Курсовая работа: Структура деятельности предприятия "Ростсельмаш"
Содержание
Введение
1 Структура и направление деятельности ООО «Ростсельмаш»
1.1 История предприятия
1.2 Направление деятельности предприятия
2 Анализ СМК по ИСО 9001:2001 действующей на предприятии
3 Анализ качества выпускаемой продукции на примере вала
4 Оценка стабильности и управляемости производства
5 Анализ документации по функционированию и устройству средств контроля параметров вала
5.1 Стандарты предприятия
5.2 ГОСТы на средства измерения и проведение их поверки
6 Оценка состояния системы технического контроля
6.1 Общие положения измерения и мониторинга продукции
6.2 Порядок сдачи и приемки продукции ДТК
6.3 Порядок проведения испытаний продукции
6.4 Порядок проведения периодических испытаний
6.5 Проведение испытаний на ГосМИС
6.6 Порядок проведения окончательной приемки продукции
6.7 Порядок проведения результатов КТД
6.8 Сбор и передача данных о качестве продукции
6.9 Дополнительный контроль качества продукции
Заключение
Список использованных источников
Введение
ростсельмаш структура деятельность производство
В современном мире, для достижения прибыли, предприятия стремятся производить товар высокого качества: товар должен быть лучше, чем у конкурентов, максимально удовлетворять требования потребителей.
Важнейшим источником роста эффективности производства является постоянное повышение технического уровня и качества выпускаемой продукции. Развитие рыночной экономики в России определило новые приоритеты развития национального производства: повышение конкурентоспособности национального товара; осуществление перехода от добывающей промышленности к перерабатывающей; удовлетворение растущих потребностей населения; создание национальной системы обеспечения безопасности и высокого качества потребляемой продукции.
Одной из приоритетных задач стоящей перед ООО «КЗ «Ростсельмаш» является обеспечение потребителя качественной и долговечной продукцией.
Как показывает практика, ООО «КЗ «Ростсельмаш» как производитель и продавец обеспечивает условия, при которых конечный потребитель покупает и получает в пользование комбайны и адаптеры в полнособранном состоянии и полностью готовым к эксплуатации.
1. Структура и направление деятельности ООО «КЗ «Ростсельмаш»
1.1 История предприятия
В январе 1926г. началась геодезическая съемка местности под стройплощадку, а 22 марта 1926 года Ростово-Нахичеванский горсовет принял постановление о выделении земельного участка для постройки завода и жилых домов. А в апреле того же года на территории будущего завода было построено первое здание – прорабская, начался набор рабочих, стартовали земляные работы на строительстве крупнейшего в СССР завода сельскохозяйственного машиностроения.
3 июня 1927г. принято Постановление Совета труда и обороны СССР о строительстве завода сельхозмашиностроения в Ростове-на-Дону. В августе были заложены фундаменты первых цехов, началось строительство поселка Сельмашстроя. Начальником Сельмашстроя, а затем и первым директором завода, с мая 1928 по октябрь 1936гг., был Николай Павлович Глебов-Авилов (репрессирован, реабилитирован посмертно).
21 июля 1929 года завод приступил к выпуску своей первой продукции: крестьянских ходов, поперечных грабель, тракторных плугов и сеялок. Именно эту дату в истории предприятия принято считать днем его рождения.
Несмотря на сарказм иностранной прессы и зарубежных специалистов, Ростсельмаш через два года после закладки фундамента не только начал работать, но и открыл собственный учебный комбинат, а проектное бюро уже вело разработку отечественных комбайнов. Именно ростсельмашевцами 30 июня 1930г. был выпущен первый отечественный комбайн - «Колхоз», прошедший испытания на полях зерносовхоза «Гигант» Сальского района. И уже 26 мая 1932г. на поля был отправлен первый эшелон с комбайнами Ростсельмаш. А всего с момента основания (1929г.) Ростсельмаш поставил своим клиентам в 48 странах мира более 2,6 млн. единиц техники.
За минувшие десятилетия инженерами-конструкторами Ростсельмаш разработаны многие образцы уборочной техники. Комбайны серий С, Сталинец, Нива, Дон, а в последние годы – VECTOR, ACROS, TORUM были неоднократно удостоены советских, российских и международных премий за качество, надежность, производительность. В 1965 году впервые в мире на Ростсельмаш были сконструированы и выпущены в производство тростниковоуборочные комбайны КСТ-1, долгое время поставлявшиеся на Кубу.
Благодаря усилиям Ростсельмаш к середине 80-х гг. было резко сокращено отставание отечественного сельхозпроизводства от ведущих стран – мировых зернопроизводителей по оснащенности комбайнами: их парк составил в СССР 800 тысяч штук – 20% мирового парка.
За достижения в области экономики, за вклад в развитие промышленности и сельского хозяйства Ростсельмаш был награжден орденами «Ленина», «Октябрьской Революции», «Трудового Красного Знамени», наградами других государств.
Сегодня компания Ростсельмаш входит в пятерку крупнейших мировых производителей комбайнов и сельскохозяйственной техники. Продукция Ростсельмаш занимает 17% мирового и 65% - рынка сельхозтехники России и СНГ. Продуктовую линейку компании составляют четыре модели зерноуборочных комбайнов: TORUM, ACROS, VECTOR, NIVA, кормоуборочный комбайн DON 680М, энергосредства ES 1, тракторы VERSATILE, а также прицепная, навесная кормоуборочная техника, техника для хранения и переработки зерна. Реализация техники Ростсельмаш, ее предпродажная подготовка и сервисное обслуживание осуществляется через крупнейшую в Европе и Азии дилерскую сеть компании, располагающей 200 филиалами сервисных центров. За последние пять лет комбайны Ростсельмаш были поставлены в 23 страны мира.
Накопленный опыт и применение передовых технологий на всех этапах жизненного цикла продукции позволяет компании создавать машины, ставшие эталоном надежности, производительности и экономической эффективности. Современная зерноуборочная техника Ростсельмаш полностью соответствует европейским стандартам безопасности, что подтверждено протоколами испытаний, проведенных в 2007г. чешским государственным испытательным центром SZZPLS. Качество и надежность техники Ростсельмаш гарантировано действующей в компании системой менеджмента качества, международным стандартам ИСО 9001:2008. Компании выданы сертификаты Международной организации по сертификации (IQNET), Европейской организации по сертификации «SAI GLOBAL», Российского Госстандарта (ИСО 9001:2008) и Российского Регистра.
Ростсельмаш уделяет огромное внимание расширению и обновлению продуктового портфеля компании. За пять последних лет Ростсельмаш поставил на конвейер три модели комбайнов (VECTOR, ACROS, TORUM) и энергосредство. Сегодня предприятие продолжает работы по созданию новых моделей уборочных машин и адаптеров.
Осенью 2007г. для Ростсельмаш начался новый исторический период в развитии. 31 октября Ростсельмаш завершил покупку контрольного пакета акций канадского производителя сельхозтехники Buhler Industries Inc. Выбор в пользу Buhler Industries основан на производственном потенциале канадского тракторостроительного предприятия, позволяющего выпускать технику мощностью от 196 до 535 л.с. Таким образом, Компания Ростсельмаш из крупнейшего комбайностроительного предприятия превратилась в трансконтинентальный машиностроительный холдинг.
1.2 Организационная структура ООО «КЗ «Ростсельмаш»
В настоящее время в 000 "КЗ "Ростсельмаш" разработана, задокументирована, внедрена и поддерживается в рабочем состоянии система внутрифирменного менеджмента, соответствующая МС ИСО 9001. ВМ предназначен для реализации политики в области качества, бизнес-целей, достижения и обеспечения уверенности в удовлетворении требований потребителей с учётом законодательных и нормативных требований.
ВМ построен так, чтобы постоянно улучшать результативность компании в соответствии с требованиями стандарта ГОСТ Р ИСО 9001-2001 (МС ИСО 9001:2000).
В период с марта по сентябрь 2004 года в компании была разработана, утверждена и внедрена нормативная документация внутрифирменного менеджмента в соответствии с требованиями МС ИСО 9001:2000, ГОСТ Р ИСО 9001-2001.
Документальное описание ключевых процессов деятельности обеспечивает их прослеживаемость, четкое понимание, управление и постоянное улучшение.
Уникальность НД ВМ заключается в том, что она представлена в виде шести системообразующих процессов: гиперпроцесса (ГВМ) и пяти макропроцессов (МП).
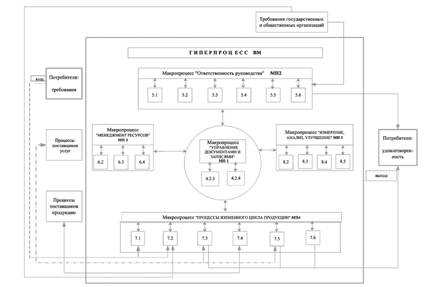
Рисунок 1 – Схема процессов
Перед началом комплексной проверки внутрифирменного менеджмента экспертами Ассоциации по сертификации на соответствие разработанной системы требованиям международных стандартов, компания провела аудит по каждому разработанному процессу и аттестацию руководителей структурных подразделений. Экзамен по внутрифирменному менеджменту выдержали более 500 руководителей всех уровней управления предприятием: от мастеров производственных участков до начальников производств. В ходе аттестации персонал Общества продемонстрировал достаточную осведомлённость относительно требований процессов внутрифирменного менеджмента.
Внутрифирменный менеджмент стал реальным инструментом непрерывного совершенствования деятельности предприятия и источником экономических выгод. За счет документированное™, контроля, анализа и периодического пересмотра ключевых производственных и управленческих процессов в соответствии с требованиями международного стандарта обеспечивается прозрачность, лучшая управляемость и непрерывное совершенствование деятельности предприятия.
С 22 по 26 октября 2004 г. на нашем предприятии состоялся сертификационный аудит на соответствие внутрифирменного менеджмента требованиям МС ИСО 9001:2000 и ГОСТ Р ИСО 9001-2001. Во время аудита эксперты Ассоциации по сертификации отметили высокий уровень подготовки, профессионализм и компетентность, как у руководителей, так и работников Общества.
По результатам сертификации ООО "КЗ "Ростсельмаш" получил четыре сертификата соответствия ВМ требованиям МС ИСО 9001:2000 и ГОСТ Р ИСО 9001-2001 на русском и английском языках: "IQ Net" (на английском языке), "SAI GLOBAL" (на английском и русском языках), "Русский Регистр" (на английском и русском языках), ГОСТ Р (на русском языке).
Создание в организации Внутрифирменного менеджмента позволило не только сертифицировать ее на соответствие требованиям МС ИСО 9001:2000, но и обеспечило значительное повышение конкурентоспособности и экономической эффективности организации.
Сертификация ВМ ООО "КЗ "Ростсельмаш" имеет колоссальное значение не только для самой компании, но и для России, поскольку является подтверждением выхода качества продукции отечественного сельхозмашиностроения на международный уровень.
Работа компании по совершенствованию внутрифирменного менеджмента ведется постоянно. Одним из самых значительных этапов совершенствования ВМ является создание, внедрение и усовершенствование системы трех "Не" - системы, направленной на выявление причин несоответствий, снижение издержек на их устранение, повышение ответственности исполнителей за выполненную работу. Функционирование системы основано на добровольном предъявлении брака.

Рисунок 2 - Основный принципы системы трех "Не"
После успешного прохождения сертификации и функционирования всех видов деятельности в структуре ВМ, изображенной на рисунке 2, возникла необходимость в изменении состава процессов ВМ и структуры документации.
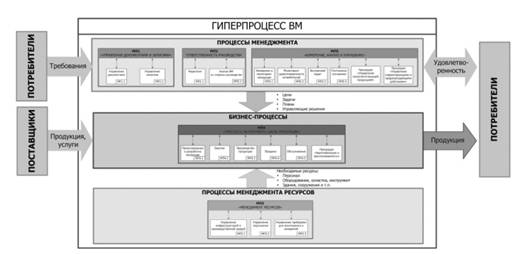
Рисунок 3 - Проект модели ВМ-2006
Измененная структура документации ВМ будет выглядеть следующим образом:

Рисунок 4 – Измененная структура ВМ
Одновременно ведется работа по внедрению системы 5S. После внедрения этой системы на ООО «КЗ «Ростсельмаш» станут лучше рабочие места, создать лучшие условия выполнения операций, сэкономить время и повысить производительность, безопасность работы.
3. Анализ качества выпускаемой продукции на примере вала
Для того, чтобы проанализировать качество выпускаемой продукции необходимо произвести статистическую обработку результатов измерения, полученных с течением времени. В результате контроля было получено 100 результатов измерений. Измерения проводились штангенциркулем с ценой деления 0,1 мм. чертеж штангенциркуля представлен в приложении Б.
При соединении точек прямыми линиями, видно, что тенденция изменения результатов измерений не наблюдается, т.е. переменная систематическая погрешность несущественна.
Необходима проверка наличия грубых ошибок и промахов. Для этого полученные значения измерений располагаются в вариационный ряд.
Следует проверить крайние значения вариационного ряда, для этого необходимо:
-рассчитать среднее арифметическое значение:
![]()
Где ![]() - значение i-го результата, i=1,2,3,…,n;
- значение i-го результата, i=1,2,3,…,n;
n-число измерений;
![]() =155,8
=155,8
- рассчитать СКО:
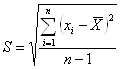
-выбрать из вариационного
ряда крайние значения ![]() и
и ![]() и определяют отношение:
и определяют отношение:
![]()
![]()
-проверить выполнение
неравенства ![]() ,
где
,
где ![]() определяется
по таблице для заданного уровня значимости
определяется
по таблице для заданного уровня значимости ![]() Р – доверительная вероятность.
Так как число результатов измерений превышает 30, то для определения
Р – доверительная вероятность.
Так как число результатов измерений превышает 30, то для определения ![]() используется
формула
используется
формула

Где ![]() - квантиль функции
Лапласа для значения функции, равного Р/2.
- квантиль функции
Лапласа для значения функции, равного Р/2.
Р=0,95 => P/2=0,475, от сюда следует, что ![]() , тогда
, тогда ![]() =1,94.
=1,94.
Так как ![]() и
и ![]() , то это означает, что
крайние значения вариационного ряда не являются промахами.
, то это означает, что
крайние значения вариационного ряда не являются промахами.
Необходимо проверить соответствие эмпирического распределения нормальному теоретическому закону. Для этого вариационный ряд
Чтобы установить вероятность, с которой эмпирическое распределение можно оценивать, как нормальное используется критерий Колмогорова-Смирнова. Статистикой этого критерия является расхождения эмпирической и теоретической функции распределения вероятности, функция распределения рассчитывается накапливаемым суммированием вероятностей.
Выбираем наибольшую разность между эмпирическим и теоретическим распределением. Для рассчитанных значений л определяем по таблице значений вероятности Р(л) с которой можно принять гипотезу о нормальности распределения Р(л)=0,96
Удовлетворительным считается результат когда Р(л) ≥ 0,76, т.е. гипотеза о нормальности распределения принимается
По гистограмме можно сделать вывод, что процесс стабилен и точен, но так как нет явного пика, то есть основание полагать, что требуется расслоение гистограммы.
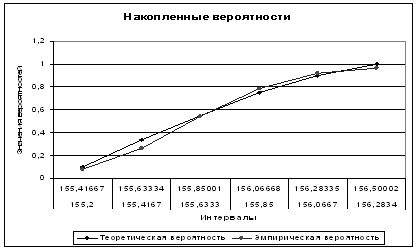
Рисунок 5. Распределение накопленных вероятностей
Гистограмма и другие показатели управляемости процесса характеризуют его одномоментное состояние с присущей ему вариацией параметров. Однако, чтобы иметь возможность прогнозировать состояние процесса и управлять им, необходима информация, собранная в течении определенного периода. Появление определенных тенденций в его протекании и временную вариацию параметров позволяют оценить контрольные карты.
Для оценки статистической управляемости процесса необходимо использовать контрольные карты Шухарта.
И на Х-карте и на R-карте все точки лежат в пределах границ регулирования, тенденций по увеличению или уменьшению размахов и полученных значений не наблюдается. На Х – карте есть точки, которые сильно отдалены от среднего значения, но всё равно они лежат в пределах границ регулирования. От сюда можно сделать вывод, что процесс точен и управляем, то есть корректировка процесса не требуется.
Статистическая обработка результатов измерений других параметров проводится аналогично.
4. Оценка стабильности и управляемости производства
Для производства вала, в качестве документального обоснования используется технологический процесс (маршрутная карта).
Первой из операций является пило-отрезная, которая включает следующие этапы: установление и закрепление заготовки вручную, отрезание заготовки, снятие заготовки, процесс зачистки заусениц и притупление острых кромок на заготовке.
Вторая операция – слесарная, она включает рихтовку.
Третья – токарно-винторезная она включает следующие этапы: установление и закрепление заготовки в 3-х кулачковом патроне вручную, подрезание торца, центрирование торца, и так далее, всего 19 этапов. Полностью маршрутная карта представлена в приложении.
Четвертая операция – разметка, включает разметку двух пазов.
Пятая операция вертикально-фрезерная включает три этапа: установление и закрепление заготовки, фрезерование, снятие детали.
Слесарная операция включает зачистку заусениц и притупление острых краёв кромки.
Предпоследней операцией является контроль готового изделия.
Заключительной операцией является взвешивание.
Таким образом, изучив тех процесс, можно сделать вывод, что процесс изготовления вала технологичен.
5. Анализ документации по функционированию и устройству средств контроля параметров вала
В качестве документации по функционированию и устройству средств контроля применяются стандарты предприятия: метрологическое обеспечение, правила пользования средствами измерений геометрических величин, методы контроля резьб, ГОСТы на средства измерения, нормативная документация по поверке средств измерений.
5.1 Стандарты предприятия
Для измерения геометрических параметров документированной основой является стандарт предприятия «Метрологическое обеспечение. Правила пользования средствами измерений геометрических величин». Данный стандарт включает несколько разделов: область применения, нормативные ссылки, термины и определения, общие положения, правила пользования средствами измерений.
Настоящий стандарт устанавливает правила пользования средствами измерений геометрических величин, эксплуатируемых на ООО «Комбайновый завод «Ростсельмаш» (далее Общество). Настоящий стандарт предназначен для специалистов технических производственных подразделений Общества, осуществляющих разработку, метрологическую экспертизу технической документации, а также применяющих в своей деятельности средства измерений геометрических величин. Ответственность за актуальность стандарта предприятия возлагается на главного метролога.
В стандарт включены наиболее употребляемые средства измерений геометрических величин, обеспечивающие разную точность измерений, их краткие характеристики, диапазоны измерений, соответствии с Государственными стандартами и правила пользования ими. Все средства измерений должны обеспечивать достоверность и эффективность измерения при контроле изделий в процессе изготовления. Находящиеся в эксплуатации средства измерений подвергаются периодической, внеочередной поверке, калибровке. При применении других средств измерений геометрических величин, не указанных в данном документе, их погрешности при измерении не должны превышать допускаемых ГОСТ 8.051-81 значений.
В данном стандарте подробно описываются различные средства измерения, правила их эксплуатации и хранения. К данным средствам измерения относятся: глубиномеры индикаторные, глубиномеры микрометрические, головки рычажно-зубчатые, индикаторы многооборотные, индикаторы рычажно-зубчатые, индикаторы часового типа, линейки измерительные металлические, линейки поверочные, линейки синусные, меры длины концевые плоскопараллельные, меры плоского угла призматические, микрометры гладкие, микрометр со вставками, микрометры рычажные, набор принадлежностей к плоскопараллельным концевым мерам длины, нутромеры индикаторные, нутромеры микрометрические, образцы шероховатости поверхности, плиты поверочные и разметочные, призмы поверочные и разметочные, проволочки и ролики для измерения среднего диаметра резьбы, рулетки измерительные металлические, скобы с отчетным устройством, стенкомеры и толщиномеры индикаторные, стойки и штативы для измерительных головок, угломеры с нониусом, угольники поверочные, уровни рамные и брусковые, шаблоны резьбовые и радиусные, штангенглубиномеры, штангенрейсмасы, штангенциркули, щупы.
В предыдущем разделе данного отчета приведены результаты статистической обработки результатов измерений длины проточки на валу при помощи штангенциркуля ШЦ – I – 150 - 0,1 ГОСТ 166-89.
Так же для контроля параметров вала используется ещё один стандарт предприятия «Метрологическое обеспечение. Методы контроля резьб». Стандарт содержит следующие разделы: область применения, нормативные ссылки, термины и определения, изображение и обозначение резьбы, общие положения методов контроля параметров резьбы, методы и средства контроля, поэлементный контроль резьбы, условия годности резьбы.
Данный стандарт устанавливает предпочтительные для применения в подразделениях ООО «Комбайновый завод «Ростсельмаш» методы контроля резьб на деталях и узлах машин. Стандарт предназначен для использования специалистами Управления главного технолога, Департамента менеджмента качества, отдела главного метролога и других технических служб при разработке технической документации и выполнении процессов измерения и контроля. Допускается применение других методов, обеспечивающих необходимую точность измерений. Ответственность за актуальность стандарта предприятия возлагается на главного метролога.
Проверка годности резьбы выполняется комплексно и поэлементно. Комплексно – определением ряда параметров одновременно, поэлементно – измерением каждого параметра в отдельности. Комплексный контроль обеспечивает соблюдение предельных контуров сопрягаемых резьб на длине их свинчивания. При этом одновременно проверяют средний диаметр, шаг, половину угла профиля, внутренний и наружный диаметр резьбы путем сопоставления действительного контура резьбы детали с предельными.
Виды калибров для контроля цилиндрических резьб выбирают по ГОСТ 24939, калибры для конической дюймовой резьбы с углом профиля 60 град. – по ГОСТ 6485, калибры для метрической конической резьбы – по ГОСТ 24475. при поэлементном контроле измеряют наружный, средний, внутренний диаметры, шаг, угол профиля. По измеренным параметрам дают заключение о годности резьбы.
5.2 ГОСТы на средства измерения и их поверки
В качестве нормативной документации на рассматриваемый штангенциркуль на предприятии ООО «КЗ «Ростсельмаш» используется ГОСТ 166 – 89.
Штангенциркули изготавливают следующих основных типов:
I – двусторонние с глубиномером;
Т – 1 – односторонние с глубиномером с измерительными поверхностями из твердых сплавов;
II – двусторонние;
III – односторонние.
В качестве нормативной документации по поверке используются ГОСТы. Для поверки штангенциркуля используется ГОСТ 8.113 – 85 «Штангенциркули. Методика поверки».
При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками. Проводят следующие операции: внешний осмотр, опробование, определение метрологических характеристик, определение длины вылета губок штангенциркулей, определение шероховатости измерительных поверхностей, определение штрихов шкал и перекрытия штрихов шкалы штанги краем нониуса штангенциркуля, определение расстояния от верхней кромки края нониуса до поверхности шкалы штанги, определение отклонения от плоскостности и прямолинейности измерительных поверхностей губок, определение отклонения от параллельности плоских измерительных поверхностей губок, определение усилия перемещения рамки по штанге штангенциркуля, определение погрешности штангенциркуля. ГОСТ на штангенциркуль и его поверку представлен в приложении.
6. Оценка состояния средств технического контроля
6.1 Общие положения измерения и мониторинга продукции
С целью подтверждения соблюдения требований к продукции на соответствующих стадиях ее жизненного цикла в компании проводится мониторинг и измерение параметров продукции.
Измерение и контроль продукции в процессе производства осуществляют работники производственных подразделений и ДТК в соответствии с картами контроля ТП. Измерение и контроль продукции при проведении испытаний и окончательной приемки продукции осуществляют специалисты ДИСП.
Мониторинг и измерение качества продукции на стадии закупок осуществляют сотрудники ОВП. Мониторинг качества продукции на стадиях производства, испытания и гарантийного обслуживания (эксплуатации) осуществляют сотрудники ДМК.
6.2 Порядок сдачи и приемки продукции ДТК
Предъявление продукции на контроль ДТК производит мастер цеха/корпуса или рабочий по разрешению мастера. Предъявление продукции производится по сменному заданию, сопроводительному ярлыку. Перед предъявлением продукции на контроль мастер должен проверить её на соответствие требованиям действующей НД.
Продукция, предъявляемая на контроль, должна сопровождаться:
– сменным заданием;
– сопроводительным ярлыком (или деревянной биркой, содержащей информацию в соответствии с формой сопроводительного ярлыка, там, где это предусмотрено технологическим процессом);
– необходимой НД (ТП, чертежи и пр.);
– необходимым измерительным инструментом, прошедшим поверку.
Ответственность за использование при контроле продукции не актуализированных ТП (чертежей), а также мерительного инструмента, не прошедшего поверку (калибровку), несёт производственный мастер.
Контролёр ОТК/БТК производит контроль продукции в соответствии с требованиями НД. Результаты контроля контролёр заносит в журнал регистрации данных операционного контроля. На обложке журнала указывают: наименование журнала, цех, участок.
При обнаружении в партии продукции несоответствующей детали контролёр обязан прекратить приёмку и вернуть партию производственному мастеру. При выявлении в партии продукции с отклонениями от нормативной документации (чертежей, ТУ, шаблонов, эталонов и др.), контролер обязан немедленно задержать продукцию до выяснения причин несоответствия, не допуская передачу на следующие операции.
6.3 Порядок проведения испытаний продукции
С целью контроля соответствия продукции требованиям технических условий на послеобкаточный период в компании проводят ПСИ и ПИ продукции.ПСИ проводятся с целью установления возможности дальнейшего изготовления продукции (при обязательном условии устранения несоответствий, выявленных в процессе испытаний). ПИ проводят для периодического подтверждения качества продукции, стабильности технологического процесса в установленный период, возможности продолжения изготовления продукции по действующей конструкторской и технологической документации и продолжения ее приемки.
ПСИ подлежат все комбайны, прошедшие сборку и обкатку. Продукция после обкатки (при наличии в «Деле комбайна» оттиска личного клейма рабочего, подтверждающего окончание обкатки продукции) по решению начальника участка обкатки предъявляется на ПСИ.
Работник ДИСП должен проводить приемку с точки зрения конечного потребителя. При проведении ПСИ специалист, проводивший испытания, фиксирует в разделах «Дела комбайна» результаты испытания и производит фотосъемку выявленных несоответствий, возвращая продукцию мастеру участка обкатки в КСК, передавая ему лист предъявления несоответствующей продукции. Фотоматериалы должны быть оформлены и подписаны в соответствии с пунктами справки о результатах ПСИ. Фотоматериалы размещаются на следующий день до 10:00 на сервере.
По результатам проведения ПСИ работник ДИСП заполняет лист предъявления несоответствующей продукции, в который вписаны все несоответствия. После ПСИ каждого комбайна работник ДИСП заполняет электронный бланк справки о результатах ПСИ и рассылает по электронной почте: ГИП, начальнику ДТК, начальникам производственных корпусов и заместителю директора по качеству и начальнику ДМК. Информирование персонала КСК о выявленных несоответствиях осуществляет также работник КСК, рассылая справку по участкам (всем мастерам).
С целью измерения уровня качества при анализе выявленного несоответствия, необходимо в обязательном порядке присваивать балл влияния на качество по принятым методикам. По несоответствиям, выявленным при испытаниях, ответственность за оценку и присвоение баллов несут работники ДИСП, по другим – специалисты по качеству.
Руководители (уполномоченные лица) подразделений, отделов, бюро, получившие справку о результатах ПСИ, обязаны организовать информирование работников, принять сдерживающие меры, провести предварительный анализ причин несоответствий (совместно со специалистами по качеству). Результаты данных работ и анализа (оформленные документы) предоставить на совещании в ДИСП. Если данные документы не предоставляются, это фиксируется в протоколе совещания.
Информацию о результатах испытаний в виде справки о результатах ПСИ в КСК по форме приложения Н начальник ДИСП направляет в ДМК.
Ответственность за организацию устранения несоответствий, выявленных при ПСИ, несет начальник корпуса/цеха-виновника возникновения несоответствия. Рабочий корпуса/цеха-виновника, производивший устранение несоответствий, расписывается за качественное выполнение операции в соответствующей графе листа несоответствий вне перечня параметров для обязательного контроля Дела комбайна.
После устранения несоответствий, продукция предъявляется для повторных ПСИ и контроля в объеме перечня выявленных несоответствий. При отсутствии несоответствий после повторного проведения ПСИ, работник ДИСП окончательно оформляет этап обкатки «Дела комбайна» по форме «Идентификация и прослеживаемость» с подписью и оттиском личного клейма.
Первые 50 единиц новых машин (новые модели комбайнов, выпускаемые серийно), прошедшие приёмку ДИСП, подвергаются последующей комиссионной приёмке. В состав комиссии входят:
-ГИП – председатель комиссии;
-работник УГК ТЦ (инженер-конструктор или ведущий инженер-конструктор);
-работник УГТ (инженер-технолог или ведущий инженер-технолог).
Результаты комиссионной приёмки оформляются актом. Акт подписывается всеми членами комиссии и хранится у ГИП.
6.4 Порядок проведения периодических испытаний
ПИ продукции проводятся на территории компании и в условиях эксплуатации на ГосМИС.
ПИ на территории компании проводят сотрудники ДИСП в соответствии с:
-РСМ-10Б/СК-5М-1/РСМ-100 ПМ;
-181.00.00.000 ПМ "Комбайн зерноуборочный самоходный РСМ-181. Программа и методика приемо-сдаточных и периодических испытаний";
-140 МП «Комбайны зерноуборочные самоходные и кормоуборочные самоходные»;
-1.00.000 ПМ "Энергосредство ЭС-1. Программа и методика приемо-сдаточных и периодических испытаний".
Инженер ДИСП производит отбор комбайна на испытания из числа продукции изготовленной и окончательно принятой в течение текущего месяца и оформляет акт отбора. Начальник ОИСП ДИСП направляет акт отбора руководителю подразделения, в котором изымается комбайн, и в ЦРП. Акт отбора комбайнов является основанием для подачи адаптеров, погрузочных мест и комплектующих, в течение суток с момента предоставления акта, для обеспечения проведения испытаний.
В ходе проведения ПИ новых машин (новых моделей комбайнов, выпускаемых серийно) инженеры ДИСП осуществляют проверку комплектности и работоспособности всех узлов и агрегатов.
ПИ ППП проводятся в 100% объёме (испытывается каждая единица изготовленной продукции). Проводят ПИ ППП специалисты ГПИ совместно со специалистами ТЦ. Испытания проводятся до сдачи продукции в товар (до передачи в ЦРП). Длительность проведения ПИ одной машины - три рабочих дня с момента передачи на ПИ. Упаковка и окраска продукции ППП согласно ТП осуществляется после проведения ПИ. В случае обнаружения несоответствий при проведении ПИ ППП производится ремонт и доработка всей изготовленной продукции, с внесением изменений в КД и ТП (при необходимости).
Результаты испытаний отражаются в акте о результатах ПИ. По окончании ПИ, сотрудник ДИСП вкладывает в Дело комбайна копию акта о результатах ПИ. Начальник ОИСП ДИСП направляет акт о результатах ПИ руководству компании и в ДМК.
Результаты ПИ рассматриваются на совещании, которое организует ГИП. Состав участников совещания:
– ГИП;
– представитель ДМК;
– начальник ДИСП;
– начальник КСК;
– начальников других корпусов/цехов (при необходимости);
– представитель главного конструктора;
– начальник департамента логистики;
– представитель УГТ;
– представитель службы директора по МТС.
На совещании определяются ответственные за выявление причин, виновников несоответствий и разрабатываются корректирующие и предупреждающие действия. По результатам совещания ГИП оформляет протокол совещания с обязательным указанием в нем подразделений, явившихся авторами несоответствий, а также разработанных корректирующих и предупреждающих действий. Протокол утверждает директор по качеству. Копия протокола рассылается всем участникам совещания и руководителям, ответственным за выполнение корректирующих мероприятий, указанных в протоколе.
Отгрузка комбайнов той модели, которая не выдержала ПИ, не допускается до тех пор, пока результаты ПИ не будут положительными.
Руководитель подразделения, допустившего несоответствие, организует перепроверку и доработку всех комбайнов той модели, которая не выдержала ПИ, выпущенных в контролируемый период. Работники подразделения устраняют несоответствия в том подразделении, где находится комбайн на момент обнаружения несоответствий. Руководитель подразделения должен организовать разработку и выполнение корректирующих и предупреждающих действий по устранению причин несоответствий, а также оформить ярлык устранения несоответствий 9.3.10. Контроль выполнения мероприятий по протоколу осуществляет ГИП.
Начальник ДИСП организует повторное проведение ПИ комбайнов этой партии. При положительных результатах отгрузка комбайнов разрешается. При отрицательных результатах повторных ПИ на совещании по результатам ПИ принимаются следующие решения:
– о запрете отгрузки комбайнов той модели, которая не выдержала повторные ПИ;
– о возвращении на территорию Компании всех комбайнов указанной модели, выпущенных в контролируемый период и находящихся на складе готовой продукции и на испытания;
– о проведении повторных трехкилометровых пробеговых испытаний и устранении всех выявленных несоответствий.
Каждый комбайн из забракованной партии принимается комиссионно на предмет устранения выявленных несоответствий. В состав комиссии входят:
– начальник ОТК КСК;
– начальник ДИСП;
– начальник КСК;
– начальник технологического бюро КСК;
– представитель службы директора по МТС.
По результатам работы комиссии начальник ДИСП оформляет акт
приема-передачи продукции в соответствии с приложением ДПП1 Б4.1 «Маркетинг». После принятия всех комбайнов, ПИ проводятся в третий раз.
6.5 Проведение испытаний на ГосМИС
Испытания на ГосМИС проводят в соответствии с требованиями ОСТ 10.2.1-97 «Испытания сельскохозяйственной техники, машин и оборудования для переработки сельскохозяйственного сырья. Техническая экспертиза» по плану ГИЦ и договору между компанией и ГосМИС.
Ответственность за организацию проведения испытаний изготавливаемой продукции на соответствие показателей качества, надежности, требованиям действующих технических условий и государственных стандартов на ГосМИС несёт начальник ДН ТЦ.
Проведение испытаний продукции осуществляют в соответствии с требованиями СТП 7527. Результаты испытаний продукции на ГосМИС специалисты компании заносят в дневник испытателя в соответствии с СТП 7526. Результаты испытаний на ГосМИС являются конфиденциальной информацией. Доступ к любому уровню информации об испытаниях на ГосМИС имеет только высшее руководство компании. Остальным сотрудникам обеспечен доступ только к информации, относящейся к области их ответственности. Результаты испытаний оформляются в виде протоколов испытаний и хранятся в технической библиотеке ТО ТЦ в течение 10 лет.
В ходе проведения испытаний серийной техники на ГосМИС специалисты компании, участвующие в проведении испытаний, ежедневно направляют в ДН информацию о результатах испытаний за прошедший день.
Начальник ДН до 13:00 обеспечивает доведение полученной за прошедший день информации о выявленных несоответствиях в ходе испытаний до руководства компании. Заместитель директора по качеству, ознакомившись с информацией о выявленных несоответствиях, в течение двух рабочих часов определяет необходимость проведения технической экспертизы и сообщает начальнику ДН ТЦ о принятом решении.
В случае необходимости проведения экспертизы, начальник ДН ТЦ в течение трёх суток организует доставку с ЮФО несоответствующих ДСЕ на территорию компании и в течение пяти суток - с Сибирского региона.
Специалисты компании в течение двух рабочих дней с момента получения информации или с момента доставки несоответствующих ДСЕ для экспертизы разрабатывают корректирующие и предупреждающие мероприятия по выявленным несоответствиям ДСЕ собственного производства.
Ответственные за разработку корректирующих и предупреждающих мероприятий по выявленным несоответствиям:
– ДСЕ собственного производства – директор по производству, начальник УГТ - главный технолог и главный конструктор – начальник УГК;
– покупных ДСЕ – директор по МТС и директор по качеству.
6.6 Порядок проведения окончательной приемки продукции
Ответственность за проведение окончательной приёмки продукции несёт начальник ДТК. Начальник участка окраски машин КСК предъявляет на окончательную приемку партию комбайнов, прошедших обкатку, ПСИ, дальнейшую технологическую сборку, окраску, упаковку и операционный контроль. Окончательная приёмка включает в себя проверку правильности оформления паспортов, проверку внешним осмотром предъявленной партии комбайнов на предмет отсутствия течей, деформаций, повреждений конструкции. Результаты окончательной приемки фиксируются в акте окончательной приемки и годности к отгрузке по форме ДПП3 Б4.5 «Идентификация и прослеживаемость» и хранится в архиве ДТК вместе с Делом комбайна.При необходимости, по требованию начальника ДТК одна или несколько машин из партии может быть повторно испытана. Объем испытаний определяет начальник ДТК.
6.7 Порядок проведения результатов КТД
6.7.1 Необходимость проведения КТД
КТД проводят с целью:
- предупреждения возможных нарушений ТП;
- исключения возможности выпуска несоответствующей продукции;
- повышения стабильности производства продукции;
- предотвращения преждевременного выхода из строя оборудования и техно-
логической оснастки;
- предупреждения производственного травматизма;
- уменьшения издержек производства.
При проведении КТД определяют:
- соответствие ТП, изготавливаемых изделий, КД и ТД;
- оценку состояния технологической дисциплины;
- характер, вид и причину несоответствий (при их наличии);
- критерии для разработки корректирующих мероприятий по устранению несоответствий и совершенствованию ТП;
- оценку эффективности корректирующих мероприятий по устранению несоответствий, выявленных при ранее проведённых проверках.
6.7.2 Проведение КТД
Повседневный КТД проводит мастер ПП в присутствии контролера на рабочих местах и контрольных точках, в соответствии с технологическим процессом.
Периодический и внеплановый КТД проводит комиссия в составе:
- мастер ПП;
- контрольный мастер ОТК/БТК (начальник ОТК/БТК);
- начальник ТБ ПП или инженер-технолог участка по виду обработки.
Ксерокопии и не идентифицированные копии документа являются неучтенными (изменения не вносятся). Председателем комиссии периодического и внепланового КТД является мастер ПП. КТД проводят по всему ТП, включая контрольные операции, выполняемые на данном рабочем месте или участке. При КТД контролируют следующие объекты и результативность их использования:
- технологическое оборудование, инструмент, оснастка, средства испытания,
приборы контроля и измерения – соответствие требованиям ТП, их состояние и наличие на рабочих местах;
- средства испытания, приборы контроля и измерения – соблюдение сроков поверки;
- квалификацию исполнителей (в том числе контрольных операций) на соответствие требованиям ТП;
- рабочие места – организация в соответствии с ТП;
- наличие изоляторов и мест временного хранения несоответствующей продукции согласно планировке корпуса/цеха;
- знание исполнителем технологических операций и соблюдение последовательности их выполнения в соответствии с ТП;
- показатели технологических режимов в соответствии с ТП;
- охрану труда и окружающей среды – соблюдение требований безопасности
при выполнении ТП;
- результаты предыдущих проверок технологической дисциплины.
Если ТП соблюдается, а изделие не соответствует КД, то председатель
комиссии проводит мероприятия по определению причин несоответствия и разработке корректирующих мероприятий.
6.7.3 Анализ данных, полученных при КТД и выработка корректирующих мероприятий
Ежемесячно, не позднее 27 числа, начальник ПП проводит проверку выполнения корректирующих мероприятий, проведенных по результатам КТД предыдущих проверок, и, не позднее первого числа следующего месяца, направляет полученные данные в ДМК.
Все полученные данные при любых видах КТД рассматриваются на производственных и бригадных совещаниях по качеству, при необходимости – на совещаниях по качеству у генерального директора.
6.8 Сбор и передача данных о качестве продукции
Регистрацию и передачу информации о несоответствиях осуществляют при:
– производстве продукции;
– эксплуатации комбайнов в гарантийный период;
– проведении ПСИ комбайнов в КСК;
– проведении ПИ в компании и на ГосМИС.
Регистрацию информации о несоответствиях, выявленных при ПСИ комбайнов в КСК, производят ежедневно сотрудники ДИСП. Начальник ДИСП ежедневно, в электронном виде, направляет справку о результатах ПСИ (оформленную в соответствии с приложением Н) в КСК, специалистам ДК, а также заинтересованным лицам. Начальник ДИСП организует проведение ежедневных совещаний с участием компетентных представителей, уполномоченных руководителями подразделений виновников несоответствий.
На совещании определяют необходимость разработки корректирующих мероприятий по каждому из выявленных несоответствий, причины и виновников несоответствий. Ответственность за разработку и предоставление корректирующих мероприятий в ДМК в течение суток после проведения ПСИ, а также выполнение мероприятий в установленные сроки несут руководители подразделений-виновников. На совещании в ДИСП при анализе несоответствий, в случаях, когда установлена вероятность их повторений, в КВН заполняется графа «дополнительный контроль» за подписью начальника ОТК/БТК. Срок проведения дополнительного контроля определяется начальником ДИСП.
Контроль за выполнением мероприятий по несоответствиям, выявленным при ПСИ, осуществляют начальники корпусов и цехов, начальники ОТК/БТК, общий контроль – специалисты ДМК.
Регистрация и передача информации о несоответствиях, выявленных при периодических испытаниях на территории компании и в условиях эксплуатации. Регистрацию информации о несоответствиях, выявленных при ПИ в компании и на ГосМИС, производит инженер ОИСП ДИСП.
Начальник ОИСП ДИСП по окончании испытаний организует передачу данных о выявленных несоответствиях (приложение Р) ГИП, начальникам корпусов/цехов, директору по качеству, заместителю директора по качеству, в ДТК и ОАПН ДМК.
ГИП организует рассмотрение выявленных несоответствий с участием заместителя директора по качеству или начальника ДМК, начальника ДТК, начальника ДИСП, начальника КСК, представителей главного конструктора, главного технолога, представителей служб директора по МТС. На совещании определяются лица, ответственные за выявление причин, виновников несоответствий и разработку корректирующих действий.
Копия протокола совещания не позднее трёх суток после окончания испытаний направляется в ДМК для контроля разработки и реализации корректирующих действий.
Руководители подразделений, согласно решениям протокола совещания организуют разработку корректирующих мероприятий по выявленным несоответствиям и их выполнение работниками от своих подразделений в отношении каждого комбайна из партии, установленной протоколом.
По результатам разработки и выполнения корректирующих мероприятий исполнители от подразделений – виновников оформляют ярлык устранения несоответствий на каждый комбайн (далее – ярлык).
Проверку выполнения корректирующих мероприятий осуществляет работник ОТК/БТК подразделения–виновника с подтверждением подписью и оттиском личного штампа в ярлыке.
Оригинал ярлыка исполнитель от подразделения – виновника вклеивает в соответствующее Дело комбайна в архиве ДТК (ДПП3 Б4.5 «Идентификация и прослеживаемость») в течение одной рабочей смены с момента устранения несоответствия. Копии ярлыка подразделение – виновник не позднее суток с момента оформления направляет в ДМК для контроля, а также в ОТК КСК и ЦРП для подтверждения годности комбайна к отгрузке.
Ответственность за организацию разработки и выполнения корректирующих мероприятий по несоответствиям, полноту и правильность оформления ярлыка, своевременное вклеивание в соответствующие Дела комбайнов оригиналов ярлыков, а также предоставление копий несет руководитель подразделения-виновника.
Ответственность за регистрацию, сохранность ярлыков в Делах комбайнов несет начальник ОТК КСК. Порядок, срок хранения ярлыков в составе Дела комбайна – согласно требованиям «Идентификация и прослеживаемость».
Регистрацию информации о дефектах и отказах техники, находящейся на гарантийном обслуживании осуществляют работники ДПЗЧиСО.
Еженедельно, а в период с 1 декабря текущего по 1 апреля будущего года – один раз в две недели, директор ДПЗЧиСО организует представление в ДМК оперативной информации о дефектах и отказах комбайнов по форме.
Регистрацию информации о картах разрешений на временные отклонения от требований НД осуществляют работники ДМК.
Регистрацию актов о браке осуществляют работники ДТК в журналах регистрации актов о браке. Предоставление информации о зарегистрированных актах о браке в ДМК в электронном виде по форме организуют ежедневно начальники ОТК/БТК и еженедельно начальник ОВП.
Ответственность за передачу информации о сдаче продукции с первого предъявления и оформленных КВН несет начальник ОТК/БТК производственного подразделения. Начальник ОТК/БТК ежедневно предоставляет специалистам ДМК в электронном виде справку о сдаче продукции с первого предъявления. Специалисты ДМК используют полученную информацию при мониторинге качества продукции, компетентности персонала и готовят отчеты на различные совещания:
– ежедневный отчет о сдаче продукции с первого предъявления по корпусам/цехам;
– ежемесячный отчет о сдаче с первого предъявления по корпусам/цехам, бригадам;
– ежедневный, еженедельный, ежемесячный, ежегодный отчет об оформленных КВН и ИП;
– ежедневный, еженедельный, ежемесячный, ежегодный отчет о фактах изготовления несоответствующей продукции исполнителями, работающими на самоконтроле.
Регистрацию информации о продукции внешних поставщиков, забракованной при входном контроле, производят сотрудники ОВП.
Начальник ОВП до 5 числа месяца, следующего за отчетным, осуществляет передачу информации о продукции внешних поставщиков, забракованной при входном контроле в ДМК в виде аналитической записки.
Регистрацию и систематизацию информации о движении забракованной продукции внешних поставщиков на складах ДВзЛ осуществляют менеджеры МТС по принадлежности. Заместитель директора по МТС до 3 числа месяца, следующего за отчетным, организует передачу информации о движении забракованной продукции внешних поставщиков на складах ДВзЛ.
Регистрацию информации о некомплектности отгруженных машин осуществляют работники департамента сбытовой логистики. Специалист по претензионной работе департамента сбытовой логистики регистрирует информацию о некомплектности отгруженных машин в журнале. Регистрацию и рассмотрение претензий, поступающих от потребителей, осуществляют сотрудники ДМК.
6.9 Дополнительный контроль качества продукции
В связи с необходимостью предотвращения попадания к потребителям несоответствующей продукции может вводиться дополнительный контроль ее качества в процессе производства, т.е. проведение 100%-ного контроля качества продукции по конкретным выявленным несоответствиям.
Основанием для введения дополнительного контроля качества продукции являются несоответствия, выявленные в процессе проведения испытаний готовой продукции, ПИ, в период эксплуатации готовой продукции, а также в случае выявления массового брака.
Решение о введении дополнительного контроля качества продукции и сроки его проведения определяются на совещаниях в ДИСП после приемки готовой продукции, ПДКК у директора по качеству, а также директора по производству, ПДЭК.
В случае принятия решения о проведении дополнительного контроля качества продукции заместитель директора по качеству и заместитель главного технолога организуют оформление следующих документов:
– лист проверки качества продукции (далее – чек-лист);
– лист выполнения
Утвержденные протоколы совещаний направляются начальнику ОАПН ДМК для организации оформления чек-листов.
Специалисты ОАПН ДМК на основании предоставленных протоколов совещаний:
а) оформляют графы чек-листа: операций (далее – ЛВО);
– «Пункт проверки качества продукции», причем информация о пунктах проверки должна полностью переноситься из протокола совещания, на основании которого вводится дополнительный контроль;
– вставляют эскиз или фотографию несоответствующей продукции с указанием мест контроля;
б) размещают чек-лист в папке, расположенной по электронному адресу: Fs/ Базы данных ДМК / Журнал учета чек-листов / Готовые чек-листы;
в) присваивают номер чек-листу и вносят в журнал учета чек-листов следующую информацию:
– модель продукции;
– номер чек-листа;
– наименование детали;
– чертежный номер;
– несоответствие,
– чек-лист;
– дата внедрения;
– срок действия;
– ответственное подразделение;
– ответственный участок;
– швеллерный номер комбайна.
На основании утвержденного протокола директор по производству, заместитель главного технолога и начальник ДТК организуют реализацию мероприятий по дополнительному контролю качества продукции.
Начальник производственного подразделения организовывает перепроверку задела продукции с оформлением акта перепроверки согласно требованиям ДПП2 М5.1 «Управление несоответствующей продукцией».
Начальник ОТК/БТК и начальник технологического бюро УГТ организуют:
а) оформление ЛВО, заполняя графы:
– «Наименование продукции» где указывается модель и чертежный номер продукции;
– «Выполненная операция» причем в ЛВО должны быть указаны операции,
обеспечивающие исключение выявленных несоответствий, записанных в чек-листе, в соответствии с действующим техпроцессом;
б) подготовку и размещение фотографий в ЛВО с указанием в нем мест устранения несоответствий.
Заполненный ЛВО и распечатанный чек-лист из папки «Готовые чек-листы» работник ОТК/БТК передает мастеру производственного участка, где планируется устранение несоответствий, для организации работ по устранению несоответствий, а также заполнению ЛВО и чек-листа. В ЛВО мастер заполняет графы «Корпус», «Бригада», «Дата», «Номер продукции/Швеллерный номер» и передает работнику бригады, ответственному за выполнение операции чек-лист и ЛВО. Работник бригады выполняет операции и заполняет:
– графы ЛВО: «Время», «Количество», «И.О. Фамилия рабочего», «Подпись рабочего»;
– графы чек-листа: «Дата», «Время», «Ф.И.О, выполнившего операцию». Оформленные чек-лист и ЛВО работник бригады передает мастеру участка. Мастер участка:
– проверяет правильность оформления листов;
– проставляет в ЛВО свою фамилию и подпись;
– возвращает чек-лист и ЛВО работнику ОТК/БТК.
Работник ОТК/БТК:
– проверяет выполнение операций;
– заполняет графы ЛВО: «Время приемки» и «Подпись, штамп ОТК/БТК»;
– заполняет графы чек-листа: «Швеллерный номер/номер продукции», «Соответствует» или «Не соответствует», «Проконтролировал Ф.И.О./подпись (ОТК/БТК)».
В случае если выявлен факт несоответствия выполнения операции, работник ОТК/БТК возвращает ЛВО и чек-лист мастеру для организации выполнения операций и заполнения листов настоящей процедуры. При этом в чек-листе заполняется графа «Доработал Ф.И.О./подпись».
Полностью оформленные чек-листы, оформленные в течении рабочей неделе, начальник ОТК/БТК еженедельно передает начальнику ДТК для проведения предварительного анализа.
Начальник ДТК совместно с заместителем главного технолога, проводят предварительный анализ результативности дополнительного контроля и в произвольной форме оформляют справку. Чек-листы, после предварительного анализа, передаются начальнику ОТК/БТК соответствующего подразделения.
Ответственность за хранение чек-листов и ЛВО несет начальник ОТК/БТК производственного подразделения. Срок хранения листов составляет один год.
Справки с предварительным анализом начальник ДТК предоставляет заместителю директора по качеству и начальнику ДМК для подготовки отчета о проведении дополнительного контроля.
Отчет о проведении дополнительного контроля рассматривается на совещании по ПСИ, ПДКК или ПДЭК.
На совещании принимается решение о необходимости корректировки КТД.
Заключение
При прохождении практики на ООО «Комбайновый завод «Ростсельмаш» был проведен анализ нормативной и технической документации на средства измерения параметров вала 142.28.05.601. Во время организационно-управленческой практики был проведен анализ системы менеджмента качества и системы метрологического обеспечения. Для оценки качества вала был проведен статистический анализ измерений длины проточки на валу, в результате которого было выявлено, что процесс производства болта стабилен, точен и управляем. Так же рассмотрен технологический процесс производства, условия хранения, транспортировки. Во время изучения технологического процесса был проведен анализ входного, операционного и выходного контроля, по итогам которого можно сделать вывод, что на производстве проводится жесткий 100%-й контроль качества изделий. Итогом этого анализа является подтверждения соблюдения необходимых требований. Метрологическое обеспечение на предприятии находится на высоком уровне, все приборы, используемые на производстве, подвергаются периодической поверке.
ООО «КЗ «Ростсельмаш» это саморазвивающееся предприятие, обладающее собственной политикой в области качества выпускаемой продукции. на предприятии внедрена, успешно работает и постоянно улучшается система менеджмента качества.
Список используемыз источников
1. Аристов «Метрология, стандартизация и сертификация»
2. ГОСТ 8.113-85
3. ГОСТ 166-89
4. СТП «Методы контроля геометрических параметров»
5. СТП «Методы контроля резьб»
| Разработка системы управления качеством на предприятии | |
|
Введение. 1. Раздел 1. Теоретические основы системы управления качеством применяемой на ЗАО "Пластик". 2. Глава 1. Теория управления качеством по ... Оперативная информация представляется в виде сообщения начальника ОТК на ежедневных совещаниях у 1-ого зам. Вся информация о выявленных несоответствиях, дефектах накапливается в ОТК предприятия, анализируется и ранжируется методами ,принятыми на предприятии, часть из них включается в ... |
Раздел: Рефераты по менеджменту Тип: реферат |
| Испытательная станция турбовинтовых двигателей ТВ3-117 ВМА-СБМ1 ... | |
|
Міністерство освіти і науки України Запорізький національний технічний університет ПОЯСНЮВАЛЬНА ЗАПИСКА ДО ДИПЛОМНОГО ПРОЕКТУ ВИПРОБУВАЛЬНА СТАНЦІЯ ... Двигатель, не выдержавший приемно-сдаточных испытаний, после изложения причин отклонений в протоколе испытаний или в извещении военного представительства, возвращается ОТК для ... До начала (до первого этапа) периодических испытаний проводятся снятие дроссельной характеристики двигателя, измерение вибраций и др. работы, предусмотренные программой испытаний. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Основы стандартизации, метрологии и сертификации | |
|
ПРЕДИСЛОВИЕ Стандартизация, метрология и сертификация являются инструментами обеспечения качества продукции, работ и услуг - важного аспекта ... Невыполнение установленных требований является несоответствием (ИСО 8402) для устранения причин существующего несоответствия организации осуществляют корректирующие действия. Рассматривая результаты деятельности общетехнических и межотраслевых ТК, следует отметить как значительные достижения ИСО разработку международной системы единиц измерения ... |
Раздел: Рефераты по менеджменту Тип: учебное пособие |
| Разработка руководства по качеству ООО "Лемаз" | |
|
Министерство образования и науки Российской федерации ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ... недостатки в системах премирования персонала контрольных служб, приводящие к не заинтересованности в полном и своевременном выявлении брака; несоответствие квалификации контролеров ... Начальник ОТК |
Раздел: Рефераты по менеджменту Тип: курсовая работа |
| Технологический процесс создания детали "Плашка" | |
|
Введение Производственная практика проводится на машиностроительных предприятиях и является практической частью учебного процесса. Она позволяет ... 4. Копии утвержденного "Плана-графика работы производства" начальник ПДБ рассылает заместителю технического директора - начальнику производства, заместителю начальника производства ... При выявлении несоответствий проводят корректирующие действия самостоятельно или докладывают заместителю начальника производства для организации корректирующих действий. |
Раздел: Промышленность, производство Тип: отчет по практике |