценности). Это и сделало покупку столь привлекательной. Следовательно, потребители сравнивая разные пары обуви, ориентировочно могут установить потребительскую ценность товара. На рис. 1.1 приведена зависимость потребительской ценности обуви (Ц) от уровня её эстетических свойств (Э).

Рис. 1
Как заметно из рис. 1.1 потребительская ценность повышается вначале медленными темпами, а потом - повышенными. Это связано с тем, что обувь с высокими эстетическими свойствами (уровнем качества), имеющая высокую цену, приобретается потребителями с высоким уровнем доходов, что составляет по результатам нашего анкетного опроса 12% респондентов. Из них 58% респондентов акцентируют внимание на фирме производителе а на имидже торговой марки 72% респондента, которые готовы заплатить за единицу качества более высокую цену.
Известны и другие методы определения потребительской ценности товара. Наиболее известным из них является "модель Кано" (по имени своего создателя). Н. Кано заметил, что люди по-разному реагируют на разные показатели товара, и выделил три типа реакций покупателей (рис. 1.2).
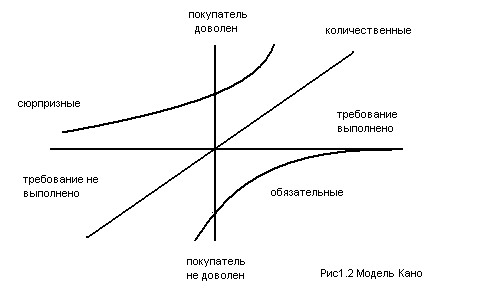
Рис. 2
Первые характеристики товаров (названные Н. Кано "обязательными") считаются людьми само собой разумеющимися: если они есть, то восторга это ни у кого не вызывает, но вот если их нет, то возмущению и недовольству нет границ. Скажем, в наше время мало кто обрадуется, узнав, что обувь имеет фирменную маркировку ("А как же иначе?"). Но стоит какому-нибудь предприятию предложить обувь без фирменного знака, и покупатели с возмущением откажутся ее приобретать. Такая обувь у покупателей ассоциируется с фальсификацией.
Другими словами, выполнение требований покупателей в отношении обязательных характеристик почти не способствует увеличению потребительской ценности товара, а вот их невыполнение - резко снижает.
Вторая группа характеристик названа "количественной". В этом случае удовлетворенность потребителя (т.е. осознанная потребительская ценность) растет по мере количественного улучшения соответствующего показателя. Например, потребитель тем больше доволен своей обувью, чем дешевле она ему досталась.
Наконец, третья группа характеристик получила наименование "сюрпризных". Отсутствие этих свойств у товара не отпугивает покупателя - он просто их не ожидает. Сюрпризными показателями для обуви могут быть: элементы украшения, сменные набойки и подметки, музыкальные и светящиеся детали для детской обуви, амортизирующие детали обуви, трансформируемость, некоторые конструкции и детали, придающие обуви особые свойства, комплектование обуви средствами ухода за ней и т.д.
При наличии этих элементов в обуви покупатель приходит в восторг, и потребительская ценность резко возрастает.
С помощью модели Кано производитель может оценить влияние своих действий на потребительскую ценность, может сразу выяснить, какие свойства обуви он должен непременно обеспечить (обязательные характеристики), какие качества могут служить "изюминкой", привлекающей покупателя к новинке (сюрпризные характеристики), какие показатели надо точно дозировать, сопоставляя издержки на их достижение и обусловленный улучшением соответствующих качеств рост числа покупателей (количественные характеристики). Наконец, он может с удивлением обнаружить, что некоторые свойство товара никого не волнуют (маловажные характеристики) и, следовательно, он зря на них тратит деньги. Или прийти к выводу, что вместо одного товара надо изготавливать два разных, причём с противоположными свойством (скажем, обувь с низом из резины для потребителей с низкими доходами и с подошвой из кожи или полиуретана – для потребителей с высокими доходами) [3, с. 61].
Таким образом, характер оценки факторов влияющих на свойство зависит от субъекта, т.е. принадлежности потребителя тому или другому сегменту. Рассмотрим потребительскую ценность обуви от уровня её качества.
По результатам наших исследований зависимость потребительской ценности обуви из натуральной кожи материала верха влияющий на качества описывается уравнением:
Ц = 92,341- е°'0319у.(1.1)
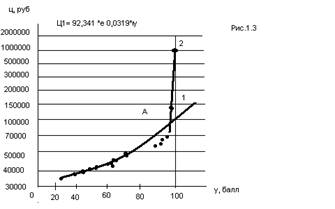
Рис. 3
Для оценки уровня качества (эстетических свойств) в качестве базового образца была использована обувь с наиболее высокими эстетическими достоинствами в павильоне ОАО «Универмаг». Если использовать в качестве базового наиболее лучший и дорогой образец в масштабе региона или страны, то результаты оценки будут более низкими. Тогда линия тренда переместится влево и поднимется вверх.
Из рис. 1.3 заметно, что начиная с точки А показатель Ц резко и существенно повышается. Это говорит о том, что здесь начинает влиять показатель престижности (очевидно, товарной марки).
Выше точки А линия тренда почти прямая. Она описывается в данном случает уравнением:
Ц = 115-У-73550. (1.2)
Решая систему уравнений (1.1) и (1.2), получим координаты точки А. В данном случае У=97,6; Ц=1000000.
Важно выявить значимость показателей престижности обуви, а также влияние качества на основные характеристики и свойства обуви.
Уровень качества обуви определяется уровнями показателей потребительских свойств. В группе потребительских свойств наибольшее значение имеют эстетические свойства. Проведенное исследование показало, что, осуществляя покупку большинство покупателей ориентируются на критерий «цена - качество». Понимание, что такое качество у разных людей сильно отличается: для одних это надежность, для других - красота и престиж. Но алгоритм выбора в большинстве случае одинаков [3, с. 59].
1-й вариант: обувь предназначена для потребителя с средним уровнем дохода, согласно анкетному исследованию составляет 23% респондентов. Надежность обуви для данного потребителя является наиболее значимой. Тогда коэффициенты весомости свойств (m) будут иметь следующие значения: mэст= 0,17; тэрг = 0,33; mнад = 0,5. Допустим что в результате экспертной оценки свойства обуви изготовленной из натуральной кожи (X) образца и оценка свойств обуви известной торговой марки (Х1) получили следующие значения баллов:
Обувь из натуральной кожи: Xэст = 30, Xэрг = 60, Xнад = 50;
Обувь известной торговой марки: X1эст = 50, X1эрг = 60, X1над = 30.
Отсюда уровни качества (У) будут иметь следующие значения:
Y = 30-0,17 + 60-0,33 + 50-0,5 = 49,9,
Y1 = 50-0,17 + 60 0,33 + 30-0,5 = 43,3.
Уровень качества образца обуви из натуральной кожи выше, чем образца обуви известной торговой марки, следовательно, выше и потребительская ценность данного образца обуви для данной группы потребителей.
Это связано с более высокими значениями показателей надежности первого образца, хотя значения его эстетических показателей ниже, чем второго образца.
2-й вариант: обувь предназначена для относительно богатого потребителя (12%), эстетические свойства обуви для данного потребителя являются наиболее значимыми. Тогда коэффициенты весомости свойств (m) будут иметь следующие значения: тэст = 0,5; тэрг = 0,33; тнад = 0,17.
Из натуральной кожи: Хэст= 90, Хэрг= 70, Хнад =60
Обувь известной торговой марки: Х1эст=60, Х1эрг=70, X 1над = 90;
Отсюда уровни качества (Y) будут иметь следующие значения:
Y1 = 90-0,5 + 70-0,33 + 60-0,17 = 78,3
Y2= 60-0,5 + 70-0,33 + 90-0,17 = 68,4.
Уровень качества образца обуви известной торговой марки: (с высокими эстетическими свойствами) выше, чем из натуральной кожи выше, следовательно, выше и потребительская ценность данного образца обуви для данной группы потребителей.
По проведенному социологическому исследованию основанному на анкетировании сделаем соответствующие выводы, какие же факторы конкретно влияют на свойство товара.
Основной возрастной группой приобретающей обувь выступает категория потребителей от 26-35 лет. В основном представляющих такой социальный статус, как рабочие.
Модные тенденции не являются одним из основных показателей влияющих на свойство товара. Покупатель, за частую, приобретает новую пару обуви по причине износа старой потерявшей потребительские свойства. Но потребитель старается выбрать не устаревшее модели. Однозначно можно сказать, что на выбор потребителя в первую очередь влияет качество товара т.е из какого материала сделан верх обуви, каким методом крепится подошва, какой материал используется для изготовления подошвы и многие другие конкретные факторы влияющие на качество обуви. Явное преимущество имеют изделия из натуральной кожи т.к. они обладают наилучшими потребительскими свойствами товара, а именно по эргономическим свойствам превосходят товары из искусственных кож. Тем самым повышают уровень качества товара. Не на последнем месте стоит и ценовой фактор, но покупатель хочет лучшего качества от производителя за туже цену. Так же хочется отметить, что белорусским производителям доверяют, хотя оценивают уровень качества, как средний. Это говорит о том, что нашим производителям надо обращать внимание на факторы формирующие качество. На потребительские свойства так же влияет хороший внешний вид, имидж торговой марки не имеет большого значения для большинства покупателей при приобретении товара. Покупатель готов платить за хороший товар, а не за «буквы на нем».
Подводя итог можно сказать, что во многом приобретение товара зависит от его потребительских и качественных характеристик, цены на предложенный товар. Покупатель отдавая деньги хочет удовлетворить свои потребности в полном объёме и готов за это платить. Качества выпускаемой продукции отечественных предприятий находится на среднем уровне доверия, тем самым даёт им стимул к дальнейшему развития.
Заключение
Повышение качества выпускаемых товаров расценивается в настоящее время, как решающее условие её конкурентоспособности на внутреннем и внешнем рынках. Конкурентоспособность товаров во многом определяет престиж страны и является решающим фактором увеличения её национального богатства.
Качество товаров относится к числу важнейших приоритетов функционирования предприятия в условиях относительно насыщенного рынка и преобладающей неценовой конкуренции. Повышение технического уровня и качества продукции определяет темпы научно - технического прогресса и рост эффективности производства в целом, оказывает существенное влияние на интенсификацию экономики, конкурентоспособность отечественных товаров и жизненный уровень населения страны.
В наше время такой ключевой категорией конкуренции выступает качество в его широком смысле: от качества товаров - до качества образования, качества культуры и качества жизни.
Одним из основных элементов непосредственно влияющего на качество обуви является сырьё. Сырьё бывает основным и вспомогательным. Вспомогательное дополняет основное для улучшения состава и свойств готового продукта. От природы и состава сырья во многом зависит свойства и качества готовой продукции. Так химический состав сырья делят на неорганический и органический; по происхождению природное, искусственное и синтетическое. Материалы это продукция первичной переработки сырья. Материалы как и сырье делят на основное и вспомогательное. Основные материалы используются для создания нового товара с другими ассортиментными характеристиками.
В свою очередь вспомогательные материала «отвечают» за качественный эстетический внешний вид, обеспечивают сохранность товара. Как правило материалы, как основные так и вспомогательные в процессе производства не меняют свои химические состава. Таким образом как и сырьё, будь это основное или вспомогательное, материалы непосредственно влияют на качество готового продукта.
По итогам изучение качества сырья, технологических процессов, процессов конструирование и моделирования во второй главе можно сделать вывод, что на качество обуви влияет непосредственно физические свойства исходного материала. Пароёмкость, влагоёмкость, гигротермическая устойчивость, водопромокаемость, жесткость, износостойкость, а так же химические свойства и физико-механические показатели. Однозначно изделия из натуральной кожи превосходят по многим показателям изделия из искусственной кожи. Процесс моделирования и конструирования так же, играет не малую роль в изготовлении конкурентоспособного товара. Необходимо учитывать новые направления и тенденции моды, для создания более красивой и эстетической модели обуви. Необходимо учитывать правильность строения модели т.е. соответствие размера, удобства при носке. Материалы для отделки должны дополнять и гармонировать в общей композиции. Всё это в комплексе только повысит качество и конкурентоспособность обуви и выведет её на уровень соответствующий спросу потребителя.
Ориентация на потребителя является гарантией повышения уровня качества продукции или услуги. Ее реализация требует сочетания умения хозяйствовать в новых условиях экономической самостоятельности с ответственностью, многолетняя практика сложившихся экономических отношений за рубежом построена именно на взаимной ответственности.
Как было выявлено в процессе исследования путем анкетного опроса модные тенденции не являются одним из основных показателей влияющих на свойство товара. Покупатель, за частую, приобретает новую пару обуви по причине износа старой потерявшей потребительские свойства. Но потребитель старается выбрать не устаревшие модели. Однозначно можно сказать, что на выбор потребителя в первую очередь влияет качество товара т.е. из какого материала сделан верх обуви, каким методом крепится подошва, какой материал используется для изготовления подошвы и многие другие конкретные факторы влияющие на качество обуви. Явное преимущество имеют изделия из натуральной кожи т.к. они обладают наилучшими потребительскими свойствами товара, а именно по эргономическим свойствам превосходят товары из искусственных кож. Тем самым повышают уровень качества товара. Не на последнем месте стоит и ценовой фактор, но покупатель хочет лучшего качества от производителя за туже цену.
Так же повышение качества продукции является реальной основой повышения эффективности производства, а основу хозяйственного механизма повышения качества составляет экономический механизм, и прежде всего рыночные отношения, экономическая заинтересованность в повышении качества и ответственность трудовых коллективов за выпуск недоброкачественной продукции.
Список использованной литературы
1. Акельев М.О. О качестве и не только / Максим Акельев // Товаровед. -2009.- № 2. - С. 24-26.
2. Байдакова Л.И., Фадаева Н.И., Сергеева Г.В., Молебная Л.М., Товароведение обувных и пушных и меховых товаров: учеб. пособие / под общ. ред. Л.И. Байданова - Киев.: Выш. шк., 1986.- 350 с.
3. Баляева С.И. Товароведение и экспертиза непродовольственных товаров: учеб. пособие / С.И. Баляева - М.: «Дашков и К», 2006. – 551 с.
4. Валяева А.В. Обувные товары (товароведение): учеб. пособие для нач. проф. Образование / А.В. Валяева - М.: « Академия», 1998. - 144 с.
5. Варакута С.А. Управление качеством продукции: учеб. пособие для вузов / С.А. Варакута. - М.: РИОР, 2004.- 109 с.
6. Галун Л.А., Лисовской Д.П. Теоретические основы товароведение и экспертиза товаров: учеб. пособие / Л.А. Галун, Д.П. Лисовской - Мн.: Выш. шк., 2006. - 242 с.
7. Гусаковский С. Бережливое производство: улучшение качества продукции / С. Гусаковский // Главный экономист. – 2010. - № 1. - с. 24-27.
8. Жиряева Е.В. Товароведение: учеб. пособие для вузов / Е.В. Жиряева. - СПб: Питер, 2003. - 416 с.
9. Иванова В.Я., Голубенко О.А. Товароведение и экспертиза кожевенной продукции: учеб. пособие для вузов / В.Я. Иванова, О.А. Голубенко - М.: «Дашков и К», 2006. – 354 с.
10. Коржевич К. Борьба за клиента только начинается / К. Коржевич // Дело (Восток + Запад). - 2009. - № 10. - с. 11-13.
11. Максимчук Т.П. Контроль качества продукции (товара) / Т.П. Максимчук // Планово - экономический отдел.- 2007. -3 5. - с. 19-27.
12. Методы управления затратами и качества продукции: учеб. пособие для вузов / В.Э. Керимов, Ф.А. Петрище, П.В. Селиванов и др. - М.: Маркетинг, 2002. - 108 с.
13. Несмелов М.Г. Основы и пути сохранения качества товаров: учеб. пособие для вузов /Н. М. несмелов. - Мн.: БГЭУ, 1998. - 115 с.
14. Никифоров А.Д. Управление качеством: учеб. пособие для вузов / А.Д. Никифоров - М.: Дрофа, 2004. - 720 с.
15. Николаева М.А.Товароведение потребительских товаров: учеб. пособие для вузов / под ред. М.А. Николаева - М.: НОРМА, 1998. - 435 с.
16. Новицкий Н.И., Олесюк В.Н., Кривенков А.В., Пуровская Е.Э. Управление качеством продукции / под общ. ред. Н. И. Новицкого - М.: «Новое знание», 2004. - 366 с.
17. Ляшко А.А., Ходыкин А.П., Волошко Н.И., Снитко А.П.. Товароведение, экспертиза и стандартизация: учебн. для вузов / под ред. Ходыкин А.П. - М.: Дашков и К, 2009. - 668 с.
18. Миронов М.Г. Управление качеством: учеб. пособие для вузов / М.Г. Миронов. - М.: ТК Велби, 2007.- 288 с.
19. Сероштан М.В., Михаеева Е.Н. Качество непродовольственных товаров:
Учеб. пособие / М.В.Сероштан, Е.Н. Михаеева - М.:«Дашков и К», 2000. - 164 с.
20. Сыцко В.Е. (и др.) Теоретические основы товароведения: учеб. пособие для вузов / под общ. ред. В.Е. Сыцко - Мн.: Выш. шк., 2009. - 208 с.
21. Шепелев, А.Ф. Товароведение и экспертиза кожевенно - обувных товаров: учеб. пособие для вузов / А.В. Шепелев, И.А. Печенежская - Ростов н/Д.: «МарТ», 2001. – 96 с.
Приложение
Результаты анкетного опроса
Покупателей обувных изделий в ОАО «Универмаг».
С целью изучения Ваших пожеланий и для улучшения торговли обувной продукцией, просим ответить на вопросы предложенной анкеты, которая может улучшить ассортимент обуви в магазине.
Благодарим за оказанную помощь в изучении потребительского спроса.
| Вопросы | Количество человек | Удельный вес; % |
| 1. Укажите свой возраст: | ||
| 18-25 лет | 11 | 11 |
| 26-35 лет | 49 | 49 |
| 36-45 лет | 21 | 21 |
| 46 и более | 19 | 19 |
| Итого: | 100 | 100 |
| 2. Ваш пол: | ||
| мужской | 35 | 35 |
| женский | 65 | 65 |
| 3.Ваш социальный статус: | ||
| рабочий(ая) | 52 | 52 |
| предприниматель | 19 | 19 |
| пенсионер | 25 | 25 |
| безработный | 4 | 4 |
| Итого: | 100 | 100 |
| 4.Из какого материала верха Вы купите обувь: | ||
| натуральной кожи | 80 | 80 |
| искусственной кожи | 14 | 14 |
| другой вид сырья | 6 | 6 |
| Итого: | 100 | 100 |
| 5.Если вы собираетесь покупать обувь, то по какой причине: | ||
| ввиду замены по причине потери потребительских свойств товара | 79 | 79 |
| ввиду смены модных направлений | 21 | 21 |
| Итого: | 100 | 100 |
| 6.Как часто Вы приобретаете обувь: | ||
| часто | 58 | 58 |
| редко | 15 | 15 |
| очень редко | 27 | 27 |
| Итого: | 100 | 100 |
| 7.Где Вы предпочитаете приобретать обувь: | ||
| в магазинах розничной сети | 38 | 38 |
| в фирменных магазинах | 17 | 17 |
| на рынке | 45 | 45 |
| Итого: | 100 | 100 |
| 8.При приобретении обуви на Ваш выбор наибольшее значение оказывает: | ||
| цена | 23 | 23 |
| качество | 52 | 52 |
| соответствие моде | 18 | 18 |
| фирма производитель | 7 | 7 |
| Итого: | 100 | 100 |
| 9.Каким производителям обуви Вы отдаёте предпочтения: | ||
| РБ | 41 | 41 |
| РФ | 30 | 30 |
| зарубежные | 29 | 29 |
| Итого: | 100 | 100 |
| 10.Как Вы оцениваете качество отечественных производителей: | ||
| высокое | 21 | 21 |
| среднее | 63 | 63 |
| низкое | 16 | 16 |
| Итого: | 100 | 100 |
| 12.Считаете ли Вы, что цена отечественных производителей соответствует их качеству: | ||
| да | 52 | 52 |
| нет | 48 | 48 |
| Итого: | 100 | 100 |
| 13.При выборе обуви важную роль играет имидж торговой марки: | ||
| да | 28 | 28 |
| нет | 72 | 72 |
| Итого: | 100 | 100 |
| 14.Материал подошвы играет важную роль при выборе обуви: | ||
| да | 87 | 87 |
| нет | 13 | 13 |
| Итого: | 100 | 100 |
| 15.Метод крепления подошвы играет важную роль при выборе обуви: | ||
| да | 84 | 84 |
| нет | 16 | 16 |
| Итого: | 100 | 100 |
| ... модели и конструкции женских закрытых туфель клеевого метода крепления | |
|
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ "КАЗАНСКИЙ ГОСУДАРСТВЕННЫЙ ... Туфли женские весеннее-осеннего сезона носки клеевого метода крепления с верхом из кожи хромового дубления с естественной лицевой поверхностью (эластичная) на плоской подошве из ... Заготовка верха обуви полуплоского типа состоит из наружных деталей верха обуви: носок, составная союзка, две детали союзки, берцы, две детали задинки. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Анализ способов сборки заготовок верха обуви | |
|
СОДЕРЖАНИЕ Введение 1. Виды и строение обуви. Материалы для заготовок обуви 1.1 Виды обуви 1.2 Строение обуви 1.3 Основные материалы, применяемые для ... В группу хромовых кож для верха обуви входят следующие основные виды кожи, отличающиеся по исходному сырью: хромовый опоек, хромовый выросток, хромовый полукожник, хромовая яловка ... Для скрепления деталей заготовок верха обуви из кож и искусственных материалов двухниточным челночным беспосадочным швом. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Сравнительная оценка потребительских свойств обуви отечественного и ... | |
|
КУРСОВАЯ РАБОТА Тема: Сравнительная оценка потребительских свойств обуви отечественного и зарубежного производства Введение Обувь - это изделие ... Кожи для низа обуви принято делить на две подгруппы: кожи для низа обуви винтового или гвоздевого метода крепления и кожи для низа обуви ниточных и клеевого методов крепления. По материалу верха различают обувь хромовую и юфтевую, из искусственной и синтетической кожи, текстильную, комбинированную, цельнолитую обувь из пластмасс. |
Раздел: Рефераты по маркетингу Тип: курсовая работа |
| Производство и ассортимент кожаной обуви | |
|
Курсовая работа Кафедра Товароведения и Торговли Москва 2004 Введение Обувь - это изделие, предназненное для предохранения ног от внешних воздействий ... Кожи для низа обуви принято делить на две подгруппы: кожи для низа обуви винтового или гвоздевого метода крепления и кожи для низа обуви ниточных и клеевого методов крепления. Визуально можно проконтролировать парность обуви по размерам, материалам верха, симметричности расположения деталей; качество и правильность формования заготовки в геленочной ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Конструирование изделий из кожи | |
|
Конструирование изделий из кожи Содержание Введение 1.Конструктивно-технологическая характеристика, эскиз 2.Обоснование выбора материалов 2.1 ... Для верха обуви применяют широкий ассортимент кож, отличающихся методом дубления, способом отделки лицевой поверхности и т.д. Выделяют следующие группы кож для верха обуви: из ... На внутренние детали верха обуви, для подкладки, должны применяться: кожи по ГОСТ 940-81, ГОСТ 939-88, кроме кож из сырья тяжелых развесов, ГОСТ 1838-83, кроме кож покрывного ... |
Раздел: Промышленность, производство Тип: курсовая работа |